Станок шлифовальный для клапанов – Станок для ремонта клапанов в России
alexxlab | 01.04.2020 | 0 | Вопросы и ответы
Станок для шлифовки клапанов
Станок для шлифовки фаски клапана ПТ 823 — Сообщество «Оснащение Гаража и Инструмент» на DRIVE2
Продолжим наполнять гаражи, мастерские и прочие помещения для ремонта и доработок автомобилей !Подарил мне товарищ станочек для шлифовки фаски клапанов гбц автомобилей . Конечно аппарат очень старенький и не комплектный, придётся всё восстанавливать и до укомплектовывать, модель его ПТ-823 выпущенный Евпаторийским ремонтным заводом ещё в далёком 1972 году .Данные которые удалось найти в сети по имеющейся табличке на нём : Наибольший шлифуемый диаметр тарелки клапана, мм – 80, диаметр стержней шлифуемых клапанов, мм. – от 7 до 16, конус фаски, град. – 30, 45, 60, 90, размер шлифовального круга, мм: диаметр – 75-100; ширина – 10-15; диаметр отверстия – 14, число оборотов шлифовального круга в минуту — 6500, число оборотов цангового патрона в минуту – 160, мощность электродвигателя, кВт – 0,6.***********Но нет информации по оборотам двигателя и размерам шкивов двигателя и шпинделя, так же не известна модель цангового патрона чтобы сами цанги разных размеров где то заказать -т к их нет ни одной . Но надеюсь что ещё найду где нибудь такой же чтобы сделать замеры и получить прочую более подробную информацию ! А если не найдётся ничего то придётся просчитывать от исходных данных и подбирать двигатель и размеры шкивов . Цанговый патрон также возможно придётся купить с набором цанг под разные диаметры стержней клапанов .
Так что если у кого то есть в доступном месте именно такой станочек то прошу поделиться недостающей информацией .
И вот таких пару фото нашлось в сети:www.chipmaker.ru/uploads/…00%201402248973_thumb.jpgwww.chipmaker.ru/uploads/…00%201402247945_thumb.jpg
Создавайте интересные записи, приглашайте друзей, делитесь с подписчиками о нашем сообществе ! Спасибо за внимание !
Под слоем краски сохранилась табличка с моделью и годом выпуска .
www.drive2.ru
Станок для шлифовки тарелки клапанов — logbook Ford Sierra 1984 on DRIVE2
Никому не верю, поэтому решил править тарелки клапанов сам.

Купил в магазине подходящий кронштейн, подшипники. Начало положено.

На базаре купил моторчик от советского видеомагнитофона для организации привода вращения клапана.

Закрепил моторчик сзади. В качестве пассика использовал кусок камеры от велосипеда.

Пассик хорошо прижимает клапан к роликам.
Проба вращения клапана от встроенного моторчика —

С помощью металлической пластинки соорудил ограничитель перемещения клапана.

С помощью другой металлической пластинки организовал прижим клапана сверху.

Теперь клапану некуда деваться. Только вращаться.
Саму шлифовку клапана организовал двумя способами.

Первый способ — дрель со шлифовальной насадкой. Преимущество — регулируемые обороты вращения. Поскольку обороты дрели практически полностью совпадают с оборотами моторчика привода клапана, я выбрал этот вариант как окончательный.

Второй вариант — электроточило. Преимущество — бесшумность, возможность раскрутить его от вращающегося клапана без подключения к сети 220 V.
Процесс пошёл —

Электроточило специально слегка наклонил, чтобы шлифовать под небольшим углом к плоскости вращения клапана.

Вот результат. Больше глубокой канавки нет.

Вид клапана после более тонкой шлифовки.

Притирка получается неплохо.

А это зкспериментальный клапан с большой шероховатостью фаски после шлифовки.

