Станок координатно расточной 2д450 – 2Д450 станок координатно-расточный. Паспорт, схемы, характеристики, описание
alexxlab | 18.10.2020 | 0 | Вопросы и ответы
2Д450 станок координатно-расточный. Паспорт, схемы, характеристики, описание
Сведения о производителе координатно-расточного станка 2Д450
Производитель координатно расточных станков 2Д450 Московский завод координатно-расточных станков «МЗКРС».
Московский завод координатно-расточных станков, одно из старейших предприятий станкоинструментальной отрасли, был основан в 1942 году, как первый в отечественной промышленности завод по производству прецизионных внутришлифовальных, координатно-расточных и специальных станков.
Наиболее известные координатно-расточные станки, выпускаемые заводом:
Часть конструкторской документации была передана на Куйбышевский завод координатно-расточных станков, где станки производились под другими наименованиями, например: 2А450 станок координатно-расточный (начало выпуска 1973 год).
Станки, выпускаемые Московским заводом координатно-расточных станков МЗКРС
Координатно расточные станки. Общие сведения
Синонимы: координатно-расточный станок, координатно-расточной станок, jig boring machine.
Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий (в пределах 0,005 — 0,001 мм), без применения приспособлений для направления инструмента.
На этих станках можно производить растачивание, сверление, зенкерование и развертывание отверстий, чистовое фрезерование торцов, измерение и контроль деталей, а также разметочные работы.
Станки могут применяться для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Координатно-расточные станки предназначаются для обработки отверстий с точным расположением их осей без применения разметки. Точность расположения отверстий достигается на этих станках в пределах 0,005—0,001 мм. На этих станках можно производить сверление, развертывание, зенкерование, растачивание отверстий и фрезерование поверхностей (фрезерование выполняется редко). Координатно-расточные станки используются также для измерения и контроля деталей, для точных разметочных работ.
Координатно-расточные станки чаще применяются в инструментальных и экспериментальных цехах.
Координатно-расточные станки бывают одно- и двухстоечные.
Одностоечные станки имеют крестовый стол, предназначенный для перемещения заготовки в двух взаимно перпендикулярных направлениях.
Двухстоечные станки имеют стол, находящийся на направляющих станины. Стол перемещает установленную на него заготовку только в направлении координаты х. С обеих сторон станины расположены стойки, на них помещена поперечина, на направляющих которой находится шпиндельная бабка. При движении шпиндельной бабки по направляющим поперечины ось шпинделя перемещается относительно установленного на столе изделия в направлении второй координаты у. Для подъема или опускания шпиндельной бабки поперечину перемещают вверх или вниз по направляющим стоек. Во всех типах координатно-расточных станков обработка отверстий производится с вертикальной подачей шпинделя при неподвижно закрепленных шпиндельной бабке и столе.
Для обеспечения получения более точного расстояния между центрами отверстий координатно-расточные станки должны быть установлены в отдельных помещениях, в которых всегда необходимо поддерживать постоянную температуру +20° С с отклонением не более чем ±1°.
Измерение расстояния между осями отверстий можно осуществить при помощи:
- жестких и регулируемых концевых мер, применяемых в сочетании с индикаторными устройствами
- точных ходовых винтов с лимбами и нониусами
- точных масштабов в сочетании с оптическими приборами
- индуктивных проходных винтовых датчиков
По первому способу измеряют набором концевых мер и штихмасом. Они располагаются между подвижным упором, установленным на столе, и штифтом индикатора, установленного на неподвижной стойке.
По второму способу измеряют с помощью точно изготовленных ходовых винтов, которые предназначены для перемещения стола и других частей. Величину перемещения отсчитывают лимбом с нониусом. Для устранения ошибок ходового винта очень часто применяют коррекционные линейки, которые через рычажную систему производят дополнительное перемещение стола.
Отсчет измерения по третьему способу производится по очень точному масштабу, наблюдаемому через микроскоп. Масштабом служит зеркальный стальной вал с нанесенной на его поверхности винтовой тонкой риской с шагом t = 2 мм или в виде плоской зеркальной шкалы. Преимуществом этого способа измерения является отсутствие износа зеркального вала или зеркальной шкалы, которые не используются для передвижения стола.
Четвертый способ измерения с применением индуктивных винтовых проходных датчиков обеспечивает возможность дистанционного менее утомительного наблюдения стрелки и шкалы электроиндикатора.
2Д450 станок координатно-расточный одностоечный с оптической системой отсчёта координат по осям X и Y. Назначение и область применения
Серийное производство координатно-расточного станка 2Д450 началось в 1973 году. На смену ему в 1984 году пришла более совершенная модель 2Е450.
Координатно-расточный станок 2Д450 с оптической системой отсчёта координат по осям X и Y предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат.
На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстояний. Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки.
Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм и в полярной системе — 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, 0,006 мм.
Установка оси отверстия на изделии относительно оси шпинделя на требуемую координату осуществляется движением стола или салазок, перемещение которых контролируется специальным оптическим устройством. Последнее базируется на точных линейках, закрепляемых в одном случае на столе (подвижная линейка), в другом — на станине (неподвижная линейка). Линейка стола имеет 1000 высокоточных делений через 1 мм, линейка станины — 630 делений. Штрихи делений проектируются на матовый экран с 75-кратным увеличением. Для оценки сотых долей одного интервала линейки в плоскости экрана имеется шкала со 100 делениями. Для получения отсчета большой точности на экране имеется дополнительная шкала, позволяющая производить отсчет до 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены ручной зажим стола, салазок и шпиндельной бабки.
Класс точности станка А по ГОСТ 8—71.
Модификации координатно-расточного станка 2Д450
2450, 2Л450А – 1100 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
2Д450АФ1, 2Д450АФ10 – координатно-расточный станок с устройством цифровой индикации по осям X и Y (УЦИ). Режим электронного маховика.
2Л450А, 2Л450АФ11-015, 2Л450АФ4-02 – координатно-расточный станок с универсальным поворотно-делительным столом с диаметром планшайбы 400 мм.
2Е450АФ30 – координатно-расточный станок с устройством числового управления (ЧПУ) с возможностью задания программы обработки в диалоговом режиме по осям X и Y и цифровой индикацией координат по оси Z.
2450А, 2Д450, 2Д450А, 2Е450А – 1120 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
2450АФ1, 2Д450АФ1, 2Е450АФ1 – координатно-расточный станок с устройством цифровой индикации (УЦИ)
2450АФ2, 2Д450АМФ2, 2Е450АМФ4, 2Л450АФ4-02 – координатно-расточный станок с устройством числового управления (ЧПУ)
2Е450АФ4, 2Е450АМФ4 – координатно-расточный станок с устройством числового управления (ЧПУ) с контурной обработкой по осям X, Y и Z. Графический монитор позволяет производить отладку программ без движения по осям. Программы обработки деталей могут быть подготовлены в диалоговом режиме стандартными текстовыми файлами или автоматизированными системами.
Габарит рабочего пространства координатно расточного станка 2Д450

Габарит рабочего пространства расточного станка 2д450
Рабочие присоединительные базы координатно расточного станка 2Д450

Присоединительные базы расточного станка 2д450
Общий вид координатно расточного станка 2Д450

Фото координатного расточного станка 2д450

Фото координатного расточного станка 2д450
Состав и расположение органов управления координатно-расточным станком 2Д450
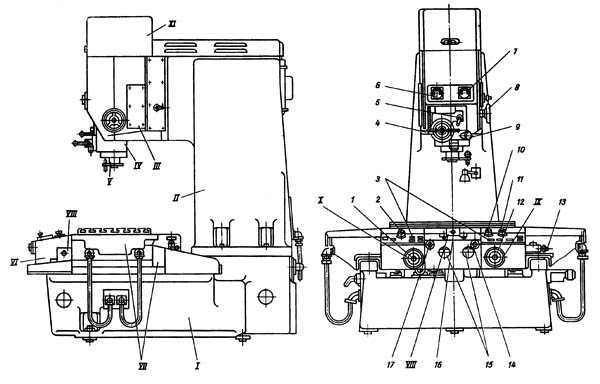
Состав и расположение органов управления станком 2д450
Компоновка координатно расточного станка 2Д450
Станок состоит из следующих основных групп:
- I – станина
- II – стойка
- III – блок направляющих
- IV – шпиндельная коробка
- V – шпиндель
- VI – пульт управления
- VII – стол и салазки
- VIII – механизм предварительного набора координат
- IX – привод перемещения стола
- X – привод перемещения салазок
- XI – коробка скоростей
Перечень органов управления станком 2Д450
- Маховичок ручного перемещения салазок
- Регулятор скорости перемещения салазок
- Пульт управления станком
- Рукоятка ускоренного перемещения шпинделя
- Рукоятка механизма отключения подачи гильзы на заданной глубине
- Указатель чисел оборотов шпинделя
- Маховичок установки ступеней чисел оборотов шпинделя
- Маховичок ручной подачи шпинделя
- Регулятор подачи гильзы шпинделя
- Регулятор скорости перемещения стола
- Маховичок ручного перемещения стола
- Механизм набора координат салазок
- Маховичок микронной шкалы стола
- Кнопки приведения отсчета оптической системы к нулю
- Механизм набора координат стола
- Маховичок микронной подачи салазок
Пульт управления координатно-расточным станком 2Д450
Пульт управления координатно-расточным станком 2д450
Некоторые особенности системы управления станком (рис.6)
- Переключение ступеней чисел оборотов шпинделя маховичком следует производить только при невращающемся шпинделе. Если производится переключение и шестерни не включаются, следует провернуть шпиндель вручную.
