Stanki remont ru – Ремонт Станков — в Москве и Московской Области
alexxlab | 11.11.2019 | 0 | Вопросы и ответы
www.stanki-remont.ru – Запчасти к станкам, ремонт станков, шеф монтаж от КАМИ-Сервис
www.stanki-remont.ru – Запчасти к станкам, ремонт станков, шеф монтаж от КАМИ-Сервис – Stanki-remont посетить вебсайтStanki-remont занимает #3,854,229 позицию в России. “Запчасти к станкам, ремонт станков, шеф монтаж от КАМИ-Сервис.”
3,854,229
Место в России
40,762,047
Место в мире
| Домейн | http://www.stanki-remont.ru |
| Посещений в день | 9 |
| Просмотров страниц в день | 40 |
| Приблизительная стоимость | 1,258 ₽ * |
| Доход за 1 посетителя | 33.86 ₽ |
| Входящие ссылки | 10 |
| Ключевые фразы |
|---|
| î êîìïàíèè |
| Место в странах |
|---|
Трафик
| Средняя статистика за последние 3 месяца | ||
|---|---|---|
| Место в мире | 40,762,047 | +615,507 |
| Месячная посещяемость | 210 | -1.51% |
| Позиция по месячной посещаемости | 41,968,568 | +633,725 |
| Просмотры страниц в месяц | 1,200 | -2% |
| Позиция по просмотрам страниц | 35,543,597 | +710,872 |
| Просмотров страниц 1 посетителем | 5.80 | – |
Содержание
| Заголовки для www.stanki-remont.ru | |
|---|---|
Ссылки
Веб-сервер
| Информация о дата-центре | |
|---|---|
| Hetzner Online AG AS24940 Hetzner Online AG Nuremberg Bayern Germany 49.4478, 11.0683 | |
| Время загрузки веб-сервера составляет 0.27 секунды | |
| Серверами доменных имён являются ns3.fastvps.ru (136.243.254.112), ns4.fastvps.ru (5.254.105.66). ИП адрес сайта 88.198.23.88 | |
| ИП: | 88.198.23.88 |
| Тип сервера: | nginx/1.2.1 |
| Кодировка: | ISO-8859-1 |
| ПИНГ www.stanki-remont.ru (88.198.23.88) Размер пакета составляет 56 байт. | |
|---|---|
| 56 байт для 88.198.23.88: seq_num=1 TTL=52 | 42.6 мс |
| 56 байт для 88.198.23.88: seq_num=2 TTL=52 | 43.5 мс |
| 56 байт для 88.198.23.88: seq_num=3 TTL=52 | 41.7 мс |
| — www.stanki-remont.ru результаты пинга — | |
| 4 запроса отправлено, 4 пакета получено, 0 потеряно (0% потерь) | |
| Средний пинг до сервера составляет 32 мс, и среднее время загрузки сайта 0.27 секунды. | |
| Конфигурация веб-сервера | |
|---|---|
| Контроль кеша: | no-store, no-cache, must-revalidate, post-check=0, pre-check=0 |
| Длинна содержания: | 325 |
| Тип содержания: | text/html; charset=iso-8859-1 |
| Дата: | Sat, 25 Mar 2017 16:21:37 GMT |
| Истекает срок: | Thu, 19 Nov 1981 08:52:00 GMT |
| Прагма: | no-cache |
| Веб-сервер: | nginx/1.2.1 |
| Х-поддержка: | PHP/5.4.45-0+deb7u4 |
| П3П: | + |
| Добавление куки: | + |
| Разное: | + |
| Е-тэг: | – |
| Содержание MD5: | – |
| Штифты открытого ключа: | – |
Данные являются приблизительными*
Последнее обновление: 04.04.2017 09:56:57
www.urlw.ru
Ремонт направляющих токарных станков: видео, фото, методы
В ходе капитального ремонта токарного станка производится восстановление точности направляющих станины. При выборе способа восстановления руководствуются степенью их износа. Когда погрешность не превышает 0,15 мм на отрезке длины в 1000 мм, то их восстанавливают шабрением. При большем износе прибегают к их механической обработке: шлифовке или строганию. Когда направляющие закаленные основным методом ремонта является шлифовка.

Ремонт шабрением
Шабрение направляющих или шабрение с последующей притиркой остается до сих пор самым эффективным способом восстановления их геометрической, технической точности. И сейчас этот способ часто используется, на протяжении многих десятилетий демонстрируя прекрасный результат ремонта станины. В первую очередь надо обследовать состояние направляющих, определить степень их износа. То место, где износ минимальный, принимается за базовой уровень, а данные замеров заносятся в таблицу, на основании которых будет производится ремонт. В токарном станке за базовую поверхность принимают чаще всего место расположение задней бабки, которое в процессе эксплуатации оборудования практически не изнашивается. Метод включает следующие этапы:
- установка станины станка на жесткое основание (ремонтный стенд), следует выставить продольное и поперечное положение станины точно в горизонтальной плоскости клиньями, башмаками или с помощью домкратов;
- после окончания подготовительных работ выполняется черновое (предварительное) шабрение с рабочей шириной шабера 20-25 мм при этом выдерживается длина штрихов на поверхности более 10 мм и достигается 4-6 пятен при контроле на краску в квадратах 25×25 мм. Этим достигается разбивка крупных пятен на более маленькие;
- получистовое шабрение выполняется шабером 12-16 мм, длиной штрихов 5-10 мм до достижения 8-15 пятен на квадрат;
- финишное (чистовое) шабрение производят шабером шириной 5-10 мм и длиной штрихов 3-5 мм для достижения 20-25 пятен в квадрате.
