Станок токарно сверлильный – Станок токарно сверлильный
alexxlab | 07.05.2019 | 0 | Вопросы и ответы
Токарный станок на базе сверлильного


Если у вас в мастерской мало место, чтобы установит весь набор станков, можно их делать универсальными. Например изготовив барабанное шлифовальное устройство расширяем возможности токарного станка. А токарный станок можно изготовить на базе сверлильного. В этой статье мастер-самодельщик расскажет и покажет, как это можно сделать.
Инструменты и материалы:
-Угловая насадка;
-Доска;
-Шпилька резьбовая;
-Клей;
-Воск;
-Вставки резьбовые;
-Латунь;
-Болт сантехнический с двойной резьбой;
-Угольник;
-Японская пила;
-Ножовка;
-Рубанок;
-Штангенциркуль;
-Стамеска;
-Струбцины;
-Резцы по дереву;
-Линейка;
-Сверлильный станок;
-Фрезы;
-Dremel;
-Карандаш;
-Рулетка;
-Рейсмус;
-Коронка по дереву;
-Дюбели;
-Циркуль;
-Наждачная бумага;
-Тиски;
-Барашковая гайка;
-Двухсторонний скотч;
-Нож;
Шаг первый: размеры

Как видно из фото, в изготовлении станка сложного ни чего нет. Основной и самой дорогой деталью является угловая насадка, не считая сверлильного станка конечно. Основные размеры указаны на фото мастера.
Шаг второй: направляющая
Направляющие, они же являются опорной частью станка, мастер изготовил из твердой породы дерева. Размер двух направляющих 50 см х 9 см х 2 см каждая.
Шаг третий: передняя и задняя бабка
Передняя и задняя бабки изготовлены из бруска 25 см х 9 см х 6,5 см каждая. В нижней части бабок делает шип.
Шаг четвертый: установка угловой насадки
Делает разметку на верхней части передней бабки. Угловая насадка должна быть установлено без отклонения в какую-либо сторону. С торца и сверху, коронкой делает канал. Затем выпиливает стенку канала. Подравнивает рубанком стороны бабки.
Для фиксации углового насадки изготавливает из латуни прижимную пластину. Устанавливает насадку фиксирует пластиной.
Шаг пятый: установка зажимного винта с конусом
Устанавливает в патрон угловой насадки сверло. Подводит заднюю бабку к сверлу по направляющей и отмечает центр. Сверлит по центру отверстие. Устанавливает в отверстие резьбовую вставку. Затачивает болт на конус. Накручивает на болт контргайку до упора. Вкручивает в резьбовую вставку. Из дюбеля большого диаметра изготавливает ручку с отверстием внутри. Накручивает руку на болт до упора.
Шаг шестой: соединение направляющей и передней бабки
Устанавливает переднюю бабку. Фиксирует бабку и направляющие с помощью клея и дюбелей. В задней части между направляющими устанавливает брусок. Таким образом передняя бабка неподвижна, а задняя перемещается.
Шаг седьмой: изготовление ручек
Изготавливает две зажимных ручки. На доске циркулем рисует две окружности. Делит окружность на шесть равных частей. В точках пересечения, и по центру сверлит отверстия. Вырезает окружности. Обрабатывает наждачной бумагой. По центру ручки устанавливает резьбовую втулку.
Шаг восьмой: фиксация задней бабки
Отрезает брусок (зажим). Сверлит в нем сквозное отверстие. Сверлит отверстие снизу в торце задней бабки. Вкручивает болт с двойной резьбой. Устанавливает бабку в направляющие. Устанавливает на болт зажим. Накручивает на болт ручку. Теперь заднюю бабку можно фиксировать.
Шаг девятый: подручник
Изготавливает брусок в форме буквы Т. Нога буквы Т заходит в середину направляющей. В торце ноги сверлит отверстие и вкручивает болт с двойной резьбой.
По центру прямоугольной дощечки вырезает паз. С одного края сверлит сквозное отверстие. Затем разрезает торцевую часть. Собирает основание подручника.
Для самого подручника отрезает брусок 11 см х 3 см х 2 см. Зарезает одну сторону под углом 15 градусов (опора резца). Опорой подручник будет обращен к мастеру. Снизу сверлит отверстие и устанавливает дюбель. Вставляет второй конец дюбеля в разрезное отверстие на основании и зажимает его. Вырезает медную пластинку. Двухсторонним скотчем приклеивает её к опорной части подручника.
Токарный станок готов. Зажимает биту угловой насадки в патроне сверлильного станка и можно приступать к работе.
Весь процесс по изготовлению токарного станка можно посмотреть на видео.
Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
usamodelkina.ru
Станок токарно-фрезерно-сверлильный универсальный ЮК-1 | Станочный Мир
Если Вам необходимо купить Станок токарно-фрезерно-сверлильный универсальный ЮК-1 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-фрезерно-сверлильный универсальный ЮК-1 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Токарный комбинированный станок 1М95:характеристики,фото,схемы
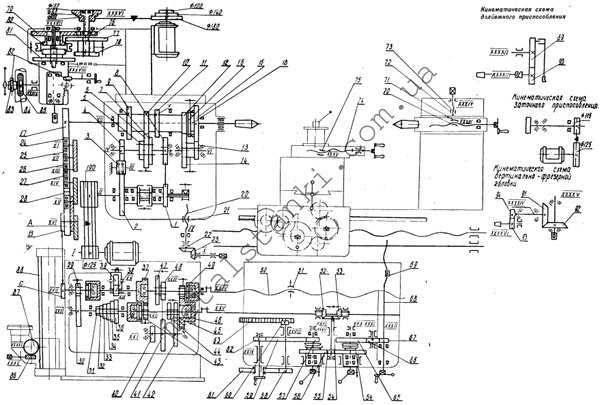
Кинематическая схема токарного комбинированного станка 1М95
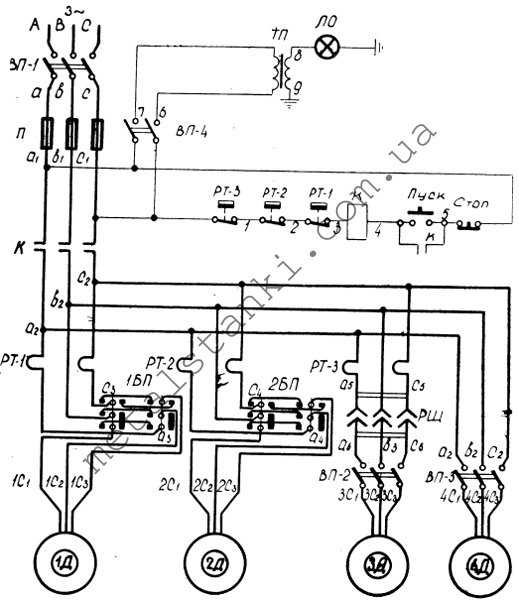
Электрическая схема токарного комбинированного станка 1М95
Описание устройства комбинированного станка 1М95
Станина представляет собой коробчатую форму с поперечными ребрами жесткости и имеет две призматические направляющие. Передние направляющие предназначены для перемещения по ним каретки станка, а задние – для перемещения задней бабки станка. Монтаж станины осуществляется на две пустотелые тумбы. В левой тумбе устанавливается главный электродвигатель.
Коробка скоростей комбинированного станка фиксируется и может перемещаться по сверлильным направляющим стойки. Вращательное движение коробки скоростей осуществляется от отдельного электродвигателя через клиноременную передачу, расположенного в левой тумба станка. Далее вращение осуществляется через валик фрикциона и шестеренный механизм к непосредственно самому шпинделю и цепи подач. Коробка скоростей имеет шесть различных скоростей шпинделя при прямом вращении двигателя и шесть при обратном.
Коробка подач станка получает вращательное движение от коробки подач через сменные зубчатые колеса (гитару). Коробка подач дает возможность получать необходимые подачи для обработки деталей, а также для нарезания метрических, дюймовых, модульных и других резьб.
Смазка комбинированного станка 1М95
Смазка механизма передней бабки и коробки подач осуществляется при помощи масляной ванны.
Смазка механизма фартука, суппорта выполняется централизованно, от плунжерного насоса.
Все остальные смазываемые места имеют ручную смазку при помощи масленок.
Применяемое масло – индустриальное И20 ГОСТ 1707-51

фото:смазка токарного комбинированного станка 1М95
Технические характеристики токарного комбинированного станка 1М95
| Основные параметры | 1М95 |
|---|---|
| Высота оси шпинделя над суппортом-столом,мм: | |
| наибольшее | 245 |
| наименьшее | 125 |
| Высота центров над станиной,мм: | |
| наибольшее | 355 |
| наименьшее | 235 |
| Наибольшее расстояние между центрами,мм | 1000 |
| Наибольший диаметр обрабатываемой детали,мм | 32 |
| Диаметр отверстия шпинделя,мм | 35 |
| Передняя бабки (коробки скоростей) | |
| Наибольшее вертикальное перемещение,мм | 120 |
| Цена одного деления линейки,мм | 1 |
| Цена одного деления нониуса,мм | 0,1 |
| Стойка с задней бабкой | |
| Наибольшее перемещение задней бабки,мм: | |
| вдоль станины | 820 |
| вертикальное | 120 |
| Наибольшее перемещение пиноли,мм | 165 |
| Конус Морзе | 4 |
| Перемещение на один оборот лимба,мм | 5 |
| Сверлильный агрегат | |
| Наибольший диаметр сверления,мм | 25 |
| Вылет оси шпинделя,мм | 210 |
| Вертикальное перемещение стола,мм | 465 |
| Диаметр сверлильного стола,мм | 320 |
| Конус Морзе | 3 |
| Расстояние от торца шпинделя до стола,мм | 40-540 |
| Вертикально-фрезерная головка | |
| Расстояние от шпинделя до торцевой поверхности передней бабки | 380 |
| Расстояние от торца шпинделя головки до поверхности суппорта,мм: | |
| наибольшее | 240 |
| наименьшее | 120 |
| Наибольший угол поворота вокруг оси шпинделя,градусы | 70 |
| Диаметр отверстия шпинделя,мм | 17 |
| Конус Морзе | 3 |
| Долбежное приспосоление | |
| Длина хода долбяка,мм | 100 |
| Расстояние от коробки скоростей до края суппорта,мм: | |
| наибольшее | 1000 |
| наименьшее | 140 |
| Наибольшая высота долбления,мм | 80 |
| Наибольшая длина долбления,мм | 280 |
| Наибольшая ширина хода долбления,мм | 320 |
www.metalstanki.com.ua
Универсальный станок: сверлильный, токарный, фрезерный + пилорама. – Самодельные станки
Всем привет!
Я тут новенький и это моя первая тема и первый пост на этом форуме 🙂 !
Решил пополнить этот раздел очередной самоделкой так сказать для истории……хотя возможно кто-то на него посмотрит как на идею для внедрения новшеств в свой станок!
Собственно достался мне вот такой станочек с двумя коробками приданного 🙂 ……..
Выполняемые операции:
по металлу – токарные, сверлильные, фрезерные.
по дереву – пилит и строгает.
Собирался он потихоньку в течении двух лет на заводе, по чертежам известного всем журнала Моделист-конструктор за 89 год (если не ошибаюсь 🙂 )
В 91-ом году станок был собран.
Размеры станины примерно 500х400мм. Высота станка тоже где то 500мм.
Вроде бы всё здорово, разносторонний универсальный станок, но есть у него и минусы.
Из минусов это слабый мотор и станина сделана из 30-и миллиметрового текстолита…..собственно говоря при токарном использовании вибрация довольно сильная…….видать и в те времена халтуру лепили, удивляет только что для самого себя :fool: !!!!!
С заменой мотора собственно всё ясно, а вот по поводу станины хотелось бы услышать мнение Уважаемых обитателей этого форума, может что толковое подскажете!!!
Я совсем не токарь и впервые сталкиваюсь с такой техникой, сам лично думаю сварить рядом вместе два отрезка 160-го швеллера, шлифануть поверхность и сделать из него станину…..но честно говоря не уверен, хватит ли жесткости швеллеров для такого аппарата…..может стоит сделать станину из двутавра или ещё из чего????
www.chipmaker.ru
Сверлильный станок – устройство, правила работы по металу + Видео
Сверлильный станок – идеальное оборудование для высокоточного сверления отверстий. Именно таковым было его первоначальное назначение. На современном сверлильном оборудовании не только выполняют отверстия идеально круглого сечения диаметром до 100 мм, но и, используя соответствующие приспособления и инструмент, производят множество других операций.
1 Назначение, устройство и принцип работы сверлильных станков
Основное назначение сверлильного станка – выполнение отверстий (сквозных и глухих) в заготовках и изделиях из различных материалов путем снятия стружки с использованием сверл в качестве режущего инструмента. Львиную долю всего парка этого вида оборудования составляют разнообразные станки промышленного назначения, и лишь незначительное количество типов относятся к бытовым, используемым только по своему прямому назначению, в личных или учебных целях. Промышленное оборудование помимо сверления может выполнять и другие операции, которые будут описаны далее.
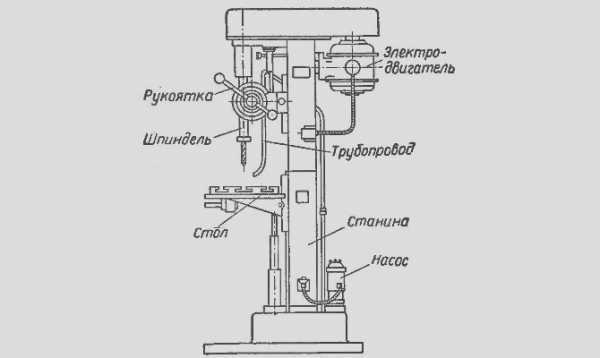
Общее устройство сверлильного станка и принцип его работы проще всего разобрать на примере бытовых типов этого оборудования. Все они достаточно компактны и для применения в домашней мастерской – идеальный вариант. Бытовой сверлильный станок предназначен для установки на столе или любом другом возвышении, обеспечивающем удобство его эксплуатации, и относится к вертикально-сверлильному. Это самый распространенный тип оборудования по конструктивному исполнению.

Бытовой сверлильный станок
Рекомендуем ознакомиться
Конструкция бытового сверлильного станка включает следующие основные элементы:
- шпиндельную бабку с закрепленным в ней патроном под сверла;
- сверлильную головку, в которой установлены шпиндельная бабка и электродвигатель с ременным приводом;
- вертикальную стойку-колонну, на которой закреплена сверлильная головка;
- массивную станину – плоскую опору, выполненную из литого металла (стали или чугуна) и обеспечивающую устойчивость станка, к которой жестко закреплена стойка.
Конструкция станка
Сверлильный станок может быть просто установлен станиной на стол либо дополнительно закреплен болтами через отверстия в опоре к верстаку.
Сверление на станке, а при использовании промышленного оборудования и другие операции, производятся за счет основного и вспомогательного движений шпинделя – вращения и поступательного перемещения подачи соответственно.
У настольного станка вертикальная подача – шпиндель перемещается сверху вниз. Поэтому он и относится к вертикально-сверлильному оборудованию. Перемещение шпинделя производится вручную с помощью специальной ручки подачи.
2 Работа и взаимодействие узлов станка для домашней мастерской
Шпиндель приводится во вращение электродвигателем. На бытовых станках он может быть мощностью 250–1000 Вт. Вращение вала электродвигателя передается на шпиндель через привод последнего посредством ременного механизма, включающего шкивы под V-образный ремень. На многих станках можно регулировать скорость вращения сверла. В их ременном приводе стоят шкивы с несколькими канавками (дорожками) разного диаметра под ремень. Чтобы поменять скорость вращения шпинделя сначала надо выключить сверлильный станок. Затем перекидываем ремень из одного положения на шкиве в другое и включаем электродвигатель. Так можно изменять скорость в пределах 450–3000 об/мин. Какую-либо меньшую скорость устанавливают, когда надо сверлить большие отверстия в древесине твердых пород и металлах.
Патрон под сверла у бытового оборудования идентичен установленному на электродрелях и обычно рассчитан на сверла, диаметр которых до 12 мм. Он имеет 3 самоцентрирующихся кулачка, охватывающих и зажимающих хвостовик инструмента. Специальным ключом патрон запирают или ослабляют, чтобы, соответственно, зафиксировать или извлечь сверло.

Патрон под сверла
Максимальная высота заготовок, в которых может быть просверлено отверстие на бытовом станке, – 20–90 см. На различных типах оборудования она разная. Зависит от высоты самого верхнего положения сверлильной головки, которую можно поднимать и опускать по стойке-колонне. На самых маленьких легких станках это обычно делают, перемещая руками непосредственно сам сверлильный модуль, а на моделях побольше и потяжелее – с помощью специального привода, снабженного рукоятью или штурвалом. В нужном положении головку фиксируют предназначенной для этого ручкой. Этим же способом регулируется глубина просверливаемых отверстий и минимальная высота заготовок, так как максимальный вылет вниз патрона, установленного на шпинделе, при его подаче невелик – в зависимости от типа станка 5–40 см.
Другая важная характеристика сверлильного станка – вылет сверла. Это расстояние между центральной вертикальной осью сверла либо иного инструмента, закрепленного в патроне, и стойкой. Чем оно больше, тем лучше – от этого зависит насколько далеко от края заготовки можно просверлить отверстие. Величина вылета у бытового станка 10–20 см.
Станина оборудования должна быть достаточно тяжелой и большой – соразмерной его весу и габаритам. Иначе она не сможет обеспечивать приемлемую устойчивость станка и стабильность его работы. Верхняя сторона станины, обращенная к патрону, выполняет функции рабочего стола. Она частично или полностью имеет идеально ровную плоскую поверхность с несколькими прорезями: центральная обеспечивает просверливание сквозных отверстий без взаимного повреждения стола и сверла, а боковые могут использоваться для установки тисков, шаблонов и упоров.

Станина оборудования
Сверло, закрепленное в патроне, опускают на заготовку, нажимая на ручку подачи рычажного типа, установленную на сверлильной головке справа. Она подпружинена и при прекращении воздействия на нее в исходное положение возвращается сама, автоматически. Возвратный механизм на некоторых станках можно заблокировать затяжным рычагом, чтобы ручка, а, значит, и сверло остались в определенном положении.
Управление работой электродвигателя осуществляется кнопками его пуска и остановки. Может также быть переключатель обратного вращения – реверса. Напряжение питания электродвигателя обычно 220 В.
3 Дополнительное оснащение бытового оборудования
Сверлильный станок может быть оснащен специальным рабочим столом, закрепленным консольно на стойке. На одних моделях оборудования его можно опускать и поднимать вручную, а затем фиксировать в необходимом положении стяжным болтом. На других для этого установлен реечный механизм подачи, приводимый в действие рычажной рукоятью. Таким образом, с помощью подвесного стола можно регулировать высоту установки заготовки и глубину просверливаемых отверстий. В нем тоже есть прорези. Они предназначены для тех же целей, что и у рабочего стола станины.

Специальный рабочий стол
Сверлильный станок с таким оснащением бывает 2-х типов. У первого станина конструктивно предназначена только для выполнения основной своей функции – быть опорой, а у второго – быть еще и дополнительным рабочим столом, как это было описано выше. Оборудование может быть оснащено наклонным подвесным столом – его можно повернуть относительно вертикальной оси. Выбирать следует сверлильный станок, стол которого можно наклонить под углом в 45°.
Сверлильный станок может быть оснащен механизмом для регулировки глубины сверления. Чтобы им воспользоваться, необходимо сбоку заготовки отметить требуемую глубину отверстия. Затем опустить патрон до уровня, на котором кончик сверла встанет вровень с меткой, и закрутить затяжной рычаг регулятора глубины, ограничивая тем самым ход инструмента.

Регулировка глубины сверления
Многие модели оборудования оснащаются ограждением – защитным экраном. Его назначение – предотвращать попадание и затягивание на вращающийся патрон элементов свободной одежды и длинных волос. Обычно защита выполнена из прозрачного пластика, и ее можно поднимать, а перед сверлением опускать и поворачивать так, чтобы надежно закрыть патрон станка.
4 Виды промышленных станков – весь спектр работ по сверлению отверстий
За исключением некоторых специализированных практически все промышленные станки универсальны – на них можно не только сверлить, но и выполнять ряд других операций. Используемые в металлообработке станки делятся на:
- Настольные – применяются для сверления и обработки отверстий небольших диаметров. Их выпускают под максимальный диаметр инструмента 3, 6, 12 и 16 мм.
- Вертикально-сверлильные или их еще классифицируют как колонные. Они служат для выполнения работ с отверстиями, диаметр которых может достигать 18, 25, 35, 50 и 75 мм. Колонные станки используют при выполнении обработки деталей и заготовок сравнительно небольших размеров в ремонтных цехах, условиях мелкосерийного и индивидуального производства.
- Радиально-сверлильные – на них обрабатывают крупногабаритные и тяжелые заготовки, а также детали, у которых отверстия расположены по дуге окружности. Это обеспечивается за счет большого вылета шпинделя – 1300–2000 мм. Причем на этом оборудовании совмещение осей инструмента и отверстий производят перемещением шпинделя, а деталь остается неподвижной.
- Координатно-сверлильные – применяют при работах с деталями, к которым по точности взаимного размещения отверстий будут предъявлены особо высокие требования.
- Горизонтально-сверлильные (глубокого сверления) – на них обычно обрабатывают глубокие отверстия, например, в валах, осях, штоках, стволах артиллерийских и стрелковых систем.
- Центровальные – используются для изготовления центровых отверстий, которые просверливают в торцах заготовок.
- Многошпиндельные – на этом оборудовании одновременно обрабатывают (главным образом сверлят) до нескольких десятков отверстий, причем это может производиться с разных сторон и в различных плоскостях: как горизонтальной и вертикальной, так и под наклоном.
- Различные комбинированные – помимо всех работ с отверстиями на них выполняют любые операции, обеспечиваемые дополнительным оснащением. На сверлильно-фрезерных – все фрезерные, на сверлильно-токарных – токарные и так далее: сверлильно-долбежные, нарезные, расточные.

Промышленное сверлильное оборудование
На всех этих станках можно обрабатывать не только различные металлы, но и другие материалы. Наиболее широкое распространение получило вертикально- и горизонтально-сверлильное оборудование. Станки, оснащенные ЧПУ, обеспечивают частичную либо полную автоматизацию процесса обработки отверстий и значительно повышают ее точность. Многошпиндельное оборудование в ином исполнении не производится – только с встроенным компьютером.
Следует упомянуть несколько видов специализированного сверлильного оборудования. Магнитные станки – их используют, когда невозможно или затруднительно выполнить работы на стационарном оборудовании. За счет небольшого веса их вручную переносят до нужного места металлоконструкции, где устанавливают на последнюю в любом пространственном положении. Удерживает сверлильный станок мощное магнитное основание. Этим оборудованием выполняют работы на судах, мостах, пролетных строениях, балках, трубопроводах.

Магнитный станок
Для деревообработки производят специализированные станки: одно- и многошпиндельные горизонтальные и вертикальные, а также с поворотным шпинделем. На этом оборудовании помимо сверления отверстий удаляют сучки, делают гнезда, пазы и так далее.
На мебельных фабриках используют различные типы сверлильно-присадочного оборудования. Эти станки обеспечивают высокое качество и точность получаемых отверстий, гибкость производственного процесса.
5 Устройство промышленного оборудования и виды производимых работ
Устройство сверлильного станка промышленного исполнения гораздо сложнее, чем у используемого в домашней мастерской, даже если у него всего один шпиндель. Подача осуществляется автоматически электродвигателем, но может переключаться и на ручное управление. Скорость подачи и вращения шпинделя регулируются. Для этого установлены коробка и механизм переключения скоростей подачи и такие же узлы управления вращением.
Все приводы и механизмы имеют более сложное и надежное исполнение. Есть автоматическое реверсирование подачи и вращения инструмента при достижении необходимой глубины обработки отверстия. Сверлильный станок оснащен автоматической системой подачи охлаждающей жидкости в зону обработки. Может быть установлен механизм подвода шпинделя к месту сверления неподвижно закрепленной заготовки и многое другое.

Устройство промышленного оборудования
Все операции могут быть автоматизированы и управляться ЧПУ. В этом случае при работе на сверлильном станке достаточно только задать вид выполняемой операции и установить в патрон нужный инструмент, а оборудование само выберет необходимые режимы ее проведения.
В зависимости от типа и назначения сверлильного станка по металлу на нем помимо сверления и рассверливания отверстий можно выполнить несколько видов работ. Самые распространенные операции, с которыми справится практически любое современное промышленное оборудование, это:
- зенкерование – позволяет получить у готового отверстия меньшую шероховатость и более высокую точность (квалитет) поверхности, чем после сверления;
- развертывание отверстий – чистовая обработка, по своей сути схожая с зенкерованием, но обеспечивающая меньшую шероховатость и более высокий квалитет поверхности;
- зенкование – получение в верхней части отверстий фасок, конических и цилиндрических углублений.

Работа на станке по металлу
На специализированных и универсальных сверлильных станках можно также выполнять:
- цекование – подрезание, зачистку и обработку внутренних и наружных поверхностей отверстий;
- нарезание метчиком резьбы;
- растачивание отверстий с помощью резца;
- выглаживание (раскатывание) роликовыми либо шариковыми оправками для сглаживания неровностей поверхности отверстий с одновременным уплотнением металла в приповерхностном слое.
Также на этом оборудовании можно вырезать с очень высокой точностью пробки, пазы, выполнять мелкие фрезерные и другие операции.
6 Основные положения работы на сверлильном оборудовании
При работе на сверлильных станках в первую очередь следует соблюдать все необходимые требования техники безопасности, так как в процессе использования этого оборудования оператор может быть подвергнут воздействию вредных и опасных факторов:
- движущихся механизмов и элементов станка;
- возможности поражения электротоком;
- падающих материалов, предметов, заготовок или выбрасываемых из рабочей зоны плохо закрепленных деталей.
При работе на сверлильных станках следует пользоваться только исправными приспособлениями, инструментами и исключительно в соответствии с их прямым назначением.
Сверление на станках и с помощью дрелей выполняют по следующим общим правилам. В процессе разметки заготовки у будущих отверстий кернером надо обязательно отметить центры. Это обеспечит в начале сверления установку инструмента в сделанное углубление, что будет способствовать большей точности.

Разметка заготовок
Пользоваться следует только хорошо заточенным инструментом. Затупленный не только формирует некачественные отверстия, но еще и сам быстрее приходит в негодность. Заточку сверл, зенкеров и других режущих инструментов следует производить своевременно на специальном станке и с соблюдением предусмотренных углов и правил.
Во время сверления металлов и их сплавов из-за трения используемый инструмент сильно нагревается, что вызывает его быстрый износ. Чтобы снизить температуру сверла и повысить его стойкость, при работе на сверлильных станках используют различные охлаждающие жидкости, в том числе воду.
Выполняя глубокое сверление заготовок большой толщины, если глубина отверстия превышает 5 диаметров инструмента, его надо периодически извлекать из отверстия и освобождать от стружки, которую можно просто выдувать. Иначе сверло может заклинить.

Сверление металлов и сплавов
Ступенчатые отверстия получают 2-мя способами:
- Сначала сверлят с наименьшим диаметром, потом (до нужной глубины) – большего и последним – наибольшее отверстие.
- Противоположен первому: сначала сверлят с наибольшим диаметром, а последним – отверстие с наименьшим.
Чтобы композиционные материалы во время сверления не растрескивались, перед началом работ их надо, залив водой, заморозить. Высокопрочные материалы – чугун, сталь и ее сплавы – обычные сверла плохо или вообще не берут. Чтобы их просверлить, лучше пользоваться алмазным инструментом или с победитовыми наконечниками.
tutmet.ru
Виды и особенности сверлильных станков
Они незаменимы в производстве, где часто требуется сделать резьбу внутри отверстия, зенкеровать его и т.п. При помощи сверлильного станка все это можно сделать быстро и качественно. В зависимости от особенностей конструкции и выполняемых работ существуют станки разного типа. В целом все модели можно разделить на бытовые (как правило, обладают относительно небольшим размером и используются в личных целях) и промышленные (имеют место на предприятиях, где работа такого типа поставлена на поток). Однако вне зависимости от предназначения сверлильные станки представляют собой сложное устройство, при работе с которым необходимо учитывать множество его характеристик.
