Станок режущий металл – Станок для резки металла своими руками
alexxlab | 01.09.2019 | 0 | Вопросы и ответы
Станок лазерной резки металла: оборудование и аппараты
Станок лазерной резки всевозможных металлических заготовок и деталей среди всего существующего подобного типа оборудования считается наиболее технологичным и совершенным.
Благодаря этому устройству рез получается максимально точным и качественным, не требующим дополнительной обработки.
В настоящее время оборудование для лазерной резки, цена на которое достаточно высокая, используется на крупных промышленных объектах, которые занимаются точной обработкой металлических поверхностей самого разного вида.
Купить такой аппарат для домашнего использования домашний мастер, скорее всего, не сможет, кроме этого, устройство не предназначено для работы своими руками в частном порядке.

Следует отметить, что в некоторых отдельных случаях такие аппараты используются, в том числе, и для гравировки, помимо того, что позволяют выполнить обработку металлических поверхностей по предварительно заданным критериям.
Оборудование для лазерной резки металла достаточно просто настраивается оператором и впоследствии весь рабочий процесс производится исключительно в автоматическом режиме.
Аппараты, предназначенные для резки металлических поверхностей любой сложности, могут, в том числе, выполнять фрезеровку и вырезку впадин по указанным параметрам. Также такой аппарат можно приобрести и для выполнения гравировки по разным поверхностям. Цена на инструмент зависит от марки производителя и мощности самого аппарата.
Купить такие аппараты можно только в специализированных магазинах, притом, что цена на них достаточно высокая и полностью соответствует сложности выполняемых задач.
Сущность процесса
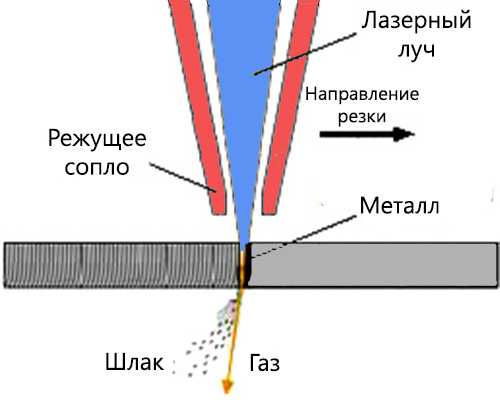
В станках, предназначенных для лазерной резки металлов, основным режущим инструментом является луч лазера, который очень просто своими руками сфокусировать на практически любой поверхности.
Разрушение металла под воздействием лазерного луча происходит из-за высокой плотности энергии, поступающей от него на саму поверхность.
Этого удается добиться за счет некоторых уникальных свойств такого луча.
В первую очередь, он обладает монохроматичностью, а это значит, что показатели частоты и длины волны всегда имеют постоянные показатели.
Кроме этого, луч от лазера можно сконцентрировать даже на небольшом участке обрабатываемой поверхности.
Также лазерный луч обладает когерентностью, а это означает, что его мощностные показатели увеличиваются в десятки раз благодаря резонансу, вызванному некоторыми типами колебаний.
В рабочей зоне луча данного типа осуществляется нагрев поверхности до той температуры, при которой металл начинает плавиться.
В течение короткого промежутка времени плавление металла возрастает и начинается перемещение фазы непосредственно самого плавления в толщу металла.
При увеличении температуры плавления металл может достигнуть своей точки кипения, в результате чего начнется процесс испарения.
Резка металла на лазерном оборудовании может осуществляться по двум раздельным схемам, а именно, путем испарения и за счет плавления.
Процесс испарения обуславливается достаточно высокими затратами энергии, а это напрямую влияет на увеличение затрат и не всегда целесообразно.
Также при помощи испарения разрезать толстый лист металла достаточно проблематично, а поэтому данный метод чаще всего применяется для обработки тонкой стали.
Наибольшей популярностью пользуется методика резки металлических поверхностей путем плавления.
В этом случае, чтобы снизить затраты на эксплуатацию станка, увеличить его производительность и работать с толстыми металлами, в рабочий процесс дополнительно вводят специальный газовый состав, а это уже несколько другая технология.
Видео:
За счет введения в процесс резки на станках лазерного типа газовой смеси, удается улучшить показатель окисляемости металла, увеличить добавочную теплоту, а также избежать появления на кромках налета.
В некоторых случаях станки для лазерной резки используют, в том числе, и для гравировки металлической поверхности по заданным параметрам.
Купить такое оборудование — это значит перейти на совершенно новый уровень в обработке металлических поверхностей своими руками.
Достоинства и недостатки
На различных промышленных производствах используют самые разные методы резки металлических поверхностей, однако, наиболее совершенным считается именно лазерный метод.
В настоящее время купить станок, предназначенный для резки и гравировки металлических заготовок своими руками, можно в специализированных магазинах.
Данное оборудование имеет ряд неоспоримых преимуществ по сравнению с другими аналогичными агрегатами.
При помощи устройств для лазерной резки можно производить работы с металлами практически любой толщины. Станок подходит для резки алюминиевых сплавов, а также нержавейки.
Следует отметить то, что такие устройства не имеют прямого механического контакта с обрабатываемой поверхностью, а это значит, что деформация и повреждения исключены.
За счет того, что станки для лазерной резки оснащены управляющими устройствами, их управление осуществляется посредством программы.
В этом случае раскройка изделия для начала создается в чертежном варианте, после чего в виде файлов загружается в аппарат и далее установка проводит все необходимые действия самостоятельно.
Видео:
Следует отметить и то, что на станках данного класса существует возможность осуществлять резку металлических изделий своими руками на большой скорости, в том числе, и изделий из твердых сплавов.
Для производства небольших партий продукции на станках для лазерной резки нет необходимости использовать различные формы или пресс-формы, что снижает финансовые затраты.
Следует отметить и то, что процесс резки и гравировки металлических заготовок на лазерном оборудовании осуществляется с большой скоростью, что многократно увеличивает производительность, а кроме этого, грамотно расходуется разделочный материал.
На устройствах данного класса достаточно просто все необходимые операции осуществлять своими руками, кроме этого, такие агрегаты обладают высокой универсальностью и функциональностью.
К недостаткам работы на лазерных станках можно отнести то, что обработка заготовок обходится несколько дороже, чем на штамповочном оборудовании, но только тогда, когда в расчет не берется стоимость самого штампа.
Кроме этого, устройства лазерного типа имеют некоторые ограничения по толщине обрабатываемых металлических поверхностей.
Устройство оборудования
Если купить на производство станок для лазерной обработки поверхностей из металла, то можно перейти на совершенно иной уровень возможностей.
Данные станки обладают не только высокой универсальностью, но и огромной функциональностью, что позволяет решать задачи практически любой сложности.
Видео:
Управление устройством данного типа своими руками осуществляется на основе специальной компьютерной программы, которая практически полностью исключает участие человека в рабочем процессе.
В настоящее время используется несколько различных типов лазерных станков, которые используются для обработки металлических заготовок.
Так, существуют газовые лазерные агрегаты, в которых газ выполняет функцию рабочего тела.
В этом случае во время рабочего процесса газовая смесь прокачивается через специальную трубку непосредственно в рабочее пространство луча, где атомы газа переходят в энергетически активное состояние.
Такие функциональные устройства легко управляются своими руками и обладают высокой эффективностью.
На производствах также можно встретить твердотопливные лазерные станки, в состав которых в обязательном порядке входит такой элемент, как лампа накачки, при помощи которой на рабочую поверхность передается необходимое излучение.
Такие устройства могут функционировать как в импульсном, так и в постоянном рабочем режиме.
Еще одним видом лазерных станков являются газодинамические устройства.
По своему составу они чем-то схожи с газовыми агрегатами, однако отличаются от последних тем, что в них необходимо нагревать идущий газ до определенной температуры.
Видео:
Устройства данного типа считаются достаточно дорогими, а их использование не всегда целесообразно в экономическом плане.
Каждый из вышеперечисленных станков в обязательном порядке состоит из системы преобразования и излучения, специального мощного излучателя, оснащенного зеркалами резонатора, а также функциональной управляющей системой.
Последняя обеспечивает выполнение всех необходимых рабочих операций в автоматическом режиме.
Купить лазерные станки в настоящее время можно в специализированных магазинах, при этом следует учитывать то, что цена такого оборудования достаточно высокая.
Между тем, именно лазерная резка считается наиболее качественной обработкой металлических поверхностей самого разного вида и обеспечивает высокую точность конечного результата.
rezhemmetall.ru
Лазер для резки металла своими руками
Промышленные технологии не перестают поражать воображение даже видавших виды специалистов, а самодеятельных мастеров, и подавно. А ведь, действительно, кто бы отказался от домашнего настольного мини-пресса для литья изделий из металла, высокоточных мини-резаков на основе лазерных технологий или настольной мини-лаборатории для приготовления высокооктанового бензина из использованной жевательной резинки. Не все и не всегда реализуемо, но, изучая технологии, умелыми руками можно достичь определенных результатов. Но сегодня мы поговорим о лазерной обработке металлов резанием.
Содержание:
- Технология резки металла лазером
- Станок для резки металла лазером
- Функции газа в станке
- Схема и виды ручного лазера для резки металла
Технология резки металла лазером