Поскольку направляющие станины токарного станка достаточно длинные, обработка выполняется по маякам с разбивкой общей длины на участки. Первым маяком всегда является место максимальной выработки. На расстоянии, меньшем длины поверочной линейки, от первого маяка шабрят второй маяк, находящийся в одной плоскости с первым. Затем шабрится вся поверхность между маяками с последующим переходом на соседний участок. Периодически следует прикладывать линейку с краской для оценки состояния направляющих и качества работы.
Смотрите видео чернового шабрения
Такой обработке подвергаются незакаленные части направляющих токарного станка, метод гарантирует достижение высокой точность поверхности (0,002 мм на 1000 мм длины). Образующиеся после шабрения мельчайшие лунки способны хорошо удерживать и равномерно распределять смазку. Качество шабрения полностью зависит от профессионализма рабочего.
Ремонт шлифованием
Не всегда имеется возможность использовать для ремонта продолно-строгальные или продолно-фрезерные станки в виду большой длины станины токарного станка. В этом случае направляющие станины восстанавливают при помощи переносного приспособления со шлифовальной головкой, которое устанавливается непосредственно на станине оборудования.
Ремонт можно производить на месте, без снятия станка с фундамента. Такой способ обеспечивает высокую точность ремонта, малую шероховатость поверхности, он также незаменим при обработке закаленной поверхности. Этот способ по производительности во много раз превосходит шабрение, но специалисты все же отдают предпочтение финишному строганию.
Ремонт строганием
Этот способ менее утомительный, чем шабрение и менее дорогостоящий шлифования. Например, усредненная продолжительность ремонта направляющих станка составляет:
- шабрением: около 35 часов;
- шлифованием специальной абразивной головкой: 8-10 часов;
- финишным строганием: 4-5 часов.
При износе более 0,15 мм ручное шабрение заменяют механической обработкой на продольно-строгальном станке при централизованном способе организации ремонта в ремонтном цехе или на специализированном предприятии. Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.

Строгание направляющих станины
На первом этапе один раз производят пробное строгание для получения базовой поверхности, что позволит определить отклонения по всей длине станины. Для этого поочередно подводят резец к наиболее изношенным поверхностям и снимают слой металла до устранения износа. Финишное строгание выполняют минимум за два прохода чистовыми широкими твердосплавными резцами. Последний проход выполняют глубиной реза менее 0,05 мм, постоянно смачивая резец и поверхность направляющих керосином. Когда износ превышает 0,4-0,5 мм направляющие подвергают грубому и тонкому строганию. Главным недостатком этого способа ремонта является немалое время на демонтаж станины, транспортировку, установку станины на стол строгального станка, выверку и снятие восстановленной станины.
При обработке резанием плоской призматической поверхности направляющих из массива станины вырываются мельчащие частицы металла различной величины и формы. На поверхности появляются борозды, канавки, образуя шероховатую поверхность. Поэтому иногда после механической обработки без шабрения или вибрационного обкатывания не обойтись. Это увеличивает прочность направляющих за счет пластического деформирования (изменения структуры материала). Вибрационным обкатываем достигают выглаживание микрошероховатостей и неровностей поступательным движением вдоль и поперек оси специально обработанными шариками или роликами.
Ремонт направляющих токарного станка одним из описанных способов является элементом комплексных работ, связанных с восстановлением полной работоспособности и точности металлорежущего оборудования. Но не стоит забывать, что качество ремонта при минимальном сроке его выполнения существенно зависит от степени подготовки станка к ремонту и квалификации слесаря.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Remont.ru – Запчасти к станкам, ремонт станков, шеф монтаж
Содержание и ключевые слова
Важные и популярные веб-сайты
Содержание веб-сайта также распределяется на страницах Дополнительные Контакты, Сервис Bottero и Отправить Запрос. Ниже перечислены наиболее важныe подстраницы Stanki-remont.ru :
| # | Описание | URL веб-сайта |
|---|---|---|
| 1. | дополнительные контакты | /pages/contact.php |
| 2. | Сервис BOTTERO | /pages/bottero.php |
| 3. | Отправить запрос | /void(0) |
| 4. | Сервис мебельного оборудования и оборудования с ЧПУ | /pages/mebeltech_service.php |
| 5. | Сервис деревообрабатывающего оборудования | /pages/woodworking_service.php |
| 6. | Cервис металлообрабатывающего оборудования | /pages/metal_service.php |
| 7. | Отдел запасных частей | /pages/parths_service.php |
| 8. | Cервис складской техники | /pages/skladtech_service.php |
| 9. | Поставки запчастей | /catalog/ |
| 10. | Техническая документация | /pages/documentation.php |
Техническая информация
Веб-сервер Stanki-remont.ru расположен недалеко от города Nürnberg, Германия и используется Hetzner Online AG. Веб-сайт Stanki-remont.ru имеет собственный веб-сервер, который обслуживает только данные веб-сайты.
