Станок для дсп – Форматный станок для распиловки ЛДСП, ДСП
alexxlab | 19.11.2016 | 0 | Вопросы и ответы
Станок для распила ДСП: определение, классификация, параметры
Древесно-стружечные плиты (ДСП) выпускаются стандартных размеров. В строительстве, ремонте, конструировании и художественном творчестве требуются детали из ДСП произвольных размеров. Одну-две детали можно выпилить ручной циркулярной пилой, электролобзиком или простой ножовкой. Если же деталей требуемся много — на помощь приходит специализированное оборудование — станок для распила ДСП.
 Станок для распила ДСП
Станок для распила ДСПЧто такое распиловочный станок для ДСП
Станок для распила ДСП представляет собой прочный стол плоской и ровной столешницей, на нем на кронштейне установлена циркулярная пила. Для распила ДСП перемещается по поверхности столешницы в сторону диска пилы, направляя на нее линию реза.
Когда нужен распиловочный станок
При раскрое ДСП для обшивки сарая можно обойтись и обычными инструментами. Устройство для распила требуется в следующих случаях:
- большой объем работы;
- требуется ровная поверхность реза;
- требуется точно раскроить ДСП.
Станки для распила ДСП находят применение, прежде всего на мебельных фабриках и в мастерских. Там они выступают в роли основного производственного оборудования, выполняя как массовый раскрой, так и фасонную обработку деталей мебели.

Применение распиловочного станка
Классификация станков для обработки ДСП
Эксперты обычно выделяют несколько типов станков для распила:
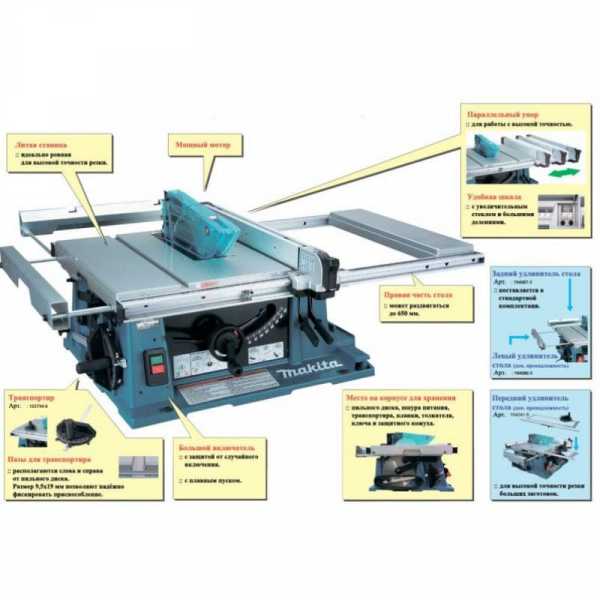
- Бытовые. Выпускаются в настольном исполнении, предназначены для использования в домашней мастерской или в небольших бизнесах. Отличаются малыми размерами и массой (до 20 килограммов). Легко монтируются и демонтируются при необходимости. Направление обработки — продольное, максимальная глубина пропила — до 8 см.
- Круглопильные аппараты с удлиняемым рабочим столом. Позволяет проводить распил в любом направлении. Глубина распила — до 9 см. Также ориентированы на применение дома и в небольших мастерских.
- Стационарные установки. Являются постоянным рабочим местом, после установки не перемещаются. Обладают мощной станиной и широким и длинным столом и многими дополнительными устройствами и функциями. Если агрегат оборудован подвижной кареткой, то он называется форматным или форматно — распиловочным. Лист ДСП закрепляется неподвижно, а циркулярная пила движется на каретке вдоль линии распила.
- Вертикальный раскроечный станок. По конструкции он напоминает форматно — распилочный станок для ДСП. Отличается тем, что лист закрепляется вертикально и каретка перемещается в вертикальной плоскости (с небольшим наклоном от оператора).

- Бытовой станок для распила ДСП

- Вертикальный раскроечный станок
Пилы на стационарных устройствах более мощные, а глубина пропила достигает 14 см.
Параметры распиловочных станков
При выборе распиловочного станка для ДСП следует рассматривать следующие параметры:
- Мощность двигателя. Бытовые модели обычно комплектуют двигателями мощностью до 2 киловатт. Стационарные модели, особенно ориентированные на большой объем распила, большие толщины и высокую плотность материала, имеют 5-киловаттные двигатели.
- Глубина распила. Определяет предельную толщину обрабатываемой заготовки. Варьируется в диапазоне 4-14 см. Нормируется отдельно для распила под прямым углом и под 45°.
- Масса. Бытовые станки конструируют так, чтобы один человек мог, не напрягаясь, перенести его. Их вес обычно не превышает пары десятков килограммов. Стационарные станки имеют массу до 150 килограммов.
- Напряжение питающей сети. Настольные модели работают от 220 вольт. Мощные напольные выпускаются как под 220, так и под трехфазное напряжение 380 вольт.
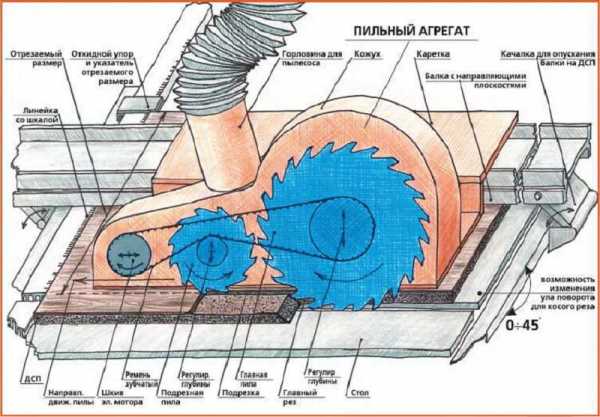
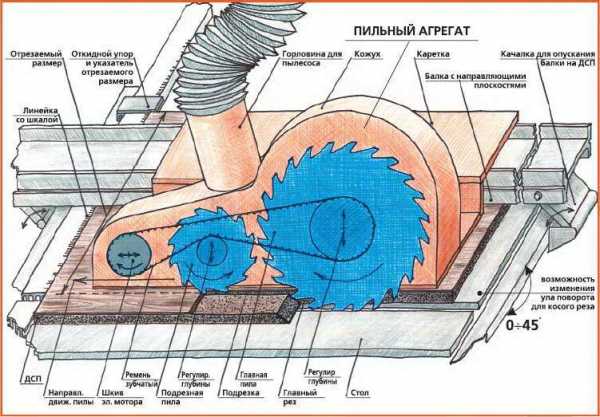
Устройство пильного агрегата распиловочного станка
Еще одна характеристика устройства — имя и репутация производителя.
Громкое имя с безупречной репутацией гарантирует высокое качество и долгий срок службы, но заметно повышает цену.
Принцип работы оборудования
Принцип действия станка для ДСП несложен:
- Распиливаемый лист упирается в левый неподвижный упор рабочего стола.
- Проводится разметка линии реза.
- Запускается двигатель.
- После набора рабочих оборотов, стол двигают по направляющим к диску и производят распил по намеченной линии.
Основные настройки и регулировки устройства следующие:
- позиция листа;
- глубина пропила;
- угол реза.
На мебельных фабриках наряду со станком для распила используют дополнительное оборудование, оно предназначено для работы по отделке и выполнения вспомогательных операций. Это фрезер для разделки кромок, ламинирующая установка и сверлильный станок
Устройство распиловочного станка состоит из таких частей
Основные конструктивные узлы станка — это:
- Станина. Прочная массивная пространственная рама, служащая для крепления всех узлов и деталей. Обеспечивает позиционирование заготовки, гасит вибрацию.
- Пилящий узел. Укомплектован двумя дисками — передним диском для подреза на небольшую глубину и основным рабочим.
- Рабочие столы. Неподвижный служит опорой для пилящего узла. Форматный стол перемещается, на нем подается лист под распил. Вспомогательный стол неподвижен, он служит опорой для отпиливаемых участков листа.
- Каретка. Устройство, обеспечивающее подвижность форматного стола. Предпочтительны каретки из силуминовых сплавов — они легче и меньше утомляют оператора оборудования.
Устройство распиловочного станка
Вспомогательным оборудованием являются упоры и линейки. Они служат для фиксации положения листа ДСП и его точной разметки.
Разновидности и особенности станков
Три класса оборудования для распила характеризуются следующими особенностями станков:
- Легкое. Несложные по устройству и недорогие станки рассчитаны на домашнее применение. Выдерживает непрерывную работу до 3 часов.
- Среднее. Имеет большой раскроечный стол, снабжено всеми дополнительными устройствами: упоры, столы, линейки. Способно отработать восьмичасовую смену. Предназначено для малых и средних производств.
- Тяжелое. Ориентировано на крупные деревообрабатывающие компании. Готово к круглосуточной работе, снабжено большим количеством дополнительного и вспомогательного оборудования.
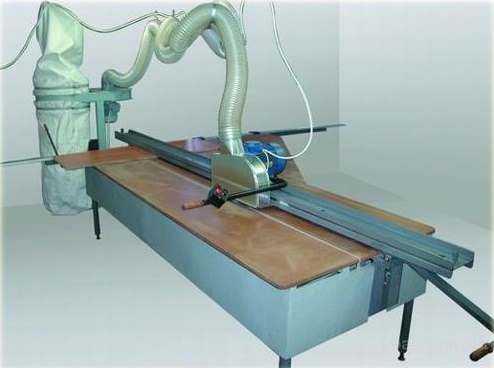
В качестве вспомогательных устройств, повышающих функциональность и удобство работы, производители предлагают:
- вакуумную систему удаления пыли и стружки;
- струбцины для крепления ДСП;
- удлиненную раму для листов большой длины.

