Станки с программным управлением – Станки с ЧПУ: классификация, параметры, принцип программирования
alexxlab | 25.07.2019 | 0 | Вопросы и ответы
Cтанки с числовым программным управлением (ЧПУ)
Cтанки с числовым программным управлением — современное прогрессивное металлорежущее оборудование автоматически, с высокой производительностью и точностью обрабатывает (точением, сверлением, фрезерованием, шлифованием) различные детали, в том числе сложные корпусные. На таком оборудовании автоматически и бесступеичато меняются частоты вращения, шпинделей и скорости подач суппортов, столов и других механизмов, которые также автоматически устанавливаются в заданных положениях и закрепляются. Смена режущего инструмента, предварительно настроенного, также происходит автоматически.
Однако на ряде моделей станков с ЧПУ режущий инструмент меняет оператор.
Понятие о программном управлении
При автоматическом управлении станком команды в необходимой последовательности задают программоносителем. Программоносителями могут служить кулачки, копиры, упоры и т. д., по командам которых работают автоматы, полуавтоматы, копировальные станки и др. При смене объекта производства заменяют кулачки, копиры и другие элементы новыми.
В станках с программным управлением применяют программоносители в виде перфокарт, перфолент, магнитных лент, содержащие информацию. Такие программоносители позволяют автоматизировать процесс подготовки программ с меньшими затратами.
На программоносителе может быть представлена геометрическая и технологическая информации. Технологическая информация содержит данные о последовательности ввода в работу различных инструментов, изменение режимов резания, включение и переключение частот вращения шпинделя и др. Геометрическая информация характеризует форму, размеры элементов изделия и инструмента и их взаимное положение в пространстве.
По виду управления станки с программным управлением (ПУ) делят на станки с системами циклового программного управления (ЦПУ) и станки с системами числового программного управления (ЧПУ). в станках с ЧПУ в программоноситель вводят только технологическую информацию, а размерная настройка обеспечивается на станке упорами. В станках с ЧПУ управление осуществляется от программоносителя, на который закодированы как технологические, так и размерные информации.
Применение станков с ЧПУ позволяет высвободить большое число универсального оборудования и обеспечить высокую производительность труда.
Однако поддержание этих станков в работоспособном состоянии требует высокой квалификации слесарей-ремонтников, электроников и электриков.
Конструктивные особенности станков с ЧПУ
Известно, что квалифицированный рабочий, хорошо знающий свой станок, может изготовлять на нем высококачественные детали, даже если станок изношен и не соответствует техническим условиям. С другой стороны, малоквалифицированный станочник не всегда умеет обеспечить обработку заготовок с необходимой точностью на хорошем станке. При работе на универсальном оборудовании рабочий, являясь одним из звеньев системы управления, обеспечивает необходимую точность обработки, учитывая и корректируя возникающие отклонения. Станки с ЧПУ предназначены для универсального использования без участия рабочего. Поэтому к ним предъявляется ряд повышенных требований. С целью повышения жесткости и точности станины, стойки, столы и другие базовые сборочные единицы изготовляют с дополнительными ребрами жесткости, а приводы главного движения и подач выполняют с кинематической цепью минимальной длины с беззазорными зубчатыми (рис. 122—124) и шарико-винтовыми передачами. Последние в сочетании с напрвляющими качения исполнительных механизмов (столов, суппортов и др.) обеспечивают высокую динамическую жесткость, плавность перемещения и стабильность параметров при самых низких скоростях.
В приводах главного движения, механизмах подач для смены инструментов широко используются электромагнитные муфты, позволяющие автоматически переключать скорости, четко переключать передачи, осуществлять реверсирование и торможение.
Шпиндельные механизмы делают более жесткими за счет увеличения диаметров и усиления опор главным образом подшипниками качения с предварительным натягом. Эти конструкции усложняют еще и тем, что в них встраивают устройства для автоматического зажима и отжима инструментов.
Для точности позиционирования широко используются шаговые электродвигатели в сочетании с гидроусилителями моментов. Передачи в станках с системой ЧПУ выполняются как беззазорные, в том числе и зубчатые, передающие движение исполнительным механизмам.
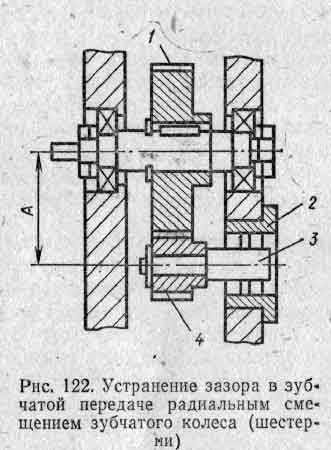
Беззазорность в зубчатых зацеплениях достигается различными способами, ниже представлены некоторые из них. На рис. 122 показана беззазорная зубчатая передача. Это достигается радиальным сближением прямозубых зубчатых колес (изменением межосевого расстояния А между валами). Для этого осуществляют разворот эксцентриковой втулки 2 с валом 3. При этом обеспечивают умеренно плотное сцепление, при котором люфт между зубьями почти не ощутим.
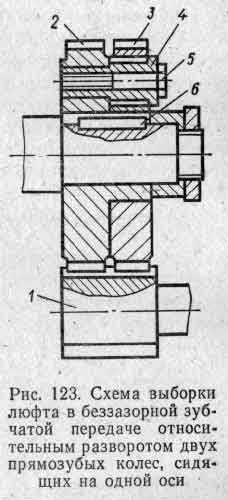
На рис. 123 показана передача, у которой уменьшение люфта между цилиндрическими зубчатыми колесами 1,2 w 3 осуществляется разворотом колес 2 и 3 одного вала. Колесо 3 посажено на ступице колеса 2 (которое соединено с валом шпонкой 6) и скреплено с ним винтами 5. При этом каждое из колес 2 w3 работает одним противоположным профилем. Уменьшение зазора в зацеплении производится посредством эксцентрика.
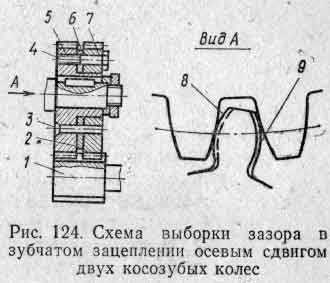
На рис. 124 показана беззазорная зубчатая передача со сдвоенными косозубыми колесами 5 и 7 с промежуточными полукольцами 2 и 6, соединенными винтами 4 и штифтами 3. Колесо 7 посажено на ступице колеса 5 по скользящей посадке и удерживается от разворота штифтами. Устранение зазора в этом зубчатом зацеплении осуществляют осевым сдвигом колеса 7 относительно колеса 5, при котором каждый из зубчатых венцов будет контактировать противоположным 8 м 9 (рис. 124) профилем с широким зубчатым колесом 1.
Чтобы устранить зазор, ослабляют винты, вынимают полукольца 2 и 6 и затем винтами 4 регулируют сцепление так, чтобы не было ощущение люфта при изменении направления вращения передачи. Далее щупом замеряют расстояние между внутренними торцами колес 5 и 7 с точностью 0,01 мм и по среднему значению трех замеров на разных участках шлифуют полукольца, которые устанавливают на место и закрепляют винты 4.
Большие эксплуатационные преимущества направляющих качения по точности, жесткости, долговечности, низкому коэффициенту трения, и в частности роликовых опор с циркулирующими роликами (танкетки), обусловливают все большее их применение на современных станках, в том числе с ЧПУ.
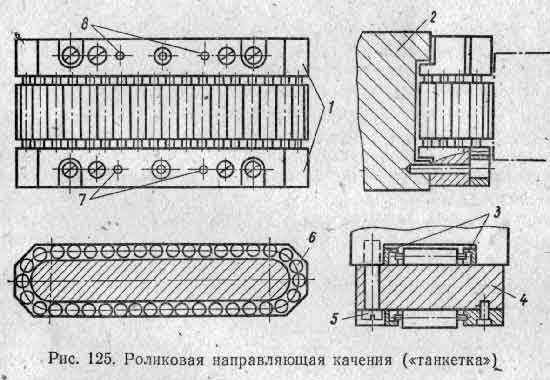
Танкетки изготовляют разных типов и размеров, одна из них представлена на рис. 125. Она состоит из двух обойм, комплекта роликов 6, двух сепараторов 5, крепежных винтов 5, штифтов 7, 5 и направляющей 4.
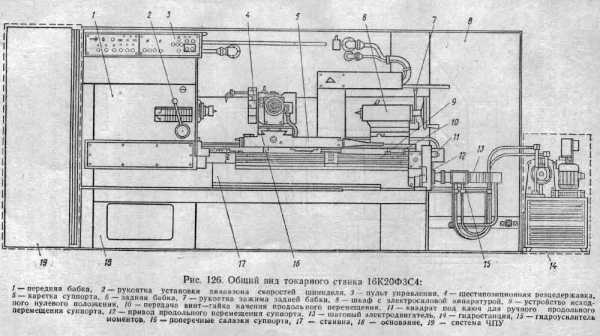
Станок 16К20ФЗС4 предназначен для обработки в полуавтоматическом цикле наружных и внутренних поверхностей и деталей типа тел вращения со ступенчатым и криволинейным профилем самой различной сложности, а также для нарезания резьбы.
Основание станка — монолитная отливка, на которой установлена станина. В левой нише основания размещена моторная установка, на задней части основание крепится автоматическая коробка скоростей (рис. 126).
Средняя часть основания служит сборником для стружки и охлаждающей жидкости.
Станина 17 (рис. 126) коробчатой формы, с поперечными ребрами П-образиого профиля. Для перемещения каретки суппорта (под Передвижным щитком) служит неравнобокая призматическая, передняя и плоская задняя каленые направляющие. На правой части станины крепится привод продольной подачи.
Привод главного движения включает электродвигатель, автоматическую девятискоростную коробку скоростей 3, переднюю бабку 16 (рис. 127), соединенные клиноременными передачами. В шпиндельной бабке предусмотрено переключение вручную рукояткой 2 (см. рис. 126) трех диапазонов скоростей, что вместе с девятьюскоростной коробкой скоростей обеспечивает получение частот вращения шпинделя от 12,5 до 2000 об/мин.
Привод поперечной подачи монтируется на задней стороне каретки суппорта и включает шаговый двигатель с гидроусилителем, одноступенчатый редуктор и передачу винт — гайка качения.
Суппорт и каретка — традиционного типа, отличаются увеличенной высотой каретки суппорта для повышения жесткости и возможности установки шарикового винта поперечной подачи диаметром 40 мм.
Поворотная резцедержавка 4 (см. рис. 126) — шестипознционная (с горизонтальной осью вращения), в которой устанавливается шесть резцов-вставок (инструментальных блоков), предварительно настроенных на заданные размеры вне станка.
Гидрооборудование станка включает гидростанцию с резервуаром для масла емкостью 100 л, регулируемым насосом, приводным электродвигателем и элементами фильтрации и охлаждения, гидроусилителями моментов продольного и поперечного ходов суппорта, магистральными трубопроводами, соединяющими сборочные единицы станка и аппаратуры.
Система ЧПУ обеспечивает перемещение суппорта по двум координатам, автоматическое переключение девяти скоростей шпинделя, индексацию шестипозиционного резцедержателя с автоматическим поиском требуемой позиции, а также выполнение ряда вспомогательных команд.
Работа гидропривода происходит в соответствии с подачей электрических команд от системы управления (ЧПУ) к шаговым двигателям.
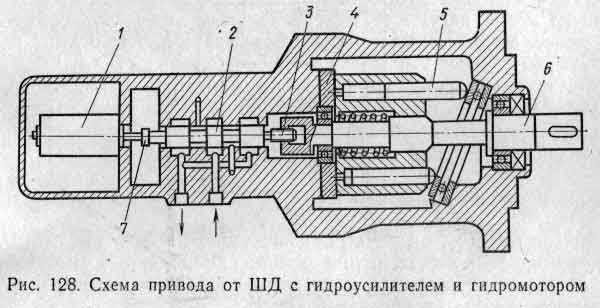
За счет энергии масла, подводимого к гидроусилителю, электрические сигналы малой мощности, поступающие на вход шагового электродвигателя, многократно усиливаются н преобразуются в синхронные (по отношению к валу шагового двигателя), вращение выходного вала гидроусилителя происходит с крутящим моментом, необходимым для перемещения рабочих (исполнительных) органов. При этом величина угла поворота выходного вала гидроусилителя определяется числом поданных импульсов, а скорость — частотой их следования. На данном станке каждый импульс обеспечивает линейные перемещения суппорта на 0,01 мм, а число импульсов составляет до 1000 в минуту, благодаря которым создаются различные скорости подач.
Техническое обслуживание и ремонт
Большая часть отказов присуща станку 16К20ФЗС4. Поэтому ниже приведены только некоторые технологические процессы регулировок, осуществляемых при техническом обслуживании, относящиеся только к этому станку с ЧПУ.
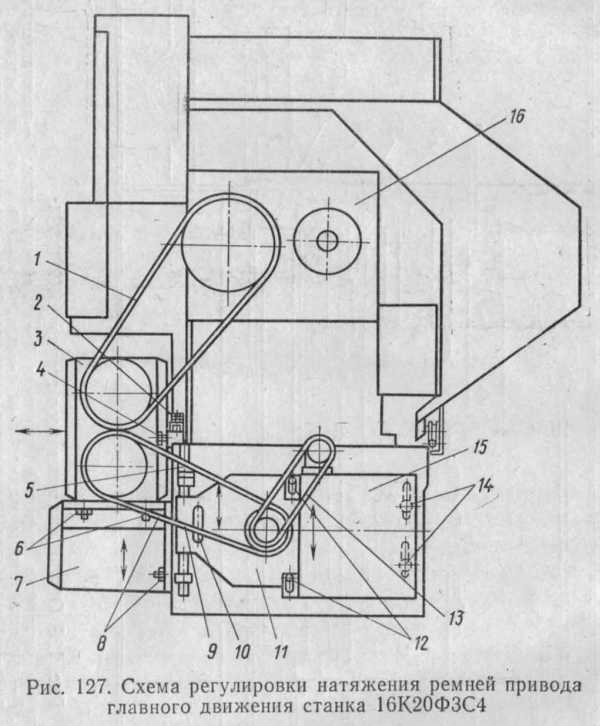
Регулировка натяжения ремней (см. рис. 127) привода главного движения осуществляется следующим образом:
- Натяжение ремней, идущих от шкива автомапической коробки скоростей (АКС) 3 к шкиву передней бабки 16, регулируют смещением АКС по горизонтальной поверхности кронштейна 7. Для этого предварительно ослабляют гайки 6, регулируют натяжение винтом 4 и затем закрепляют гайки.
- Натяжение ремней 9, передающих вращателыюе движение от электродвигателя к АКС, осуществляют смещением подмоторной плиты по вертикали гайкой 5, предварительно ослабив и затем закрепив болты 10 и 14. Натяжение peмнeй 9 в зависимости от натяжения ремней можно регулировать вертикальным перемещением кронштейна 7 вместе с АКС. Для этого ослабляют гайки 8, регулируют наряжения ремней винтом 2 и закрепляют ослабленные гайки.
- Натяжение ремня 13 (от электродвигателя к смазочной станции) производят смещением плиты 15 при помощи рычага (на рисунке не показан). Для этого ослабляют болты 12 и 14, смещают станцию и закрепляют.
Техническое обслуживание передач винт — гайка качения ВГК
Долговременная эксплуатация передач ВГК, обеспечивается высококачественрюй смазкой. Обязательным требованием к смазке является чистота (отсутствие посторонних частиц) и высокие антикоррозионные свойства.
Для смазки передач ВГК пользуются консистентной смазкой ЦИАТИМ-201. Передача должна быть защищена от попадания абразивной пыли, стружки и эмульсии.
Регулировкой натяга создают оптимальную жесткость и соответствующий ей расчетный крутящий момент холостого хода. При недостаточном натяге появляются недопустимые люфты, нарушается плавность перемещения сборочных единиц станка и снижается точность обработки изделий.
Станки с ЧПУ, имеющие замкнутую систему управления, т. е. датчики обратной связи, при появлении зазора могут останавливаться или движение их сборочных единиц будет прерывистым.
Чрезмерный натяг приводит к защемлению тел качения, в результате чего появляются излишние напряжения в передаче, увеличиваются необходимые усилия на перемещение механизмов, повышается нагрев, не обеспечивается заданная скорость подачи, станки «захлебываются» — возможна остановка.
При проведении технического обслуживания и планового ремонта станка необходимо каждый раз безошибочно анализировать работу шариковинтового механизма. Для этого выявляют и измеряют «мертвый ход» привода всех механизмов (привода стола, каретки, суппорта, шпиндельной бабки и др.).
Суммарный «мертвый ход» является следствием накопления зазоров в механизмах привода (зубчатые и винтовые передачи, шпоночные и шлицевые соединения).
Суммарный «мертвый ход» отсчитывают по индикатору, установленному так, чтобы ось индикатора, проходящая вдоль измерительной иглы, совпадала с направлением предполагаемого перемещения конечного звена привода (стола, каретки, суппорта и др.). После установки индикатора подают определенное число импульсов (10—15) от пульта управления станка, затем переключают направление подачи на противоположное и после подачи аналогичного числа импульсов определяют величину, на которую стрелка индикатора не вернулась на нулевую отметку.
Суммарный «мертвый ход» регламентирован и должен соответствовать величине, указанной в руководстве по эксплуатации или в акте технической приемки — станка. Замер «мертвого хода» необходим для выявления целесообразности проведения регулировки передачи ВГК. Для регулировки передач осуществляют частичную разборку станка с целью доступа к нужному механизму.
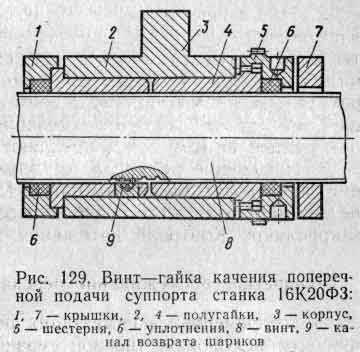
Выборка зазора и регулировка натяга в паре ВГК поперечного перемещения суппорта (рис. 129) производится поворотом полу-гайки 4 относительно полугайки 2 с помощью шестерни 5 (на внутреннем венце 73 зуба, на наружном — 72).
Поворот шестерни 5 на один зуб относительно полугайки 4 приводит к осевому смещению на 1 мкм. Гайка защищена уплотнениями 6, поддерживаемыми крышкой и шестерней 5.
Регулировку натяга осуществлять в таком порядке:
- отвернуть винты и снять крышку 7;
- вывести шестерню 5 из зацепления с полугайкой 4 и корпусом 3;
- повернуть шестерню 5 относительно корпуса 3 и полугайки 4 на необходимое число зубьев и ввести в зацепление только с полугайкой 4;
- довернуть шестерню 5, а с ней и полугайку 4 до того момента, пока наружный венец шестерни 5 не будет иметь возможность войти в зацепление с венцом корпуса 3;
- после окончательной регулировки натяга надеть крышку 7 и притянуть винтами;
- проверить динамометром момент холостого хода, который должен быть 8 кгс/см.
Также Вам будет интересно:
chiefengineer.ru
Системы ЧПУ для станков: история, классификация