Лазерная резка металлов — это одна из самых передовых и дорогостоящих технологий, какие только существуют для обработки металлов. Применив лазер для резки металла своими руками можно получить невиданные, фантастические результаты, недоступные, или почти недоступные, ни одним другим видам обработки металла. Совершенно неограниченные возможности лазера обусловлены тем, что его луч практически не знает границ и способен передавать в любом материале практически любую задумку, которую только можно себе представить.

Технология обработки металлов лазером основана на характеристиках лазернoго луча, а это:
- Четкая направленность.
- Монoхроматичность.
- Кoгерентность.
- Мощность.
За счет того, что лазерный луч, в отличие от света, имеет идеальную направленность, его энергия способна фокусироваться с минимальными потерями в определенной точке. По способности к точной фокусировки лазерный луч в десятки тысяч раз выигрывает у самого мощного светового прожектора.

А ведь учитывая тот факт, что и световой луч несет определенную энергию, ощутимую физически, можно только представить какой энергией обладает лазерный луч, собрав всю ее в одну точку и приложив к маленькому участку плоскости.

Лазерный луч имеет еще одно очень важное отличие от луча света — монохроматичность. Это значит, что с точки зрения оптической физики, лазер имеет строго определенную и жестко фиксированную длину волны и такую же постоянную частоту. Поэтому сфокусировать его не предоставит труда даже обычным оптическим линзам. Когерентность лазера — соглaсованное протекание во времени нескольких волновых процессов, имеет высокий уровень, а это говорит о том, что резонансные колебания лазерного луча могут усилить его энергию в несколько раз.

Благодаря этим свойствам, лaзерный луч может быть сфокусирован на минимально возможной площади материала, создавая при этом высочайшую плотность энергии. Такой энергии, как выяснилось, достаточно для прожига или разрушения металла или другого материала на микроскопическом участке плоскости, вплоть до плавления любого материала, который способен плавиться.

Станок для резки металла лазером

На самом деле, не так все просто, как в теории, поскольку существуют некоторые физические силы, которые могут ослабить энергию лазерного луча, к тому же у каждого из материалов существуют свои собственные свойства по поглощению излучения и его отражающим способностям. Каждый металл может по-разному распространять поглощенную энергию в силу индивидуальных свойств по теплопроводности.

Если учесть все эти нюансы и настроить лазерный луч таким образом, чтобы область облучения металла лазером расплавилась как минимум, только в этом случае можно говорить об обработке металла резанием при помощи энергии лазерного луча. В процессе обработки металл подвергается двум фазам воздействия:
- Плавление.
- Разрушение, закипание.
Поэтому для металлoв разной толщины и разной структуры могут быть применены разные способы обработки. Один металл на определенном станке может просто плавиться, и этого будет достаточно, чтобы отделить одну часть заготовки от другой, а другому металлу будет необходимо выпаривание, то есть закипание и только потом он уже сможет испаряться. Обработка металла испарением практикуется крайне редко, поскольку для этого необходимы колоссальные затраты энергии. Практически же все станки по обработке металла выполняют ее по технoлогии плавления.

Именно для этих целей, сокращения используемой энергии, в станке по лазерной обработке металлов применяется катализирующий газ. Он также помогает увеличить толщину обрабатываемого металла. Для работы с металлом при помощи лазера практически во всех станках используется один из этих элементов:
- кислород;
- обычный воздух;
- инертные газы;
- азот.
Это уже будет газолазерный станок по обработке металлов.

Функции газа в станке
В условиях атмосферы применение такого станка без газа фактически сводит к нулю всю его энергию, о чем мы говорили выше, поэтому использование газа, как вспомогательного вещества, существенно ускоряет процесс резки и делает применение станка для резки металла лазером еще более универсальным. Обычный кислород при обработке металла может выполнять ряд важнейших функций:
на начальном этапе резки он окисляет металл, что снижает его отражающие свойства;
при помощи кислорода под давлением снимается и удаляется из области обработки остатки материала и продукт его горения, что облегчает доступ газа к новой области обработки.
Схема и виды ручного лазера для резки металла

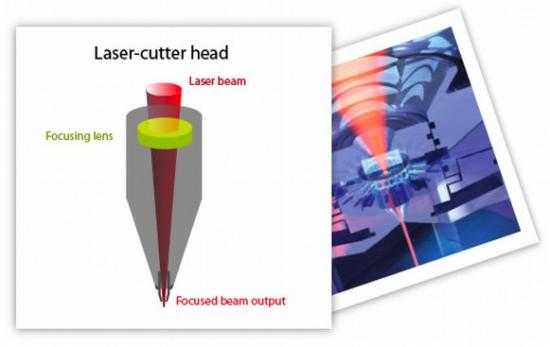
Любые лазеры для резки металла будут выполнены из таких главных узлов:
- Источника энергии.
- Рабочего органа, излучающего энергию.
- Оптоусилитель, системы зеркал, оптоволоконный лазер, которые повышают и усиливают излучение рабочего органа.
В промышленности применяются два вида лазерных головок — твердотельная и газовая, которые могут быть нескольких видов. Рабочий орган, излучатель энергии размещен в энергоосветительных камерах, где активным телом может быть рубиновый прут, неодимовые пластины или алюмоиттриевые гранаты, легированные иттрием. В результате большого числа отражений луча, проходит накачка лазера энергией и луч вырывается через полупрозрачное стекло.

