Сварка алюминия горелкой и прутком – Сварка алюминия в домашних условиях газовой горелкой
alexxlab | 22.07.2019 | 0 | Вопросы и ответы
Сварка алюминия в домашних условиях газовой горелкой
Главная » Статьи » Сварка алюминия в домашних условиях газовой горелкойПайка алюминия газовой горелкой
Потребность в спаивании различных деталей возникает как в домашних, так и в промышленных условиях, так как данный процесс можно отнести к мелкому ремонту, хотя нередко приходится сталкиваться и с более масштабными процедурами. Дело в том, что различные виды и способы сварки металла не всегда могут предоставить результат достойного качества, а также не всегда являются подходящими. Поэтому, пайка алюминия газовой горелкой является вполне востребованным методом, который все же имеет ряд своих особенностей, которые придется освоить новичкам. Дело в том, что спаиваемость этого металла не так хороша, как у других разновидностей, но пайка становится более предпочтительной, так как при сильном нагревании металл меняет структуру и сварка портит его свойства, поэтому не всегда можно использовать сварку. Для поддержания качества следует использовать все имеющиеся дополнительные средства, которые предоставляет инфраструктура, разработанная за долгое время.

Пайка алюминия газовой горелкой
При работе с алюминием возникают проблемы в борьбе с оксидной пленкой, которой металл покрывается за относительно небольшой промежуток времени, так что может появиться даже после предварительной обработки. Пайка горелкой заметно отличается от пайки паяльником и считается более удобным процессом, так как тут можно регулировать температуру и мастер получает больше возможностей для деликатной обработки поверхности, причем как тонкого, так и толстого металла. Нередко в это время используются дополнительные флюсы и различные средства обработки. Пайка алюминия в домашних условиях газовой горелкой облегчает предварительное прогревание металла и расплавку дополнительных расходных материалов.
Пайка алюминия своими руками
Естественно, что для получения качественного соединения требуется опыт работы, так как алюминий относится к легкоплавким металлам, а соответственно, его припои имеют высокую растекаемость. При неправильном подходе материал просто растечется по поверхности, так и не заполнив шов соединения, не говоря уже о заделке дыр, где требуется настоящее мастерство. Здесь же очень важным моментом является подбор присадочного материала, так как для каждого вида пайки он требуется свой припой. Из алюминия может создаваться как корпус механизма или какой-либо толстой герметичной емкости, так и обыкновенные провода. Пайка алюминиевых проводов при помощи горелки проходит более легко за счет удобного регулирования температуры пламени и его интенсивности.
Преимущества
- Пайка алюминия горелкой является универсальной, в отличие от применения паяльника, и может использоваться как для тонких деталей, так и для толстых;
- Газовая горелка имеет возможность регулировки интенсивности горения пламени, что определяет температуру нагрева, тогда как при работе с паяльником необходимо иметь несколько инструментов различной мощности;
- Горелкой можно подогревать поверхность металла, расплавлять припой и флюс;
- Скорость работы медленнее, так что появляется возможность делать все более качественно и спокойно;
- Итоговые результаты оказываются более качественными, чем при использовании паяльника;
- Инструмент практически сразу готов к использованию и не нужно долго ждать пока он остынет после работы.
Недостатки
- Подготовка к работе занимает более длительный отрезок времени;
- Себестоимость процесса спаивания становится более высокой;
- Работа становится менее безопасной, так как емкость, в которой находится газ, может взорваться, если на нее будет воздействовать открытый источник огня, или же шланги могут пропускать газ, что также нанесет вред организму;
- Оборудование для работы является более дорогостоящим.
Материалы и инструмент
- Основным инструментом является газовая горелка, которая пропускает через себя газ под давлением. Во время горения он расплавляет металл припоя и действует, как главная сила температурной обработки. За счет регулировки подачи давления определяется общая температура пламени.
- Емкость с газом, которая может быть представлена небольшим баллоном. Здесь находится расходный горючий материал, который должен быть надежно изолирован от внешнего воздействия.
- Шланг для соединения горелки и баллона. Его самого, а также соединения, следует всегда проверять на целостность перед использованием.
- Припой для пайки алюминия, который выбирается согласно той разновидности процедур, с которыми будет взаимодействие. Когда идет пайка алюминия газовой горелкой присадочная проволока выбирается по составу основного металла.
- Флюс для улучшения свойств спаивания. Он преимущественно используется для толстых заготовок, но также используется и для пайки различных сортов металла, таких как пайка алюминия со сталью газовой горелкой, или особо сложных случаев.
«Важно!
Температура плавления проволоки всегда должна быть ниже температуры плавления основного металла.»
Пошаговая инструкция
- Для начала проводится подготовка поверхности металла, для чего осуществляется предварительная зачистка поверхности детали мелкой металлической щеткой или наждачной бумагой. Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.
- Затем необходимо обработать всю поверхность, где будет проходить пайка, флюсом. Это поможет улучшить свойства спаивания, текучесть и смачиваемость материала.
- После нужно прогреть заготовку при помощи горелки, чтобы припой смог лучше расплавиться и растечься по поверхности.
- После этого уже можно приступать к спаиванию, поднеся припой или присадочную проволоку к поверхности заготовки и зажечь горелку. Обрабатывая пламенем горелки расплавить материал, чтобы он растекся по поверхности и застыл там. Накладывание нескольких слоев может проходить в несколько этапов.
- В конце, когда расходный материал заполнит все трещины и выемки, образуя ровную поверхность, нужно дать остыть и проверить качество соединения.

