Свариваемость материалов – —
alexxlab | 29.09.2019 | 0 | Вопросы и ответы
Вопрос №22 Свариваемость металлических материалов. Критерии группы свариваемости.
Свариваемость металлических материалов – комплексная оценка материала, характеризующая его реакцию на физико – химическое воздействие процесса сварки и способность образовывать сварное соединение, отвечающее заданным эксплуатационным требованиям. Свариваемость подразделяется на: физическую, технологическую.
Физическая свариваемость – способность Ме образовывать монолитное соединение.
Технологическая свариваемость – способность получения качественного сварного соединения при определенном оборудовании при определенной технологии с наименьшими затратами.
Свариваемость материала определяется типом и свойствами структуры, возникающей при сварке. При сварке однородных Ме и сплавов в месте соединения как правило образуются структуры, идентичные структурам соединяемых ме и прочность соединения определяется внутрикристаллическими связями. При сварке разнородных ме, значительно отличающихся структурами, в зависимости от степени их взаимной растворимости в твердом состоянии в соединениях образуются твердые растворы либо химические и интерметаллидные соединения, а при еще большем различии смеси зерен соединяемых материалов. В этих случаях прочность соединений обеспечивается сцеплением по границам зерен или частиц и физико – химические свойства могут отличаться от свариваемых материалов.
Группы технологической свариваемости:
Хорошая свариваемость – материалы свариваются любыми способами, не требуют подогрева или термообработки после сварки;
Удовлетворительная свариваемость – материалы свариваются почти всеми способами сварки, но требуют термическую обработку для снятия остаточных напряжений и исключения образования трещин;
Ограниченная свариваемость – материалы свариваются определенными способами сварки, требуют подогрева перед сваркой, нагрева в процессе сварки и незамедлительной термической обработки после сварки. Свариваются не всеми способами сварки плавления и не всех толщин Ме.
Плохая свариваемость – качества и механические свойства соединений сильно отличаются от оптимальных, а зачастую не позволяют получить работоспособное сварное соединение.
Критерии свариваемости:
Окисляемость Ме при сварке;
Сопротивление горячим и холодным трещинам;
Склонность к замедленному разрушению;
Чувствительность Ме к тепловому воздействию, характеризуемая склонностью к росту зерен, структурно – фазовым превращениям, изменениям в шве и зоне термовлияния;
Чувствительность к образованию пор;
Соответствие свойств сварных соединений эксплуатационным требованиям.
Вопрос №23 Дефекты сварных соединений. Основные способы их выявления при контроле качества.
Дефекты в соединениях бывают двух видов: внешние внутренние. В сварных соединениях к внешним дефектам относят наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры, к внутренним скрытые – трещины и поры, внутренние непровары и несплавления, шлаковые включения. Сварные соединения считаются качественными, если в них нет дефектов и их механические свойства удовлетворяют требованиям, предъявленным к условиям эксплуатации узла. Качество сварных соединений обеспечивают предварительным контролем материалов и заготовок перед сваркой, текущим контролем за процессом сварки и окончательным контролем готовых сварных соединений. В зависимости от того, нарушается или не нарушается целостность соединения при контроле, различают разрушающие и неразрушающие методы контроля.
Предварительный контроль: осматривают поверхности основного металла, сварной проволоки и покрытий электродов с целью обнаружения внешних дефектов и повреждений. Перед сборкой и сваркой заготовок проверяют, соответствуют ли их формы и габаритные размеры установленным, а также контролируют качество подготовки кромок и свариваемых поверхностей.
Механические испытания предусматривают испытание на растяжение и изгиб, ударный изгиб различных частей наплавленного Ме.
Металлографические исследования проводят на макро- и микрошлифах сварного шва.
Текущий контроль за процессом сварки: в процессе сварки проверяют соблюдение сварщиком установленных параметров режима сварки и исправность работы сварочного оборудования. Осматривают сварные швы для выявления внешних дефектов и замеряют их геометрические размеры.
Окончательный контроль: готовые сварные соединения подвергают следующим видам контроля: внешнему осмотру для выявления поверхностных дефектов и обмеру сварных швов; испытаниям на плотность, магнитному контролю, просвечиванию рентгеновскими и γ-лучами, ультразвуком и т.д. для выявления внутренних дефектов.
Что такое свариваемость материалов?