Промышленный станок для распила ДСП с вакуумным удалением стружки
Фигурные распилы, кромки сложной формы, пазы делаются с помощью кромочного аппарата.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Форматно-раскроечный станок своими руками: чертежи, видео, фото
При рассмотрении того, какое оборудование требуется для качественного самостоятельного изготовления мебели следует обратить внимание на форматно-раскроечный станок. Многие специалисты утверждают, что форматно-раскроечный станок при необходимости можно сделать самостоятельно. Рассмотрим все особенности самостоятельного создания станка для обработки дерева.
 Самодельный форматно-раскроечный станок со стружкоотсосом
Самодельный форматно-раскроечный станок со стружкоотсосомПредназначение форматно-раскроечного станка
Форматно-раскроечный станок используется для раскроя в поперечном или продольном направлении с возможностью выдерживания заданного угла, а также обрезки и раскроя щитовых заготовок.
К особенностям использования форматно-раскроечного станка можно отнести:
- При его использовании можно получить готовую продукцию высокого качества. Это связано с тем, что раскройка и другие технологически процессы проходят с высокой точностью.
- Предназначение станка кроется в задаче основных параметров оборудованию, после чего деталь будет более подготовленной к дальнейшей обработке.
- Некоторые модели могут проводить поштучную раскройку, другие предназначены для обработки целого пакета.
При рассмотрении функционала достаточно важно обратить внимание на то, с какими материалами может работать форматно-раскроечный станок. Самодельный и промышленный вариант исполнения рассматриваемого оборудования предназначен для работы с:
- ДСП, ДВП, МДФ;
- облицовочным пластиком и композитными листовыми материалами;
- порода массива дерева не определяет возможность использования оборудования;
- заготовки из шпона и меламина также могут обрабатывать на форматно-раскроечной станке;
- ламинированный и бумажные заготовки.
Существенным ограничением по области применения можно назвать то, что заготовка должна иметь точные геометрические размеры, то есть массив дерева или другой материл должен пройти первичную обработку.
Целесообразно использовать форматно-раскроечный станок на мелкосерийном производстве. Многие мелкие, средние и достаточно крупные фабрики по производству мебели устанавливают подобное оборудование с автоматизированной системой обработки. Для бытового применения в большей степени самодельный вариант исполнения, так как он будет обладать меньшей стоимостью, а процесс наладки и обслуживания можно провести самостоятельно. В домашней мастерской многие решают установить самодельный форматно-раскроечный станок по причине того, что он проводит раскройку заготовок с высокой точностью и качеством. При использовании обычной пилорамы есть вероятность нарушения правильности геометрии, а также торцевая поверхность может иметь другого рода дефекты.
Особенности конструкции
Для того чтобы сделать раскроечный станок своими руками следует разобраться с его конструктивными особенностями. Следует отметить, что стандартная конструкция представлена следующими узлами:
- Станина – элемент, служащий основанием для всей конструкции. Также станина предназначена для гашения части вибрации.
- Рабочего подвижного и неподвижного стола.
- Пильного узла, который состоит из 2-х пильных дисков, регулируемых фиксаторв.
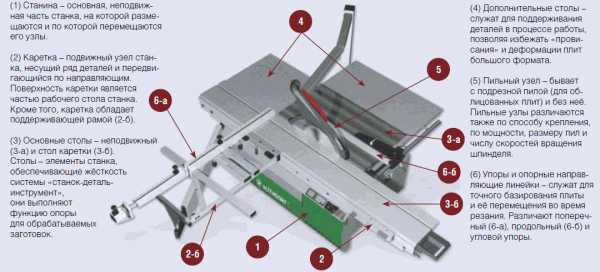
Основные узлы оборудования
Подвижный стол имеет достаточно сложную конструкцию, которая состоит из тележки, опорной рамы, линейки, сепаратора, каретки. Практически все узлы изготавливаются из металла.
Пильный узел
Важным элементом конструкции можно назвать пильный узел. Самодельный вариант исполнения зачастую представлен сварной конструкцией, так как подобный метод соединения элементов позволяет эффективно бороться с вибрацией, возникающий при пилении. Главной проблемой рассматриваемого технологического процесса является образование на облицовке сколов, которые снижают качество получаемого материала. Именно поэтому пильный узел имеет два пильных диска, что и позволяет исключить вероятность появления проблемы.
Устройство пильного узла
К особенностям пильного агрегата можно отнести:
- Узел цельный, зачастую его отливают из чугуна.
- Некоторые модели могут иметь один электродвигатель, но зачастую устанавливают два – для каждой пилы.
- Ременная передача используется для того чтобы привести в движение подрезной диск. Отметим, что наличие ременной передачи – обязательное условие обеспечения длительной работы электродвигателя, так как подобный способ передачи усилия позволяет сгладить нагрузку, оказываемую на выходной вал электродвигателя.
- Диаметр пильных дисков может достигать 120 миллиметров. Изготавливают их из инструментальной стали, так как она более устойчива к истиранию.
- Электродвигатель через ременную передачу с различными шкивами должен обеспечивать до 8000 об/мин. Отметим, что чем выше показатель, тем более качественную поверхность можно получить. Однако повышение частоты приводит к уменьшению величины подачи и возникновению конструкционных проблем из-за оказания большой нагрузки на узел.
Важно отметить тот момент, что сделанный своими руками вертикальный форматно станок может иметь поворотный пильный узел. Сделать его достаточно сложно, необходим для проведения распила под углом.
Основная пила
Разрабатывая форматно раскроечный станок дома своими руками чертежи следует учитывать, что вращение основной пилы должно быть с частотой 4-6 тысяч оборотов в минуту. При снижении показателя есть вероятность повреждения кромки. Если при создании конструкции использовать современный электродвигатель, то есть возможность регулировать чистоту вращения согласно особенностям обрабатываемого материала. Мощность электродвигателя должна варьировать в пределе от 3 до 5 кВт. С увеличением показателя мощности существенно повышается производительность, но также и расходы из-за потребления большего количества электричества. Провести регулировку можно также путем подбора шкивов ременной передачи, однако подобная перенастройка форматно-раскроечного станка требует определенного времени и расчетов.
В большей части моделей высота пропила и положение пилы регулируется путем передвижения всего пильного агрегата. При этом обеспечить подобную регулировку можно двумя основными методами:
- по вертикальным направляющим;
- за счет качения вокруг горизонтальной оси.
Также важным параметром можно назвать то, на какую высоты подымается пила относительно стола, так как этот показатель определяет максимальную толщину пропила.
Для перемещения заготовки во многих случаях используется роликовая тележка. Тележка движется по стальным направляющим, для чего в конструкцию включены сепаратор с шариками или роликами. Компенсаторы и регуляторы могут выглядеть различным образом, все зависит от достигаемой точности и качества при обработке.
Особенности подвижного стала
Большие трудности возникают при создании подвижного стола. Эта поверхность выступает в качестве базирующей поверхности, поэтому она должна выдерживать оказываемое воздействие. Нагрузка оказывается на саму каретку и соединительный элемент.
- Габаритный 3D-чертеж
- Габаритный чертеж форматного станка и картеки
Из-за конструктивных особенностей на месте контакта шариков и роликов возникает довольно большая нагрузка. Именно поэтому создавая свой форматно-раскроечный станок следует использовать специальные направляющие, которые не создают люфт при работе. От этого напрямую зависит точность обработки.
В качестве направляющих могут использоваться:
- ролики;
- шарики;
- комбинация роликов и шариков.
Наиболее популярной схемой является сочетание алюминиевой каретки и стальных направляющих, на которые устанавливаются линейные подшипники.
При самостоятельном изготовлении направляющих следует учитывать нижеприведенные моменты:
- сами направляющие могут быть выполнены в виде стальных полос;
- встраивание направляющих проводится таким образом, чтобы можно было размещать шарики в два канала.
Рассматриваемая схема позволяет раскрыть возможности рассматриваемого оборудования, так как нагрузка может эффективно гаситься в любом направлении. Для того чтобы они работали на протяжении нескольких лет следует выбирать материал для их изготовления, который был подвержен термической обработке.
В последнее время направляющие стали изготавливать из пластика. Достигнуть необходимой точности передвижения можно только в случае использования алюминиевого профиля с большим количеством внутренних ребер.
В заключении при рассмотрении вопроса того, как сделать форматно раскроечный станок отметим то, что самодельные варианты исполнения по показателю точности и функциональности существенно уступает моделям промышленного производства. Это связано с тем, что из-за наличия большого количества подвижных элементов существенно понижается жесткость конструкции. Самостоятельно создать направляющие, которые будут обеспечивать точное базирование заготовки, достаточно сложно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Станок для распила ДСП. Вертикальный или горизонтальный?
Современные технологии не стоят на месте. В мебельной промышленности это особенно важно. Каждое предприятие заинтересовано в эффективном и качественном выполнении своей работы. Так как спрос на мебельную продукцию имеет тенденцию постоянно увеличиваться, производство требует качественного и быстрого выполнения работы.
Закажите распил ЛДСП сейчас!…
…и вы получите качественно выполненную работу по самой ВЫГОДНОЙ цене в городе!
… А ИМЕННО:
1.Удобное расположение цеха распиловки
2.БЕСПЛАТНАЯ карта раскроя с минимальными остатками
3.Быстрое выполнение поставленной задачи
ПОДРОБНЕЕ