- Отключение вращения шпинделя возможно со свободным выбегом при легком нажиме на кнопку 13 “Стоп”, либо с торможением электродвигателя при нажиме (до отказа) на эту же кнопку.
- Кнопка 16, “Проворот”, включает медленное вращение шпинделя, при котором может производиться центрирование отверстий при помощи центроискателя.
- Увеличение числа оборотов шпинделя достигается нажатием на кнопку 15, а уменьшение – на кнопку II.
- Вращение и подача шпинделя в крайних положениях гильзы отключаются автоматически. Движение гильзы для отжима инструмента осуществляется нажатием на кнопку 9,”Инструмент”.
- Выбор величины подачи гильзы осуществляется регулятором 3 с контролем по указателю скорости 7 (см.рис.5).
- От двух кнопок 14 и 12 “Вверх” и “Вниз” ведется управление шпиндельной коробкой. В крайних положениях движение коробки отключается автоматически.
- Станок не может быть включен, если регуляторы скорости движения стола 4 и регулятор скорости движения салазок 17 не находятся в нулевом положении. Это предусмотрено как блокировка от самопроизвольного включения движения стола и салазок»
- Перед началом движения стола или салазок, если узел был зажат, происходит автоматический отжим. Для останова движения соответствующий регулятор ставится в нулевое положение.
- Подсветка оптики включается кнопками 10 “Освещение оптики” или автоматически при отработке перемещения с предварительным набором и остается включенной определенное время, достаточное для отсчета координат.
- Зажим и отжим стола или салазок происходят при нажиме на соответствующие кнопки 8 и 6. Контроль осуществляется по сигнальным лампочкам 7.
- Работа механизма предварительного набора координат подготавливается выключателем I. После ручной установки по лимбам заданной величины перемещения движение узла включается кнопкой 5 “Отработка”. После остановки узла координата проверяется по растру экрана и в случае необходимости вносится поправка маховичком ручного перемещения. Затем нажимом на соответствующую кнопку производится зажим узла.
- Отключение электропитания станка производится кнопкой 2 (“Общий стоп”), окрашенной в красный цвет.
- Свободный проворот шпинделя от руки возможен лишь в нейтральном положено блоков шестерен коробки скоростей, отмеченном на указателе включенных ступеней чисел оборотов.
- При пользовании устройством для отключения подачи на заданной глубине лимб следует закреплять в положении, при котором деление, указывающее длину заданного хода гильзы, совпадает с нулем нониуса. Отключение подачи происходит при совпадении нулей лимба нониуса.
Кинематическая схема координатно-расточного станка 2Д450
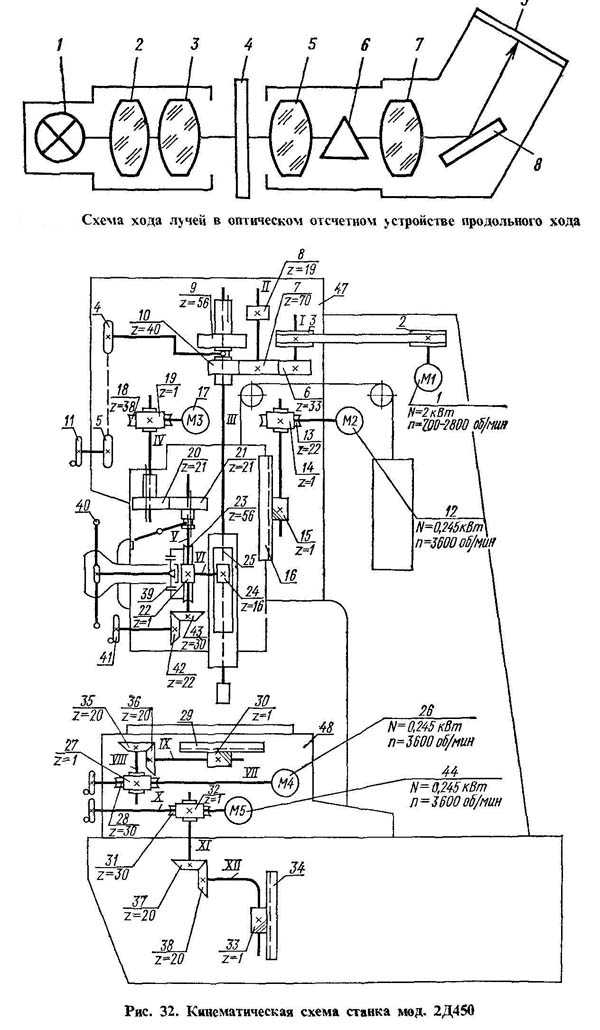
Кинематическая схема координатно-расточного станка 2д450
Кинематическая схема станка
Цепь главного движения определяет вращение шпинделя с режущим инструментом, которое осуществляется от регулируемого электродвигателя постоянного тока 1 через ременную передачу 2— , вал I, зубчатые колеса 6—7, вал II, колеса 8—9 или 7—10 на шпиндель III. Частота вращения шпинделя изменяется бесступенчато путем регулирования электродвигателя 1 в пределах 700—2800 об/мин. Переключение ступеней частоты вращения двухступенчатой коробкой скоростей производится маховичком 11 через цепную передачу 4 — 5. Частота вращения контролируется тахогенератором, установленным на валу I.
Вертикальная подача гильзы шпинделя осуществляется от отдельного электродвигателя 17 постоянного тока с широким диапазоном регулирования. Вращение через червячную передачу 18—19, шлицевый вал IV, зубчатые колеса 20—21, вал V червячную пару 22-23, фрикционную муфту 39 и вал VI передается на зубчатое колесо 24, находящееся в зацеплении с рейкой 25 гильзы шпинделя. Рукоятками 40 при выключенной муфте можно вручную производить подъем или опускание гильзы шпинделя. Для более точных перемещений гильзы имеется маховичок 41, связанный с валом V коническими колесами 42-43. Автоматическое выключение подачи гильзы шпинделя при достижении заданной глубины сверления осуществляется отключением электродвигателя 17 микропереключателем.
Установочное перемещение шпиндельной головки производится от асинхронного электродвигателя 12 через червячную передачу 13—14 и реечную 15—16. Перемещение заготовки в прямоугольной системе координат производится за счет перемещения стола в продольном направлении и салазок — в поперечном от двух независимых электродвигателей постоянного тока 44 и 26 через аналогичные червячные передачи 27—28 и 31-32, конические передачи 35-36 и 37-38, реечные передачи 29-30 и 33-34.
Для закрепления стола, салазок и шпиндельной головки в нужных положениях применены унифицированные зажимы.
Ход лучей в оптическом отсчетом устройстве продольного хода станка 2Д450

Рис. 9. Ход лучей в оптическом отсчетом устройстве продольного хода
- осветитель
- продольный масштаб
- объектив
- призма приведения отсчета к нулю
- плоскопараллельная пластинка
- окуляр
- коррекционная линейка
- экран
- маховичок микронной шкалы
- маховичок приведения отсчета к нулю
Ход лучей в оптическом отсчетном устройстве поперечного хода станка 2Д450

Рис.10. Ход лучей в оптическом отсчетном устройстве поперечного хода
- осветитель
- окуляр
- экран
- маховичок микронной шкалы
- маховичок приведения отсчета к нулю
- поперечный масштаб
- плоскопараллельная пластинка
- блок подсветки с объективом
- объектив
- коррекционная линейка
Оптическое устройство отсчета координат для стола и для салазок координатно-расточного станка 2Д450
Установка оси отверстия на изделии относительно оси шпинделя на требуемую координату осуществляется движением стола или салазок, перемещение которых контролируется специальным оптическим устройством. Это оптическое устройство базируется на точных стеклянных масштабах, закрепляемых в одном случае на столе (подвижный масштаб), в другом на станине (неподвижный масштаб).
Стеклянный масштаб стола имеет 1000 высокоточных делений через миллиметр, стеклянный масштаб салазок – 630. Штрихи делений проектируются на матовый экран с 75-кратным увеличением, т.е. миллиметровый интервал между штрихами стеклянного масштаба виден на экране в 75 раз увеличенным и равен 75 мм.
Для оценки сотых долей этого интервала в плоскости экрана имеется шкала со 100 делениями, позволяющая отсчитывать сотые доли миллиметра.
Отсчет желаемой координаты с точностью до пяти микрон может быть произведен методом биссектирования в световую щель, образуемую ближайшими штрихами шкалы экрана (рис.11), без вмешательства со стороны работающего на станке.
Для получения отсчета большой точности на экране имеется дополнительная шкала микрон (рис.12, 13), позволяющая производить отсчет до 0,001 мм. Требуемое число микрон устанавливается вращением маховичка I (рис.9) микронной шкалы.
