Станок точильный для дисковых пил – правила заточки зубьев циркулярки и самостоятельное изготовление инструмента
alexxlab | 28.02.2019 | 0 | Вопросы и ответы
Самодельный станок для заточки дисковых пил: типы и устройство
Содержание: [скрыть]
- Типы
- Как выполнить заточку
- Важно знать
- Сборка самодельного точила
Время от времени нужно затачивать режущий элемент дисковой пилы. Заточка циркулярной пилы требует определенных знаний, специального оборудования. Существуют станки, предназначенные для этих целей.
Типы
Станки для заточки дисковых пил — группа устройств для возобновления остроты режущих элементов. В зависимости от функциональных особенностей они бывают:
- Автоматическими. Агрегаты устанавливаются на крупных предприятиях.
- Полуавтоматическими, механическими (инструменты для затачивания резцов вручную). Отличаются невысокой производительностью, в основном применяются в домашних мастерских.
При заточке цепей для продольного пиления используются другие устройства, способные заострять каждый зуб с помощью напильников.

Все оборудование, включающее в комплектацию электрический привод, схоже по принципу действия. Отличается только производительность. Так, маломощные бытовые образцы могут беспрерывно функционировать до 20 минут. После их необходимо отключать на это же время для охлаждения.
Профессиональные инструменты могут работать до 8 часов. Им требуется всего несколько коротких перерывов по 20–30 минут. У некоторых агрегатов есть абразивный круг для заточки, шлифовальная лента аналогичного действия.
В большинстве случаев пильный инструмент можно заточить на станках, основным элементом которых является точильный диск. Ленточные устройства больше подходят для промышленного использования с большими объемами чистовой шлифовки.
Заточные станки комплектуются кругами, отличающимися:
- толщиной — 16–40 мм;
- наружным диаметром — 12–250 мм;
- крепежным отверстием — 12,7,16, 20, 32 мм;
- материалом изготовления.
На то, из чего сделан абразив, нужно обращать особое внимание: от качества зависит результат работы. Кроме обычных резаков существуют круги, на которых есть усиливающая пайка — пластина из твердых сплавов. Чаще всего встречаются корундовые, алмазные круги. Они хорошо справляются с заточкой дисков с твердосплавными напайками, предназначенными для резки особо твердых материалов.

Круг для установки необходимо приобретать с учетом характеристик дисковых пил. Абразивная лента подбирается в соответствии с размерами станков. Также учитывается зернистость, влияющая на характер шлифовки.
Как выполнить заточку
Абразивный диск очищают от загрязнений, остатков снятого материала, выставляют угол наклона. Заточку начинают с передней части зуба. Максимально допустимый для снятия слой металла — до 0,20 мм.
Необходимо обеспечить правильную подачу режущего элемента к заточному диску. Затачиваемый круг должен всей плоскостью соприкасаться с абразивом. В процессе работ нужно следить за тем, чтобы лезвие не перегревалось. Избежать повышения температуры материала до критических отметок можно путем регулировки скорости вращения абразивного элемента, смачивания его небольшим количеством воды перед работой.
Круги с алмазным напылением, обрабатывающие победитовый режущий инструмент, обычно охлаждают специальной жидкостью (СОЖ). Процесс можно считать завершенным после появления равномерного заусенца по всей поверхности кромки лезвия. Окончательную шлифовку выполняют вручную.
Нужно помнить, что станок одновременно может обрабатывать заготовку только в одной плоскости.
Важно знать
Основной износ пилы приходится на верхнюю кромку зубьев. Она больше всего соприкасается с обрабатываемым материалом. Из-за постоянного контакта с твердыми поверхностями округление ее центральной грани может достигать 0,3 мм. Это критический показатель. Необходимо следить за тем, чтобы центральный выступ округлялся не более чем на 0,2 мм, иначе будет сложно хорошо заточить элемент, потребуется много времени.
Степень износа обычно определяют по состоянию зубьев, качеству реза. У каждого режущего диска существует ресурс. В большинстве случаев это 30–35 заточек.
Нельзя допускать образования на режущей кромке во время ее обработки с помощью станков зазубрин, сколов, других дефектов, нарушающих целостность металла.
Сборка самодельного точила
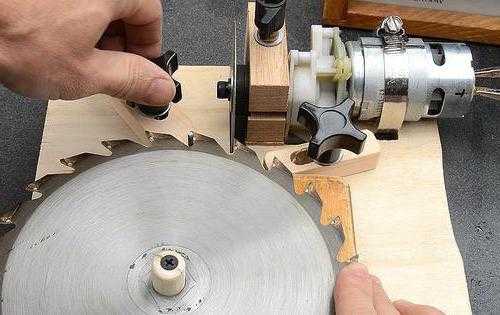
К изготовлению самодельного заточного станка прибегают в том случае, когда под рукой нет заводского оборудования, а режущие круги периодически приходится заострять. На устройстве можно заточить затупившийся диск для циркулярной пилы.
Для сборки потребуется:
- электропривод,
- суппорт,
- наклонный механизм,
- винтовые ограничители.
Круг необходимо зафиксировать на двигателе. Дисковое полотно устанавливается на суппорт, при этом винтовые ограничители обеспечивают движение резака по оси круга, создавая необходимый угол наклона. Правильная фиксация диска пилы относительно абразива — основное требование заточки. Чтобы углы были соблюдены, потребуется регулируемая подставка, закрепленная в одной плоскости с кругом на раме устройства. Устанавливая диск на подставку, нужно следить за тем, чтобы зубья размещались перпендикулярно плоскости станка.

При самостоятельной сборке приспособления для заточки дисковых пил рекомендуется пользоваться чертежами и схемами.
Заточка может выполняться и механическими приспособлениями. Но при применении специальных агрегатов сокращается время работы, заточенный резак будет иметь более острую кромку.
derevo-s.ru
Самодельный станок для заточки дисковых пил
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.
Очень часто для определения угла заточки используют такой показатель, как твердость дерева. В зависимости от уровня твердости определяется угол и размер наклона и, соответственно, выбирается пила.

Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 – польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Основное назначение выше упомянутого станка: затачивание пил на диске, в основе которых лежат твердые сплавы, пригодные к быстрой резке по металлу. Станок способен с успехом обрабатывать поверхность детали спереди и сзади, а также способность делать заточку угловой поверхности на максимально качественном уровне.
Преимущества данной системы:
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Как правило, для того чтобы выточить изделие своими силами, необходимо использовать сложные механизмы, дабы исключить вероятность порчи изделия. По этой причине и нужно использовать тот агрегат, который даст возможность выдержать обязательный угол для затачивания. Именно сложный станок позволяет установить механизм в продуманном положении с ориентацией на круг для заточки.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.
metmastanki.ru
Самодельный станок для заточки дисковой пилы: виды и особенности использования
 Среди инструментов, которые используются для работы с деревом, довольно востребованным является дисковая пила. В ее конструкции предусмотрены зубья из твердого сплава, также здесь используются пластины из стали, которые напаяны на них. Для создания пластины применяются твердые сплавы, благодаря которым обеспечивается режущий эффект. Но с течением времени зубья пилы уже не в состоянии так же эффективно выполнять свою основную функцию, из-за чего они нуждаются в определенной обработке. Предотвратить преждевременное затупление зубьев пилы можно при помощи станка для заточки дисковых пил.
Среди инструментов, которые используются для работы с деревом, довольно востребованным является дисковая пила. В ее конструкции предусмотрены зубья из твердого сплава, также здесь используются пластины из стали, которые напаяны на них. Для создания пластины применяются твердые сплавы, благодаря которым обеспечивается режущий эффект. Но с течением времени зубья пилы уже не в состоянии так же эффективно выполнять свою основную функцию, из-за чего они нуждаются в определенной обработке. Предотвратить преждевременное затупление зубьев пилы можно при помощи станка для заточки дисковых пил.
Разновидности станков для заточки дисковых пил
 Говоря об оборудовании для заточки дисковых пил, следует отметить, что оно охватывает довольно много видов станков, которые подразумевают модели наиболее простого исполнения, способные выполнять необходимые операции в ручном режиме, а также автоматические станочные линии, которые могут без помощи человека затачивать дисковые пилы.
Говоря об оборудовании для заточки дисковых пил, следует отметить, что оно охватывает довольно много видов станков, которые подразумевают модели наиболее простого исполнения, способные выполнять необходимые операции в ручном режиме, а также автоматические станочные линии, которые могут без помощи человека затачивать дисковые пилы.
Предлагаемые сегодня станки могут быть классифицированы на два больших класса:
- станки бытового применения;
- станки для профессионалов.
Подобное разделение является условным. Причём разница между этим оборудованием заключается только в производительности, под которой понимается лишь время, в течение которого оборудование для заточки может работать в непрерывном режиме. Для моделей, предназначенных для домашнего использования, подобный показатель составляет не более 15-20 минут. По прошествии этого промежутка времени пользователь должен дать станку время на отдых. Профессиональные модели заметно превосходят подобные станки по рассматриваемому параметру, поскольку они в состоянии работать на протяжении 8 часов, причем для обеспечения эффективной работы им необходимо такая же пауза, которую достаточно устраивать лишь два раза за рабочую смену.
 На сегодняшний день каждый производитель по-своему подходит к разделению этого оборудования, на основании чего и формируется ассортимент. Некоторые заостряют внимание на конструкции, другие на запасе надежности, есть и такие, для кого наиболее важным параметром является спрос на определенную марку оборудования.
На сегодняшний день каждый производитель по-своему подходит к разделению этого оборудования, на основании чего и формируется ассортимент. Некоторые заостряют внимание на конструкции, другие на запасе надежности, есть и такие, для кого наиболее важным параметром является спрос на определенную марку оборудования.
Особого внимания заслуживает и оснащение рассматриваемого оборудования. Исходя из этого параметра, станки могут быть классифицированы на две группы:
- имеющие абразивные точильные круги;
- оборудованные шлифовальной лентой.
Чаще всего используется именно оборудование с кругами. Что же касается моделей, в которых предусмотрена шлифовальная лента, то они получили наибольшее распространение в промышленном производстве. Они позволяют не только придать дисковым пилам необходимую режущую способность, но и обеспечить чистовую шлифовку пильных дисков.
Процедура заточки пил
 Для создания зубчатых пластин, которыми оснащены дисковые пилы, могут использоваться самые разные сплавы. Все они могут отличаться друг от друга характеристиками, которые определяются свойствами сплава, а также его степенью зернистости. Причем с уменьшением зернистости увеличивается прочность и твердость используемого материала.
Для создания зубчатых пластин, которыми оснащены дисковые пилы, могут использоваться самые разные сплавы. Все они могут отличаться друг от друга характеристиками, которые определяются свойствами сплава, а также его степенью зернистости. Причем с уменьшением зернистости увеличивается прочность и твердость используемого материала.
Также дисковые пилы могут отличаться друг от друга размерами зубьев. На основании этого признака можно выделить следующие формы зубьев.
Прямые зубья
Чаще всего его можно встретить на пилах, которые используются для быстрого продольного пиления, где не уделяется особое внимание качеству распила.
Скошенные зубья
Именно такие зубья и чаще всего представлены на дисковых пилах. Располагаясь на пиле, эти зубья могут отличаться друг от друга по типу заточки, которая может быть правой и левой. Работа такими дисковыми пилами исключает образование сколов, риск возникновения которых особенно высок на краях распиливаемого покрытия.
Трапециевидные зубья
 Инструмент, оснащенный подобными зубьями, демонстрирует длительный срок службы и при этом долгое время не требует заточки. Эти пилы характеризуются тем, что трапециевидные зубья используются совместно с прямыми. Их расположение создает возможность для выполнения грубого пиления при помощи трапециевидных зубьев, а благодаря наличию прямых зубьев возникают условия для проведения чистового распила.
Инструмент, оснащенный подобными зубьями, демонстрирует длительный срок службы и при этом долгое время не требует заточки. Эти пилы характеризуются тем, что трапециевидные зубья используются совместно с прямыми. Их расположение создает возможность для выполнения грубого пиления при помощи трапециевидных зубьев, а благодаря наличию прямых зубьев возникают условия для проведения чистового распила.
Конические зубья
Пилы, которые оснащены резцами подобного типа, могут помимо выполнения своей основной задачи применяться и для нарезания нижнего слоя доски, в результате чего удается предотвратить скол на верхнем слое.
Самодельный станок для заточки пил
Справиться с задачей заточки дисковых пил может каждый человек, для чего ему не нужно обладать специальными навыками. Не станет серьезной помехой и отсутствие специального оборудования, поскольку при желании можно сделать такой станок своими руками. Первое, о чем следует знать при изготовлении такого оборудования — из каких элементов он будет состоять:
-
 Двигатель, выступающий в качестве места для размещения круга.
Двигатель, выступающий в качестве места для размещения круга. - Суппорт, где впоследствии будет закреплено дисковое полотно.
- Механизм, обеспечивающий наклон под требуемым углом.
- Ограничительные винты. С их помощью можно создать условия для перемещения заготовки вдоль оси круга, чтобы обеспечить требуемый угол затачивания.
Создаваемый своими руками заточный станок должен иметь такое устройство, которое бы позволило зафиксировать пилу в требуемом положении по отношению к наждачному кругу. За счет этого можно с высокой точностью выдержать необходимые углы заточки зуба. Это можно осуществить при помощи подставки, которую придется установить на раму станка в той же плоскости, что и заточный круг.
Когда на подставке будет размещен пильный диск, его зуб своей плоскостью образует с пильным полотном прямой угол. В некоторых случаях допускается изготовление этой подставки в подвижном варианте. С этой задачей можно достаточно легко справиться: для установки одной стороны поверхности используют шарнир, а другую часть необходимо изготовить таким образом, чтобы она была жестко зафиксирована краями, используя для этой цели болты. Создав заточный станок в подобном варианте, у пользователя появится возможность располагать дисковые пилы под любым углом и выполнять заточку в любой плоскости.
Однако в процессе использования подобного заточного приспособления пользователь может столкнуться с серьезной трудностью — ему придется приложить усилия, чтобы углы заточки получились одинаковыми. Для этого центр пилы необходимо закрепить в требуемом положении относительно заточного круга. Упростить решение этой задачи можно, если на подставке создать специальный паз, при помощи которого облегчиться процедура оправки пилы.
Во время перемещения оправки с кругом вдоль паза не будет возникать серьезных проблем с соблюдением необходимого угла, под которым должна выполняться заточка. Также эта задача может быть решена и другим методом. Он более привлекателен ввиду его меньшей сложности. Для этого нужно на рабочей поверхности создать опоры, при помощи которых пила будет закреплена в требуемом положении.
Основные правила заточки
Чтобы в процессе заточки дисковых пил добиться желаемого результата, при выполнении этой работы следует придерживаться определенных правил:
- Чтобы придать обрабатываемому инструменту максимальную режущую способность, заточка должна выполняться максимально допустимое количество раз. Эта процедура должна предусматривать 30-35 повторов. Для этого инструмент следует затачивать одновременно по задней и передней поверхности. Соблюдение этой рекомендации приведет к тому, что максимальное число уменьшится в 2 раза.
- Обязательной операцией является удаление с поверхности диска загрязнений. После этого следует замерить углы наклона зубьев. Важным моментом является то, что во время проведения заточки, первой обрабатывается передняя сторона поверхности, после чего наступает черед задней. При снятии металла необходимо учитывать, что толщина слоя не должна превышать 0,03- 0,2 мм.
- Если для заточки используются абразивные алмазные круги, то обработка инструмента требует в обязательном порядке охлаждения, для чего используется специальная жидкость. Хорошим решением является использование круга, обладающего большой зернистостью. Это положительным образом сказывается на производительности работы и приводит к уменьшению удельного износа.
- Во время работы особое внимание следует уделять тому, чтобы пильная часть имела максимально гладкую поверхность. Если во время заточки на поверхности появятся зазубрины, то скоро металл начнет крошиться, что может завершиться разрушением рабочей поверхности.
Имея в распоряжении самодельный заточный станок, вы сможете выполнить качественно обработку инструмента, если будете придерживаться всех правил этой процедуры. При этом ваши расходы будут гораздо меньше, нежели бы вы решили остановить выбор на заводских аппаратах. Вдобавок к этому, чтобы пользоваться таким станком, вам не требуется наличие профессиональных навыков по эксплуатации.
Советы по работе на станке для заточки дисковых пил
Чтобы заточить дисковую пилу, не нужно обладать высокой квалификацией специалиста. Не возникает особых трудностей и при уходе за станком. Главное — обращайте внимание на то, в каком состоянии находится точильный круг и регулярно очищайте его поверхности от разнообразных загрязнений, которые могут возникать во время работы.
Чтобы результат заточки пилы вас устраивал, необходимо придерживаться следующих несложных правил:
- позаботьтесь о том, чтобы затачиваемый диск располагался определенным образом по отношению к заточному кругу: оптимальным считается положение, когда диск взаимодействует с кругом всей своей плоскостью;
- также важно не допускать чрезмерного разогрева лезвия до критических температур. Этого можно добиться, если устанавливать подходящую скорость вращения круга, при этом нелишним будет еще до выполнения заточки полить круг водой;
- определить, что заточка помогла достигнуть необходимого результата, можно по наличию на всей кромке равномерного заусенца. Завершается же процедура по приданию пильному диску необходимой режущей способности путем его обработки шлифовальным кругом.
Заключение
 Дисковая пила, как и любой другой режущий инструмент, в определенный момент начинает хуже выполнять свою задачу. В таких случаях возникает необходимость в заточке инструмента. Наиболее эффективно эту задачу можно решить при помощи заточного станка. Если у вас нет такого приспособления, то вы можете приобрести его в магазине либо сделать своими руками.
Дисковая пила, как и любой другой режущий инструмент, в определенный момент начинает хуже выполнять свою задачу. В таких случаях возникает необходимость в заточке инструмента. Наиболее эффективно эту задачу можно решить при помощи заточного станка. Если у вас нет такого приспособления, то вы можете приобрести его в магазине либо сделать своими руками.
Однако, в независимости от варианта, который вы выберете, вы должны помнить о том, что именно от технологии заточки инструмента зависит, насколько качественно впоследствии будет резать дисковая пила. Поэтому прежде чем приступать к обработке с помощью заточного станка дисковой пилы, следует ознакомиться с правилами заточки. Это поможет вам избежать повреждения пильного полотна и с меньшими усилиями добиться желаемого результата.
Оцените статью: Поделитесь с друзьями!stanok.guru
Станки для заточки дисковых пил
На сайте Станкофф.RU вы можете купить станки для заточки дисковых пил ведущих производителей. В наличии и под заказ более 26 моделей заточных станков для дисковых пил по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Станки для заточки пильных дисков: особенности применения
Режущий инструмент дисковой формы используется во многих видах лесопильного оборудования. Агрегаты отличаются конструкцией и производительностью, но имеют одинаковые требования к состоянию оснастки, которая должна быть достаточно острой для того чтобы обеспечивать быстрое и качественное изготовление пиломатериала. При постоянной работе по раскрою древесины необходимо вы можете приобрести в нашем магазине заточной станок для дисковых пил, который позволит профессионально выполнять техническое обслуживание расходных деталей.
Ручные операции по восстановлению остроты зубьев отнимают время и не способны обеспечить качественную обработку режущих граней, особенно если речь идет об оснастке для серьезного промышленного оборудования. Станки для заточки пильных дисков, предлагаемые нашей компанией, выпускаются отечественными и зарубежными производителями в бытовой и профессиональной категории. Приспособления с автоматическим или полуавтоматическим управлением позволяют квалифицированно выполнять перетачивание и правку пильного диска. Современное оборудование отличается продуманным технологическим устройством и дает возможность:
- выполнять восстановление остроты дисковых пил с любой формой и комбинацией зубцов;
- производить высокоточную настройку толщины затачиваемого инструмента;
- получать гарантированно качественный результат за счет отсутствия вибрационных колебаний.
Заточные станки для дисковых пил усовершенствованной конструкции, представленные на нашем сайте, имеют повышенную стоимость, но не требует участия персонала в работе и отличается увеличенным набором опций. Специальная защитная система предохраняет плоскость диска от появления сколов или разрушения стального полотна. При эпизодическом использовании целесообразно применять более простые конструкции, работа которых подразумевает ручное управление механизмами, визуальный контроль толщины снимаемого слоя металла и наличия угловых и радиальных отклонений заточенных зубьев.

Принцип работы и виды
Станки для заточки дисковых пил отличаются производительностью, способностью переносить рабочие нагрузки и оснащаются разными видами оснастки:
- абразивными точильными кругами;
- режущими дисками из эльбора;
- инструментом с алмазным напылением;
- дисками из зеленого карбида кремния;
- шлифовальной лентой.
Передняя и задняя грань пильного диска имеет напайки в виде пластин твердосплавной стали. Обработка режущей кромки должна производиться с полным сохранением геометрической формы прямых, скошенных, конических или трапециевидных зубьев. Для того чтобы получать гарантированное качество результата при восстановлении остроты резцов, следует купить станок для заточки дисковых пил, который обеспечит точное соблюдение основных углов наклона зубьев при обработке.
В более сложных моделях оборудования устанавливается специальный контроллер, который регулирует параметры в зависимости от количества зубьев на пильном диске. Затачивание режущей кромки производится с применением одной операции или поэтапно. Предварительная грубая обработка абразивным инструментом с последующей алмазной шлифовкой дает возможность получить экономию расходного материала и повышенное качество выполненной заточки. Для того чтобы исключить перегрев затачиваемого диска, который может привести к деформации металла, в конструкции предусмотрена подача охлаждающей жидкости. Возможность регулировать рабочую температуру способствует качественной обработке режущей кромки и увеличивает рабочий ресурс механизмов.
www.stankoff.ru
Станок для заточки дисковых пил и дисков
Содержание статьи:
Дисковые пилы применяются для реза заготовок различного вида. Чаще всего их используют для распиловки древесных материалов. В процессе эксплуатации зубья теряют свою первоначальную конфигурацию, в результате чего ухудшается качество обработки. В этом случае необходимо сделать их заточку.
Общий принцип конструкции станка
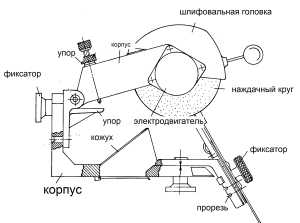
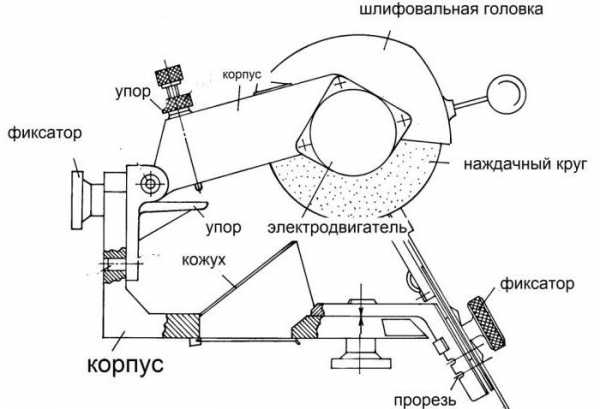
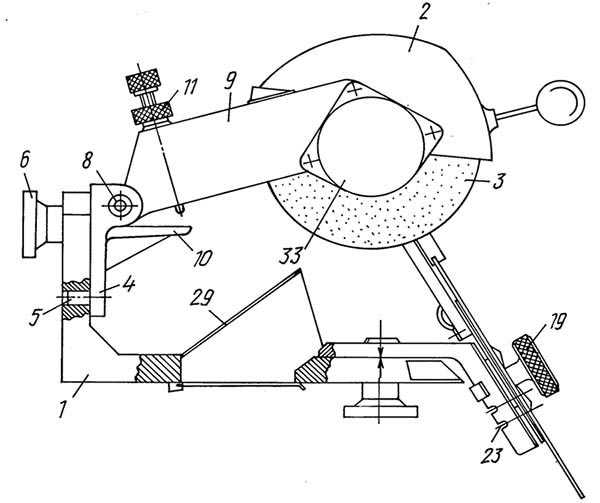
Схем станка для заточки
Дисковая пила состоит из стальной основы (круга), на торцах которого расположены пильные зубья. Во время вращения инструмента происходит разрезание материала. После длительной эксплуатации неизбежно возникает необходимость восстановления режущей части пилы. Для этого следует использовать станок для заточки дисковых пил.
Проблема выполнения этой работы заключается в сложной конфигурации зубьев. Они имеют несколько режущих кромок, благодаря которым формируется ровный рез. Поэтому для их восстановления недостаточно выполнить обработку с помощью точильного круга с одной стороны.
Для восстановления режущей кромки заточной станок для дисковых пил должен иметь следующие компоненты:
- корпус. Предназначен для установки остальных компонентов станка;
- шпиндельная головка для монтажа абразивного круга;
- механизм регулировки положения абразива относительно дисковой пилы. Он должен смещаться не только в вертикальной плоскости, но и иметь функцию наклона к зубу;
- механизм фиксации дисковой пилы;
- устройства регулировки положения компонентов станка. Они необходимы для точной настройки заточки.
Это общая концепция конструкции станка для заточки дисковых пил. Но помимо этих компонентов в составе устройства могут присутствовать дополнительные: электронный блок управления, механизмы для доводки лезвий и т.д.
Важным моментом является выбор абразивного круга. Материал его изготовления и толщина зависят от типа зуба дисковой пилы, а также ее конфигурации и наличия твердосплавных напаек.
Виды оборудования для заточки дисковых пил

Автоматический комплекс по заточке пил
Оборудование для заточки дисковых пил условно разделяется на две категории – с ручным и автоматическим управлением. В первом случае конструкция станка максимально проста. Для максимальной автоматизации процесса заточные комплексы имеют ряд отличий от ручных.
Заточка дисковых пил на ручных станках может осуществляться только при наличии большой практики в выполнении этой процедуры. Перед этим анализируется фактическое состояние зубьев, составляется схема их обработки. Дальнейшая заточка выполняется методом смещения нужного профиля зуба к вращающемуся абразиву. На практике это может привести к неравномерной обработке и возникновению внутренних напряжений.
Во избежание этого для заточки дисковых пил рекомендуется использовать автоматические комплексы, которые обладают следующими преимуществами:
- высокая точность обработки. Она достигается системой автоматического позиционирования абразива. Отсутствие человеческого фактора исключает возможность ошибки;
- расчет времени на выполнение процедуры. В особенности это актуально для больших производственных линий, где из-за затопления пильного диска может остановиться процесс обработки заготовок;
- применение охлаждающей жидкости. Она минимизирует вероятность нагрева поверхности изделия, тем самым снижая возможность изменения изначальных свойств материала.
Главным недостатком автоматических линий является их высокая стоимость. Поэтому их приобретают для дальнейшего предоставления услуги по заточке дисковых пил. Альтернативным способом применения автоматических станков является обслуживание собственного большого производства.
Программный комплекс подобного оборудования рассчитан для заточки всех типов дисковых пил. Достаточно выбрать нужную модель на графическом дисплее и установить инструмент в рабочую зону.
Технические характеристики станков

Полуавтоматический станок по заточке
Следующим этапом является анализ параметров оборудования. В дальнейшем они повлияют на возможность обработки той или иной модели пильного диска, а также заранее укажут на трудоемкость процесса. Для этого следует внимательно ознакомиться с паспортом станка.
Главным критерием выбора является производительность оборудования. Если планируется небольшой объем обработки стандартных дисковых пил – можно остановить выбор на ручной модели. Для выполнения постоянных заточек лучше всего приобрести полуавтоматические или автоматические линии. Альтернативным вариантом является обращение в специализированные компании, которые предоставляют эту услугу.
В случае необходимости приобретения заточного оборудования необходимо обращать внимание на следующие характеристики:
- параметры электродвигателя привода вала с абразивом – номинальная мощность и характеристики электросети, к которой необходимо выполнить подключение;
- тип передачи вращающего момента от электродвигателя к валу с абразивом — ременная или шестеренчатая;
- максимальный и минимальный размер заточного круга, его посадочный диаметр;
- допустимые диаметры пильных дисков для заточки;
- значение переднего угла заточки. Обычно этот параметр варьируется от 0° до 30°;
- задний угол заточки. Может составлять от 0° до 30°;
- исполнение станка – настольный или напольный;
- габариты и вес оборудования.
Для автоматических моделей учитывается емкость бака с СОЖ и скорость подачи охлаждающей жидкости. В некоторых автоматических линиях может установиться два или три абразива для одновременной обработки всех сторон зубьев.
Дополнительно оборудование должно быть оснащено механизмами для выключения электродвигателя в случае его перегрузки. Это же должно случиться при поломке диска.
Описание конфигурации зубьев пил
Конфигурация пильного зуба
После приобретения станка с ручной подачей пильного диска в зону обработки необходимо ознакомиться с конфигурацией режущих зубьев. Их конструкция напрямую повлияет на технологию заточки.
Заточка дисковых пил с твердосплавными напайками является наиболее сложным процессов. Это обусловлено их конфигурацией. Зуб состоит из четырех кромок – передней, задней и двух боковых, которые выполняют вспомогательные функции. Места их пересечения образуют режущие кромки. Поэтому для восстановления изначальных параметров диска необходимо правильно выполнить заточку всех частей.
Кроме этого учитывается конфигурация режущих кромок, которые могут быть следующих видов:
- прямой. Он характерен для пильных дисков, предназначенных для быстрой обработки материалов. При этом качество реза будет невысоким;
- скошенный. На торце диска зубья имеют левый и правый скос, чередующиеся между собой. Величина скоса определяет качество реза, возможность обработки различных материалов: ДСП, дерева или полимеров. Такая конфигурация минимизирует появление сколов по краям пропила, что улучшает внешний вид заготовки;
- трапециевидный. Характеризуются медленным процессом затопления, так как режущие кромки идут поочередно. Чаще всего зубья этого типа идут в сочетании с прямыми;
- конический. Пилы этого типа применяются для выполнения операции подрезки. После их обработки остается чистая кромка. Заточка этих дисковых пил наиболее трудоемка.
Для длительного сохранения первоначальной формы и остроты режущих кромок рекомендуется применять пилы только по назначению.
Формирование чернового реза необходимо делать инструментом с прямым зубом. Чистовую обработку осуществляют с помощью дисков с коническими режущими элементами.
Правила заточки
Схемы заточки дисковых пил
Для восстановления исходного состояния диска необходимо выполнить заточку всех рабочих граней. При этом учитывается их неравномерный износ. Больше всего «страдает» передняя часть, так как она подвергается максимальным нагрузкам.
Перед началом работы необходимо очистить поверхность дисковой пилы от загрязнения. Затем проверить ее плоскость на наличие сколов и трещин. В случае обнаружения подобных дефектов дальнейшая эксплуатация режущего инструмента недопустима.
Следующим этапом является детальное ознакомление с инструкцией по эксплуатации станка. Важно правильно подготовить оборудование, выполнить его монтаж на рабочую поверхность и настроить. После этого можно устанавливать абразив и пильный диск. Они должны быть надежно зафиксированы в валах. Причем диск не должен проворачиваться на монтажной платформе. Эту функцию выполняет другой механизм.
Затем можно приступать непосредственно к заточке. Ее технология зависит от типа кромки, которая будет повергаться обработке.
По передней плоскости
После установки пилы на оправку с помощью механизмов она устанавливается в горизонтальном положении. Плоскость абразива при этом перпендикулярна плоскости диска. Это обеспечивает нулевой угол скоса. Если в станке не предусмотрен механизм точной установки – необходимо применять угломер.
После этого подводим первый зуб к абразивному кругу. Последний должен вращаться. Для равномерной заточки необходим полный контакт всей режущей кромки с абразивом. Для предотвращения повторной обработки рекомендуется с помощью маркера сделать отметку, откуда начался процесс.
Заточка зуба скошенного в передней части
Разница между вышеописанной технологией заключается в установке пилы не строго горизонтально, а под наклоном относительно абразива. Обычно он составляет +8°. После пометки маркером необходимо выполнять заточку каждого второго зуба. Затем положение диска меняется – выставляется отрицательный угол.
Для этого типа заточки важно отслеживать равномерный скос для каждого режущего элемента. В случае большой погрешности следует переустановить диск, чтобы все зубья имели одинаковую конфигурацию. Обязательно периодически выполняться контрольные замеры.
Заточка задней плоскости
Одним из ответственных этапов обработки диска является заточка задней кромки зуба. Для выполнения этой операции инструмент устанавливают в горизонтальное положение. При этом задняя кромка зуба должна иметь полный контакт с абразивным диском.
Дополнительно необходимо учитывать скорость вращения абразива. Для моделей с ручной регулировкой важно устранить вероятность перегрева режущей кромки. Также нужно следить, чтобы диск не убрал лишний материал с поверхности зуба. Изменение конфигурации одного или нескольких элементов негативно отразится на эксплуатационных качествах диска.
В видеоматериале можно ознакомиться с примером обзора станка для заточки дисковых пил:
stanokgid.ru
Точильный Станок Для Дисковых Пил • AURAMM.RU
Станок для заточки дисковых пил ODWERK BAS 600
Киев и пригород
— Курьер: 50 грн.
