Станок 3в642 – Универсально заточной станок 3в642 цена, где купить в России
alexxlab | 06.07.2020 | 0 | Вопросы и ответы
3в642 ревизия “минимум” – Заточные станки
Всем привет коллеги !
Волей случая достался станок, вполне комплектный, работал в столярном цеху, весь в опилках 🙂
Отремонтировав три станка на пупке, построил специально кран “козловой” лучше поздно чем ни когда, так как пупки все “порваны” а в планах ещё фрезер возможно.
Станок под координатную заточку, плоское и круглое шлифование не планируется.
Шабрить направы не буду.
Внутренние состояние как у всех, только на моём абразив с опилками.
Поперечные направы, ну почти как новые, шабровка заводская.
Навесное, столы каретка, отмыл привёл всё в порядок, ролики заменю на столе и на этом всё как бы, с этими узлами.
Вопрос у меня в другом, колонна, двигатель и конечно шпиндель.
Хочется сократить объём работ по ремонту, так как из опыта знаю что есть такое явление как “мартышкин труд” а времени как всегда на минимуме.
Снял ролик, пощупал.
Вертикальная подача на ускоренной, туговато одной рукой, на медленной легче.
Колонну есть ли смысл туда лезть или просто смазать и не делать лишних движений с не изменным результатом ?
По двигателю, осевое смещение так должно быть на двигателях двухскоростных?
По шпинделю, то же есть осевое смещение, почему так ?
Разобрать конечно собираюсь, может поменять подшипники а может промыть смазать и пусть бегает.
Edited by BOLA
www.chipmaker.ru
| Наименование параметра | 3В642 |
|---|---|
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | П |
| Наибольшие размеры обрабатываемых изделий в центрах (длина х диаметр), мм | 630 х 250 |
| Расстояние между центрами универсальной и задней бабок, мм | 550 |
| Расстояние между осью шлифовального круга и линией центров в горизонтальной плоскости, мм | 70..300 |
| Расстояние между осью шлифовального круга и линией центров в вертикальной плоскости, мм | 65..185 |
| Рабочий стол станка | |
| Размеры рабочей поверхности стола по ГОСТ 6569-75 (длина х ширина), мм | 900 х 140 |
| Наибольшее продольное/ поперечное ручное перемещение стола, мм | 450/ 230 |
| Перемещение продольное/ поперечное стола на одно деление лимба, мм | 0,1/ 0,01 |
| Перемещение поперечное стола на одно деление тонкой подачи, мм | 0,0025 |
| Угол поворота стола в горизонтальной плоскости, град | 90 |
| Скорость перемещения стола от гидропривода, м/мин | – |
| Бабка шлифовальная | |
| Наибольшее вертикальное перемещение бабки, мм | 250 |
| Цена деления лимба подачи вертикального перемещения стола, мм | 0,005 |
| Угол поворота бабки в горизонтальной плоскости, град | 350 |
| Шлифовальная головка | |
| Число оборотов заточного круга при ступенчатом регулировании, об/мин | 2240, 3150, 4500, 6300 |
| Конец шлифовального шпинделя по ГОСТ 2324-77 исполнение 2 | Морзе 3 |
| Наибольший диаметр устанавливаемого шлифовального круга, мм | 200 |
| Наибольший диаметр устанавливаемого шлифовального круга других типов, мм | 150 |
| Универсальная головка | |
| Размер внутренних конусов шпинделей | Морзе 5 |
| Угол поворота в горизонтальной и вертикальной областях, град | 360 |
| Электрооборудование и привод станка | |
| Количество электродвигателей на станке | 4 |
| Электродвигатель привода шпинделя шлифовальных кругов, кВт | 1,5/ 1,1 |
| Электродвигатель привода изделия, кВт | 0,25 |
| Электродвигатель гидропривода, кВт | – |
| Электродвигатель насоса охлаждения, кВт | 0,125 |
| Электродвигатель пылесоса, кВт | |
| Общая установленная мощность всех электродвигателей, кВт | 1,795 |
| род тока питающей сети | 50Гц, 380/220 В |
| Габариты и масса станка | |
| Габарит станка, мм | 2050 х 1820 х 1550 |
| Масса станка, кг | 1250 |
stankos.ru
Паспорт 3В642 Универсально-заточной станок
Наименование издания: Руководство по эксплуатацииВыпуск издания: –
Год выпуска издания: –
Кол-во книг (папок): 1
Кол-во страниц: 40
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство по эксплуатации
1. Назначение и применение