При ориентировании начальной базы отсчета координат на изделии относительно оси шпинделя, удобно приводить отсчет полученных для нее координат к целому числу.
Для этого надо вращать маховички приведения отсчета к нулю. При этом в отсчетном устройстве продольного хода происходит разворот призмы 4 (см.рис.9), а в отсчетном устройстве поперечного хода – перемещение окуляра 2 (см.рис.10),что вызывает смещение изображения штрихов масштаба на экране.
Смещение изображения штриха масштаба ведут до совмещения его с ближайшим нулевым или сотым делением сетки на экране.
После этого пользоваться механизмом приведения отсчета к целому числу нельзя до окончания всей серии перемещений и отсчетов, т.е. до перехода к новому началу координат.
Отсчетная система станка снабжена коррекционными линейками, которые через толкатель и рычажок наклоняют плоскопараллельную пластинку, расположенную в ходе лучей. Этим достигается смещение изображения визируемого штриха на величину коррекции.
2Д450 станок координатно-расточный. Видеоролик.
Технические характеристики координатно-расточного станка 2Д450
| Наименование параметра | 2А450 | 2Д450 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления в стали 45, мм | 30 | 30 |
| Наибольший диаметр расточки в стали 45, мм | 10..250 | 10..250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 250..750 | 200..800 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 710 | 710 |
| Рабочий стол и салазки | ||
| Рабочая поверхность стола, мм | 1100 х 630 | 1120 х 630 |
| Наибольшая масса обрабатываемого изделия, кг | 600 | |
| Наибольшее перемещение стола, мм | 1000 х 630 | 1000 х 630 |
| Число Т- образных пазов на столе | 7 | 7 |
| Величина ускоренного перемещения стола, мм/мин | 1200 | 1500 |
| Пределы рабочих подач (скорость) стола при фрезеровании, мм/мин | 30…200 | 30..300 |
| Способ отсчета координат и размеров по экрану | оптический | оптический |
| Цена деления растровой сетки установки координат, мм | 0,002 | 0,001 |
| Точность механизма предварительного набора координат, мм | 0,6 | |
| Выключающие упоры стола и салазок | имеются | имеются |
| Шпиндель. Шпиндельная коробка | ||
| Частота вращения шпинделя (б/с регулирование), об/мин | 50…2000 | 50…2000 |
| Наибольшее вертикальное (ход) перемещение шпинделя (ручное, механическое), мм | 250 | 270 |
| Наибольшее вертикальное перемещение шпиндельной коробки (установочное), мм | 250 | 330 |
| Пределы рабочих подач на один оборот шпинделя (б/с регулирование), мм | 0,03…0,16 | |
| Пределы рабочих подач шпинделя (б/с регулирование), мм/мин | 4..300 | |
| Внутренний конус шпинделя | Специальный | 7:24 |
| Наибольший конус закрепляемого инструмента | Морзе 4 | Морзе 4 |
| Закрепление шпиндельной коробки на направляющих | ручное | ручное |
| Предохранение от перегрузки механизма подач | есть | есть |
| Привод | ||
| Количество электродвигателей на станке | 6 | 6 |
| Электродвигатель привода главного движения, кВт | 4,5 | 2,2 |
| Электродвигатель привода перемещения шпиндельной коробки, кВт | нет | |
| Электродвигатель привода перемещения стола, кВт | 0,245 | |
| Электродвигатель привода салазок, кВт | 0,245 | |
| Электродвигатель привода зажима отжима стола, кВт | 0,05 | нет |
| Электродвигатель привода зажима отжима салазок, кВт | 0,05 | нет |
| Электронасос охлаждающей жидкости Тип | ПА-22 | |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок (длина х ширина х высота), мм | 2670 х 3305 х 2660 | 3305 х 2705 х 2800 |
| Масса станка, кг | 7300 | 7800 |
Связанные ссылки
Каталог координатно-расточных станков
Паспорта координатно-расточных станков
stanki-katalog.ru
Координатно-расточной станок с УЦИ 2Д450АФ10
Если Вам необходимо купить Координатно-расточной станок с УЦИ 2Д450АФ10 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Координатно-расточной станок с УЦИ 2Д450АФ10 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Координатно-расточной станок 2А450 | 2Д450 | 2Е450 | 2Е450АФ30 | 2450 | Характеристики | Цена

Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450 – предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат. На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстояний. Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450 используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки. Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм.
Точная установка стола на заданную координату производится вручную, маховичком. Станок снабжен устройством цифровой индикации, дающим возможность оператору производить установку координат с дискретностью 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены механические зажимы стола, салазок и ручной зажим шпиндельной бабки.
****
Станок 2А450 – одноколонного типа, имеет прямоугольный стол с продольным и поперечным перемещением. Предусмотрено установочное перемещение шпиндельной бабки.
Рабочее и ускоренное перемещение стола в продольном и поперечном направлениях осуществляются электрическими приводами с широким диапазоном регулирования, позволяющими повысить жесткость и производительность станка при фрезеровании.
Точная установка стола на заданную координату производится вручную, маховичком. Станок снабжен устройством цифровой индикации, дающим возможность оператору производить установку координат с дискретностью 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены механические зажимы стола, салазок и ручной зажим шпиндельной бабки.
****
Класс точности станка А по ГОСТ 8—71
Рабочая поверхность стола (длина х ширина), мм 1100×630
Наибольшее перемещение стола, мм:
продольное
поперечное
lO0O
630
Расстояние от торца шпинделя до поверхности стола, мм:
наибольшее
наименьшее
750
250
Расстояние от оси шпинделя до стойки (вылет), мм 710
Наибольший диаметр сверления, мм 30
Наибольший диаметр расточки, мм 250
Наибольший вес обрабатываемого изделия, кг 600
Дискретность установки координат, мм 0,001
Точность установки координат, мм 0,005
Диаметр универсального новоротного стола, мм 440
Диаметр горизонтального поворотного стола, мм 600
Конус отверстия шпинделя (специальный) 5°
Наибольший конус инструмента Морзе № А
Наибольшее перемещение шпинделя, мм 250
Наибольшее перемещение шпиндельной бабки, мм 250
Пределы чисел оборотов шпинделя в минуту 50-2000
Пределы подач шпинделя, мм/об. 0,03-0,16
Скорость перемещения стола, мм/мин рабочая (при фрезеровании) :
рабочая (при фрезеровании)
ускоренная
Габарит станка, включая ход стола и салазок (длина х ширина х высота), мм
Вес станка (без электрошкафа и принадлежностей), кг
20..315
1200
2670 х 3305 х 2660
7300
Модификации
- 2450, 2Л450А – 1100 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
- 2А450АФ10, 2Д450АФ10 – координатно-расточный станок с устройством цифровой индикации по осям X и Y (УЦИ). Режим электронного маховика.
- 2Д450АФ11-01, 2Л450АФ11-01 – координатно-расточный станок с устройством цифровой индикации по осям X, Y и Z и предварительным набором координат по осям X и Y. Предусмотрен следящий режим позиционирования и режим электронного маховика с дискретностью перемещения стола 0,001 и 0,01мм.
- 2Л450А, 2Л450АФ11-015, 2Л450АФ4-02 – координатно-расточный станок с универсальным поворотно-делительным столом с диаметром планшайбы 400 мм.
- 2Е450АФ30 – координатно-расточный станок с устройством числового управления (ЧПУ) с возможностью задания программы обработки в диалоговом режиме по осям X и Y и цифровой индикацией координат по оси Z.
- 2450А, 2Д450, 2Д450А, 2Е450А – 1120 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
- 2450АФ1, 2Д450АФ1, 2Е450АФ1 – координатно-расточный станок с устройством цифровой индикации (УЦИ)
- 2450АФ2, 2Д450АМФ2, 2Е450АМФ4, 2Л450АФ4-02 – координатно-расточный станок с устройством числового управления (ЧПУ)
- 2Е450АФ4, 2Е450АМФ4 – координатно-расточный станок с устройством числового управления (ЧПУ) с контурной обработкой по осям X, Y и Z. Графический монитор позволяет производить отладку программ без движения по осям. Программы обработки деталей могут быть подготовлены в диалоговом режиме стандартными текстовыми файлами или автоматизированными системами.
Производитель станка Московский завод координатно-расточных станков МЗКРС и Куйбышевский завод координатно-расточных станков (Куйбышевское станкостроительное объединение). Свою историю Куйбышевский завод координатно-расточных станков ведет с 1963 года, когда была введена первая очередь этого предприятия. Молодой коллектив завода в короткие сроки освоил производство станков высокой точности и уже в 1966 году выпустил их несколько сотен.
Завод прекратил свое существование в 1991 году, и на его производственных площадях открылось несколько станкостроительных предприятий, которые продолжают выпускать координатно-расточные станки, занимаются их ремонтом и модернизацией. Завод координатно-расточных станков «Стан-Самара» ЗАО, Самарское НПП координатно-расточных станков, ЗАО, «Станкосервис» ООО и др.
Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450
Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450
Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450
Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450
www.novator-grp.ru
2450 станок координатно-расточный. Паспорт, схемы, характеристики, описание
Сведения о производителе координатно-расточного станка 2450
Производитель координатно-расточного станка 2450 Московский завод координатно-расточных станков МЗКРС, основанный в 1942 году и Куйбышевский завод координатно-расточных станков (Куйбышевское станкостроительное объединение).