Пайка алюминия горелкой
«Важно!
Если толщина детали более 4 мм, то следует заняться разделкой кромок, так как алюминий иначе не пропаяется.»
Режимы пайки горелкой
Толщина заготовки, мм | Расход припоя, г | Расход газа, мл |
| 1-2 | 0,5-1 | 3-5 |
| 2 -4 | 1-1,5 | 5,5 |
| 6 | 1,5 | 7 |
| 10 | 2 | 11 |
Техника безопасности
Перед каждым использованием газовой техники нужно проверять целостность и исправность работы газового баллона, шлангов и прочих. Баллоны нужно держать максимально далеко от открытого пламени. Вблизи рабочего места не должно быть никаких легко воспламеняемых предметов, а также горючих вещей.
Автор: Игорь
Дата: 11.07.2016
Рейтинг статьи:
Загрузка…svarkaipayka.ru
Сварка алюминия газовой горелкой с баллончика
Популярность алюминия в последнее десятилетие увеличилась в несколько раз и продолжает расти с каждым днем. Это обусловлено его прекрасными свойствами, такими как экологическая чистота, устойчивость к коррозии и пластичность. Прекрасным средством для проведения сварочных работ с алюминием является аргонодуговое сваривание. Нередко таким способом пользуются многие сварщики, которым необходимо произвести ремонт алюминиевых деталей.
Идеальным средством для проведения сварочных работ является газовый баллончик. Специальный газовый баллончик для сварки сгорает в кислороде и создает высокий температурный режим – более 2400 градусов по Цельсию. Благодаря тому, что он создает значительный температурный режим, с его помощью можно производить сваривание медных и алюминиевых элементов. Для работы применяются мягкие и твердые припои. Газовый баллончик дает возможность проведения сварочных работ с трубами отожженного и неотожженного качества, толщина стенок которых составляет 1,5 миллиметра.
Помимо этого газ очень экономичен в сравнении с другими видами топлива и от его применения не загрязняются сопла горелок. Максимальную температуру горения можно достичь всего за 10 секунд. Баллоны, которые используются для сварочных работ, производятся по специальной технологии, что дает гарантию отсутствия утечек топлива, а также обеспечивает безопасность при дальнейшей эксплуатации.
Положительными особенностями использования газовых баллончиков являются следующие особенности:
- – Стабильность и безопасность при работе, чего никак нельзя сказать про стандартные газовые баллоны;
- – Газ в маленьких баллончиках безопасен для сваривания, потому как не содержит в своем составе бутадиена;
- – Высокую температуру горения (2400 градусов по Цельсию). Это значительно выше, чем температура, которую можно достичь с помощью бутаново-пропановой смеси;
- – Горелки на газу из баллончиков имеют на половину большую тепловую мощность, чем устройства, которые устроены и оборудованы для работы на пропане;
- – Газ из баллончиков имеет большую эффективность, чем пайка алюминия пропаном;
- – Горелки, в которых используется специальный МАПП газ, легко запускаются даже при низкой температуре;
Множество особенностей преимуществ газа из баллончиков позволяют многим сварщикам постоянно пользоваться данным инструментом для создания качественных сварочных швов и обеспечения комфортного сваривания. Работая с использованием газовых баллончиков, можно достигать высокого качества сварки, а также быстро и эффективно устранять неисправности алюминиевых деталей.
В специальных баллончиках для сварки имеется смесь для продуктивной пайки алюминия при температуре 2400 градусов, а также работать с газом, который на 35% продуктивнее пропана. МАПП алюминиевый баллончик – это специально разработанный газовый баллончик для безопасного использования в рабочем процессе.
3g-svarka.ru
Пайка алюминия газовой горелкой


Процесс спаивания алюминия, является весьма востребованным процессом, как в домашних условиях, так и в промышленных сферах, поскольку благодаря ему можно осуществлять соединение различных мелких деталей, однако приходится сталкиваться и с более масштабными деталями. Существует множество разновидностей сварки металла, но иногда для более подходящего и качественного соединения применяют пайку.
В связи с этим, спаивание алюминия газовой горелкой считается вполне популярным способом, поскольку присутствует несколько преимуществ, которые не известны новичкам. Спаивание алюминия не очень удобное в отличие от других способов, однако, все равно предпочтительнее остальных, поскольку при большой температуре у металла меняется структура с применением сварки, поэтому ее не используют.

Суть
Для осуществления качественного процесса, необходимо использовать различные вспомогательные приспособления, которые требуются по технологии, существующей на протяжении длительного времени.
При пайке алюминия появляются значительные затруднения с оксидной пленкой на поверхности металла, которая образуется практически сразу, и даже после подготовительных процедур. Осуществлять процесс спаивания с помощью горелки, считается гораздо удобнее, чем при помощи пальника, поскольку присутствует наличие необходимой регулировки температуры, благодаря которой, появляется возможность более аккуратной обработки поверхности металла, как тонкого, так и толстого.
Весьма часто в подобные случаи применяется флюс, и различные химические вещества для обработки. Когда спаивание алюминия газовой горелкой осуществляется в домашних условиях, то предварительный прогрев металла, а также расплавление дополнительных расходных материалов осуществляется проще.

Известно, что алюминий относиться к металлам, которые имеют легкое расплавление, тем самым работа с ними затрудняется, поскольку металл становится сильно текучим, необходим большой опыт, чтобы осуществить качественный процесс. Когда металл начинает растекаться по поверхности, он не сможет заполнить шов, и тем более не получится произвести заделку отверстий и трещин, поэтому потребуются необходимые навыки.
Существует множество разновидностей спаивания металла, поэтому важным моментом является правильный выбор присадочного материала, и припои необходимо подбирать соответственно к предстоящему процессу. Благодаря спаиванию алюминия можно соединять как различные корпусы механизма, включая толстые герметичные емкости, так и обыкновенные провода. Спаивание проводов из алюминия осуществляется довольно легко при помощи горелки, поскольку присутствует наличие необходимой регулировки температуры пламени, а также его интенсивности.

Преимущества
- Процесс спаивания алюминия при помощи газовой горелки считается универсальным, по сравнению с использованием паяльника, поскольку есть возможность в соединении как тонких, так и толстых различных деталей;
- Благодаря газовой горелке можно осуществлять необходимое регулирование интенсивности горения пламени, благодаря чему можно определить температуру, в то время как при использовании паяльника, потребуется иметь в наличии некоторые приспособлений различных мощностей;
- Газовой горелкой можно осуществлять необходимый прогрев поверхности материала, расплавляя припой и флюс;
- Осуществлять процесс спаивания газовой горелкой соответственно долго, поэтому появляется возможность в формировании более качественного соединения;
- После завершения процесса, результат соединения будет гораздо качественнее, чем с использованием паяльника;
- Подобным приспособлением можно практически сразу осуществлять новую работу не дожидаясь пока инструмент остынет.

Недостатки
- Подготовительные работы происходят весьма длительное время;
- Цены для произведения таких работ, весьма дорогие, в отличие от других методов;
- Подобный процесс является очень небезопасным, поскольку из-за емкости, в которой присутствует газ, может образоваться взрыв при воздействии на нее открытого источника пламени, а также в шлангах со временем могут образоваться трещины, что несет негативный эффект на органы дыхания;
- Себестоимость техники для работы весьма дорогостоящая.

Материалы и приспособления

- Основным приспособлением для спаивания считается газовая горелка, через нее поступает газ под давлением. В процессе спаивания, она осуществляет температурное воздействие, благодаря чему расплавляется металл припоя, а еще можно осуществлять нагрев материала. С помощью необходимой регулировки подачи давления можно определять температуру пламени;
- Баллон с газом, размер которого может быть необязательно стандартным. Баллон содержит в себе расходный горючий материал, поэтому его необходимо изолировать на безопасное расстояние от очагов пламени;
- Шланг, который поступает от баллона к горелке. Перед началом процесса рекомендуется им всегда уделять внимания, проверяя их подсоединение, а также целостность их самих;
- Припой для спаивания алюминия, который может оказаться разным в зависимости от предстоящих процедур. Перед осуществлением спаивания газовой горелкой, необходимо также присадочную проволоку в зависимости от основного материала;
- Флюс, благодаря которому улучшается процесс спаивания. Такое вещество в основном применяется для соединения толстых заготовок, но также используется для спаивания различных видом металла, таких как алюминий, или в особо сложных случаях.

