Станки продольно строгальные – Planing machines – grease monkey
alexxlab | 20.11.2020 | 0 | Вопросы и ответы
Planing machines – grease monkey
Planing machines (rice. 14.4) designed for flat surfaces of various parts. They can produce rough, Finish, and finishing planing. These machines are used primarily for single and small batch production, and also repair shops. Mounted on the table in the processing of the workpiece is reported straight-line reciprocating motion. When work takes place during the cutting process, during the back Cutter (or cutters) several rises, back to the surface does not touch the workpiece. Submission takes place table travel usually during reversing its course with auxiliary desktop, t. it is. before running desktop.

At the planer table is driven by a DC motor, which along with infinitely variable speed for smooth plunging the tool into the workpiece and slow its output at the end of the working stroke.
The main dimensions of planing machines are the greatest length and width of the planing, as well as the maximum height of lifting crossmember (traversы) with calipers. Depending on the device crossbars distinguish two-column machines, in which the cross member is supported by two pillars, and Single Column machines.
Technical characteristics of the two-planing machine 7212
Maximum dimensions of the workpiece, mm:
- ширина: 1250
- высота: 1120
- the length of the working surface of the table: 4000
The speed of travel of the table, м/мин:
- working: 4-80
- return: 12-80
Submission of the vertical supports on the double stroke, mm:
- horizontal: 0,5-25
- вертикальная: 0,25-12,5
Power table drive motor, кВт: 100
Главное движение – Rectilinear reciprocating motion of the table together with the workpiece. Movement innings – Intermittent translational movement of the vertical supports in the transverse, vertical and oblique directions and lateral slide in vertical and horizontal directions.
Auxiliary movement – Rapid mechanized and manual movement of support in these areas, traverse and so raising and lowering. п.
Table machine gets going from DC motor through a gearbox mechanical. Automatic cycle motion table consists of a slow insertion tool into the workpiece; acceleration of the table to set the cutting speed, with this stroke velocity; reduce the speed of the table before leaving the metal cutter; rapid return table with fixed reverse speed.
The machine has a single lateral support and two vertical, located on the traverse. Vertical slides provided by an electric motor, pomeshtennыm sleepers.
Sliders vertical supports can be rotated through an angle of ± 60 ° for the surface treatment of an angle. Side of the machine slide can be moved vertically along the guide strut, and his sleigh – horizontally. Lateral support is driven also by a separate electric motor through a box of innings.
tehnar.net.ua
Продольно-строгальные станки | Металлорежущие станки
Размерной характеристикой продольно-строгальных станков являются наибольшие размеры обрабатываемых деталей (ширина x длина х высота). Промышленность Советского Союза выпускала станки от 630x2000x550 до 5000x12500x4500 мм. Станки размером до 1600x6300x1250 мм включительно выпускаются в одностоечном исполнении.
Одно- и двухстоечные станки
У продольно-строгальных станков подвижной частью является стол с закрепленной на нем заготовкой. В зависимости от устройства поперечины различают одностоечные и двустоечные станки. Первые применяют для обработки крупных деталей, ширина которых выходит за пределы расстояния между колоннами станков двустоечного исполнения (рис.127).
Главное движение
Главное движение осуществляется от регулируемого электродвигателя 54 постоянного тока. Рабочий ход передается через двухступенчатую коробку скоростей на передачу червяк-рейка 51-52 по следующему циклу: медленное перемещение стола при врезании резца в заготовку, разгон стола до рабочей скорости, рабочий ход, уменьшение скорости перед выходом резца из заготовки, возврат стола в исходное положение. Для изменения скоростей имеется специальный механизм, смонтированный на коробке скоростей. Реверсирование осуществляется электродвигателем 54.
Движение подачи
Движение подачи осуществляется реверсивным электродвигателем 53, от которого вращение передается червячной парой 13-14 на вал / коробки подач. На этом валу на шпонке смонтирован диск 1, на котором установлен фрикцион 2, связанный пальцем с диском .3, несущим собачку 6 храпового механизма. Собачка вращает храповое колесо 5 и связанное с ним колесо 4. От него вращение передается на раздаточный вал // и далее через зубчатые колеса-16-17 на колеса 18, связанные с полумуфтами. Верхний (///) и нижний (VI) валы служат для горизонтального перемещения суппортов, а средние валы (IV и V) для вертикального перемещения.
Периодическая подача суппортов осуществляется следующим образом. В момент реверсирования стола с обратного хода на рабочий подается команда электродвигателю 53. Вращение его происходит до тех пор, пока разжимная планка фрикциона 2 не упрется в неподвижный упор и не разожмет фрикцион. При нажатии кулачка на конечник реверса стола в начале рабочего хода электродвигатель 53 отключается. Механизм подачи бокового суппорта устроен аналогичным образом, Установка подачи осуществляется храповым колесом 5, При его вращении приводится в движение подвижный упор, При этом изменяется угол между подвижным и неподвижным упорами и тем самым величина подачи.
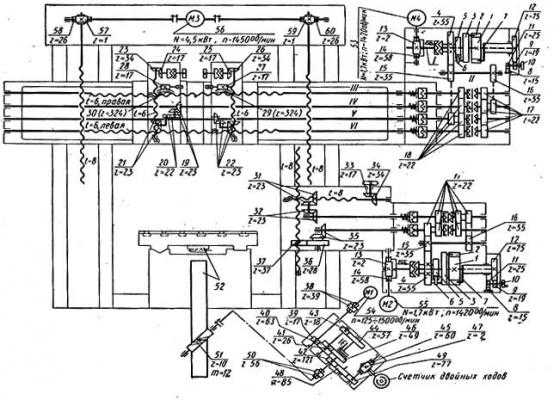
Рис. 127 Кинематическая схема продольно-строгольного станка
Установочные перемещения заимствуют движение от электродвигателя 53, который вращается в направлении рабочей подачи. Одновременно включается электромагнит, который сцепляет червячное колесо 14 с храповым колесом при помощи кулачковой муфты. Далее движение следует по предыдущему. Кнопка установочного перемещения находится на подвесной станции, на которой располагаются и другие кнопки управления. Кроме кнопок управления, на станке имеются средства ручного управления и наладочного перемещения суппортов.