Свою историю Куйбышевский завод координатно-расточных станков ведет с 1963 года, когда была введена первая очередь этого предприятия. Молодой коллектив завода в короткие сроки освоил производство станков высокой точности и уже в 1966 году выпустил их несколько сотен.
Завод прекратил свое существование в 1991 году, и на его производственных площадях открылось несколько станкостроительных предприятий, которые продолжают выпускать координатно-расточные станки, занимаются их ремонтом и модернизацией: Завод координатно-расточных станков «Стан-Самара» ЗАО; Самарское НПП координатно-расточных станков, ООО “НПП КРС”; «Станкосервис» ООО и др.
Станки, выпускаемые Московским заводом координатно-расточных станков МЗКРС
2450 Станок координатно-расточный одностоечный. Назначение и область применения
Координатно-расточный станок 2450 предназначен для обработки отверстий с точным расположением осей без применения разметки и кондукторов, размеры между которыми заданы в прямоугольной системе координат.
На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстояний. Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок используется для работ в инструментальных цехах (обработка кондукторов и приспособлений), а также для точного измерения расстояний между отверстиями готовых изделий в условиях индивидуального и мелкосерийного производства.
На станке можно сверлить отверстия диаметром до 40 мм, размечать точные шаблоны, проверять линейные размеры и межцентровые расстояния. Можно также выполнять на нем мелкие фрезерные работы.
Станок используется в инструментальных, машиностроительных и приборостроительных цехах для обработки заготовок деталей как единичного, так и серийного производства.
Особенности конструкции и принцип работы координатно-расточного станка 2450
Принцип работы. Обрабатываемая деталь устанавливается на столе станка. Режущий инструмент укрепляют в шпинделе. Оси обрабатываемых отверстий совмещают с осью шпинделя перемещением стола в продольном и поперечном направлениях в соответствии с заданными координатами. Отсчет величины перемещения стола производится с помощью оптических систем. При обработке отверстий подачей является осевое перемещение шпинделя, при чистовом фрезеровании подача сообщается столу. .
Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм.
Точная установка стола на заданную координату производится вручную, маховичком. Станок снабжен устройством цифровой индикации, дающим возможность оператору производить установку координат с дискретностью 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены механические зажимы стола, салазок и ручной зажим шпиндельной бабки.
Координатно-расточный станок 2450 имеет ту особенность, что на нем можно производить предварительный набор координат во время обработки предыдущего отверстия; это значительно сокращает вспомогательное время.
Станок оснащен оптической измерительной системой координат: оцифрованные риски стеклянной штриховой линейки проектируются на неподвижный растр, при помощи которого можно непосредственно, в одном месте, отсчитывать все десятичные знаки устанавливаемой координаты.
Конструктивные особенности. Станок имеет раздельные механизмы привода шпинделя и рабочего стола.
Станок снабжен универсальным поворотным столом, позволяющим осуществлять обработку отверстий в полярной системе координат с отчетом углов по лимбам, деление окружности на равные части с помощью делительных дисков, а также обработку наклонных отверстий.
Станок модели 2450 является одноколонным, с вертикальным перемещением шпиндельной головки и прямоугольным столом, получающим перемещения в продольном и поперечном направлениях.
Отсчет величины перемещений стола с точностью до 0,01 мм производится по точным шкалам оптического устройства.
Скорость вращения шпинделя изменяется бесступенчато от регулируемого электродвигателя постоянного тока.
Изменение величины подачи шпинделя на станке модели 2450 также производится бесступенчато. Для этой цели в приводе подач шпинделя установлен вариатор с раздвижными конусами и стальным кольцом. Для обработки отверстий на заданную глубину станок снабжен специальным автоматическим выключателем подачи. Рациональное расположение всех органов управления обеспечивает удобство работы на станке.
Модификации координатно-расточного станка 2450
2450, 2Л450А – 1100 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
2А450АФ10, 2Д450АФ10 – координатно-расточный станок с устройством цифровой индикации по осям X и Y (УЦИ). Режим электронного маховика.
2Д450АФ11-01, 2Л450АФ11-01 – координатно-расточный станок с устройством цифровой индикации по осям X, Y и Z и предварительным набором координат по осям X и Y. Предусмотрен следящий режим позиционирования и режим электронного маховика с дискретностью перемещения стола 0,001 и 0,01мм.
2Л450А, 2Л450АФ11-015, 2Л450АФ4-02 – координатно-расточный станок с универсальным поворотно-делительным столом с диаметром планшайбы 400 мм.
2Е450АФ30 – координатно-расточный станок с устройством числового управления (ЧПУ) с возможностью задания программы обработки в диалоговом режиме по осям X и Y и цифровой индикацией координат по оси Z.
2450А, 2Д450, 2Д450А, 2Е450А – 1120 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
2450АФ1, 2Д450АФ1, 2Е450АФ1 – координатно-расточный станок с устройством цифровой индикации (УЦИ)
2450АФ2, 2Д450АМФ2, 2Е450АМФ4, 2Л450АФ4-02 – координатно-расточный станок с устройством числового управления (ЧПУ)
2Е450АФ4, 2Е450АМФ4 – координатно-расточный станок с устройством числового управления (ЧПУ) с контурной обработкой по осям X, Y и Z. Графический монитор позволяет производить отладку программ без движения по осям. Программы обработки деталей могут быть подготовлены в диалоговом режиме стандартными текстовыми файлами или автоматизированными системами.
2450 Фото координатно-расточного станка

Фото координатно-расточного станка 2450
Общее устройство и состав координатно-расточного станка 2450

Расположение составных частей координатно-расточного станка 2450
Основные узлы станка:
- А — шпиндельная бабка;
- Б – стойка с коробкой скоростей и вариатором подач;
- В — стол;
- Г — поперечные салазки;
- Д — станина;
- Е — привод перемещений стола.
Органы управления координатно-расточным станком 2450
- маховичок для точных ручных перемещений стола;
- рукоятка включения быстрых и медленных перемещений стола;
- рукоятка включения поперечной механической подачи стола;
- рукоятка включения продольной механической подачи стола;
- маховичок для установки стола в продольном направлении;
- маховичок для установки стола в поперечном направлении;
- рукоятка быстрого ручного перемещения и включения механической подачи шпинделя;
- маховичок ручного вертикального перемещения шпинделя;
- маховичок переключения коробки скоростей;
- маховичок перемещения шпиндельной бабки;
- рукоятка для закрепления шпиндельной бабки.
Кинематическая схема координатно-расточного станка 2450

Кинематическая схема координатно-расточного станка 2450
1. Кинематическая схема координатно-расточного станка 2450. Смотреть в увеличенном масштабе
2. Кинематическая схема координатно-расточного станка 2450. Смотреть в увеличенном масштабе
Движения в станке.
- Движение резания — вращение шпинделя с инструментом
- Движения подач — осевое перемещение шпинделя, продольное и поперечное перемещение стола
- Вспомогательные движения:
- ручное вертикальное установочное перемещение шпиндельной бабки;
- установочное перемещение стола в продольном и поперечном направлениях;
- ручное вертикальное перемещение гильзы со шпинделем.
Движение резания
Привод движения резания состоит из электродвигателя, плоскоременной передачи и двойного перебора (рис. 74).
От электродвигателя постоянного тока мощностью 2 кВт с бесступенчатым изменением скоростей в диапазоне 1 : 4, через угловую ременную передачу 150—220 вращение сообщается полому-валу, находящемуся на шпинделе III и несущему на себе шестерню 26.
Верхние числа оборотов сообщаются шпинделю III при включенной муфте М1. Две другие ступени скорости осуществляются при выключенной муфте M1 через перебор, имеющий двойной подвижный блок шестерен Б1.
Для включения первой ступени перебора блок Б1 смещается вверх так, что его венец 17 зацепляется с колесом 69, закрепленным на полом валу II. а муфта М1 выключается. Вращение от приводного шкива 220 передается шестерням 26—60, валу I и далее шестернями 17—69 полому валу II, связанному со шпинделем шлицевым соединением.
Вторая ступень перебора включается при смещении блока Б1 вниз, когда его венец 44 входит в зацепление с шестерней 42. Вращение от приводного шкива 220 передается шпинделю шестернями 26—60, валом I и шестернями 44—42. В этом случае муфта М1 также должна быть выключена.
В пределах каждой ступени числа оборотов шпинделя III плавно изменяются электродвигателем. Наименьшее число оборотов шпинделя nmin может быть определено из выражения:
nmin = 700·(150/220)·0,985·((26·17) / (60·69)) = 50 об/мин
Движения подач
Подача шпинделя заимствуется от полого вала II, от которого движение передается через шестерни 43—86, вал IV, вариатор с раздвижными конусами и стальным кольцом, вал V, червячную передачу 2—32, вал VI, конический реверс 28—28—28, управляемый муфтой М2, вал VII, червячную передачу 1—56, фрикционную муфту М3, вал VIII и реечную шестерню 15, находящуюся в зацеплении с рейкой т=3 мм, закрепленной на гильзе шпинделя.