В любом случае, без правки камня ничего не получится. Я на решение этой проблемы убил уйму времени. Вот такой инструмент меня спас. Просто и надёжно. Даже не верил, что получится.
www.drive2.com
Станок для шлифовки фаски клапана ПТ 823 — Community «Оснащение Гаража и Инструмент» on DRIVE2
Продолжим наполнять гаражи, мастерские и прочие помещения для ремонта и доработок автомобилей !Подарил мне товарищ станочек для шлифовки фаски клапанов гбц автомобилей . Конечно аппарат очень старенький и не комплектный, придётся всё восстанавливать и до укомплектовывать, модель его ПТ-823 выпущенный Евпаторийским ремонтным заводом ещё в далёком 1972 году .Данные которые удалось найти в сети по имеющейся табличке на нём : Наибольший шлифуемый диаметр тарелки клапана, мм – 80, диаметр стержней шлифуемых клапанов, мм. – от 7 до 16, конус фаски, град. – 30, 45, 60, 90, размер шлифовального круга, мм: диаметр – 75-100; ширина – 10-15; диаметр отверстия – 14, число оборотов шлифовального круга в минуту — 6500, число оборотов цангового патрона в минуту – 160, мощность электродвигателя, кВт – 0,6.***********Но нет информации по оборотам двигателя и размерам шкивов двигателя и шпинделя, так же не известна модель цангового патрона чтобы сами цанги разных размеров где то заказать -т к их нет ни одной . Но надеюсь что ещё найду где нибудь такой же чтобы сделать замеры и получить прочую более подробную информацию ! А если не найдётся ничего то придётся просчитывать от исходных данных и подбирать двигатель и размеры шкивов . Цанговый патрон также возможно придётся купить с набором цанг под разные диаметры стержней клапанов .
Так что если у кого то есть в доступном месте именно такой станочек то прошу поделиться недостающей информацией .
И вот таких пару фото нашлось в сети:www.chipmaker.ru/uploads/…00%201402248973_thumb.jpgwww.chipmaker.ru/uploads/…00%201402247945_thumb.jpg
Создавайте интересные записи, приглашайте друзей, делитесь с подписчиками о нашем сообществе ! Спасибо за внимание !
Под слоем краски сохранилась табличка с моделью и годом выпуска .
www.drive2.com
Станок для шлифовки фаски клапана ПТ 823
Станок для шлифовки фаски клапана ПТ 823 Станок для шлифовки фаски клапана ПТ 823. Кто сталкивался?На счёт биения патрона страшилок наслушался.Подскажите стоит связываться хочу привести в порядок и пользоваться при ремонте гбц.Прикрепленные изображения
Станок для шлифовки фаски клапана ПТ 823Был у меня такой. Зажим клапана цангой подходящего диаметра стержня. Биение не замечал. Минус данного станка прижеги фаски клапана ввиду отсутствия водяного охлаждения. Но приловчившись в работе на данном станке можно получать просто превосходный результат. Незаменимая вещь при ремонте клапанов.
Станок для шлифовки фаски клапана ПТ 823 Спасибо. А вот поеду забирать – думаю с тумбой волочиться или верхушку прямо на верстак поставить? там что-то есть кроме ниши под инструментальные ящики? Сам патрон цанговый?Какие вообще сложности с поиском запчастей на него если что? Станок для шлифовки фаски клапана ПТ 823У меня был без тумбы, что там я не знаю. Запчасти на него никакие не требуются кроме стандартных шлифовальных камней, проверьте комплектность по цангам основных размеров. Там их в комплекте штук 10 было разных. Цанги специфические с изготовлением новых могут возникнуть проблемы. Тумбу лучше забрать так как поставив на стол не удобно, занимает много места. Внутри станка проверьте работает ли привод на шпиндель цангового патрона и сохранность приводного ремня.
Станок для шлифовки фаски клапана ПТ 823Я смотрю на фото и не могу понять, ремня нет или он с этого ракурса не виден?
Станок для шлифовки фаски клапана ПТ 823Получается там нет ремня. Только что посмотрел кусочек видео в ютубе
Станок для шлифовки фаски клапана ПТ 823два ремня один привод камня, другой под поворотной бабкой привод клапана
Станок для шлифовки фаски клапана ПТ 823Извините, что тугодум, получается там один движок на два ремня? ?
у моего варианта было два движка один из них под станиной маленький. Клапан крутился медленно.
Станок для шлифовки фаски клапана ПТ 823 Спасибо, завтра человек будет подключать и сообщит мне результат.Печально будет, если бабка с патроном без привода Станок для шлифовки фаски клапана ПТ 823повторю без цанг он металлолом
Станок для шлифовки фаски клапана ПТ 823Цанги есть, не знаю в каком количестве. Параллельно переживаю за привод патрона. ..спасибо
Станок для шлифовки фаски клапана ПТ 823Кто что видел слышал по этому станку можно ссылки или фотки? Спасибо
www.chipmaker.ru
i-perf.ru
Станки для шлифования и притирки клапанов и задвижек
Представлены в трех конфигурациях, позволяют выполнять шлифовку и притирку гнезд запорных и обратных клапанов, а также восстанавливать поверхность в районе гнезд клапанов до стандартов производителя, и даже выше. Имеется регулятор для обеспечения быстрой и удобной регулировки усилия шлифования.
Мобильные станки для шлифовки и притирки клапанов VM1150, VM1200
- Диаметры седла клапана – 32-200 мм
- Глубина погружения – 450 мм
- Тип клапана – обратный клапан
- Тип привода – с электроприводом, пневматический
Оформить заказ
Мобильные станки для шлифовки и притирки клапанов VM1350, VM1500, VM1600
- Диаметры седла клапана – 40-600 мм
- Глубина погружения – 1000 мм
- Тип клапана – обратный клапан
- Тип привода – с электроприводом, пневматический
Оформить заказ
Мобильные станки для шлифовки и притирки клапанов VM1700, VM1900
- Диаметры седла клапана – 200-1000 мм
- Глубина погружения – 1400 мм
- Тип клапана – обратный клапан
- Тип привода – с электроприводом, пневматический
Оформить заказ
Мобильные станки для шлифовки и притирки Сферических/Предохранительных клапанов VM2050C, VM2100C, VM2150C, VM2350C
- Диаметры седла клапана – 10-305 мм
- Глубина погружения – 600 мм
- Тип клапана – регулирующий клапан (седло коническое)
- Тип привода – с электроприводом, пневматический
Оформить заказ
Мобильные станки для шлифовки и притирки Сферических /Предохранительных клапанов VM2050S, VM2150S
- Диаметры седла клапана – 10-150 мм
- Глубина погружения – 300 мм
- Тип клапана – регулирующий предохранительный клапан (седло плоское)
- Тип привода – с электроприводом, пневматический
Оформить заказ
Мобильные станки для шлифовки и притирки сёдел регулирующих клапанов VM2350, VM2500, VM2600
- Диаметры седла клапана – 80-600 мм
- Глубина погружения – 800 мм
- Тип клапана – регулирующий клапан (седло плоское)
- Тип привода – с электроприводом, пневматический
Оформить заказ
Станок для шлифования и притирки Стационарных Запорных / Сферических клапанов VM5800
- Диаметры седла клапана – 10-350 мм
- Глубина погружения – не имеется в наличии
- Тип клапана – запорно-регулирующий
- Тип привода – с электроприводом
Оформить заказ
nt-tools.ru
Поспешай не торопясь: как не ошибиться при выборе станка для шлифовки клапанов
 Мы всегда приветствуем грамотные статьи, которые посвящены современным технологиям ремонта моторных деталей или ремонтному оборудованию. Действительно, из таких статей отечественные мотористы могут многое почерпнуть для своей каждодневной работы, возможно, приобрести новое оборудование и выполнить ремонт той или иной детали более качественно. И это не может не радовать – когда новые современные технологии и оборудование приходят на смену старым дедовским методам и ручным приспособлениям, отечественный моторный ремонт становится все более и более качественным.
Мы всегда приветствуем грамотные статьи, которые посвящены современным технологиям ремонта моторных деталей или ремонтному оборудованию. Действительно, из таких статей отечественные мотористы могут многое почерпнуть для своей каждодневной работы, возможно, приобрести новое оборудование и выполнить ремонт той или иной детали более качественно. И это не может не радовать – когда новые современные технологии и оборудование приходят на смену старым дедовским методам и ручным приспособлениям, отечественный моторный ремонт становится все более и более качественным.
Оборудование для моторного ремонта в последнее время становится темой многих статей. Действительно, сегодня в связи с резким обновлением парка и появлением в ремонте двигателей самых современных конструкций мотористов волнует много вопросов. И один из главных – какое оборудование приобрести для своего моторного цеха? Ведь предложений на рынке масса, можно и ошибиться?
На самом деле, ошибиться не только можно – легко. Практика показывает, что если руководствоваться, к примеру, только низкой ценой оборудования, то попадание впросак будет вполне закономерным результатом такого «выбора».
От лукавого…
 Некоторые продавцы, прекрасно зная эту особенность русского характера – стремление во чтобы то ни стало купить подешевле, отлично научились ею пользоваться, дабы поскорее сбыть свой устаревший, иногда залежалый, а то и вовсе некачественный товар. И вполне в этом преуспели. Действительно, надо говорить покупателю правду (читай – достоинства), только правду и ничего кроме правды о своем товаре, но… ни в коем случае не всю правду, то есть ни слова о недостатках. О других аналогичных товарах от конкурентов надо использовать этот принцип «наоборот» – только плохое, ничего, кроме плохого, и т.д. И тогда денежки покупателя уж точно в кармане!
Некоторые продавцы, прекрасно зная эту особенность русского характера – стремление во чтобы то ни стало купить подешевле, отлично научились ею пользоваться, дабы поскорее сбыть свой устаревший, иногда залежалый, а то и вовсе некачественный товар. И вполне в этом преуспели. Действительно, надо говорить покупателю правду (читай – достоинства), только правду и ничего кроме правды о своем товаре, но… ни в коем случае не всю правду, то есть ни слова о недостатках. О других аналогичных товарах от конкурентов надо использовать этот принцип «наоборот» – только плохое, ничего, кроме плохого, и т.д. И тогда денежки покупателя уж точно в кармане!
И надо сказать, на такую «ржавую блесну» попадаются. Причем, не только новички-профаны, которых и уговаривать-то особенно не надо, но и вполне серьезные профессионалы. Но если новичок не сможет сразу разобраться в особенностях устройства и работы разных моделей оборудования, и, как правило, склонен целиком доверять «добрым советам» иного лукавого продавца, то для профессионала это выглядит непростительной ошибкой. Потому что с профессиональной точки зрения «гроши», за которые некоторые стараются накупить себе «пятаков», никак не могут стоять на первом месте при выборе оборудования. А любое оборудование для моторного ремонта никак нельзя отнести к разряду дешевого, не зависимо ни от производителя станка, ни от его модели.