Похожие материалы
www.metalcutting.ru
Устройство продольно-строгальных станков
Основные узлы продольно-строгальных станков и их назначение. На рис. 26 показан общий вид одностоечного продольно-строгального станка модели 7142А. Основными узлами этого станка являются стол 8, станина 2 и траверса б. По траверсе перемещаются два вертикальных суппорта 4 и б, а по вертикальным направляющим станины – боковой суппорт 1. Главное рабочее движение сообщается от электродвигателя 9 с помощью червячно-реечной передачи столу 3, а движение подачи – суппортам.
Перемещение суппортов но направляющим траверсы и станины осуществляется предусмотренными для этой цели отдельными электродвигателями. Все суппорты имеют устройства для быстрого передвижения и приспособлены для автоматического подъема резца в конце рабочего хода. Траверса 5 имеет ускоренное перемещение вверх и вниз по станине, осуществляемое электродвигателем 7. Управление станком сосредоточено на пульте 8, смонтированном на гибком шланге, который можно расположить в любом месте.

На рис. 27 показан общий вид двухстоечного продольно-строгального станка модели 7212. Он состоит из следующих основных узлов: станины 1, стола 2, перемещающегося по горизонтальным направляющим станины, поперечины 3, передвигающейся по вертикальным направляющим стоек, жестко скрепленных со станиной и с соединительной балкой портала 4, верхних суппортов 5; перемещающихся по направляющим поперечины, коробки подач поперечины 6, бокового суппорта 8, коробки подач бокового суппорта 9, узла электропривода 11 и коробки скоростей 12.
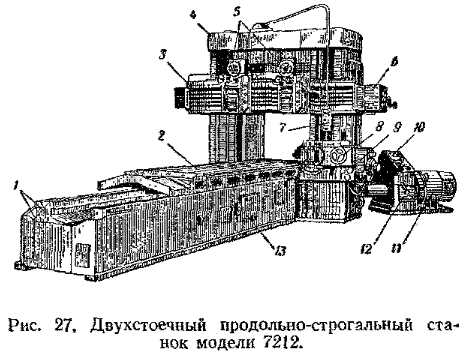
Управление станком осуществляется на пульте управления 10, а также с помощью подвесной кнопочном станции 7, Привод и управление подачами суппортов производятся с помощью коробок подач. Управление вертикальными суппортами сдублировано с обоих концов поперечины.
Крышкой 13 закрывается узел централизованной смазки механизмов станка.
Механизм главного рабочего движения. Привод главного рабочего движения осуществляется от электродвигателей постоянного тока (Д4 на кинематической схеме, рис. 28).
Электропривод стола работает по системе генератор-двигатель. Он состоит из реверсивного электродвигателя постоянного тока, который питается от генератора-преобразовательного агрегата. Питание обмотки возбуждения электродвигателя привода производится от постороннего источника электрической энергии – генератора постоянного тока – возбудительного агрегата.
Электропривод позволяет осуществлять бесступенчатое регулирование скорости вращения электродвигателя привода стола в пределах от 125 до 1500 об/мин. Далее вращение передается на двухдиапазонную коробку скоростей.
При работе на первом – скоростном – диапазоне (при чистовом строгании) движение передается от электродвигателя Д4 через косозубые зубчатые колеса 3, 4, 1 и 2, зубчатую муфту 5, вал 9, реечное колесо 11 и рейку 12, скрепленную со столом станка.
При работе на втором – силовом – диапазоне (при черновом строгании) движение через зубчатую пару 3 и 4 передается косозубым колесам 6 и 7 и далее через зубчатую муфту 5, как на первом диапазоне.
Управление приводом главного рабочего движения осуществляется при помощи коробки скоростей (путем переключения рукоятки, при этом муфта 5 сцепляется с зубчатыми колесами 2 или 7) и посредством пульта управления.
Зубчатое колесо 8, находящееся на выходном валу коробки скоростей, предназначено для передачи движения через шестерни 10, 13 и червячную пару 14 и 15 на лимб 7 пульта управления.
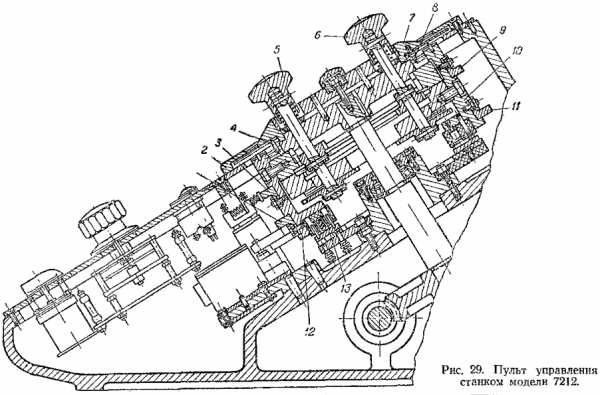
Лимб располагает двумя неподвижными упорами 4 и 8 (рис. 29), в пределах которых передвигаются сектора 10 и 12. На этих секторах имеются щетки 13, которые включают замедление стола в зависимости от величины установленной скорости движения. Чем выше скорость движения, тем раньше включается замедление стола, при этом уменьшается его выбег.