Но работа с ДСП не принесет хороших результатов, если, при ее обработке не использовать качественное оборудование. Устаревшие инструменты не смогут принести желаемого результата. И они в данное время не конкурентоспособны, ведь существует множество новых и высокоэффективных приспособлений.
На помощь предприятиям в данной отросли, приходят различное специальное древесно-стружащее оборудование. Одним из видов данного оборудования является станок для распила ДСП.
Почему в нашей стране заборы делают из досок, а мебель делают из опилок?
Рассмотрим основные технические особенности станков.
Сегодня рынок предлагает огромное количество распиловочных станков для распила ДСП. Все они имеют практически одинаковые принципы. Только могут отличаться некоторыми деталями, в зависимости от технических целей.
Устройство распиловочного станка состоит из таких частей:
- Поперечный стол, для распиловки плиты ДСП с нужными параметрами.
- Шариковая балка или роликовая каретка. чтобы перемещать плиты.
- Пильный механизм.
- Режущие узлы.
- Основные пилы и подрезные пилы.
В распиловочном станке для ДСП все детали имеет определенное предназначение.
Шариковая балка предназначена для перемещения плиты.
Пильный узел данного станка имеет определенный наклон, но может его изменять до 45 градусов. Эта его замечательная возможность улучшает качество резки.
Основная пила используется, для раскраивания листов. А для разрезания нижних краев листа ДСП служит подрезная плита. Она также имеет защитные свойства от различных повреждений шлифованных поверхностей плиты.
Существует очень большой выбор древесно-стружащих станков, имеющие свои характеристики, разные страны производителей и разную ценовую категорию.
Итальянские производители предлагают, например, станки пакетного раскроя плит. Станки могут использоваться для распила ламинированных плит. Станок такого вида стоит уже немного дороже.
Существуют также и станки для распила ДСП, так называемого премиум-класса. Это оборудование одно из самых универсальных. Станок хорошо подходит для производства на крупных предприятиях с большими объемами выполняемых работ. При этом выдерживает большие нагрузки, работает очень качественно и деликатно. Имеет высокие технические характеристики и соответственно более высокую ценовую политику, чем в вышеуказанных предложениях.
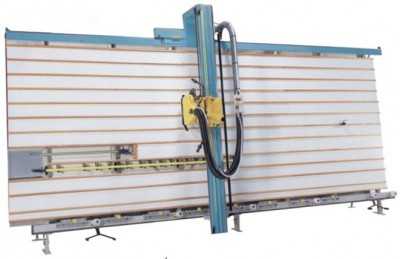
Рассмотрим основные принципы работы станков на примере вертикального-раскроечного.
Данный станок представляет собой вертикально установленную сварную раму. Как на верхней, так и на нижней части установлены направляющие, по которым осуществляется движение пильной балки, что помогает чётко зафиксировать правильный угол реза с абсолютной точностью выполнить заданную работу.
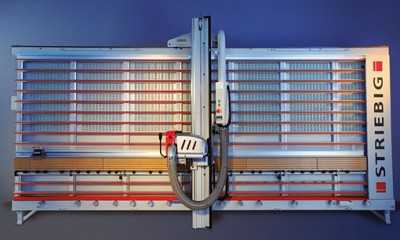
Пильная балка может приобретать специальное положение и для горизонтальных резов. Пиление на станке производится: сверху вниз и слева на право. Система противовесов дает возможность с легкостью осуществлять перемещение блока. Что немаловажно для удобной и комфортной работы.
В вертикально-раскроечном станке множество преимуществ. И это, прежде всего простота и комфортность в эксплуатации. И одним из таких является простая установка, а также легкий и быстрый демонтаж такого станка. Простой контроль размера реза, также очень важная его особенность. Компактность конструкции это еще одно немаловажное преимущество вертикально-раскроечного станка. Результатом применения такого станка является точность и высокое качество работы.

Видно, что разнообразие станков для распила ДСП очень велико. Что позволяет выбрать самый оптимальный вариант, индивидуально подходящий к каждому виду работ в данной сфере. В этом помогут разобраться и объемы, и технические характеристики, и конечно же ценовая политика что немаловажно.
Ещё полезные статьи на Шкафчикофф…
shkafchikoff.com
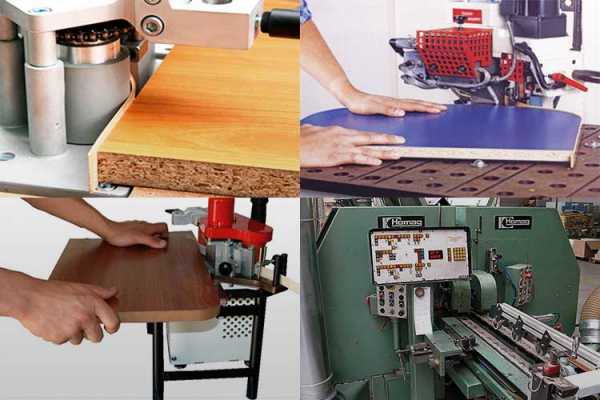
его устройство, виды и самостоятельное изготовление
Массив дерева иногда целесообразно заменить плитами на древесной основе. Особенно это актуально при изготовлении корпусной мебели.
Плиты всем хороши. Они имеют достаточную прочность, долговечны, но при одном условии – поверхность плиты надо ламинировать, а торцы оклеивать специальной лентой.
Обработать кромку единичного изделия можно вручную, но при больших объемах работ это неэффективно.
Кромочный станок поможет оклеить торцы деталей. Подобное устройство несложно купить готовым, выбрав оптимальную модель, или изготовить самостоятельно.
Не забудь поделиться с друзьями!Содержание статьи
Зачем нужен кромочный станок
Как только материал раскроен, вырезаны все необходимые детали, их кромки оклеивают лентой из различных материалов. В основном это материалы на основе ПВХ, бумаги, обработанных тканей. Данная процедура призвана решить сразу несколько задач.
Декоративное оформление. В продажу поступают ленты для оклейки кромок с различной текстурой и окраской. Чаще всего используется материал, имитирующий фактуру дерева или камня.
Защита плиты. Лента, которая используется для оклейки кромки, изготавливается из материалов на полимерной основе. Она характеризуется высокой прочностью и износостойкостью. Данное покрытие защищает плиту от возможных физических повреждений, проникновения влаги, разрушения структуры вследствие разбухания.

Защита людей от вредных испарений. Современная плита на основе дерева создается с использованием высококачественных материалов и вяжущих веществ, тем не менее ДСП на протяжении первых месяцев эксплуатации может выделять токсины. Защитить владельца от вредного влияния собственной мебели и призван станок для кромления ЛДСП.

Устройства данного типа являются узкоспециализированными, тем не менее подобный станок непременно должен быть в хозяйстве мастера, который занимается изготовлением мебели.
Виды кромочных станков
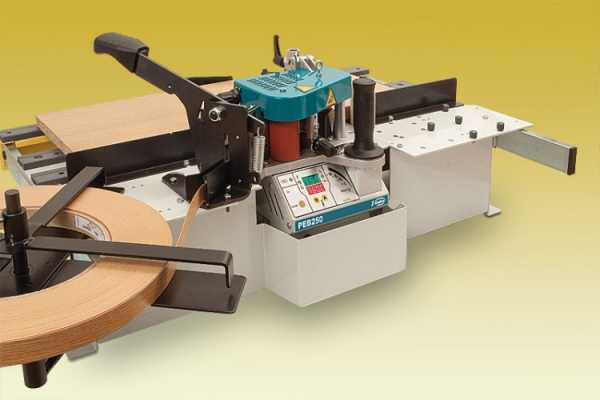
Промышленность выпускает различные кромочные станки, отличающиеся по ряду характеристик. Выбирая модель для собственной мастерской, стоит обратить внимание на ряд специфических особенностей того или иного устройства. Прежде всего, устройства разделяют по исполнению на ручные и стационарные.
Отличие очевидно – ручной инструмент держат в руках, двигая его вдоль торца заготовки. В ходе движения кромочный (кромкооблицовочный, как его еще называют) станок подготавливает ленту, клеит ее и прижимает к торцу плиты. Стационарный станок устанавливается неподвижно, обрабатываемые детали укладывают на столешницу и двигают вдоль рабочего модуля.
Обратите внимание! Стационарные станки отличаются типом подачи заготовки. Различают устройства с ручной подачей и полностью автоматические.