Но лукавые продавцы, почувствовав, где у многих российских покупателей слабое место, «пускаются во все тяжкие». На все лады расхваливая свой товар, они хватаются за перо, бросаются публиковать свои нетленные творения. Некоторые так преуспели в попытках выдать «белое за черное» и «навести тень на ясный день», что даже облекли в «наукообразную» оболочку откровенную ложь и подтасовку фактов. Цель одна – всеми правдами и неправдами доказать, что их морально устаревшие образцы лучше.
В то же время мы давно предупреждали таких излишне прытких и ретивых – не надо сравнивать несравнимые вещи. Тем самым будить, так сказать, спящего крокодила. Или тигра. А то и самого бегемота. Сравнение – дело не столько полезное для покупателя, сколько весьма опасное для иного производителя. Ведь если будет доказан какой-то органический недостаток того или иного станка, участвующего в подобном сравнении, производителю будет нанесен непоправимый урон. Причем не факт, что лукавый продавец выиграет, и никто не сможет вывести его на чистую воду. Если проиграет, виноватым будет именно тот, кто начал сравнивать – сам же лукавый. И производитель, обидевшись, может легко отказаться от его «медвежьих» услуг. Вот почему всякое сравнение опаснее всего для самого сравнивающего.
 Но, даже несмотря на весьма поучительные примеры, появившиеся в последнее время, продолжают сравнивать. Видимо, идут ва-банк и действуют по принципу «белые начинают и выигрывают»? Или «нам бы прокукарекать, а там хоть не рассветай»? А может, еще по какой хитрой причине – сие нам неведомо. Но… рискуют. А не всякий риск прямо ведет к употреблению шампанского. Иногда, наоборот, к питию горькой.… Потому что результат, к сожалению, для всех лукавых един и весьма печален…
Но, даже несмотря на весьма поучительные примеры, появившиеся в последнее время, продолжают сравнивать. Видимо, идут ва-банк и действуют по принципу «белые начинают и выигрывают»? Или «нам бы прокукарекать, а там хоть не рассветай»? А может, еще по какой хитрой причине – сие нам неведомо. Но… рискуют. А не всякий риск прямо ведет к употреблению шампанского. Иногда, наоборот, к питию горькой.… Потому что результат, к сожалению, для всех лукавых един и весьма печален…
Так, похоже, случилось и на этот раз. Одна известная и в узких кругах даже уважаемая компания, долго ли, коротко ли, а может, и совсем не долго думая, вознамерилась доказать массу несомненных преимуществ продвигаемого ею на рынке станка для ремонта клапанов марки KWIK-WAY перед аналогичным станком марки SERDI. И разместила на своем Интернет-сайте глобальную статью-исследование под хлестким и жутким названием «Триста тысяч в СОЖ или станок-самоубийца». Видимо, господа решили, что вот теперь наконец-то им удалось все доказать, открыть, так сказать, глаза покупателям, а может, и вовсе найти некий «философский камень» всего оборудования для моторного ремонта.
На самом деле, большой проблемы с этими станками для шлифовки клапанов нет – станки как станки, каждый на своем месте, давно известны, много раз описаны и т.д. и т.п. И сравнивать их как-то… излишне, что ли. Результат заранее известен. Но, видимо, господа рассчитывали на легкую победу и решили нас сходу «закидать шапками». Поэтому, как всегда, просчитались. Естественно, мы не стали молчать, дабы сие зло пресечь на самом корню. И вот что из этого получилось.
Удар, еще удар…
 Нетленное творение господ на первый взгляд просто впечатляет своей эпохальностью, глубиной и широтой охвата. Видимо, ну не дают господам покоя наши компьютерные модели шпинделей станков для обработки седел, ну никак не дают. Вот и решили показать, что они тоже не лыком шиты. И чего только они не поисследовали! Тут вам и основы теории с полным погружением во все основополагающие технические науки типа «Основ взаимозаменяемости» и «Деталей машин», и винтички с гаечками, и расположение лимбочек с трубочками и пробочками, и даже материал пластиночек с надписями. А уж от соточек так и рябит в глазах. Читающий, видимо, сразу должен проникнуться уважением, дабы с первых строк знал, с кем имеет дело – с самими! И не просто, а самыми главными! И чтобы все время чувствовал могучесть инженерного разума и гигантизм научной мысли господ. И не расслаблялся. Пока команды не дадут.
Нетленное творение господ на первый взгляд просто впечатляет своей эпохальностью, глубиной и широтой охвата. Видимо, ну не дают господам покоя наши компьютерные модели шпинделей станков для обработки седел, ну никак не дают. Вот и решили показать, что они тоже не лыком шиты. И чего только они не поисследовали! Тут вам и основы теории с полным погружением во все основополагающие технические науки типа «Основ взаимозаменяемости» и «Деталей машин», и винтички с гаечками, и расположение лимбочек с трубочками и пробочками, и даже материал пластиночек с надписями. А уж от соточек так и рябит в глазах. Читающий, видимо, сразу должен проникнуться уважением, дабы с первых строк знал, с кем имеет дело – с самими! И не просто, а самыми главными! И чтобы все время чувствовал могучесть инженерного разума и гигантизм научной мысли господ. И не расслаблялся. Пока команды не дадут.
А что пишут-то? Углубляться, наподобие господ, в основы инженерных наук мы, с позволения читателей, все-таки не будем. Оставим кладезь этих фундаментальных знаний господам, а то вдруг у них совсем ничего не останется? Начнем сразу с практической стороны дела, а именно с гаечек, трубочек и лимбочек, которые так подробно и тщательно исследованы. Итак, пожалуйте:
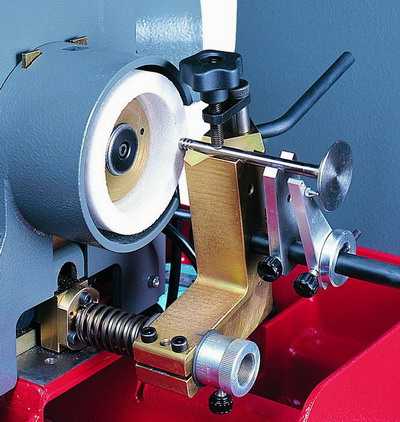
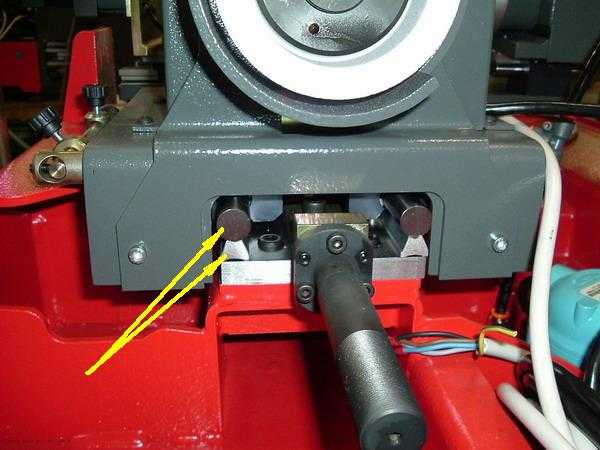
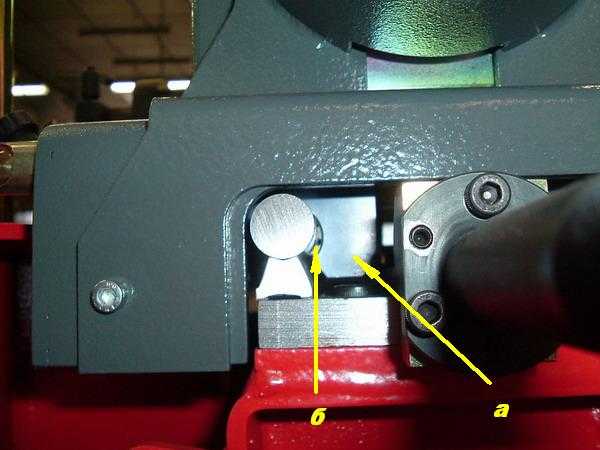
«…Следует заметить, что при шлифовании торца клапана, часто возникает необходимость обеспечить одинаковую длину клапанов… Для обработки торцов клапанов на обоих станках (KWIK-WAY SVS II Deluxe и SERDI HVR 90 – прим. наше) предусмотрены специальные упоры. Однако их исполнение сильно отличается. Если у KWIK-WAY SVS II Deluxe – это пара массивных клиньев, расположенных под 90 град. друг к другу, в которые и упирается клапан рабочей фаской, то у SERDI HVR 90 это достаточно тонкая пластина из алюминиевого сплава с небольшим стальным штифтом, в который должен упереться клапан рабочей фаской всего в одной точке, только после того как оператор настроит положение этого упора – долго и неудобно».
Прямо пас нападающему в штрафную площадку – опасное положение, удар… А гола не случилось. На самом деле, действительно, у SERDI для упора клапана служит пластина со штифтом. Но, как это ни прискорбно, такая конструкция никак не влияет на практический результат. Те, кто работал на этом станке, легко это подтвердят. Более того, конструкция весьма универсальна. А конструкция KWIK-WAY только на первый взгляд выглядит посолидней, но при ближайшем рассмотрении расположение клиньев под 90 градусов ограничивает размеры клапанов в зависимости от диаметров их тарелки и, особенно, общей длины. Более того, на практике необходимость «обеспечить одинаковую длину клапанов», несмотря на все старания господ заострить внимание на этом вопросе, возникает крайне редко, чтобы был какой-то практический смысл в указанном выше сравнении.
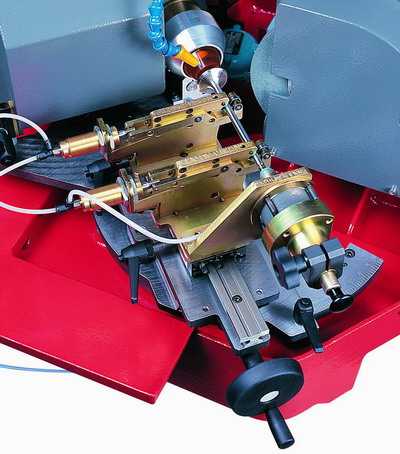
 Но господа не унимаются, контратакуют. Еще один пас: «…Подача СОЖ на этих станках также принципиально мало отличается – в тыльной части станины расположен небольшой насос, от которого протянуты шланги к зонам обработки. Разница только в том, что на SVS-D два гибких патрубка – один для подачи СОЖ в зону обработки фаски клапана, другой в зону шлифования торца, а на SERDI HVR 90 патрубок всего один и расположен вблизи зоны обработки фаски и к шлифовальному кругу торца клапана этот патрубок дотягивается с трудом – неудобно».
Но господа не унимаются, контратакуют. Еще один пас: «…Подача СОЖ на этих станках также принципиально мало отличается – в тыльной части станины расположен небольшой насос, от которого протянуты шланги к зонам обработки. Разница только в том, что на SVS-D два гибких патрубка – один для подачи СОЖ в зону обработки фаски клапана, другой в зону шлифования торца, а на SERDI HVR 90 патрубок всего один и расположен вблизи зоны обработки фаски и к шлифовальному кругу торца клапана этот патрубок дотягивается с трудом – неудобно».
Ну, прямо совсем никак господам не угодить – там долго, тут неудобно. Оно, конечно, так и было бы, но… мы ножку подставим. И отобьем. На самом деле компания SERDI при создании своего станка предполагала, что нормальный режим обработки торцов – коснулся и сделал как чисто. Для этого охлаждение не требуется. И так обычно делают при обычной обработке. Но, как выясняется, неким русским господам требуется взрезать торец клапана, укорачивая его на неимоверную величину. Понятно, у некоторых русских господ собственная гордость – надо непременно, чтобы все было дальше всех и сильнее. А может, и толще. Не вопрос, это дело поправимое. Мы напишем компании – пусть непременно удлинят трубочку. Или вторую поставят.
Но вот сразу – передача на левый край: «…Еще одно неудобство, связанное с подачей СОЖ на SERDI HVR 90, заключается в том, что при обработке фаски клапана, жидкость сильно разбрызгивается шлифовальным кругом через отверстие для его правки… В KWIK-WAY SVS II Deluxe устройство для правки круга расположено в тыльной части станка и на той же тыльной стенке резервуара устанавливается специальный кожух, предотвращающий разбрызгивание СОЖ за пределы резервуара. Камень же с лицевой стороны полностью закрыт».
Тут уж вынуждены господ и вовсе разочаровать.… И мяч далеко отбить. Какой станочек-то у вас, какого года выпуска будет? Видать, старенький образец достался, может, еще до исторического материализма покупали? Жаль, но хорошо, что не трофейный. Потому что кожух круга уже давно изменен. Поэтому получите, господа, наш ответный ударчик, легкий такой, пяточкой – расположение устройства для правки (и отверстия) на SERDI объясняется европейскими правилами безопасности. В KWIK-wAY при правке приходится заводить руку за шлифовальный камень, а это очень опасно. Но мы понимаем, в Америках правила другие, там, возможно, руки не так жалко… А мы бы все равно пожалели.