Типы сверлильных станков
1. Радиально-сверлильные.
Устройства этого типа применяют при работе с отверстиями в заготовках среднего и крупного размера. Благодаря широкому спектру выполняемых операций считаются универсальными. Они находят свое применение как в частных мастерских, так и в крупных цехах. Принцип действия радиально-сверлильных станков выглядит следующим образом: в процессе работы шпиндель перемещается вдоль поверхности заготовки и останавливается в том месте, где нужно сделать отверстие. Траектория его движения может быть любой. Вокруг неподвижной колонны, расположенной на фундаментальной плите, поворачивается гильза, которая обеспечивает возможность работать с любым участком поверхности колонны, не изменяя ее местоположения. Скорость перемещения шпинделя варьируется от 45 до 2000 оборотов в минуту.
2. Вертикально-сверлильные.
Принцип действия устройств этого типа прямо противоположен описанному выше. В этом случае перемещается не шпиндель, а заготовка. Сверло же надежно закреплено. Перемещение обрабатываемой поверхности и стола осуществляется в вертикальном направлении. От того, какое расстояние от торца шпинделя до рабочего стола имеет станок, зависит максимально возможная толщина обрабатываемой детали. Для всего электрооборудования отводится специальный шкаф. В зависимости от модели вертикально-сверлильные станки могут иметь разные типы столов: подвижный, съемный, откидной. Таким образом, каждый покупатель может выбрать устройство, подходящее именно ему. Охлаждение станка происходит путем подачи специальной жидкости насосом по шлангу. В основе строения шпинделя в станках этого типа лежат два шариковых подшипника, расположенных в гильзе. Верхний воспринимает вес самого шпинделя, нижний – силу подачи. Во избежание порчи деталей при работе в станов встроен специальный механизм, прекращающий подачу при достижении глубины обработки, соответствующей заранее заданному значению. Оно устанавливается посредством использования лимба механизма головки.
Среди станков этой группы выделяют:
• Легкие. Второе их название – настольное. Диаметр проделываемого ими отверстия составляет 3-12 мм.
• Средние. Позволяют проделывать отверстия диаметром 18 мм, а также от 25 до 50.
• Тяжелые. Максимальный диаметр сверления здесь достигает 7,5 см.
3. Горизонтально-сверлильные.
С их помощью осуществляется обработка длинномерных деталей и глубоких отверстий, с которой остальные устройства не справляются. Отличительной особенностью этих устройств является удлиненная станина. Перед началом работы заготовка фиксируется на рабочем столе в горизонтальном положении. Она перемещается вдоль станины. Это достигается за счет действия верньерного механизма. В одном блоке располагаются шпиндель, двигатель, коробка передач. С помощью последней обеспечивается возможность регулирования скорости вращения шпинделя. Сам блок может перемещаться по вертикали.
4. Многошпиндельные.
Как следует из названия, в этих устройствах работают несколько шпинделей одновременно. Это крайне удобно, если требуется проделать ряд отверстий за один раз. Кроме этого, многошпиндельные станки применяются, когда нужно нарезать резьбу или сделать развертку при наличии большого количества плоскостей обрабатываемой заготовки. В данном случае это более выгодно, чем использование одношпиндельных станков.
5. Специализированные станки незаменимы при глубоком сверлении. Как правило, имеют место на производстве.
6. Широкое применение сегодня как в частных мастерских, так и в небольших цехах получили настольные станки. В большинстве случаев режущий инструмент у них перемещается вручную. Для этого устройства оснащены рукояткой осевой подачи шпинделя.
Видео — Сверлильный станок | Настройка и другие хитрости
Видео — Многошпиндельные сверлильные станки
stanki-info.ru
Токарно-комбинированный универсальный станок 1Д95 – Всё для чайников
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание – как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Железная дорога
- Паспорта и техническая документация
- Металлообра-батывающие станки
- Деревообра-батывающие станки
- Сварочное оборудование
- Естествознание
- Правила
- Контакты
- Вы здесь:
- Главная
- Библиотека
- Паспорта и техническая документация
forkettle.ru