2. Распаковка и транспортировка
– Схема транспортировки
3. Фундамент станка и установка
– Установочный чертёж
4. Паспорт
– Органы управления
Техническая характеристика
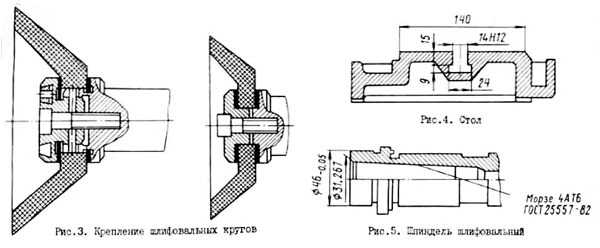
– Габаритные размеры рабочего пространства
– Эскиз конца шпинделя
– Эскиз зеркала стола (поперечное сечение)
– Эскиз пазов стола и шлифовальной головки
– Эскиз оправки для установки шлифовальных кругов
5. Сведения о ремонте
6. Сведения об изменениях в станке
7. Краткое описание конструкции и работы
– Кинематическая схема
– Основные узлы
Описание отдельных узлов
– Станина
– Колонна
– Редуктор
– Механизм подъёма
– Суппорт
– Планетарный редуктор
– Шлифовальная головка
– Охлаждение
– Кожух шлифовальных кругов
– Оправка для крепления шлифовальных кругов
– Универсальная бабка
– Передняя бабка
– Задняя бабка
– Универсальная упорка
– Приспособление для линейной правки круга
– Подручник
– Малая универсальная бабка
– Установочный шаблон
– Трёхповоротные тиски
– Приспособление для наружного круглого шлифования
– Поводок
– Хомутик
– Делительный механизм
– Цанговый зажим
8. Электрооборудование
– Принципиальная электрическая схема
Спецификация электрооборудования
– Монтажная электрическая схема
– Размещение электрооборудования
9. Смазка
– Схема смазки
Спецификация к схеме смазки
10. Перечень графических символов, применяемых на станке
11. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности
12. Настройка и наладка
– Установка упорки при заточке инструмента по задней грани зуба
– Разрез зуба развёртки
13. Регулирование станка
14. Особенности разборки и сборки станка при ремонте
– Схема расположения подшипников
15. Ведомость комплектации
16. Акт приёмки
prompasport.ru
3М642 станок заточной универсальный. Паспорт, схемы, описание, характеристики
Сведения о производителе универсального заточного станка 3М642
Производитель универсального заточного станка 3М642 – Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
Станки, выпускаемые Витебским заводом заточных станков, Визас
Универсально-заточные станки. Общие сведения
Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы:
- станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом;
- станки для безабразивной заточки и доводки.
Первая группа имеет большее распространение, тем более что в последнее время огромное значение приобрела заточка инструмента алмазными кругами. Применение алмазных кругов значительно повышает производительность и качество заточки. К безабразивной заточке относятся электроискровой и анодно-механический способы.
По назначению заточные станки делятся на универсальные (для заточки различных видов инструмента) и специальные (для заточки инструмента определенного вида).
Универсально заточные станки используются для заточки многолезвийного инструмента из инструментальной стали и твердых сплавов. Заточные станки позволяют работать с цилиндрическими и коническими инструментами, зенкерами и развертками. Также заточные станки используют для обработки фрез, долбяков и метчиков, резцов, червячных фрез, зуборезных головок и протяжек, с винтовыми и прямыми зубьями и др. по передним и задним поверхностям, расположенным на периферии и торце эльборовыми, алмазными и абразивными шлифовальными кругами.
На заточных станках этого типа можно выполнять также круглое (наружное и внутреннее) и плоское шлифование.
3М642 станок универсально-заточный. Назначение и область применения
Универсальные заточные станки 3М642 предназначены для заточки и доводки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава, металлокерамики абразивными, алмазными и эльборовыми кругами.
Заточный станок 3М642 обладает литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали. Дополнительно на станки можно поставить синусную плиту для закрепления заготовок, приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента, приспособление для наружного круглого шлифования, для внутреннего шлифования, для заточки право- и леворежущих зенкеров и т.д.
