Станок с 95 – С-95 Станок токарный настольный часовой. Схемы, описание, характеристики
alexxlab | 18.08.2020 | 0 | Вопросы и ответы
С-95 Станок токарный настольный часовой. Схемы, описание, характеристики
Сведения о производителе токарного станка С-95
Производитель токарного станка модели С-95 – Учебно-производственные мастерские Московского авиационного техникума им. Годовикова Н.Н. (УПМ МАВИАТ).
С-95 Станок токарный настольный часовой. Назначение, область применения
Токарный настольный станок С-95 является копией токарного часового станка Boley No. 1b немецкой фирмы G.Boley или Boley & Leinen, основанной в 1870 году.
Станок С-95 является настольным токарным станком и предназначается для всевозможных мелких чистовых токарных работ в приборостроении, при производстве инструмента, для выполнения массовых операций в основных цехах часового производства и т.д.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
- Несложные фрезерные и доводочные работы
Фото токарного станка С-95


Фото токарного станка Boley No. 1b
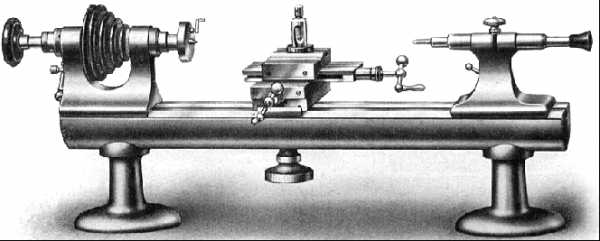
Общий вид токарного станка С-95

Общий вид токарного станка С-95. Смотреть в увеличенном масштабе
Комплектация токарного станка С-95

Комплектация токарного станка С-95. Смотреть в увеличенном масштабе
Конструкция часового токарного станка С-95
Часовой токарный станок С-95 в основном станок представляет агрегат из станины, передней и задней бабок, суппорта и электродвигателя.
Станина станка С-95 (черт. С-95-01-00)
Станина станка представляет точеную балку (деталь 01), укрепленную на двух поддерживающих стойках (деталь 02 и 03). Верхняя часть ее располагает призматическими направляющими под бабки и суппорт. Для крепления передней и задней бабок в станине имеется Т-образный паз, а для крепления суппорта в средней части ее — сквозное окно.
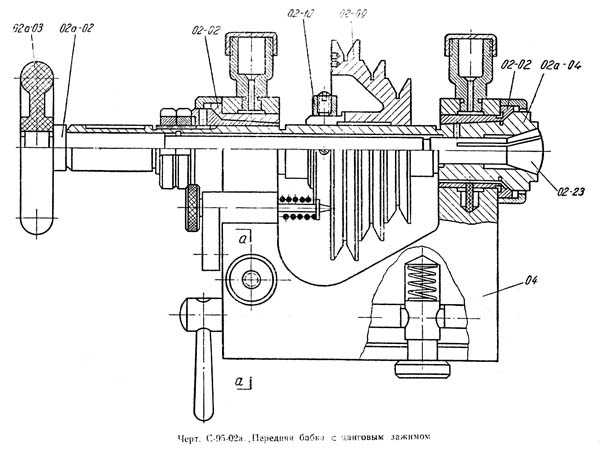
Передняя бабка токарного станка С-95 (черт. С-95-02а)
Передняя бабка токарного станка С-95. Смотреть в увеличенном масштабе

Передняя бабка токарного станка С-95 представляет вильчатую стойку (деталь 04) со стальными калеными коническими втулками (деталь 02-02). Шпиндель (деталь 02а-04) имеет гнездо под цангу или оправку. Регулировка шпинделя производится путем подтяжки заднего конуса. Смазка шпинделя из кольцевых карманов в бабке производится через отверстия во втулках с установленными в них фильтрами из фетра. Шкив (деталь 02-09) между опорами шпинделя заклинен стопорным кольцом (деталь 02-10). Крепление цанги (деталь 02-23) производится при помощи цангодержателя (деталь 02а-02) и маховичка (деталь 02а-03).