В пазах секторов 10 и 12 расположены кулачки 1 и 11 включения конечных переключателей, которые осуществляют реверсирование стола. На этих же секторах есть еще два кулачка 3 и 9 включения аварийного выключателя. При несрабатывании конечных переключателей реверса стола они обеспечивают включение аварийного выключателя.
Установка длины хода стола производится перемещением секторов при помощи рукояток 5 и 6. Каждая рукоятка и управляемый ею сектор окрашены одним цветом. На кольце 2 теми же цветами обозначены границы перемещения секторов при установке длины хода стола.
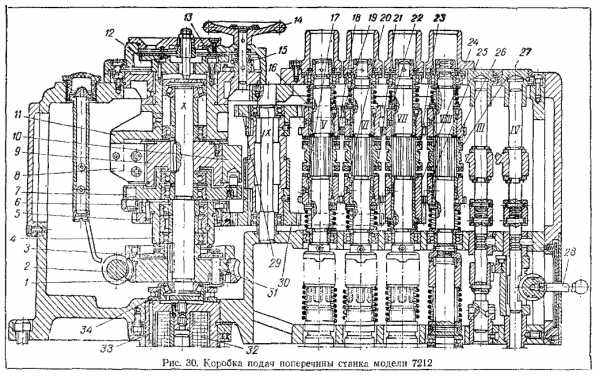
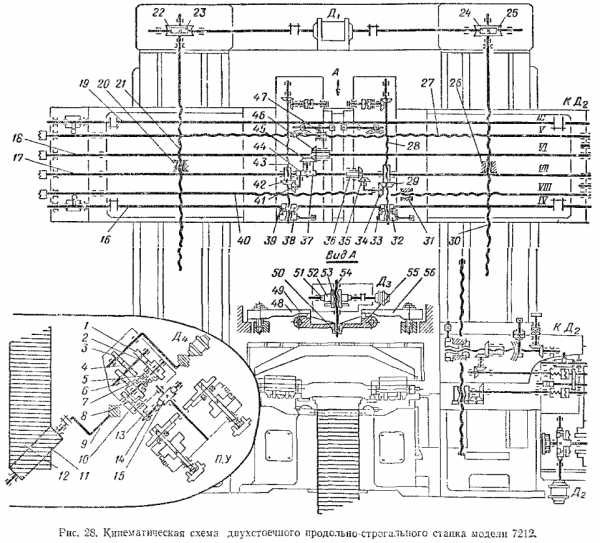
Механизм подачи суппортов. Автоматическая подача суппортов поперечины осуществляется с помощью электродвигателя Д2 (см. рис. 28). При изменении направления движения стола станка с обратного (холостого) хода на рабочий включается реверсивный двигатель Д2 коробки подач. От электродвигателя через червячную передачу 2 и 1 (рис. 30) движение передается на главный вал коробки подач Х, на котором на попонке неподвижно закреплен диск 9 и установлен фрикцион 10, соединенный пальцем с собачкой 6 на диске 7. Собачка в свою очередь передает вращение храповому колесу 4 и жестко соединенному с ним зубчатому колесу 5, а последнее – зубчатым колесам 30 и 29 вала IX. От вала IX движение получают зубчатые полумуфты 24 и передающие вращение зубчатым полумуфтам 25, 20, 17, 16, 22 и 26, свободно насаженным на валах V, VI, VII и VIII.
Между зубчатыми полумуфтами на шлицевых участках валов V – VIII расположены кулачковые муфты 27, 23, 21 и 18, которые соединяются с теми или иными зубчатыми полумуфтами при помощи рукоятки 28, при этом валы V, VI, VII и VIII вращаются в обратную сторону, и, следовательно, осуществляется реверс подачи. Вращение валов и подача суппортов будут производиться до тех пор, пока разжимная планка 8 фрикциона не упрется в неподвижный упор на валу IX и не разожмет фрикцион.
Электродвигатель Д2 остановится лишь через некоторое время после прекращения подачи, после того как кулачок нажмет на конечный выключатель реверса стола. Во время обратного хода стола происходит зарядка механизма подач, т. е. подготовка его для новой рабочей подачи. Импульс, полученный от конечного выключателя реверса стола электродвигателем Д2, заставляет последний вращаться в обратную сторону. Собачка 6 при этом срабатывает, а зубчатое колесо б остается неподвижным. Диск 9 и фрикцион 10 проворачиваются до упора в подвижный упор 11. На этом заканчивается подготовка механизма подач для новой подачи.
Для осуществления установочного перемещения суппортов поперечины необходимо с подвесной кнопочной станции передать команду электродвигателю Л2. Последний в этом случае будет вращаться только в направлении подачи. Одновременно с нажатием кнопки включается электромагнит 82, который штырями 38 через упорный подшипник 34 при помощи пальцев 31 и кулачковой муфты 8 сцепляет червячное колесо 1 с храповым колесом 4.
От электродвигателя Д2 движение будет передаваться через червячную передачу 2 и 1, колеса 4 и 5 на зубчатые колеса 30 и 29 вала IХ и далее, так же как при автоматической подаче.
Установка величины подачи осуществляется с помощью маховичка 14, расположенного в торце коробки подач суппортов поперечины. При вращении этого маховичка движение через зубчатые колеса 15 и 12 передается на подвижный упор 11. Меняя таким образом угол между подвижным и неподвижным упорами, устанавливают величину подачи. Отсчет величины подачи производят по лимбу 18, закрепленному на зубчатом колесе 12.