Станки с ручной подачей имеют небольшие габариты и могут работать с криволинейными заготовками. Автоматические не требуют присутствия оператора, но обрабатывают только прямолинейные кромки.
Также стационарные устройства можно классифицировать по степени сложности. Выделяют три категории:
- простой станок;
- устройство средней сложности с функцией резки;
- профессиональное кромочное устройство.
Простые станки умеют только клеить кромку, чаще всего для этого используется лента из ПВХ с уже нанесенным клеевым составом. Последующая обрезка и выравнивание выполняется вручную. Станки средней сложности, помимо оклейки, срезают лишний материал. Что касается профессиональных устройств, то они способны создавать идеально выровненную поверхность, часто с полировкой.
Основные элементы конструкции
Стационарный станок для кромки ПВХ состоит из станины, рамы, на которой закреплена столешница, и одного или нескольких рабочих модулей. В качестве материала для рабочего стола используют текстолит или другой относительно мягкий материал, который не повредит ламинированную поверхность плиты.
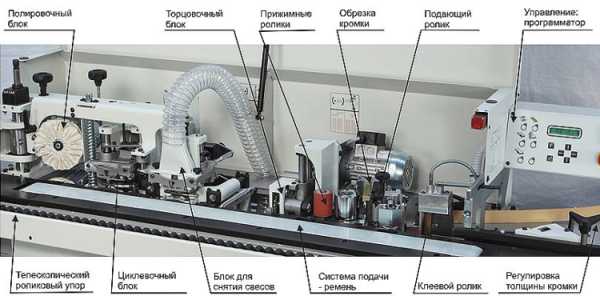
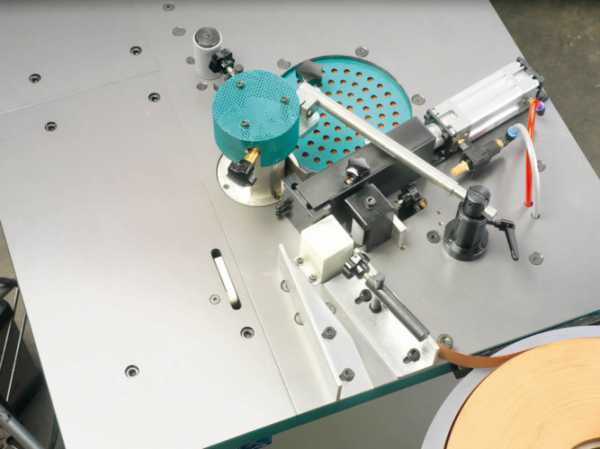
На столешнице крепится модуль, который отвечает за подачу ленты, ее отрезание, разогрев и нанесение клея на рабочую поверхность и, собственно, приклеивание. В большинстве случаев данный модуль допускает тонкую настройку, что позволяет работать с материалом различной ширины.
Одна из основных составляющих модуля – система подачи ленты. Она включает в себя штырь для установки рулона, приводной и нескольких направляющих роликов, резак гильотинного типа. Гильотина приводится в действие с помощью механического или пневматического привода. Приводной ролик имеет регулировку скорости вращения, что позволяет использовать станок для обработки деталей со сложной геометрией.

В качестве материала для оклейки кромки может использоваться лента без заранее нанесенного на нее клеевого состава. Для работы с таким материалом в модуле предусмотрена ванночка для клея с подогревом. Подготовленный состав с помощью валика равномерно наносится на ленту. В случае же использования ленты с клеем ванночка не нужна, для приклеивания ленты используется нагреватель, который разогревает клеевой слой. Лента прижимается роликом.
Обратите внимание! Чтобы на выходе можно было получить полностью готовую плиту, кромкоклеющий станок дополнительно комплектуется фрезерным модулем.
Он являет собой фрезу, вращающуюся с высокой скоростью, которая обрезает излишки материала и выравнивает поверхности во всех плоскостях. После фрезера опционально устанавливается модуль полировки, который идеально выравнивает срезы и боковую поверхность.
В конструкцию автоматических кромочных станков также входит система подачи и передвижения плиты. Она представляет собой несколько прорезиненных роликов, которые поддерживают заготовку и придают ей скорость, точно соответствующую скорости укладки кромочной ленты.
Кромочный станок своими руками
Устройства заводского изготовления отличаются высокой стоимостью, потому для небольшой домашней мастерской целесообразно изготовить станок собственноручно. Кромкоклеечный станок, изготовленный своими руками, будет заметно уступать покупным аналогам по мощности и производительности, но он с легкостью справится с объемом работы в домашней мастерской начинающего мебельщика.

Планируя изготовить подобный кромочный агрегат собственноручно, стоит трезво оценивать свои силы. Кромкооблицовочный станок – устройство повышенной опасности, и от качества его сборки зависит безопасность оператора. Важно понимать, что рабочие органы станка разогреваются до очень высоких температур. Пользуясь им, надо быть осторожным и соблюдать правила техники безопасности.
Элементы конструкции
Устройства данного типа используются на различных производствах, при этом имеют разную конструкцию. В общем случае самодельный станок должен включать в себя:
- устойчивую станину и удобный стол;
- узел подачи и центровки ленты;
- нагреватель с системой контроля температуры;
- термостойкие направляющие;
- систему обрезки излишков кромки;
- полировочный модуль.

Совокупность всех этих узлов являет собой достаточно сложное устройство, потому для домашнего использования можно ограничиться более простой конструкцией. В самодельном кромочном станке можно обойтись без излишней автоматики, оставив лишь приспособление, подающее ленту, и устройство ее нагрева. При этом придется использовать ленту с заранее нанесенным клеевым составом, что несколько дороже, но при этом удастся сэкономить на сложных составляющих станка.

Правильно изготовленное данное устройство можно использовать в качестве станка для кромления досок, фанеры, древесных плит и другого подобного материала. Станок будет иметь простую конструкцию, для его сознания не потребуются дорогостоящие узлы и агрегаты.
Порядок сборки
Прежде всего, необходима столешница из текстолита или фанеры, оклеенной пластиком. На нее крепится горизонтальный упор, металлический угольник, к которому будет прижиматься обрабатываемая заготовка.
В качестве нагревательного элемента и одновременно прижима рационально использовать металлический ролик с подогревом от строительного фена. В месте выхода ролика в направляющем угольнике предусмотрен вырез. Часть угольника за роликом можно оклеить мягким материалом, войлоком или сукном, который послужит для полировки.

Собственно, станок готов. Надо только вкрутить в столешницу штырь, который станет осью рулона, вывести конец ленты в рабочую зону, включить фен и дождаться, пока он разогреет валик. Далее торец обрабатываемой детали подводится к горизонтальному упору и можно клеить начало ленты. Заготовку двигают вдоль направляющей, при этом надо стараться не перегреть ленту, но и обеспечить максимальную прочность соединения.
Уход за кромочным станком
Неважно, используется ли заводское оборудование или изготовленный своими руками простенький станок, необходимо соблюдать меры безопасности при работе с ним и обеспечить своевременное его техническое обслуживание. Есть несколько важных правил, игнорирование которых может привести к выходу устройства из строя или к травме оператора.
- Перед началом работы обязательно изучить устройство и принцип действия кромочного станка, расположение органов управления.
- Прежде чем включать устройство, необходимо удостовериться в целостности питающих кабелей и защитных механизмов.
- Не допускать попадания в рабочую зону масла, воды и прочих жидкостей.
- Содержать рабочее место в чистоте.
- Подвижные детали устройства должны быть смазаны с использованием рекомендуемых материалов.
- В процессе работы необходимо контролировать температуру прижимного ролика, не допускать перегрева, пригорания клеевого состава.
- Если в ходе эксплуатации заводского оборудования возникли сложности, не стоит пытаться исправить их самостоятельно, надо обращаться за помощью к специалистам.
Времена меняются, технологии заметно облегчают жизнь домашнему умельцу. Сейчас делать мебель самому просто как никогда, надо лишь немного инструмента и оборудования. Тем, у кого возникло желание попробовать себя в качестве мебельщика, вряд ли удастся обойтись без этого полезного приспособления. Для начала стоит изготовить простенькое устройство, попробовать себя в новом качестве, а там и задуматься о покупке полноценного заводского оборудования.
drevogid.com
Станок для ламинирования дсп, лдсп производство
 Технология ламинирования и каширования ДСП. Производство ламинированного ДСП. Декоративное покрытие мебельных плит.
Технология ламинирования и каширования ДСП. Производство ламинированного ДСП. Декоративное покрытие мебельных плит.
Для использования ДСП в мебельном производстве шлифованное ДСП подвергают декоративной обработке — наносят декоративное покрытие из бумажно-слоистых (меломиновых) пленок.
На этом участке производства шлифованное ДСП превращают в ламинированное, в ЛДСП. Производство ЛДСП предсставляет собой процесс облицовки шлифованных плит ДСП пленками на бумажной основе (бумажно-слоистыми плёнками).
Существует два способа декоративной обработки плит ДСП бумажно-слоистыми пленками:
- Ламинирование ДСП.
- Каширование ДСП.
Основное различие между ламинированием и кашированием плит ДСП в том, что при ламинировании декоративное покрытие создается при прессовании химическим путем и является составляющим плиты, а при кашировании к плите приклеивается уже готовая твердая бумажная-смоляная пленка.
Ламинирование ДСП.
Ламинирование ДСП — это процесс покрытия поверхностей плиты бумажно-смоляными плёнками, пропитанными смолами. Комплексное воздействие давления (25-28 МПа) и высокой температуры(140-210 ̊ С) способствует тому, что пленка практически «врастает» в поверхность ДСП. Само слово «ламинирование» (lamination) имеет английское происхождение и переводится как «расслоение, раскатка, напластование».
Линия ламинирования ДСП, производство Китай. (фото с сайта: china1.ru)


Линия быстрого ламинирования.
Как начать бизнес по производству ламинированного ДСП
(фото: elo.ru)
Составляющие линии:
| Подача плиты в пресс. | Мультивакуумное устройство с переворотной планкой для укладки пленки. |
 |  |

ДСП ламинированное.
Каширование ДСП.
Каширование ДСП — припрессовывание отвержденной пленки к древесностружечной плите. По всей поверхности плиты наносят слой клея и к этому слою припрессовывают твердую декоративную пленку. Процедура каширования плит ДСП проходит при более «мягких» условиях, чем при ламинировании: под давлением в 5-7 МПа и при температуре 120 -150 ̊С. Термин «каширование» имеет немецкие корни и произошло от немецкого Kaschieren, которое означает «оклеивать бумагой».

Линия каширования ДСП. (фото с сайта: izoplit.ru)
Видио процесса каширования какого-то плитного материала на одной из китайских фабрик.
Кашированные панели ДСП толщиной 10 мм.

Кашированное ДСП. (фото с сайта: woodkeep.ru)
| Интересная информация. Некоторые крупные заводы по производству серийной мебели для снижения себестоимости готовой продукции имеют свои цеха каширования ДСП. Такие заводы закупают или производят мелкими партиями шлифованное ДСП, распиливают его в таком виде, по чистовым размерам, на детали в соответствии с технологической картой того или иного изделия мебели. Затем партия таких “сырых” деталей отправляется на линию каширования. Откуда попадают в цех, где в уже облицованных деталях на специальных многошпиндельных станках сверлят отверстия для установки фурнитуры и сборки готовой мебели. Метод облицовки ДСП — каширование ими используется, как несколько технологически простой и менее затратный. |
Упаковка плит ДСП на паллеты.
В соответствии с требованиями стандарта плиты сортируются, а затем или раскраиваются на заготовки для мебельных щитов, или отправляются потребителям полноформатными.
В зависимости от критериев внешнего вида плиты (трещины, сколы, окрашивание, пятна, выступы и углубления) плиты ЛДСП делятся на следующие сорта:
- ЛДСП — 1 сорт (дефекты не приемлемы кроме минимальных),
- ЛДСП — 2 сорт (допустимы крупные дефекты поверхности),
- без сорта (кардинальные дефекты поверхности).
Меламиновая плёнка для облицовки ДСП.
Меламиновые плёнки – современный облицовочный материал на основе декоративных бумаг различной плотности (однотонных или с печатным рисунком), пропитанных аминоформальдегидными смолами с неполной степенью поликонденсации. (фото с сайта: bimma.ru)
 Чтобы получить меламиновую пленку необходимо пропитать специальную декоративную бумагу смолой. Пропитка происходит в несколько приёмов. На пропиточной машине происходит сначала нанесение смолы валиком на нижнюю сторону полотна, а потом бумага полностью погружается в смолу, находящуюся в ванне. Между первой и второй ступенями пропитки бумага проходит зону «пенетрации». Во время прохождения этой зоны в бумагу проникает нанесенная на нижнюю сторону смола и вытесняет воздух из бумаги. Благодаря вытеснению воздуха достигается хорошее пропитывание середины бумаги в дальнейшем.
Чтобы получить меламиновую пленку необходимо пропитать специальную декоративную бумагу смолой. Пропитка происходит в несколько приёмов. На пропиточной машине происходит сначала нанесение смолы валиком на нижнюю сторону полотна, а потом бумага полностью погружается в смолу, находящуюся в ванне. Между первой и второй ступенями пропитки бумага проходит зону «пенетрации». Во время прохождения этой зоны в бумагу проникает нанесенная на нижнюю сторону смола и вытесняет воздух из бумаги. Благодаря вытеснению воздуха достигается хорошее пропитывание середины бумаги в дальнейшем.
После первой пропиточной машины бумага сушится, в результате чего происходит удаление летучих веществ. Затем полотно поступает во вторую пропиточную машину. Там слой меламиноформальдегидной смолы наносится на обе стороны бумажного листа. Целью нанесения второго слоя смолы, является придание верхнему слою повышенных свойств текучести при прессовании, а также придание облицовочной поверхности гладкости и повышенной прочности.
Затем бумага поступает в другую сушилку, имеющую три зоны обогрева и одну зону охлаждения. Попадая в зону охлаждения, полотно пленки поступает на роликовый транспортёр (рольганг), валы которого охлаждаются водой. Так бумага превращается в плёнку. После этого пленка режется на листы заданного размера. Эти листы пленки укладываются на листоукладчике в стопы и упаковывается.
Использованные источники:
- service-group.ru — ООО “СервисГруп”
- elo.ru — Компания ЭЛО.
- monzadp.ru
- bimma.ru — ООО «Бимма-Декор.
- woodkeep.ru
- monzadp.ru — ОАО “Корпорация Вологдалеспром”.
Вопросы и обсуждение на форуме:
Вспомогательная информация.
Можно копировать с указанием на источник и активной индексируемой гиперссылкой на сайт www.makuha.ru
kvartal-sobitii.ru
Форматный станок для начинающих | Блог интересных идей

Форматно-раскроечные станки – это один из основных видов необходимого оборудования для изготовления мебели. Раскрой плит ДСП, ДВП и МДФ и других листовых материалов производится с помощью форматно-раскроечных станков.
Одно из основных свойств форматников – точность распила, так как этот параметр оказывает большое влияние на качество изготовляемой мебели.
Без форматно-раскроечного станка в мебельном производстве делать нечего, но не у всех есть возможность начать бизнес с покупки хорошего оборудования. И тут на помощь приходит бесценный опыт товарищей-мебельщиков, которые с удовольствием делятся своими наработками на форуме мебельщиков.
Рассмотрим изобретение пользователя DokaLe, это НЕ первый его форматник, потому в данном варианте учтен опыт предыдущей работы над станком. Станок обеспечивает достаточно высокую точность раскроя, 0.1 мм при прямолинейной обработке по длине 2750мм, что является отличным показателем для самодельного оборудования. Сам станок занимает места меньше чем «заводские» образцы, длина станка составляет 4,5 метра и умещается в гараже размерами от стены до стены 6м, в то время когда для размещения «заводского» станка необходимо порядка 7 м. что является причиной поиска помещений с более высокой арендной платой.

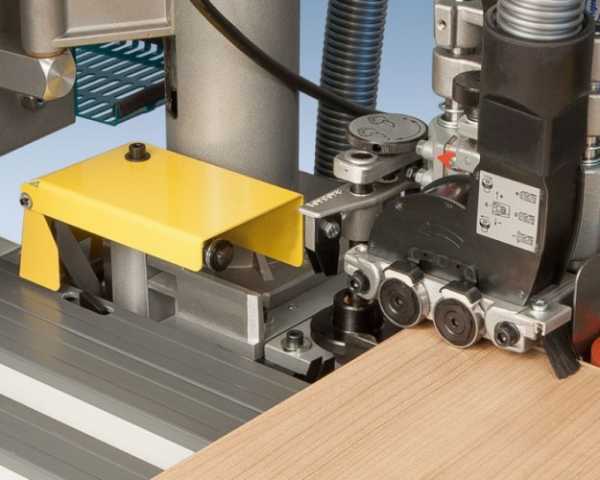
Пильный узел с коробом для сбора опилок. Обратите внимание, что диски крутятся «друг на друга».

Пульт управления.

Линейка, с ограничительным прижимом.
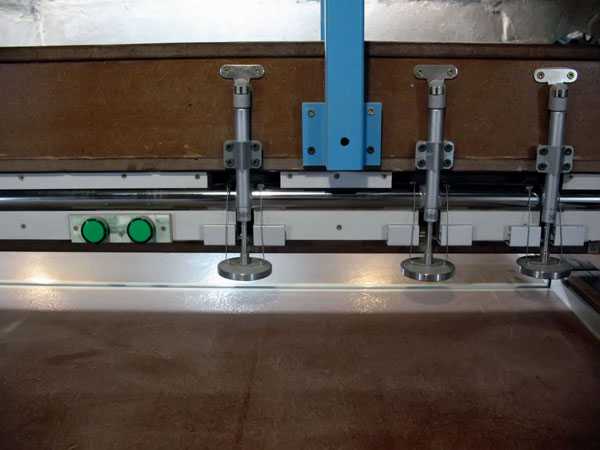
Прижимы.

Станина.
Посмотрите видео ролик о работе данного станка:
Перед тем как продолжить расссказ про данный станок, хочу показать, как выглядел предыдущий вариант. Он был очень прост в изготовлении и имеет низкую себестоимость. Проработал 10 лет.На станке стоят дешевые китайские диски АТАКА, но пилят они почти без сколов. Каретка перемещается с помощью 12 подшипниковых колес от болгарского накопителя на магнитных носителях. На каждый пильный диск был установлен отдельный двигатель.

Станина.


Перемещение каретки.


Вал с ременной передачей.
Итак, вернемся к новой модели. Станок позволяет обрабатывать детали с длиной пропила 2770мм, при длине стандартного листа 2750мм. Если необходимо распилить лист длиной 3500 мм. тогда потребуется его предварительно распилить на две части.
На станке предусмотрен расклинивающий нож, и это не случайно.

При обкатке нового станка отлетел обрезок (100х100мм) по ходу основной пилы. После экспериментов стало понятно, что обрезок подкидывает задним фронтом основной пилы и выкидывает вперед на подающего материал. (на видео есть момент без расклинивающего ножа и корпуса), после чего поставили нож. Это единственная его функция при данной конструкции станка.
Дело в том, что листы ЛДСП имеют внутреннее напряжение. Особенно это заметно на залежалых деталях или отсыревшем материале. Такой материал после пропила основным диском, начинает сжимать пропиленную щель. Если лист большой, то обратным ходом диска может поколоть лицевую сторону матераила. Если деталька маленькая, то ее может подбросить вверх. Поэтому расклинивающий нож необходим. Толщина ножа должна быть не меньше ширины диска, тоесть примерно 4 мм.
Рассмотрим более подробно из чего состоит станок и основные характеристики:
– двигатель основного вала – АИРЕ 80, 220В, 2800 об/мин, 2,2 кВт;
– двигатель подрезного узла – АИРЕ 71, 220В, 2800 об/мин, 1,1 кВт;
– ступенчатая скорость каретки обеспечивается двигателем постоянного напряжения 36В;
– редуктор червячный самый маленький из серии, 28-й, итальянского производства, оказался дешевле российского аналога почему-то.
На редукторе два шкива с двух сторон, каретка передвигается при помощи двух трехмиллиметровых тросиков в оплетке. На основном валу получаем скорость вращения 3500 об/мин, установлен клиновой ремень. Для подрезки получается более скоростной выход — 5800 об/мин, установлен поликлиновой ремень на 8 ручьев.
Основная пила имеет подъем 0-52мм, подрезная 0-4мм. Наклона пилы под углом нет. В качестве направляющих выступает калиброванный прут 25мм длиной 4,2 метра.

Каретка сделана из 30мм текстолита, размер 750х500мм. Все 8 роликов каретки каленые, по два подшипника в каждом. Стоят они парами под различными углами наклона, потому касание роликов с направляющей происходит в разных точках, это уменьшает износ направляющих, не дает накатывать канавку. С обеих сторон направляющей установлены конечные выключатели. На обратном ходу установлен дублирующий резервный конечник, на случай выхода из строя основного, а для индикации неисправности основного конечника установлена световая сигнализация.
Для цепи управления станком в силовой шкаф установили стабилизатор Ресанта 500Вт.
Столы изготовлены из МДФ толщиной 21мм и 32 (16+16)мм.
В качестве прижимов используются обычные мебельные газ-лифты на 5 килограмм.
Джойстик используется самодельный, трещетку взяли из автомобильного набора головок.
Везде использовались закрытые с обеих сторон малошумящие немецкие подшипники.
Габаритные размеры станка – 4500х2800мм.
Настройка станка производилась прибором (в быту называют цешкой) на замыкание с помощью двух натянутых струн. Настройка подрезки под основную пилу производилась с помощью прокладочных колец.
Процесс настройки происходит следующим образом.
Натягиваем два тросика 1мм сбоку и сверху. На направляющей устанавливается специальное приспособление с двумя пластинками, которые стоят в вертикальной и горизонтальной плоскости. Ее поверхности касаются с тросиком (на фото видно намеченные места касания). К тросикам подключен первый вывод «цешки», а к направляющей второй, установлен режим «ОМ». Направляющая и тросики изолированы (нет гальванической связки). Между верхним тросом и верхней пластинкой вставляем лист бумаги, внизу к профилю прикручивается струбцина (см. фото), у нее есть два болта. Настраиваем на касание с тросом (смотрим по прибору). После этого убираем бумагу и вставляем между боковым тросом и боковой пластиной (у автора штырь). С помощью болтов настраивается высота на замыкание (видно по прибору). Процедура повторяется отдельно с каждым узлом, в авторском варианте по 25 на каждой направляющей.
Ниже представлены рисунки каретки и валов, а также чертежи роликов и шарниров.
Также интерес представляет и оригинальная конструкция кабель-каналов из фанеры, за работой которых можно понаблюдать в видеоролике. Как видно, уложенные в них провода и шланги нигде не перегибаются и не придавливаются, что увеличивает износостойкость и продляет жизнь станку.
Направляющие, сделанные из стали повышенной прочности 40Х, калибруются в специальных цехах методом волочения (разг. Протаскивания) через отверстие определенного диаметра, такие предприятия есть в любом среднем городе.
Регулировка плоскости стола относительно направляющей осуществляется следующим образом:
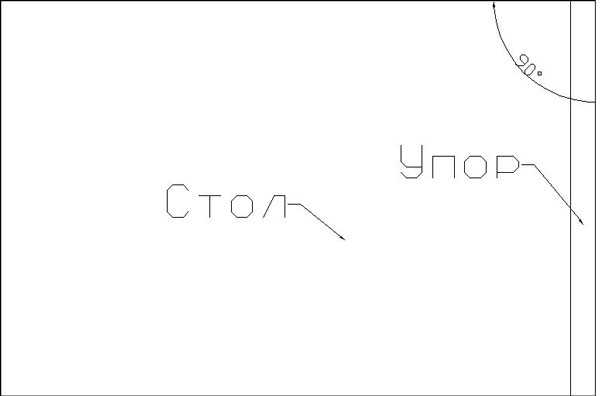
К столу под углом 90° клеится упор.
Выравниваем стол параллельно ходу каретки (на глаз). Стол прикручиваем одним саморезом к основанию станка. Берем прямоугольный кусок ЛДСП 600х600 мм. Поочередно срезаем с каждого края по 3мм (при этом деталь вращается строго по часовой стрелке 4 раза). После этого пятый раз поворачиваем деталь по часовой стрелке и делаем срез 15мм, берем этот отрезок, ставим на ребро и ломаем посередине. Полученные две части складываем вместе.
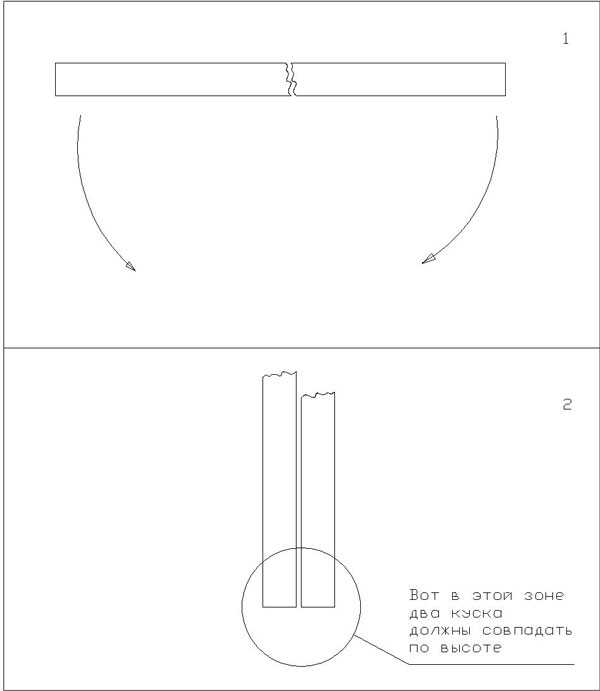
Если куски не совпали – начинаем двигать столешню в нужную сторону и повторяем процедуру с пилением ламината до получения идеального результата – точного совпадения высоты двух частей. Когда нужный результат достигнут – прикручиваем намертво столешню.
При работе со станком следует учесть следующие моменты:
Если не отвести каретку назад и положить деталь на стол – каретка будет возвращаться в автоматическом режиме не зависимо от того держит ли рабочий джойстик или нет. При этом она врежется в деталь рассекателем, если рабочий не успеет нажать красную кнопку аварийной остановки. Ничего страшного не произойдет, максимум испортится деталь, но в принципе при небольшой доработке эта проблема решаема.
Если нужно отпилить угол с детали немного неудобно целиться, но это легко решается установкой лазерной полосы там где движется пила.
Максимальная длина детали которую можно прогнать 2800мм, это следует учитывать.
А так получается очень надежный, удобный и компактный форматный станок для небольшого производства. Сейчас один из пользователей, dabasov, успешно повторяет опыт автора и собирает такой же аппарат для своего строящегося цеха.
Наблюдать за темой можно на форуме.
Не забудьте поблагадарить автора концепта, за предоставленную информацию. Отдельное спасибо пользователю DokaLe от «Блога интересных идей».
andreylappo.ru
| Опубликовано: Май 19, 2012 Общие сведения. В качестве древесного технологического сырья для производства древесностружечных плит применяют: неделовую древесину – лесоматериал |
mirhat.ru