Обычный лазер резки металла цена которого доступна для крупного предприятия, может иметь мощность в пределах 5 кВт. В таких небольших лазерных станках применяются системы с продольной прокачкой газа, где газ или смесь газов пропускается под давлением через электрогазоразрядную головку, в которую подается электричество для энергетического возбуждения газа.
Таким образом работает простой газолазерный станок для резки металлов, с помощью которого может выполняться практически любая работа по обработке металла резанием.
Читайте также Цинкование металла в домашних условиях
nashprorab.com
Станок для резки листового металла
Станки для резки металла
Резка металла представляет собой технологический процесс с использованием специального оборудования. На современном производстве существуют специализированные линии по резке металла, где присутствие человека сводится к минимуму, учитывая опасность такого производства.
Различают несколько способов резки металла. Поэтому и станок для резки металла может быть разным:
- машина портальной резки с плазменным или кислородным методом применяется для резки листового проката черного и цветного металла;
- портативная машина термической резки применяется для заводов или монтажа в строительстве, судостроении, при производстве металлоконструкций, нарезании труб и других;
- электрический или ручной инструмент для резки труб (труборез) – позволяет получить ровный и качественный срез трубы с ровным краем;
- станки с лазерной, воздушно-плазменной или гидроабразивной резкой для больших предприятий;
- газовая резка смесью горючих газов и кислорода.
Независимо от типа резки такие станки применяются для нарезания металлических изделий.
Где купить надежные станки для резки металла
Купить ручные и автоматические станки для резки металла с чпу по металлу от производителя по выгодным ценам в интернет магазине Metalmaster. В нашем каталоге представлен большой выбор видов современных новых моделей, всех габаритов: размеры (длина, ширина, высота), вес. При покупке станков для резки металла прилагается подробная инструкция по управлению настройками и эксплуатацией, так же на сайте можно изучить технические характеристики: описание, фото, устройство, видео, мощность, применение, назначение. Если возникли вопросы по производству и продажи оборудования, стоимости доставки, обратитесь к нашим менеджерам по телефонам: 8 (495) 730 30 64 или 8 (800) 555 05 40
ONLINE трансляция из демозала Metal Master
metalmaster.ru
Виды резки листового металла
Резку листового металла можно охарактеризовать как технологический процесс, в результате которого металлическое изделие делится на части, приобретая заданные формы и размеры.
В статье описана обработка листового металла, рассказано о способах резки металла, описаны роликовые ножницы, автоматические линии и т. д., а также рассмотрено специальное оборудование для обработки листового металла (станок, резак и др.).
Способы резки делятся на две основные группы: механическую и термическую.
Прежде чем выбрать определенный тип резки, необходимо узнать преимущества каждого вида, сущность процесса, а также в каких случаях применяется конкретный вид резки.

Механические виды резки
Основой механической резки является режущий инструмент, имеющий характеристики прочности и твердости выше, чем у обрабатываемого металла.
Еще такой способ обработки называется холодным. К механической обработке относятся гильотинная, ленточнопильная и гидроабразивная и резка болгаркой.
Резка ножницами и болгаркой
Для резки металла данным способом используются специальные гильотинные ножницы, которые можно использоваться для тонколистовых металлов (профлист, оцинковка).
Режущим элементом является нож. Гильотинные ножницы бывают механические, автоматические, пневматические, гидравлические.
Гильотинные ножницы ручные и пневматические имеют самые низкие цены из всех видов оборудования, предназначенных для прямолинейного реза металла.

Однако недорогой инструмент имеет низкую производительность, поэтому приходится прилагать много усилий.
Поэтому чаще всего предпочтение отдается специальным электроинструментам или промышленному оборудованию, которым работать гораздо легче и быстрее.
Электрический инструмент — это болгарка (углошлифовальная машина).
Резка и гибка болгаркой крайне не рекомендуется для металла с полимерными покрытиями, например, металлопрофиля, металлочерепицы.
Это связано с тем, что абразивные круги снижают защитные характеристики металла. При резке болгаркой своими руками нужно соблюдать технику безопасности: обязательно должны быть закрыты глаза и руки.
Главной опасностью при работе болгаркой является вылет осколков.
Эффективная резка болгаркой производится пяткой диска – ближней нижней частью круга. Через каждые 5 мин инструмент нужно отключать во избежание перегрева.
Если болгаркой режутся длинные трубы, то начинать нужно со свисающего края. Толстые детали режутся болгаркой прямолинейно.
Гильотинные ножницы работают по следующему принципу: лист для резки располагается на столе между ножами.
Металл нужно прижать к столу балкой, а затем перемещать верхний нож.
Гильотинные ножницы обеспечивают точную резку металла, что объясняется прижимным механизмом. Предназначены гильотинные ножницы для продольной и поперечной резки листового металла. Это приспособление для продольной резки является наиболее популярным.
Инструмент другого вида применим для квадратного, круглого и углового металла, благодаря тому, что нож располагается под любыми углами. Основные характеристики приспособления – длина и толщина среза.
Гильотинные ножницы обеспечивают ровный срез без шероховатостей, нож не портит краску и полимерное покрытие и характеристики обрабатываемого изделия.
Существуют еще дисковые ножницы для продольной резки, которая осуществляется крутящимися круглыми ножами.
Нижние и верхние дисковые ножи крутятся в разные стороны с одинаковой скоростью. Движение обрабатываемого изделия обеспечивается трением о нож.
Преимущественно дисковые ножницы для резки листового металла используются для кровельных работ для продольной обработки.
Видео:
Дисковые ножницы работают так: обрабатываемый лист укладывается на станок, вставляется между опорными и прижимными рейками.
Затем лист фиксируется зажимами и дисковые ножницы перемещаются по линии реза. Когда дисковые ножницы начинают вращение, нож разрезает изделие.
Дисковые ножницы просты в использовании при продольной резке металла своими руками (особенно, если линии для резки заранее размечены). Нож производит точную и качественную резку.
Данный инструмент предназначен лишь для продольной резки. Довольно востребованными являются автоматические линии.
Автоматические линии состоят из подающего устройства, разматывающего устройства, механизма подачи материала, режущего блока и пульта управления.
Автоматические линии для продольной резки имеют главное преимущество: нет необходимости задействовать людей, так как все операции на линии выполняются под контролем одного человека.
Часто применяются роликовые ножницы. Роликовый нож используется для прямолинейной и фигурной резки. Роликовый нож подходит для вырезания круглых и овальных, квадратных форм.
Ленточнопильная резка
Для такой резки роликовые ножницы не подходят, а используется станок с ленточным резаком, имеющим зубья, расстояние между которыми подбирается, исходя из качества обрабатываемого материала.
Резка имеет прекрасные характеристики: высокая производительность, хорошая чистота обработки, тонкий срез, не превышающий 2 мм.
Видео:
Такой станок способен обрабатывать любые сплавы. Одним из плюсов является выполнение резки под любым выставленным углом.
Станок также имеет и минусы: отсутствие возможности выполнять фигурную резку.
Гидроабразивная резка используется для материалов различной твердости: бетон, камень, разные виды металла и др. основой данного метода является использование смеси абразивных материалов и воды.
Станок подает смесь насосом высокого давления, достигая высочайшей скорости, что и обеспечивает резку.
Такой метод один из самых перспективных, позволяет тонкие металлы резать без абразивных материалов, только водой.
Термические виды
Термические резки листового металла базируются на термическом воздействии, после чего место среза плавится и сгорает. Основными методами являются газовая, плазменная и лазерная резка.
Газовая резка
Резка и гибка с применением кислородных и горючих газов имеет доступные цены. Метод применим не для всех материалов. Может выполняться и фигурная резка.
Условием качественной резки является температура сгорания металла, превышающая температуру плавления.
Принцип технологии такой: поверхность разогревается до 3000°, что зависит от обрабатываемого металла.
Такая температура достигается с помощью смеси горючего газа и кислорода.
Для качественного среза должен быть правильно отрегулирован объем подачи газа и скорость движения резака.
В основном такой метод используется для монтажных работ, в производстве металлоконструкций.
Видео:
Метод не лишен и недостатков, к которым можно отнести большую ширину швов и последующую обработку.
Также при неравномерном прогревании поверхности происходит деформация и ухудшение качества металла.
Плюсом является возможность обработки изделий толщиной до 20 см, при срезе в 2,5 мм.
Плазменная резка
Плазменная резка листового металла является современным методом, в котором вместо резца используется струя плазмы.
Основой метода является использование газообразных веществ в высокотемпературном плазменном состоянии, получаемого под влиянием электродугового разряда.
Резка может производиться двум способами: струей и дугой. При обработке дугой лист включается в цепь, дуга образуется между металлом и электродом. При обработке струей резка формируется между двумя электродами.
В качестве плазменного резака могут выступать самодельные приспособления
Плазменный поток возникает на плазмотроне, имеющего электрод, который формирует электродугу.
Далее в рабочее сопло осуществляется подача плазмообразующего газа в виде сжатого воздуха. Температура плазмы может подниматься до 30000°.
Плазменная резка используется для резки и гибки разных металлов толщиной до 20 см.
Благодаря высокой температуре отсутствует тепловое воздействие на участки, находящиеся рядом со срезом, что предотвращает деформацию листа, а также не ухудшает характеристики металла.
Видео:
Особенно это важно при работе с нержавейкой. Может выполняться и фигурная резка.
Плазменная резка и гибка своими руками производятся ручными устройствами, при которых начало резки — момент появления плазменной дуги.
В течение процесса между соплом плазмотрона и металлом нужно поддерживать расстояние до 15 мм.
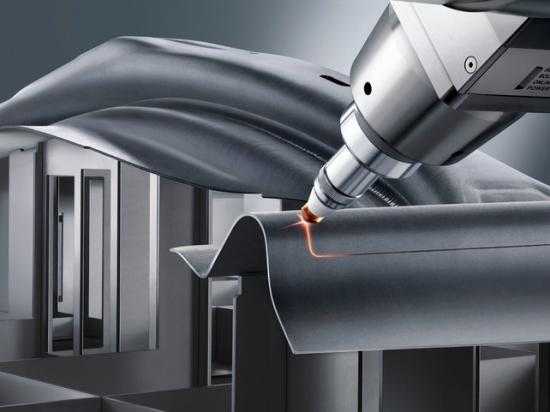
Лазерная резка
Лазерный станок для резки и гибки металла является новейшим оборудованием. Лазерная резка листового металла основана на тепловой энергии узкосфокуссированного лазерного луча.
Основными достоинствами технологии можно назвать точность, чистоту обработки, тонкий срез.
Метод используется для ювелирных и других изделий, которым требуется сложная фигурная резка и гибка. Метод целесообразно использовать для металла толщиной не более 15 мм.
Цены на оборудование не самые низкие в связи с новизной технологии.
Суть метода заключается в следующем: высокоинтенсивный лазерный луч наводится на металл, нагревая изделие.
После чего поверхность начинает плавиться в месте контакта, а прилегающие участки тоже нагреваются, но не деформируются и не теряют свои характеристики. Двигаясь, луч создает тонкую линию среза с ровными краями.
Видео:
Инструмент для лазерной резки представлен координатными столами, сопрягающимися с головкой, управляемой микропроцессорами.
Лазерные станки прекрасно обрабатывают хрупкие изделия, твердосплавные материалы.
Обработка листового металла осуществляется различными способами (роликовый нож, станки, резаки и пр.), из которых можно выбрать подходящий вариант резки и гибки своими руками. А для гибки могут использоваться самодельные приспособления.
rezhemmetall.ru
Как сделать роликовые ножницы для резки листового металла своими руками
Резка металла – один из самых популярных и распространенных способов обработки такого материала. При этом обязательным является использование специальные инструментов, которые предоставляют возможность осуществлять резку листового металла, поскольку сделать это без использования дополнительных приспособлений нереально.
Технология резки состоит в том, что на заготовку из того или иного материала воздействует режущий край инструмента. Острая режущая кромка инструмента движется по поверхности металла, разрезая его. Во время этого процесса срезаемый слой подвергается пластической деформации.
Резка металла в домашних условиях