Привод горизонтального и вертикального перемещения суппортов осуществляется следующим образом (см. кинематическую схему, рис. 28). В каретке левого суппорта имеются кронштейн, в котором закреплена гайка 47 горизонтального перемещения, соединенная с ходовым винтом 27, и коническое зубчатое колесо 46 на ходовом валу 18. Колесо передает движение от коробки подач через зубчатые колеса 45, 37, 44, 41 и 42 на винт 43 салазок левого суппорта, который, перемещаясь в двух гайках 38 и 39, производит вертикальное перемещение салазок с резцедержателем.
В каретке правого суппорта находится гайка 31 горизонтального перемещения, соединенная с ходовым винтом 40, и коническое зубчатое колесо З6 на ходовом валу 17, передающее движение от коробки подач через зубчатые колеса 35, 34 и 29 на винт 28 салазок правого суппорта. Перемещаясь в двух гайках 33 и 32, оп осуществляет вертикальное перемещение салазок с резцедержателем. Управление перемещением суппортов производится тягами 16 и 19.
Привод подач бокового суппорта аналогичен рассмотренному приводу подач суппортов поперечины.
Механизмы подъема и зажима поперечины. Для подъема и опускания поперечины станок снабжен специальным механизмом из двух червячных редукторов, приводимых в движение одним электродвигателем.
От электродвигателя Д1 (см. кинематическую схему, рис. 28) движение передается на левую и правую части поперечины при помощи червячных пар 28, 22 и 24, 25 через винты 21 и 30 на гайки 20 и 26, закрепленные в поперечине.
Механизм зажима поперечины на стойках, сблокированный с механизмом ее подъема, получает движение от электродвигателя через червяк И и далее на червячное колесо 52, соединенное с гайкой 58. Эта гайка, воздействуя на винт 54, сообщает ему поступательное перемещение и через шайбу 50 передает усилие на рычаги зажима 49, 48, 55 и 56 поперечины. Подъем и опускание поперечины возможны только после освобождения зажима.
Управление станком и его наладка. Управление станком осуществляется с пульта управления и дистанционно – с подвесной кнопочной станции.
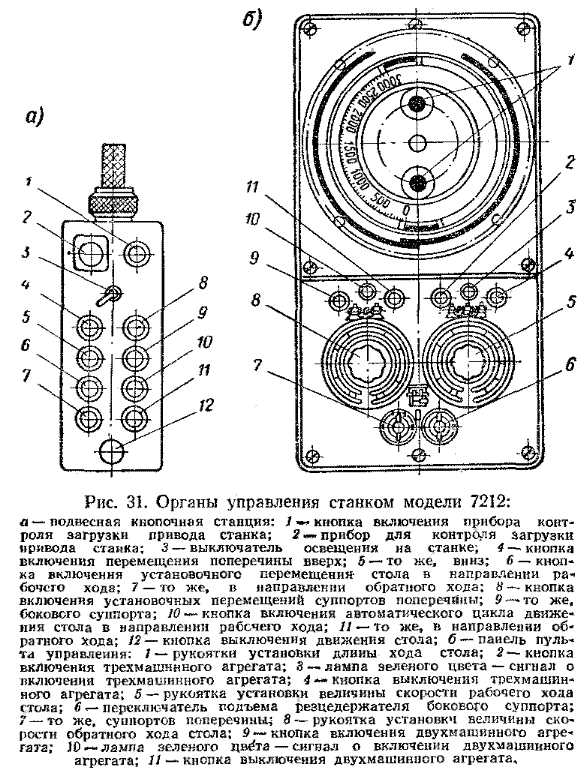
На рис. 31, и показана подвесная кнопочная станция, а на рис. 31, б – панель пульта управления. Там же (в подписи под рисунком) приведены необходимые данные о приборах, кнопках и рукоятках, с помощью которых осуществляются необходимые управляющие действия.
Подключение станка к сети переменного тока производится с помощью специальной рукоятки выключателя (на рисунке ие показана) и контролируется лампой, автоматически загорающейся при подключении к сети.
После загорания лампы нажатием кнопки 9 (см. рис. 31, б) включают двухмашинный (возбудительный) агрегат, при этом одновременно включается вентилятор электродвигателя привода с гола, что фиксируется загоранием лампы 10. Затем нажатием кнопки 2 включают трехмашинный (преобразовательный) агрегат; одновременно включается маслонасос смазки направляющих станины стола, что контролируется сигнальной лампой 8.
Далее перед наладкой станка нажатием кнопок б и 7 (см. рис. 31, а) включают установочное перемещение стола соответственно в направлении рабочего или обратного хода.
Установка длины хода стала производится следующим образом, Вначале определяют, против каких делений на линейке стола расположены начало и конец обрабатываемой детали. Затем на лимбе пульта против соответствующих делений рукоятками 1 (см. рис. 31, б) устанавливают риски секторов и проверяют предварительно установленную длину хода стола. При необходимости ее корректируют.
Перебег стола рекомендуется устанавливать перед началом рабочего хода около 150 мм и в конце рабочего хода 50 мм. Упоры управления должны быть надежно закреплены.
Перед переключением станка на рабочий режим (автоматический цикл) рукоятками выбора диапазона скоростей движения стола устанавливают нужный диапазон (рекомендуется при черновом строгании работать на первом диапазоне, а при чистовом – на втором). Затем с помощью рукояток 8 и б (см. рис. 31, б) устанавливают величины скоростей соответственно обратного и рабочего ходов стола.
Далее производят настройку механизмов подачи рукоятками выбора направления перемещения суппортов и маховичками установки величины подачи, после чего нажатием кнопки 10 или 11 (см. рис. 31, а) включают работу стола по автоматическому циклу.
Если работа суппортов поперечины производится с горизонтальной подачей, то салазки их следует зажать гайками.
При перемещении поперечины вниз с целью сохранения параллельности ее положения относительно плоскости стола следует поперечину сначала поднять вверх для выборки зазора в паре винт – гайка, а затем уже опускать вниз.