Механический вариатор с раздвижными конусами и стальным кольцом обеспечивает бесступенчатое изменение скоростей подачи шпинделя в диапазоне 1 : 4. Минимальное передаточное отношение вариатора равно 1/2, а максимальное — 2. Наименьшая подача шпинделя smin определяется из выражения:
smin = 1·((43·1·2·28·4) / (86·2·32·28·56))·3,14·3·15 = 0,04 мм/об
Механическая подача стола в продольном и поперечном направлениях, используемая при тонком фрезеровании, осуществляется реверсивным электродвигателем мощностью 0,4 кВт. Движение передается через цепную передачу 16—50, перебор 20—84 и 14—90 (при правом положении муфты М4, вал X, шестерни 28—50—50, червячные и реечные передачи.
Для осуществления продольной подачи включается муфта М5. при этом вращение сообщается валу XI, червячной передаче 1—55, валу XII и реечной шестерне 14, находящейся в зацеплении с рейкой m=2,5 мм, прикрепленной к продольным салазкам стола. Поперечная подача стола включается муфтой М6, при этом цепь движения аналогична предыдущей: приводится в движение вал XIII, червячная передача 1—55, вал XIV и реечная шестерня 14, зацепляющаяся с рейкой m = 2,5 мм, прикрепленной к поперечным салазкам стола.
Величина s продольной и поперечной подач стола определяется из зависимости:
s = 2800·((16·20·14·28·1) / (50·84·90·50·55)) ·3,14·2,5·14 = 37 мм/мин
Вспомогательные движения
Для сообщения столу быстрых перемещений муфта М4 включается влево, при этом движения передаются столу непосредственно от вала X, минуя перебор. Скорость быстрых перемещений стола s6 в продольном и поперечном направлениях равна 1000 мм/мин..
Для ручного установочного перемещения стола в поперечном направлении служит маховичок Мх5 вращение от которого передается через шестерни 24—58, вал XV, винтовые колеса 15—21, вал XIII и червячную передачу 1—55 реечной шестерне 14. Поворотом маховика Мхз по аналогичной кинематической цепи стол перемещается в продольном направлении.
Ручное установочное перемещение шпиндельной бабки достигается поворотом маховичка Мх4, через червячную передачу 1—18. конические колеса 17—17 и реечное колесо 36, находящееся в зацеплении с рейкой m=3 мм, прикрепленной к корпусу бабки.
Быстрое ручное перемещение шпинделя достигается вращением рукояток Р при включенной муфте М3.
Ручное точное перемещение шпинделя осуществляется маховичком Мх1 при нейтральном положении муфты М2 через конические колеса 17—34, вал VII, червячную передачу 1—56, муфту М3 и реечную передачу.
Узлы координатно-расточного станка 2450

Узлы координатно-расточного станка 2450
Узлы координатно-расточного станка 2450. Смотреть в увеличенном масштабе
Механизм переключения
На рис. 75, а изображен механизм переключения скоростей шпинделя, который состоит из маховичка 11, конической передачи 9—10, зубчатых колес 1—2, барабана 4 с двумя криволинейными пазами а и б и рычагов 5 и 8, переключающих блок шестерен Б1 и муфту М1 (рис. 74).
На левых концах каждого из рычагов 5 и 8 (рис. 75, а) имеются пальцы с роликами 3, входящими в соответствующий криволинейный паз а пли б барабана 4: на правых концах рычагов, на эксцентриковых пальцах 7 насажены сухари переключения 6, входящие соответственно в кольцевые проточки блока Б| и муфты M1 (рис. 74). Наличие эксцентриковых пальцев дает возможность отрегулировать положение блока шестерен Б\ так, чтобы при его перемещении зацепление зубчатых венцов с зубьями шестерен происходило по всей длине, а ход муфты М1 — до полного сцепления.
Форма пазов а и б на барабане 4 (рис. 75, а) и их взаимное расположение обеспечивают точно определенное положение блока 4. Поворот барабана осуществляется маховичком 11, расположенным на левой стенке корпуса коробки скоростей, через коническую зубчатую передачу 10—9 и шестерни 1—2.
Маховичок 11 имеет три фиксированных положения: одно из них соответствует настройке па самый высокий диапазон чисел оборотов шпинделя, второе — на средний и третье — на низший диапазон.
При первом положении маховичка 11 муфта M1 (рис. 74) включается, а блок Б1 находится в нейтральном положении; во втором и третьем положениях маховичка 11 (рис. 75, а) муфта М1 (рис. 74) выключается, а блок Б1 вводится в зацепление своим верхним или нижним венцом соответственно с шестерней 69 или шестерней 42.
Вариатор
На рис. 75, б изображен механизм бесступенчатого изменения величины вертикальной подачи шпинделя. Механизм состоит из фрикционного вариатора с раздвижными конусами и стальным кольцом и управляющего устройства. Вариатор заимствует движение от шпинделя станка через цилиндрические шестерни 8—9. Шестерня 9 закреплена на ведущем валике 10 привода подачи. Фрикционный вариатор выполнен в виде четырех конусов 2, 3, 11 и 12 и стального кольца 4. Конусы 2 и 11, расположенные по диагонали, жестко закреплены на валах 6 и 10 и не имеют возможности перемещаться в осевом направлении. Конусы 3 и 12 смонтированы на шариковых подшипниках, запрессованных в подвижные стаканы 5 и 13. Оба стакана имеют пазы; в паз стакана 5 входит выступ а поводка 7, а в паз стакана 12 — выступ б поводка 14. При перемещении поводков 7 и 14 вдоль оси конусы 3 и 12 также будут перемещаться в осевом направлении, причем при перемещении поводков вниз конусы 3 и 2 сближаются, а конусы 11 и 12 расходятся. При перемещении поводков вверх конусы 3 и 2 расходятся, а конусы 11 и 12 сближаются.
При любом положении конусов стальное кольцо 4 всегда находится в контакте с ними, однако при их перемещении меняется место контакта на образующих конусов, изменяя передаточное отношение привода в пределах от 1/2 до 2.
Изменение передаточного отношения вариатора осуществляется поворотом маховичка 19, а требуемая величина подачи устанавливается по градуированному лимбу 20, кинематически связанному с валом маховичка 19 парой зубчатых колес 18—1. При повороте маховичка 19 через конические шестерни 17 и зубчатое колесо 16 приводится во вращение шестерня-гайка 15, которая связана с резьбовым хвостовиком поводка 14; последний при вращении шестерни-гайки перемещается вместе с поводками 7 и 14 вдоль своей оси вверх или вниз, и выступы а и б соответственно перемещают подвижные конусы 3 и 12 вверх или вниз, изменяя передаточное отношение вариатора.
Число оборотов шпинделя станка настраивается маховичком 9 (рис. 73) по шкале тахометра 22 (рис. 75, б), кинематически связанного с валом 10 винтовой зубчатой передачей 21. Вал 10 приводится в движение от шпинделя станка.
Механизм управления
На рис. 75, в изображен механизм включения и выключения механической подачи шпинделя. Механизм состоит из рукояток включения 1, реечного стержня 2, муфты с разрезным кольцом 3 и сухаря 4. Каждая из рукояток 1 на утолщенной части снабжена зубчатым сектором б, находящимся в постоянном зацеплении с круглой рейкой реечного стержня 2.
При выключенном положении механизма, когда рукоятки 1 отведены, червячное колесо 12, приводимое в движение червяком 8 вращается вхолостую, не сообщая движение валику 5 и реечной шестерне 6.
Для включения механической подачи шпинделя рукоятки / поворачивают на себя, при этом стержень 2 смещается вправо и своим вырезом а вводит сухарь 4 в разрез кольца 3, заклинивая этим червячное колесо 12 на валу 5. В этом случае червяк 8, вращая червячное колесо 12, вал 5 и реечную шестерню 6, находящуюся в зацеплении с рейкой, прикрепленной к гильзе 7, сообщает шпинделю вертикальную механическую подачу.
Ручное точное вертикальное перемещение шпинделя осуществляется поворотом маховичка 11 через конические шестерни 10—9, червячную передачу 8—12 и реечный механизм при включенном положении рукояток 1.
Вследствие того, что рукоятки 1 непосредственно связаны с валом 5 при выключенной механической подаче, можно быстро осуществлять ручное перемещение гильзы 7 путем поворота рукояток 1, вала 5 и реечной шестерни 6, связанной с рейкой.
Конструкция и характеристика работы основных узлов координатно-расточного станка 2450
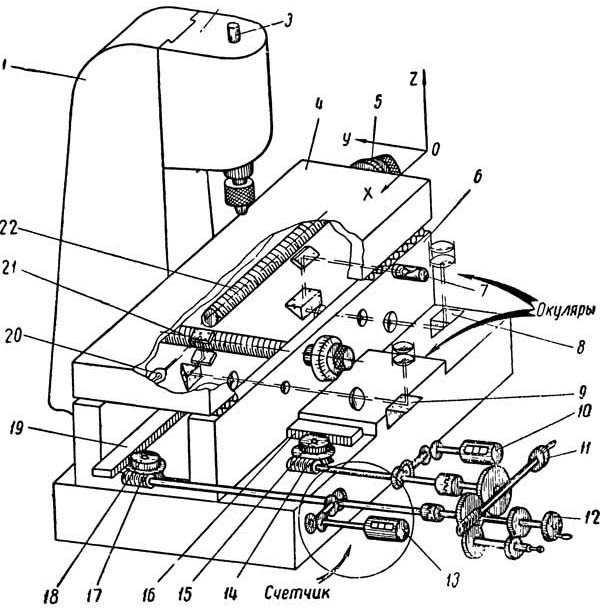
Схема действия основных координатно-расточного станка 2450
В инструментальном производстве находят одинаковое применение все три конструкции станков. Рассмотрим наиболее совершенный – станок третьей конструкции. Это – координатный разметочно-сверлильный и расточный станок модели 2450 с оптическим отсчетом перемещений.