Для крепления бабки на станине имеется эксцентриковый зажим. В случае, когда бабка используется как делительная головка (при нарезке зуба трибов), на торце шкива (деталь 02-09) засверлены два ряда делительных отверстий, а задняя вилка бабки снабжена фиксирующим приспособлением.
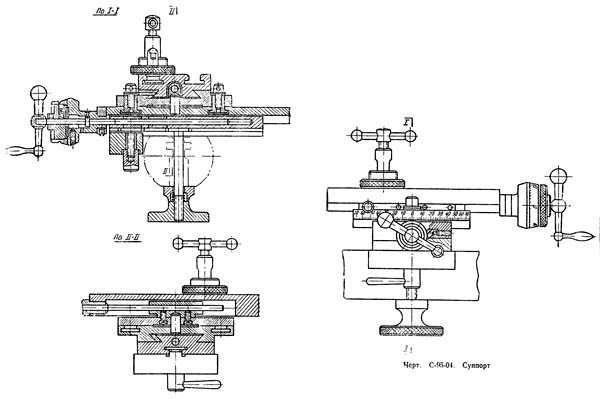
Суппорт токарного станка С-95 (черт. С-95-04)
Суппорт токарного станка С-95. Смотреть в увеличенном масштабе
Суппорт обычный для настольно-токарных станков с поворотной верхней частью.
Задняя бабка токарного станка С-95 (черт. С-95-03)
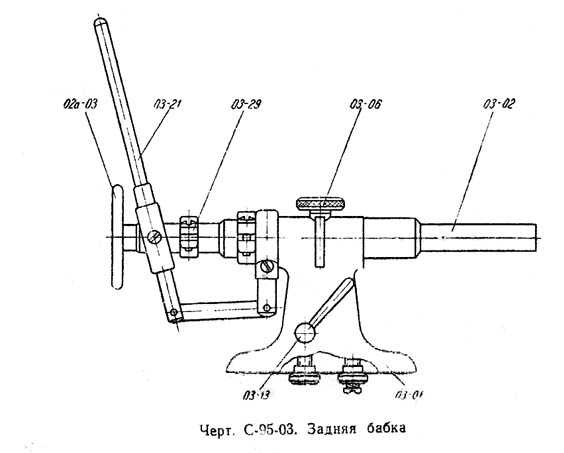
Задняя бабка токарного станка С-95 представляет стойку (деталь 03-01) со шпинделем (деталь 03-02), перемещающимся от рычага (деталь 03-21). Шпиндель имеет посадочное гнездо под цангу или центр и отверстие под цангодержатель. Перемещение шпинделя может регулироваться упором (деталь 03-29). При центровых работах зажим шпинделя производится барашком (деталь 03-06). Крепление бабки на станине производится эксцентриком (деталь 03—13) при помощи рукоятки.
Приспособление для фрезерования и наружного шлифования (черт. С-95-05)
Приспособление для фрезерования и наружного шлифования представляет систему головки, несущей квилльную установку (черт. С-95-06), ползушки, на которой головка может быть повернута на угол ±90°, и стойки, в направляющих которой ползушка с головкой могут быть регулируемы по высоте от ходового винта. Приспособление крепится на суппорте под любым углом относительно бабки.
Приспособление для внутреннего шлифования (черт. С-95-07)
Приспособление для внутреннего шлифования крепится вместо резцедержателя на суппорте. Корпус приспособления шарнирно соединен с основанием и может регулироваться по высоте винтом. В каленых втулках корпуса вращается удлиненная втулка с закрепленным на ней шкивом. Опоры этой втулки защищены от попадания пыли с одной стороны колпачком, с другой — шкивом. Шпиндель приспособления, несущий камень, размещается в удлиненной втулке и имеет возможность осевого перемещения в последней; вращение получает от втулки благодаря связывающей их шпонке.