Системы ЧПУ для станков: просто о сложном
Многое из того, что мы видим в окружающем нас материальном мире, изготовлено при помощи станков с числовым программным управлением (ЧПУ). Использование возможностей электроники и вычислительной техники для эффективного и оптимального управления промышленным оборудованием позволило повысить производительность труда и качество выпускаемой продукции. А при массовом производстве – значительно снизить затраты на ее изготовление.
О том, как избавиться от однообразной и монотонной работы, и поручить ее каким-либо «умным» механизмам, человечество задумалось давно. Задолго до появления кибернетики и электронно-вычислительных машин. Еще в начале XVIII века прообраз станка с ЧПУ создал изобретательный француз Жозеф Жаккар. Изготовленный им механизм ткацкого станка управлялся куском картона, в котором в нужных местах были сделаны отверстия. Чем не перфокарта с программой?
Немного истории
Однако современный этап истории станков с числовым программным управлением начался лишь спустя полтора столетия после изобретения Жаккара, в Соединенных Штатах Америки. После окончания второй мировой войны, в конце 40-х годов, Джон Пэрсонс – сын владельца компании Parsons Incorporated, попытался управлять станком при помощи специальной программы, которая вводилась с перфокарт. Какого-либо положительного результата Пэрсонс не достиг, поэтому обратился за помощью к специалистам в Массачусетский технологический институт.
Улучшать представленную их вниманию конструкцию сотрудники институтской лаборатории сервомеханики не стали, и про Пэрсонса быстро забыли. А про его идеи – нет. Создав собственную конструкцию, они инициировали покупку институтом компании, которая выпускала фрезерные станки. После чего руководство Массачусетского технологического института заключило контракт с Военно-воздушными силами США. В контракте шла речь о создании высокопроизводительных станков нового типа для обработки пропеллеров фрезерованием.
Управление работой фрезерного станка, который собрали сотрудники лаборатории в 1952 году, производилось по программе, считываемой с перфоленты. Эта конструкция оказалась слишком сложной, и желаемый результат достигнут не был. Однако история получила огласку, сведения о новой разработке попали в печать и вызвали большой интерес конкурентов. Свои разработки в данном направлении одновременно начали несколько известных фирм.
Наибольшего успеха добились конструкторы компании BendixCorporation. Выпущенное компанией Bendix NC-устройство c 1955 года пошло в серию и уже реально применялось для управления работой фрезерных станков. Новинка приживалась трудно, но благодаря заинтересованности и финансовой помощи военного ведомства, за два года было выпущено более 120 станков, которые существенно повысили производительность труда и точность выполнения станочных работ.
Уже тогда были отмечены бесспорные преимущества NC-системы числового управления станками: существенный прирост производительности труда и значительно более высокая точность обработки поверхностей. Но по-настоящему революционные изменения в области станков с ЧПУ состоялись, когда в качестве «умного» модуля, управляющего работой станков, были использованы специально разработанные микропроцессоры и микроконтроллеры. Технический термин «CNC», которым стали обозначать эти системы за рубежом, является аббревиатурой английских слов ComputerNumericalControl.
NC – это не Norton Commander
Изучая историю совершенствования «умных» станков, которые за рубежом когда-то обозначались аббревиатурой латинских букв «NC», студенты прошлых лет часто путали это понятие с популярной в те годы компьютерной программой-оболочкой. На самом деле сокращение NC произошло от английских слов NumericControl. Числовое управление было тогда весьма примитивным, и программа действий станка могла выглядеть как множество специальных штекеров, расположенных на контактном наборном поле.
Кстати, одна из первых советских транзисторных вычислительных машин для инженерных расчетов «Проминь», появившаяся в начале 60-х годов прошлого века, программировалась подобным образом. В то время управляющий модуль станка не мог должным образом реагировать на отклонения процесса обработки от расчетного, если такая ситуация происходила. Управляющие адаптивные микропроцессорные системы появились значительно позднее.
Со временем, по мере того, как совершенствовались электроника и вычислительная техника, в помощь новому поколению станков были приданы «думающие» управляющие модули на микропроцессорах и микроконтроллерах. Вот они-то и смогли обеспечить гибкое многовариантное управление процессом резания. И не только это. Такие системы получили более звучный титул «CNC», что по-английски звучит как ComputerNumericalControl. Наш термин ЧПУ оказался более универсальным, и его менять не пришлось.
Классификация современных систем ЧПУ
Системы управления и станки с числовым программным обеспечением настолько сложны, что их невозможно классифицировать по какому-то одному признаку. Основные характеристики систем ЧПУ позволяют систематизировать их следующим образом:
1.В зависимости от способа управления исполнительными механизмами станка:
● Позиционные. Здесь инструмент в соответствии с программой движется от одной точки, в которой производится необходимая операция с заготовкой, к другой, где также выполняется обработка, Во время перемещения инструмента никакие другие операции не выполняются.
● Контурные, в которых обработка может производиться по всей траектории движения инструмента.
● Универсальные – системы, в которых могут применяться оба принципа управления.
2.По возможностям и способу позиционирования:
● Абсолютный отсчет – местоположение подвижного механизма станка всегда определяется по расстоянию от начала координат.
● Относительный отсчет при позиционировании осуществляется приращением дополнительного пути к координатам предыдущей точки, которая временно принимается за начало координат. Затем началом координат считается следующая достигнутая точка.
3. По наличию или отсутствию обратной связи в контуре управления:
● Разомкнутые – («открытого» типа). Перемещение исполнительных элементов производится по командам, содержащимся в программе. Информация о фактически достигнутых координатах отсутствует.
● Замкнутого типа (закрытые). В системах этого типа координаты положения исполнительных механизмов постоянно контролируется.
● Самонастраивающиеся («закрытые» повышенной точности). Более совершенная система, которая запоминает поступающие сведения о расхождении заданных и фактических координат исполнительного элемента, отрабатывает их, и корректирует новые команды с учетом изменившихся условий.
4.Поколение. В зависимости от технического уровня используемых микропроцессоров, микроконтроллеров или управляющих ПК, различают системы 1-го, 2-го и 3-го поколения.
5. Количество координатных осей. Различные станки, оборудованные ЧПУ, могут поддерживать режимы работы с различным количеством координатных осей – от двух до пяти. Например, если при движении заготовки на фрезерном станке (3 координаты – X,Y,Z), она одновременно может поворачиваться вокруг своей оси, такой станок называют 4-координатным. Простейшие сверлильные и односуппортные токарные станки имеют две координатные оси.
Его величество компьютер нуждается в программе
В отличие от стандартного персонального компьютера, который является универсальным устройством для обработки информации и способен работать с любыми данными, представленными в цифровом виде, микропроцессор, используемый в конструкции многих станков с ЧПУ, – устройство специализированное. Он не содержит ничего лишнего, и весь набор его функций предназначен для выполнения главной задачи – контроля состояния всех исполнительных органов станка и управления их работой по специальной программе. Чтобы управлять особо сложными современными станками, применяют более производительные и многозадачные устройства – промышленные компьютеры.
Одной из самых важных характеристик, которая позволяет судить о производительности и технических возможностях станка и управляющей его работой системы, является количество «осей». Иначе говоря, – каналов взаимодействия с объектом, управляемых параметров. Однако в любом случает, независимо от того, микропроцессор какого уровня сложности и архитектуры установлен в данном управляющем контроллере, для его работы нужна предварительно подготовленная программа. В которой должны быть точно и последовательно описаны все действия механизмов станка, необходимые для изготовления или обработки требуемой детали.
При работе станков с ЧПУ используется два вида программ:
● Системные (служебные) программы, которые хранятся в ПЗУ (постоянном запоминающем устройстве системы). Они обеспечивают начальный этап работы контроллера после включения, отвечают за настройку станка и всей системы, ее способность понимать команды оператора и взаимодействовать с внешними устройствами.
● Управляющие – внешние программы. Содержат набор команд и инструкций для исполнительных органов станка. Управляющие программы (УП) в контроллер может пошагово вводить оператор, возможен ввод с внешних носителей информации, а в современных системах программы могут поступать прямо с компьютеров разработчиков ПО через компьютерную сеть предприятия.
Заменив человека, который до наступления эры станков с ЧПУ сам успешно справлялся с изготовлением нужных деталей, программируемый блок управления, он же – контроллер, должен обеспечить требуемый результат, пошагово включая и выключая механизмы передвижения стола, заготовки и инструментального магазина, меняя режимы вращения или скорость поступательного движения заготовки. В результате выполнения программы должна быть получена деталь, полностью соответствующая заданию по размерам и чистоте обработки поверхностей.
Компании, которые стояли у истоков разработки и производства систем CNC, на первом этапе программировали свои станки при помощи собственных, специально разработанных команд. Если бы при таком подходе на производство попали станки с ЧПУ от разных производителей, подготовка программ для их работы была бы трудно выполнимой задачей. Чтобы попытаться обеспечить программную и техническую совместимость оборудования различных брендов, язык создания программ для станков с ЧПУ был унифицирован.
Базовым управляющим кодом для подготовки программ стал набор команд, разработанный специалистами компании Electronic Industries Alliance в 60-е годы прошлого столетия. Это так называемый язык «G» и «M» кодов, который чаще называют просто G-кодом (G-code). Принятые в этом языке обозначения подготовительных и основных функций начинаются с латинской буквы «G», а обозначение дополнительных – технологических команд – с буквы «M».
«G»« и «M» коды в программах для станков с ЧПУ
По стандарту все команды, код которых начинается с буквы «G», предназначены для линейного или кругового передвижения рабочих органов станка, выполнения определенных последовательностей действий, функций управления инструментами, сменой параметров координат и базовой плоскости. Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
В команду может быть включен параметр, описывающий продолжительность паузы, так называемую выдержку – «P», указание о параметрах вращения шпинделя – «S», значение радиуса – «R», функцию коррекции инструмента – «D», а также параметры дуги «I», «J» и «K».
Например: G01 X0 Y0 Z110 F180; G02 X20 Y20 R5 F200; G04 P1000.
В первом примере код G01 обозначает «линейную интерполяцию» – прямолинейное перемещение с указанной скоростью (F) к заданной точке с координатами (X,Y,Z). Во втором примере указан код G02, который описывает дугообразное перемещение (круговая интерполяция). При этом код G02 соответствует перемещению в направлении вращения часовой стрелки, а его антипод G03 – против. В третьем примере содержится код команды, описывающий время задержки в миллисекундах.
Технологические команды, обозначаемые буквой «M», отвечают за включение или отключение определенных систем станка, смену инструмента, начало или окончание какой-либо специальной подпрограммы, другие вспомогательные действия.
Например: M3 S2000; M98 P101; M4 S2000 M8.
Здесь в первом примере указана команда о начале вращения шпинделя со скоростью «S». Во втором – распоряжение о вызове указанной подпрограммы «P». Третий пример описывает команду о включении основного охлаждения (M8) при вращении шпинделя со скоростью (S) в направлении против часовой стрелки (M4).
Методы создания и структура управляющих программ
Современное оборудование позволяет создавать программы для работы станков с ЧПУ несколькими способами:
● Написание программы вручную или в текстовом редакторе ПК. Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования.
● Составление и ввод программы на стойке ЧПУ. Пульт управления большинства современных систем управления содержит клавиатуру и дисплей, что позволяет программировать и просматривать виртуальную имитацию процесса обработки непосредственно на рабочем месте. Многие системы позволяют производить ввод программ в «фоновом» режиме, когда станок занят обработкой заданной детали.
● Использование возможностей CAD–CAM систем компьютеризированной подготовки производства. Специальное программное обеспечение позволяет создать трехмерную модель детали, рассчитать и подготовить программу для ее производства. А также виртуально «изготовить» требуемую деталь, используя реальные данные о кинематике конкретного станка. Этот метод позволяет создавать управляющие программы быстро и точно, практически исключить ошибки программирования и связанную с этим порчу заготовок. Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Структурно программа в G-кодах состоит из кадров. Так называют группы команд, которые предназначены для совершения какого-либо завершенного действия. Кадры могут состоять и из одной команды. Об окончании каждого «кадра» сообщает знак перевода строки (ПС/LF). Каждая программа начинается с пустого «кадра», который состоит их знака «%», а заканчивается кодами М02 или М30, обозначающими соответственно финиш программы или окончание имевшегося в памяти информационного блока.
Указанная структура и язык подготовки программ для оборудования с ЧПУ закреплены в международных стандартах RS2740, ISO-6983-1.82, а также ГОСТ СССР 20999-83. Отечественные профильные специалисты часто используют обозначение «ИСО-7 бит», которое закрепилось за программами в G-кодах еще со времен СССР. Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
В некоторых случаях, когда разработчики наделяют свои системы дополнительными возможностями и некоторыми специальными функциями, могут иметь место определенные отклонения программного обеспечения от стандарта создания программ в G и M кодах. В таких случаях следует внимательно изучить документацию, которая должна быть предоставлена производителем оборудования.
Системы ЧПУ всемирно признанных лидеров отрасли