По характеру движений основных частей такой станок (фиг. 93) подобен вертикально-фрезерному станку, но имеет еще одно дополнительное движение – вертикальную подачу шпинделя. Он состоит из станины 1 с установленным на ней электродвигателем, шпиндельной коробки 2, шпинделя 3, рабочего стола 4, его салазок 6Т механизма для продольных и поперечных перемещений рабочего стола и устройств для отсчета этих перемещений. Число оборотов шпинделя станка может изменяться в пределах от 50 до 1900 оборотов в минуту, а его автоматическая вертикальная подача от 03 до 0,18 мм на один оборот. И число оборотов, и подача шпинделя регулируются бесступенчато.
Отсчет перемещений стола
В данной конструкции наибольшую сложность и интерес представляют устройства для перемещений рабочего стола и отсчета их величины. Поперечное перемещение рабочего стола производится специальным электродвигателем или маховичками 11 и 12. От них движение передается червячной паре 14 и шестерне 15, расположенным на станине. Червячная передача и шестерня передвигают салазки с помощью установленной на них зубчатой рейки 16. Подобное же устройство служит и для продольных перемещений. Oho также состоит из червячной передачи 17, шестерни 18 и зубчатой рейки 19, соединенной с рабочим столом. Этот механизм приводится в движение от электродвигателя или от упомянутых выше маховичков 11 к 12.
Однако задача состоит не только в том, чтобы передвинуть стол на какое-то строго определенное расстояние. Необходимо иметь возможность произвести и точный отсчет величины этого перемещения. Такие отсчеты производятся по счетчику поперечного перемещения 10 и счетчику продольного перемещения 13. Счетчики указывают целые миллиметры и их половины с помощью цилиндрической измерительной линейки 21 для поперечного перемещения и линейки 22 для продольного перемещения, осветительных устройств 20 и 7 и оптических систем с окулярами 9 и 8, доводящих точность отсчета до тысячных долей миллиметра. Измерительные линейки представляют собой длинные полированные валики из нержавеющей стали, на поверхности которых нанесена точная и тонкая винтовая линия с шагом, равным 2 мм. Параллельные пучки света, выходящие из осветительных устройств 7 и 20, попадают на зеркала 8 и 9, освещают винтовую линию линеек и несут ее изображение через призмы и линзы в окуляры оптических систем. В окулярах видны два параллельных штриха и увеличено в 60 раз изображение небольшого участка винтовой линии измерительной линейки.
Перемещение стола
Посмотрим, как осуществить перемещение стола на заданную величину.
Предположим, что необходимо его передвинуть на 241,125 мм. Прежде всего нужно установить фактическое положение стола. Для этой цели риски оптического устройства устанавливают так, чтобы винтовая линия, видимая в окуляр, оказалась посредине между этими рисками. Затем перемещают стол до тех пор, пока счетчик не покажет разницу, равную 241 мм. После этого с помощью делительного барабанчика 5 и его нониуса повертывают цилиндрическую измерительную линейку на 0,125 мм и, глядя в окуляр, вновь перемещают стол маховичком 11, пока изображение винтовой линии не окажется между рисками окуляра. В результате стол окажется передвинутым на заданную величину.
Ошибки в расстоянии между осями отверстий, расточенных на описанном станке, не превышают ± 0,01 мм.
Приспособления
Координатные станки снабжаются различными приспособлениями, придающими им широкую универсальность. Основными приспособлениями, которые имеются на координатных разметочно-сверлильных станках, являются:
- a. круглый делительный стол для обработки отверстий, расположенных по окружности
- b. круглый универсальный стол для обработки отверстий, расположенных наклонно к опорной поверхности детали.
Все координатные разметочно-сверлильные и расточные станки требуют особо бережного отношения, тщательно предохраняются от порчи, резких колебаний температуры и пыли. С этой целью они устанавливаются в особых закрытых и теплых помещениях.
2450 станок координатно-расточный. Видеоролик.
Технические характеристики координатно-расточного станка 2450
| Наименование параметра | 2а450 | 2450 |
|---|---|---|
| Основные параметры станка | ||
| Рабочая поверхность стола, мм | 1100 х 630 | 1100 х 630 |
| Наибольшая масса обрабатываемого изделия, кг | 600 | |
| Наибольший диаметр сверления в стали 45, мм | 30 | 40 |
| Наибольший диаметр расточки в стали 45, мм | 250 | 250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 250…750 | 250…750 |
| Наибольшее перемещение стола, мм | 1000 х 630 | 1000 х 630 |
| Точность установки стола по координатам, мм | ±0,01 | |
| Наибольшее вертикальное (ход) перемещение шпинделя (ручное, механическое), мм | 250 | 250 |
| Наибольшее вертикальное перемещение шпиндельной коробки (установочное), мм | 250 | 250 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 710 | 700 |
| Внутренний конус шпинделя | Специальный | |
| Наибольший конус закрепляемого инструмента | Морзе 4 | |
| Закрепление шпиндельной коробки на направляющих | ручное | |
| Предохранение от перегрузки механизма подач | есть | |
| Число Т- образных пазов на столе | 7 | |
| Величина ускоренного перемещения стола, мм/мин | 1200 | |
| Пределы рабочих подач при фрезеровании, мм/мин | 30..200 | |
| Цена деления растровой сетки установки координат, мм | 0,002 | |
| Частота вращения шпинделя (б/с регулирование), об/мин | 50..2000 | 50..1900 |
| Пределы рабочих подач на один оборот шпинделя (б/с регулирование), мм | 0,03..0,16 | 0,04..0,16 |
| Скорость быстрых перемещений стола в продольном и поперечном направлениях, мм/мин | 1000 | |
| Привод | ||
| Количество электродвигателей на станке | 6 | |
| Электродвигатель привода главного движения, кВт | 4,5 (1800) | 2 |
| Привод перемещения стола, кВт | 0,245 (3600) | 0,4 |
| Привод перемещения салазок (3600), кВт | 0,245 | |
| Привод зажима отжима стола, кВт | 0,05 (1390) | |
| Привод зажима отжима салазок, кВт | 0,05 (1390) | |
| Электронасос охлаждающей жидкости Тип | ПА-22 | |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок, мм | 2670 х 3305 х 2660 | |
| Масса станка, кг | 7300 |
Связанные ссылки
Каталог координатно-расточных станков
Паспорта координатно-расточных станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Станок координатно расточной 2д450
2Д450 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2д450 предназначены для обработки отверстий с точным расположением осей методом растачивания (получистовое и точное чистовое)
Основные размеры Рабочая поверхность стола, мм: 1100 длина 630 Наибольшее перемещение стола, мм: 1000 продольное …….. 630 Расстояние от зеркала стола до торна шпинделя, мм: наибольшее 830 наименьшее …. 200 Конус шпинделя (по ГОСТ 15945—70) 45 Наибольший диаметр растачиваемого отверстия, мм …….. 250 Наибольшая масса обрабатываемого изделия, кг ……… 600 Механика станка Число оборотов шпинделя в минуту 50—2000 Скорость подачи шпинделя, мм/мин 4—300 Скорость перемещения стола, мм/мин: рабочая …….. 30—300 быстрая ……… 1500 Привод, габарит и масса станка Питание электросети: род тока ……… Переменный, трехфазный частота тока, Гц ……. 50 напряжение, В ……. 380 Электродвигатели: привода шпинделя станка: тип ……… П42/160 мощность, кВт ….. 2,0 число оборотов в минуту …. 700 привода подачи стола: тип ……… ЭГП 10/1215М мощность, кВт ……. 0,245 число оборотов в минуту 3600 привода подачи салазок: тип ……… ЭП110/245 мощность, кВт …… 0,245 число оборотов в минуту 3600 привода подачи гильзы: тип ……… ЭП110/245М мощность, кВт …… 0,245 число оборотов в минуту 3600 привода подачи шпиндельной коробки: тип ……… АОЛ11-4-С1 мощность, кВт …. 0,125 число оборотов в минуту 1390 привода насоса охлаждения: тип …….. ПА-22-С2 мощность, кВт …… 0,125 число оборотов в минуту 2800 привода, работающего в режиме тахогсператора: тип ……… СЛ-221 мощность, кВт …… 0,013 число оборотов в минуту 3600 Потребляемая мощность электродвигателей, кВт 3,0 Габарит станка, включая ход стола и салазок (длинах ширинах высота), мм 3305 х 2705 х 2800 Масса станка без принадлежностей и электрошкафа, кг 7800Купить этот станок без посредников:
mashinform.ru
Координатно-расточной станок мод. 2д450
Основанием одностоечного координатно-расточного станка мод. 2450 является станина, к которой примыкает вертикальная стойка. Шпиндельная бабка представляет собой отдельный механизм, корпус которого имеет две V-образные призматические направляющие, и может перемещаться по вертикальным направляющим. Наверху шпиндельной бабки расположена коробка скоростей для сообщения вращательного движения шпинделю. На станине расположены пульт управления и механизм предварительного набора координат. Стол и салазки имеют раздельный привод; привод перемещения стола, привод перемещения салазок. По горизонтальным направляющим станины перемещается стол. Одна направляющая для перемещения стола плоская, а другая V-образная. Тела качения — ролики, заключенные в металлические сепараторы и опирающиеся непосредственно на поверхности основания и стола.