Режимы пайки горелкой
Толщина заготовки, мм | Расход припоя, г | Расход газа, мл |
1-2 | 0,5-1 | 3-5 |
2 -4 | 1-1,5 | 5,5 |
6 | 1,5 | 7 |
10 | 2 | 11 |
Пошаговая инструкция
- Перед началом процесса спаивания необходимо провести подготовительные процедуры. Потребуется зачистить поверхность металла мелкой металлической щеткой, если заготовка превышает ширину 4мм, в иных случаях используется наждачная бумага. Затем необходимо удалить различные налеты как жир и оксидная пленка, а также возможные загрязнения с помощью различных химических веществ, таких как растворитель, ацетон и прочие.
- Затем потребуется выложить флюс на будущее место соединения металлов, благодаря чему улучшатся свойства пайки и текучесть металла;
- Потом потребуется нагреть предстоящую заготовку при помощи горелки, что бы припой имел возможность расплавиться и растечься по поверхности;
- Затем можно непосредственно приступать к процессу спаивания, поднеся присадочный материал в виде проволоки или припоя к поверхности металла и произвести зажигание горелки. Используя температурное воздействие пламени горелки, необходимо расплавить металл, чтобы он растекся по поверхности и там застыл. Если потребуется наложить несколько слоев, то подобное можно производить поэтапно;
- В окончании процесса, когда все трещины и отверстия будут наполнены присадочным материалом, образовавшие ровную поверхность, необходимо дать время что бы изготовление остыло, а затем проверить качество соединения.

Техника безопасности
В начале каждого использования оборудования, необходимо осуществить проверку целостности и исправности баллона с газом и шлангов. Баллоны потребуется поставить на необходимое расстояние не менее 5 метров от проведения подобных работ и источником пламени. Не рекомендуется оставлять возле баллона различные легко воспламеняющиеся предметы, а также горючие вещества.
svarkagid.com
Как сварить алюминий в домашних условиях
Современное промышленное производство развивается семимильными шагами, и со временем появилось множество различных способов соединения металлических деталей. Вместе с тем все они условно делятся на две категории:
- Разъемные (то есть, их можно демонтировать, не нарушив целостности всей конструкции).
- Неразъемные (при демонтаже конструкция разрушается).
К последней категории можно отнести и соединение при помощи сварочных швов. Зачастую его используют со стальными деталями, но в некоторых случаях возникает необходимость в сварке алюминиевых изделий.
Что нужно знать новичку?
Сваривание алюминия характеризуется одной существенной особенность: при контакте с кислородом на его поверхности появляется своеобразная оксидная пленка, которую можно удалить исключительно химическим воздействием. Это объясняет использование веществ, предназначенных предотвратить ее образование и позволить контактировать непосредственно с поверхностью металла. Все такие средства называют флюсами.

Помимо флюсов, в процессе сварки дома необходимо использовать инструмент применяющийся для очистки от грязи. Мы говорим о специальных стальных щетках.
Основные способы сваривания
Сварка алюминия в домашних условиях может осуществляться посредством двух отличающихся друг от друга способов.
- Район будущего стыка нагревается газовой горелкой.
- При помощи электрического напряжения, когда стабильность искры контролируется замкнутой электрической цепью.
Газовая сварка алюминия
Шаг первый.
Вначале следует позаботиться обо всех необходимых инструментах. Кроме всего перечисленного, в газовой сварке используется также малогабаритный прут из алюминия, который позволяет не только получить высококачественный шов, но и надежное соединение.
Хотелось бы несколько слов уделить этим прутам.
Во-первых, существуют несколько его модификаций, которые выбирают в зависимости от процента алюминия в металле и его толщины. Так, стержни могут быть около 3% марганца или больше, с диаметром от 2 до 4 миллиметров.
Во-вторых, такие стержни продаются на развес: при необходимости вы можете приобрести один или пять килограмм в компактном картридже из пластика.
Не забывайте и о самой газовой горелке — без нее сварить что-либо не получится.

Шаг второй.
После того как мы тщательно подготовились к работе, можно приступать к зачистке поверхности детали на местах будущих стыков. Здесь нам и пригодится стальная щетка.
Шаг третий.
После зачистки места контактов (и ближайшую к ним поверхность) следует обработать флюсом. Это предотвратит появление оксидной пленки и даст нам доступ непосредственно к самому алюминию.
Шаг четвертый.
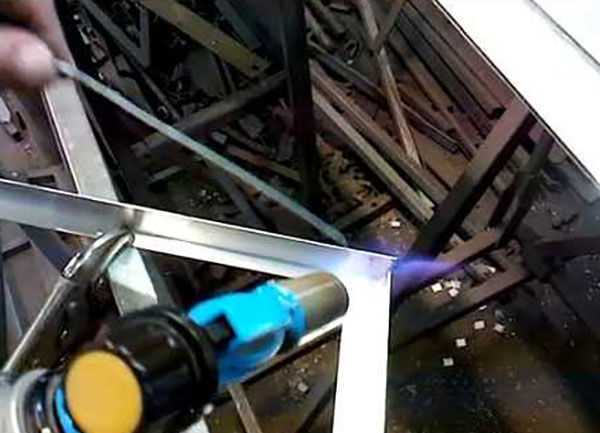
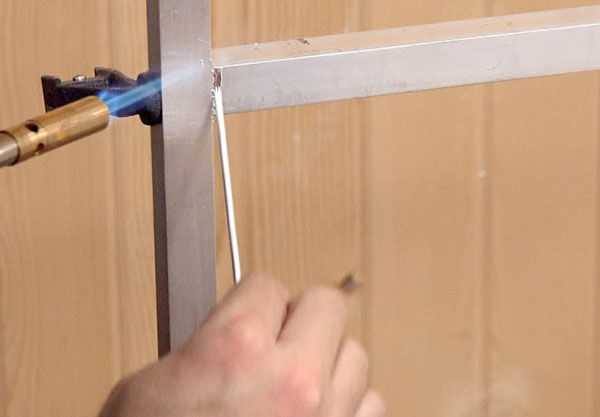
Нагреваем газовую горелку до необходимой температуры и прогреваем с ее помощью место швов. При этом прикладываем дополнительный стержень, который под воздействием огня расплавляется и перемешивается с основной смесью, соединяя их в то же время.

Видео руководство по газовой сварке алюминия
Электрическая сварка
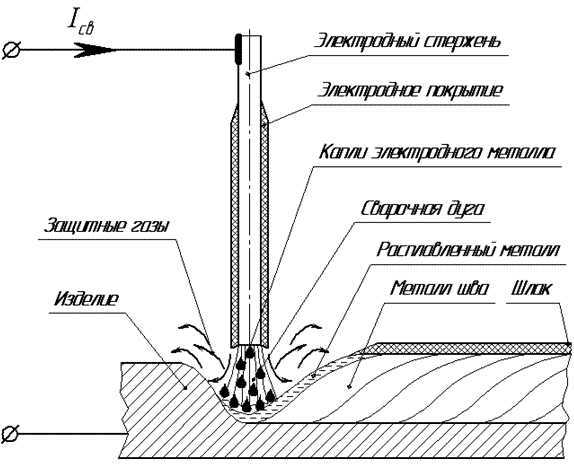
Такая сварка алюминия в домашних условиях потребует от вас недюжих умений и мастерства. Ведь здесь следует не только оптимально выбрать диаметр используемого электрода (напомним, именно он замыкает контакт на месте стыка и разогревает метал до температуры, максимально приближенной к температуре плавления), а еще и необходимый режим функционирования сварочного устройства. Подробнее о том как правильно варить электросваркой
Электрическая сварка зачастую с металлом, толщина которого не превышает четыре миллиметра. Кроме того, он имеет целый ряд недостатков:
- Качество шва оставляет желать лучшего.
- При работе металл разбрызгивается.
- Плохо отделяемый шлак, который впоследствии способен вызвать появление ржавчины.
Шаг первый.
Подготовка к работе. Собираем все необходимые инструменты (которые описывались ранее), готовим сварочный аппарат и подбираем электроды. Желательно, чтобы это были электроды, покрытые алюминием — они в несколько раз быстрее плавятся, по сравнению со стальными, отсюда и более высокая скорость работы.
Шаг второй.
Активируем сварочный аппарат. Следует отметить, что для алюминия средней толщины нужна температура от 250°С до 300°С, а для толстых, массивных деталей — около 400 °С.
Шаг третий.
При сварке рекомендуется после подогрева алюминия медленно его охлаждать. Это предотвратит возникновение кристаллизационных трещин, а также позволяет получить достаточную степень проплавления при минимальных затратах электроэнергии. Если свариваем крупные детали, то используем локальный подогрев.
Шаг четвертый.
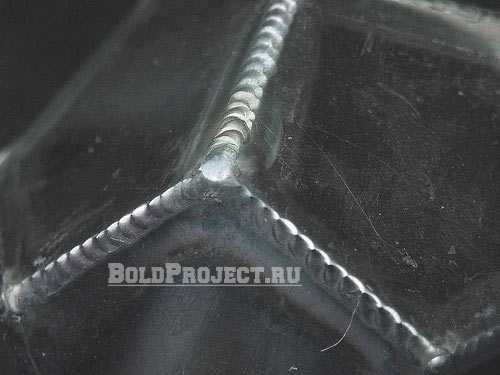
Свариваем необходимые детали. Ни в коем случае не делайте электродом поперечных колебаний!
Шаг пятый.
После того как закончилась сварка, убираем со шва образовавшийся шлак, промываем шов и повторно обрабатываем стальной щеткой. В противном случае конструкция будет ржаветь.
Видео руководство по электрической сварке алюминия
Некоторые рекомендации
boldproject.ru
www.samsvar.ru
Пайка алюминия газовой горелкой в домашних условиях
Потребность в спаивании различных деталей возникает как в домашних, так и в промышленных условиях, так как данный процесс можно отнести к мелкому ремонту, хотя нередко приходится сталкиваться и с более масштабными процедурами. Дело в том, что различные виды и способы сварки металла не всегда могут предоставить результат достойного качества, а также не всегда являются подходящими. Поэтому, пайка алюминия газовой горелкой является вполне востребованным методом, который все же имеет ряд своих особенностей, которые придется освоить новичкам. Дело в том, что спаиваемость этого металла не так хороша, как у других разновидностей, но пайка становится более предпочтительной, так как при сильном нагревании металл меняет структуру и сварка портит его свойства, поэтому не всегда можно использовать сварку. Для поддержания качества следует использовать все имеющиеся дополнительные средства, которые предоставляет инфраструктура, разработанная за долгое время.
Пайка алюминия газовой горелкой
При работе с алюминием возникают проблемы в борьбе с оксидной пленкой, которой металл покрывается за относительно небольшой промежуток времени, так что может появиться даже после предварительной обработки. Пайка горелкой заметно отличается от пайки паяльником и считается более удобным процессом, так как тут можно регулировать температуру и мастер получает больше возможностей для деликатной обработки поверхности, причем как тонкого, так и толстого металла. Нередко в это время используются дополнительные флюсы и различные средства обработки. Пайка алюминия в домашних условиях газовой горелкой облегчает предварительное прогревание металла и расплавку дополнительных расходных материалов.
Пайка алюминия своими руками
Естественно, что для получения качественного соединения требуется опыт работы, так как алюминий относится к легкоплавким металлам, а соответственно, его припои имеют высокую растекаемость. При неправильном подходе материал просто растечется по поверхности, так и не заполнив шов соединения, не говоря уже о заделке дыр, где требуется настоящее мастерство. Здесь же очень важным моментом является подбор присадочного материала, так как для каждого вида пайки он требуется свой припой. Из алюминия может создаваться как корпус механизма или какой-либо толстой герметичной емкости, так и обыкновенные провода. Пайка алюминиевых проводов при помощи горелки проходит более легко за счет удобного регулирования температуры пламени и его интенсивности.
Преимущества
- Пайка алюминия горелкой является универсальной, в отличие от применения паяльника, и может использоваться как для тонких деталей, так и для толстых;
- Газовая горелка имеет возможность регулировки интенсивности горения пламени, что определяет температуру нагрева, тогда как при работе с паяльником необходимо иметь несколько инструментов различной мощности;
- Горелкой можно подогревать поверхность металла, расплавлять припой и флюс;
- Скорость работы медленнее, так что появляется возможность делать все более качественно и спокойно;
- Итоговые результаты оказываются более качественными, чем при использовании паяльника;
- Инструмент практически сразу готов к использованию и не нужно долго ждать пока он остынет после работы.
Недостатки
- Подготовка к работе занимает более длительный отрезок времени;
- Себестоимость процесса спаивания становится более высокой;
- Работа становится менее безопасной, так как емкость, в которой находится газ, может взорваться, если на нее будет воздействовать открытый источник огня, или же шланги могут пропускать газ, что также нанесет вред организму;
- Оборудование для работы является более дорогостоящим.
Материалы и инструмент
- Основным инструментом является газовая горелка, которая пропускает через себя газ под давлением. Во время горения он расплавляет металл припоя и действует, как главная сила температурной обработки. За счет регулировки подачи давления определяется общая температура пламени.
- Емкость с газом, которая может быть представлена небольшим баллоном. Здесь находится расходный горючий материал, который должен быть надежно изолирован от внешнего воздействия.
- Шланг для соединения горелки и баллона. Его самого, а также соединения, следует всегда проверять на целостность перед использованием.
- Припой для пайки алюминия, который выбирается согласно той разновидности процедур, с которыми будет взаимодействие. Когда идет пайка алюминия газовой горелкой присадочная проволока выбирается по составу основного металла.
- Флюс для улучшения свойств спаивания. Он преимущественно используется для толстых заготовок, но также используется и для пайки различных сортов металла, таких как пайка алюминия со сталью газовой горелкой, или особо сложных случаев.
«Важно!
Температура плавления проволоки всегда должна быть ниже температуры плавления основного металла.»
Пошаговая инструкция
- Для начала проводится подготовка поверхности металла, для чего осуществляется предварительная зачистка поверхности детали мелкой металлической щеткой или наждачной бумагой. Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.
- Затем необходимо обработать всю поверхность, где будет проходить пайка, флюсом. Это поможет улучшить свойства спаивания, текучесть и смачиваемость материала.
- После нужно прогреть заготовку при помощи горелки, чтобы припой смог лучше расплавиться и растечься по поверхности.
- После этого уже можно приступать к спаиванию, поднеся припой или присадочную проволоку к поверхности заготовки и зажечь горелку. Обрабатывая пламенем горелки расплавить материал, чтобы он растекся по поверхности и застыл там. Накладывание нескольких слоев может проходить в несколько этапов.
- В конце, когда расходный материал заполнит все трещины и выемки, образуя ровную поверхность, нужно дать остыть и проверить качество соединения.

Пайка алюминия горелкой
«Важно!
Если толщина детали более 4 мм, то следует заняться разделкой кромок, так как алюминий иначе не пропаяется.»
Режимы пайки горелкой
Толщина заготовки, мм | Расход припоя, г | Расход газа, мл |
| 1-2 | 0,5-1 | 3-5 |
| 2 -4 | 1-1,5 | 5,5 |
| 6 | 1,5 | 7 |
| 10 | 2 | 11 |
Техника безопасности
Перед каждым использованием газовой техники нужно проверять целостность и исправность работы газового баллона, шлангов и прочих. Баллоны нужно держать максимально далеко от открытого пламени. Вблизи рабочего места не должно быть никаких легко воспламеняемых предметов, а также горючих вещей.
svarkaipayka.ru
Пайка алюминия газовой горелкой


Процесс спаивания алюминия, является весьма востребованным процессом, как в домашних условиях, так и в промышленных сферах, поскольку благодаря ему можно осуществлять соединение различных мелких деталей, однако приходится сталкиваться и с более масштабными деталями. Существует множество разновидностей сварки металла, но иногда для более подходящего и качественного соединения применяют пайку.
В связи с этим, спаивание алюминия газовой горелкой считается вполне популярным способом, поскольку присутствует несколько преимуществ, которые не известны новичкам. Спаивание алюминия не очень удобное в отличие от других способов, однако, все равно предпочтительнее остальных, поскольку при большой температуре у металла меняется структура с применением сварки, поэтому ее не используют.

Суть
Для осуществления качественного процесса, необходимо использовать различные вспомогательные приспособления, которые требуются по технологии, существующей на протяжении длительного времени.
При пайке алюминия появляются значительные затруднения с оксидной пленкой на поверхности металла, которая образуется практически сразу, и даже после подготовительных процедур. Осуществлять процесс спаивания с помощью горелки, считается гораздо удобнее, чем при помощи пальника, поскольку присутствует наличие необходимой регулировки температуры, благодаря которой, появляется возможность более аккуратной обработки поверхности металла, как тонкого, так и толстого.
Весьма часто в подобные случаи применяется флюс, и различные химические вещества для обработки. Когда спаивание алюминия газовой горелкой осуществляется в домашних условиях, то предварительный прогрев металла, а также расплавление дополнительных расходных материалов осуществляется проще.

Известно, что алюминий относиться к металлам, которые имеют легкое расплавление, тем самым работа с ними затрудняется, поскольку металл становится сильно текучим, необходим большой опыт, чтобы осуществить качественный процесс. Когда металл начинает растекаться по поверхности, он не сможет заполнить шов, и тем более не получится произвести заделку отверстий и трещин, поэтому потребуются необходимые навыки.
Существует множество разновидностей спаивания металла, поэтому важным моментом является правильный выбор присадочного материала, и припои необходимо подбирать соответственно к предстоящему процессу. Благодаря спаиванию алюминия можно соединять как различные корпусы механизма, включая толстые герметичные емкости, так и обыкновенные провода. Спаивание проводов из алюминия осуществляется довольно легко при помощи горелки, поскольку присутствует наличие необходимой регулировки температуры пламени, а также его интенсивности.

Преимущества
- Процесс спаивания алюминия при помощи газовой горелки считается универсальным, по сравнению с использованием паяльника, поскольку есть возможность в соединении как тонких, так и толстых различных деталей;
- Благодаря газовой горелке можно осуществлять необходимое регулирование интенсивности горения пламени, благодаря чему можно определить температуру, в то время как при использовании паяльника, потребуется иметь в наличии некоторые приспособлений различных мощностей;
- Газовой горелкой можно осуществлять необходимый прогрев поверхности материала, расплавляя припой и флюс;
- Осуществлять процесс спаивания газовой горелкой соответственно долго, поэтому появляется возможность в формировании более качественного соединения;
- После завершения процесса, результат соединения будет гораздо качественнее, чем с использованием паяльника;
- Подобным приспособлением можно практически сразу осуществлять новую работу не дожидаясь пока инструмент остынет.

Недостатки
- Подготовительные работы происходят весьма длительное время;
- Цены для произведения таких работ, весьма дорогие, в отличие от других методов;
- Подобный процесс является очень небезопасным, поскольку из-за емкости, в которой присутствует газ, может образоваться взрыв при воздействии на нее открытого источника пламени, а также в шлангах со временем могут образоваться трещины, что несет негативный эффект на органы дыхания;
- Себестоимость техники для работы весьма дорогостоящая.

Материалы и приспособления

- Основным приспособлением для спаивания считается газовая горелка, через нее поступает газ под давлением. В процессе спаивания, она осуществляет температурное воздействие, благодаря чему расплавляется металл припоя, а еще можно осуществлять нагрев материала. С помощью необходимой регулировки подачи давления можно определять температуру пламени;
- Баллон с газом, размер которого может быть необязательно стандартным. Баллон содержит в себе расходный горючий материал, поэтому его необходимо изолировать на безопасное расстояние от очагов пламени;
- Шланг, который поступает от баллона к горелке. Перед началом процесса рекомендуется им всегда уделять внимания, проверяя их подсоединение, а также целостность их самих;
- Припой для спаивания алюминия, который может оказаться разным в зависимости от предстоящих процедур. Перед осуществлением спаивания газовой горелкой, необходимо также присадочную проволоку в зависимости от основного материала;
- Флюс, благодаря которому улучшается процесс спаивания. Такое вещество в основном применяется для соединения толстых заготовок, но также используется для спаивания различных видом металла, таких как алюминий, или в особо сложных случаях.

Режимы пайки горелкой
Толщина заготовки, мм | Расход припоя, г | Расход газа, мл |
1-2 | 0,5-1 | 3-5 |
2 -4 | 1-1,5 | 5,5 |
6 | 1,5 | 7 |
10 | 2 | 11 |
Пошаговая инструкция
- Перед началом процесса спаивания необходимо провести подготовительные процедуры. Потребуется зачистить поверхность металла мелкой металлической щеткой, если заготовка превышает ширину 4мм, в иных случаях используется наждачная бумага. Затем необходимо удалить различные налеты как жир и оксидная пленка, а также возможные загрязнения с помощью различных химических веществ, таких как растворитель, ацетон и прочие.
- Затем потребуется выложить флюс на будущее место соединения металлов, благодаря чему улучшатся свойства пайки и текучесть металла;
- Потом потребуется нагреть предстоящую заготовку при помощи горелки, что бы припой имел возможность расплавиться и растечься по поверхности;
- Затем можно непосредственно приступать к процессу спаивания, поднеся присадочный материал в виде проволоки или припоя к поверхности металла и произвести зажигание горелки. Используя температурное воздействие пламени горелки, необходимо расплавить металл, чтобы он растекся по поверхности и там застыл. Если потребуется наложить несколько слоев, то подобное можно производить поэтапно;
- В окончании процесса, когда все трещины и отверстия будут наполнены присадочным материалом, образовавшие ровную поверхность, необходимо дать время что бы изготовление остыло, а затем проверить качество соединения.

Техника безопасности
В начале каждого использования оборудования, необходимо осуществить проверку целостности и исправности баллона с газом и шлангов. Баллоны потребуется поставить на необходимое расстояние не менее 5 метров от проведения подобных работ и источником пламени. Не рекомендуется оставлять возле баллона различные легко воспламеняющиеся предметы, а также горючие вещества.
svarkagid.com
Сварка алюминия без сварочного аппарата
Если проект, над которым вы работаете, требует работы с металлом, возможно, вы захотите использовать алюминий, если это уместно. Причина в том, что вам не требуется сварочное оборудование для сварки алюминиевых деталей. Вам просто нужен пропановая горелка.
Алюминий является легким и достаточно прочным для легких нагрузок и деформаций. Работать с алюминием также легко, потому что это мягкий металл, поэтому вы можете легко его отрезать. Вы можете делать много вещей, используя алюминий, который вы также можете делать с другими металлическими материалами.
Как «сварить» алюминий без сварщика – сделайте это, применив метод, показанный на видео. Что хорошо при работе с алюминием, так это требование низкой температуры плавления. Это облегчает сварку с использованием только пропановой горелки.
Алюминиевые стержни начинают плавиться при 700 градусах, что делает его идеальным сварочным материалом для соединения алюминиевых деталей. Большое спасибо ведущему YouTube «Дневник Механика».
Использование горелки и припоя Касталин – это быстрый способ соединения алюминия без использования сварки. Это делает очень прочную связь и с небольшой практикой можно быстро сделать с великолепными результатами.


Припой Касталин – трубочки из алюминия, которые плавятся при 300-400 градусах. Внутри флюс.





Ведущий сделал небольшую оговорку. На самом деле внутри припоя находится порошок – флюс.
izobreteniya.net
|
Популярность алюминия в последнее десятилетие увеличилась в несколько раз и продолжает расти с каждым днем. Это обусловлено его прекрасными свойствами, такими как экологическая чистота, устойчивость к коррозии и пластичность. Прекрасным средством для проведения сварочных работ с алюминием является аргонодуговое сваривание. Нередко таким способом пользуются многие сварщики, которым необходимо произвести ремонт алюминиевых деталей. Идеальным средством для проведения сварочных работ является газовый баллончик. Специальный газовый баллончик для сварки сгорает в кислороде и создает высокий температурный режим – более 2400 градусов по Цельсию. Благодаря тому, что он создает значительный температурный режим, с его помощью можно производить сваривание медных и алюминиевых элементов. Для работы применяются мягкие и твердые припои. Газовый баллончик дает возможность проведения сварочных работ с трубами отожженного и неотожженного качества, толщина стенок которых составляет 1,5 миллиметра. Помимо этого газ очень экономичен в сравнении с другими видами топлива и от его применения не загрязняются сопла горелок. Максимальную температуру горения можно достичь всего за 10 секунд. Баллоны, которые используются для сварочных работ, производятся по специальной технологии, что дает гарантию отсутствия утечек топлива, а также обеспечивает безопасность при дальнейшей эксплуатации. Положительными особенностями использования газовых баллончиков являются следующие особенности:
Множество особенностей преимуществ газа из баллончиков позволяют многим сварщикам постоянно пользоваться данным инструментом для создания качественных сварочных швов и обеспечения комфортного сваривания. Работая с использованием газовых баллончиков, можно достигать высокого качества сварки, а также быстро и эффективно устранять неисправности алюминиевых деталей. В специальных баллончиках для сварки имеется смесь для продуктивной пайки алюминия при температуре 2400 градусов, а также работать с газом, который на 35% продуктивнее пропана. МАПП алюминиевый баллончик – это специально разработанный газовый баллончик для безопасного использования в рабочем процессе. |
3g-svarka.ru
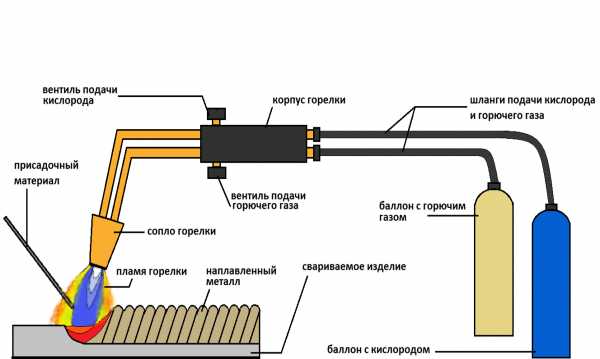
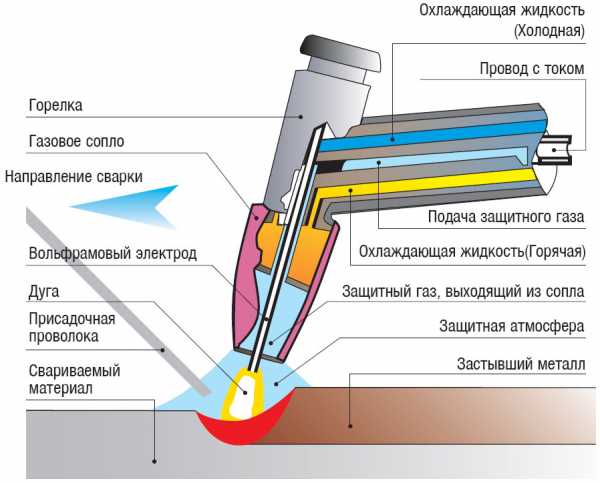
Газовая сварка алюминия и его сплавов
Алюминий является широко используемым в промышленности материалом, так как его свойства оказываются достаточно востребованными. В основном это случается благодаря легкости, но в то же время у этого металла плохие свойства свариваемости, что затрудняет работу с ним. Газовая сварка алюминия также вызывает сложности, как и электродуговая, при которой используется сварочный трансформатор.

Технологии газовой сварки
Основные проблемы возникают из-за того, что при сваривании образуется высокий риск появления брака. Коэффициент расширения способствует нестандартной усадке, так что приходится рассчитывать не только режимы сваривания, но и толщину создания шва. Помимо этого, нередко образуются трещины и поры, для борьбы с которыми требуется использовать особую защитную среду. Когда идет сварка алюминия при помощи газа, то здесь получается достичь двух целей сразу, так как газ оказывается и температурное воздействие для расплавления, и создает защитную среду от внешнего воздействия.

Брак при газовой сварки алюминия
Помимо этого приходится справляться со свойствами повышенной текучести материала в расплавленном состоянии. Газовая сварка алюминия помогает бороться с некоторыми проблемами подобного рода, но все же у нее есть свои особенности, которые следует учитывать. Ведь сварка аргоном оказывается более эффективным средством, но она не относится к газовой, так как тут основной движущей силой является электрическая дуга. На алюминии может создаваться окислительная пленка, температура плавления которой выше 2 тысяч градусов Цельсия, тогда как сам алюминий плавится менее чем при 700.
Преимущества
- Газовая сварка алюминия помогает проводить процесс сваривания на меньших скоростях, что дает более высокий уровень, ведь скорость сваривания здесь, примерно, в три раза меньше, чем при электросварке;
- Здесь используется газ в качестве защиты от воздействия внешних факторов;
- Нет необходимости в использовании электродов с обмазкой, в которой зачастую содержится водород, который приводит к появлению напряжений в металле;
- Уровень качества соединения значительно выше, даже если работа ведется не опытным мастером;
- Возможно создавать более длительные непрерывные швы благодаря использованию сварочной проволоки;
- Легче работать с тонкими заготовками;
- Пламя горелки можно использовать для подогрева деталей и их последовательного остужения.
Недостатки
- Использование газа всегда является более опасным для здоровья и жизни человека процессом, так как существует вероятность взрыва;
- Процесс подготовки, а также последующей уборки, является более длительным и менее удобным;
- Применение газа оказывается более дорогостоящей процедурой, чем использование электрической сварки;
- Задействуется большое количество оборудования.
Материалы и инструмент
Условия сварки алюминия предполагают наличие всех необходимых средств, которые помогут сделать этот процесс максимально качественным. Для этого требуется:
- Газовая горелка – основной рабочий инструмент мастера, который осуществляет подачу газа к месту сваривания металла. Существует несколько моделей горелок, но все они весьма сходи между собой, так как служат для вывода газа из двух источников и регулировки параметров подачи;
- Шланги – служат для соединения горелки с баллонами. Их требуется грамотно хранить и тщательно ухаживать за ними, так как при поломке может возникнуть опасная ситуация.
- Манометр – инструмент для измерения давления в баллоне, который обязательно должен присутствовать во время процесса. Это требуется, чтобы следить за количеством оставшегося газа, чтобы соблюдать соответствующие режимы.
- Баллоны с газом – сварка алюминия может проходить при помощи кислорода, как основного вещества, задающего температуру горения, а также ацетилена, пропана и прочих сопутствующих газов.
- Присадочная проволока – материал, который будет подаваться в качестве основного вещества, формирующего шов соединения. Подбор марки проволоки осуществляется согласно марке алюминия или его сплава. Когда идет сварка алюминия газосваркой, то требуется, чтобы материал проволоки был максимально идентичен основному материалу на заготовке. Если осуществляется газовая сварка алюминия толщиною до 2 мм, то проволока должна быть 1-1,5 мм. Если толщина до 5 мм, то диаметр проволоки должен быть 1,5-3 мм, а свыше 5 мм – проволока от 4 и выше.
«Важно!
Перед каждым использованием газового оборудования нужно убедиться в его работоспособности.»
Подготовка кромок
Сварка алюминия газовой горелкой хоть и проходит проще, чем электрическая, но глубина приваривания от этого страдает, так что требуется дополнительно подготавливать кромки. Если толщина заготовки составляет менее 4 мм, то эта процедура не является обаятельной, так как мощности горелки будет вполне достаточно, чтобы достать на такую глубину. В ином случае требуется придать кромкам деталей со стороны соединения «V»-образную форму.
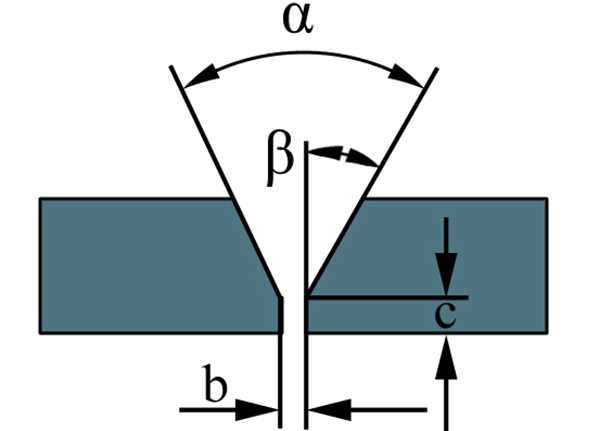
Подготовка кромок к газовой сварке алюминия
Угол скоса может составлять от 30 до 45 градусов, в зависимости от толщины, так как чем она выше, тем больше должен быть угол. Для этого потребуется большее количество присадочного материала, но благодаря этому соединение окажется более качественным. Обработка происходит при помощи болгарки, напильника или других металлорежущих инструментов.
Пошаговая инструкция
Прежде всего следует разобраться с параметрами. Параметры сварки алюминия, в зависимости от толщины, выглядят так:
| Толщина заготовки, мм | 0,5—0,8 | 1 | 1,2 | 1,5-2 | 3-4 |
| Мощность ацетиленовой горелки, литр/час | 50 | 75 | 75-100 | 150-300 | 300-500 |
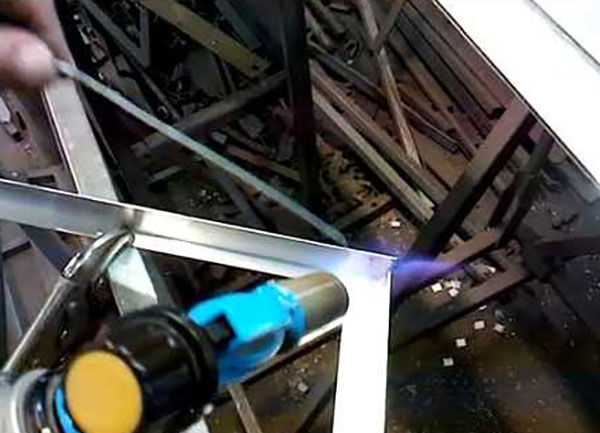
- Сварка алюминия газовой горелкой начинается с подготовки материала, так как алюминий требуется очистить от налетов и обезжирить, а также зачистить от пленки окиси и подготовить кромки;
- Затем следует выложить флюс, который улучшит качества сваривания и поможет бороться с окислительной пленкой, которая очень быстро появляется на металле;
- Затем можно подогреть металл, чтобы он не деформировался от резких перепадов температуры и на нем расплавился флюс;
- Затем уже идет непосредственный процесс сварки алюминия, путем подачи присадочного материала в место образования валика шва;
- Когда все будет окончено, то желательно постепенно снижать мощность горелки, подогревая металл, чтобы снять с него напряжения;
- После остывания шов нужно обработать, оббив шлак и зачистив его до эстетически приемлемого вида.
«Важно!
Сварка алюминиевых конструкций может происходить при различных режимах, так что не стоит забывать менять настройки, так как это во много определяет качество соединения.»
Техника безопасности
Газовая сварка алюминия и его сплавов является небезопасным процессом, как и любая работа с газом. Перед каждым использованием оборудования нужно убеждаться в его целостности и внимательно следить за показанием манометра. Сами баллоны желательно отставлять как можно далее от источника пламени, так как сварка алюминия горелкой дает открытое пламя, которое может привести к детонации. Также нужно следить, чтобы не пережимались шланги во время работы, что также может стать причиной несчастного случая.
svarkaipayka.ru
Сварка алюминия газом
Газовая сварка алюминия является широко используемым процессом в промышленных сферах, поскольку алюминий владеет востребованными свойствами, которые не заменимы. В основном данный процесс считается соответственно легким, но металл обладает плохими свойствами свариваемости, из-за чего затрудняется работа с ним. Газовое сваривание имеет несколько негативных нюансов, как и электродуговое, которое работает при сварочном трансформаторе.
Главные затруднения появляются потому, что имеется большой шанс образования брака. Коэффициент расширения способствует нестандартной усадке, поэтому стоит следить как за режимами сварки, так и за толщиной формирования шва. Несмотря на это часто возникают различные микротрещины и поры, для защиты которых используется особая среда. При сваривании алюминия при помощи газа можно достигнуть двух целей сразу, таких, как температурное воздействие для расплавления, и наличие защищающей среды от вредных внешних факторов.
Несмотря на все это, приходится бороться со свойством высокой текучести алюминия в расплавленном состоянии. Газовое сваривание помогает справляться с подобными ситуациями, но все же она имеет свои способности, которые не стоит забывать. Сваривание аргоном является весьма эффективным способом, но он не имеет соотношения с газовым свариванием, поскольку тут главным источником является электрическая дуга. Основной проблемой приходится удаление оксидной пленки, которая расплавляется при температуре 2000 градусов, в то время как плавление алюминия начинается при 700.

Преимущества
- Газовое сваривание алюминия происходит на небольшой скорости, благодаря чему шов качественно формируется, процесс варки происходит гораздо дольше в отличие электродуговой;
- Применение рабочего газа в качестве защиты сварочной ванны, от попадания в нее различной грязи, мусора, и атмосферного воздуха;
- Отсутствие применение электродов с обмазкой, где часто содержится водород, приводящий к появлению напряжения в металле;
- Высокий уровень качества сваривания, в независимости от опыта сварщика;
- Возможность производить длинные неотрывные швы, благодаря использованию присадочного материала;
- Преимущественно проще работать с тонкими листами;
- Применение газового пламени для подогрева и остывания детали.

Недостатки
- Применение газа, из-за которого требуются усиленные меры по технике безопасности;
- Подготовительные к процессу работы и уборка рабочего места в окончании занимают максимум времени;
- Весьма дорогостоящее оборудование в отличии других видов сваривания
- Используется множество приспособлений.
Материалы и инструмент

Для осуществления газового сваривания алюминия потребуются необходимые приспособления такие как:
• Газовая горелка – через нее происходит подача газа для сварки металла. Разновидностей горелок множество, но все они имеют два отверстия для подачи газа и возможность регулировать параметры;
• Шланги – соединяются между баллоном и горелкой, требуется особое внимание, поскольку небрежное обращение может привести к утечке газа из-за трещин;
• Баллон с газом — здесь сварка металла происходит в основном благодаря кислороду, так же существуют другие газы как ацетилен и пропан;
• Присадочный материал – в основном это проволока, которая подается в качестве основного материала, формирующая сваривание. Виды проволоки подбираются идентично, в соответствии с качествами подготовленной к свариванию алюминиевой заготовке. Если производить газовое сваривание алюминия толщиной до 2мм, то проволока должна быть 1-1.5мм. Когда толщина до 5мм, проволока должна составлять 1.5-3мм, а больше 5мм, — проволока от 4мм и выше.

Подготовка кромок
При газовом сваривании алюминия очень сложно достичь требуемой глубины провара, поэтому для качественного шва нужно скашивать кромки. Когда толщина листа меньше 4мм, скос не является обязательным, поскольку температуры плавления горелки хватит для соответствующего провара.
В остальных случаях нужно совершить скос под углом от 30 до 45 градусов, наклон увеличивается, если толщина заготовки будет другая. Возможно, понадобится много проволоки, однако качество шва будет соответствовать проделанной работе. В завершении зачистка производится с помощью болгарки, напильника, или других подобных приспособлений.

Пошаговая инструкция
- Вначале заготовку требуется хорошенько почистить, снять жир, удалить оксидную пленку, и произвести скос кромок;

- Далее следует разложить флюс на месте будущего шва, он увеличит качество свариваемости, и предотвратит появление оксидной пленки на протяжении всего процесса;
- Требуется разогреть металл до необходимой температуры, что бы избежать деформации от перепада температуры, и плавления флюса;
- После начинается основной процесс сварки алюминия, где производится подача проволоки, на место образования валика шва;
- После завершения процесса, требуется понемногу понижать температуру горелки, разогревая металл, что бы избежать теплового напряжения;
- После того как деталь остынет, требуется отбить шлак и почистить ее до необходимого вида.

Меры осторожности
Процесс газового сваривания алюминия является опасным для жизни, как и другие разновидности сварки с применением газа. Перед началом процесса требуется убедиться в исправности оборудования, внимательно просмотрев стрелки манометра. Баллон следует поставить в радиусе 5 метров от места сварочных работ, поскольку пламя горелки может привести к взрыву. Бережно обращаться со шлангами не повредив их, поскольку может произойти утечка газа, что тоже не безопасно.
svarkagid.com