Сварка горячей проволокой – Сварка TIG горячей проволокой с производительностью MIG / Статьи и обзоры / Элек.ру
alexxlab | 23.06.2019 | 0 | Вопросы и ответы
Сварка TIG горячей проволокой с производительностью MIG / Статьи и обзоры / Элек.ру
17 января 2014 г. в 10:35, 1140
При условии, что аппарат эксплуатируется квалифицированными сварщиками или процесс механизирован, отсутствие брызг, практическое отсутствие шлаков. Основным недостатком является низкая производительность процесса по сравнению с другими видами сварки. Из-за этого недостатка процесс TIG сварки часто отклоняется в пользу более производительных процессов.
Вопрос о повышении эффективности TIG-процесса привел к разработке специального высокопроизводительного способа сварки TIG с присадкой горячей проволоки на сварочном оборудовании фирмы EWM.
На сегодняшний день в предложении EWM есть три варианта увеличения производительности процесса TIG сварки:
- TIG сварка с автоматической подачей холодной проволоки
- TIG сварка с автоматической подачей горячей проволоки
- TIG сварка с автоматической подачей холодной либо горячей проволоки с системой колебания проволоки.
Первый вариант относительно прост, понятен и известен. Ниже кратко рассмотрим второй и третий вариант.
Для демонстрации процесса TIG сварки с механизированной подачей холодной/горячей проволоки – свяжитесь с нами. Демонстрация производится в г.Москва.
Сварка TIG горячей проволокой
Сварка TIG горячей проволокой представляет собой следующую ступень развития сварки TIG холодной проволокой. Присадочный материал нагревается от отдельного источника посредством резистивного нагрева проволоки с подводом тока к контактному наконечнику. За счет улучшенного теплового баланса метода по сравнению со сваркой холодной проволокой появляется много преимуществ.

Система TIG с горячей подачей проволоки
Оптимально согласованная мобильная система сварки горячей проволокой, состоит из следующих компонентов:
- передвижной источник сварочного тока Tetrix;
- устройство подачи проволоки Tetrix Drive;
- источник сварочного тока для предварительного нагрева проволоки;
- горелка для сварки горячей проволокой с устройством подачи проволоки и контактом с горячей проволокой.
Особенности
- TIG сварка с горячей подачей проволоки – дальнейшее развитие TIG сварки с «холодным» подающим
- Присадочный материал предварительно нагревается отдельным источником питания
- Увеличение скорости сварки до 100%
- Увеличение коэффициента наплавки до 60%
- Снижение вероятности образования дефектов
- Простота применения благодаря синергетическому управлению
- Узкая зона тепловложения, снижение деформации
- Отсутствие брызг
- Универсальность применения как «холодной», так и «горячей» подачи присадочного материала
Области применения:
- Сварка легированных и высоколегированных сталей
- Высококачественная и высокопроизводительная сварка в химической, пищевой, авиационной промышленности
- Подходит для ручной, механизированной и роботизированной сварки
Преимущества сварки TIG горячей проволокой

Сварка TIG HOTWIRE (TIG горячая проволока) — значительное увеличение скорости сварки по сравнению с TIG COLDWIRE ( TIG холодная проволока)
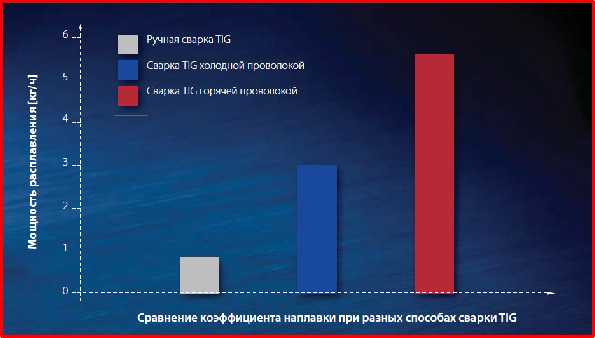
Экономичное решение – коэффициент наплавки процесса TIG HOTWIRE сопоставим с показателями процесса MIG/MAG
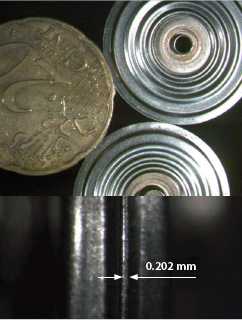
Пример применения: сварка нержавеющей стали больших толщин
Устройства холодной и горячей подачи проволоки для сварки TIGc системой колебания проволоки
Последней разработкой фирмы EWM стало устройства холодной и горячей подачи проволоки для сварки TIG c системой колебания проволоки в одном корпусе – TigSpeed drive. Теперь для подачи горячей проволоки не требуется использовать механизм подачи TIG Tetrix DRIVE 4 L и источник сварочного тока для предварительного нагрева проволоки.Сварка TigSpeed — логичное расширение возможностей сварки TIG холодной и горячей проволокой. Во время подачи проволоки происходит наложение непрерывного движения проволоки вперед и движений проволоки вперед-назад. Благодаря этому достигается стабильность сварочного процесса с высокой мощностью расплавления, который расширяет возможности применения данного метода сварки.
TIG SPEED DRIVE – в одном корпусе подающий и источник тока

Особенности
| TIGSPEED DRIVE CW | TIGSPEED DRIVE HW |
|---|---|
| |
Технические характеристики
| Сварочный ток | 40 A-180 A |
| Продолжительность включения 40° C | 180 A / 35 % 150 A / 60 % 130 A / 100 % |
| Вес устройства подачи проволоки | 29 кг |
www.elec.ru
Сварка TIG горячей проволокой с производительностью MIG
Преимуществом сварки неплавящимся электродом TIG является очень высокое качество сварного шва, она позволяет делать высококачественные сварные соединения с идеальным внешним видом шва.
При условии, что аппарат эксплуатируется квалифицированными сварщиками или процесс механизирован, отсутствие брызг, практическое отсутствие шлаков. Основным недостатком является низкая производительность процесса по сравнению с другими видами сварки. Из-за этого недостатка процесс TIG сварки часто отклоняется в пользу более производительных процессов.
Вопрос о повышении эффективности TIG-процесса привел к разработке специального высокопроизводительного способа сварки TIG с присадкой горячей проволоки на сварочном оборудовании фирмы EWM.
На сегодняшний день в предложении EWM есть три варианта увеличения производительности процесса TIG сварки:
- TIG сварка с автоматической подачей холодной проволоки
- TIG сварка с автоматической подачей горячей проволоки
- TIG сварка с автоматической подачей холодной либо горячей проволоки с системой колебания проволоки.
Первый вариант относительно прост, понятен и известен. Ниже кратко рассмотрим второй и третий вариант.
Для демонстрации процесса TIG сварки с механизированной подачей холодной/горячей проволоки – свяжитесь с нами. Демонстрация производится в г.Москва.
СВАРКА TIG ГОРЯЧЕЙ ПРОВОЛОКОЙ
Сварка TIG горячей проволокой представляет собой следующую ступень развития сварки TIG холодной проволокой. Присадочный материал нагревается от отдельного источника посредством резистивного нагрева проволоки с подводом тока к контактному наконечнику. За счет улучшенного теплового баланса метода по сравнению со сваркой холодной проволокой появляется много преимуществ.

Система TIG с горячей подачей проволоки
Оптимально согласованная мобильная система сварки горячей проволокой, состоит из следующих компонентов:
– передвижной источник сварочного тока Tetrix;
– устройство подачи проволоки Tetrix Drive;
– источник сварочного тока для предварительного нагрева проволоки;
– горелка для сварки горячей проволокой с устройством подачи проволоки и контактом с горячей проволокой.
Особенности
- TIG сварка с горячей подачей проволоки – дальнейшее развитие TIG сварки с «холодным» подающим
- Присадочный материал предварительно нагревается отдельным источником питания
- Увеличение скорости сварки до 100%
- Увеличение коэффициента наплавки до 60%
- Снижение вероятности образования дефектов
- Простота применения благодаря синергетическому управлению
- Узкая зона тепловложения, снижение деформации
- Отсутствие брызг
- Универсальность применения как «холодной», так и «горячей» подачи присадочного материала
Область применения
- Сварка легированных и высоколегированных сталей
- Высококачественная и высокопроизводительная сварка в химической, пищевой, авиационной промышленности
- Подходит для ручной, механизированной и роботизированной сварки
Преимущества сварки TIG горячей проволокой

Сварка TIG Hotwire (TIG горячая проволока) – значительное увеличение скорости сварки по сравнению с TIG Coldwire ( TIG холодная проволока)
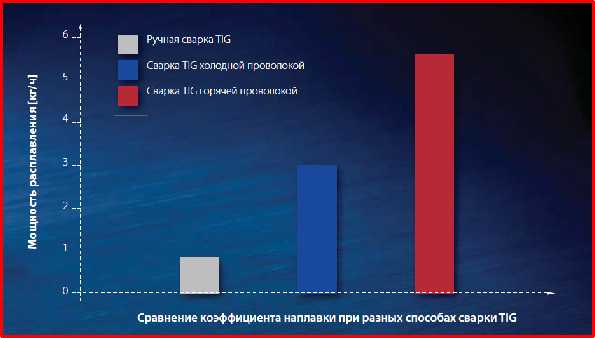
Экономичное решение – коэффициент наплавки процесса TIG Hotwire сопоставим с показателями процесса MIG/MAG
Пример применения – сварка нержавеющей стали больших толщин.
Устройства холодной и горячей подачи проволоки для сварки TIG c системой колебания проволоки
Последней разработкой фирмы EWM стало устройства холодной и горячей подачи проволоки для сварки TIG c системой колебания проволоки в одном корпусе – TigSpeed drive. Теперь для подачи горячей проволоки не требуется использовать механизм подачи TIG Tetrix DRIVE 4 L и источник сварочного тока для предварительного нагрева проволоки.
Tig Speed drive – в одном корпусе подающий и источник тока

Особенности
| TigSpeed drive CW | TigSpeed drive HW |
|---|---|
|
|
|
|
Технические характеристики
| Скорость подачи проволоки | 0,5 м/мин – 15 м/мин |
| Сетевое напряжение (допуски) | 230 В |
| Сварочный ток | 40 A – 180 A |
| Продолжительность включения 40° C | 180 A / 35 % 150 A / 60 % 130 A / 100 % |
| Габариты устройства подачи проволоки (ДxШxВ), мм | 624x342x480 |
| Вес устройства подачи проволоки | 29 кг |
Видео. EWM сварка TIG горячей проволокой.
www.alfamag.pro
Сварка ТIG горячей и холодной проволокой
tigSpeed drive 45 / tigSpeed drive 4 Rob
Во время подачи проволоки происходит наложение поступательного движения и одновременных движений проволоки вперед-назад. Сварочный процесс очень стабилен при высокой мощности расплавления. Системы tigSpeed доступны в исполнениях для сварки холодной проволокой (coldwire) и горячей проволокой (hotwire), а также для ручной и автоматизированной сварки.
- TIG 200G CW HFL:
- TIG 450W CW/HW HFL:
- comfyTig 18-1 CW/HW:
горелка для сварки ТIG холодной проволокой с газовым охлаждением, 12-контактная, Up/Down, суппорт поворачивается на 270°
горелка для сварки ТIG холодной и горячей проволокой с водяным охлаждением, 12-контактная, Up/Down, суппорт поворачивается на 270°
TIG 200G CW HFL:
200 A/35 %* 140 A/35 %**
TIG 450W CW/HW HFL:
400 A/100 %* 280 A/100 %**
comfyTig 18-1 CW/HW:
290 A/100 %* 190 A/100 %**
Подробнее о TIG 200G CW HFL
Подробнее о TIG 450W CW HFL Подробнее о TIG 450W HW HFL
Подробнее о comfyTig 18-1 CW Подробнее о comfyTig 18-1 HW
*постоянный ток **переменный ток
- Горелка для автоматизированной сварки TIG-MT с поддержкой сварки холодной/горячей проволокой
- Ступенчатая регулировка 4-х осей
- Доступно для Tetrix Drive, tigSpeed 45 и tigSpeed drive 4 Rob
- Три горелки на выбор:
TIG-MT 200G
TIG-MT 300W
TIG-MT 500W
TIG-MT 200G:
TIG-MT 300W:
300 A/100 % (постоянный ток) 210 A/100 % (переменный ток)
TIG-MT 500W:
500 A/100 % (постоянный ток) 350 A/100 % (переменный ток)
anot.su
Инновационные процессы сварки ВИГ и плазменной сварки от компании EWM
Инновационные процессы сварки ВИГ и плазменной сварки от компании EWM
Множество функций, позволяющих экономить время и деньги!
Как технологический лидер компания EWM в течение многих десятилетий занимается исследованиями и разработками, призванными сделать сварку еще проще, экономичнее и прежде всего гарантировать получение запланированного результата. Вместе с этим изучаются и анализируются комплексное взаимодействие отдельных компонентов и параметров, чтобы таким образом оптимизировать весь сварочный процесс.
Свои ключевые электротехнические ноу-хау компания EWM последовательно преобразует в новейшие инверторные и микропроцессорные технологии.
Сварка – одна из ключевых технологий, приобретенных человеком. Она не просто развивается параллельно с человечеством, но и делает возможным его прогресс в течение вот уже многих сотен лет. Сегодня сварка встречается нам в самых разнообразных проявлениях. Мы соединяем металлы в гигантские сооружения или изготовляем из тончайших материалов филигранные конструкции. В повседневной жизни мы, часто сами того не зная, полагаемся на качество и долговечность этих соединений.

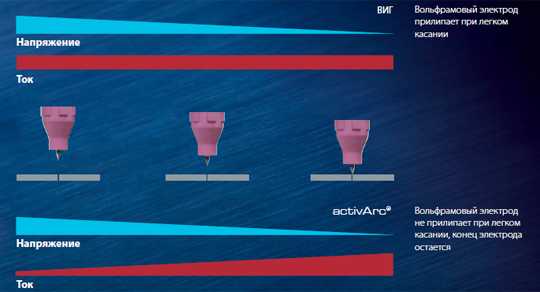
activArc®
Динамическая сварочная ВИГ-дуга с компенсированной мощностью сварочной дуги
activArc®:
- Динамическая сварочная ВИГ-дуга обеспечивает направленное и концентрированное внесение тепла
- Надежная сварка ВИГ во всех положениях и при любой толщине листа
- Полный контроль энергии сварочной дуги
- Влияние вязкости расплава
- Четкая концентрация энергии и возрастающее давление сварочной дуги при ее уменьшении
- Исключение ошибок при сварке прихватками – вольфрамовый электрод не прилипает при легком касании расплава
Без activArc®При изменении длины сварочной дуги изменяется напряжение, что влечет за собой колебания мощности сварочной дуги. |
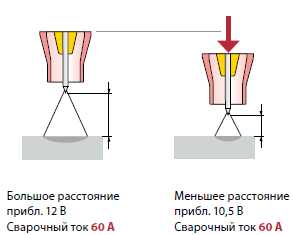 |
С activArc®Колебания мощности сварочной дуги компенсируются при изменении ее длины. |
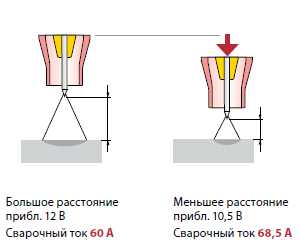 |
Контролируемое внесение теплаСварочный ток повышается при уменьшении сварочной дуги. Сварочный ток снижается при увеличении сварочной дуги. |
Более простая и надежная сварка ВИГ!
|
Требование: Достаточная концентрация энергии и высокое давление сварочной дуги для надежного пограничного схватывания Проблема: Постоянный сварочный ток и пониженная мощность из-за снижения сварочного напряжения Решение с технологией activArc: Снижение напряжения при уменьшении сварочной дуги компенсируется за счет возрастания сварочного тока.
|
|
|
Требование: Низкая концентрация энергии и низкое давление сварочной дуги для лучшего контроля расплава Проблема: Постоянный сварочный ток и повышающаяся мощность при повышающемся напряжении Решение с технологией activArc: Снижение сварочного тока при увеличении сварочной дуги
|
См. также: EWM-forceArc® – сварка с глубоким проваром за счет короткой сжатой дуги
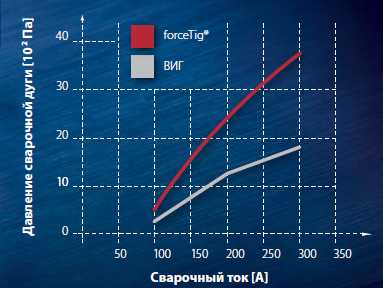
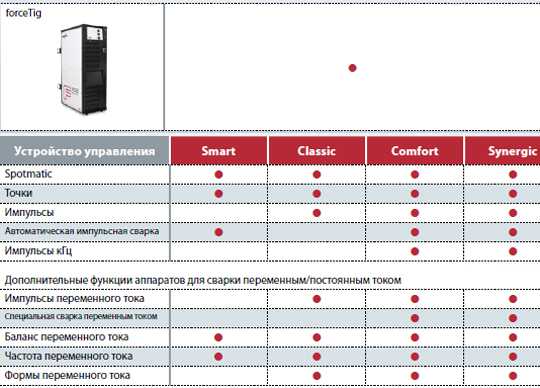
forceTig®
Процесс сварки ВИГ с более концентрированной сварочной дугой для лучшего провара и более высокой скорости сварки
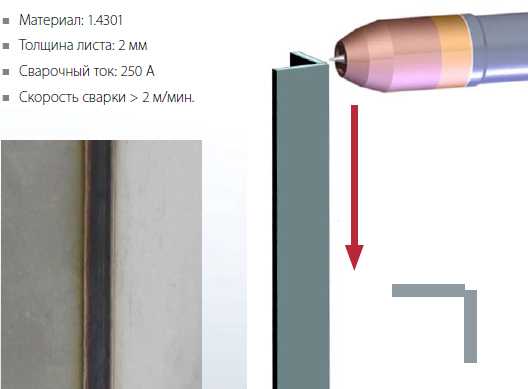
forceTig®:
- Стабильная сварочная дуга при высокой скорости обработки (более 3 м/мин.), например, при пайке листов для кузовов
- Четко сфокусированная сварочная ВИГ-дуга с высокой концентрацией энергии
- Более узкие швы по сравнению со плазменной или лазерной сваркой
- Возможна однослойная сварка листов малой и большой толщины
- Для полностью механизированных и автоматизированных производственных процессов
- Пайка и сварка тонкой листовой стали на высокой скорости
Преимущества сварки ВИГ
|
Преимущества лазерной сварки
|
forceTig® – Сочетание преимуществ
|
Универсальность – для тонких и толстых листов!
Сравнение давления сварочной дуги ВИГ/forceTig®
Сварка углового шва в положении PG forceTig® Угловой стык
Плазменная сварка
Сфокусированная сварочная дуга с высокой концентрацией энергии.
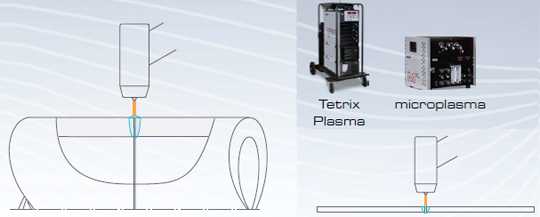
Плазменная сварка:
- Сфокусированная, стабильная по направленности сварочная дуга
- Безопасность при повторном зажигании дуги
- Стабильный процесс микроплазменной сварки даже при очень низком значении сварочного тока (от 0,1 А)
- Плазменная сварка со сквозным проплавлением с безупречным формированием корнем шва
- Возможна сварка разных материалов (например, цветные металлы, пластмасса)
- Высокая скорость сварки при полностью механизированной или автоматизированной обработке
- Незначительное коробление материала за счет меньшего внесения тепла
Плазменная дуга: Характеристики
- Суженная, почти цилиндрическая сварочная дуга
- Высокая концентрация энергии
- Небольшой угол расхождения луча (T= от 10 000° до 20 000°K)
- Стабильна даже при очень низком значении тока от 0,1 А (микроплазменная сварка)
- Очень стабильная по направленности
- Невосприимчива к изменению расстояния между горелкой и заготовкой
- Высокая безопасность зажигания благодаря дежурной дуге
Плазменная дуга: Преимущества для практического использования
- Более высокая скорость сварки по сравнению со сваркой ВИГ, в первую очередь, при обработке листов толщиной более 2,5 мм (плазменная сварка со сквозным проплавлением)
- Надежное проникновение в слой до 8 мм (высоколегированные стали) и 10 мм (нелегированные стали)
- Узкие зоны термического влияния, незначительная побежалость
- Минимальное коробление
- Оптимальное соотношение ширины шва к глубине
- Контролируемая глубина провара
- Практически полное отсутствие выпуклости и провисания сварного шва позволяет свести к минимуму ручную доработку
- Лучшее решение для предварительной обработки, чем сварка ВИГ
- Невосприимчива к смещению кантов заготовок
- Меньшая чувствительность к допускам деталей, которые приводят к изменению длины сварочной дуги
- Отсутствие вольфрамовых включений в металле
- Меньше расплава
Быстро и надежно для реализации самых высоких требований к качеству!
Плазменная сварка/плазменная сварка со сквозным проплавлением
|
 |
Микроплазменная сварка
|
 |
См. также: Оборудование для плазменной сварки (Plasma)
Холодная проволока. Горячая проволока
Эффективные и продуктивные процессы сварки ВИГ благодаря механизированной подаче сварочных расходных материалов
Холодная проволока:
- Эффективное управление процессом сварки ВИГ
- Отличное решение также при ручной сварке длинных швов и больших поперечных сечений
- Более высокая скорость сварки и мощность расплавления по сравнению со стандартной сваркой ВИГ
- Подходит также для цветных металлов, например алюминия и алюминиевых сплавов
Горячая проволока:
- Более высокая мощность расплавления по сравнению со сваркой MIG/MAG
- Высокая скорость сварки
- Низкая вероятность образования дефектов сварки
- Хорошо подходит для сварки узких зазоров и наплавки
- Высококачественный мелкочешуйчатый шов
- Особенно эффективно при механизированной и автоматизированной обработке
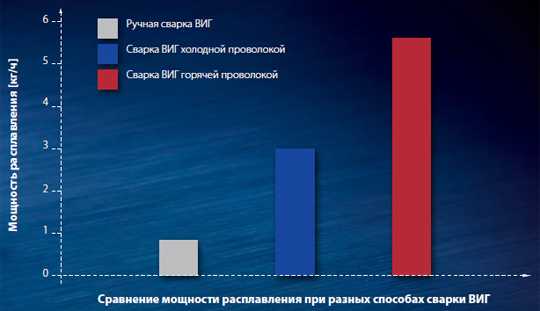
Сварка ВИГЕсли рассматривать обрабатываемый материал, толщину стенок и положения при сварке, то сварку ВИГ можно считать наиболее универсальным методом. Она позволяет делать высококачественные сварные соединения. |
|
Сварка ВИГ холодной проволокойЧтобы сделать процесс сварки ВИГ проще и удобнее и одновременно повысить скорость сварки, была разработана технология сварки ВИГ холодной проволокой. Присадочный материал при этом подается устройством подачи проволоки в сварочную ванну. Мощность расплавления при этом все же ограничена. |
|
Сварка ВИГ горячей проволокойСварка ВИГ горячей проволокой представляет собой следующую ступень развития сварки ВИГ холодной проволокой. Присадочный материал нагревается от отдельного источника тока посредством резистивного нагрева на свободном конце проволоки между контактной трубкой горелки для сварки горячей проволокой и расплавом. За счет улучшенного теплового баланса метода по сравнению со сваркой холодной проволокой появляются много преимуществ. |
Сварка ВИГ горячей проволокой. Увеличение скорости сварки на 100 %!
Преимущества сварки ВИГ горячей проволокой
- Увеличение скорости сварки до 100 %
- Повышение мощности расплавления до 60 %
- Уменьшение степени смешивания до 60 %
- Больше расплава (30-50 %) при одинаковой мощности сварки
- Простая сварка в неудобных положениях

spotArc®
Точечная сварка ВИГ spotArc® – идеальное соединение листового металла
- Универсальный метод, позволяющий соединять два листа как одинаковой, так и разной толщины
- Оптимальное решение для ручной и автоматизированной сварки заготовок прихватками
- Простота применения – сварка проводится только на одной стороне
- Безупречное качество шва с незначительным короблением благодаря минимальному внесению тепла
- Эргономичная форма горелки для более удобного использования и оптимального приложения усилия
- Выгодное решение из стандартных компонентов: Аппарат для сварки ВИГ постоянным током от EWM, горелка для точечной сварки ВИГ, а также точечный дистанционный регулятор в качестве дополнительной опции
- Альтернатива сварке сопротивлением с более простым использованием
Улучшенное формирование поверхности
- Более плоские точки по сравнению с точечной сваркой MAG
- Идеальное соединение точек благодаря минимальному термовложению
- Очень низкое термическое напряжение и незначительное коробление за счет сокращения времени сварки
- Чистый шов идеален для лицевых соединений
Для каждой области применения соответствующая форма сопла
Spotmatic
Точка за точкой для идеального ВИГ-шва с минимальным временем сварки точки и временем прихватывания
Spotmatic – снижение производственных расходов до 50 %

- В отличие от других аппаратов, нет необходимости нажимать кнопку, что экономит 50 % времени прихватывания
- Практичное и инновационное решение
- Легко воспроизводимые результаты сварки
- Нет необходимости в использовании специальной горелки, стандартной горелки для сварки ВИГ вполне достаточно!
- Можно выполнять сотни точек прихваток, не шлифуя вольфрамовый электрод
Надежность – быстрый и простой в использовании

- Простое использование – этот аппарат смогут освоить также начинающие сварщики
- Сварочная дуга больше зажигается путем нажатия кнопки горелки, а при прикосновении кончика электрода к заготовке с соответствующей задержкой
- Прилипание электрода исключено
Качество и воспроизводимость

- Одинаковый внешний вид точек прихваток
- Результаты точечной сварки сопоставимы с механизированной или автоматизированной сваркой
- Нет необходимости выполнять “качательные движения” при запуске и остановке процесса точечной сварки
- Исключение неточных результатов сварки
Множество функций, позволяющие экономить время и деньги
Импульсы. Импульсы переменного тока
Экономия расходов благодаря надежной сварке ВИГ
При импульсной сварке ВИГ выполняется попеременное переключение между двумя разными сварочными токами – импульсным током, и током паузы (основным током). Время, а соответственно и частоту и импульсное отношение можно отрегулировать в соответствии с вашими требованиями на аппарате или при помощи дистанционного регулятора. Импульсная сварка ВИГ возможна как при постоянным (DC), так и переменном (АС ) токе.
Сложные сварочные задания выполняются легко
- Лучший контроль расплава в неудобных положениях и в положении PF
- Простое перемыкание между большими зазорами и зазорами других размеров
Безупречное качество сварного шва
- Незначительное внесение тепла vТочное управление термовложением
- Минимальное коробление материала
- Уменьшение погонной энергии, оптимальное решение для сварки хромоникелевой стали и теплочувствительных материалов
- Сварочный шов с очень равномерной чешуйчатостью – оптимальное решение для лицевых швов
Импульсы кГц
от 0,05 – 15 кГц
- Сужение сварочной дуги с увеличением частоты
- Концентрация энергии сварочной дуги на меньшей поверхности
- Стабильность сварочной дуги даже при очень большой скорости сварки
- Небольшие зоны термического влияния vЛучшая поверхность шва
Автоматическая импульсная сварка
Для повышения стабильности сварочной дуги и качества провара, особенно при низких значениях тока, автоматически подаются токовые импульсы.
Идеальная область применения – это сварка прихватками и точечная сварка заготовок.
- Частота импульсов зависит от сварочного тока
- Благодаря колебаниям в сварочной ванне идеально подходит для сварки прихватками или сварки без присадочного материала
Функции переменного тока – оптимальное решение для сварки алюминия
Специальная сварка переменным током
Режим работы “Специальная сварка переменным током” является вариантом импульсной сварки ВИГ, в котором можно переключать между переменным током в импульсной фазе и постоянным током в фазе основного тока. Сварочный ток и соответствующее время можно также настроить отдельно для каждой фазы.
- Идеально подходит для сварки вертикальных швов снизу вверх без маятникового поступательного движения
- Контролируемое формирование корня шва при сварке тонких листов встык
- Более высокая скорость сварки при полностью механизированной и автоматизированной обработке с и без присадочного материала
- Безупречный внешний вид шва, глубокий провар благодаря высокой токонагрузочной способности вольфрамового электрода
Формы переменного тока
- Синусоидальная – тихая сварочная дуга, расплав с низким уровнем вибрации, идеально подходит для сварки с присадочными материалами, низкая нагрузка на электрод
- Трапецеидальная – универсальная
- Прямоугольная – отличное очищающее воздействие, высокая нагрузка на электрод, надежный переход через нулевое значение
Частота переменного тока
50 – 200 Гц
- Высокая частота – узкая, суженная сварочная дуга, обеспечивающая глубокий провар
- Низкая частота – широкая сварочная дуга
Баланс переменного тока
от – 30 % до + 30 %
- Положительная составляющая тока – хорошая очистка, высокая нагрузка на электрод
- Отрицательная составляющая тока – глубокий провар, низкая нагрузка на электрод
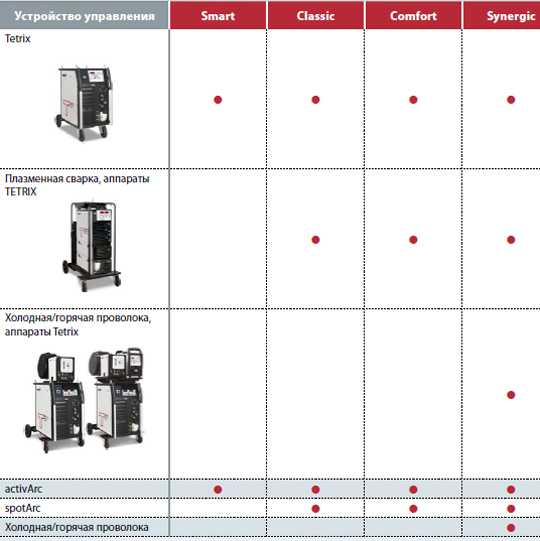
Приборы и методы от EWM – для каждого требования оптимальное решение
Покупая сварочные системы EWM, наши клиенты получают инструменты, которые позволяют выполнять индивидуальные сварочные задания быстрее, дешевле и качественнее.
Обзор инновационных процессов сварки ВИГ/плазменной сварки
По вопросам приобретения инновационного сварочного оборудования EWM обращайтесь:
Компания «ДельтаСвар», Екатеринбург
тел./факс: +7 (343) 384-71-72 многоканальный
www.DeltaSVAR.ru
Читайте также:
Новые модели автоматических сварочных кареток 2019 года
Представляем новые модели автоматических сварочных кареток. Автоматические сварочные каретки нового поколения позволяют без каких-либо сложностей выполнять сварные швы в самых различных пространственных положениях.
…
Как правильно выбрать сварочную систему E.Z.Arc?
Универсальная сварочная система E.Z.Arc от тайваньского производителя ProArc предназначена для кольцевой сварки различных изделий круглого сечения. Система представляет собой комбинацию широкого диапазона позиционеров с различными компонентами для автоматизации сварки тел вращения. E.Z.Arc может легко дополняться различными компонентами для более облегченной работы.
…
Сварочные экраны и перегородки – важная защита на производстве
Эффективная охрана труда на металлообрабатывающем производстве делает безопаснее работу не только самого сварщика, но и каждого работника в цехе. Ведь сварочное излучение, шум и брызги создают опасность также и для посторонних людей, находящихся поблизости от рабочего места сварщика. Современные системы экранов и перегородок ограждают сварочные посты друг от друга, защищая работников от отражений сварочного излучения.
…
Новая линейка сварочных позиционеров ProArc грузоподъемностью 100 и 200 кг
Представляем вашему вниманию обновленную линейку сварочных позиционеров ProArc грузоподъемностью 100/200 кг: PT-103, 104, 203, 204. Новая микроконтроллерная система обеспечивает дополнительную стабилизацию скорости вращения, уменьшение сервисного обслуживания и более компактный дизайн. Позиционеры ProArc идеально сочетаются со сварочным источником любого производителя и представлены теперь в белом цвете.
…
Современное решение затачивания вольфрамовых электродов
Представляем вашему вниманию портативную машинку для заточки вольфрамовых электродов WAG 40, отвечающую требованиям безопасной и экологически чистой заточки вольфрамовых электродов, необходимых для TIG, плазменной и орбитальной сварки. Эффективная и высококачественная заточка вольфрамового электрода обеспечивается благодаря продольному затачиванию, бесступенчатой регулировке угла заточки, увеличенному в 3 раза ресурсу алмазного шлифовального диска и прилагаемому держателю электрода.
…
Поделиться ссылкой:
www.deltasvar.ru
Сварка полуавтоматом без газа обычной проволокой
Полуавтоматический тип сварки является одной из разновидностей классической электродуговой сварки. Подобный вид сварки имеет различие в том, каким именно образом электрод попадает в рабочую область. Для этого применяется специальная сварочная проволока, которая и выступает в качестве электрода. Она беспрерывно поступает в сварочную головку с неизменным темпом с помощью механического привода.

На сегодняшний день возможно проведение сварочных работ полуавтоматом с использованием углекислой газовой среды или без неё. Это требуется для того, чтобы полностью исключить вероятность попадания воздуха в зону сварки, иначе, в результате контакта с окружающей средой, шов окажется мягкий и непрочный. Именно для этой цели необходимы баллоны под высоким давлением с такими газами, как: аргон, гелий, углекислотой или их смесями. Однако данный вид сварки является довольно трудоёмким и затратным, а если необходимо всего лишь сделать пару небольших швов, то явно не будете покупать и заправлять газовый баллон.
В таком случае многие задаются вопросом , а возможна ли сварка полуавтоматом без газа обычной проволокой ?
Для создания точек ( прихваток) он может и сгодится, но для формирования качественного шва полностью не пригоден. Шов получится неровным, не говоря уже про качество. И если вы только знакомитесь с процессом полуавтоматической сварки, то сварочный полуавтомат без газа принесет вам одно разочарование.
Значит все же придется раскошелиться на покупку газового баллона и сопутствующего оборудования?
Предлагаю ознакомиться с возможным выходом из положения.
Сварка полуавтоматом порошковой проволокой без газа
Этот вид сварки без газа возможен благодаря использованию так называемой порошковой проволоки для автомата или, как её ещё называют, флюсовой проволоки. Изнутри её стержень заполнен специальным флюсованным порошком. Во время проведения сварочных работ, флюс нагревается под высокой температурой и образует небольшое газовое облако, радиус которого достаточен для защиты расплавленного металла.
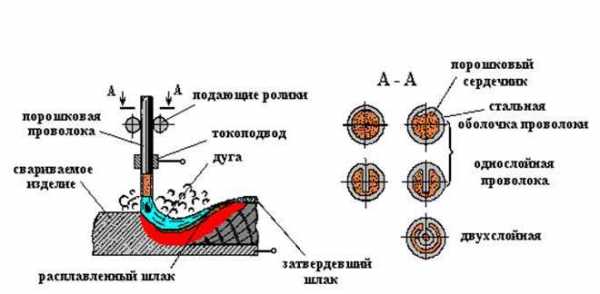
Схема сварки порошковой проволокой
Стоит обратить внимание на то, что в процессе варки вертикальных швов, тепло распространяется от нижних частей к верхним. Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Преимущества:
- мобильность сварочного оборудования. Не нужно таскать за собой баллон, редуктор и кучу рукавов;
- наличие возможности использовать проволоку абсолютно любого химического состава при формировании шва. Выбираем какой тип металла будем сваривать.
Недостатки:
- высокая стоимость сварочной проволоки. Здесь речь идет о действительно качественном материале, а не дешевом китайском аналоге;
- требует повышенного внимания при выборе самой проволоки и сварочного аппарата.
Если положительные моменты для вас в приоритете, стоит изучить процесс в виде пошаговой инструкции
Процесс полуавтоматической сварки своими руками
Здесь вы можете узнать как варить полуавтоматом самостоятельно. Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
- Подберите необходимую величину сварочного тока в зависимости от толщины свариваемого металла. Все современные аппараты имеют данные таблицы на корпусе.
- Производите сварку током обратной полярности.
- Выберите оптимальную скорость подачи сварочной проволоки. Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слишком сильной, для предотвращения ее повреждения.
- Начинайте сварку с пробного образца. Необходимо попробовать сварить небольшой кусок металла для подбора требуемого режима работы. Если все настройки выполнены верно, то сварная дуга должна быть стабильной, количество флюса выдается согласно норме.
- Переключатель для подачи сварной проволоки передвигается в указанное положение «вперед», а далее воронку нужно заполнить флюсовым порошком. Держатель ставится так, чтобы наконечник полностью оказался в сварочной зоне. Заслонка флюсовой воронки включается, зажимается кнопка «Пуск». В то же время с этим нужно чиркнуть по свариваемой зоне, чтобы дуга могла загореться.
- Далее начинается собственно процесс сварки. Кончик ведется плавно, не медленно, но и не слишком быстро, нужно всегда наблюдать за положением и наклоном сварочного аппарата.
В заключении хочется отметить, что полуавтоматическая сварка флюсовой проволокой в домашних условиях возможна, но нужно взвесить все за и против в пользу данного метода. Любому начинающему сварщику не рекомендуется пытаться пользоваться полуавтоматической сваркой под флюсом лишь из за одного единственного момента – дороговизны.
Подробнее об этом виде полуавтоматической сварки вы можете узнать , посмотрев данное видео
svarkagid.ru
Как производится холодная и горячая сварка металлов
Сваркой называется физико-химический процесс, при котором получается неразъемное соединение двух деталей из узлов путем сплавления материала, из которого они изготовлены или путем совместной пластической деформации их сопрягаемых элементов. В зависимости от технологии формирования сварного шва различают два вида сварки – холодную и горячую. На сегодняшний день известно 50 различных техпроцессов сварки металлов, поэтому в этой статье мы рассмотрим наиболее часто применяющиеся виды сварки металлов и сплавов.
Холодная сварка
В соответствии с ГОСТ 2601-84, холодной сваркой называется процесс получения неразъемных соединений, проходящий без предварительного нагрева соединяемых деталей, то есть процесс сваривания происходит за счет пластических деформаций.
По сути, холодную сварку можно назвать сваркой давлением. В процессе пластической деформации на поверхности соединяемых деталей происходит разрушение оксидного слоя, благодаря этому расстояние между ними становится сопоставимым с размерами кристаллической решетки, происходит диффузия поверхностных атомов, чем обеспечивается обеспечение прочное соединение – сварочный шов.
В зависимости от технологической схемы холодную сварку подразделяют на три вида:
• Холодная точечная сварка. Деформацию деталей производят пуансоном с предварительным их зажатием и без такового.
• Холодная шовная сварка. Существует два способа такой сварки. Первый – детали свариваются по всей длине. Второй способ заключается в последовательном нанесении сварных точек, которые перекрываясь, образуют непрерывный шов.
• Холодная стыковая сварка. Процесс происходит методом сильного сжатия закрепленных в зажимах деталей.
Область применения
Технология холодной сварки широко применяется при соединении деталей из меди, свинца, никеля, алюминия, серебра, кадмия и стали. Применение технологии холодной сварки оправдано, если необходимо получить неразъемное соединение металлов очень чувствительных к нагреву до температуры начала плавления или когда есть необходимость соединения деталей изготовленных из различных металлов. Например, при производстве многослойного металлопроката или при армировании алюминиевых проводов медными наконечниками.
Преимущества
• Не происходит деформации металла, так как не происходит нагрев деталей.
• В результате холодной сварки получается аккуратный и прочный шов, не требующий дальнейшей обработки.
• В некоторых случаях, это единственно возможный способ соединения деталей. К примеру, алюминий и медь можно соединить только методом холодной сварки.
• Экономичность. При холодной сварке нет отходов (остатков электродов, брызг металла, стружки при обработке швов). Кроме того не требуется затрат энергии на нагрев свариваемых изделий.
• Экологичность. Процесс происходит при отсутствии дыма, излучения и других вредных факторов.
• Возможность соединения в неразъемное соединение больших площадей одной из разновидностей холодной сварки – методом сварки взрывом.
Процесс горячей сварки предусматривает разогрев материала соединяемых между собой деталей до температуры плавления (в месте стыковки). Источниками энергии для этого служат: электрический ток, открытое пламя, плазма, лазерный луч, пучок электронов.
Виды горячей сварки
Основные виды горячей сварки – это электродуговая сварка и газовая сварка. Электродуговая сварка в свою очередь подразделяется на подвиды:
• Ручная электродуговая сварка в среде (обдуве) инертных газов.
• Сварка под флюсом.
• Сварка вольфрамовым электродом в среде (обдуве) инертного газа
• Дуговая сварка трубчатым электродом.
• Сварка плазмой.
Электродуговая сварка
Этот вид получения неразъемных соединений один из самых популярных среди всех видов горячей сварки. При электродуговой сварке места соединения деталей нагреваются и расплавляются посредством воздействия электрической дуги. Для этого необходим источник питания, способный выдавать мощные электрические токи при низком напряжении – «сварочный трансформатор». В процессе сварки «зажигается» электрическая дуга, при температуре в дуге 5500 градусов Цельсия газ, находящийся в ней представляет смесь ионизированных частиц которые, воздействуя на материал соединяемых деталей, расплавляют его, то есть получается сварочный шов. Область применения: сварка деталей и узлов, изготовленных из конструкционной стали.
Ручная дуговая сварка в среде инертного газа
Технология ручной сварки в среде инертного газа заключается в следующем. Электрод в виде металлического стержня диаметром от полутора до десяти миллиметров, укрепленный в специальном держателе, начинает касаться поверхности свариваемых деталей. При этом замыкается электрическая цепь (так как один провод от источника питания присоединяется к электроду, а второй к сопрягаемым деталям) и конец электрода нагревается.
Если в этот момент отвести его от детали на расстояние 3-5 мм зажигается электрическая дуга, которая в свою очередь расплавляет кромки свариваемых деталей, образуя так называемую «ванну расплавленного металла», которая сразу же кристаллизуется, образуя сварочный шов. Так как при этом происходит полное обезуглероживание (выгорание углерода) металла примыкающего к сварочному шву, что является очень вредным фактором, для уменьшения выгорания углерода, в зону сварки подается инертный газ. Обычно аргон или гелий.
Область применения метода: сварка конструкционных и легированных (нержавеющих, инструментальных, шарикоподшипниковых и т.п.) сталей, чугуна, и некоторых видов цветных металлов.
Сварка под флюсом
Способ аналогичен двум предыдущим способом, отличаясь лишь тем, что электродом в этом случае служит специальная сварочная проволока, подаваемая в зону сварки в автоматическом режиме, проходя при этом через слой флюса. Физический смысл обработки флюсом такой, как и в случае подачи в зону сварки инертного газа – предотвращение выгорания углерода свариваемых деталей.
Сварка вольфрамовым электродом в среде (обдуве) инертного газа
От описанных выше методов, такой вид сварки отличается тем, что в нем используется вольфрамовый электрод, который не расплавляется, а остается неизменным в течение всего процесса сварки. Здесь под действием электрической дуги между электродом и соединяемыми деталями плавится лишь материал деталей.
Если технологический процесс предусматривает подачу в зону сварки присадочного металла, то его подводят туда отдельно в виде металлического стержня или проволоки, сматываемой с катушки. Зона сварки защищается инертным газом, как и в предыдущих случаях. Метод позволяет сваривать металлы (алюминий, магний, никель, легированные стали), как ручным, так и механизированным способом. При этом метод позволяет сваривать между собой детали имеющих сложную конфигурацию.
Электродуговая сварка трубчатыми электродами
Другое название метода – «сварка порошковой проволокой». В этом случае электрическая дуга создается между свариваемыми деталями и непрерывным электродом, выполненным в виде трубочки наполненной флюсом. Металл электрода служит присадочным материалом, а флюс соответственно защищает зону сварки.
Сварка плазмой
Технология сварки плазмой аналогична сварке вольфрамовым электродом в инертном газе. Но в этом случае пламенный столб (дуга) ограничена сварочным соплом, в результате чего можно значительно увеличить ее температуру. Электрическая дуга может создаваться как в самой «плазменной» горелке, так и между свариваемыми деталями и горелкой. Поток плазмы обеспечивает небольшую защиту зоны сварки, но при необходимости зону сварки обдувают инертным газом по аналогии с предыдущими методами электродуговой сварки.
Газовая сварка
Самый распространенный вид – это ручная кислородно-ацетиленовая сварка. Технологией этого вида сварки предусматривается контролируемое сжигание ацетилена в среде кислорода (в зоне сварки). При этом температура пламени составляет величину 3000 градусов Цельсия. Оба газа подводятся гибкими резиновыми шлангами к специальной газовой горелке от баллонов находящихся под высоким избыточным давлением. Контроль и понижение давления газов осуществляется редукторами, установленными на баллонах. Присадочный материал подается в зону сварки вручную. Область применения: сварка стальных трубопроводов небольшого диаметра, ремонтные работы не ответственных деталей.
Кроме описанных выше часто применяемых видов горячей сварки существуют другие методы горячей сварки такие как:
• Сварка электронным лучом.
• Сварка трением.
• Высокочастотная сварка.
• Лазерная сварка.
• Сварка сопротивлением и другие виды.
Эти виды сварки не получили широкого распространения и являются специальными видами сварками ограниченного применения.
По материалам сайта http://global-stroy.net
global-stroy.net
Необходимые знания о сварочной проволоке
Производится сварка с помощью сварочной проволки, которая бывает различных видов, к примеру, сварочная латунная проволока, флюсовая сварочная проволока и т.д. Одним из самых значимых процессов в создании машин является сварка металлов. Благодаря ей, есть возможность собрать отдельные детали в единый узел. Производится сварка с помощью сварочной проволки, которая бывает различных видов, к примеру, сварочная латунная проволока, а про латунный прокат лс59 1 можно узнать по ссылке, флюсовая сварочная проволока и т.д. Она имеет две роли.
Одним из самых значимых процессов в создании машин является сварка металлов. Благодаря ей, есть возможность собрать отдельные детали в единый узел. Производится сварка с помощью сварочной проволки, которая бывает различных видов, к примеру, сварочная латунная проволока, а про латунный прокат лс59 1 можно узнать по ссылке, флюсовая сварочная проволока и т.д. Она имеет две роли.
Сварочная проволка исполняет роль одного из электродов, между которыми горит сварочная дуга. Сварочные детали исполняют роль второго электрода. Сварочный шов, которым соединяются детали, образуется в процессе сварки из-за плавления сварочной проволки.
Чтобы обеспечить прочность и надежность сварочного шва, нужно подпирать проволку и материал соединяющих деталей одного химического состава. При необходимости сварки черных металлов используют проволку из углеродистой стали. А для цветных металлов – проволка соответствующего состава.
Применяют сварочную проволку чаще всего, если сварка автоматическая или полуавтоматическая. При помощи падающего механизма она доставляется в сварочную зону с определенной скоростью. Тут она плавится, образуя сварочный шов.
Для защиты его от окисления, необходимо подать в зону сварки порошковый флюс или инертные газы, такие как гелий, аргон и углекислый газ. Выпускают сварочную проволку трех видов: сплошную, порошковую и активированную.
Сплошную проволку для сварки производят различных диаметров. 0,5 – 12 мм. Выбирают её диаметр исходя из размеров сварочного шва и толщины свариваемых деталей. По химическому составу проволка также различна. ГОСТ 2246-70 устанавливает её размеры и состав.
Маркируется проволока в зависимости от химического состава. К примеру, сварочная проволока СВ08Г2С. Прочесть это можно как: СВ – сварочная, 08 – 0,08% углерода, С – кремний 1%, Г2 – марганец 2%. Отсюда следует, что буквы имеют значение химических элементов, а цифра показывают в процентах их количество.
Также осуществляется выпуск сварочной омедненной проволки. Она представляет собой обычную сварочную проволку, покрытую тонким слоем меди. Благодаря меди её основа защищена от ржавчины.
 Нержавеющие стали сваривают с применением проволки, близкой к ним по химическому составу. Вид трубки, которая заполнена внутри порошком из флюса имеет порошковая сварочная проволка. Им занято 15-40% массы проволки.
Нержавеющие стали сваривают с применением проволки, близкой к ним по химическому составу. Вид трубки, которая заполнена внутри порошком из флюса имеет порошковая сварочная проволка. Им занято 15-40% массы проволки.
Благодаря флюсу нет необходимости в использование газового шва. Эта проволка получила название самозащищенной. Даже при сильном ветре, припятствующем газовой защите, с ней можно варить. Но данная проволка нуждается в специальном оборудование.
Активирующие добавки в порошком виде находятся в составе активированной сварочной проволки. В соответствии со специальными технологиями добавки закатаны в центр проволки. Использование этой проволки приводит к более быстрому загоранию сварочной дуги, к лучшему формированию сварочного шва и уменьшению разбрызгивания металла.
Благодаря сварочной проволки св мы можем создавать различные машины и при помощи их использования улучшать нашу жизнь.
www.technoflax.com