Подручник (черт. С-95-08)
Подручник крепится на станине (деталь 01) и регулируется по высоте зажимным винтом (деталь 08-06).
Стойка подручника (деталь 08-03) связана шарнирно с планкой (деталь 08-02), закрепляемой на станине так, что может быть вместе с подручником откинута в заднее положение на 180°.
Контрпривод (черт. С-95-09)
Контрпривод смонтирован на деревянном щите. Вал контрпривода расположен на шарикоподшипниках, имеющих своими опорами две стойки. В непосредственной близости от ведущих шкивов на щитке укреплена еще одна стойка, служащая для монтажа направляющих роликов.
Основные технические характеристики станка С-95
| Наименование параметра | Т-65 | С-95 | Т-28 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 120 | 50 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 12 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 32 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 125 | 220 |
| Наибольшая длина обтачивания, мм | 70 | 55 | |
| Наибольшая высота держателя резца, мм | 7 х 7 | 6 х 9 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 6 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | ||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 8 | 10 |
| Конус Морзе шпинделя | № 1 | 39°30` | № 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 3 | 3 |
| Частота прямого вращения шпинделя, об/мин | 77, 66, 55 | 1300..3000 | 1440, 2500, 4300 |
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 70 | 44 | 55 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение резцовых салазок, мм | 70 | 38 | 55 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±60° |
| Задняя бабка | |||
| Конус задней бабки | Морзе №1 | 39°30` | Морзе №0 |
| Наибольшее перемещение пиноли, мм | 45 | 30 | 45 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,25 1400 об/мин | 0,15 2700 об/мин | 0,27 2800 об/мин |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 675 х 300 х 250 | 420 х 200 х 250 | 650 х 255 х 222 |
| Масса станка, кг | 19 | 19,2 | 25 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
stanki-katalog.ru
С95 Паспорт на настольно-токарный станок
В основном станок представляет агрегат из станины, передней и задней бабок, суппорта и электродвигателя.
Станина станка представляет балку (дет. 01), укрепленную на двух поддерживающих стойках дет. 02 и 03). Верхняя часть ее располагает призматическими направляющими под бабки и суппорт. Для крепления передней и задней бабки в станине имеется Т-образный паз, а для крепления суппорта в средней части ее – сквозное окно.
Передняя бабка представляет стойку (дет. 04), со стальными коленчатыми коническими втулками. Шпиндель имеет гнездо под цангу или оправку. Регулировка шпинделя производится путем подтяжки заднего конуса. Смазка шпинделя из кольцевых карманов в бабке производится через отверстия во втулках с установленными в них фильтрами из фетра. Шкив между опорами шпинделя заклинен стопорным кольцом (дет. 02-10). Крепление цанги производится при помощи цангодержателя и маховичка.
Для крупносерийных и массовых производств выпускаются станки С-95, имеющие переднюю бабку с рычажным нажимом цанги.
Для крепления бабки на станине имеется эксцентриковый зажим. В случае, когда бабка используется как делительная головка при нарезке резьбы), на торце шкива засверлены два ряда делительных отверстий, а задняя вилка бабки снабжена фиксирующим приспособлением.
Задняя бабка представляет стойку со шпинделем, перемещающимся от рычага. Шпиндель имеет посадочное гнездо под цангу или центр и отверстие под цангодержатель. Перемещение шпинделя может регулироваться упором. При центровых работах зажим шпинделя производится барашком. Крепление бабки на станине производится эксцентриком при помощи рукоятки.
Скачать С95 Паспорт на настольно-токарный станок
pasportanastanki.ru
Восстанавливаю с-95 – Часовые станки и приспособления
У моего “франкенштейна” появился братик. Старший или младший – как смотреть (он 71го года рождения), по размеру будем считать младшим.