 Но вот снова прорыв господской команды – почти в штрафную площадку: «…Для слива СОЖ у обоих станков предусмотрены сливные пробки, только если у KWIK-WAY SVS II Deluxe она расположена на тыльной стороне станины и к ней есть свободный доступ, то на SERDI HVR 90 она находится на горизонтальной части одной из секций резервуара, а поскольку опоры у станка очень невысокие, то добраться до нее непросто, да и в любом случае станок необходимо сдвигать так, чтобы можно было подставить какую-нибудь емкость для слива СОЖ и, в этом случае, две опоры станка окажутся висящими в воздухе, а весит станок немало. Другими словами замена СОЖ в SERDI HVR 90 организована крайне неудобно».
Но вот снова прорыв господской команды – почти в штрафную площадку: «…Для слива СОЖ у обоих станков предусмотрены сливные пробки, только если у KWIK-WAY SVS II Deluxe она расположена на тыльной стороне станины и к ней есть свободный доступ, то на SERDI HVR 90 она находится на горизонтальной части одной из секций резервуара, а поскольку опоры у станка очень невысокие, то добраться до нее непросто, да и в любом случае станок необходимо сдвигать так, чтобы можно было подставить какую-нибудь емкость для слива СОЖ и, в этом случае, две опоры станка окажутся висящими в воздухе, а весит станок немало. Другими словами замена СОЖ в SERDI HVR 90 организована крайне неудобно».
А мы опять отбили. Мы, конечно, понимаем, что для такого серьезного дела, как замена СОЖ, господам было бы удобнее подставить что-нибудь подручное. Ведро, например. А оно не лезет – вот беда-то, надо тяжелый станок двигать. И невдомек господам, что можно и на рынок какой метнуться, там плоских поддонов изобилие. Или, может, стоят недешево? Не потому ли станочек ваш убился так быстро, господа, что вы денег на поддон пожалели, а двигать лень? Или тяжко было?
Ладно, бежим дальше. Тут уж господа пробили прямо по воротам: «…Никаких надписей или символических обозначений на панели управления нет, что само по себе необычно, да и первое время, пока оператор не привык к оборудованию, несколько затрудняет работу – неинформативно. Другими словами, по эргономике SERDI HVR 90 однозначно сильно уступает станку KWIK-WAY SVS II Deluxe».
 Уа-у, господа почти гол забили! Ай, молодца! Сами подумайте: панель управления станком – там тумблеров, кнопок, индикаторов, лампочек всяких видимо-невидимо. А на станке SERDI ни одной надписи, ни даже какого обозначения завалященького! Тут уж оператору как ни учись, а неровен час, все равно не на ту кнопку нажмет! Только вот одна маленькая деталь. Мы бы даже сказали, закавыка – на станках этого типа на панели управления всего… 1 регулятор (скорость вращения клапана), 1 переключатель режимов, 1 кнопка (включение вращения клапана) и 1 кнопка (большая) красного цвета. Причем красная кнопка в таком сложнейшем процессе управления практически не участвует – это аварийный останов станка. Представляете, как страшно и непоправимо пострадала эргономика станка без надписей? Только подумаешь – и жуть берет! А впрочем,… ладно, уговорили, напишем папаше SERDI, пусть для господ картинки приклеит. Или нам пришлет пачку. А то надписи еще сотрутся, поди потом, разбирайся с их эргономикой…
Уа-у, господа почти гол забили! Ай, молодца! Сами подумайте: панель управления станком – там тумблеров, кнопок, индикаторов, лампочек всяких видимо-невидимо. А на станке SERDI ни одной надписи, ни даже какого обозначения завалященького! Тут уж оператору как ни учись, а неровен час, все равно не на ту кнопку нажмет! Только вот одна маленькая деталь. Мы бы даже сказали, закавыка – на станках этого типа на панели управления всего… 1 регулятор (скорость вращения клапана), 1 переключатель режимов, 1 кнопка (включение вращения клапана) и 1 кнопка (большая) красного цвета. Причем красная кнопка в таком сложнейшем процессе управления практически не участвует – это аварийный останов станка. Представляете, как страшно и непоправимо пострадала эргономика станка без надписей? Только подумаешь – и жуть берет! А впрочем,… ладно, уговорили, напишем папаше SERDI, пусть для господ картинки приклеит. Или нам пришлет пачку. А то надписи еще сотрутся, поди потом, разбирайся с их эргономикой…
Да, не удалось пока господам выиграть этот матч. Били по нашим воротам, били, сильно и много, но… не попали. Хотя нет, один раз попали, но в штангу – на станке SERDI, действительно, как СПРАВЕДЛИВО заметили господа, нет освещения. Плохо? Не то слово – ужасно! Для тех, кто выбирает себе оборудование в зависимости от лампочки освещения – так вообще катастрофа. А нам – без разницы, скажем прямо и честно. Потому что, как лампочке ни свети, а на плохом станке, что с лампочкой, что без лампочки – все до лампочки.
Ну, вот, мы почти и не нападали, так, только мячики господские отбивали. А про себя думали…. Соображали кое-что, прикидывали… И теперь плавно подошли к самому интересному. Потому что все это были так, цветочки – ягодки-то впереди.
Сказ о том, как триста тысяч плавно в шпиндель перетекли
 Главная фишка в господском опусе – в системе зажима клапана. Из-за нее господа грызли гранит науки, штудировали основы, ломали копья… И надо заметить, далеко продвинулись в научно-технических изысках. Тут вам и базовые поверхности с базовыми осями, и кругломеры (это приборы такие, господа знают), и жесткость системы, и даже (страшно сказать!) соосность. И много-много всего другого.
Главная фишка в господском опусе – в системе зажима клапана. Из-за нее господа грызли гранит науки, штудировали основы, ломали копья… И надо заметить, далеко продвинулись в научно-технических изысках. Тут вам и базовые поверхности с базовыми осями, и кругломеры (это приборы такие, господа знают), и жесткость системы, и даже (страшно сказать!) соосность. И много-много всего другого.
Но приводить цитаты из этих изысканий, дабы не утомлять читателя пространностью господских рассуждений, мы не будем. И не потому, как некоторые подумали, что нам ответить нечем. Наоборот. Просто мы считаем, что отвечать всегда надо грамотно. По крайней мере, не прятаться за наукообразие и собственную техническую подкованность. Поэтому отвечать на комариные выпады господ для нас как-то неинтересно. Уж очень не хочется зря время терять в словесных перепалках по второстепенным поводам. Мы пойдем другим путем…
Давайте посмотрим для начала, а что это за станочек такой KWIK-WAY, о котором господа так пекутся? И когда это он был спроектирован одноименной компанией? Точных данных из глубины прошлого века обнаружить нам не удалось, но в неявном виде, из отрывочных источников, установлено – давно, многие десятки лет назад. То есть вся нынешняя конструкция этого станочка дошла до нас из далекого прошлого далека, хотя, возможно, в несколько улучшенном дизайнерами виде. И замечательная, супержесткая система зажима клапана в прецизионных шариковых патронах о 6-ти шариках на прецизионных подшипниках – тоже.
И это хорошо, не правда ли? Значит, неплохой станочек, раз десятилетия идут и идут, а он еще жив, курилка? А давайте глянем, может, где еще есть похожие станочки, тоже старой постройки и тоже с 6-ю шариками? Ба-а, вот так сюрприз – есть такие станочки, почти точная копия нашего KWIK-WAY (а вдруг и правда копия?). И где бы вы думали? Ни за что не догадаетесь! Мы бы и сами не поверили, если бы у нас такой в уголке цеха не стоял (скажем по секрету – используем иногда в качестве маленькой точилки). Это, это… страшно признаться!… – наш отечественный шлифовальный станок для клапанов модели P108!
 Вот это сюрприз так сюрприз! А почему Р108 у нас стоит? А потому что когда-то, много лет назад, купили подешевке, чтобы клапаночки шлифовать. А зачем же используется в качестве точилки? А потому что через некоторое время оказалось, что клапана такой станочек шлифовать не может. Как же так? Да все просто – шариковый зажимчик, волшебный, в точь-точь как на KWIK-WAY, о 6-ти шариках, дает запредельные биения фаски клапана.
Вот это сюрприз так сюрприз! А почему Р108 у нас стоит? А потому что когда-то, много лет назад, купили подешевке, чтобы клапаночки шлифовать. А зачем же используется в качестве точилки? А потому что через некоторое время оказалось, что клапана такой станочек шлифовать не может. Как же так? Да все просто – шариковый зажимчик, волшебный, в точь-точь как на KWIK-WAY, о 6-ти шариках, дает запредельные биения фаски клапана.
Э-э, скажет иной читатель, дурите нашего брата. Наш-то, отечественный, он плохой изначально, из неважных материалов сделан, а вот американский – тот люкс, недаром же Deluxe называется. Не угадали! Наш тоже был когда-то неплох, детали каленые до звона, но… шарики в присутствии абразива подносили дорожки на шпинделе. И все, умер станочек – шпиндель надо менять, а это проще купить новый станок. Дешевле выйдет.
Ага, опять дурите? Американьский-то, у него шпиндель защищен от абразива, а у нашего нет. Да, правда, у KWIK-WAY на шпинделе есть некая защитная шторка. Но… абразив такая сволочь, что и сквозь эту шторку легко пробирается. А там шарики прецизионные, и зажать точно уже не могут… Для подтверждения качаем с сайта производителя инструкцию по эксплуатации станка и видим его рекомендацию – шариковый патрон необходимо разбирать раз в неделю для чистки (а при интенсивной эксплуатации станка еще чаще).
Комментарии, как говорится, излишни… Но мы прокомментируем. Смотрим инструкцию ниже – ба-а, там же про замену всего шпиндельного узла написано, и подробнейшим образом! Что это значит, долго объяснять не надо – у покупателя нового станка впереди всегда маячит перспектива замены этого узла. Интересно, а сколько этот волшебный узелок стоит? Видать, не 2 копейки – прецизионный же, да еще на прецизионных подшипничках? И сколько времени на замену отводится? Денек станочек в ремонте будет? А может, больше, пока детальки из Америки не пришлют? А что это господа об этом в своем опусе умолчали? Хотели народ в заблуждение ввести? Ну что ж, им это не впервой. Но ничего, мы поможем разобраться.
 Теперь давайте взглянем на патрончик шариковый еще разок. Когда, говорите, он сделан, сколько десятков лет назад? А были ли тогда многоклапанные двигатели? Не было тогда таких двигателей, оказывается. Как же тогда зажимать маленькие клапана в шариковом патроне, если патрон на это не рассчитывали? По опыту Р108 мы очень хорошо знаем, что меньше 7-8 мм стержень клапана в этом патроне не зажать. А что у американского прототипа? Да все почти то же самое – не годится патрончик для маленьких. Но американцы опцию придумали – волшебные переходные прецизионные втулочки. И предлагают их дополнительно. Только вот беда – втулочек надо много, потому что мелких размеров клапаночков с каждым годом все больше и больше. А в мануале их только 6 указано. Как же быть-то, господа?