Станок обеспечивает точность расстояния между осями расточенных отверстий 8 мкм; диаметра (овальность) расточенных отверстий 4 мкм; установки координат 6 мкм и установки стола по угловым координатам.
Кинематическая схема станка состоит из следующих кинематических цепей: главного движения, вертикальной подачи гильзы для установочного перемещения стола и салазок. Каждая кинематическая цепь приводится в движение отдельным электродвигателем.
Главное движение. Вращательное движение шпинделю сообщают от регулируемого электродвигателя постоянного тока Ml (2,2 кВт, 3504—2800 об/мин) через клиноременную передачу с диаметрами шкивов двухскоростную коробку скоростей с передаточными отношениями.
 Таким образом, двухскоростная коробка скоростей обеспечивает две ступени регулирования частоты вращения шпинделя: первая в пределах 250—2000 об/мин и вторая в пределах 50— 400 об/мин. Внутри каждой ступени регулирования производится бесступенчатое изменение частот вращения шпинделя за счет регулирования частоты вращения вала электродвигателя. Следовательно, частоты вращения регулируют бесступенчато в пределах 50—2000 об/мин.
Таким образом, двухскоростная коробка скоростей обеспечивает две ступени регулирования частоты вращения шпинделя: первая в пределах 250—2000 об/мин и вторая в пределах 50— 400 об/мин. Внутри каждой ступени регулирования производится бесступенчатое изменение частот вращения шпинделя за счет регулирования частоты вращения вала электродвигателя. Следовательно, частоты вращения регулируют бесступенчато в пределах 50—2000 об/мин.
Требуемую частоту вращения шпинделя устанавливают указателем. Переключение диапазона ступеней частоты вращения шпинделя производят вручную маховичком через цепную передачу. На верхнем валу со звездочкой установлен эксцентрик, на оси которого расположен шарикоподшипник между зубчатыми колесами. Поворотом оси эксцентрика осуществляют переключение зубчатых колес и тем самым включают первый или второй диапазоны регулирования частоты вращения шпинделя.
Вертикальная подача гильзы шпинделя. Осевое перемещение 4—300 мм/мин шпинделя осуществляют от электродвигателя постоянного тока. От вала электродвигателя движение передают через червячную передачу цилиндрические колеса, червячную передачу рейку модуля. При выключенной фрикционной муфте рукояткой можно вручную вращать реечную шестерню и тем самым поднимать или опускать гильзу шпинделя. Контроль величины скорости подачи гильзы производят по указателю. Для точных перемещений гильзы имеется маховичок, который через коническую передачу приводит во вращение червячную передачу и, следовательно, вращает реечную шестерню.
Установочное перемещение шпиндельной бабки. Шпиндельная бабка перемещается с постоянной скоростью от асинхронного электродвигателя М2 через червячную передачу и, червячно-реечную передачу. Шпиндельная бабка уравновешена противовесом.
Перемещение салазок. Перемещение салазок осуществляют от электродвигателя М4 с регулируемой частотой вращения через червячную передачу, коническую передачу и червячную рейку с шагом 10 мм. Точную установку салазок производят от маховичка по той же кинематической цепи. Перемещение стола осуществляют от электродвигателя М5 с регулируемой частотой вращения через червячную передачу коническую передачу и червячную рейку с шагом 10 мм. Точную установку стола производят от маховичка по той же кинематической цепи.
Регулированием частоты вращения электродвигателей обеспечивают изменение подачи стола и салазок в пределах 30—300 мм/мин.
Предварительный набор координат стола и салазок. Порядок подбора величины перемещения стола и салазок аналогичен. Зубчатые колеса с числом зубьев 32 зацепляются с рейками, прикрепленными к столу и салазкам. Зубчатое колесо, получив вращение от рейки, вращает гайку, которая при этом перемещается вдоль винта. При отработке координат вместе с гайкой вращается и перемещается лимб с кулачками, которые при подходе к заданной координате вначале дают команду на снижение скорости движения стола (салазок), а затем на полный его останов. При наборе координат лимб с кулачками перемещается вдоль оси гайки.
Зажим подвижных сборочных единиц станка. Зажим шпиндельной бабки, стола и салазок осуществляют пружинными механизмами, а разжим — пневматическими цилиндрами. Механизм зажима шпиндельной бабки на направляющих осуществляют пружиной и рычагами. Отжим производят пневмоцилиндром, воздух к которому поступает через кран по магистрали от заводской пневмосети по магистрали,а к группе стола — по магистрали.
Пневматическая установка состоит из кранов для управления механизмом зажима стола и салазок; крана управления механизмом зажима шпиндельной бабки; обратного клапана, реле давления; регулятора давления воздуха и влагоотделителя.
Стол и салазки находятся в зажатом состоянии и разжимаются только перед началом перемещения. Разжим может произойти автоматически при повороте регулятора, включающего движение стола или салазок, или от отдельной кнопки. Для разжима используют сжатый воздух, поступающий через краны управления и к цилиндрам механизмов зажима стола, и салазок. Давление воздуха регулируют регулятором. Реле давления отрегулировано на минимальное давление 0,35 МПа. Обратный клапан предотвращает самопроизвольный зажим перемещающихся элементов станка при падении давления в пневмосети.
Шпиндельная бабка станка. Корпус шпиндельной бабки имеет две V-образные призматические направляющие, с помощью которых шпиндельная бабка перемещается по двум вертикальным направляющим стойки станка. В корпусе шпиндельной бабки смонтированы гильза с расточным шпинделем, механизм подачи гильзы и рукоятка ручного перемещения. При нажиме на рукоятку от себя произойдет включение фрикционной муфты, которая смонтирована в корпусе червячного колеса, в результате этого гильза получит механическое перемещение от привода подач. Если же рукоятку потянуть на себя, произойдет выключение фрикционной муфты, и тем самым можно, вращая их вручную, осуществлять быстрые перемещения. Медленные перемещения для точной установки гильзы осуществляют вращением маховичка посредством червячной передачи. Винтом производят зажим гильзы.
Оптическая система станка. Установку оси отверстия на обрабатываемой детали по отношению к оси шпинделя и перемещение ее на необходимое расстояние (координату) осуществляют перемещением стола и салазок, контролируемых с помощью оптического устройства, состоящего из стеклянных линеек, укрепленных на столе и салазках станка. Масштаб стеклянной линейки стола имеет 1000 делений через миллиметр, а масштаб стеклянной линейки салазок — 630 делений. Штрихи делений проектируют на матовый экран с 75-кратным увеличением.
Для отсчета сотых долей миллиметра на шкале в плоскости экрана имеется шкала со 100 делениями. Для отсчета тысячных долей миллиметра — шкала 3 микронов.
Удобнее вести отсчет величины перемещения от начального положения, которое выражено не дробным, а ближайшим целым числом. Для этого в системе предусмотрена подрегулировка, которую называют приведением отсчета к нулю.
Ход лучей в оптическом отсчетном устройстве продольного перемещения стола станка. От источника света (лампочка) луч проходит стеклянный продольный масштаб,проецирует риски миллиметровой шкалы на экран с помощью объектива, призмы приведения отсчета к нулю, плоскопараллельной пластины и окуляра. Для приведения отсчета к нулю пользуются маховичком, которым поворачивают призмы до совпадения нуля или ближайшего сотого деления шкалы экрана с проекцией риски масштаба. Требуемое смещение шкалы микронов устанавливают маховичком. Коррекционная линейка рычажными механизмами связана с плоскопараллельной пластиной.