— На отделение Нова Пошта: 49 грн.
Одесса, Львов, Харьков, Днепр, Запорожье, Чернигов, Николаев, Херсон, Винница, Кривой Рог, Ровно, Черновцы,Тернополь, Черкассы, Ивано-Франковск, Полтава, Мариуполь
Читайте так же
— Отделение Новенькая Почта: 49 грн.
— Курьер Нова Пошта: 89 грн.
Как рассчитывается доставка по Киеву и в пригороды?
По обозначенному тарифу фирма доставит продукт по Киеву нашим курьером. От 1000 грн. доставка заказа в городка Вышгород, Вишневое, Бровары, Бучу, Ирпень и Гостомель. При адресной доставке заказа в пригород курьером. доставка рассчитывается по тарифу 10 грн за км от КПП Киева. Цена крупногабаритных доставок с привлечением спецтранспорта оговариваются и просчитываются персонально с вашим менеджером.
Принципиально. если в карточке продукта указана доставим товар бесплатно. то мы осуществим её безвозмездно по обозначенному вами адресу.
Также можно без проблем использовать услуги АДРЕСНОЙ доставки Новейшей Почтой, Ин-Таймом или принципами перевозчиками по их внутренним тарифам.
Станок для заточки дисковых пил ODWERK BAS 600 работает от однофазовой сети, осуществляя доброкачественную заточку пильных дисков. Он позволяет стремительно и неопасно привести режущий элемент пилы в рабочее состояние. Модель имеет жесткую конструкцию и накрепко устанавливается для стационарного использования. Примечательна возможность затачивания дисков различных размеров от 160 до 600мм. Удобство в работах, обычная конструкция и понятный механизм работы позволят даже начинающему юзеру довольно стремительно освоить инструмент и добиваться высококачественных результатов.
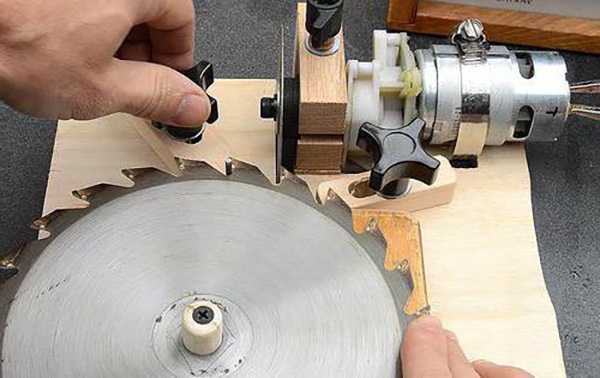
Самодельный заточной станок дисковых пил в гаражной мастерской на канале Столярные Мастера
Инструменты недорого. Скидки до 30% на Продукты и Услуги. Мега .
Заточной станок для дисковых пил СЗТП-600Т, СЗТП-600А
Заточной станок СЗТП-600Т, СЗТП-600А предназначен для заточки по фронтальной и задней поверхности зуба всех.
Читайте так же
Аппарат предназначен для бытового и проф использования осуществляя кропотливую заточку углов зубьев пильных дисков из быстрорежущей стали и с твердосплавными напайками.
Особенности и способности:
- Широкий спектр размеров затачиваемых дисков;
- Крепкий движок;
- Жесткая конструкция.
Заказав станок для заточки дисковых пил ODWERK BAS 600 по симпатичной стоимости в режиме онлайн на нашем портале in-green.com.ua получить его Можно в Киеве, дополнительно сможете оформить доставку в любое место Украины.
Советуем приобрести набор по дисконтной цене
Свойства продукта: Станок для заточки дисковых пил ODWERK BAS 600
Описание продукта: Станок для заточки дисковых пил ODWERK BAS 600
Описание продукта:
Станок для заточки дисковых пил ODWERK BAS 600 работает от однофазовой сети, осуществляя доброкачественную заточку пильных дисков. Он позволяет стремительно и неопасно привести режущий элемент пилы в рабочее состояние. Модель имеет жесткую конструкцию и накрепко устанавливается для стационарного использования. Примечательна возможность затачивания дисков различных размеров от 160 до 600мм. Удобство при работе, обычная конструкция и понятный механизм работы позволят даже начинающему юзеру довольно стремительно освоить инструмент и добиваться высококачественных результатов.
Область внедрения:
Аппарат предназначен для бытового и проф использования осуществляя кропотливую заточку углов зубьев пильных дисков из быстрорежущей стали и с твердосплавными напайками.
Особенности и способности:
- Широкий спектр размеров затачиваемых дисков;
- Крепкий движок;
- Жесткая конструкция.
Читайте так же
auramm.ru
Станок для заточки дисковых пил своими руками
 Циркулярной пилой называют режущий инструмент дисковой формы, рабочая часть которого представлена расположенными по внешней кромке зубьями. Подобные устройства массово используются в круглопильных и маятниковых станках, а также другом стационарном и ручном электроинструменте. Ввиду высокой мощности и производительности механизмов, использующих циркулярные пилы, они подвержены быстрому и интенсивному износу.
Циркулярной пилой называют режущий инструмент дисковой формы, рабочая часть которого представлена расположенными по внешней кромке зубьями. Подобные устройства массово используются в круглопильных и маятниковых станках, а также другом стационарном и ручном электроинструменте. Ввиду высокой мощности и производительности механизмов, использующих циркулярные пилы, они подвержены быстрому и интенсивному износу.
Продлить срок службы пил позволяет использование современных материалов и методов их обработки, повышающих прочность и надежность изделия, однако тупление зубьев всегда будет являться неотъемлемой частью технологического процесса.