Смазка станка. Для повышения надежности работы станка и увеличения срока его службы необходимо своевременно производить профилактические осмотры и регулярную смазку узлов и механизмов. Система смазки станка показана на рис. 32.
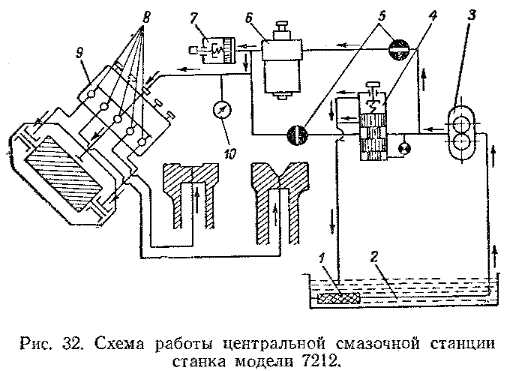
Ответственные поверхности, работающие в тяжелых условиях (направляющие станины, зубья шестерни привода стола и ее подшипники) смазываются от центральной смазочной станции. Работа ее осуществляется следующим образом. Резервуар с маслом 2 размещается и специальных секциях станины. Масло из него поступает через сетчатый фильтр грубой очистки 1 по трубопроводам (см. стрелки) к насосу 8, приводимому в движение электродвигателем. От насоса масло проходит через кран б и пластинчатый фильтр б к маслораспределителю 9, от которого через дроссели регулирования 8 поступает к выведенным на рабочие поверхности ответственных деталей точкам смазки.
Для контроля наличия масла в системе нагнетательной цепи предусмотрено реле давления 7, которое воздействует на конечный выключатель и прекращает движение стола или делает невозможным его включение при отсутствии масла в нагнетательном трубопроводе. Для измерения давления масла в трубопроводах в системе имеется манометр 10. Величина давления масла регулируется и поддерживается предохранительным клапаном с переливным золотником 4.
Смазка зубчатых колес и подшипников коробок подач поперечины и бокового суппорта производится при помощи плунжерного насоса через распределители, имеющиеся в каждой коробке.
Направляющие, ходовые винты, ходовые валы и конические зубчатые колеса поперечины, а также ходовые винты и винтовые зубчатые колеса бокового суппорта смазываются специальными дозаторами.
Зубчатые колеса и подшипники коробки скоростей, детали червячных редукторов подъема поперечины, редукторы зажима поперечины и червячная пара пульта управления смазываются путем разбрызгивания масла, находящегося в соответствующих емкостях корпусов.
p
machinetools.aggress.ru
3.2. Продольно-строгальные станки
Продольно-строгальные станки подразделяются на одностоечные и двухстоечные в чисто строгальном (рис. 3) и комбинированных исполнениях, кромкострогальные, ямные и портально-строгальные. Одностоечные станки предназначены для обработки плоскостей крупногабаритных и тяжелых деталей большой ширины и длины.
Станок имеет два вертикальных и один боковой правый суппорты. Привод стола осуществляется от реверсивного электродвигателя постоянного тока через двухскоростную коробку скоростей и червячно-реечную передачу. Бесступенчатое и независимое регулирование скоростей рабочего и обратного ходов стола производится электроприводом по системе генератор -двигатель. Привод станка обеспечивает плавное врезание резца и замедленный выход его из обрабатываемой детали. Управление станком производится с пульта управления и подвесной кнопочной станции.

Рис. 3. Продольно-строгальный двухстоечный станок модели 7231А
На одностоечных и двухстоечных продольно-строгальных станках могут обрабатываться и детали средних размеров, тогда на столе станка их устанавливают рядами с целью более полного и рационального использования габаритов и хода стола.
Комбинированные продольно-строгальные станки предназначены для строгания и фрезерования (модели 7243Ф, 7288Ф), для строгания, фрезерования и шлифования (модель 7225) с одной установки крупногабаритных изделий. Каждый такой станок оснащен тремя строгальными суппортами (два вертикальных на поперечине и один горизонтальный боковой на стойке) и двумя фрезерными суппортами (один вертикальный на поперечине и один горизонтальный на стойке). Станок модели 7225 оснащен еще и шлифовальной головкой.
Кромкострогальные станки предназначены для строгания кромок листов, а также снятия фасок под различными углами. Обрабатываемый лист на таких станках прижимается к неподвижному столу подвижным прижимным устройством, смонтированным на каретке в виде трех подпружиненных роликов с регулируемым усилием прижатия листов. Кроме того, лист дополнительно прикрепляется вручную прихватами. Строгание кромок листов производится двумя суппортами при прямом и. обратном ходе каретки. Электропривод перемещения каретки выполнен по системе генератор-двигатель и обеспечивает бесступенчатое регулирование скоростей хода каретки. Управление станком осуществляется с пульта управления на каретке.
Ямные продольно-строгальные и портально-строгальные станки предназначены для обработки тяжелых деталей крупных размеров (станин прокатных станов, рам крупных двигателей и т.п.). В отличие от обычных продольно-строгальных станков в ямных строгальных станках обрабатываемая деталь устанавливается на горизонтальной или вертикальной плитах, расположенных в яме, а порталу станка, состоящему их двух стоек и поперечины с вертикальными суппортами, сообщается возвратно-поступательное движение.
3.3. Долбежные станки
Долбежные станки применяют для обработки внутренних (шпоночные канавки, пазы, многогранные отверстия) и наружных плоских и линейчатых поверхностей.
Принцип работы долбежных станков рассмотрим на примере работы долбежного станка модели 7430 (рис. 4).
Характеристика станка. Пределы хода долбяка от 20 до 320 мм; диаметр рабочей поверхности стола 500 мм; пределы чисел двойных ходов долбяка от 40 до 163 дв.ход/мин; мощность электродвигателя главного движения 3 кВт.
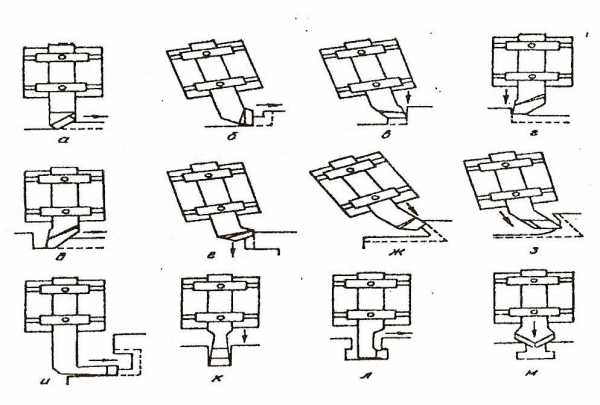
Рис. 5. Схемы применения основных типов строгальных резцов: а – проходной для обработки горизонтальных плоскостей со свободным выходом резца; б – проходной для обработки горизонтальных плоскостей, если резец не имеет свободного выхода; в -подрезной; г, д – комбинированные для обработки вертикальных и горизонтальных плоскостей; е – подрезной для обработки вертикальных плоскостей большой ширины с большой подачей; ж, з – отогнутый для обработки угловых плоскостей; и, л -боковой для обработки различных пазов; к – прорезной; м – фасонный
studfiles.net
Строгальный станок по металлу
Содержание статьи:
Для придания стальной заготовке нужной формы используют несколько видов строгальных станков. Чаще всего перед обработкой деталь проходит цикл на фуговальном станке. Это оборудование позволяет достичь высокой точности изготовления во время выполнения производственного процесса.
Виды строгальных станков по металлу
Классический строгальный станок по металлу выполняет контролируемое удаление материала определенной толщины с поверхности заготовки. Отличается не только точностью выполнения процесса, но и технологическими схемами.
Основным отличием строгальных станков от фрезерных или токарных является конфигурация заготовки и принцип работы. Она не имеет формы вращения – ее стороны зачастую плоские. Резец обрабатывает одну или несколько сторон детали, которая жестко фиксируется на рабочем столе.
В зависимости от технологии изготовления различают следующие виды оборудования:
- продольно-строгальные. Рабочий стол имеет функцию смещения относительно фрезы, за счет чего происходит обработка поверхностей детали;
- поперечно-строгальные. Движется режущая часть, а заготовка остается неподвижной. Применяется для изготовления деталей больших размеров.
Помимо этого, для увеличения скорости производства одновременно может осуществляться несколько типов операций. Это зависит от количества резцов, установленных в шпиндельные пазы резца – от одного до четырех. В результате обработки происходит формирование выемок, канавок и выборок заданной формы.
Кроме этого, существуют станки специального назначения. Они выполняют схожие операции, но отличаются формой воздействия на обрабатываемую деталь:
- долбежные. С их помощью происходит формирование отверстий, выемок или канавок в результате механического воздействия «долбяка». Он перемещается только в вертикальной плоскости;
- протяжные. Предназначены для снятия стружки с заготовки. Бывают горизонтальные, вертикальные или комбинированные;
- фасонно-строгальные. Нужны для формирования криволинейных поверхностей.
Продольно-строгальные работы относятся к разряду черновой обработки заготовок. Поэтому к станкам и их элементам не предъявляются высокие требования, как и к их аналогам – фрезерным или токарным.
Чем больше режущих компонентов предусмотрено в конструкции продольно-строгального оборудования – тем выше его производительность. Однако при этом повышается время настройки.
Резцы для строгальных станков по металлу
Ручной строгальный станок
Строгальные станки по обработке металла применяются для комплектации технологических линий с большой производительностью и ремонтных мастерских. Их преимуществом является относительно простая настройка и обслуживание.
Главным фактором правильной обработки заготовки является выбор соответствующего резца. Он должен быть предназначен для выполнения конкретной операции или иметь универсальную область применения. Для этого в процессе производства резцов применяют болванки из быстрорежущей стали или делают твердосплавные напайки.
Основные критерии выбора модели резца:
- тип оборудования – для продольных или поперечных операций;
- материал режущей кромки. Влияет на скорость и точность работы;
- форма резца. В зависимости от этого параметра будет происходить формирование канавок, отверстий или выборок на поверхности детали.
Существует несколько типов операций, которые можно осуществлять на продольно-строгальном станке. Они могут быть проходные, чистовые, фасонные, подрезные или отрезные. Для увеличения срока службы резцов рекомендуется использовать оборудование с откидной фиксирующей головкой. После первичной обработки резец возвращается в исходное положение. Во время обратного хода он не должен контактировать с поверхностью заготовки.
Наиболее распространенными являются продольно-строгальные станки. Они характеризуются относительно небольшими габаритами и простотой в эксплуатации. Особое внимание следует уделять качеству режущих инструментов. Для обеспечения бесперебойного технологического процесса необходимо иметь небольшой запас.
В видеоматериале можно ознакомиться с примером эксплуатации строгального станка по металлу:
Обзор и сравнение моделей
| Модель станка | 7305Т | 7307ГТ | ОД61-5 | ОД61-7 |
| Ход ползуна строгания, мм | 500 | 710 | 500 | 710 |
| Ход ползуна долбления, мм | 200 | 250 | 200 | 200 |
| Частота ходов ползуна, дв. ход/мин | 13,2 — 150 | 10,6 — 118 | 13,2-150 | 10,6- 118 |
| Горизонтальная подача стола, мм/дв.ход | 0,2 — 5,0 | |||
| Вертикальная подача стола, мм/дв.ход | 0,04 — 1,0 | |||
| Масса, кг | 1980 | 2770 | 2200 | 3000 |
| Габариты, мм | 2380х1085х1560 | 2790х1375х1665 | 2410x1300x1560 | 2820x1575x1665 |
| Цена, руб | 671000 | 742500 | 660000 | 660000 |
- 7305Т / 7307ГТ
- ОД61-5 / ОД61-7
stanokgid.ru
Станок строгальный 7212 | Продольно-строгальные станки
Размерной характеристикой продольно-строгальных станков являются наибольшие размеры обрабатываемых деталей (ширина X длина X высота). Промышленность выпускает станки от 630x2000x550 до 5000x12500x4500 мм. Станки размером до 1600x6300x1250 мм включительно выпускаются в одностоечном исполнении. У продольно-строгальных станков подвижной частью является стол с закрепленной на нем заготовкой. В зависимости от устройства поперечины различают одностоечные и двустоечные станки, Первые применяют для обработки крупных деталей, ширина которых выходит за пределы расстояния между колоннами станков двустоечного исполнения.

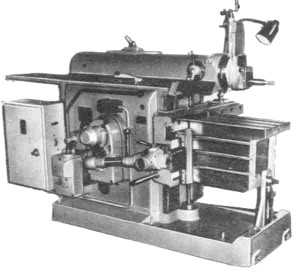
Рис. 57. Продольно-строгальный станок 7212
На рис. 57 показан продольно-строгальный станок 7212. На нем можно строгать детали с наибольшими размерами 1250Х4000Х 1120 мм. На направляющих 1 станины 2 размещен стол 3, на котором закрепляются обрабатываемые детали. Он получает возвратно-поступательное движение. На двух порталах (стойках) 4 и 5 установлена траверса, несущая два вертикальных суппорта 8. В направляющих правого портала может иметь вертикальные перемещения боковой суппорт. В коробке 10 расположен привод главного движения, в коробках 7 и 9 – приводы вертикальных и бокового суппортов. Кинематическая схема станка представлена на рис. 58.
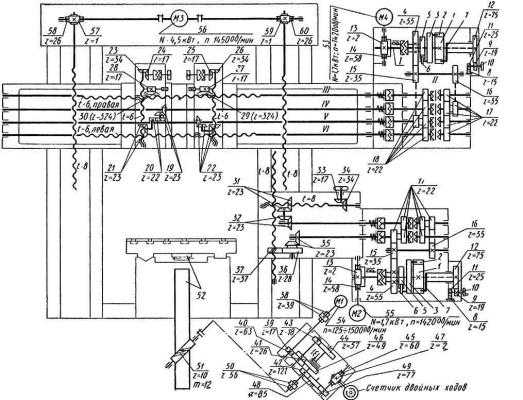
Рис. 58. Кинематическая схема станка 7212
Главное движение
Главное движение осуществляется от регулируемого электродвигателя 54 постоянного тока. Рабочий ход передается через двухступенчатую коробку скоростей на передачу червяк-рейка 51-52 по следующему циклу: медленное перемещение стола при врезании резца в заготовку, разгон стола до рабочей скорости, рабочий ход, уменьшение скорости перед выходом резца из заготовки, возврат стола в исходное положение. Для изменения скоростей имеется специальный механизм, смонтированный на коробке скоростей. Реверсирование осуществляется электродвигателем 54.
Подача
Движение подачи осуществляется реверсивным электродвигателем 53, от которого вращение передается червячной парой 13-14 на вал I коробки подач. На этом валу на шпонке смонтирован диск 1, на котором установлен фрикцион 2, связанный пальцем с диском 3, несущим собачку 6 храпового механизма. Собачка вращает храповое колесо 5 и связанное с ним колесо 4. От него вращение передается на раздаточный вал II и далее через зубчатые колеса 16-17 на колеса 18, связанные с полумуфтами. Верхний (III) и нижний (VI) валы служат для горизонтального перемещения суппортов, а средние валы (IV и V) для вертикального перемещения.
Периодическая подача суппортов осуществляется следующим образом. В момент реверсирования стола с обратного хода на рабочий подается команда электродвигателю 53. Вращение его происходит до тех пор, пока разжимная планка фрикциона 2 не упрется в неподвижный упор и не разожмет фрикцион. При нажатии кулачка на конечник реверса стола в начале рабочего хода электродвигатель 53 отключается. Механизм подачи бокового суппорта устроен аналогичным образом, Установка подачи осуществляется храповым колесом 5. При его вращении приводится в движение подвижный упор. При этом изменяется угол между подвижным и неподвижным упорами и тем самым величина подачи.
Установочные перемещения
Установочные перемещения заимствуют движение от электродвигателя 53, который вращается в направлении рабочей подачи. Одновременно включается электромагнит, который сцепляет червячное колесо 14 с храповым колесом при помощи кулачковой муфты. Далее движение следует по предыдущему. Кнопка установочного перемещения находится на подвесной станции, на которой располагаются и другие кнопки управления. Кроме кнопок управления, на станке имеются средства ручного управления и наладочного перемещения суппортов.
Похожие материалы
www.metalcutting.ru
Строгальный станок по металлу: виды, советы по выбору
Строгальный станок по металлу используется в технологических линиях по изготовлению деталей различного назначения.
Исходные заготовки проходят многоступенчатую обработку на станках определенного типа.
В изделиях, которые производятся на предприятиях машиностроительной отрасли, используются детали разных размеров и конфигурации.

Элементы, имеющие форму тел вращения, обрабатываются на одних станках, а корпусные изделия на других. Методом продольного строгания обрабатываются плоские и фасонные изделия.
Для того чтобы добиться требуемой чистоты поверхности, используются определенные инструменты и технологические приемы.
Типы строгальных агрегатов
После анализа геометрических размеров заготовки, а также свойств металла, из которого она изготовлена, отделка поверхности производится на продольно- или поперечно-строгальном агрегате.
Принципиальное отличие этих станков по металлу определяется способом перемещения резца. На продольно-строгальном агрегате движется стол, с зафиксированной на нем обрабатываемой заготовкой.
Таким способом обрабатываются большие болванки. Когда выполняется поперечная строгальная обработка, движется резец, а обрабатываемая деталь закреплена на столе. Этот способ применяется при обработке деталей средних размеров. В каждом конкретном случае выбираются резцы соответствующей конфигурации.
К этому же классу оборудования по обработке металла относятся долбежные, протяжные и фасонно-строгальные механизмы.
Используя резцы различной формы, на таких станках выполняются операции по выборке выемок и пазов, проточке каналов и прорезанию отверстий.
Одной из особенностей строгального станка по металлу является количество установленных режущих инструментов.
Некоторые модели рассчитаны на одновременное крепление сразу нескольких резцов.
По этим параметрам выпускаются следующие модели станков:
- односторонние;
- двухсторонние;
- четырехсторонние.
Чем больше режущих инструментов установлено на устройство продольно-строгального типа, тем выше его производительность.
Устройство агрегата продольно-строгального типа
Как предписано техническими характеристиками, продольно строгальные станки применяются при обработке поверхностей на корпусных и ассиметричных деталях, отлитых из чугуна или из сплавов цветных и черных металлов.
Размеры обрабатываемой заготовки определяются техническими возможностями строгального агрегата. Исходную заготовку, которую необходимо обработать, устанавливают на столе.

Стол способен выполнять возвратно-поступательные движения. При этом резец, закрепленный в суппорте, остается неподвижным.
При холостом ходе стола суппорт выполняет движение в сторону, позволяя свободно перемещаться столу в исходную точку.
Такое комплексное движение позволяет обрабатывать большие заготовки сразу же несколькими резцами.
Продольно-строгальный станок для производства металлических изделий скомпонован из станины, стола, суппортов, поперечины, электрооборудования, системы смазки и других узлов.
Длина и ширина рабочей поверхности стола у каждой модели своя. Общим элементом для всех моделей является пульт управления.
При обработке сложных по геометрическим размерам деталей, на суппорт можно установить несколько режущих инструментов. Такой прием сокращает время для обработки изделия.
Устройство агрегата поперечно-строгального типа
Строгальный станок по металлу поперечного типа устанавливается в технологических линиях, где обрабатываются детали малого и среднего размера.
Агрегат используется при строгании горизонтальных, вертикальных и наклонных поверхностей.
Как и в любом металлообрабатывающем станке, основными элементами поперечно-строгального агрегата является станина и основание.
На эту опору крепятся все узлы и устройства, которые призваны обеспечивать крепление и перемещение соответствующих элементов. Деталь закрепляется на столе по заданным координатам.
Суппорту, с закрепленным в нем резцом, задается движение в определенных пределах.
В процессе обработки металла детали узлы и элементы конструкции совершают сложные движения, целью которых является выполнение заданной программы.
Строгальный агрегат по металлу поперченного типа может работать под ручным управлением или по заданной программе.
Основным считается возвратно-поступательное движение ползуна, на котором закреплен режущий инструмент.
Вспомогательным является движение стола, на котором закреплена обрабатываемая заготовка. Скорость перемещения ползуна регулируется с помощью специальной коробки передач, как в автомобиле.
Перед началом обработки любой детали все механические узлы агрегата нужно смазать машинным маслом.
Классификация резцов для строгального агрегата
Резцы, которые применяются для обработки деталей на строгальных станках по металлу, подразделяются на категории по следующим признакам:
- материал режущей части;
- форма и размер стержня;
- тип режущего инструмента.
Режущая часть инструмента может изготовляться целиком из быстрорежущей стали или с насадкой из твердого сплава. В первом случае резцы называются цельными, а во втором — составные.
В качестве насадок для режущей части используются металлокерамические сплавы или минералокерамические материалы. Державку такого инструмента делают из конструкционной стали.
Видео:
Быстрорежущие насадки крепятся к державке сваркой, пайкой или механическим способом.
В зависимости от формы головки, резцы бывают оттянутые и изогнутые. В зависимости от направления подачи обрабатываемой заготовки режущие инструменты подразделяются на правые и левые.
Тип инструмента определяется видом конкретной операции.
Чаще всего встречаются следующие виды:
- проходной;
- чистовой;
- подрезной;
- отрезной;
- фасонный.
Строгание металла выполняется только при рабочем движении резца или стола с закрепленной заготовкой.
Когда режущий инструмент закреплен в откидном держателе, то его износ происходит медленнее.
Поскольку при обратном ходе он откидывается и свободно скользит по поверхности.
Как выбрать строгальный станок?
Продольно-строгальные станки по обработке металлических заготовок широко применяются в разных отраслях индустрии. Это объясняется их надежностью и простотой в эксплуатации.
В некоторых мастерских можно встретить ручной станок для доводки металла строганием. Сегодня такие агрегаты уже не выпускаются и применяются на практике очень редко.
Видео:
Выбирая станок по металлу для решения производственных задач, нужно обращать внимание на технические характеристики и стоимость такого устройства.
При комплектации станка по металлу режущими инструментами, следует приобрести резцы разного типа с определенным запасом.
Практика показывает, что качество инструментальной стали не всегда соответствует стандартам и техническим условиям. В запасе всегда должны иметься инструменты разного профиля и назначения.
Резерв необходимо пополнять перед новым заказом.
rezhemmetall.ru