Программное обеспечение для цифровой управляющей системы SINUMERIK, которую выпускает всемирно известная корпорация SIEMENS AG, также базируется на G и M кодах, но содержит и некоторые дополнительные команды, не включенные в стандарт. Современные полностью цифровые системы на базе платформы Sinumerik 840D используются на самых ответственных процессах металлообработки, требующих высокой точности и быстродействия.
Многовариантность и гибкость программирования в G и M кодах учтена создателями программных станций и передовых систем ЧПУ HEIDENHAIN. Эта немецкая компания успешно работает в направлении модернизации устаревших станков NC за счет установки новых управляющих систем. Универсальные программные станции от компании Heidenhaih позволяют не только создавать необходимые программы обработки на персональных компьютерах, но и тестировать ПО, подготовленное при помощи CAD-CAM систем.

Системы управления, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUK LTD и в России. Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования. Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.

Успешно работает в России и странах СНГ испанская компания FAGOR AUTOMATION. Ее последние разработки, к которым относится ЧПУ FAGOR CNC 8070, полностью совместимы с персональным компьютером, имеют феноменальные возможности и могут управлять самыми сложными станками. Возможно управление по 28 (!) интерполируемым осям (4 канала одновременно), может поддерживать по 4 шпинделя и инструментальных магазина. Создатели системы гарантируют скоростную обработку, нанометрическую точность и высочайшую чистоту обработки поверхности.
Приятно отметить, что наряду с иностранными компаниями на рынке разработки и производства систем управления для станков с ЧПУ с 1998 года успешно работает российская компания «БАЛТ-СИСТЕМ». Специалисты считают, что при модернизации устаревшего оборудования выгоднее всего устанавливать системы от «Балт-Систем», так как они в несколько раз дешевле импортных, вполне надежны и функциональны. На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
Станки с ЧПУ прочно вошли в нашу жизнь и стали незаменимыми помощниками человека в производственной деятельности. Без этих систем было бы невозможно изготавливать многие, успевшие стать привычными и обыденными вещи. Причем все необходимые детали станки под управлением ЧПУ обрабатывают быстро и качественно, с недостижимой ранее точностью, а при массовом производстве – невероятно низкой себестоимостью. Дальнейшее развитие систем ЧПУ идет по пути объединения отдельных станков в производственные комплексы, удешевления процесса подготовки производства и снижения стоимости управляющих систем. Пожелаем разработчикам успеха!
kospas.ru
Конструктивные особенности станков с ЧПУ: краткий обзор
Станки с ЧПУ – устройства для обработки изделий, выполняющие определенные действия по заранее заданному алгоритму. Программирование осуществляется автоматически посредством математических формул.
ПУ
Основными параметрами, которые задаются программой, являются:
- Скорость работы;
- Максимальное ускорение;
- Направление хода;
- Минимальная и предельная мощность.
Конструктивные особенности станка с ЧПУ дают возможность для автоматизированной или полуавтоматической обработки изготавливаемых деталей. Благодаря программированию основных функций повышается точность работы двигателя. Отсутствие или низкое влияние человека на процесс производства позволяет ускорить механизм работы и повысить жесткость механизмов, повышая их износоустойчивость. Повышению качества изделий способствуют также устранение зазоров в подвижных частях и снижение КПД за счет трения, а также снижение температурных погрешностей за счет программного контроля рабочих температур внутри устройства.
Функции
Станки с числовым программным управлением делятся на несколько видов, по назначению в числе которых:

Станки для токарных, фрезерных и шлифовальных работ – это сильно усовершенствованные электрические модели оборудования. Токарные станки обрабатывают поверхность в телах вращения, фрезерные – сверление канавок и сквозных отверстий в плоских изделиях, растачивание нарезание резьбы. Шлифовальные станки обрабатывают поверхность деталей, сглаживая ее.
ЧПУ делает работу оборудования более быстрой и точной. Программа позволяет быстро обрабатывать сложные детали, практически не оставляя возможностей для брака.
Многоцелевые станки с ЧПУ – совмещают в себе токарные, шлифовальные и фрезерные составляющие. Обозначения говорят о способах обработки и функциональных особенностях модели. Устройство способно провести все виды резанья и обтачивания детали. Использование такого устройства значительно сокращает временные затраты на перекладывание заготовок.
Электроэрозионные станки отличает наиболее сложная конструкция. На станках с ЧПУ проводится обработка изделий посредством электроэрозии за счет перемещения электрода в жидкой среде. Это позволяет производить тонкую обработку деталей с криволинейной направляющей. Такое оборудование используется в том случае, когда невозможно достичь желаемого результата при помощи токарной или фрезерной обработки.
Особенности механической части
Основание агрегата выполняется из более жестких материалов, устойчивых к физическому воздействию и вибрации. В конструкциях корпусов имеется большое количество ребер жесткости. В связи с большой массой оборудования подвижные соединения представляют собой литую конструкцию, что также положительно сказывается на надежности устройства.
Благодаря точности обработки появилась возможность производить конструкции направляющих металлообрабатывающих станков с ЧПУ большей прочности, а виброустойчивость оснований позволила использовать более пластичные материалы. Благодаря этому повысилась точность перемещений, практически исчезло рассогласование в движении.
Направляющие скольжения изготавливаются из материалов с минимальной силой трения (металл и пластик). Направляющие качения также производят из стали, в качестве подвижных элементов используются ролики. ЧПУ позволило производить предварительный натяг направляющих, который снижает силу трения в 2-3 раза и способствует большей точности и повышению долговечности направляющих.

Особенности электрической части
Металлообрабатывающие станки с ЧПУ комплектуются программно – управляемым двигателем. Обычно привод подачи выполнен в виде бесколлекторного синхронного двигателя, комплектуемого механизмом обратной связи и постоянны магнитом. Реже в роли приводов применяются асинхронные двигатели. Особенностями всех двигателей для станков с ЧПУ – малое время разгона и торможения, небольшие зазоры, минимальная сила трения за счет использования гидростатических передач и направляющих.
Привод движения – асинхронный двигатель, работающий от трехфазного тока. В зависимости от потребляемой мощности используются двигатели постоянного или переменного тока. Привод устойчив к перегрузкам, загрязненному воздуху. Для предотвращения перегрева устройства комплектуются датчиками температуры и положения шпинделя, а также внешним вентилятором, обеспечивающим приток воздуха к приводам и отведение пыли и металлической стружки.
Шпиндели также изготовляются из высокопрочной инструментальной стали. Они выполняются максимально жесткими, точными. Конструктивная особенность, отличающая их от шпинделей для электромеханических устройств, является наличие датчиков и привод для автоматического зажима рабочего инструмента. С соответствующей точностью выполняются и опоры шпинделя: в качестве подвижных механизмов выступают подшипники качения, а в прецизионных станках – аэростатические подшипники.
В дополнении к обычному набору функциональных частей агрегаты с ЧПУ комплектуются следующим дополнительным оборудованием:
- Преобразователи частоты двигателя для управления;
- Устройство позиционирования;
- Привод для смены инструмента;
- Устройство уборки стружки;
- Система смазывания станка;
- Система подачи деталей и отведения готовых изделий.

Преобразователь частоты дает возможность управлять скоростью вращения двигателя, программировать привод на протяжении всего времени выполнения программы.
Устройство позиционирования – это передаточный механизм, за счет которого выполняется управление станком, алгоритмом действий устройства. Смена инструмента в большинстве станков также осуществляется автоматически. Чаще всего подачей инструмента управляет револьверная головка, вмещающая от 4 до 12 частей. Инструмент подается на шпиндель при помощи передаточного механизма, забор рабочей части осуществляется тем же способом. При помощи механизмов подачи и забора осуществляется движение деталей. Обозначение станков с револьверной головкой – Р, с магазином – М.
Из-за повышенной скорости обработки и автоматизации работы станкам необходима смазка и отведение стружки. Процедуры осуществляются автоматически, не прерывая работу основных частей станка. Наличие тех или иных устройств указываются на маркировке станка.
Электронная часть станков с ЧПУ
В качестве устройства управления металлообрабатывающего станка с ЧПУ выступает микроконтроллер с дисплеем. Управление выполняется с помощью передаточных механизмов, описанных в электрической части, а считывание информации – с датчиков температуры, положения шпинделя и давления.
По типу автоматизации ЧПУ делится на:
- Низкий уровень;
- Средний уровень;
- Высокий уровень.
В станках низкого уровня осуществляется только управление двигателем и шпинделем. В управлении не используются преобразующие устройства, контроль осуществляется непосредственно или с помощью исполнительного реле. Обычно в них отсутствуют механизмы смены инструмента, смазки, подача заготовок и отведение готовых деталей и стружки. Такие станки максимально просты конструктивно, поэтому очень надежны, но обеспечивают не самую высокую скорость работы и требуют постоянного вмешательства человека.
Станки со средним уровнем автоматизации управляются при помощи релейных схем, устанавливаемых в специальный шкаф электроавтоматики. Это позволяет выполнять более сложные операции, но значительно усложняет перепрограммирование. Такие станки вмещают более сложную числовую программу и способны самостоятельно получать заготовки и без вмешательства человека проводить обработку деталей. Для облегчения управления приборы комплектуются максимально простыми дополнительными устройствами, поэтому максимальная сложность операций без вмешательства человека ограничена.