Теперь давайте взглянем на патрончик шариковый еще разок. Когда, говорите, он сделан, сколько десятков лет назад? А были ли тогда многоклапанные двигатели? Не было тогда таких двигателей, оказывается. Как же тогда зажимать маленькие клапана в шариковом патроне, если патрон на это не рассчитывали? По опыту Р108 мы очень хорошо знаем, что меньше 7-8 мм стержень клапана в этом патроне не зажать. А что у американского прототипа? Да все почти то же самое – не годится патрончик для маленьких. Но американцы опцию придумали – волшебные переходные прецизионные втулочки. И предлагают их дополнительно. Только вот беда – втулочек надо много, потому что мелких размеров клапаночков с каждым годом все больше и больше. А в мануале их только 6 указано. Как же быть-то, господа?
Но и это не все. Как господа говорят, клапан в таком патроне жестко крепится? Не вопрос. Только давайте посчитаем количество посадок между маленьким клапаном и корпусом шпинделя. Итак, «клапан-переходная втулка» раз, «втулка-патрон» два, «шарики-шпиндель» три и «шпиндель-подшипники» четыре. И почти все это хозяйство с абразивом работает, который даже в воздухе летает. Тогда наш вопрос господам – какие ваши инженерно-научные теории описывают влияние абразивных частиц, и о каких таких сотках биения вы говорите? У нового станка – возможно, хотя и не факт. А вот в реальных условиях цеха – мы бы очень сильно посомневались. И жесткости ваши никакие уже не помогут…
Кстати, о жесткости. Клапан зажат в шариковом патроне консольно. И хорошо, если он имеет сравнительно толстый стержень. А если тоненький, 5 мм или, того хуже, 4? Тарелка будет отгибаться от хваленой господами оси даже от усилия мизинца. И не на сотки – на десятки! А круг шлифовальный на тарелочку разве не нажимает? Что-то, господа, вы об этом тоже умолчали? Или инженерной теории подходящей не нашли для пущего обоснования жесткости?
Сказ о том, как триста тысяч вместе с СОЖ по дороге в шпиндель весь станок прикончили
 Ну ладно, давайте теперь на станочек SERDI посмотрим, справедливости ради. Когда разработан HVR90, известно – патент на систему зажима клапана получен компанией в 1994 году. А это как раз то время, когда многоклапанные конструкции двигателей начали повсеместно внедрятся и распространяться. Но SERDI не пошла по проторенной дорожке улучшения и модернизации морально устаревших станков – на производство был сразу поставлен станок с принципиально другой системой зажима.
Ну ладно, давайте теперь на станочек SERDI посмотрим, справедливости ради. Когда разработан HVR90, известно – патент на систему зажима клапана получен компанией в 1994 году. А это как раз то время, когда многоклапанные конструкции двигателей начали повсеместно внедрятся и распространяться. Но SERDI не пошла по проторенной дорожке улучшения и модернизации морально устаревших станков – на производство был сразу поставлен станок с принципиально другой системой зажима.
Суть идей SERDI проста – клапан не должен иметь кучи переходных деталей для зажима. С другой стороны, тарелка клапана не должна висеть консольно. Тогда будет без разницы, какой клапан шлифовать – большой или маленький. И такая система была сделана – клапан теперь встал на призмы с одновременным прижатием тарелки к приводному полиуретановому башмаку.
Эта система подробно описана в наших статьях, поэтому нет необходимости в повторении ее принципов работы. И даже господа о ней вскользь упоминают. Но уж очень преуспели в критике. Ну, прямо все им не так и не этак, а пластиковые опоры с цилиндрами – так вообще источник всех бед у пользователей этих станков.
На самом деле, так называемые «пластиковые» опоры сделаны не из обычного пластика, как это следует из описания господ, а из специального. Называется он турсит (Turcite®). Он имеет специальные свойства, в том числе, так называемое внутреннее смазывание. Это позволяет турситу работать с довольно высокими нагрузками и очень низким коэффициентом трения, при которых износ контактной поверхности материала получается очень низким. Кроме того, турсит обладает очень высокими демпфирующими свойствами и отлично работает в условиях вибраций и динамических нагрузок. Поэтому применяется в станках многих производителей, включая и AMC-SCHOU.
 Поэтому утверждение наших оппонентов о том, что «сильно прижимать клапан к призмам нельзя, поскольку провернуть его в этом случае будет непросто», по меньшей мере, спорно. Кроме того, все «пластиковые» опоры и цилиндры в случае даже небольшого износа не только легко проворачиваются, но и обрабатываются, а при необходимости быстро меняются на новые. Кстати, эти пластиковые пятачки вместе с полиуретановыми приводными башмаками – единственные детали, которые могут потребовать замены в течение очень длительной эксплуатации станка. А стоят копейки – цена комплекта пятачков не превышает 29 Евро, а башмака – 27. А обслуживание сводится лишь к периодическому проворачиванию пятачков в гнездах – минутное дело, сравните с KWIK-WAY, не поленитесь.
Поэтому утверждение наших оппонентов о том, что «сильно прижимать клапан к призмам нельзя, поскольку провернуть его в этом случае будет непросто», по меньшей мере, спорно. Кроме того, все «пластиковые» опоры и цилиндры в случае даже небольшого износа не только легко проворачиваются, но и обрабатываются, а при необходимости быстро меняются на новые. Кстати, эти пластиковые пятачки вместе с полиуретановыми приводными башмаками – единственные детали, которые могут потребовать замены в течение очень длительной эксплуатации станка. А стоят копейки – цена комплекта пятачков не превышает 29 Евро, а башмака – 27. А обслуживание сводится лишь к периодическому проворачиванию пятачков в гнездах – минутное дело, сравните с KWIK-WAY, не поленитесь.
Но господа основной своей заслугой, видимо, считают их глубокий анализ работы системы зажима SERDI. «О жесткости такой системы говорить не приходится» – это их главный вывод. А еще – о влиянии человеческого фактора, многочисленных боковых силах и, самое важное (!), о повторении профиля наружной поверхности стержня фаской клапана. А мы ответим коротко – да, все это имеет место, но для криво и косо сделанных, с граненым, как карандаш стержнем, а то и вовсе «убитых» клапанов. Но зачем такие клапаны ремонтировать – их выбросить надо, и сразу. И купить другие. А вот мелкие клапаны современных моторов выкинуть жалко, поскольку они, как правило, недешевы и не всегда доступны для быстрой покупки. И здесь SERDI не имеет реальных конкурентов, по крайней мере, KWIK-WAY со всеми своими шпиндельками, шариками, втулочками и трубочками такой конкуренции составить не сможет. То есть, нашему отечественному станочку P108 еще как-то составит, и то с трудом, а до HVR90 ему ой как далеко. Почти как до Луны.
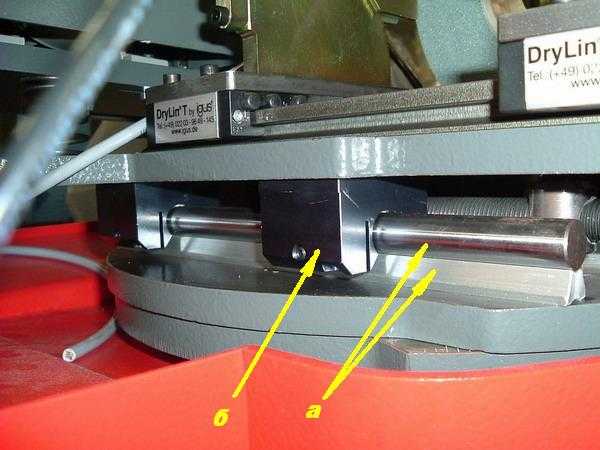
Но господа, уже не останавливаясь на достигнутом, наконец, наносят нам свой последний удар. Видимо, думая, что гол, а может быть, даже нокаут. Они, ничтоже сумяшеся, выводят: «Конструкция же и способ смазки направляющих в SERDI HVR 90 вызывает некоторое недоумение. Площадка, на которую установлен шпиндель, перемещается по цилиндрическим направляющим. В качестве подшипников скольжения используются пластиковые втулки, установленные в регулируемые по диаметру обоймы. Это необходимо для регулировки зазора между подшипником скольжения и направляющей. На первый взгляд вполне работоспособная схема. Однако в качестве смазки используется СОЖ, подаваемая тем же насосом, что и обеспечивает подачу жидкости в зону шлифования». А поскольку в их волшебном KWIK-WAY направляющие смазываются маслом, то господа окончательно подытоживают: «Система перемещения и смазки шпинделя в KWIK-WAY SVS II Deluxe ни в какое сравнении не идет с предложенной схемой SERDI HVR 90».
Браво-брависсимо! Папаша SERDI никак не рассчитывал, создавая свой станок, что некие господа, которые не бельмеса не понимают в конструировании станков, будут выдавать достоинство за чуть ли не главный недостаток. Зачем используется СОЖ в направляющих, спрашиваете? Да это же элементарно, господа! Если в ваше хваленое масло для их смазки попадет абразив, а он обязательно попадет, будьте уверены – никакая защита не спасет, потому что станок данного типа весь нашпигован и буквально «дышит» абразивом, это будет для станка полной катастрофой. А вот СОЖ с абразивом не так агрессивна для направляющих. Да еще и вымывает с их поверхности частицы, если они там по какой-либо причине задерживаются.
Но инженеры SERDI, о профессионализме которых у господ так много вопросов, пошли намного дальше тех американских дедушек, которые когда-то проектировали так близкий сердцу господ станочек KWIK-WAY. Инженеры SERDI сделали все направляющие и втулки, скользящие по ним,… СЪЕМНЫМИ. Это значит, что втулки изнашиваются быстрее, но могут быть быстро заменены. И стоят совсем недорого. А если со временем износятся направляющие, то новые ненамного дороже втулок, а их замена производится так же быстро и механиком весьма средней квалификации. Но это раньше, чем через 4-6 лет не потребуется, а при регулярной замене СОЖ – и того больше.
А вот у волшебного станочка KWIK-WAY такой ремонт невозможен в принципе, он не предусмотрен производителем. Это значит, что через те же 4-6 лет максимум пользователю неминуемо грозит замена станка с изношенными направляющими. Или ремонт, долгий и мучительный, с шабрением направляющих и прочими волшебствами, включая поставку очень недешевых запчастей из самой Америки, вполне сопоставимый с ценой станка. И новые клинушки на направляющих, о которых с такой гордостью говорят господа, их уже никак не спасут.
Не убивайте, я хороший!
 Когда мы предупреждали господ о вреде всяких сравнений, мы рассчитывали на их благоразумие. Но, видимо, просчитались – господа никак не уймутся. Тогда получите наш главный вывод – станок KWIK-WAY SVS II Deluxe не может быть сравнен с SERDI HVR90 по причине своего морального устаревания, невысокого ресурса, неремонтопригодности и ограниченной способности к обработке клапанов современных многоклапанных двигателей вследствие недостаточной точности. Его жалкий удел – быть сравненным разве что с его отечественной копией модели P108. Но он и это сравнение выдерживает с трудом, поскольку цена Р108 по меньшей мере была втрое меньше. И если P108 оснастить комплектом переходных втулочек для установки маленьких клапанов, то совсем не факт, какой станок будет привлекательней для мотористов, это надо еще смотреть.