Ваш город: Пермь
- Барнаул
- Горно-Алтайск
- Екатеринбург
- Ижевск
- Йошкар-Ола
- Казань
- Киров
- Новосибирск
- Пермь
- Петрозаводск
- Ростов-на-Дону
- Саранск
- Севастополь
- Симферополь
- Сыктывкар
- Улан-Удэ
- Уфа
- Чебоксары
- Челябинск
- Якутск
Время работы:
ПН-ПТ 10:00 – 19:00
СБ-ВС выходной
xn--e1afmdcbhkihdej.xn--p1ai
Свариваемость
Темы: Контроль качества сварки.
Понятие “свариваемость“.
В сварочной практике понятие «свариваемость» имеет несколько аспектов. Первоначально использовали понятия «физическая и технологическая свариваемость». Первое характеризовало принципиальную возможность получения монолитных сварных соединений и главным образом относилось к разнородным материалам . Второе рассматривалось как свойство материалов, характеризующее их реакцию на сварочный термодеформаuионный цикл. Степень этой реакции оценивалась по отношению отдельных механических свойств металла сварных соединений к одноименным свойствам основного металла (например, твердости, ударной вязкости и др.). По этому признаку традиционно принято различать качественную степень свариваемости. Их несколько: хорошая, удовлетворительная, ограниченная и плохая.
Другие страницы по теме
Свариваемость
:
Такая оценка свариваемости частo используется в лабораторной практикe пpи сравнительной оценке существующиx и разработке новых материалов бeз их прямой привязки к конкретнoму виду сварных изделий. Получил широкое применение прикладнoй аспект понятия «свариваемость материалов», учитывaющий назначение изготовленных из ниx сварных конструкций.
Соответствующее определение этого понятия свариваемости дано в ГОСТ 2601-84: «Свариваемость – свойство металлов или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия» (смотрите обновленный ГОСТ 29273-92 Свариваемость – Определение).
Исходя из приведенного определения, свариваемость зависит, c одной стороны, oт материала, технологии сварки, конструктивногo оформления соединения, с другой, – от необходимыx эксплуатационных свойств сварной конструкции. Последниe зависят, в свою очередь, от предъявляемых к ним технических требований. Это может быть одно свойство или комплекс свойств в зависимости от назначения конструкции.
Показатели свариваемости.
В практике исследований свариваемости обычно применяются сварные образцы специальной конструкции или образцы c имитацией сварочных термических или термодеформационных циклов. В рeзультате испытаний такиx образцов определяются условия появлeния дефектов, характеристики структуpы, механические и специальныe свойства сварных соединений или зoн имитации, абсолютные или относительныe значения которых принимаются зa количественные показатели свариваемости. Наряду с экспериментальными используются расчетные методы определения показателей свариваемости, учитывающие химический состав, тип соединения, способ и режимы сварки и другие факторы.
В лабораторной практике при сопоставлении материалов и технологий показатели свариваемости служат непосредственно в качестве критериев сравнения. В .случае прикладного использования сведений о свариваемости по отдельным показателям или их сочетаниям судят о поведении сварного соединения при эксплуатации. В принципе число и вид показателей, соответствующих эксплуатационным требованиям, определяют работоспособность сварных соединений. Практичеcки пользуютcя набором основных показателей, типовыx для каждого вида материалoв и условий эксплуатaции изготовленных из ниx сварных конструкций. Основные показатели выбираются в каждoм конкретном случае c учетом того, какиe свойства и характеристики связaны c наиболее частыми отказaми сварных соединений пpи эксплуатации.
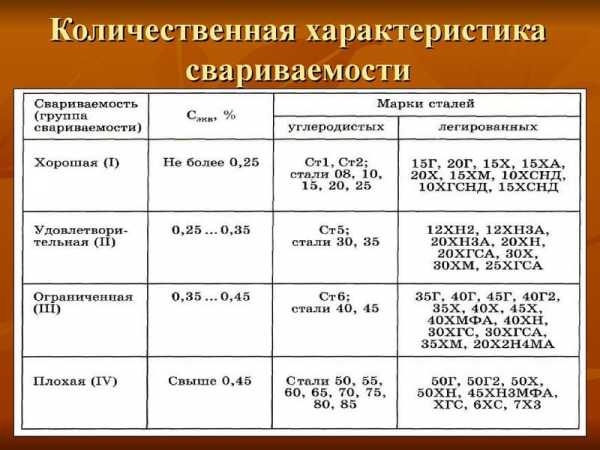
Например, для сварных соединений углеродистых и легированных сталей принимают следующие показатели свариваемости:
Достаточными показателями свариваемости материала считаются те, которые равны или выше нормативных значений требуемых свойств согласно техническим условиям на эксплуатацию данного типа сварных конструкций. Если все показатели свариваемости являются достаточными, т.е, все требования к эксплуатационным свойствам сварных соединений с принятыми допущениями удовлетворяются, то свариваемость материалов считается достаточной. Если не обеспечивается минимально приемлемый уровень хотя бы одного из показателей свариваемости, то свариваемость материала классифицируется как недостаточная. Следует отметить, что при таком подходе свариваемость одного и того же материала может быть по-разному оценена в зависимости от назначения изделия.