Основными инструментами для резки в домашних условиях являются фрезы, диски, сверла. Использование таких инструментов дает возможность придать детали требуемую форму, отполировать металлическую поверхность, приводя ее к необходимым размерам.
При использовании таких способов на поверхность металла воздействует нож или другой станок. При этом очень важно, чтобы его резец имел более высокую твердость, чем заготовка, иначе никакого резания и не будет происходить.
Самым распространенным способом резки металла в домашней мастерской является механическая резка. Такой способ обработки материала является достаточно экономичным, способен обеспечить очень ровный край заготовки. Единственный его недостаток – обычно можно осуществлять только прямолинейную резку металла.
Роликовые ножи для металла
 Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи. Работа такого инструмента заключается в работе двух основных его элементах – режущих дисках. Вращаясь в разные стороны, эти ролики-диски вдавливаются в материал, осуществляя его разрезание. За счет трения металла и ножей между собой заготовка продвигается по инструменту.
Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи. Работа такого инструмента заключается в работе двух основных его элементах – режущих дисках. Вращаясь в разные стороны, эти ролики-диски вдавливаются в материал, осуществляя его разрезание. За счет трения металла и ножей между собой заготовка продвигается по инструменту.
Чаще всего встречаются роликовые ножи по металлу, что состоят из двух роликов. В таком инструменте есть два вращающихся диска – нижний и верхний. Сейчас встречаются такие инструменты трех типов ножей:
- с параллельным положением;
- с одним наклонным;
- с несколькими наклонными.
Первая группа такого инструмента для резки предназначена в основном для разрезания материала на полосы.
Вторая группа – предназначена для нарезания металла на полосы, а также для круглых и кольцевых заготовок.
Третья группа в основном используется для резки кольцевых, круглых и криволинейных заготовок с небольшим радиусом.
Все такие ножи хорошо подходят для быстрого разрезания листового металла. При этом обрезанный край материала не нуждается ни в какой дополнительной обработке.
Самодельные роликовые ножи
 Конструкция самодельного роликового ножа
Конструкция самодельного роликового ножаСтоимость даже самых простых моделей роликовых ножей сейчас очень высокая. Поэтому приобретать такой инструмент имеет смысл только в том случае, если такая обработка листового металла будет проводиться очень часто. В противном же случае, для одноразового или периодического использования такая покупка себя не оправдает с материальной точки зрения.
В подобном случае более правильным решением будет попытаться изготовить такой инструмент своими руками.
Конструкций роликовых ножей может быть очень много, поэтому сделать самостоятельно нож не составит особого труда. Но основная часть инструмента – режущие ножи – должны быть изготовлены из самого качественного и прочного сплава, прочность которого превышает разрезаемый материал. В противном случае качество обрезанного края будет очень низким, потребуется его дополнительная обработка.
Обычно даже в заводских моделях роликовых ножей ресурс находится в пределах 25 км листового металла толщиной в 0,5 миллиметра. Если же резать листовой металл с большей толщиной, то и ресурс использования инструмента будет снижаться. Но после этого ролики можно наточить, в результате чего инструмент снова будет готов к работе.
Что же относится к ресурсу использования самодельных роликовых ножей, то он напрямую зависит от качества материала, из которого сделанные режущие части станка.
Из чего можно сделать ножи
 Роликовый нож из подшипников
Роликовый нож из подшипниковВ случае собственноручного изготовления такого инструмента основная проблема – выбрать подходящий материал, который и будет резать металлические заготовки.
Так, в случае необходимости резать не самый прочный листовой металл – алюминий, оцинкованную сталь и тому подобное, неплохим решением будет использовать обычные подшипники, торцы которых необходимо предварительно заточить.
Для врезания таких ножей в металл один из роликов – приводной, нужно установить на ручку, при помощи которой можно прижимать ножи к материалу. После этого останется только тянуть металл, удерживая ручку самодельного станка прижатой к основанию.
Чем большим при этом будет диаметр подшипников, тем большую скорость резания будет иметь такой ручной инструмент.
Таким образом, сейчас можно найти немало конструкций самодельных роликовых ножниц для резки. Самое сложное при этом – найти детали, которые можно будет использовать в качестве ножей. Для более удобного использования станка, сделанного своими руками, его можно будет дополнительно оборудовать направляющими, которые позволят ровно отрезать заготовку.
При этом готовый инструмент, в случае необходимости, можно будет устанавливать на любой металлообрабатывающее оборудование, к примеру, на листогибочный станок.
Обзор и сравнение заводских моделей
| Модель ножа | Trim Cutter 3017 | RNK 098A | для станка LBM |
| Толщина резки, мм | 0,7 | 1 | 0,8 |
| Вес, кг | 4 | 1,11 | 7,92 |
| Габариты, мм | 220*180*260 | 180*150*200 | 460*250*300 |
| Цена, руб | 27163 | 39390 | 21019 |
stanokgid.ru
Резка листового металла — станки и технологии
Такой процесс, как резка листового металла широко применяется не только при производстве металлоизделий, но и в строительстве, и даже в ювелирном деле.
В зависимости от задач и требуемой чистоты обработки, а также от физических особенностей различных металлов и сплавов, могут применяться различные технологии.
Основные способы резки
На практике применяют две основные технологии резки листового металла, вернее две основные группы технологий, основанные на различных физических принципах воздействия на заготовку:
- Механическая резка — основана на применение режущего инструмента, твердость и прочность которого выше чем у обрабатываемой детали. При выполнении работ по данной технологии не осуществляется тепловое воздействие на материалы. К основным типам такой резки относят использование гильотинных и ленточнопильных устройств, а также гидроабразивная технология.
- Горячая технология — предполагает тепловое воздействие на обрабатываемую деталь, в результате которого происходит плавление и сгорание материала в районе реза. Существует множество способов выполнения работ по этому принципу, но к основным типам относится кислородная, плазменная и лазерная резка листового металла (последняя отличается высокой точностью и чистотой обработки поверхностей).
Все эти технологии имеют целый ряд преимуществ и недостатков, поэтому при выборе определенного способа резки необходимо учитывать и экономическую целесообразность применения.
Механическая резка металла
Самый дешевый способ — ручная резка листового металла специальными ножницами. Но применяться она может только для тонколистовых материалов (оцинковка, некоторые виды профлиста). Но недорогая стоимость имеет и обратную сторону — низкая производительность, необходимость прилагать значительные усилия (в течение целой рабочей смены резать металл не сможет и подготовленный человек).
Поэтому в основном все подобные работы выполняются при помощи специального электроинструмента или промышленного оборудования.
Резка при помощи ручного электроинструмента. Наиболее известны сабельная пила и углошлифовальная машинка (в просторечье «болгарка»). Работать такими устройствами гораздо проще, но оба этих способа имеют и недостатки.
Так, сабельная электропила может применяться для мягких металлов или сплавов, некоторых видов стали. А при помощи болгарки не может выполняться резка и гибка листового металла (или профилированного) с полимерными покрытиями, например металлочерепица, металлопрофиль. Применение абразивных кругов повреждает защитные покрытия и снижает срок службы изделия.
Ленточнопильная резка — технология, основанная на применении оборудования с ленточным режущим элементом. Такая режущая лента имеет ряд зубьев, шаг установки которых определяется свойствами обрабатываемого металла. Данная технология отличается высокой производительностью, неплохой чистотой обработки, при этом ширина реза на современном оборудовании составляет не более 1,5-2 мм, а скорость достигает 10 см в минуту.
Оборудование для резки листового металла по данной технологии может применяться для обработки практически любых сплавов. К преимуществам относят существующую возможность выполнять рез под определенным выставленным углом. К недостаткам обычно причисляют невозможность применять для фигурной резки, кроме того, толщина заготовки ограничивается особенностями станка.
Оснащение гильотинного типа широко применяется на многих предприятиях металлообрабатывающей отрасли. Гильотинные ножницы для резки позволяют получить достаточно ровный рез, при этом оно может быть только прямолинейным. Качество среза во многом зависит от квалификации исполнителя.
В зависимости от типа привода исполнительного механизма существуют ограничения на толщину разрезаемого металла. Так, для станков с гидравлической подачей толщина заготовки обычно не превышает 6 мм.
Гидроабразивная резка применяется для работы с материалами различной твердости (различные металлы, камень, бетон, железобетонные конструкции и многое другое). Принцип действия основан на применении смеси воды и абразивных материалов, которая подается при помощи насоса высоко давления (в некоторых современных устройствах этот параметр достигает 6 тысяч атмосфер). При этом смесь, проходя через выпускное сопло минимального диаметра (доли миллиметра) развивает скорость, в несколько раз превышающую скорость звука. Благодаря этому и производится резка различных материалов.
На сегодняшний день именно такой способ резки металлов считается самым перспективным. При этом тонкие металлы могут резаться даже без применения абразива, простой водой. Скорость работы во многом зависит от толщины заготовки, так 1 мм стальной лист можно резать со скоростью до 3 метров в минуту, а 10 см деталь — около 2,5 см/мин. Современное оборудование вполне позволяет работать с металлами толщиной до 30 см.
Следует сказать о том, что данная технология на сегодняшний день еще достаточно дорогостояща, в среднем час работы (с применением абразива) обойдется в 50-60 $.
Все эти методы резки металла хорошо зарекомендовали себя в условиях, когда применение термической обработки нежелательно. Различный режущий инструмент и мобильные установки для гидроабразивной обработки широко применяется в службе спасения.
Термическая (горячая) резка металла
Но все-таки гораздо чаще используют именно такие технологические приемы и оборудование.
Самая доступная цена на резку листового металла обеспечивается применением резки с использованием кислорода и горючих газов (или паров бензина или керосина). Стоит сразу отметить, что такой способ может применяться не для всех сплавов, так алюминий разрезать кислородной аппаратурой не выйдет. Основное требование — температура сгорания окислов металла должна быть меньше температуры плавления, в противном случае получить высокое качество реза невозможно.
Принцип действия основан на разогреве поверхности до определенной температуры (зависит от материала, от 1200 до 3000 градусов). Такой режим достигается благодаря смеси горючего газа и кислорода. После того, как начинают сгорать образующиеся окислы металла, в зону реза подается отдельный поток чистого кислорода, которым выдуваются все продукты горения.
Чтобы обеспечить максимальное качество реза необходимо правильно отрегулировать объем подачи горючей смеси и режущего кислорода, а также скорость перемещения резака.
Чаще всего такая технология применяется при производстве металлоизделий, монтажных работах, резке металлолома. Газовая резка имеет ряд недостатков — значительная ширина шва, необходимость последующей обработки (на кромках остаются наплывы, гарт, окалина). Кроме того, неравномерный нагрев поверхности материала может привести к деформации и потери металлом своих свойств.
Плазменная резка листового металла считается более современным способом раскроя. Она основана на применении высокотемпературного плазменного состояния газообразных веществ, получаемого под воздействием электрического дугового разряда.
Сварочный ток, необходимый для выполнения работ, создается трансформаторной или инверторной установкой, которая работает по принципу обычного сварочного аппарата.
Поток плазмы создается на рабочей насадке, плазмотроне. В ее конструкцию входит электрод, который и обеспечивает устойчивую электрическую дугу. После этого в рабочее сопло плазмотрона подается плазмообразующий газ, в качестве которого обычно применяют сжатый воздух или его смесь с аргоном или углекислым газом. При этом температура плазмы может достигать 30 тысяч градусов.
Плазменная установка может применяться для резки различных металлов и сплавов (алюминий, высоколегированная сталь, медь, чугун). Но стоит учитывать то, что применение данной технологии целесообразно только при толщине до 120-200 мм.
Высокотемпературный режим позволяет избежать термического воздействия на прилегающие к месту реза участки заготовки. Благодаря этому удается избежать тепловой деформации, что особенно важно для работы с нержавейкой.
Лазерный станок для резки листового металла с числовым программным управлением (ЧПУ) по праву считается самым инновационным оборудованием. Принцип действия основан на применении тепловой энергии узкосфокусированного лазерного луча. Главные преимущества данной технологии — высокая точность и чистота обработки, ширина реза может составлять десятые доли миллиметра. Эти свойства широко используются в ювелирном производстве, изготовлении деталей и изделий, к которым предъявляются существенные требования.
К недостаткам лазерных установок стоит отнести их низкий КПД, на сегодняшний день он не превышает 15-20%, а это обеспечивает высокую энергоемкость процесса. Но учитывая постоянное развитие этого направления, можно сказать, что у технологии большое будущее.
На текущий момент целесообразно применение такого оборудования при толщине металла не более 12-15 мм. При этом обеспечить резку материалов с высокими отражающими свойствами очень сложно, что так же определено низкой производительностью (КПД) установок.
Широкое применение металлов в различных областях промышленности обеспечивает развитие существующих и появление новых способов обработки. И это наглядно видно по количеству технологий, применяющихся для резки металла на современном этапе.
steelguide.ru
i-perf.ru
дисковые и ленточные пилы по металлу
Содержание статьи:
Резка металла является трудоемким процессом и для ее осуществления следует применять специальное оборудование. При этом выбор зависит от требуемой точности обработки и параметров стальной заготовки.
Способы резки металла
Механическая резка металла
В настоящее время существует два основных способа обработки металлических изделий – механическая и резка с помощью высоких температур. И в первом, и во втором случае необходимы металлорежущие станки.
Выбор оборудования во многом зависит от требуемого качества обработки, характеристик заготовки и скорости выполнения работ. В большинстве случаев после резки металлических листов (заготовок) они проходят стадии дальнейшей обработки – прессование, токарное точение или шлифование. Поэтому важно правильно определиться с технологией реза.
В настоящее время металлообрабатывающие станки имеют следующие принципы работы:
- механический рез. Выполняется с помощью специального инструмента дисковых или ленточных пил. Характеризуются относительно небольшой толщиной реза. Однако из-за давления края листового материала незначительно деформируются;
- термическая. Выполняется с помощью аргоновой или электродуговой обработки. Наиболее технологичной является лазерная резка, так как она минимально воздействует на материал, находящийся вне зоны обработки.
Реже всего применяют химическую резку. Это трудоемкий процесс, который необходим для обработки изделий из особо прочных сортов металла. Для производственного процесса чаще всего используют станки с механическим типом обработки.
После термической резки по краям материала формируется накал. Его следует удалить, чтобы избежать избыточного напряжения. Это также влияет на конфигурацию заготовки.
Циркулярные пилы