От остроты зубьев зависит, в конечном счете, не только скорость и аккуратность резки, но и безопасность процесса, поэтому крайне важно уделять особое внимание заточке циркулярных пил.
Методики и особенности заточки
Разнообразие возможных конфигураций и применяемых конструктивных материалов сформировало множество различных методик заточки циркулярных пил. Определяющими факторами при выборе конкретного способа будут являться эксплуатационные характеристики соответствующей марки стали, форма зубьев и степень их износа. Наибольшее распространение получили два способа:

- Заточка по передней плоскости зуба – устраняет изношенную поверхность и формирует острие, существенно заглубляясь в профиль. Относительно простой и нетрудоемкий метод, обладающий одним существенным недостатком – удаление большого количества металла снижает число возможных заточек по сравнению с более сложными решениям.
- Заточка по передней и задней плоскостям – требует некоторых навыков в работе с заточным инструментом, однако обеспечивает лучшее качество выполнения работы при экономии материала, а следовательно – увеличение долговечности устройства.
Точение циркулярных пил осуществляется при помощи алмазных кругов, фиксирующихся в специальных станках.
Несмотря на широкое распространение станков промышленного производства, чаще всего более рациональным решением становится изготовление подобного механизма своими руками – это экономит львиную долю средств и дает результат практически того же качества. Попробуем разобраться в тонкостях самостоятельного создания заточного станка.
Выбор конструкции и подготовка материалов
Преимущественное большинство любительских конструкций заточных станков представляют собой простейший механизм, неотъемлемыми составными частями которого являются:
- электродвигатель – основной элемент системы, преобразующий электрическую энергию в крутящий момент;
- суппорт – механическая деталь, передающая крутящий момент напрямую к рабочему органу;
- алмазный диск – рабочий орган, непосредственно участвующий в заточке;
- подвижные механизмы – самая ответственная и оригинальная часть станка, на которой закрепляется циркулярная пила с возможностью изменения ее положения в фиксированных пределах относительно заточного диска;
- станина – корпусные детали, служащие для размещения вышеописанных элементов.
В зависимости от специфических требований, предъявляемых конструктором к проектируемому устройству, станок может комплектоваться электронными блоками преобразования напряжения, регулировки режимов работы двигателя, управления подвижными механизмами и др. В некоторых конструкциях, особенно при выборе несоответствующего требованиям системы двигателя, может понадобиться установка механического редуктора. Мы рассмотрим наиболее простую конструкцию, проверенную временем и зарекомендовавшую себя в качестве точного и надежного устройства.
В первую очередь, необходимо подобрать силовой агрегат. Лучше всего подойдут высокооборотистые электродвигатели от бытовой техники, электроинструмента.

Менее удачным с точки зрения сложности конструкции, но все же возможным вариантом является использование моторов постоянного тока или нестандартного напряжения – для них потребуются преобразователи, которые можно приобрести или спаять самостоятельно. Обратите внимание на номинальную мощность – модели мощностью менее 500 Вт едва ли смогут демонстрировать хорошие результаты в обработке высококачественных сталей. Если двигатель уже был в употреблении, не лишним будет проверка его обмоток мультиметром для определения исправности устройства.
Суппорт, скорее всего, придется изготавливать самому при наличии должного оборудования или заказывать у токаря.
Разумеется, можно поискать готовые конструкции среди комплектующих станков, но едва ли удастся подобрать модель, подходящую под фактический диаметр вала двигателя. Если выбран низкооборотистый электромотор, конструкцию суппорта нужно рассчитать с учетом установки редуктора, который чаще всего делают ременным или цепным. Алмазные диски приобретают в магазине инструментов, элементы станины изготавливают из любых материалов, позволяющих создать достаточно жесткую конструкцию – от строительной арматуры и прокатного профиля до деревянного бруса.
На станине обязательно предусматривают площадку для размещения подвижных механизмов. Их создают самостоятельно, используя листовую сталь, качественную фанеру, крепежные детали. Механизмы должны обеспечивать ручную или механизированную подачу циркулярной пилы к алмазному кругу по линейным направляющим с фиксированным поворотом на один зуб и последующий отвод для выполнения следующего поворота.

Инструкция: станок для заточки дисковых пил своими руками
Особенности процесса изготовления станка для заточки дисковых пил своими руками во многом зависят от инженерных навыков и фантазии конструктора, однако методику в общем виде можно представить в виде следующих этапов:
- Планирование, проведение расчетов, создание проектной документации, чертежей или эскизов.
- Подготовка деталей, материалов и инструментов.
- Создание станины, размещение на ней креплений основных составляющих конструкции.
- Установка силового агрегата и, при необходимости, редуктора.
- Установка и статическая балансировка суппорта.
- Сборка подвижных механизмов в соответствии с геометрическими параметрами пил, которые будут затачиваться.
- Установка подвижных механизмов на станину.
- Монтаж элементов электрических цепей.
- Защита опасных деталей корпусами и кожухами, проверка правильности сборки и качества креплений.
- Пробный пуск станка, проверка стабильности работы без нагрузки, по возможности – динамическая балансировка суппорта.
- Установка заточного диска, закрепление пилы в подвижном механизме, первый рабочий цикл с контролем основных параметров работы.
- По необходимости – внесение изменений в конструкцию, устранение выявленных недостатков.
Самостоятельное создание станка для заточки циркулярных пил – ответственное и сложное занятие, требующее внимательности, аккуратности и осторожности, а также строго соблюдения техники безопасности на каждом этапе выполнения работ. Однако неоспоримым преимуществом полученного устройства станет не только его дешевизна, но и безусловное удобство, которое обеспечивает индивидуальность конструкции, ее точное соответствие Вашим потребностям.
Полезное видео
Вконтакте
Google+
vinstrumentah.ru