- < Холодные трещины
- Горячие трещины >
weldzone.info
Понятие о свариваемости материалов
Свариваемость это свойство металла или сплава образовывать при установленной технологии сварки неразъемное соединение, отвечающее требованиям, конструкции и эксплуатации изделия.
Различают физическую и технологическую свариваемость.
Физическая свариваемость – свойство материалов образовывать монолитное соединение с межатомной связью. Такой свариваемостью обладают практически все технические сплавы и чистые металлы, а также ряд сочетаний металлов с неметаллами.
Технологическая свариваемость это характеристика металла, определяющая его реакцию на воздействие сварки и способность при этом образовывать сварное соединение с заданными эксплуатационными свойствами. Технологическая свариваемость зависит от физических и химических свойств материала, его кристаллической решетки, степени легирования, наличия примесей и пр.
Основные критерии технологической свариваемости являются:
– окисляемость металла при сварочном нагреве
– сопротивляемость образованию горячих и холодных трещин
– чувствительность металла к тепловому воздействию, характеризующаяся склонностью металла к росту зерна, структурным и фазовым изменениям в шве и зоне термического влияния, изменением прочностных и пластических свойств
– чувствительность к преобразованию
– соответствие свойств сварного соединения заданным эксплуатационным свойствам
– обеспечение качества формирования сварного шва
– удовлетворение требованиям минимальных (допустимых) напряжений и деформаций.
Свариваемость сталей зависит от степени легирования, структуры содержания примесей. Наибольшее влияние на свариваемость сталей оказывает углерод. С увеличением содержания углерода, а также ряда лигирующих элементов свариваемость сталей ухудшается.
Чем выше содержание углерода в стали, тем выше опасность образования холодных и горячих трещин. Ориентировочным количественным показателем свариваемости стали является эквивалентное содержание углерода, которое определяется по формуле Сефериана [1]
, (1)
где [C] – содержание углерода и легирующих элементов дается в процентах. Рассчитанные значения химического эквивалента углерода для углеродистых и низколегированных сталей перлитного класса позволяют классифицировать их по свариваемости в зависимости от химического состава на: хорошо, удовлетворительно, ограниченно и плохо свариваемые.
На количественное значение эквивалента углерода для каждой группы свариваемости существенное влияние оказывает толщина свариваемой стали, определяемая размерным эквивалентом углерода.
Размерный эквивалент углерода Ср равен
[C]р=0,005S[C]х , (2)
где S – толщина свариваемой стали в мм, 0,005 – коэффициент толщины, определенный экспериментально.
Конструкционные стали с повышенным содержанием углерода, легированные Cr, Mn, Ni и другими элементами склонны при сварке к образованию в зоне термического влияния неравновесной мартенситной структуры, интенсивность образования которой возрастает с увеличением содержания углерода и легирующих элементов. На образование закалочных структур в околошовной зоне влияют также выбранные режимы сварки, так как они определяют температуру нагрева и скорость охлаждения. Для снижения интенсивности образования мартенситных прослоек в зоне термического влияния, которые могут привести к образованию холодных трещин требуется применение специальных технологических мер. Наиболее эффективными из которых является снижение скорости охлаждения околошовной зоны путем предварительного подогрева. При выборе температуры предварительного подогрева закаливающихся сталей следует учитывать, что недостаточный подогрев приводит к повышению вероятности появления холодных трещин, а излишне высокий снижает пластичность и особенно ударную вязкость стали вследствие чрезмерного роста зерен аустенита (Ас3 + 100°С).
Определение необходимой температуры предварительного подогрева производится с учетом полного эквивалента углерода
[C] = [C]х + [C]р = [C]х (1 + 0,005S). (3)
Температура предварительного подогрева ровна
Тп = 350 , (4)
где 350 – температура в градусах Цельсия, принятая как наиболее характерная для конструкционных и теплоустойчивых сталей;
[C] –полный эквивалент углерода;
0,25 – определенное содержание углерода, при котором углеродистые стали не закаливаются и не возникает трещин в зоне термического влияния сварного соединения.
В некоторых случаях размерный коэффициент не учитывают. При этом эквивалент углерода определяют по выраженению [2].
. (5)
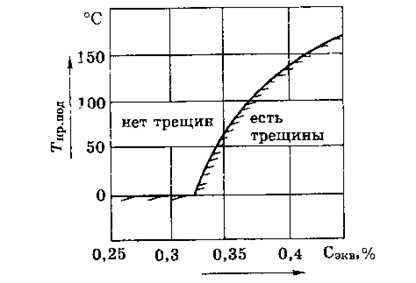 |
Температура предварительного подогрева в этом случае определяется по графику (рис.1).
Рис.1 Зависимость температуры предварительного подогрева от эквивалента углерода в стали
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
zdamsam.ru
Свариваемость сталей: классификация, характеристики, определение
Выделяют довольно большое количество параметров, которые определяют основные свойства металла. Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.
 Свариваемость сталей
Свариваемость сталейОсновные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его. Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается. Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.
Понятие свариваемости
К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:
- Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой.
- Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость.
- Сера становится причиной появления горячих трещин и появлению красноломкости.
- Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель.
- Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре.
- Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
- Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала.
- Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты.
- В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость. Важной особенностью назовем то, что медь не ухудшает обработку сваркой.
Критерии свариваемости
В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
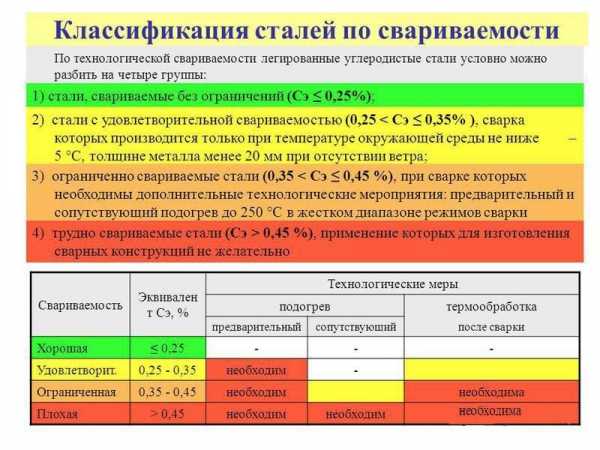
Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:
- Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие.
- Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты.
- Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса.
- Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов.
Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Группы свариваемости
Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты:
- Первая группа, которая характеризуется хорошей свариваемостью, может применяться при сварке без предварительного подогрева и последующей термической обработки шва. Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.
- Вторая характеризуется тем, что склонна к образованию трещин и дефектов на швах. Именно поэтому рекомендуется проводить предварительный подогрев материала, а также последующую термическую обработку для снижения напряжений.
- При ограниченном показателе сталь склонна к образованию трещин. Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.
- Последняя группа характеризуется тем, что в большинстве случаев на швах образуются трещины. При этом предварительный разогрев структуры не во многом решает проблему. После сварки обязательно проводится многоступенчатое улучшение.
Группы свариваемости
Каждый сплав и металл относится к определенной группе. Кроме этого, степень свариваемости меняется после улучшения материала, к примеру, путем азотирования или закалки.
Как влияют на свариваемость легирующие примеси
Как ранее было отмечено, включение в состав большого количества легирующих элементов приводит к изменению основных характеристик. При этом отметим следующие моменты:
- При низком показателе концентрации сталь лучше поддается сварке.
- Некоторые химические вещества могут повысить рассматриваемый показатель, другие ухудшить.
Именно поэтому при выборе легированного сплава уделяется внимание не только типу легирующих элементов, но и их концентрации. Принятые стандарты ГОСТ определяют то, что при маркировке могут указывать основные химические вещества и их количество в составе.
Влияние содержания углерода на свариваемость стали
Во многом именно углерод определяет основные эксплуатационные характеристики сплава. Слишком высокая концентрация подобного химического вещества приводит к повышению твердости и прочности, но также и хрупкости. Кроме этого, в несколько раз снижается степень свариваемости. К другим особенностям отнесем следующие моменты:
- Если в составе углерода не более 0,25%, то рассматриваемый показатель остается на достаточно высоком уровне.
- Слишком большое количество углерода в составе приводит к тому, что металл после термического воздействия начинает менять свою структуру, за счет чего появляются трещины.
Стоит учитывать, что проводимая химикотермическая процедура может привести к снижению податливости к рассматриваемому способу соединения. Именно поэтому улучшение сплава проводится после создания конструкции путем обработки шва.
Свариваемость низкоуглеродистых сталей
Низкоуглеродистые сплавы хорошо подаются свариванию. При этом можно отметить следующие моменты:
- В подобных сплава концентрация углерода менее 0,25%. Этот показатель свойственен сплавам, которые имеют повышенную гибкость и относительно невысокую твердость поверхностного слоя. Кроме этого, снижается значение хрупкости. Поэтому низкоуглеродистые стали часто используют при создании листовых заготовок. При добавлении небольшого количество легирующих элементов может быть повышена коррозионная стойкость.
- Для повышения основных характеристик в состав могут добавлять различные легированные элементы, но в небольшом количестве. Примером можно назвать марганец и никель, а также титан.
Низкоуглеродистая сталь
Как правило, подобные металлы не нужно перед обработкой подвергать подогреву, а после проведения процедура закалка или отпуск выполняется только для при необходимости.
Свариваемость закаленной стали
Распространенной термической обработкой можно назвать закалку. Она предусматривает воздействие высокой температуры, которая может изменить структуру материала. После охлаждения происходит перестроение структуры, за счет чего происходит упрочнение структуры и повышение твердости поверхностного слоя. К другим особенностям отнесем следующие моменты:
- Закалка предусматривает увеличение концентрации углерода в поверхностном слое. Именно поэтому степень свариваемости существенно снижается.
- Подогрев заготовки проводится для того, чтобы упростить проводимую работу. Для этого может использоваться газовая грелка или иной источник тепла.
Закаленная сталь сложна в обработке. Кроме этого, если ранее не проводился отпуск в структуре может быть переизбыток напряжения, что и приводит к появлению трещин.
Повторная обработка швов может не привести к повышению их прочности.

Закаленная сталь
В заключение отметим, что хорошей податливость сварке обладают металлы из различных групп. Примером можно назвать некоторые нержавейки, которые даже после воздействия тепла обладают коррозионной устойчивостью. Именно поэтому для сварочных работ рекомендуется выбирать материал, который характеризуется хорошей обрабатываемостью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Свариваемость металлов
Процесс сварки – это комплекс нескольких одновременно проте. кающих процессов, основными из которых являются: тепловое воздействие на металл в околошовных участках, плавление, металлургические процессы, кристаллизация металла шва и взаимная кристаллизация металлов в зоне сплавления. Под свариваемостью, следовательно, необходимо понимать отношение металлов к этим основным процессам.
Свариваемость металлов рассматривают с технологической и с физической точек зрения.
Тепловое воздействие на металл в околошовных участках и процесс плавления определяются способом сварки, ero режимами.
Отношение металла к конкретному способу сварки и режиму принято считать технологической свариваемостью. Физическая свариваемость определяется процессами, протекающими и зоне сплавления свариваемых металлов, в результате которых образуется неразъемное сварное соединение.
Сближение частиц и создание условий для их взаимодействия осуществляются выбранным способом сварки, а протекание соответствующих физико-химических процессов определяется свойствами соединяемых металлов. Эти свойства металлов определяют их физическую свариваемость.
Свариваемые металлы могут иметь как одинаковые, так и различные химический состав и свойства. В первом случае это однородные с точки зрения химического состава и свойств металлы, во втором случае- разнородные.
Все однородные металлы обладают физической свариваемостью.
Свойства разнородных металлов иногда не в состоянии обеспечить протекание необходимых физико-химических процессов в зоне сплавления, поэтому эти металлы не обладают физической свариваемостью.
Под технологической свариваемостью данного металла или сплава понимается совокупность свойств основного металла, определяющих чувствительность к термическому циклу сварки и способность при выбранной технологии сварки образовывать сварное соединение со свойствами, которые удовлетворяют требованиям надежной эксплуатации сварной конструкции.
Технологическая свариваемость зависит также от химического состава наплавляемого (электродного) металла, способа сварки и выбранных режимов, применяемых флюсов, покрытий, защитных газов, конструкции сварного узла и условий эксплуатации сварной конструкции. Под хорошей свариваемостью данного сплава или стали понимают возможность получения равнопрочных сварных соединений без трещин и снижения пластичности в металле шва и околошовной зоны при обычной технологии сварки без применения специальных приемов (например, подогрева перед сваркой).
В зависимости от условий эксплуатации конструкции к свариваемости могут предъявляться дополнительные требования (высокая коррозионная стойкость, температура перехода металла зон сварного соединения в хрупкое состояние и т.д.). Естественно, что с усложнением условий эксплуатации конструкций увеличивается число требований, определяющих хорошую свариваемость. Иными словами, при оценке свариваемости должна учитываться тесная взаимосвязь между свойствами материала, спецификой изготовляемой конструкции и технологией сварки. Эта совокупность значительно усложняет методику определения свариваемости и делает однозначно невозможной разработку единой методики, учитывая комплексное понятие свариваемости. Поэтому для оценки свариваемости проводят ряд испытаний, каждое из которых выявляет или иное свойство. По направленности испытаний их можно разбить на три группы.
- 1. Определение стойкости металла различных зон сварного соединения против образования горячих трещин. Здесь применяется целый ряд проб, позволяющих производить как качественную, так и количественную оценку. Как правило, пробы для качественной оценки имеют различную жесткость, и оценка производится визуальным осмотром контрольного шва или его излома.
Пробы для количественной оценки представляют собой специальные образцы с поперечным или продольным швом, которые растягиваются в процессе сварки приложением внешней силы. Критерием оценки является величина скорости деформации образца, вызывающая образование трещин в сварном валике, наплавленном на образец во время его нагружения. - 2. Оценка стойкости металла ЗТВ и шва против образования холодных трещин. Здесь испытание также производится путем сварки проб различной жесткости при различных скоростях охлаждения металла ЗТВ. Далее производится контроль различными способами на предмет обнаружения трещин. Считается, что совокупность материалов, конструктивного оформления сварного соединения и технологии, обеспечивающие отсутствие трещин на пробе, гарантирует их отсутствие и при сварке конструкции.
- 3. Определение стойкости металла против перехода в хрупкое состояние. Один и тот же металл может разрушаться по-разному – вязко или хрупко. И если первый вид разрушения нормален, так как он наступает после определенного повышения нагрузки и ему предшествует пластическая деформация, то второй вид характеризуется весьма высокой скоростью распространения трещин практически без нарастания нагрузки.
Это говорит о том, что существуют факторы, способствующие переходу металла из одного состояния в другое. К ним относятся температура, скорость нарастания деформации и концентрация напряжений. Проведенные на разных материалах исследования показывают, что сопротивление отрыву мало зависит от изменения температуры и скорости изменения деформации, а сопротивление сдвигу эту зависимость явно демонстрирует. При этом переход металла в хрупкое состояние наступает при определенной температуре (это и есть температура перехода металла в хрупкое состояние). Было показано, что одни и те же материалы в зависимости от температуры и скорости нагружения могут находиться либо в пластическом, либо в хрупком состоянии. Любой надрез на металле повышает предел текучести у корня надреза, увеличивает концентрацию напряжений в его вершине и повышает температуру перехода металла в хрупкое состояние, что может способствовать разрушению конструкции при ее работе и при положительных температурах.
Существует ряд методик определения стойкости против перехода металла в хрупкое состояние, которые можно условно разделить на две группы:
- 1) определение температуры перехода металла в хрупкое состояние (порога хладноломкости) путем испытания серии надрезанных образцов (при различной остроте надреза) на ударный изгиб при различных температурах;
- 2) определение порога хладноломкости специальных образцов, в той или иной степени имитирующих условия эксплуатации конструкции.
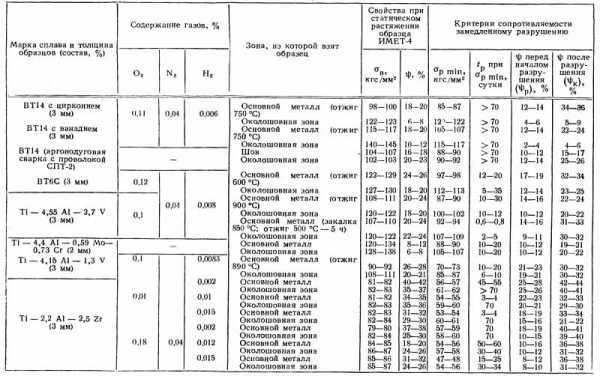
Существуют также комплексные методы испытаний стали на ее чувствительность к термическому циклу сварки, которые своей целью имеют выбор таких режимов сварки, которые обеспечивают получение в ЗТВ металла, по своим свойствам отвечающего предъявляемым требованиям (например, проба ИМЕТ или валиковая проба). Часто применяются пробы, определяющие служебные характеристики металла шва, ЗТВ и сварного соединения в целом. На них определяются прочность, пластичность, коррозионная стойкость этих зон либо иные свойства в зависимости от условий эксплуатации данной конструкции.
oitsp.ru
Свариваемость стали.
Свариваемость – это реакция свариваемых металлов и сплавов на процесс сварки. Она определяет технологическую сторону процесса и эксплуатационную пригодность изделия.
Расплавление и кристаллизация металла в условиях сварки представляют собой сложный металлургический процесс, протекающий при неравномерном нагреве, перегреве и охлаждении металла в местах соединения заготовок. Процесс сопровождается структурными превращениями и перекристаллизацией металла. Это во многом определяет качество и надежность сварного соединения, т.е. совокупность приобретаемых свойств шва, которые обусловливают пригодность соединений и возможность использования сварной конструкции в технике.
На свариваемость стали большое влияние оказывает ее химический состав.
Углерод – это важный элемент химического состава стали, определяющий ее свариваемость, прочность, вязкость, закаливаемость. Хорошо свариваются стали, содержащие не более 0,25% углерода. При более высоком его содержании, свариваемость стали, резко ухудшается, так как в нагретой околошовной зоне – термического влияния, образуются структуры закалки, приводящие к возникновению горячих и холодных трещин.
Сера – вредная примесь, образующая легкоплавкие соединения с железом, которые располагаются по границам зерен, ослабляя связь между ними с возникновением трещин в горячем состоянии. Это явление вызывается красноломкостью металла. Поэтому во избежание трещин в сварном шве содержание серы в свариваемых сталях должно быть менее 0,045%.
Фосфор – тоже вредная примесь. В сталях он вызывает появление хрупких структур, особенно при отрицательных температурах. Этот процесс называется хладноломкостью. Содержание фосфора в свариваемых сталях и сварных швах должно быть менее 0, 04%.
Марганец – это элемент химического состава стали, несколько повышающий прочность и упругость стали. При его содержании в сталях в пределах 0,3…0,8% процесс сварки не затрудняется. При содержании же марганца более 1,8% возникает опасность появления хрупкости и трещин, в связи с закаливаемостью такой стали.
Кремний несколько повышает прочность, упругость и твердость стали. При его содержании до 0,2…0,3%, свариваемость не ухудшается. При содержании более 0,8% условия сварки ухудшаются из-за высокой жидкотекучести стали и образования тугоплавких окислов кремния.
Хром повышает прочность, упругость и твердость стали, но при сварке образует карбиды хрома, ухудшающие коррозионную стойкость шва и прилегающую к нему околошовную зону. Он резко повышает твердость металла в этой зоне термического влияния и увеличивает вероятность возникновения трещин, способствует образованию тугоплавких окислов, затрудняющих процесс сварки. В подлежащих сварке безникелевых сталях содержание хрома не должно превышать 0,3%.
Молибден способствует измельчению кристаллов (зерен стали), повышает прочность стали. Особенно это важно при ударных нагрузках и высоких температурах, но молибден вызывает появление трещин в наплавленном металле и в зоне термического влияния. В процессе сварки молибден активно окисляется и выгорает. В ответственных сварных конструкциях содержание молибдена не должно превышать 1%.
Ванадий способствует закаливаемости стали, чем, затрудняет сварку; он активно окисляется и выгорает. В ответственных сварных конструкциях содержание ванадия не должно превышать 1%.
Вольфрам увеличивает твердость стали и ее износостойкость при высоких температурах (красностойкость), но затрудняет процесс сварки ввиду сильного окисления. В состав стали, подлежащей сварке, вольфрам не вводится.
Кислород активно окисляет расплавленное железо, образуя хрупкие структуры, он окисляет и легирующие элементы. Расплавленный металл сварного шва необходимо защищать от взаимодействия с кислородом воздуха. Это является одной из функций электродного покрытия, которое при сгорании выделяет защитный (углекислый) газ. Для защиты от окисления сварку ответственных конструкций из нержавеющих сталей и цветных металлов осуществляют в таких защитных газах, как аргон, гелий.
Водород. При сварке атомы водорода легко растворяются в расплавленном металле, а при затвердевании металла вновь соединяются в молекулы, которые собираются в разных местах шва, образуя газовые пузырьки. Водород вызывает в металле шва пористость и мелкие трещины, он повышает хрупкость стали, снижая ее прочность и вязкость. Водород, как и кислород, который может соединиться с расплавленным металлом шва, находится в окружающем воздухе, влаге, оставшейся в непросушенном электродном покрытии, во флюсах и на поверхности свариваемого металла в виде воды, снега, инея. Водород также содержится и в ржавчине, которая может быть на сварочной проволоке или кромках заготовок. Защита расплавленного металла шва от водорода осуществляется одновременно с защитой от кислорода.
Наименее насыщается металл водородом при сварке постоянным током обратной полярности, большее насыщение – при сварке переменным током.
Никель, содержащийся в легированных сталях, значительно улучшает их свариваемость: он измельчает зерно, придает шву пластичность и прочность. При сварке никелесодержащих сталей требуется надежная защита их от воздействия кислорода воздуха. Никель дорог. Применение никелевых сталей должно быть технико-экономически обосновано.
Содержание никеля в сталях в количестве 2-3% значительно улучшает ее свариваемость. В сталях для ответственных конструкций, предназначенных для восприятия больших нагрузок, рекомендуется содержание никеля до 8-10%.
Титан, содержащийся в легированных сталях, измельчает зерно, повышает пластичность шва и качество соединения. Нержавеющие стали для ответственных сварных конструкций должны содержать в своем составе помимо никеля, еще 4 -5% титана.
На свариваемость стали также, влияют режимы и способы сварки.
Чтобы правильно выбрать способ и режимы сварки, исключающие возникновение дефектов, необходимо знать технологическую свариваемость металла. Это его реакция на тепловые воздействия в околошовной зоне без расплавления, а также металлургические процессы плавления и последующей кристаллизации металла. По известному химическому составу стали можно прогнозировать, какова ее технологическая свариваемость. Но точность таких прогнозов не всегда надежна и, полагаться на них, можно при сварке небольшого количества малоответственных изделий. В случае изготовления значительного числа ответственных сварных конструкций, необходимо экспериментально определять технологическую свариваемость той партии металла, из которой будут изготовлены изделия. Способы определения технологической свариваемости можно разделить на две группы.
Первая – когда прямым способом устанавливают свариваемость путем сварки одного или нескольких образцов изделия. При этом узнают о склонности металла к закалке или отсутствии таковой, о прочности и пластичности металла, об изменении микроструктуры. Полученные результаты отличаются высокой достоверностью;
Вторая – группа способов определения свариваемости проще и основана на имитации сварочных процессов. При этом косвенным способом, например, термообработкой при температурах, близких к сварочному процессу, определяют изменения в металле. Полнота и достоверность такой информации значительно ниже.
По свариваемости стали подразделяются на четыре группы, характеризующиеся способностью металлов образовывать при сварке соединения с заданными свойствами – прочные, герметичные, без хрупкости.
Первая группа – хорошо свариваемые стали, образующие сварные соединения высокого качества без применения особых приемов и подогрева до и после сварки. Это – низкоуглеродистые, низко- и среднелегированные стали. Например, от БСт1 до БСт4; от ВСт1 до ВСт4; от стали 08 до стали 25; стали 15Х; 20ХГА, 12ХН4А; 10ХСНД; 20Х23Н18Т; 12Х18Н9Т и другие требуемого химического состава.
Вторая группа – стали удовлетворительно свариваемые, которые для получения сварных соединений высокого качества требуют строгого соблюдения режимов сварки, применения специального присадочного материала, особо тщательной очистки свариваемых кромок, а в некоторых случаях – предварительного и сопутствующего подогрева до 1500 С, последующий отжиг. Например, это стали БСт5сп; БСт5Гсп; сталь 30; сталь 35; сталь 20ХНЗА; сталь 12ХА и др.
Третья группа – стали с ограниченной свариваемостью в обычных условиях и склонные к образованию трещин. Содержат углерод от 0,35% до 0,5%, это могут быть и высоколегированные стали. Во избежание образования трещин их перед сваркой подвергают подогреву до 200…4000С с последующим отжигом. Например, БСт5пс; стали 40, 45, 50, 35ХН.
Четвертая группа – стали плохо свариваемые, практически не подлежащие сварке ввиду большого содержания углерода и легирующих элементов, приводящих к образованию трещин. Например, это стали 60Г, 70Г, 50ХН, 80С, У7, У10, У13, 9ХС, ХВГ, 3Х2ВФ. Качество сварных соединений таких сталей низкое, несмотря на предварительную сопутствующую и последующую термообработку.
К неудовлетворительно свариваемым сталям относятся и холодноупрочненные стали; арматура, упрочненная вытяжкой, сварка которой приводит к разупрочнению и повышению хрупкости.
Необходимо отметить, что свариваемость арматурной стали отличается от показателей свариваемости листа, фасонного проката для металлоконструкций. Например, арматурные стержни из Ст5 свариваются лучше, чем листовая сталь той же марки.
. Сварка сталей на морозе не допускается.
studfiles.net