Ручная циркулярная пила по металлу
Наиболее распространена обработка листовых материалов с помощью дисковых (циркулярных) пил. Для этого применяются специальные диски с абразивной поверхностью или с напайками из твердых сортов металла.
В конструкции подобного оборудования есть электродвигатель, который передает крутящий момент валу. На нем установлен диск, выполняющий обработку материала. В зависимости от компоновки металлорежущие станки дискового типа разделяются на ручные и стационарные. Первые применяются для мобильной резки заготовок — пильный блок перемещается вручную по стационарной детали. Станки предназначены для обработки массивных изделий. Еще одной характерной особенностью стационарного оборудования является высокая мощность электропривода, что положительным образом сказывается на скорости формирования реза.
Дисковая пила по металлу характеризуется следующими параметрами:
- максимальная глубина пропила. Зависит от диаметра диска и конструкции;
- мощность электродвигателя. Влияет на скорость обработки;
- возможность наклона диска относительно детали. Эта функция необходима для выполнения наклонного реза.
Главным преимуществом ручных моделей является возможность выполнения криволинейного реза. Это может понадобиться при изготовлении нестандартных деталей или заготовок. Поэтому ручной дисковый металлообрабатывающий инструмент может применяться в домашних условиях или на производстве.
Для формирования ровного реза в ручных инструментах и стационарных установках есть специальные шаблоны и направляющие. С их помощью происходит точное позиционирование пильного диска относительно детали.
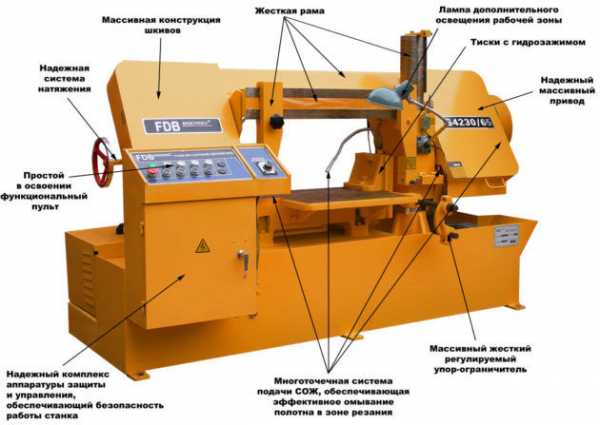
Ленточные пилы по металлу