Веб-страницы Stanki-remont.ru обслуживаются веб-сервером Nginx на основе языка программирования PHP. В качестве языка разметки веб-страниц используется XHTML 1.0 Strict. В связи с отсутствием указаний по управлению устройствасбора данных Web Crawler в метаданных, содержание веб-сайта будет регистрироваться в поисковых системах.
Информация о сервере веб-сайта
| IP-адрес: | 88.198.23.88 |
| Оператор сервера: | Hetzner Online AG |
Технические характеристики к технологии сайта
| ПО веб-сервера: | Nginx, Версия 1.2.1 |
| Программная платформа: | PHP, Версия 5.4.4-14 |
| Время загрузки: | 0,07 секунд (быстрее, чем 99 % всех сайтов) |
| HTML-версия: | XHTML 1.0 Strict |
| Размер файла: | 28,39 KB (324 распознанных слов в сплошном тексте) |
| Переход к: | stanki.ru Показать |
www.webviki.ru
Способы восстановления деталей
В ремонтной практике применяются следующие основные способы восстановления изношенных деталей: механическая и слесарная обработка, сварка, наплавка, металлизация, хромирование, никелирование, осталивание, склеивание, упрочнение поверхности деталей и восстановление их формы под давлением. Как правило, после восстановления детали одним из способов ее подвергают механической или слесарной обработке, что необходимо для восстановления посадок сопряженных деталей, устранения овальности или конусности их поверхностей, обеспечения требуемой чистоты обработки.
Механической и слесарной обработкой восстанавливают детали с плоскими сопрягаемыми поверхностями (направляющие станин, планки, клинья). При износе направляющих до 0,2 мм их восстанавливают шабрением, при износе до 0,5 мм — шлифованием, а при износе более 0,5 мм — строганием с последующим шлифованием или шабрением.
При ремонте валов, осей, винтов и т. п. в первую очередь проверяют и восстанавливают их центровые отверстия. После этого поверхности, имеющие незначительный износ (царапины, риски, овальность до 0,02 мм), шлифуют, а при более значительных износах наращивают, обтачивают и шлифуют до ремонтного размера.
При ремонте изношенных деталей нередко возникают трудности при выборе способа базирования детали для обработки в связи с изменением основной установочной базы изношенной детали. В таких случаях ориентируются не на основные установочные, а на вспомогательные базы, и от них ведут обработку рабочих поверхностей. Наряду с восстановлением деталей механической обработкой при ремонте негодную часть детали иногда заменяют новой.

Применение компенсаторов износа. Чтобы восстановить первоначальные посадки сопряженных деталей, при их значительном износе применяют детали-компенсаторы. Одну из сопрягаемых деталей обрабатывают до ближайшего ремонтного размера и во вторую вставляют промежуточную деталь-компенсатор. Детали-компенсаторы могут быть сменными и подвижными. Сменные компенсаторы устанавливают в сопряжении, в котором износ появился к моменту ремонта. Подвижные компенсаторы устанавливают тогда, когда можно, не производя ремонта, соответствующим перемещением компенсатора относительно основных деталей устранить зазор, образующийся вследствие износа деталей. Сменными компенсаторами для цилиндрических деталей служат втулки и кольца, а для плоских— планки. Для наиболее распространенных узлов станков сменные детали-компенсаторы целесообразно заготавливать заранее в соответствии со шкалой ремонтных размеров.
Типовые случаи применения деталей-компенсаторов, используемых для устранения износа сопряжений, показаны на рис.2. При износе наружной цилиндрической поверхности вала на него напрессовывают или сажают на клей втулку (рис. 2, а). На износившуюся шейку коленчатого вала устанавливают полувтулку (рис. 2, б). Если в отверстии «разработалась» резьба, то в него ввертывают дополнительную втулку (ввертыш) с вновь нарезанной резьбой (рис. 2,в). При износе внутренней цилиндрической или конусной поверхности в деталь также вставляют втулку (рис. 2,г). Износ плоскостей чаще всего компенсируют планкой (рис. 2, д), которую привинчивают к ремонтируемой детали. Как видно из примеров, сменные детали в большинстве случаев скрепляют с одной из деталей сопряжения при помощи прессовой посадки, винтов, сваркой или универсальным клеем.
Ремонт повреждений и заделка трещин. Дефекты, возникающие в деталях в результате действия внутренних напряжений, больших усилий или из-за механических повреждений (трещины, пробоины, значительные задиры, царапины и выкрашивания), устраняют слесарно-механической обработкой. Трещины и пробоины запаивают, заваривают, заливают, металлизируют, ставят штифты и заплаты. Заплаты применяют для заделки пробоин и больших трещин, соединяя заплату с основной деталью винтами или заклепками. Для чугунных и дюралюминиевых деталей используют винты, а для стальных — еще и заклепки.