Стол станка перемещается по направляющим качения, что обеспечивает малые потери на трение и способствует обеспечению высокой точности перемещения стола, при этом одна направляющая плоская, а вторая V-образная.
www.4ne.ru
Координатно-расточной станок с УЦИ 2Д450АФ10
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 246-40-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64
stanok-kpo.ru
2Д450АФ2 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2д450аф2 предназначены для обработки отверстий с точным расположением осей методом растачивания (получистовое и точное чистовое)
Размеры рабочей поверхности стола, мм 1120X630 Наибольший диаметр сверления, мм 30 Расстояние от торца шпинделя до рабочей поверхности стола, мм 200—750 Наибольший поперечный ход стола, мм 630 Наибольший продольный ход стола, мм: при ручном управлении 1000 при автоматическом управлении 995 Наибольший ход гильзы шпинделя, мм 260 Вылет шпинделя, мм 710 Допустимая масса обрабатываемого изделия, кг 600 Частота вращения шпинделя (ступенчатое регулирование— 19 ступеней), об/мин 32—2000 Рабочая подача шпинделя (ступенчатое регулирование— 22 ступени), мм/мин 2—250 Быстрое перемещение гильзы, мм/мин, не менее 2400 Скорость перемещения шпиндельной коробки, мм/мин 3000 Быстрое перемещение стола (салазок), мм/мин, не менее 2200 Показатели точности станка Дискретность отсчета координат, мм: по осям X и Y 0,001 по оси Z 0,01 Точность позиционирования по осям X, Y, мм: при работе вручную 0,006 при работе по программе 0,010 Точность, мм: установки координат по оси Z 0,04 межосевых расстояний отверстий, расточенных по программе 0,014 Точность геометрической формы отверстия, мкм: постоянство диаметра в поперечном сечении 4 постоянство диаметра в любом сечении 6 Питающая электросеть: род тока переменный трехфазный частота, Гц 50 напряжение, В 380Купить этот станок без посредников:
mashinform.ru
i-perf.ru
4.1 КООРДИНАТНО-РАСТОЧНОЙ СТАНОК МОД. 2Д450. Сверлильно-расточные станки
Похожие главы из других работ:
Изготовление детали “Штампующий барабан”
5.1 Анализ и обоснование схем базирования и закрепления заготовки на операции 045 координатно-расточная
Сверление отверстия O12 Н8(+0,027) мм будет производиться в соответствии с операционным эскизом СумГУ 02.140.02010071, приведенным в технологическом процессе. Рассмотрим два варианта схем базирования заготовки (рис. 5.1 и 5.2)…
Изготовление детали “Штампующий барабан”
5.4 Расчет режимов резания на операции горизонтально-расточной
Расчет режимов резания для сверления отверстий на данной операции ведем расчетно – аналитическим способом [4, с. 276-291]. Сверление. 1. Глубина резания: t = 5,5 мм. 2. Подача: S = 0,15 – 0,25 мм/об, принимается среднее значение : S = 0,2 мм/об. 3…
Изготовление детали “Штампующий барабан”
5.5 – Техническое нормирование операции 045 координатно-расточной
Для нормирования координатно-расточной операции нужно определить штучно-калькуляционное время по формуле где Тп.з. – подготовительно-заключительное время, мин [8, прил. 6.3, с. 215] Тп.з. 1 – время на наладку станка, установку в приспособления, Тп.з…
Металлорежущие станки и инструменты
Глава 2. Горизонтально-расточной станок 2А620Ф2
Технологические возможности станка Станок предназначен для консольной обработки крупных заготовок с точными отверстиями, оси которых связаны между собой точными размерами. На нем можно растачивать, сверлить…
Описание станков 262Г, 2А135
ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК 262Г
Общая характеристика Назначение станка. Станок предназначен для сверления, растачивания, зенкерования и развертывания точных и взаимосвязанных отверстий, подрезания торцов радиальным суппортом…
Организация шиномонтажного участка
1.1 Шиномонтажный станок
Бывают автоматические и полуавтоматические. В полуавтоматических станках опускание шиномонтажной лапки происходит вручную, путём нажатия на вал сверху. Фиксацию осуществляет механическое устройство…
Разработка технологического процесса, технологической и инструментальной оснастки для механической обработки корпуса в условиях единичного производства
6.2 Резец расточной
Расточной резец предназначен для расточки отверстия 39 мм и длиной 7 мм. В данном случае применяется сборный резец…
Расточные станки
3. Расточной станок фирмы TOS Varnsdorf мод. TEC Optima
…
Сверлильно-расточные станки
1. КЛАССИФИКАЦИЯ СТАНКОВ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
В зависимости от целевого назначения станка все металлорежущие станки подразделяются на девять групп. В свою очередь, каждая группа имеет девять подгрупп – типов станков…
Сверлильно-расточные станки
4. КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
Общая характеристика: Координатно-расточные станки принадлежат к той группе металлорежущих станков, которые обеспечивают универсальными средствами обработку отверстий с точным расположением осей…
Сверлильно-расточные станки
4.2 КООРДИНАТНО-РАСТОЧНОЙ СТАНОК МОД. 2455
Координатно-расточный станок мод. 2455 (рис.9) предназначен для выполнения следующих операций: сверления, зенкерования, развертывания и растачивания отверстий в кондукторах, матрицах, пресс-формах, приспособлениях и деталях…
Станок для лазерной резки полимерных композиционных материалов
Станок
Координатный стол — промышленная установка, комплекс оборудования, предназначенный для перемещения по заданной траектории рабочего механизма (в нашем случае – лазерная головка) станка или позиционирования обрабатываемой детали…
Технологические возможности станков
2.1.3 Станок токарный с ЧПУ SPU 40 CNC
Рисунок 5 – Общий вид cтанка токарного с ЧПУ SPU 40 CNC Токарный станок SPU 40 CNC с ЧПУ современной конструкции является экономичным технологическим решением для обработки длинномерных валов…
Технологический процесс изготовления детали
6.6.2 Вычисляем нормы времени на горизонтально-расточной операции
Определяем основное время на каждый переход и суммарное основное время: Сверление отверстия 20 мм: Основное время обработки определяется по формуле: [13, с. 405], где lобр= 15+8+2 – длина получаемого отверстия+врезание+перебег…
Технология обработки детали
2. Определение технологического маршрута обработки детали «Корпус оправки расточной» и штучно калькуляционного времени
2.1 Выбор маршрутов обработки поверхностей Маршрут обработки поверхности – это перечень методов обработки, расположенных в технологической последовательности. Таблица 2.1 Маршрут обработки Номер операции Название операции То…
prod.bobrodobro.ru
Координатно-расточной станок 2Д450АМФ2 | Координатно-расточные станки
Координатно-расточные станки предназначены для обработки отверстий, к которым предъявляются высокие требования по точности как диаметра, так и расположения относительно базовых поверхностей. Кроме того, на них возможно производить чистовое фрезерование, а также использовать как измерительные машины при контроле и точной разметке. Для точного измерения координатных перемещений применяют механические, оптико-механические и электронные системы.
Координатно-расточный станок мод. 2Д450АМФ2
Станок имеет числовое программное управление и автоматическую смену инструмента.
При работе по программе на станке предусматриваются следующие режимы: автоматический, полуавтоматический, ввод информации вручную. Кинематическая схема станка приведена на рис. 92.
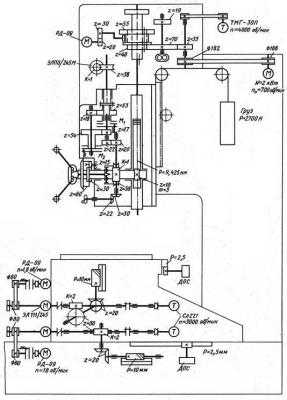
Рис. 92 Кинематическая схема станка мод. 2Д450АМФ2
Главное движение
Главное движение (вращение расточного шпинделя) – осуществляется от регулируемого электродвигателя постоянного тока (Nн=2 кВт, nн = 700 об/мин) через клиноременную передачу и двухступенчатую коробку скоростей.
Пределы частот вращения расточного шпинделя 32-2000 об/мин. Переключение ступеней коробки скоростей осуществляют с помощью двигателя РД-09, который через зубчатые колеса 20-30 поворачивает эксцентрик, перемещающий блок зубчатых колес.
Движение вертикальной подачи
Движение вертикальной подачи (перемещение гильзы шпинделя в вертикальном направлении) осуществляется от отдельного электродвигателя ЭЛПО/245М с широким диапазоном регулирования (Nн = 0,245 кВт, пн = 3600 об/мин).
Вертикальная рабочая подача (мм/мин) включена муфта М1.
Пределы рабочих подач шпинделя – от 2 до 250 мм/мин.
Ускоренная подача (мм/мин) включена муфта М2:
Медленное перемещение гильзы шпинделя вручную осуществляют маховиком, а быстрое – рукояткой:
Установочное вертикальное перемещение шпиндельной коробки осуществляется от отдельного привода (на схеме не показан). Контроль величины перемещения гильзы или шпиндельной коробки осуществляют датчиком обратной связи ДОС.
Перемещение стола
Перемещение детали в прямоугольной системе координат осуществляется движением стола по направляющим салазок и салазок по направляющим станины.
Перемещение стола и салазок осуществляется от двух независимых электродвигателей постоянного тока ЭЛ111/245 (Nн =0,245 кВт, пн = 3600 об/мин) с регулируемой в широком диапазоне частотой вращения, благодаря чему имеется возможность применять скорости перемещения, необходимые для фрезерования плоскостей, а также осуществлять ускоренные перемещения при установке координат. Уравнения кинематического баланса цепей продольного и поперечного перемещения стола:
Установку оси отверстия на детали относительно оси шпинделя осуществляют перемещением стола или салазок, которое контролируют специальным оптическим устройством. Оно установлено на точных стеклянных линейках, закрепленных в одном случае на столе (подвижная линейка), в другом – на станине (неподвижная линейка).
Похожие материалы
www.metalcutting.ru