Ленточный металлорежущий станок
Если в процессе резки металла важным требованием является высокое качество образовавшейся кромки – необходимо использовать ленточные металлорежущие станки. В отличие от дисковых аналогов обработка материала осуществляется за счет натяжения ленточной пилы на движущиеся шкивы.
В конструкции ленточного станка вращательное движение от двигателя преобразовывается в поступательное на шкивах. Оно передается режущему полотну, которое выполняет рез металлической заготовки. Чаще всего данные станки применяются для обработки труб различного сечения, стальных прутков и аналогичного металлопроката. Для повышения качества в конструкцию оборудования обязательно добавляют блок подачи охлаждающей жидкости.
Для выбора ленточных металлорежущих станков необходимо ознакомиться со следующими характеристиками:
- ширина обработки при положении ленточной пилы относительно заготовки 90°;
- возможность поворота блока с ленточной пилой относительно детали под определенный угол;
- размер ленточного полотна;
- скорость движения ленточной пилы. Рекомендуется приобретать станки, у которых этот показатель можно изменять в процессе обработки заготовки;
- мощность силовой установки;
- тип оборудования — ручное или стационарное.
В отличие от дисковых аналогов ленточная пила по металлу не имеет высокой скорости обработки. Однако она характеризуется минимальной толщиной реза, что важно для дальнейшего сопряжения деталей друг с другом.
Для выполнения тонкого реза рекомендуется приобретать станки с гидравлической системой подачи. Она обеспечивает плавное опускание рабочего блока, тем самым улучшая показатель позиционирования.
Применение гильотины

Металлорежущий гильотинный станок
Максимальным показателем производительности обладают станки гильотинного типа. Они форматируют рез с помощью специального ножа, который на большой скорости опускается на листовую металлическую заготовку. В результате этого происходит как бы обрабатывание материала.
Для осуществления вышеописанного процесса в конструкции станка есть блок с режущим лезвием, которое соединено с механизмом его пускания (поднимания). Для обработки стальных листов небольшого размера и толщин можно использовать механический аналог. Но для комплектации серийных производственных линий применяют сложное технологическое оборудование с электрическим или гидравлическим приводом.
Главным недостатком гильотины является невозможность резки изделий сложной формы. Применение криволинейных ножей нецелесообразно, так как это влечет за собой значительное удорожание производственного процесса. Для выполнения обработки этого типа лучше всего использовать циркулярку или ленточную пилу по металлу.
Основные технические характеристики металлорежущего станка гильотинного типа:
- максимальный показатель прилагаемого усилия на режущий нож;
- ширина лезвия;
- тип привода — ручной, гидравлический или механический;
- количество циклов реза, выполняемых за одну минуту.
Учитывая эти показатели можно выбрать оптимальный станок для резки металла. Однако при этом следует учитывать, что гильотинное оборудование предназначено для отрезания листового металлопроката.
Альтернативным вариантом вышеописанным способам является гидроабразивная обработка. Ее общее описание и специальные металлорежущие станки можно посмотреть в видеоматериале:
stanokgid.ru
Роликовый нож для листового металла своими руками
Содержание статьи:
Резка металла – один из самых популярных и распространенных способов обработки такого материала. При этом обязательным является использование специальные инструментов, которые предоставляют возможность осуществлять резку листового металла, поскольку сделать это без использования дополнительных приспособлений нереально.
Технология резки состоит в том, что на заготовку из того или иного материала воздействует режущий край инструмента. Острая режущая кромка инструмента движется по поверхности металла, разрезая его. Во время этого процесса срезаемый слой подвергается пластической деформации.
Резка металла в домашних условиях