Восстановление деталей сваркой и наплавкой
При ремонте оборудования сварку применяют: для получения неразъемных соединений при восстановлении разрушенных и поврежденных деталей, для восстановления размеров изношенных деталей и повышения их износостойкости путем наплавки более стойких металлов.
Автоматизированные процессы сварки и наплавки являются более совершенными и экономически эффективными по сравнению с ручными способами. Наибольшее распространение в ремонтной практике получила автоматическая и полуавтоматическая дуговая сварка и наплавка под слоем флюса. Ручные способы сварки и наплавки менее совершенны, но являются незаменимыми при ремонте деталей машин в неспециализированных ремонтных предприятиях благодаря маневренности, универсальности и простоте процесса.
Газовую сварку применяют для восстановления деталей из серого чугуна. Детали малого размера и веса сваривают без предварительного подогрева, а крупные детали предварительно нагревают.
Электродуговая сварка более экономична и создает более надежное сварное соединение по сравнению с газовой сваркой.
Правильная подготовка детали к сварке обеспечивает высокое качество наплавленного слоя и прочное сцепление его с основным металлом. Перед сваркой детали очищают и разделывают их кромки. Поверхность деталей очищают стальной щеткой, напильником, наждачным полотном, абразивным кругом, пескоструйным аппаратом, затем промывают бензином или керосином, а также подвергают щелочному травлению. Кромки листов свариваемых встык разделывают (скашивают) под углом (60—70°), а края изломов и пробоин выравнивают.
Наплавка является одним из основных методов восстановления деталей. Она широко применяется в тех случаях, когда трущимся поверхностям необходимо придать большую износоустойчивость. Наплавляют два, три и более слоев часто твердыми сплавами, позволяющими увеличить срок службы деталей в несколько раз. Качество наплавки в значительной степени зависит от состояния восстанавливаемой поверхности. Чугунные и стальные детали из малоуглеродистой стали перед наплавкой обезжиривают с целью удаления масла из пор и трещин. Для этого поверхность детали обжигают газовой горелкой, паяльной лампой или в нагревательных печах. Копоть налет окислов после обжига удаляют с поверхности детали наждачным полотном или ветошью, смоченной керосином или бензином. Участок детали под наплавку обрабатывают стальными щетками или абразивными кругами.
Восстановление деталей металлизацией
Металлизацией называется нанесение расплавленного металла на поверхность детали. Расплавленный металл в специальном приборе — металлизаторе струей воздуха или газа распыляется на мельчайшие частицы и переносится на предварительно подготовленную поверхность детали. Нанесенный слой не является монолитным, а представляет собой пористую массу, состоящую из мельчайших окисленных частиц.
Способом металлизации восстанавливают размеры посадочных мест для подшипников качения, зубчатых колес, муфт, шеек коленчатых валов и т. п. Чтобы металлизационный слой прочно соединился с поверхностью детали, поверхность очищают от грязи и масла и подвергают пескоструйной обработке.
Твердость металлизационного покрытия определяется качеством наносимого материала.
Гальванические покрытия
Для повышения поверхностной твердости деталей и увеличения их сопротивления механическому износу, а также для восстановления размеров деталей их покрывают слоем хрома (хромируют) толщиной 0,25 и 0,3 мм.
Твердые хромовые покрытия подразделяются на два вида: гладкое и пористое. При гладком хромировании смазка на поверхности детали не удерживается из-за плохой «смачиваемости». При работе деталей возникает сухое трение, на трущихся поверхностях появляются задиры. Для устранения этого недостатка применяют пористое хромирование. В порах и каналах, образующихся на наружной поверхности детали, задерживается смазка, снижающая износ и удлиняющая срок службы деталей. Твердое гладкое хромирование применяют для восстановления размеров деталей, работающих с неподвижными посадками, а пористое — для деталей, работающих при значительных удельных давлениях, повышенных температурах и с большими скоростями скольжения. Поры и каналы в хромовых покрытиях чаще всего образуются электрохимическим способом, при помощи анодного травления.
Восстановление деталей путем гальванического наращивания слоя стали (осталивание, или железнение) — один из эффективных методов современной технологии ремонта. Осталивание в отличие от хромирования позволяет наносить слой металла значительно большей толщины (2—3 мм и более). Этим способом целесообразно восстанавливать; детали с неподвижными посадками или детали с невысокой поверхностной твердостью; детали, работающие на трение при величине износа более 0,5 мм; детали, работающие одновременно на удары и истира ние.
Твердое никелирование. Повышенная твердость никелевых покрытий достигается за счет применения электролитов специального состава, обеспечивающих получение осадков никеля с фосфором. Никелевые покрытия с содержанием фосфора обычно называют никельфосфорными покрытиями, а процесс их получения — твердым никелированием. Твердое никелирование может осуществляться электрическим и химическим способами. Химическое никелирование является более простым и осуществляется путем выделения никеля из растворов его солей с помощью химических препаратов — восстановителей.
Восстановление изношенных деталей давлением
Поврежденные и изношенные детали можно восстанавливать давлением. Этот способ основан на использовании пластичности металлов, т. е. их способности под действием внешних сил изменять свою геометрическую форму, не разрушаясь. Детали восстанавливают до номинальных размеров при помощи специальных приспособлений, путем перемещения части металла с нерабочих участков детали к ее изношенным поверхностям. При восстановлении деталей давлением изменяется не только их внешняя форма, но также структура и механические свойства металла. Применяя обработку давлением, можно восстанавливать детали, материал которых обладает пластичностью в холодном или нагретом состоянии. Изменение формы детали и некоторых ее размеров в результате перераспределения металла не должно ухудшать их работоспособность и снижать срока службы. Механическая прочность восстановленной детали должна быть не ниже, чем у новой детали.
К основным видам восстановления различных деталей давлением относятся:
- осадка при восстановлении втулок, пальцев, зубчатых колес;
- раздача при восстановлении пальцев поршней, роликов автоматов и т. п.;
- обжатие при восстановлении вкладышей подшипников и втулок;
- вдавливание при восстановлении зубчатых колес и шлицевых валиков;
- правка для выправления гладких и коленчатых валов и рычагов;
- накатка для увеличения диаметра шеек и цапф валов за счет поднятия гребешков металла при образовании канавок.
Метод пластического деформирования при ремонте деталей применяется не только для восстановления размеров изношенных деталей, но и с целью повышения их прочности и долговечности. Поверхностное упрочнение деталей повышает износостойкость и прочность деталей.
Пластическое деформирование деталей производят также обработкой стальной или чугунной дробью, чеканкой, обкаткой роликами или шариками.
Восстановление и склеивание деталей с использованием пластмасс
Для восстановления изношенных деталей при ремонте металлорежущих станков применяют пластмассы. В качестве клея пластмассы широко используются для склеивания поломанных деталей, а также для получения неподвижного соединения деталей, изготовленных из металлических и неметаллических материалов. При ремонте металлорежущих станков наибольшее распространение получили такие пластмассы, как текстолит, древеснослоистые пластики и быстро твердеющая пластмасса— стиракрил. Текстолит и древеснослоистые пластики применяются для восстановления изношенных поверхностей направляющих станков, изготовления зубчатых колес, подшипников скольжения, втулок и других деталей с трущимися рабочими поверхностями.
Одним из эффективных способов получения неподвижных соединений является склеивание деталей. По сравнению с клепкой, сваркой и сбалчиванием клеевые соединения имеют такие преимущества, как соединение материалов в любом сочетании, уменьшение веса изделий, герметичность клеевых швов, антикоррозионную стойкость и во многих случаях снижение стоимости ремонта изделия. В практике ремонта металлорежущих станков широко используется карбинольный клей и клей типа БФ. Детали, склеенные карбинольным клеем с наполнителем из непористого материала, устойчивы против действия воды, кислот, щелочей, спирта, ацетона и подобных растворителей. Различные марки клея БФ отличаются содержанием компонентов и назначением.
Процесс восстановления деталей склеиванием состоит из трех этапов: подготовки поверхности, склеивания и обработки швов. Поверхности деталей, подлежащих склеиванию, очищаются от масла, загрязнений и хорошо пригоняются. Клей наносят кистью или стеклянной палочкой. Жидкий клей наносят на обе соединяемые поверхности.
Для склеивания деталей, работающих при температуре 60—80° С, применяют клей БФ-2. Для склеивания деталей, работающих в щелочной среде, — клей БФ-4. Клеем БФ-6 приклеивают ткани и резину к металлу.
Клей БФ наносят на склеиваемые поверхности в два слоя с перерывом примерно в 1 ч 15 мин. Соединяемые детали принимают одну к другой (1 — 15 кГ/см2) и выдерживают под прессом.
Выдержка склеенных деталей под прессом
| Марка клея | БФ-2 | БФ-4 | БФ-6 |
| Температура, °С | 120—200 | 60—90 | 150—200 |
| Длительность выдержки, ч | 1—3 | 3—4 | 0,25—1 |
Чтобы разобрать склеенные детали, их необходимо нагреть до 200° С и выше.
Также Вам будет интересно:
chiefengineer.ru
Ремонт направляющих станин токарных станков
Характер износа и технические требования на ремонт направляющих станин
Поверхности 3, 4 и 6 (рис. 87, а) — направляющие, по которым перемещается задняя бабка токарного станка, значительно меньше изнашиваются, чем поверхности 7 и 8 передней направляющей суппорта. Несколько меньше изнашиваются поверхности 1, 2, 10. Поверхности 5, 9, 11 и 12 практически не изнашиваются. Разная величина износа поверхностей направляющих объясняется тем, что при движении сборочных единиц, задней бабки и суппорта на эти поверхности действует разная по величине нагрузка.
Исходя из ГОСТ 18097-72, при ремонте станин токарных станков следует выполнять следующие требования:
- направляющие должны быть прямолинейны, допускаемая выпуклость 0,02 мм на 1000 мм длины;
- поверхности 2, 3, 4, б, 7 и 8 должны быть параллельны в горизонтальной плоскости, не иметь спиральной изогнутости, наблюдаемой, когда направляющие извернуты, как по винтовой линии, допустимое отклонение 0,02 мм на 1000 мм длины;
- поверхности 7 и 5 должны быть параллельны поверхностям 11 и 12 под рейку, допустимое отклонение 0,10 мм на всю длину станины;
- поверхности 3 и 4 должны быть параллельны поверхностям 7 и 8, допустимое отклонение 0,03 мм на всю длину станины;
- поверхности 1 и 10 должны быть параллельны поверхностям 2,7 и 8, допустимое отклонение 0,03 мм на всю длину станины.
Долговечность направляющих станины в основном зависит от режима работы станка и качества технического обслуживания.
Восстановление направляющих станины токарного станка шабрением
Для восстановления точности направляющих станину устанавливают на стенде или жестком полу и проверяют положение ее в продольном направлении по уровню 10 (рис. 88). Последний устанавливают на менее изношенных частях горизонтальной направляющей по всей ее длине.
Положение станины токарного станка в поперечном направлении проверяют рамным уровнем, который прикладывают к плоскости, где крепится коробка подач. Одновременно проверяется спиральная извернутость, для чего используется мостик или каретка (применяемая как мостик и уровень). Мостик устанавливают на различных участках вдоль направляющих. В зависимости от показаний уровней положение станины регулируют башмаками 14 (см. рис. 87, б, I) или клиньями 15 (рис. 87, б, II), подкладываемыми под ее основание или под ножки. Очень удобно устанавливать станину на болты домкрата 16 (рис. 87, б, III).
Вывинчивая или завинчивая болты домкрата, станину поднимают или опускают. Регулировку осуществляют до тех пор, пока пузырек основной ампулы уровня не станет в нулевое положение, что свидетельствует о правильном положении станины.

После выверки станины выбирают базовую поверхность, по которой контролируют параллельность всех ремонтируемых направляющих*. У станины токарного станка (см. рис, 87, а) за базу обычно принимают направляющие 3, 4 и 6 под заднюю бабку, так как они изнашиваются значительно меньше, чем другие направляющие. Эти поверхности сначала пришабривают, чтобы устранить износ, периодически проверяя прямолинейность и плоскостность контрольной линейкой.
Подготовив базу по контрольной линейке, шабрят поверхности 2,7 и 8 направляющих (см. рис. 87, а) с проверкой параллельности.
Некоторые ремонтники проверяют спиральную изогнутость направляющей индикатором (см. рис. 89, б). Однако этот способ ненадежный, так как направляющая, на которой устанавливается стоика 6 индикатора 4, часто имеет отклонение в горизонтальной плоскости до 0,01 мм. В этом случае показание стрелки индикатора будет неверным. Ошибка будет тем большей, чем длиннее державка 5 индикатора
Следует, однако, отметить, что несмотря на малый износ направляющих под заднюю бабку, их параллельность относительно плоскостей для крепления коробки подач и крепления кронштейна ходового винта и ходового валика часто оказывается нарушенной.
Отклонения нарастают о увеличением числа ремонтов станка, из-за чего при сборке ремонтируемых станков приходится затрачивать много времени на пригонку по месту коробки подач, кронштейна ходового винта и ходового валика, выполняемую шабрением вручную.
Этого можно избежать, применяя более рациональную технологию ремонта Существенным элементом этой технологии является то, что за базу принимают участки длиной 200—300 мм на концах поверхностей 11 и 12 (см. рис. 87, а). Эти поверхности не имеют износа, а потому не нуждаются в предварительной подготовке, как направляющие задней бабки.

По окончании подготовки базовых поверхностей приступают к шабрению направляющих. Сначала шабрят по краске поверхности, обозначенные на рис. 87, а цифрами 3, 4 и 6. При этом время от времени проверяют универсальным мостиком параллельность и спиральную извернутость этих поверхностей. Для удобства замеров на приспособлении устанавливают два индикатора. По ним определяют параллельность между поверхностями направляющих и маяками, а уровнем устанавливают спиральную изогнутость.
Далее шабрят поверхности 2, 7 и 8. Уровнем проверяют спиральную изогнутость поверхностей 2,7 и 8 (рис. 89, а), а индикатором— параллельность поверхностей 7 и 8 базовым поверхностям. В последнюю очередь шабрят поверхности 1 и 10.
Определение величины износа направляющих
Для определения величины износа направляющих пользуются контрольной линейкой и щупами (рис. 90, а). Длина линейки должна быть не меньше 2/3 длины проверяемой поверхности.
Приступая к проверке, прежде всего зачищают поверхность направляющих, чтобы удалить забоины и грубые задиры. После этого накладывают линейку 1 и щупами 3 измеряют зазор между ней и направляющей 2 через каждые 300—500 мм подлине. Там, где зазор оказывается наибольшим, износ направляющей, т. е. ее отклонение от прямолинейности является максимальным.
Широкие поверхности проверяют на плоскостность (рис. 90, б). Для этого линейку 1 укладывают на две контрольные плитки 2 и 3 одинакового размера и замеряют щупами расстояние между поверхностью детали 4 и линейкой. Это проделывают в нескольких направлениях — а, б, в, г и д, каждый раз производя измерения в нескольких точках по длине линейки.
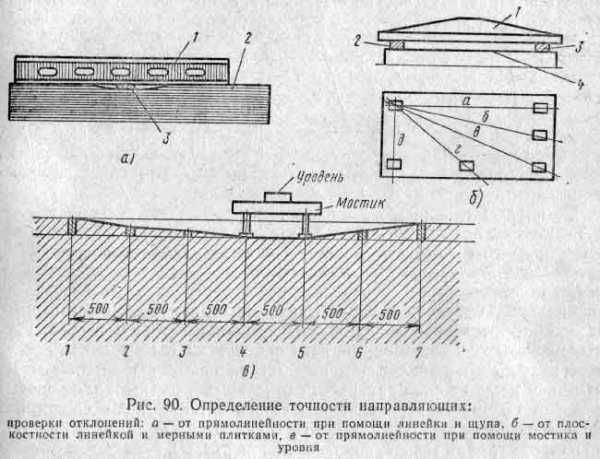
Вместо щупов иногда пользуются кусочками (лепестками) папиросной бумаги толщиной 0,02 мм. Лепестки укладывают в нескольких местах на направляющие и на них накладывают линейку. После этого начинают вытаскивать лепестки из-под линейки; если поверхность прямолинейна, лепестки оказываются прижатыми, при этом их не вытаскивают, а только обрывают их концы.
В тех случаях, когда направляющие значительно длиннее имеющейся контрольной линейки, величину износа определяют чувствительным слесарным уровнем при помощи специального приспособления — мостика или же используют вместо него основание задней бабки.
На рис. 90, в показана схема замера износа направляющих станины в вертикальной плоскости.
Мостик с уровнем, расположенным продольно, перемещают по направляющим. Участок, где пузырек уровня наиболее отклонится, и будет самым изношенным. Найдя этот участок, разбивают (идя от него) станину на равные по длине части, сооответствующие расстоянию между опорами мостика. На исходном участке уровень регулируют так, чтобы пузырек его основной ампулы занял среднее положение, т. е оказался на нуле.
При определении величины износа описываемым способом необходимо учитывать, что уровень показывает отклонение на длине 1000 мм тогда как замеры ведутся на участках меньшей длины. Следовательно показания уровня нужно пересчитывать применительно к фактически измеряемым расстояниям. Если, например, цена деления шкалы уровня 0,04 мм на 1000 мм, а каждое измеряемое расстояние равно 500 мм то цена деления на этих участках будет 0,02 мм.
Износ горизонтальных направляющих определяют мостиком и уровнем следующим образом. Расположив мостик на наиболее изношенной части станины, которую находят по тому, что на границах этой части пузырек уровня отклоняется как в одну, так и в другую сторону (пусть это будет участок 4—5), перемещают мостик с уровнем на следующий участок 5—6. Здесь определяют показание уровня (пузырек отклоняется в сторону подъема) и заносят это показание в специально составляемую таблицу-график. Если пузырек отклонился, например, на три деления, то при цене деления 0,04 мм на 1000 мм и расстояниях между замеряемыми участками 500 мм отклонение прямолинейности выразится в 0,02X3 = 0,06 мм.
Далее располагают мостик с уровнем на участке 6 —7 и также записывают показание уровня Если и здесь получен результат 0,06 мм, значит действительное отклонение от прямолинейности на участках 5—6 равно 0,12 мм.
Метод определения непрямолинейности направляющих при помощи уровней широко используется при ремонте оборудования. Однако уровнем проверяют непрямолинейность только в вертикальной плоскости. Поэтому все большее распространение получили оптические методы контроля, из которых наиболее совершенным является автоколлимационный метод.
Этот метод позволяет осуществлять замеры отклонений от прямолинейности как в вертикальной, так и в горизонтальной плоскостях. Измерение осуществляют при помощи жестко закрепленного автокол-лиматора 2 (рис. 91) и плоского зеркала 4, которое перемещают по проверяемой поверхности. Зеркало устанавливают на универсальный или пециальный мостик и выверяют так, чтобы оно находилось перпендикулярно оптической визирной оси 3 автоколлиматора и изображение совпало с перекрестием окулярного микроскопа 1. Перемещая мостик с зеркалом по направляющим на шаги L, положение зеркала будет меняться из-за непрямолинейности отдельных участков. Углы наклона по отношению к первоначально установленному положению определяют непрямолинейность, которую отсчитывают по шкале микроскопа и строят график так же, как показано на рис. 90, в.
Также Вам будет интересно:
chiefengineer.ru
Ремонт и восстановление оборудования
При испытаниях гидравлических агрегатов определяют их работоспособность и надежность, снимают характеристики, проводят испытания в особых режимах работы. На заводах, выпускающих гидравлическое оборудование, проверяют сложный комплекс параметров и свойств гидроагрегатов. При эксплуатации, как правило, достаточны проверка работоспособности гидроагрегатов, уточнение основных характеристик. Иногда испытание можно проводить для выявления неисправности гидроагрегата.
Читать далее Испытания гидравлических агрегатов →
Надежность работы, чувствительность и точность регулирования гидравлической аппаратуры зависят от величины зазоров и состояния поверхностей в подвижных соединениях.
Читать далее Ремонт гидравлической аппаратуры →
Основные характеристики насосов и гидравлических двигателей существенно зависит от величины рабочих зазоров, определяющих утечки рабочей жидкости из полостей нагнетания в полости всасывания или слива.
Читать далее Ремонт насосов и гидравлических двигателей →
Практикой эксплуатации гидравлических систем металлорежущих станков установлен наиболее рациональный порядок анализа и отыскания неисправностей в гидроприводах.
Читать далее Методика определения неисправностей гидропривода →
Червячные передачи находят широкое применение в металлорежущих станках, подъемно-транспортном оборудовании, транспортных машинах, а также в приборостроении. Отличительными особенностями этих передач являются большое передаточное отношение, соответственно, значительно меньшие габариты механизмов, плавность и бесшумность работы самоторможение.
Читать далее Точность сборки червячной передачи →
Ремонт упругой пальцевой муфты
У пальцевой муфты изнашиваются отверстия полумуфты 6, в которые входят кольца 8, а также сами кольца, которые начинают проворачиваться на пальцах 7. Иногда ослабляются и начинают проворачиваться пальцы, что приводит к износу посадочных мест под пальцы и самих пальцев в полумуфте 5. Читать далее Ремонт муфт →
В процессе эксплуатации у валов изнашиваются посадочные шейки, шпоночные канавки и шлицы, повреждаются резьба и центровые отверстия, вал получает изгиб. Читать далее Ремонт валов и шпинделей →
В статье рассмотрены способы восстановления шлицевых соединений и шпоночных пазов. При большем износе шпоночный паз ремонтируют наваркой грани с последующим фрезерованием. При этом выдерживают размер паза, установленный стандартом. Возможен и такой ремонт: паз расширяют и углубляют, полностью устраняя следы износа, затем к нему изготовляют ступенчатую шпонку. Читать далее Ремонт и восстановление шлицевых и шпоночных соединений →
У шкивов для плоских ремней вследствие проскальзывания ремня изнашивается обод, из-за чего ухудшается сцепление между ремнем и шкивом. Наблюдаются также надлом обода, трещины на спицах, износ посадочного отверстия и шпоночного паза. Читать далее Ремонт шкивов и ременных передач →
Поступающие в ремонт зубчатые колеса могут иметь следующие дефекты:
- износ зубьев по рабочему профилю;
- один или несколько сломанных зубьев;
- одну или несколько трещин в венце, спице или ступице;
- смятие поверхностей отверстия или шпоночной канавки в ступице;
- смятие шлицев и закруглений торцов зубьев.
Читать далее Ремонт деталей зубчатых и цепных передач →
chiefengineer.ru
Методы ремонта оборудования
Рациональная организация ремонта включает следующие мероприятия:
- техническую подготовку производства работ;
- планирование всех видов ремонтных работ;
- применение прогрессивной технологии;
- механизацию слесарных работ;
- специализацию на ремонте определенного оборудования.
В зависимости от масштабов производства выбирают один из следующих методов ремонтного обслуживания.
Централизованный ремонт. Все виды ремонтов — осмотровые, малые, средние и капитальные — ведет отдел главного механика завода. Централизованный метод ремонта применяют на небольших заводах с индивидуальным или мелкосерийным характером производства, а также на предприятиях с большим количеством однотипного оборудования.
Децентрализованный ремонт. Дежурное обслуживание, периодические и плановые ремонты, включая капитальный, при децентрализованном методе ремонта производят цеховые слесари-ремонтники под руководством механика цеха. Это метод ремонта применяют на заводах с крупносерийным и массовым характером производства, при большой разнотипности оборудования.
Смешанный метод ремонта. При этом методе ремонта цеховые слесари-ремонтники производят все виды ремонта, кроме капитального, который осуществляет ремонтный цех. Иногда, когда это целесообразно, капитальный и средний ремонты оборудования производят совместно ремонтный цех и цеховые ремонтные бригады.
Узловой метод ремонта. При более высоком уровне организации производства применяется узловой метод ремонта. При этом методе узлы агрегата, требующие ремонта, снимают и заменяют запасными, заранее отремонтированными, приобретенными или изготовленными. Узловой метод ремонта сокращает время простоя оборудования, применяется для оборудования, состоящего из конструктивно обособленных узлов. Наиболее целесообразно его применять для следующих видов оборудования: одноименных моделей агрегатов, имеющихся на предприятии в большем количестве, агрегатов, являющихся основными для данного производства, кранового оборудования независимо от его количества.
Последовательно-поузловой метод ремонта. Этот метод используют при капитальном ремонте узлов машин. Их ремонтируют не одновременно, а последовательно, используя кратковременные плановые остановки на малые ремонты, а также выходные дни и нерабочие смены. Метод рекомендуется для ремонта уникальных установок и ряда конструктивно-обособленных узлов подъемно-транспортного, крупного литейного оборудования, агрегатных станков. Агрегат разделяют на узлы, которые ремонтируют поочередно.
Также Вам будет интересно:
chiefengineer.ru