Станку у меня два дня, забрал я его вечером в пятницу у пользователя Илья Тип. Как-то повезло мне в барахолке первому в очередь встать (и сразу еще несколько человек встало в очередь). Попутно мне Илья показал свой гараж с кучей сокровищ, и дал в подарок два отреза ремешка кожанного, за что ему отдельное большое спасибо 🙂
Началось всё в субботу, с банальной разборки на части (хотя разобрать пока удалось не всё, об этом – ниже). Залил всё вдшкой, дал около часа отмокнуть, потом начал разъединять. Закончилось всё буквально часа два назад. Т.е. за два дня я его немножко перетряхнул, подчистил, подмазал и он уже меня радует 🙂 Пока, правда, только внешним видом.
Для тех, кто не видел лота на аукционе, привожу фотки Ильи. Далее будут мои, уже после рукоприкладства.
Итак, о хорошем
1) Выработка на шкиве равна нулю
2) На втулках небольшие полосы есть, но никаких задиров и т.п. нет, выработка не заметна. Из 360 градусов примерно на 20-40 градусах он чуть туже крутится, вероятно оттого, что много лет лежал в одном положении, возможно с опорой на шкив. Но ничего криминального, думаю, если на холостых погонять час другой с маслом, не шибко затягивая регулировочные гайки – проблема уйдет
3) на суппорте выработки не видно совсем, поворотный узел тоже абсолютно без потёртостей
4) плоскости целые, но есть ямки… рассыпанные, как будто от шабрения следы. На краску и щупы пока не проверял, визуально – отлично всё.
5) Номера бабок и станины совпадают. Суппорт под другим номером (49). У меня есть еще суппорт от с95, с номером 41, вероятно это не номер суппорта, а номер его “модификации” или партии или чего-то подобного.
Похоже станок работал очень мало. Чистил всё керосином, вдшкой, бумагой, зубной щеткой и губкой для мытья посуды (не металлической, обычной).
Теперь о проблемах
1) Погнута ручка продольной подачи. Исправлю позже
2) Местами покрытие станины, бабок, суппорта пострадало глубже гальваники. Ничего критичного, но эстетика немного пострадала. Хотя, видя его до отмывки, я думал что всё будет хуже. Самое пострадавшее место – почему-то под передней бабкой. И направляющие (каверны), и нога, и боковая поверхность станины. Хотя там то по логике масла должно быть больше всего, если станок работал.
4) Задняя бабка (шпиндель) пока стоит мёртво. Положил в керосин, завернул в пакет, пущай отмокает.
5) Оснастки нет совсем, только центр невращающийся с шомполом. Про китайские цанги я уже в курсе, форум покурил, там же где-то проскакивала цанга с резьбой под мелкий патрончик.
Вопросы:
1) Как открутить ноги? Там просто шпильки (судя по чертежу)? Две гайки накинуть, законтрить друг на друга и выкрутить – получится?
2) На передней бабке два кольца подпирают втулки. Эти кольца на резьбе или они впрессованы? Вынимать не планирую, но интересно знать, по чертежам из паспорта понять не могу.
3) Есть ли у кого-то видео с механикой работы задней бабки? Она закисшая круто, еще не отмокла, прикладывать усилия боюсь.
P.S. “франкенштейн” мой тоже в работе, но на него уже сил нет сегодня писать, позже в его персональную тему добавлю фотки изготовления сборного фланца из текстолита 🙂 (и на фрезере, и на самом токарнике)
Изменено пользователем Рукоблудwww.chipmaker.ru
Вопросы по С-95 – Часовые станки и приспособления
Ребята, всем доброго времени суток !
Помогите пожалуйста советами. Вопросов несколько.
Сегодня купил станок С-95 в штатной (но, как уже успел понять,в неполной) комплектации. Почистил, собрал. Вот фото.
Цанги отсутствуют.
И поскольку задача – точить из стали изящные детали диаметром до 30 мм., то не знаю, как доукомплектовать переднюю бабку кулачковым патроном. На передней бабке только центр (фото тоже прикрепляю).