Станок универсально-заточной 3М642 является модификацией станка 3Д642. В отличие от предшественника, продольные перемещения стола у станка 3М642 осуществляются за счет гидравлического привода продольного перемещения стола, это дает плавность хода стола и увеличение производительности в смену.
Механизированный подъем и опускание шлифовальной головки способствует улучшению условий труда и снижению вспомогательного времени.
На станках производится заточка инструмента с трех рабочих мест.
Шпиндель шлифовального круга
По заявке заказчика станки могут быть оснащены приспособлениями для заточки различного инструмента, в том числе приспособлениями для круглого наружного шлифования и системой отсоса пыли.
С применением подкладных плит и дополнительных приспособлений возможна обработка деталей диаметром до 330 мм и длиной до 1040 мм.
За отдельную плату станок может быть оснащѐн более чем 38 дополнительными приспособлениями, в том числе системой подачи охлаждающей жидкости.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы с умеренным климатом – УХЛ4
Класс точности станка – П.
История производства заточных универсальных станков
Станок 3М642 (3М642Е) является предшествующим аналогом станков 3Д642 (3Д642Е).Станок 3Д642 (3Д642Е) является предшествующим аналогом станков 3Е642Е (3Е642Е).
Станок 3Е642 (3Е642Е) является предшествующим аналогом станков ВЗ-318 (ВЗ-318Е) и ВЗ-818 (ВЗ-818Е).
Станки моделей 3Е642 и 3Е642Е сняты с производства в 1994г.
В настоящее время производство “легендарных” моделей заточных станков 3Е642Е и 3Е642 возобновлено.
Станки моделей ВЗ-318 и ВЗ-318Е сняты с производства в 2008г.
Станки моделей ВЗ-818 и ВЗ-818Е выпускаются заводом в настоящее время.
3М642 Основные размеры и посадочные места заточного станка
Основные размеры и посадочные места заточного станка 3М642
Общий вид заточного станка 3М642

Фото заточного станка 3М642
Расположение составных частей заточного станка 3М642

Спецификация составных частей заточного станка 3М642
- Механизм поперечной подачи – 3М642Е.27.000
- Основание стола – 3М642Е.14.000
- Стол – 3М642Е.43.000
- Шлифовальная бабка – 3М642Е.33.000
- Шлифовальная головка – 3М642Е.31.000
Шлифовальная головка удлиненная – 3М642Е.32.000 - Редуктор планетарный – 3М642Е.42.000
- Гидроцилиндр – –
- Гидростанция – –
- Редуктор подъема – 3М642Е.25.000
- Станина – 3М642.12.000
- Охлаждение – 3М642Е.60.000
- Каретка с колонной – 3М642Е.28.000
- Механизм подъема – 3М642Е.24.000
- Электрооборудование – 3М642.86.000
- Кожух – 3М642Е.92.000
- Оправка – 3М642Е.91.000
- Механизм тонкой подачи – 3М642Е.26.000
- Панель управления – 3М642Е.15.000
- Ограждение – 3М642Е.93.000
- Пылеотвод – 3М642Е.94.000
- Комплект принадлежностей – 3М642Е.96.000
- Комплект приспособлений – 3М642Е.98.000
Расположение органов управления заточным станком 3М642
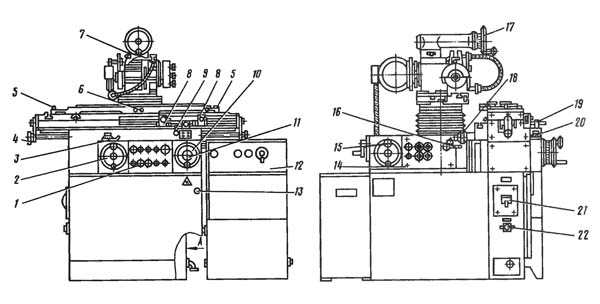
Расположение органов управления заточным станком 3М642