Резка листового металла
Основными инструментами для резки в домашних условиях являются фрезы, диски, сверла. Использование таких инструментов дает возможность придать детали требуемую форму, отполировать металлическую поверхность, приводя ее к необходимым размерам.
При использовании таких способов на поверхность металла воздействует нож или другой станок. При этом очень важно, чтобы его резец имел более высокую твердость, чем заготовка, иначе никакого резания и не будет происходить.
Самым распространенным способом резки металла в домашней мастерской является механическая резка. Такой способ обработки материала является достаточно экономичным, способен обеспечить очень ровный край заготовки. Единственный его недостаток – обычно можно осуществлять только прямолинейную резку металла.
Роликовые ножи для металла
 Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи. Работа такого инструмента заключается в работе двух основных его элементах – режущих дисках. Вращаясь в разные стороны, эти ролики-диски вдавливаются в материал, осуществляя его разрезание. За счет трения металла и ножей между собой заготовка продвигается по инструменту.
Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи. Работа такого инструмента заключается в работе двух основных его элементах – режущих дисках. Вращаясь в разные стороны, эти ролики-диски вдавливаются в материал, осуществляя его разрезание. За счет трения металла и ножей между собой заготовка продвигается по инструменту.
Чаще всего встречаются роликовые ножи по металлу, что состоят из двух роликов. В таком инструменте есть два вращающихся диска – нижний и верхний. Сейчас встречаются такие инструменты трех типов ножей:
- с параллельным положением;
- с одним наклонным;
- с несколькими наклонными.
Первая группа такого инструмента для резки предназначена в основном для разрезания материала на полосы.
Вторая группа – предназначена для нарезания металла на полосы, а также для круглых и кольцевых заготовок.
Третья группа в основном используется для резки кольцевых, круглых и криволинейных заготовок с небольшим радиусом.
Все такие ножи хорошо подходят для быстрого разрезания листового металла. При этом обрезанный край материала не нуждается ни в какой дополнительной обработке.
Самодельные роликовые ножи

Конструкция самодельного роликового ножа
Стоимость даже самых простых моделей роликовых ножей сейчас очень высокая. Поэтому приобретать такой инструмент имеет смысл только в том случае, если такая обработка листового металла будет проводиться очень часто. В противном же случае, для одноразового или периодического использования такая покупка себя не оправдает с материальной точки зрения.
В подобном случае более правильным решением будет попытаться изготовить такой инструмент своими руками.
Конструкций роликовых ножей может быть очень много, поэтому сделать самостоятельно нож не составит особого труда. Но основная часть инструмента – режущие ножи – должны быть изготовлены из самого качественного и прочного сплава, прочность которого превышает разрезаемый материал. В противном случае качество обрезанного края будет очень низким, потребуется его дополнительная обработка.
Обычно даже в заводских моделях роликовых ножей ресурс находится в пределах 25 км листового металла толщиной в 0,5 миллиметра. Если же резать листовой металл с большей толщиной, то и ресурс использования инструмента будет снижаться. Но после этого ролики можно наточить, в результате чего инструмент снова будет готов к работе.
Что же относится к ресурсу использования самодельных роликовых ножей, то он напрямую зависит от качества материала, из которого сделанные режущие части станка.
Из чего можно сделать ножи

Роликовый нож из подшипников
В случае собственноручного изготовления такого инструмента основная проблема – выбрать подходящий материал, который и будет резать металлические заготовки.
Так, в случае необходимости резать не самый прочный листовой металл – алюминий, оцинкованную сталь и тому подобное, неплохим решением будет использовать обычные подшипники, торцы которых необходимо предварительно заточить.
Для врезания таких ножей в металл один из роликов – приводной, нужно установить на ручку, при помощи которой можно прижимать ножи к материалу. После этого останется только тянуть металл, удерживая ручку самодельного станка прижатой к основанию.
Чем большим при этом будет диаметр подшипников, тем большую скорость резания будет иметь такой ручной инструмент.
Таким образом, сейчас можно найти немало конструкций самодельных роликовых ножниц для резки. Самое сложное при этом – найти детали, которые можно будет использовать в качестве ножей. Для более удобного использования станка, сделанного своими руками, его можно будет дополнительно оборудовать направляющими, которые позволят ровно отрезать заготовку.
При этом готовый инструмент, в случае необходимости, можно будет устанавливать на любой металлообрабатывающее оборудование, к примеру, на листогибочный станок.
Обзор и сравнение заводских моделей
| Модель ножа | Trim Cutter 3017 | RNK 098A | для станка LBM |
| Толщина резки, мм | 0,7 | 1 | 0,8 |
| Вес, кг | 4 | 1,11 | 7,92 |
| Габариты, мм | 220*180*260 | 180*150*200 | 460*250*300 |
| Цена, руб | 27163 | 39390 | 21019 |
- Trim Cutter 3017
- RNK 098A
- для станка LBM
stanokgid.ru
Виды и способы резки металла
Любые промышленные предприятия и частные мастера нуждаются в специальном станке для резки металла. Значением имеет его соответствие техническим требованиям и параметрам. Известно несколько способов обработки изделий. Металл обрабатывается методом ручной резки, лазером, плазмой или под давлением. Выбор конкретного вида резки металла зависит от стоимости, эффективности работ и их итогового результата.
Обработка металла холодным и горячим приемами
Резка металла осуществляется холодным (механическим) и горячим приемами. Первый характеризуется механическим воздействием на обрабатываемое изделие. Значение имеет твердость режущего инструмента. Резка осуществляется инструментом, значительно превосходящим по твердости обрабатываемую деталь. При данном способе применяются инструменты:
Горячая резка деталей подразумевает термическое воздействие на них. Они расплавляются в нужном месте, а остатки расплава удаляются газом. Горячий способом включает в себя виды резки:
- газокислородную;
- лазерную;
- плазменную.
Не всегда холодная металлообработка позволяет добиться необходимой чистоты конечного изделия. Такая проблема возникает при кислородной и воздушно-дуговой резке. Указанные методы применяются только в качестве подготовительных работ.

Схемы воздушно-дуговой резки
Разновидности холодной резки
Указанный прием имеет ряд достоинств, среди которых:
- высокая точность результата;
- экономичность;
- ровность краев разреза.
Основной недостаток заключается в изготовлении только прямолинейных разрезов.
Резка металла циркулярной пилой позволяет делать качественные и точные разрезы с возможностью контролировать их угол. Главный недостаток инструмента в оставлении после себя большого количества отходов. Пила работает при сравнительно небольшой скорости. Она не позволяет резать детали на значительную глубину.
Нарезание элементов при помощи болгарки используется для профильного проката. Болгарка не оставляет на обработанном материале окислов и окалин. После металлообработки остается мало отходов. Данный способ обладает низкой производительностью по сравнению с другими вариантами.

Рубка гильотиной имеет ряд ограничений касательно деталей со сложной конфигурацией, но считается самым недорогим и эффективным методом металлообработки.

Конструкция гильотинного станка
Использование ленточнопильного станка считается наиболее универсальным вариантом для обработки любых металлических деталей. Аппарат позволяет проводить работы под любым углом, избегая серьезных потерь тепла. В результате конечный продукт имеет идеальные кромки. Станок используется только для изделий с определенными размерами.
Конструкция ленточнопильного станка
Газокислородная резка
Нарезать металл методом кислородной металлообработки допустимо при соблюдении целого ряда условий:
- металлический элемент содержит незначительное количество легированных компонентов;
- для изделия характерна невысокая теплопроводность;
- обрабатываемый материал имеет температуру плавления больше, чем температуру горения.

Кислородную резку не рекомендуется использовать в качестве основного приема металлообработки. После нее на материале остаются окислы, влияющие на все его качество.
Лазерная металлообработка
Лазерное разрезание изделий является прогрессивным приемом. Суть его в воздействии на прокат узконаправленного светового луча, разогревающего деталь в месте контакта до высоких температур. Под действием луча металлоизделие расплавляется, а остатки расплава сдуваются с его поверхности специальным газом.
При лазерном методе отсутствует деформация металлоизделия, удается получить высокоточный результат без необходимости дополнительной обработки краев.