Какой кулачковый патрон приобрести лучше (может здесь у кого есть на продажу хороший и четкий ?) и как его устанавливать, ведь в существующем шкиве посадочное отверстие для конуса всего 8мм ? По-моему слабоват такой диаметр для кулачкового патрона. Неужели нужно будет новый шкив изготавливать ? Патрон от дрели ставить абсолютно душа не лежит.
Второй момент – это резцедержатель. Видел в интернете, что на С-95 ставят квадратный вместо штатного, на 4 резца. С этой деталью как вообще дела обстоят ? Продаются они или нужно заказывать ? Если заказывать, может есть у кого чертеж удобного именно для такого станка ?
Третий вопрос по двигателю. (У него такие параметры: Двигатель короткозамкнутый Тип АОЛ-II/2 50 Hz, 180W 2800об./мин. 220/380V 0,86/0,5А Cosφ 0,86 КПД 66% ГОСТ 8212-56). Так понимаю, что он тоже штатный. У него просто оборваны провода. Как его активировать – просто нарастить провода, прикрепить тумблер и прямиком в домашнюю сеть ? Или же нужно какие-нибудь конденсаторы ставить и т.п, в чем не силен ? Розетку в стену поставить могу без проблем, но вот что касается более сложного – ни в зуб ногой. Как быть – привлекать электрика ?
И еще важный нюанс: очень тщательно рассмотрел на суппорте горизонтальную поворотную площадку с отметками в градусах и у меня возникли сомнения, что может возникнуть проблема при попытке очень четко выставить суппорт продольной подачи вдоль оси обрабатываемой детали. Как в этом случае приспосабливаются ? Иными словами, как добиваются строго перпендикулярного положения между поперечным и продольным суппортами, если перед этим выставляли их для работы под углом ? Может имеет смысл дополнить поворотную площадку каким-нибудь упором, который очень строго выверить угломером один раз ?
Последние вопросы: фрезприставка к этому станочку достойно выполняет свою функцию ? Для нее обязателен контрпривод или же как-то по-другому можно обойтись ? И где взять фрезприставку ?Какая нормальная цена для нее в хорошем состоянии ?
Вопросов многовато, но пожалуйста, кто на какой знает ответ – отзовитесь ! Хочется скорее ворваться !
Ответившим заранее благодарен.
С уважением, Илья.
www.chipmaker.ru
Токарный станок 1М95: технические характеристики
Комбинированный токарный станок 1м95 стоял на производстве с 1966 по 1977 года на Алма-Атинском станкостроительном заводе. В 1977 году завод отказался от выпуска данных устройств, заменив их на более перспективную разработку – станок 1д95. Конструкторы считали, что данное устройство лучше всего подойдет для небольших передвижных или стационарных мастерских.
Описание
Станок 1м95 предназначен для выполнения токарных (наружных и внутренних) работ на телах вращения с разными параметрами. Кроме этого, на данном станке можно создавать резьбу необходимого типа как в центрах, так и в патроне.
Устройство состоит из двух ключевых узлов. Первый предназначен для точения и фрезеровки, а второй – для сверлильных работ. Каждый из этих узлов обладает самостоятельным приводом. Благодаря целому ряду удачных конструкторских решений станок характеризуется высокой универсальностью. Кроме центров с переменной высотой, станок имеет долбежные, фрезерные, заточные приспособления, демонстрирует неплохие металлорежущие показатели.
На этом устройстве оператор может создавать следующие типы резьбы:
- метрическую;
- модульную;
- дюймовую;
- питчевую.
Кроме перечисленных функций, на станке выполняют несложные работы по затачиванию. Класс точности устройства – Н. Эксплуатировать станок лучше всего в помещениях закрытого типа с регулируемым температурным режимом.
Технические показатели
Станок имеет хорошие габаритные характеристики. Его высота – 1,67 м, ширина – 1,25 м, длина – 2, 75 м. Общий вес устройства в базовой комплектации – 2170 кг.

Другие ключевые показатели токарного станка 1м95:
- Максимальный диаметр заготовки над станиной – 50 см.
- Максимальная масса заготовки в патроне и центрах – 100 кг.
- Максимальная длина обрабатываемой детали – 1 кг.
- Диапазон скоростей шпинделя – от 28 до 1250 оборотов в минуту.
- Диаметр сквозного отверстия в шпинделе – 3,5 см.
Более детальные характеристики станка можно посмотреть в приведенных ниже таблицах:



Система управления и строение
Детального описания требуют ключевые узлы устройства.
Станина с двумя направляющими– для передвижения каретки и для передвижения задней бабки. В одной из тумб, на которых крепится станина, находится главный электродвигатель станка.
Коробка подачи. Благодаря установленным в ней механизмам, оператор станка имеет возможность изготовлять четыре типа резьбы. Система коробки подач приводится в действие коробкой скоростей. Необходимые подачи активируются при помощи ручек управления, которые находятся на данном узле.
Суппорт. Конструкция данного узла позволяет ему осуществлять продольные и поперечные движения. В первом случае суппорт двигается по станине, а во втором – по каретке. Приводит в действие данный механизм можно вручную или при помощи механического привода. Верхняя часть узла может двигаться отдельно от всего суппорта в продольном направлении. Задняя бабка двигается в вертикальном и поперечном направлениях.
Фартук. На данном узле установлены две муфты, при помощи которых оператор приводит в движение суппорт. Конструкция муфт позволяет в автоматическом режиме прерывать подачу, если рабочие узлы станка перегружены. Недостатком установки можно назвать отсутствие у фартука функции автоматического передвижения суппорта. Зато на нем предусмотрена блокировка от одновременной активации ходового винта и ходового валика.
Коробка скоростей. Данный узел оператор может перемещать в вертикальном направлении по специальной стойке. Коробка передач приводится в движение электромотором при помощи клиноременных передач. При прямом и обратном вращении двигателя у шпинделя будет шесть скоростных режимов.
Узел для сверления имеет отдельный привод и может работать автономно от токарно-фрезерного узла, а его скорость регулируется при помощи специального шкива. Также устройство имеет 2 люнета и 2 патрона.
Видео: краткий обзор универсального токарного станка 1М95.
Схема управления

metmastanki.ru
Токарно-фрезерный станок с ЧПУ HYPERTURN 95
Информация:
Страна: Австрия
Заводы: Австрия, Италия, Германия, Чехия
Производитель: EMCO Maier Ges.m.b.H
Группа: Токарно-фрезерные станки
Система управления: Siemens
Сайт производителя: http://www.emco-world.com
Поставщики в Вашей стране: Поставщики
Характеристики:
| Технические данные |
| HYPERTURN 95 |
| Рабочая зона |
|
|
| Диаметр обработки над станиной | мм | Ø 720 |
| Макс. диаметр обработки | мм | Ø 710 |
| Расстояние между шпинделями | мм | 1700/2300 |
| Макс. диаметр прутка | мм | Ø95 |
| Диапазоны осевых перемещений |
|
|
| Перемещение с фрезерным шпинделем X1 / Z1 | мм | 550 / 1300 |
| Перемещение 2 / Z2 | мм | 300 / 1340 |