Перечень органов управления заточного станка 3М642
- Пульт управления основной
- Маховички быстрой поперечной подачи
- Рукоятка включения тонкой поперечной подачи
- Кнопка отключения гидроцилиндра стола (для 3М642Е)
- Винты зажима поворотного стола
- Центральный винт фиксации стола
- Винты фиксации кронштейна шлифовальной бабки
- Упоры стола
- Жесткий упор стола
- Маховичок перемещения стола с основного рабочего места
- Вытяжная рукоятка переключения скорости движения стола
- Пульт управления гидростанции (для 3М642Е)
- Замки электрошкафа
- Пульт управления дублирующий
- Маховички быстрой поперечной подачи
- Рукоятка зажима колонны
- Маховичок подъема шлифовальной бабки
- Маховичок перемещения стола с боковых рабочих мест
- Рычаг реверса стола (для 3М642Е)
- Маховичок тонкой поперечной подачи
- Вводной автомат
- Розетка для подключения приспособлений
Кинематическая схема заточного станка 3М642
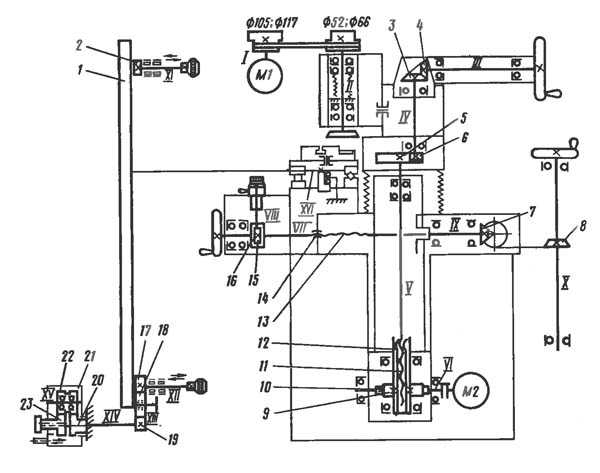
Кинематическая схема заточного станка 3М642
Схема кинематическая заточного станка 3М642. Скачать в увеличенном масштабе
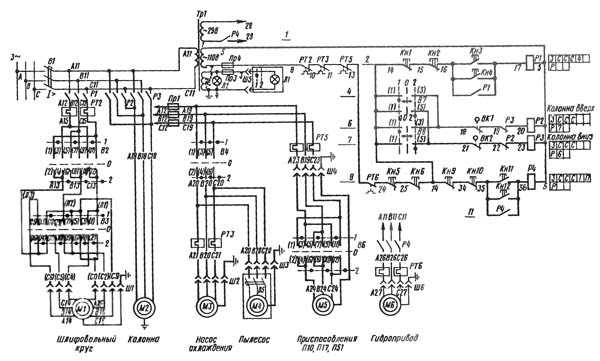
Схема электрическая принципиальная станка 3М642
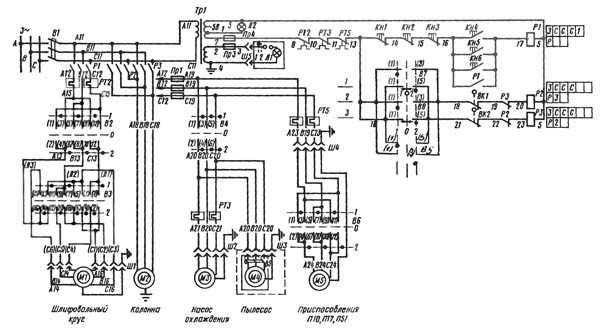
Электрическая схема заточного станка 3М642
Схема электрическая заточного станка 3М642. Скачать в увеличенном масштабе
Схема электрическая принципиальная станка 3М642Е
Электрическая схема заточного станка 3М642Е
Схема электрическая заточного станка 3М642Е. Скачать в увеличенном масштабе
Технические данные и характеристики станка 3М642
| Наименование параметра | 3М642 | 3Е642Е |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий в центрах (длина х диаметр), мм | 500 х 250 | 630 х 250 |
| Высота центров над рабочим столом, мм | 125 | 125 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола по ГОСТ 6569-75 (длина х ширина), мм | 800 х 140 | 900 х 140 |
| Наибольшее продольное перемещение стола, мм | 400 | 450 |
| Угол поворота стола в горизонтальной плоскости, град | ±45 | ±45 |
| Скорость продольного перемещения стола, м/мин | 0,2 … 8 | 0,2 … 12 |
| Бабка шлифовальная | ||
| Наибольшее вертикальное перемещение бабки, мм | 250 | 235 |
| Цена деления лимба подачи вертикального перемещения, мм | 0,005 | 0,005 |
| Наибольшее поперечное перемещение бабки, мм | 230 | 230 |
| Цена деления лимба тонкой подачи поперечного перемещения, мм | 0,001 | 0,001 |
| Угол поворота бабки в горизонтальной плоскости, град | 360 | 360 |
| Угол поворота бабки в вертикальной плоскости, град | ±20 | |
| Шлифовальная головка | ||
| Число оборотов заточного круга при бесступенчатом регулировании, об/мин | 2200…6400 | 2200…6400 |
| Число оборотов заточного круга при ступенчатом регулировании, об/мин | 2240,3150, 4500,6300 | 2200,3200, 4400,6400 |
| Конец шлифовального шпинделя по ГОСТ 2324-77 исполнение 2 | Морзе 4 | Морзе 4 |
| Наибольший диаметр устанавливаемого шлифовального круга по ГОСТ 2424-83 типа ПП | 200 | 200 |