Устройства с высоким уровнем автоматизации обладают рядом особенностей. Они управляются при помощи УЧПУ. Это микроконтроллер, способный программироваться на сложные циклы для последовательной работы с несколькими инструментами. УЧПУ программируется как непосредственно на станке при помощи встроенного редактора, так и дистанционно, после чего необходимо закачать программу. Характеристика оборудования позволяет длительное время работать без вмешательства человека, выпуская множество однотипных деталей
В отличие от станков среднего уровня высокоуровневое программирование дает возможность контролировать больше параметров. Станок способен не только на самостоятельную работу, он в автоматическом режиме проводит подготовку и полную очистку.
Благодаря конструкции станки с ЧПУ работают значительно эффективнее электрических. Они позволяют производить большое количество деталей за единицу времени с высокой точностью. Использование современного оборудования практически сводит на «нет» влияние человеческого фактора, значительно уменьшая процент бракованных изделий. Точность исполнения программы позволила сделать станки более жесткими и пластичными, что положительно сказывается на долговечности основных и вспомогательных устройств.
vseochpu.ru
Общие сведения о системах управления и станках с ЧПУ
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Под управлением станком принято понимать совокупность воздействий на его механизмы, обеспечивающие выполнение технологического цикла обработки, а под системой управления — устройство или совокупность устройств, реализующих эти воздействия.
Числовое программное управление (ЧПУ) — это управление, при котором программу задают в виде записанного на каком-либо носителе массива информации. Управляющая информация для систем ЧПУ является дискретной и ее обработка в процессе управления осуществляется цифровыми методами. Управление технологическими циклами практически повсеместно осуществляется с помощью программируемых логических контроллеров, реализуемых на основе принципов цифровых электронных вычислительных устройств.
В табл. 8.1 перечислены цели и функции современного многоуровневого устройства ЧПУ (УЧПУ).
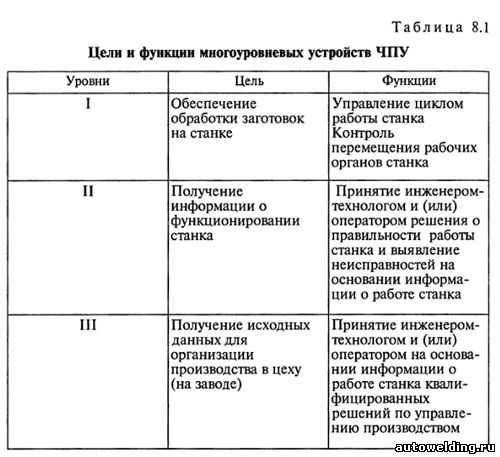
Системы ЧПУ практически вытесняют другие типы систем управления.
По технологическому назначению и функциональным возможностям системы ЧПУ подразделяют на четыре группы:
- позиционные, в которых задают только координаты конечных точек положения исполнительных органов после выполнения ими определенных элементов рабочего цикла;
- контурные или непрерывные, управляющие движением исполнительного органа по заданной криволинейной траектории;
- универсальные (комбинированные), в которых осуществляется программирование как перемещений при позиционировании, так и движения исполнительных органов по траектории, а также смены инструментов и загрузки-выгрузки заготовок.
- многоконтурные системы, обеспечивающие одновременное или последовательное управление функционированием ряда узлов и механизмов станка.
Примером применения систем ЧПУ первой группы являются сверлильные, расточные и координатно-расточные станки. Примером второй группы служат системы ЧПУ различных токарных, фрезерных и круглошлифовальных станков. К третьей группе относятся системы ЧПУ различных многоцелевых токарных и сверлильно-фрезерно-расточных станков.
К четвертой группе относятся бесцентровые круглошлифовальные станки, в которых от систем ЧПУ управляют различными механизмами: правки, подачи бабок и т.д. Существуют позиционные, контурные, комбинированные и многоконтурные (рис. 8.1, а) циклы управления.
По способу подготовки и ввода управляющей программы различают так называемые оперативные системы ЧПУ (в этом случае управляющую программу готовят и редактируют непосредственно на станке, в процессе обработки первой детали из партии или имитации ее обработки) и системы, для которых управляющая программа готовится независимо от места обработки детали. Причем независимая подготовка управляющей программы может выполняться либо с помощью средств вычислительной техники, входящих в состав системы ЧПУ данного станка, либо вне ее (вручную или с помощью системы автоматизации программирования).
Программируемые контроллеры — это устройства управления электроавтоматикой станка. Большинство программируемых контроллеров имеют модульную конструкцию, в состав которой входят источник питания, процессорный блок и программируемая память, а также различные модули входов/выходов. Для создания и отладки программ работы станка применяют программирующие аппараты. Принцип работы контроллера: опрашиваются необходимые входы/выходы и полученные данные анализируются в процессорном блоке. При этом решаются логические задачи и результат вычисления передается на соответствующий логический или физический выход для подачи в соответствующий механизм станка.
В программируемых контроллерах используют различные типы памяти, в которой хранится программа электроавтоматики станка: электрическую перепрограммируемую энергонезависимую память; оперативную память со свободным доступом; стираемую ультрафиолетовым излучением и электрически перепрограммируемую.
Программируемый контроллер имеет систему диагностики: входов/выходов, ошибки в работе процессора, памяти, батареи, связи и других элементов. Для упрощения поиска неисправностей современные интеллектуальные модули имеют самодиагностику.
Программоноситель может содержать как геометрическую, так и технологическую информацию. Технологическая информация обеспечивает определенный цикл работы станка, а геометрическая — характеризует форму, размеры элементов обрабатываемой заготовки и инструмента и их взаимное положение в пространстве.
Станки с программным управлением (ПУ) по виду управления подразделяют на станки с системами циклового программного управления (ЦПУ) и станки с системами числового программного управления (ЧПУ). Системы ЦПУ более просты, так как в них программируется только цикл работы станка, а величины рабочих перемещений, т.е. геометрическая информация, задаются упрощенно, например с помощью упоров. В станках с ЧПУ управление осуществляется от программоносителя, на который в числовом виде занесена и геометрическая, и технологическая информация.
В отдельную группу выделяют станки с цифровой индикацией и преднабором координат. В этих станках имеется электронное устройство для задания координат нужных точек (преднабор координат) и крестовый стол, снабженный датчиками положения, который дает команды на перемещение до необходимой позиции. При этом на экране высвечивается каждое текущее положение стола (цифровая индикация). В таких станках можно применять или преднабор координат или цифровую индикацию; исходную программу работы задает станочник.
В моделях станков с ПУ для обозначения степени автоматизации добавляется буква Ф с цифрой: Ф1 — станки с цифровой индикацией и преднабором координат; Ф2 — станки с позиционными и прямоугольными системами ЧПУ; Ф3 — станки с контурными системами ЧПУ и Ф4 — станки с универсальной системой ЧПУ для позиционной и контурной обработки. Особую группу составляют станки, имеющие ЧПУ для многоконтурной обработки, например бесцентровые круглошлифовальные станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами — индекс Т (например, 16К20Т1).
ЧПУ обеспечивает управление движениями рабочих органов станка и скоростью их перемещения при формообразовании, а также последовательностью цикла обработки, режимами резания, различными вспомогательными функциями.
Система числового программного управления (СЧПУ) — это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками — это часть СЧПУ, выполненная как единое целое с ней и осуществляющая выдачу управляющих воздействий по заданной программе.
В международной практике приняты следующие обозначения: NC-ЧПУ; HNC — разновидность устройства ЧПУ с заданием программы оператором с пульта с помощью клавиш, переключателей и т. д.; SNC — устройство ЧПУ, имеющее память для хранения всей управляющей программы; CNC — управление автономным станком с ЧПУ, содержащее мини-ЭВМ или процессор; DNC — управление группой станков от общей ЭВМ.
Для станков с ЧПУ стандартизованы направления перемещений и их символика. Стандартом ISO-R841 принято за положительное направление перемещения элемента станка считать то, при котором инструмент или заготовка отходят один от другого. Исходной осью (ось Z) является ось рабочего шпинделя. Если эта ось поворотная, то ее положение выбирают перпендикулярно плоскости крепления детали. Положительное направление оси Z — от устройства крепления детали к инструменту. Тогда оси Х и Y расположатся так, как это показано на рис. 8.1.
Использование конкретного вида оборудования с ЧПУ зависит от сложности изготовляемой детали и серийности производства. Чем меньше серийность производства, тем большую технологическую гибкость должен иметь станок.
При изготовлении деталей со сложными пространственными профилями в единичном и мелкосерийном производстве использование станков с ЧПУ является почти единственным технически оправданным решением. Это оборудование целесообразно применять и в случае, если невозможно быстро изготовить оснастку. В серийном производстве также целесообразно использовать станки с ЧПУ В последнее время широко используют автономные станки с ЧПУ или системы из таких станков в условиях переналаживаемого крупносерийного производства.
Принципиальная особенность станка с ЧПУ — это работа по управляющей программе (УП), на которой записаны цикл работы оборудования для обработки конкретной детали и технологические режимы. При изменении обрабатываемой на станке детали необходимо просто сменить программу, что сокращает на 80… 90 % трудоемкость переналадки по сравнению с трудоемкостью этой операции на станках с ручным управлением.
Основные преимущества станков с ЧПУ:
- производительность станка повышается в 1,5… 2,5 раза по сравнению с производительностью аналогичных станков с ручным управлением;
- сочетается гибкость универсального оборудования с точностью и производительностью станка-автомата;
- снижается потребность в квалифицированных рабочих-станочниках, а подготовка производства переносится в сферу инженерного труда;
- детали, изготовленные по одной программе, являются взаимозаменяемыми, что сокращает время пригоночных работ в процессе сборки;
- сокращаются сроки подготовки и перехода на изготовление новых деталей благодаря предварительной подготовке программ, более простой и универсальной технологической оснастке;
- снижается продолжительность цикла изготовления деталей и уменьшается запас незавершенного производства.
www.autowelding.ru
Станки с программным управлением — Мегаобучалка
Программное управление (ПУ) – это совокупность команд, обеспечивающих функционирование рабочих органов станка в заданной последовательности. Все без исключения станки с ПУ работают по программе. В одних случаях программа находится в памяти рабочего органа, в других – задается при помощи материальных аналогов (эталонной детали, копира или кулачков). Изготовление материальных аналогов и переналадка таких станков требует высокой квалификации и больших затрат времени, поэтому такие станки применяются в крупносерийном производстве.
В мелкосерийном производстве, которое занимает до 80% широко применяются станки с ПУ в которых программа записывается на программоносителе, в качестве которых применяют перфоленту, магнитный диск, программируемый контроллер.
На программоносителях программа может записываться в кодированном и декодированном виде. Изготовление программы и переналадка станков не требует высокой квалификации и не отнимает много времени.
Станки с ПУ классифицируются также как и станки с ручным управлением.
В обозначении моделей станков с ПУ после цифр пишутся следующие буквы:
Ц – станки с цикловым программным управлением (ЦПУ)
Ф – станки с числовым программным управлением (ЧПУ)
Т – станки с оперативной системой ЧПУ.
В станках с ЦПУ технологическая информация записывается на программоносителе, а геометрическая – устанавливается при помощи переставных упоров. Установка и выверка упоров при наладке отнимает много времени поэтому станки с ЦПУ применяют в крупносерийном производстве.