| Перемещение по Y | мм | 240 mm (+/- 120 mm) |
| Главный шпиндель и контршпиндель (A2-8) |
|
|
| Макс. обороты | об/мин | 3500 |
| Макс. мощность | кВт | 33 |
| Макс. крутящий момент | Nm | 800 |
| Главный шпиндель и контршпиндель (A2-11) |
|
|
| Макс. скорость | об/мин | 2500 |
| Макс. мощность главный шпиндель | кВт | 52 |
| Макс. крутящий главный шпиндель | Nm | 2480 |
| Макс. мощность контршпиндель | кВт | 42 |
| Макс. крутящий момент контршпиндель | Nm | 1040 |
| Задняя бабка |
|
|
| Конус | — | MT 5 |
| Перемещение | мм | 1100 |
| Ход пиноли | мм | 150 |
| Диаметр пиноли | мм | 150 |
| Нижняя и верхняя револьверные головки |
|
|
| Количество инструментальных позиций | — | 2 х 12 |
| Размер отверстия в головке для крепленияинструментальных держателей VDI (DIN 69880) | мм | 40 |
| Приводной инструмент |
|
|
| Диапазон скоростей | об/мин | 0 – 3000 |
| Крутящий момент | Nm | 40 |
| Мощность | кВт | 10,5 |
| Количество приводных инструментов | — | 2 х 12 |
| Ось B и PowerMill |
|
|
| Угол поворота | ° | 210 |
| Количество инструментов в магазине | — | 40 (80 опция) |
| Держатель инструмента | — | HSK-T63 (PSC63) |
| Крутящий момент | Nm | 128 |
| Мощность | кВт | 21,5 |
| Макс. скорость | об/мин | 7000 |
| Время смены инструмента (инструмент-инструмент) | сек. | 2,2 |
| Приводы подачи |
|
|
| Скорость быстрого перемещения по осям X / Z контршпинделя | m/min | 30 |
| Скорость быстрого перемещения по Y | m/min | 15 |
| Система СОЖ |
|
|
| Емкость бака | L | 550 |
| Производительность насоса | bar | 14 |
| Размеры |
|
|
| Высота оси станка над уровнем пола | мм | 1364 |
| Высота станка | мм | 2890 |
| Место, занимаемое станком (включая магазин с инструментом) | мм | 8500 x 3150 |
| Общий вес станка | кг. | 18000 |
| Система управления | ||
| Sinumerik 840D-sl incl. ShopTurn | ||
vsestankitut.com
Токарный станок с ЧПУ MAXXTURN 95
Информация:
Страна: Австрия
Заводы: Австрия, Италия, Германия, Чехия
Производитель: EMCO Maier Ges.m.b.H
Группа: Токарные станки
Система управления: Siemens
Сайт производителя: http://www.emco-world.com
Поставщики в Вашей стране: Поставщики
Характеристики:
| Технические характеристики |
| MAXXTURN 95 |
| Рабочая зона |
| |
| Перемещение по осям X/Y/Z | mm | 303 / 140 / 1160 |
| Отверстие в шпинделе | mm | 95 |
| Max. диаметр точения | mm | 450 |
| Max. диаметр обработки над суппортом | mm | 500 |
| Диаметр точения над станиной | mm | 700 |
| Расстояние между центрами | mm | 1230 |
| Максимальная длина детали | mm | 1100 |
| Ускоренное перемещение по осям X/Y/Z | m/min | 24/12/30 |
| Главный шпиндель |
| |
| Максимальная скорость | rpm | 3500 |
| Посадочное отверстие в шпинделе | — | A2-8 |
| Max. мощность | kW | 33 |
| Max. крутящий момент | Nm | 800 |
| Задняя бабка |
| |
| Автоматическая задняя бабка | — | Yes |
| Внутренний конус | — | MK4 |
| Перемещение (автоматическое) | mm | 850 |
| Револьверная головка |
| |
| Размер VDI | — | 40 |
| Количество инструментов | — | 12 |
| Приводные инструменты | — | 12 |
| Max. скорость | rpm | 4000 |
| Max. мощность | kW | 8 |
| Max. крутящий момент | Nm | 35 |
| Основные параметры |
| |
| Размеры (LxWxH) | mm | 4750 x 2050 x 2200 |
| Вес станка | kg | 10400 |
| Система управления | ||
| Sinumerik 840D — incl. ShopTurn | ||
vsestankitut.com