Когда мы предупреждали господ о вреде всяких сравнений, мы рассчитывали на их благоразумие. Но, видимо, просчитались – господа никак не уймутся. Тогда получите наш главный вывод – станок KWIK-WAY SVS II Deluxe не может быть сравнен с SERDI HVR90 по причине своего морального устаревания, невысокого ресурса, неремонтопригодности и ограниченной способности к обработке клапанов современных многоклапанных двигателей вследствие недостаточной точности. Его жалкий удел – быть сравненным разве что с его отечественной копией модели P108. Но он и это сравнение выдерживает с трудом, поскольку цена Р108 по меньшей мере была втрое меньше. И если P108 оснастить комплектом переходных втулочек для установки маленьких клапанов, то совсем не факт, какой станок будет привлекательней для мотористов, это надо еще смотреть.
К сожалению, наша промышленность уже прекратила выпуск этого станка, поняв, в отличие от господ, его дальнейшую бесперспективность. Правда, сейчас выпускается не менее бесперспективный станок Р186, который почти в точности повторяет небезызвестный станок марки PEG. Оба этих образца – и отечественный, и иностранный, несмотря на более совершенную систему зажима клапана, близкую к системе SERDI, вследствие несовершенства привода вращения клапана вообще непригодны для шлифовки легковых клапанов. Так что по большому счету, у мотористов, ремонтирующих современные многоклапанные двигатели, выбора практически не остается, кроме как покупать SERDI HVR90. А может, и VVR120, который по праву считается “Роллс-Ройсом” среди всех шлифовальных станков для клапанов. Но VVR120 пока есть только у некоторых очень крупных российских организаций. И подобных станков вообще никто, кроме SERDI, не выпускает.
Все это не стало бы известно широкой моторной общественности, и в принципе добротно сделанный станочек KWIK-WAY SVS II Deluxe потихоньку жил бы своей жизнью. И покупался бы потихоньку для шлифовки каких-нибудь грузовых клапанов, для которых, кстати, он и был в свое время создан. Но… господа постарались, «убили». Как уже «убили» много других станков – может, и не очень хороших, но разных. Кто теперь будет покупать их KWIK-WAY, не знаем, но можем утверждать, что если бы у нас не хватало денег на SERDI HVR90, мы бы посерьезней отнеслись к отечественному производителю и попробовали бы за небольшие деньги улучшить отечественную продукцию.
И мы намеренно долго не реагировали на господский опус после его публикации. Уж очень хотелось посмотреть на всех тех, кто попадется на «ржавую блесну» и купит волшебного. Такие нашлись, это мы точно знаем, даже среди профессионалов. В профессиональных качествах которых мы очень и очень усомнились. Теперь подождем первых результатов, нам это очень интересно. А вам?
Опубликовано в журнале “Автомобиль и сервис” №1/2007.
www.spb-motor.ru
Станок для шлифовки клапанов р 108
Станок Р -108 УХЛ4 помогите разобраться.
Станок Р -108 УХЛ4 помогите разобраться. Добрый день, уважаемые чипмэйкеры! Несмотря на то что название станка нам известно, все остальное требует именно опознания, т.к. не могу найти про него никакой информации, даже паспорта нет. Куплен был мною в интернетах, с целью прошлифовки фасок клапанов, за приемлемую стоимость. Но самостоятельно я не смог разобраться для чего различные приспособы и главное КАК правильно зажимать клапан в патроне?? Патрон берет клапана от7 до 12мм, обжимает ножку клапана тремя разводными шариками. Но четкой центровки при этом нет!! Внутри патрона ножка клапана болтается, как карандаш в стакане, зажатый клапан можно пошевелить рукой с небольшим усилием. Прошу откликнутся тех кто сталкивался с таким агрегатом! Помогите ссылками, фотками и добрым словом.Уж очень хочется его освоить и начать помогать бедным мотоциклистам Крымского полуострова!! ))
Прикрепленные изображения
Станок Р -108 УХЛ4 помогите разобраться. Вот фото патрона.Прикрепленные изображения
Станок Р -108 УХЛ4 помогите разобраться. если учесть что их за последние 2 года было продано 30 шт (ИП Сумник в Питере, там больше нет в марте продан последний.) то вопросы должны возникнуть у многих.сам не купил тк не успел , а эту тему не нашел тк ктото лишний пробел поставил.
станок Р-108 или ЦКБ Р-108 тему надо в Автораздел там есть про прошлифовку фаски клапана, и гуру там увидят быстрее. Станок Р -108 УХЛ4 помогите разобраться.От 26 April 2013 – 17:08
у ab-engine есть такая вот картинка тут по идеи должно быть тоже самое. если новое из коробки то первое время должно работать. Станок Р -108 УХЛ4 помогите разобраться. Тему перенесли. правда кто на нее тут ответит. но вдруг вот эта инфа будет полезной Комплектность : сам станок Р 108, присп-ние для правки плоского и чашечного шлиф. кругов Р 108-05.000. приспособление для шлифовки торца клапана 2414-06, для шлифовки коромысел 2414-07, патрон токарный специальный с ключом Р108М-002000, круг с сборе, валик 2414-03-38 Станок Р -108 УХЛ4 помогите разобраться.Спасибо за ответы, с патроном разобрался, подклинивали задние шарики, смазка засохла. Как выглядит присп-ние для шлифовки коромысел 2414-07?? И для чего нужен валик 2414-03-38 ??
Станок Р -108 УХЛ4 помогите разобраться. Это не станок,это больше пародия…Был у меня такой-помучился с ним и после нескольких лет простоя в дальнем углу был продан мазохистам .Правда сразу предупредил их о всех косяках,да и цена была всего 200 уе.На нем можно с горем пополам обрабатывать клапана от тракторов и грузовиков,а вот для мотоциклов этот шариковый патрон надо выкидывать нафиг,заменив либо идеальными цангами (которых за столько лет не встретил),либо призмами. Станок Р -108 УХЛ4 помогите разобраться. Станок Р -108 УХЛ4 помогите разобраться.Спасибо!
Станок Р -108 УХЛ4 помогите разобраться.kardan (30 April 2013 – 14:41) писал:
равда сразу предупредил их о всех косяках,да и цена была всего 200 уе.На нем можно с горем пополам обрабатывать клапана от тракторов и грузовиков,
все переживал, что kardan не увидит тему тут и она так и зависнет. много их было по 15 000 руб (500уе) купить не успел, по 50 000 руб (1660уе) уже кажется дорого особенно после прочтения форума. толстоногие ведь может обрабатывать ? (9 и 11мм) скорей всего может обработать сферу болта регулировочного под рокером, который отдельно не купить а в сборе с опорой дороговато. Станок Р -108 УХЛ4 помогите разобраться. Evil_M, хотите получить достойное качество обработки-уходите от шарикового патрона напрочь.Если буржуйские еще куда ни шли,то наши вообще хлам. Мне прищлось поэкспериментировать довольно много,пока на сегодняшний день лучший результат получен на призмах. конечно есть у них тоже недостаток-неправильная геометрия стержня переносится на фаску,но такие клапана просто надо выбраковывать. Осенью с помощью хорошего друга Дядьки Максима приобрел себе еще один геморой-польский станок.Изготовлен он по уму,несравнимо с Р108,применены двухсторонние цанги,вот только радости от этого получилось мало…Точностью он тоже не блещет (но это похоже от вмешательства наших уникумов)но зато имеет механическое возвратно-поступательное перемещение шпинделя ,подшипники тоже шпиндельные дуплексные, и придется его либо делать призменным,либо на цангах изготовив новый шпиндель. Проблема в том что обычные цанги не прокатывают-у них очень короткий зажим.нужны двухсторонние высокоточные цанги а их то и нет. Потому то я с недоверием отношусь к проточке фаски клапана на токарном в цанговом патроне,иногда в трехкулачковом хорошем патроне можно добиться лучших результатов чем в обычной цанге.Petrov_kamensk (30 April 2013 – 17:54) писал:
толстоногие ведь может обрабатывать ? (9 и 11мм)
можно конечно,но постоянно контролировать-результат не стабилен,а с износом становится вообще хреновым. Станок Р -108 УХЛ4 помогите разобраться. Благодарю за ответы! Скажите что делать с этими двумя удовольствиями ?Прикрепленные изображения
Станок Р -108 УХЛ4 помогите разобраться. искать куда они могут вкручиваться, и пытаться соединить эти две части меж собой. у меня вот вопрос возник, а как камень править по мере износа. Станок Р -108 УХЛ4 помогите разобраться.Petrov_kamensk (03 June 2013 – 10:57) писал:
у меня вот вопрос возник, а как камень править по мере износа.
В посте 12 на рисунке справа оправка для правки круга зажимается в шариковый патрон устанавливается в нее алмаз и правится круг. Станок Р -108 УХЛ4 помогите разобраться.А вторая штуковина в посте 12, это что?
Станок Р -108 УХЛ4 помогите разобраться.Здравствуйте! Мне достался этот станок (за литр!) уже в сильном некомплекте, что уж по паспорт говорить! Поплясать с бубнами мне конечно вокруг него пришлось. НО! Уже седьмой год у меня. Был переделан для работы с клапанами от 5,5 мм. Сейчас другу такой ищу. Он в Питере не успел купить. Может кто уступит?
Станок Р -108 УХЛ4 помогите разобраться.Demon911, А как на счет патрона? Какие изменения?
Станок Р -108 УХЛ4 помогите разобраться.Купил такой же станок,что теперь с патроном делать?
Станок Р -108 УХЛ4 помогите разобраться.Пока ни каких модернизаций, пользуюсь так, но очень хочу переделать, может кто чего посоветует?
Станок Р -108 УХЛ4 помогите разобраться.здравствуйте по случаю достался станок полу разграбленный если вам не трудно могли бы вы сфотографировать крепление двигателя внутри и по возможности размеры за рание благодарен
Page 2
Эксплуатация и ремонт | |||
- Вы не можете создать новую тему
- Отметить этот форум прочитанным
| Автор Killerchik, 27 Apr 2014 |
| |||
| Автор blacksmith, 12 Oct 2007 |
| |||
| Автор folsik, 22 Jan 2018 | ||||
| Автор Gideon, 26 Dec 2006 |
| |||
| Автор Ace Ventura, 20 Jan 2018 | ||||
| Автор reduktor-spb, 12 Dec 2009 |
| |||
| Автор Friev, 16 Oct 2007 |
| |||
| Автор Kot Mudrago, 16 Apr 2008 |
| |||
| Автор dpss, 29 Dec 2017 | ||||
| Автор nkp, 30 Mar 2013 |
| |||
| Автор N.Melkonyan, 11 Aug 2011 |
| |||
| Автор proKaZuS, 24 Apr 2017 | ||||
| Автор Babuin, 20 Oct 2010 |
| |||
| Автор Lancaster54, 01 Dec 2017 | ||||
| Автор desti, 14 Nov 2007 |
| |||
| Автор Grower63, 15 Jun 2016 |
| |||
| Автор viktor74, 10 Oct 2017 |
| |||
| Автор Lancaster54, 08 Nov 2017 | ||||
| Автор aebl, 26 Oct 2012 |
| |||
| Автор Андрэо, 11 Feb 2012 |
| |||
| Автор Slesaryuga, 02 Oct 2017 | ||||
| Автор dpss, 18 Sep 2017 | ||||
| Автор user_9130, 19 Mar 2009 |
| |||
| Автор Ellgi, 15 Oct 2014 |
| |||
| Автор PahomK, 19 Sep 2017 | ||||
| Автор Allent, 13 Sep 2017 |
| |||
| Автор ШВЕD, 12 Feb 2017 |
| |||
| Автор alex200, 09 Sep 2017 | ||||
| Автор Rikass, 30 Aug 2017 | ||||
| Автор Николай020465, 18 Aug 2017 |
- Вы не можете создать новую тему
www.chipmaker.ru
Станок для шлифовки тарелки клапанов — бортжурнал Ford Sierra 1984 года на DRIVE2
Никому не верю, поэтому решил править тарелки клапанов сам.