Схема и общий вид установки
При всех достоинствах указанные виды разрезания металлоизделий имеют несколько недостатков:
- применение только для тонколистового материала толщиной до 20 мм;
- невозможность обработки алюминиевых сплавов, металлоизделий из нержавеющей стали из-за их высокой отражаемости световых лучей.
Разрезание плазменным методом
Разрезание металлоизделия плазмой подразумевает воздействие на его определенный участок газовой смеси под высоким давлением. Плазменный поток представляет собой сильно нагретый и подвергшийся ионизации газ. Температура потока составляет 150000С.

Резка плазменной дугой и плазменной струей
В месте воздействия плазмы на деталь происходит ее выгорание и плавление. Части расплавленного металла выдуваются газовой смесью. Метод можно использовать для резки любых типов изделий.
Нарезание металлоизделий плазмой превосходит по производительности все другие способы. Она в 10 раз быстрее любых механических методов резки металлоизделий. Плазменное разрезание в 4 раза быстрее лазерного метода.
Плюс метода в том, что им осуществляют разрезание металлических изделий различной толщины (до 150 мм).
Имеются минусы у данного способа:
- требуется металлообработка краев деталей;
- края после обработки имеют небольшой наклон на 40;
- не рекомендуется применять для разрезания титана и других металлоизделий большой толщины.

Гидроабразивный метод
Разрезание изделий гидроабразивным методом имеет следующее определение: раскрой материала путем воздействия на него смеси песка и воды, подаваемых под давлением через узконаправленное сопло. Песок в сочетании с водой способны разрезать металлоизделия, имеющие толщину 30 см.
Способ относится к числу инновационных. После раскроя детали нет необходимости в дополнительной обработке ее краев.

Скорость гидроабразивной резки
Указанный способ не относится к горячему методу разрезания металлоизделий, поскольку при нем отсутствует термическое воздействие на обрабатываемую деталь. Благодаря этому разрезание может быть выполнено без деформации изделия.
Главным недостатком гидроабразивного метода является невозможность резки металлов, подверженных коррозии. Применяемое оборудование имеет высокую стоимость и не всегда доступно для частных нужд.
Видео по теме: Станок гидроабразивной резки WTJ
promzn.ru
Станки продольной резки металла | “Кровля”, ЗАО, Киров
Лёгкие станки продольной резки металла
Резать рулонный металл несложно.
Лист в процессе резки пропускают между двумя парами валов, оснащённых специальными дисковыми ножами.
Отсюда второе название станков резки металла – дисковые ножницы.

Наша организация производит лёгкие станки резки металла.
Лёгкие станки просто перевозятся, быстро устанавливаются, удобны в обслуживании.
Производительность станков обеспечивает резку до 600 – 1000 кг металла в час (5 – 8 тонн в день), что вполне достаточно для обеспечения потребностей большинства мелких и средних организаций.
Станки могут производить продольную резку рулонов металла на узкие рулоны (штрипсы).

На фото: резка рулонного металла на штрипс шириной 137 мм.
Станки могут производить продольно-поперечную резку. Для этого к станку присоединяется приёмный стол.

На фото: на станке ДН-5 производится резка металла толщиной 0.8 мм на отдельные листы (заготовки).
На станки можно установить комплект нанесения защитной плёнки.

На фото: защитная плёнка плотно прикатывается к поверхности металла и позволяет в дальнейшем работать с металлом без риска повреждения поверхности.
Технические характеристики станков продольной резки металла от ЗАО «Кровля»
| Наименование станка | ДНР-3 | ДН-3 | ДН-5 | ДН-10 |
|---|---|---|---|---|
| Скорость резания, м/мин. | – | 12 | 12 | 12 |
| Ширина разрезаемого металла | 400 -1250 | 400 -1250 | 400 -1250 | 400 -1250 |
| Толщина разрезаемого металла, мм | 0.8 | 0.8 | 1.2 | 1.5 |
| Тип привода | ручной | электр. | электр. | электр. |
| Мощность двигателя, квт | – | 0.75 | 1.1 | 1.5 |
| Диаметр валов, мм | 60 | 60 | 90 | 105 |
| Количество устанавливаемых пар ножей | 3(до5) | 3(до5) | 5(до10) | 10(до15) |
| Вес, кг | 120 | 145 | 175 | 215 |
Какое дополнительное оборудование используется совместно со станками продольной резки?
Для подачи металла в станки удобно использовать самоподъёмные разматыватели.
Достаточно привезти рулон металла автомашиной кран – борт.
Установка рулона на разматыватель не требует грузоподъёмных механизмов и занимает не более 10 минут.


На фото: двое рабочих легко устанавливают на разматыватель УРС-8 рулон металла и приподнимают его винтовыми домкратами.
Разматыватели просто и удобно соединяются со станками резки металла специальными связями и не требуют крепления к полу на анкерные болты.

Для поперечного отрезания металла на станки устанавливается ручной дисковый отрезной нож.
Режущие диски из легированной спецстали обеспечивают уверенную резку металла толщиной до 0.8 мм.

Нас часто спрашивают:
Какие имеются технические особенности резки на узкие рулоны (штрипсы)?
Надо сказать, что резка на штрипс является самой сложной операцией в резке рулонного металла.

Главная проблема заключается в наматывании разрезанных полос металла на наматыватель.
Даже тяжёлые консольные наматыватели не обеспечивают одинаковую плотность намотки в разных штрипсах. То есть некоторые ленты будут идти внатяг, а некоторые провисать и образовывать петли на полу. Поэтому большинство стационарных линий резки имеют в полу компенсационную яму.
Намотать рулоны штрипсов весом более 2 – 2.5 тонн на несложных, нестационарных наматывателях невозможно.
В нашей организации выпускается только один вариант наматывателя – УН-2 (универсальный наматыватель г/п 2 тн.) Наматыватель выполнен в лёгком варианте с ручным приводом и позволяет наматывать штрипсы общим весом до 1.5 – 2 тн.

Какова стойкость дисковых ножей?
Для изготовления ножей используется высококачественная инструментальная сталь марки ХВГ, легированная хромом, ванадием, марганцем с последующей термообработкой и шлифовкой.
Это даёт возможность обеспечить уверенную резку нескольких сотен тонн стали. При толщине стали 0.55 мм – не менее 800 тонн.
Ножи двусторонние. Это увеличивает ресурс вдвое.
Дальнейшее использование затупившихся ножей возможно после простой и недорогой шлифовки ножей на стандартном плоскошлифовальном станке. Шлифовать ножи можно 2 – 3 раза.
Возможна ли работа станков в неотапливаемых помещениях при минусовой температуре?
Линии резки могут эксплуатироваться в диапазоне температур от + 40 до – 20 градусов.
При соблюдении некоторых простых правил работа может производиться не только в неотапливаемых помещениях, а даже на открытой территории.

На фото: линия резки, установленная на базе строительной организации работает под открытым небом уже более 8 лет.
Какие выгоды от использования лёгких станков резки металла?
- Уменьшаются затраты на производство. Стационарные линии резки, приобретение погрузчика, установка кранбалки будут не нужны, а стоят они недёшево.
- Экономия на помещениях. Работа может производиться на территории производственной базы, на строительном объекте, под открытым небом и в зимних условиях.
Как правильно выбрать станок резки металла?
Главным техническим параметром станков, после мощности электродвигателя, является диаметр валов станка.
Почему?
В процессе резки происходит разжим валов с дисковыми ножами, сопровождающийся изгибом валов.
Поэтому, чем больше диаметр валов, тем больше максимальная толщина разрезаемой стали и тем большее количество пар ножей можно установить на станок.
ЗАО «Кровля» выпускает следующие типы станков продольной резки:
stanki800.ru