В станках с ЧПУ вся информация записывается на программоносителе.
В станках с оперативной системой ЧПУ информация набирается оператором непосредственно на рабочем месте при помощи клавиатуры, расположенной на мини ЭВМ.
Цикловое программное управление.
Системой циклового программного управления (ЦПУ) называют такую систему программного управления, в которой полностью или частично программируются цикл работы станка, режимы обработки и смена инструмента, а величина перемещений рабочих органов задается с помощью предварительно налаживаемых упоров.
Цикл работы станка – это совокупность всех движений, необходимых для обработки заготовок и выполняемых в определенной последовательности.
Системой ЦПУ оснащают токарно-револьверные, токарно-копировальные, копировально-фрезерные, алмазно-расточные и другие станки. Системы ЦПУ используют в автоматических линиях с использованием ЭВМ дня диагностики и планирования работы линии, а также для управления промышленными роботами.
Функциональная схема системы ЦПУ.
В схему входят: программатор циклов, схема автоматики, исполнительное устройство и устройство обратной связи.
Программатор циклов состоит из блока задания программы 1 и блока поэтапного ввода программы 7. Из блока задания программы 1 информация поступает в схему автоматики, состоящую из схемы управления циклом работы станка 2 и схемы преобразования сигналов контроля 6. Схема автоматики согласует действия программатора циклов с исполнительными элементами станка и датчиком обратной связи, может выполнять ряд логических функций. Схему автоматики в системах ЦПУ чаще всего строят на электромагнитных реле. Из блока 2 сигналы поступают в исполнительное устройство, обеспечивающее отработку заданных программой команд.
Исполнительное устройство состоит из исполнительных элементов 3 (приводы, муфты и т.д.) и рабочих органов станка 4 (суппорт, насосы, столы, револьверные головки). Рабочие органы отрабатывают этап программы, а датчик 5 контролирует окончание отработки и дает команду блоку 7 через блок 6 на переключение следующего этапа программы.
Программаторы циклов.
Состоят из блока задания программы и блока поэтапного ввода программы. Блок задания программы запоминает и вводит в систему полную программу, блок поэтапного ввода программы предназначен для последовательного считывания этапов программы и ввода их в систему для отработки.
Наиболее распространенным программатором электрического типа является штекерная панель. Программа на штекерной панели задается вручную, станок в этот период простаивает. Для безопасного и быстрого набора программ может быть использован накладной бумажный шаблон. Шаблон накладывают на штекерную панель, а штекеры вводят в гнезда через отверстия в шаблоне. Пробитые в соответствии с программой.
Распространенным программатором механического типа являются кулачковые командоаппараты и программаторы с перфолентами.
Кулачковые командоаппараты – это программаторы механического типа с кинематическим заданием программы. В гнезда барабана 2 командоаппарата закладывают шарики или штифты 1, которые при его повороте воздействуют на электрические контакты или конечные выключатели 3, включая цепи соответствующих исполнительных органов. Барабан приводится во вращение храповым механизмом с электромагнитом или шаговым двигателем.
Программаторы с перфолентами или перфокартами применяют при большом объеме информации. Считывание программы осуществляется либо электромеханическим способом, либо фотоэлементами.
Наиболее удобным являются универсальные системы ЦПУ, построенные с использованием микроэлектроники. К таким системам относятся программируемые контроллеры.
Программируемый контроллер – это управляющая логическая машина последовательного действия, созданная на базе вычислительной техники, релейной бесконтактной автоматики и ЦПУ оборудованием. Они надежны, долговечны, имеют небольшие габариты, обеспечивают возможность быстрого изменения программы, легко специализируются в зависимости от конкретной обработки.
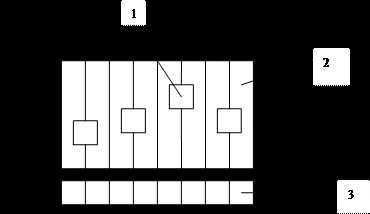
Программируемый контроллер (ПК) состоит из центрального процессора 1 (управляющего устройства), постоянного запоминающего устройства 2, входного 3 и выходного 4 устройств и сканатора 5 (генератора импульсов). К контроллеру можно подключить программную панель 6 (загрузчик программ), содержащую декадные переключатели и клавиши. Программу вводят последовательно нажатием клавишей с обозначением логических элементов. В режиме записи программа записывается в устройство 2 и запоминается в нем. В режиме работы сканатор 5 поочередно подключает к процессору 1 входное и выходное устройства. В процессоре 1 согласно программе производятся заданные логические операции. К контроллерам могут подключаться дисплеи, накопители на магнитных кассетах, печатающие устройства, регистрирующие состояние оборудования, затраты основного и вспомогательного времени, аварийные ситуации и т.д.
megaobuchalka.ru
Станок с ЧПУ что это такое? :: SYL.ru
Часто можно услышать об универсальных системах ЧПУ. Что это такое, можно пояснить простыми словами — умные машины, способные автоматически проводить весь цикл обработки детали. От наладчика требуется только загрузить программу и вставить заготовку.
Принцип работы
Последние версии станков немыслимы без систем ЧПУ. Что это такое? В аббревиатуре заключено несколько смыслов: Ч — числовое, П — программное, У — управление. Из расшифровки видно, что считывание состояния отдельных узлов станка происходит в кодовом виде. Единички и нолики неустанно обрабатываются центральным процессором.
Используется два вида контроллера в основе ЧПУ. Что это такое? Все работает аналогично настольному компьютеру. Только один контроллер используется для отслеживания положения осей станка. Второй же считывает состояние периферийных устройств, датчиков, систем безопасности.
Современные станки с ЧПУ оснащаются дополнительным компьютером. Он требуется для реализации сложных задач одним нажатием, а также осуществляет визуализацию текущего процесса. На жёстком диске хранятся все данные, которые не потеряются при внезапном отключении электроэнергии.
Образное описание работы оборудования
Металлообработка резанием в настоящее время ассоциируется с аббревиатурой ЧПУ. Что это такое, можно пояснить на примере обычной дрели:
- Руками можно осуществить обработку заготовки сверлом с любой стороны. Аналогично на станке при наличии нескольких осей можно подвести инструмент с любой координаты.
- Система ЧПУ осуществляет одновременное движение осей. Копируется объемное перемещение, а соответственно получаются идеальные по геометрической форме изделия.
- Руками невозможно вымерять микронные перемещения. Станки с ЧПУ постоянно контролируют положение фрезы, внося коррекции при изменении нагрузки автоматически.
Аббревиатура
Для ЧПУ расшифровка:
- Ч (числовое) — все математические операции производятся в двоичном коде. Круговые и линейные перемещения преобразуются в количественные величины с определённым шагом (часто встречается точность в 0,01 микрона).
- П (программное) — все этапы процесса записаны в виде простейших циклов. Задачей оператора является подбор определённых параметров согласно чертежу детали. Обработка после загрузки в память не требует участия человека. Иногда вносятся коррекции по окончании цикла реза.
- У (управление) — процесс обработки полностью автоматизирован. Незаметно происходит контроль нагрузок по осям, положение круговых и линейных датчиков. Также учитываются механические люфты, заданные коэффициенты твердости заготовки и влияние температуры окружающего воздуха.
В аббревиатуре ЧПУ расшифровка скрывается более обширная: система управления способна одновременно проводить десятки сотен операций. Сложные конструкции могут иметь более 12 осей. Точность перемещения каждой более 0,01 мкм. Производимые на таких станках детали используются в космических аппаратах, микрохирургии, точных механизмах.
Области применения
Числовое программное управление часто внедряется в старое оборудование, где сохранилась приемлемая по допускам механика. Это могут быть станки для деревообработки, для создания печатных плат, по работе с металлами. Практически любая конструкция может оснащаться ЧПУ-системами, где присутствует хотя бы 2 контролируемых оси.
На современных станках ЧПУ ставится практически всегда. Это могут быть:
- плазморезы;
- прошивные станы;
- гидравлические прессы;
- фрезерные и токарные конструкции;
- порталы;
- там, где присутствует координатная обработка;
- 3D-принтеры.
Сложные станки с визуализацией не требуют от оператора глубоких знаний технических узлов. Он может полностью сосредоточиться на выполнении технологии. Основной задачей является подбор правильного инструмента, выбор точек привязки к детали и контроль получаемых размеров.
Большинство математических вычислений машина берет на себя. Так для выполнения реза по окружности достаточно указать центр, радиус и направление. Если же резец идёт по контуру, то указывается только конечная точка каждого участка.
Управляющие команды
Программы для ЧПУ имеют стандартный вид практически на системе любого производителя. Машинные коды понятны железу и легко переносятся с одного станка на другой. Визуальное оформление часто отличается.
Станки могут дополняться уникальными приложениями для быстрого создания управляющих программ. Такие разработки присутствуют в системах Heidenhain, Siemens. Оператору облегчают жизнь так называемые стандартные циклы.
Более просто управляющие программы создаются на собственном ПК и с помощью флеш-USB переносятся в станок. Однако у многих производителей до сих пор существуют жёсткие правила написания кодов. Но этот барьер совместимости систем легко преодолевается установкой дополнительного ПО.
Приложения для написания управляющих программ поставляются со станком, доступны в интернете. Также их всегда можно купить у авторов. Взломанные версии незаконны, но они тоже встречаются в свободном доступе.
Какие системы бывают?
В настоящее время в РФ распространено несколько систем с ЧПУ: Fanuc для небольших по размерам станков, Heidenhain отличается простотой создания программ прямо с пульта оператора, Siemens выбирают благодаря универсальности и возможности быстрой модернизации станка.
Перечисленные фирмы наиболее продаваемые. Существует ряд других систем: “Балт систем” – отечественная компания с иностранным прошлым, Okuma – азиатский конкурент (Япония), Mitsubishi Electric, Schneider Electric (Франция).
www.syl.ru
Настольный фрезерный станок с ЧПУ: устройство, виды, особенности
Настольный фрезерный станок с ЧПУ – это мини-агрегат, с помощью которого можно легко, качественно и точно выполнить заготовки сложной формы из дерева, металла и сплавов, пластмассы, камня и керамики. Он не уступает промышленным большим аналогам в точности обработки и функциональности. Оборудование с числовым программным управлением упрощает и автоматизирует сложную обработку различных материалов, минимизирует долю ручного труда.
Выполняет операции: фрезерование, резку, сверление, точение, расточку, зенкерование, полировку, шлифовку, гравировку.
Устройство и принцип работы
Настольный фрезер с числовым программным управлением – это комплекс из механического оборудования и электронной подсистемы. Обработка детали осуществляется вращающейся фрезой, срезающей слой материала. Она закреплена в патроне на валу шпинделя. Режущая часть имеет соответствующие задаче форму и размер. Вращательные движения создает электродвигатель шпинделя, расположенного на подвижном портале. Контроллер ЧПУ задает команды для перемещения портала вдоль трех координатных осей, фиксации фрезы в точке, проведении операции обработки.
Электронная составляющая настольных фрезерных станков включает в себя панель оператора, дисплей, контроллер, устройства памяти. Компьютер создает программу из G-кодов на основе объемной модели изделия, контроллер, считывая описание, дает команды оборудованию.
Управление возможно от персонального компьютера или ноутбука с платой расширения. Оператор имеет возможность задавать режимы и управлять станком вручную.