| Наибольший диаметр устанавливаемого шлифовального круга по ГОСТ 2424-83 других типов | 150 | 150 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 6 | 6 |
| Электродвигатель привода шпинделя, кВт | 1,1 | 2,2 |
| Электродвигатель вертикального перемещения шлифовальной бабки (привод колонны), кВт | 0,18 | 0,18 |
| Электродвигатель привода изделия, кВт/ об/мин | 0,25/ 1500 | 0,25/ 1500 |
| Электродвигатель гидропривода, кВт/ об/мин | 1,1/ 1000 | 1,1/ 1000 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Производительность насоса охлаждения, л/мин | 22 | 22 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка, мм | 1715 х 1810 х 1635 | 1745 х 1940 х 1550 |
| Масса станка, кг | 1650 | 1160 |
Связанные ссылки
Каталог-справочник заточных станков
Паспорта и руководства заточных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
3М642, 3М642Е Паспорт универсального заточного станка, (djvu) 1,6 Мб, Скачать
stanki-katalog.ru
Станок универсально-заточной 3В642 – ООО Гидравлика
Станок универсально-заточной 3В642
Предназначен для заточки и доводки основных видов режущего инструмента из инструментальной стали, твердого сплава и металлокерамики абразивными, алмазными и эльборовыми кругами.
Станки могут быть оснащены приспособлениями, в том числе приспособлениями для плоского, круглого наружного и внутреннего шлифования, и системой отсоса пыли.
Станок ЗВ642 по конструкции — упрощенная модификация станка ЗЕ642. Он отличается от станка ЗЕ642 отсутствием гидропривода.
Станок ЗЕ642Е имеет гидравлический привод продольного перемещения стола, а также укомплектован системой подачи охлаждающей жидкости.
Технические характеристики:
Наибольший диаметр изделия, устанавливаемого в центровых 250
Наибольшая длина изделия, устанавливаемого в центровых 630
Наибольший диаметр шлифовального круга прямого профиля 200
Наибольшее расстояние от оси шлифовального круга до линии центров в вертикальной плоскости, мм: с учетом смещения оси шлифовального круга поворотом корпуса шлифовальной головки в вертикальной плоскости на 180
– ниже линии центров 60
– выше линии центров 240
Расстояние от оси шлифовального круга до линии центров в горизонтальной плоскости ( с учетом смещения шлифовального круга в горизонтальной плоскости эксцентрической плитой), мм:
– наибольшее 345
– наименьшее 5
Расстояние от оси центров до оси паза стола (в горизонтальной плоскости), мм 125
Расстояние от низа основания станка до рабочей поверхности стола, мм 1020
Размеры рабочей поверхности стола по ГОСТу 6569-75, мм:
– длина 900
– ширина 140
Габаритные размеры станка без приставного оборудования, мм
– длина ( с учетом перемещения стола) 1745
– ширина 1940
– высота 1550
Общая площадь станка с приставным оборудованием, м2 3,38
Масса, кг:
– станка без приставного оборудования и принадлежащей приставного оборудования, приспособлений : 1160
– при ступенчатом регулировании 140
gidravlika-ek.satom.ru