Купил в магазине подходящий кронштейн, подшипники. Начало положено.

На базаре купил моторчик от советского видеомагнитофона для организации привода вращения клапана.

Закрепил моторчик сзади. В качестве пассика использовал кусок камеры от велосипеда.

Пассик хорошо прижимает клапан к роликам.
Проба вращения клапана от встроенного моторчика —

С помощью металлической пластинки соорудил ограничитель перемещения клапана.

С помощью другой металлической пластинки организовал прижим клапана сверху.

Теперь клапану некуда деваться. Только вращаться.
Саму шлифовку клапана организовал двумя способами.

Первый способ — дрель со шлифовальной насадкой. Преимущество — регулируемые обороты вращения. Поскольку обороты дрели практически полностью совпадают с оборотами моторчика привода клапана, я выбрал этот вариант как окончательный.

Второй вариант — электроточило. Преимущество — бесшумность, возможность раскрутить его от вращающегося клапана без подключения к сети 220 V.
Процесс пошёл —

Электроточило специально слегка наклонил, чтобы шлифовать под небольшим углом к плоскости вращения клапана.

Вот результат. Больше глубокой канавки нет.

Вид клапана после более тонкой шлифовки.

Притирка получается неплохо.

А это зкспериментальный клапан с большой шероховатостью фаски после шлифовки.