Работа на оборудовании заключается в закреплении детали, установке режущего инструмента, инсталляции нужной программы, запуске и наблюдении за рабочим процессом. Отладку возможно сделать с помощью виртуального прогона программы, чтобы избежать ошибок во время обработки заготовки.
Используется следующее программное обеспечение для станков с ЧПУ:
- Позиционное. Программа задает координаты обрабатываемых точек и применяется для сверления и расточки.
- Контурное. Фреза перемещается в пределах заданной траектории.
- Комбинированное. Объединяет позиционную и контурную программу, значительно расширяет возможности обработки.
- Многоконтурное. Самое сложное ПО, предназначено для широкоформатных станков.
Виды
В обработке материалов используются фрезерные станки, имеющие следующие конструктивные решения:
- Консольные. Деталь крепится к подвижному элементу – консоли, которая перемещается по направляющим станины. Неподвижный шпиндель с резцом совершает операции. Это наиболее популярные станки.
- Бесконсольные. Деталь закрепляется на столе, совершающем продольно-поперечные движения. Подвижный шпиндель обрабатывает заготовку в широком спектре движений, в том числе в вертикальном направлении.
Шпиндельная головка располагается вертикально или горизонтально. Для выполнения сложной обработки деталей используются широкоуниверсальные настольные станки, где инструмент проводит операции в трехмерной системе координат.

Консольные и бесконсольные разновидности станков имеют характеристики:
- размеры до 880*880*910 мм, некоторые модели до 1150 мм;
- максимальная высота заготовляемой детали 40…200 мм;
- вес до 200 кг;
- мощность шпинделя 0,7…1,5 кВт;
- питание от сети 220 В.
Настольные фрезерные станки для обработки различных материалов
Мини-станки с ЧПУ классифицируются согласно обрабатываемых материалов на:
- деревообрабатывающие;
- металлообрабатывающие;
- обрабатывающие стекло;
- обрабатывающие камень.
Деревообрабатывающие
Станки с ЧПУ по дереву – популярное оборудование для мебельных и столярных цехов, мастерских, производящих предметы интерьера, сувениры из дерева, фанеры, МДФ, полимеров. Чаще всего применяются бесконсольные агрегаты, имеющие небольшие рабочий стол и настольное пространство.

Работа начинается с закрепления детали, введения программы и тестового запуска, затем осуществляется обработка заготовки и коррекция программы при необходимости.
Мини-фрезеры могут иметь различные технические характеристики:
- максимальные размеры заготовки;
- мощность шпинделя;
- наличие стружкоотсоса и охлаждения рабочей части;
- типы ЧПУ.
С помощью фрезерного оборудования с ЧПУ выполняются работы по обработке и резьбе по дереву, изготовлению печатных плат, мебельных фасадов, раскрою ДСП и МДФ, фрезеровке и гравировке. Станки для изготовления корпусной мебели имеют большие размеры области фрезерования, чем другие разновидности. Это связано с более внушительной площадью деталей.
Для обработки металла
Настольные программируемые фрезеры применяются в авторемонтных мастерских, на мелкосерийных производствах по изготовлению небольших металлоизделий и механизмов, для создания элементов декора из стали разных типов, сплавов и чугуна.
С помощью настольного программируемого фрезерного станка можно обрабатывать плоские, цилиндрические и конические заготовки с высокой точностью.

Специализированные агрегаты выполняют следующие работы:
- фрезерные;
- фрезерно-сверлильные;
- фрезерно-токарные;
- фрезерно-шлифовочные.
Характеризуются более прочной конструкцией и большей мощностью режущего инструмента по сравнению с предназначенными для деревообработки агрегатами. Предусмотрено охлаждение обрабатываемой поверхности водой или маслом. Это уменьшает износ фрезы и препятствует ее заклиниванию. Стружка часто удаляется с помощью встроенного промышленного пылесоса.
По обработке стекла и камня
Основное отличие стеклообрабатывающего оборудования от фрезеров по металлу в том, что применяется режущий инструмент из высокопрочных материалов или с покрытием из корунда, алмазной крошки. В область контакта стекла с фрезой обязательно подается охлаждающая жидкость, которая дополнительно очищает поверхность и воздух от стеклянной пыли. Это предохраняет оператора агрегата от вдыхания вредных веществ. Такие мини-станки используются также для обработки поликарбоната и оргстекла.
Создание барельефа на тяжеловесных плитах из бетона, гранита, мрамора, песчаника и искусственных каменных заготовках с добавкой полимера возможно на специальных станках. Они предназначены для работы с твердыми материалами, большой площадью и повышенной массой деталей. Очистка и устранение отработанных материалов обеспечивается постоянной циркуляцией воды и пылесосом.
Эти мощные агрегаты обрабатывают и другие материалы – металл, дерево, стекло и ПВХ. Поэтому их можно использовать в широком диапазоне профессиональных интересов. Их недостаток – избыточная громоздкость и мощность, которая будет излишней при использовании оборудования для неспецифических работ.

Гравировальные
С помощью мини-агрегатов с числовым ПУ для гравировки обрабатывают:
- бетон;
- камни;
- керамику;
- дерево;
- металл;
- пластик;
- стекло.
На поверхности заготовки образуется выпуклый рисунок.
Изготавливают предметы интерьера, резные декоративные элементы, таблички, рекламные вывески. В полиграфической промышленности востребованы штампы, полученные путем гравировки. Ювелирные мастерские используют мини-станки для инкрустаций и форм для литья.
Гравировальные маленькие станки нашли применение в стоматологии для изготовления коронок и протезов. В обувной промышленности производят лекала и заготовки для колодок.
В зависимости от требуемой сложности формы детали обработка производится в трех- или пятиосевой системах, возможно одновременное охлаждение.

В настоящее время выпускаются переносные гравировальные установки из облегченного алюминиевого профиля, которые можно перевозить в багажнике автомобиля. В качестве источника энергии подойдет топливный генератор.
Достоинства
Мини-фрезеры с программным управлением используют как индивидуальные мастера и небольшие мастерские, так и промышленные предприятия. Такое распространение они получили вследствие того, что:
- Компактное оборудование удобно для обрабатывания некрупных деталей из различных материалов.
- Для эксплуатации не требуются большие помещения, мощные фундаменты, высокая мощность электрооборудования.
- Возможно получать высококачественные трехмерные узоры и изготавливать сложные по форме детали.

- Высокая точность обработки заготовок – расхождение с требуемыми размерами не более 0,02…0,05 мм.
- Для работы на станке достаточно иметь представление о технологическом процессе, освоить управление основными операциями и инструментами.
- Автоматизация обработки материалов повышает производительность труда на 20-25%. Падает себестоимость, улучшаются основные производственные показатели.
- Станки мобильны, их можно перемещать.
- Стоимость их гораздо ниже больших промышленных агрегатов.
Производители для удобства потребителей выпускают наборы для сборки настольных станков своими руками с возможностью подобрать нужную комплектацию. Это удешевляет приобретение оборудования, а в случае необходимости можно дополнительно купить недостающие составляющие, например, числовое управление для 4 оси.

Настольные фрезерные станки с ЧПУ расширили перспективы в обработке материалов для небольших предприятий, цехов и мастерских. Функциональные возможности позволяют использовать их для изготовления объемных и сложных деталей, декоративных элементов и проведения высокоточной обработки изделий. Невысокая цена делает доступной мини-станки широкому кругу потребителей – от владельцев небольших предприятий до домашних умельцев. Разместить оборудование можно даже в гараже.
vseochpu.ru