В любом случае, без правки камня ничего не получится. Я на решение этой проблемы убил уйму времени. Вот такой инструмент меня спас. Просто и надёжно. Даже не верил, что получится.
www.drive2.ru
шлифовка фаски клапана
шлифовка фаски клапана НА прошлой неделе практически за даром ,приобрел станок р108 для шлифовки клапанов станок в идеальном состоянии но прблема вылезла сразу после пробной шлифовки бет шпиндель патрона,зажал в центра и попытался выпрямить от слабого удара киянки конец шпинделя гнется в любую сторону Видимо по этой причине станок так хорошо сохранился есть мысли о копировании схемы прижима клапана станка серди ПОДСКЖИТЕ как поступить шлифовка фаски клапанаМожет новый шпиндель выточить?
шлифовка фаски клапана шпиндель сделать не прблема ,прблема в том что шариковый патрон не зажимает клапана тоньше 7мм а делать переходные втулки потеря точности шлифовка фаски клапанаА если сделать шпиндель под качественный маленький токарный патрон? Взять, например, маленького бизона, его точности надолго хватит.
шлифовка фаски клапанаА что это за патрон ,можно ссылку
шлифовка фаски клапанаdesti (сегодня, 17:37) писал:
А если сделать шпиндель под качественный маленький токарный патрон? Взять, например, маленького бизона, его точности надолго хватит.
уже обсуждали-не годиться,самое правильное это призмы ИМХО,можно еще цанги шлифовка фаски клапана кстати такой станок у самого валяется в сарае,только вот куплен за приличные деньги шлифовка фаски клапана Патрон не пойдет будут следы от кулачков и точност небудет Кардан а как ты вышел из положенияСообщение отредактировал МАКС-М1: 18 September 2011 – 20:25
шлифовка фаски клапанаМАКС-М1 (сегодня, 19:14) писал:
Патрон не пойдет будет оставлять следы на ножке клапана КАРДАН а как ты шлифуеш клапана
Оставлять он там ничего не будет,но и толку с него мало-большой габарит и очень высокая цена толкового патрона. Я работаю на призмах. шлифовка фаски клапана Цанги согласен но но где взять 5,5 и 6,5 раньше говорят на оборонке применялись а щас не найтиСообщение отредактировал МАКС-М1: 18 September 2011 – 20:33
шлифовка фаски клапанаМАКС-М1 (сегодня, 19:31) писал:
6.5 не бывает,бывает 6.6 шлифовка фаски клапана Кардан а схему твоего станкамжно скопироватьСообщение отредактировал МАКС-М1: 18 September 2011 – 20:43
шлифовка фаски клапанаМАКС-М1 (сегодня, 19:41) писал:
Кардан а схему твоего станкамжно скопировать
ничего хитрого там нет,если не забуду то завтра сделаю фото. шлифовка фаски клапанаЗаранее благодарен
шлифовка фаски клапанаМАКС-М1 (вчера, 18:33) писал:
шариковый патрон не зажимает клапана тоньше 7ммЭто что то новое… У меня 6мм зажимает без проблем, проблемы только с 5.5 появились.МАКС-М1 (вчера, 20:31) писал:
Цанги согласен но но где взять 5,5 и 6,5 раньше говорят на оборонке применялись а щас не найти
Полно цанговых патронов с цангами с шагом 0.5ммМАКС-М1 (вчера, 18:12) писал:
от слабого удара киянки конец шпинделя гнется в любую сторонуОчень странно, у моего шпиндель калёный. Может самоделка? шлифовка фаски клапана Клапан 5,5патрон не зажимает не только по диаметру но и по длинне например ниссан GA16DS шлифовка фаски клапана наконец обещанные фото…первым делом выставляем с помощью пилота с толщиной ножки клапана (в данном случае 5мм) соосность привода клапан на призмы,смазав предварительно литольчиком прижимаем приводом с дрелью через присоску,сам стержень при этом прижимаем рукой Проверяем на биение фаски Приспособа для проверки Результат шлифовка фаски клапанаkardan (вчера, 23:57) писал:
сам стержень при этом прижимаем рукой
У Вас сколько рук? Надо прижимать стержень, держать и включать дрель и ещё осевую подачу клапану сообщать… Да ещё и торцом круга шлифовать…Сообщение отредактировал Профессор(РПД): 21 September 2011 – 12:42
шлифовка фаски клапана Профессор(РПД),рук у меня как и у всех к сожалению только две,но вполне хватает для этой работы-левой прижимаю клапан а правой прижимаю и включаю дрель (держать ее не нужно,она сама там держиться),подача для съема осуществляется бедром а продольное перемещение тойже лево рукой-благо стол двигается легко. Был сделан пружинный прижим клапана но оказался просто ненужным. Пока небыло универсально заточного эта приблуда стояла на круглошлифовальном,но здесь удобнее. Там шлифовка производилась периферией круга,здесь торцем-никакой разницы не заметил.Иногда использую СОЖ,но в основном довольствуюсь вытяжкой для абразива.www.chipmaker.ru
Технические характеристики электрических настольных установок для шлифования клапанов
Таблица 2.73
| Характеристика | Модели установок | |||
| Р-108 | Р-186 | RV-2000 | ||
| Страна-производитель | Россия | Италия | ||
| Напряжение питания, В | 380/Зф | |||
| Мощность электродвигателей, кВт: | ||||
| шлифовального круга | 0,25 | 0,2 | ||
| ролика | 0,12 | |||
| Диаметр стержня клапанов, мм | 5—18 | |||
| Частота вращения, мин-1: | ||||
| шлифовального круга | ||||
| ролика | ||||
| Габаритные размеры, мм | 970x575x430 | 560x440x350 | 520x500x350 | |
| Масса, кг | ||||
Техническая характеристика устройства для шлифования клапанных гнезд мод.Р-176
Таблица 2.74
| Характеристика | Численные значения |
| Тип | Ручное, электрическое |
| Напряжение питания, В | 220/1 ф |
| Потребляемая мощность, кВт | 0,18 |
| Частота вращения, мин-1 | 0—9300 |
| Диаметр шлифуемых гнезд, мм | 25—60 |
| Габаритные размеры, мм | 312x72x238 |
| Масса, кг | 10,2 |
Устройства для притирки клапанов (табл. 2.75) двигателей производят в ручном и стационарном исполнении.
Внутренние поверхности гильз цилиндров растачивают до ремонтных размеров, а затем хонингуют.
Расточку производят на вертикальных алмазно-расточных станках моделей 278, 278Н, 2А78Н и многошпиндельных полуавтоматах. Станок модели 2А78Н (рис. 2.17) включает основание 1, колонну 2, шпиндельную бабку 3, шпиндель 4, коробку скоростей и подач 17. Управление коробкой осуществляют рукоятками 10 переключения частоты вращения шпинделя и 9 переключения подач. Технические характеристики алмазно-расточного станка модели 278 и установки 2407 для расточки цилиндров автомобильных двигателей представлены в табл. 2.76.
Технические характеристики устройств для притирки клапанов
Таблица 2.75
| Характеристика | Модели устройств | |
| Р-23.74 | Р-177 | |
| Тип | Стационарный | Переносной |
| Напряжение питания, В | 380/Зф | 220/1 ф |
| Потребляемая мощность, кВт | 1,5 | 0,18 |
| Диаметр клапанов, мм | 20—100 | |
| Частота колебаний ротора, Гц | — | 0—17 |
| Число шпинделей, шт. | ||
| Габаритные размеры, мм | 1150x800x1300 | 360x80x180 |
| Масса, кг | 4,5 |
Для хонингования гильз цилиндров применяют хонинговальные станки (рис. 2.18). Основание станка 1 представляет собой плиту, на которой расположены электронасос охлаждения, колонна 7 и фильтр. На верхней рабочей плоскости устанавливают приспособления 19 для обработки гильз или блоков. На колонне расположены привод вращения шпинделя 8, привод возвратно-поступательного движения хонинговальной головки 6, пульт управления 17. Редуктор 10 передает вращение на шестерню ползуна 77, а ползун — на поводок 16 хонинговальной головки. Коробка передач 13 установлена на верхнем торце колонны.
Имеется переносная хонинговальная установка для обработки цилиндровых отверстий двигателей модели СС 701.
Дата добавления: 2015-07-20; просмотров: 351 | Нарушение авторских прав
mybiblioteka.su – 2015-2018 год. (0.006 сек.)
mybiblioteka.su
i-perf.ru
Станок для шлифования фасок клапанов модели СШК — Мегаобучалка
Характеристики станков
Станок для шлифования кулачков распределительных валов модели 3433
1. Высота центров, мм – 95
2. Расстояние между центрами, мм 1260
3. Наибольший радиус изделия, мм – 90
4. Наибольший подъем кулачков, мм – 20
5. Размеры шлифовального круга, мм:
а) наименьший и наибольший диаметр – 500-600
б) наименьшая и наибольшая ширина – 25 – 40
в) диаметр отверстия – 305
6. Число оборотов изделия в минуту – 16; 32
7. Число оборотов шлифовального круга в минуту – 1033
8. Мощность электродвигателя шлифовальной бабки, кВт – 4
9. Габаритные размеры, мм – 2820 х 1700 х 1500
10. Масса станка, кг – 4200.
Горизонтально-расточной станок для расточки гнезд под вкладыши в блоке модели РПР – 3
Тип – стационарный
- Бортштанга – плавающая
- Диаметр шпинделя, мм – 50
- Число оборотов шпинделя в минуту – 40; 56; 80; 112.
- Механическая подача в мм на один оборот шпинделя, мм – 0,08
- Наибольшее осевое помещение шпинделя, мм – 200
- Количество гнезд для резцов – 15
- Перемещение шпинделя вручную на один оборот рукоятки, мм – 5
- Мощность электродвигателя, кВт – 1
- Габаритные размеры, мм – 1630 х 720 х 930
- Масса станка, кг – 375
Станок для шлифовки фасок клапана модели ПТ-823
Наибольший шлифуемый диаметр тарелки клапана, мм – 80
Диаметр стержней шлифуемых клапанов, мм. – от 7 до 16
Конус фаски, град. – 30, 45, 60, 90
Размер шлифовального круга, мм: диаметр – 75-100;
Ширина – 10-15; диаметр отверстия – 14.
Число оборотов шлифовального круга в минуту – 6500
Число оборотов цангового патрона в минуту – 160
Мощность электродвигателя, кВт – 0,6
Габариты, мм – 935 х 600 х 1200
Масса станка, кг – 160.
Станок для расточки отверстий под подшипники в картере коробки передач ЗИЛ-130
1. Количество шпинделей – 2.
2. Расположение шпинделей – горизонтальное.
3. Опорная плита с двумя борштангами.
4. Число оборотов обоих шпинделей в минуту – 250.
5. Гидравлическая подача плиты с обрабатываемым картером коробки передач, мм/об – 0,1.
6. Мощность электродвигателя, кВт – 1,0.
Станок для шлифовки коленчатых валов модели 3А423
- Наибольший диаметр обрабатываемой детали, мм – 580.
- Наибольшее продольное перемещение стола, мм – 1600.
- Наибольший угол поворота стола. град.:
а)по часовой стрелки – 2; б) против часовой стрелки – 3.
4. Диаметр шлифовального круга, мм – 600-900.
5. Наибольшая ширина шлифовального круга , мм – 40.
6. Число оборотов шпинделя шлифовальной бабки в минуту – 730; 830.
7. Число оборотов изделия в минуту – 42; 65; 142; 215.
8. Мощность электродвигателя, кВт- 10.
9. Габаритные размеры станка, мм -4600 х 2100 х 1580.
10. Масса станка, кг – 5750
Суперфинишный полуавтомат 3875
1. Расстояние между центрами, мм – 700
2. Размеры обрабатываемой детали, мм:
а) диаметр – 150;
б) длина – 630.
3. Частота вращения изделия, об/мин – 81; 200.
4. Обрабатываемый коленчатый вал:
а) диаметр коренной шейки, мм – до 75;
б) диаметр шатунной шейки, мм – до 75;
в) радиус кривошипа, мм – до 65.
5. Число двойных ходов в минуту – 130; 800.
6. Мощность электродвигателя, кВт – 8,1
Станок для растачивания гнезд вкладышей коренных подшипников коленчатого вала и втулок распределительного блока цилиндров двигателя ЗИД-130 модели Р-135.
- Тип станка – горизонтальный расточный.
- Число оборотов борштанг в минуту.
а) для расточки гнезд вкладышей коренных подшипников – 250.
б) для расточки втулок распределительного вала – 500.
3. Подача гидравлическая регулируемая, мм/мин – 10,8 – 18.5.
4. Рабочий ход подвижной плиты редуктора, мм – 91.
5. Максимальный ход подвижной плиты редуктора, мм – 140.
6. Производительность станка – 6-7 блоков цилиндров в час
7. Мощность электродвигателя, кВт – 1,7
8. Габаритные размеры станка, мм – 1600 х 800 х 1210.
9. Масса станка с двумя борштангами, кг – 1100.
Хонинговальный станок модели 3833М
- Наибольший ход шпинделя, мм (рабочий) – 500.
- Наибольшая длина хонингования, мм -450.
- скорость возвратно-поступательного движения хонинговальной головки, м/мин -11
- Число оборотов шпинделя в минуту – 155; 210; 320.
- Число хонинговальных головок – 9.
- Диаметр хонинговальных головок, мм – 67,5; 72; 82; 92-95; 100-101,6; 108; 115; 125; 149.
- Высота стола над уровнем пола, мм- 520.
- Расстояние от нижнего конца шпинделя до стола, мм – 800-1300.
- Расстояние от кольца охлаждения до стола, мм – 210-500.
- Наибольшее горизонтальное перемещение стола , мм – 700.
- Разжим хонинговальной головки:
а) автоматический за каждый ход головки в мм на диаметр – от 0,0006 до 0,0036
б) ручной на ходу станка – есть
12. Мощность электродвигателя, кВт -2,8.
13. Габаритные размеры станка, мм -1400 х 1700 х 2325.
14. Масса станка, кг – 1600.
Суперфинишный станок модели 2К34
- Наибольшее расстояние между центрами, мм – 1100.
- Высота центров, мм – 200.
- Частота вращения шпинделя, об/мин:
а) При черновой обработке – 43-60;
б) При чистовой обработке – 120-465.
4. Величина хода осцилирования шпинделя, мм – до 6.
5. Величина проходного хода суппорта, мм – 12.
6. Величина хода салазок, мм – 200.
7. Регулируемое время суперфиниширования, мин – 1,0
8. Обрабатываемый коленчатый вал:
а) диаметр шеек, мм – 57-85;
б) наибольшая длина вала, мм – 1000;
в) радиус тела вращение, мм – до 170 .
9. На станке осуществляется одновременное суперфиниширование всех шеек.
10. Переключение скорости вращения изделия во время работы – автоматическое.
11. Габаритные размеры станка, мм – 2470 х 1790 х 2095.
Универсальный расточный станок модели УРБ-ВП (с горизонтальным расположением шпинделя)
Тип – стационарный
- Высота центров над станиной, мм – 153.
- Наименьший диаметр растачивания , мм – 28.
- Наибольший диаметр растачивания, мм – 100.
- Наибольшая длина растачивания, мм – 265.
- Наибольшая длина растачиваемого шатуна, мм – 406
- Наименьшая длина растачиваемого шатуна, мм- 160
- Число оборотов шпинделя в минуту – 600; 975;
- Число подач – 1.
- Подача в мм на один оборот шпинделя – 0,04.
- Мощность электродвигателя, кВт – 1.
- Число оборотов электродвигателя в минуту -1400.
- Габаритные размеры станка, мм – 1350 х 890 х 1180.
- масса станка, кг – 550.
Станок для шлифования фасок клапанов модели СШК
- Наибольший диаметр патрона, мм – 16,5.
- Число оборотов клапана в минуту – 120.
- Размеры шлифовального круга, мм:
а) наружный диаметр до 100;
б) внутренний – 20;
в) ширина – 6-10.
4. Число оборотов шлифовального круга в минуту – 4800.
5. Мощность электродвигателя, кВт – 0,4.
6. Габаритные размеры станка, мм – 700 х 400 х 450.
7. Масса станка, кг – 35.
megaobuchalka.ru
Шлифовка клапанов делается на специальном станке
Шлифовка клапанов производится для восстановления требуемой чистоты поверхности фаски клапана (на его тарелке). Делается это во время капитального ремонта двигателя. Данная операция достаточно сложная и ответственная, выполнить ее можно только на специальном станке. Не рекомендуется выполнять шлифовку в условиях своего гаража, потому что малейшая неточность может привести к повреждению тарелки клапана, вследствие чего его можно будет только выбросить. Ведь даже незначительная вибрация при шлифовке или неправильно выставленный угол резко снижает ее качество, на поверхностях фасок начинают появляться мелкие риски, следы дробления.
Специалисты станций техобслуживания знают способ, как избежать неточностей и повреждений в процессе шлифовки клапанов. Для этого они к имеющемуся зажимному устройству добавили дополнительную опору – быстродействующий люнет. Во время установки клапана в устройство подвижную пружинящую рукоятку люнета сжимают, а сам клапан продевают в цанговый зажим до упора. После этого зажимают клапан и цанги гайкой, предварительно опустив рукоятку. Вследствие всех этих действий клапан оказывается закрепленным на двух опорах, что делает процесс шлифовки более удобным, безопасным и быстрым.
Как происходит процесс притирки и шлифовки? Очевидно, что делается это на разобранной головке блока цилиндров. После того, как клапана будут вынуты, желательно их не перепутать, поэтому на них лучше сразу нанести метки. После снятия нужно тщательно очистить седла и клапана от нагара, промыть и осмотреть на предмет возможных повреждений. Если будут обнаружены какие-либо дефекты, либо клапан будет погнут, то его лучше сразу же заменить. Новые клапаны нужно будет обязательно подвергнуть шлифовке и притирке, чтобы обеспечить герметичность. Также нужно будет выполнить и шлифовку седел.
Шлифовка клапанов, фасок и седел осуществляется на специальных станках – делать это вручную категорически запрещается, потому что нужно строго выдерживать заданный угол. Устройства выполняют шлифовку клапанов с диаметром стержня до 18 миллиметров и предназначены для использования в авторемонтных мастерских и станциях техобслуживания. Принцип действия станка достаточно прост – на подшипниковые опоры устанавливается клапан и до упора упирается торцом в грибок, выдвигаемый в соответствии с длиной клапана. Посредством проворачивания ролика вокруг горизонтальной оси стержень клапана прижимается к подшипниковым опорам. Сама шлифовка осуществляется шлифовальным кругом.
Качественная шлифовка фасок клапанов и седел должна полностью восстанавливать их поверхность. Если при осмотре головки клапана обнаружилась хотя бы незначительная выработка, имеются следы прогара, раковины или иные повреждения, их необходимо устранить. В противном случае герметичность камеры сгорания будет нарушена. И если повреждения будут на выпускном клапане, то он очень быстро прогорит. Если будут обнаружены мелкие следы точечной эрозии, то шлифовку можно и не выполнять – не перед этим нужно обязательно проверить, не нарушают ли они герметичность. Для шлифовки необходимо использовать специальные станки, количество снимаемого металла должно быть минимальным, чтобы только удалить изъян.
После выполнения шлифовки следует обязательно проверить высоту пояска головки клапана – если она будет менее 0,3 миллиметра, клапан нужно обязательно заменить. Также нужно обязательно проверить концентричность рабочей поверхности клапана относительно стержня – делается это на специальном устройстве с индикаторными головками. Допустимое биение фаски относительно стержня не должно превышать 0,025 миллиметра. Что касается шлифовки седел клапанов, то ее нужно делать при замене направляющих втулок, либо при сильном износе фасок клапана, при восстановлении их концентричности относительно отверстий.
Таким образом, шлифовка клапанов – дело ответственное и трудоемкое, требующее мастерства, опыта и специального оборудования. Делать ее в гараже крайне не рекомендуется – можно испортить не только клапана, но и саму головку, что повлечет дополнительные затраты на ремонт.
Смотрите также:
Все статьи >>
www.xn—-7sbabj9aleg0afqoo0b4bu.xn--p1ai
Станок для шлифования клапанов ЛТ-540
Если Вам необходимо купить Станок для шлифования клапанов ЛТ-540 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок для шлифования клапанов ЛТ-540 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru