Сварка как работает – Принцип работы сварочного аппарата
alexxlab | 12.10.2016 | 0 | Вопросы и ответы
Принцип работы сварочного аппарата
Дачнику, собственнику частного дома или гаража, вполне доступно выполнять сварочные работы самостоятельно. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется надежно соединить.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
В этой статье вы найдете для себя базовую информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования.
В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока.
Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.
Схематично это происходит так:
- Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
- В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
- После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволка, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволка через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
semidelov.ru
азы, технология, выбор тока, техника ручной дуговой сварки
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Содержание статьи
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
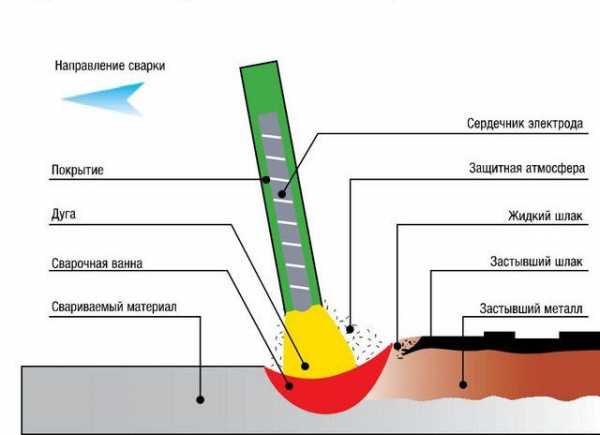
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.

Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).

Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
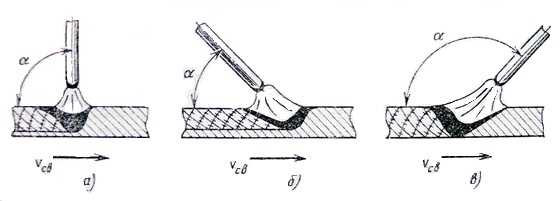
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.

Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.

Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
stroychik.ru
всё, что вы хотели знать
Ручная дуговая сварка с применением инверторного сварочного оборудования — самый популярный метод соединения металлов среди начинающих сварщиков. Производители предлагают сотни бюджетных инверторов и электродов для выполнения самых разнообразных задач, а сам процесс сварки несложен и занимает мало времени. Сварка электродом не требует от сварщика высокой квалификации, но при этом электросварка имеет определенные нюансы, которые следует учесть.

Изучать азы сварки для начинающих нужно с теории, плавно переходя к практике. Наша статья — это краткая инструкция по электродуговой сварке для начинающих. Здесь собраны секреты по выбору инвертора, его правильной настройке, кратко описана технология сварки и ее особенности. Конечно, этой информации недостаточно, чтобы с нуля выполнить сварку качественно и быстро, но наша статья поможет вам разобраться в основах.
Содержание статьи
Сварочный аппарат и экипировка
Прежде чем мы узнаем, как научиться сваривать металл самостоятельно, нужно определиться со сварочным оборудованием. Сварочный аппарат для сварки выбирается не только по цене и внешнему виду, но и по характеристикам. Мы посвятили этой теме несколько статей: здесь мы рассказываем о том, как выбрать сварочный инвертор, а здесь мы составили рейтинг с лучшими сварочными аппаратами на любой вкус и кошелек. Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы сможете легко и быстро обучиться.
Также для освоения сварочного дела вам понадобится экипировка. Экипировка — это защита сварщика. Она защищает от брызг металла, от вспышек и потоков ультрафиолета. Стандартный комплект состоит из маски (мы рекомендуем маску «хамелеон» с автоматическим затемнением), подшлемника, рабочего костюма (называемого «роба») и специальных плотных перчаток. В качестве рабочего костюма можно использовать одежду, сшитую из грубой плотной ткани, этого будет достаточно для сварки в домашних условиях.

Чтобы научиться работать сварочным инвертором нужно знать и выполнять требования техники безопасности. Несоблюдение правил может привести к ожогам, пожарам и несчастным случаям. О технике безопасности мы подробно писали тут, тут и тут. Сварочные работы категорически запрещено проводить без огнетушителя рядом. Особенно, если вы работаете на даче или дома.
Также надевайте всю экипировку перед началом работ. Если вы зажжете дугу без маски, то гарантировано получите ожог сетчатки глаз. И вы даже не узнаете об этом, поскольку симптомы начнут проявляться только спустя некоторое время. Вечером поработали без маски всего пару минут, а на утро не сможете открыть веки. При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это «нахвататься зайчиков»), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали в этой статье.
Ручная сварка для начинающих таит и другие опасности. Не забывайте, что при сварке металла вас окружают детали, нагретые до очень высоких температур. Не прикасайтесь к ним до полного остывания, иначе также гарантировано получите ожоги.
Далее поговорим о технологии сварки. Пока можете посмотреть небольшой вводный урок, в нем рассказывается про оборудование и особенности. Обучение сварке и, в целом, обучение сварочному делу требует от вас максимальной концентрации и соблюдения правил. В противном случае сварочный процесс может закончиться плачевно.
Технология сварочных работ
Как научиться сваривать металл с нуля? Этот вопрос задают все новички. Для начала определимся, какие ключевые элементы нам понадобятся для выполнения работ. Это инвертор, экипировка и, конечно, электроды. Электроды для сварки имеют широкое применение, они позволяют быстро и качественно соединить различные металлы.
Для сварки инвертором используются так называемые плавящиеся электроды с обмазкой (или покрытием). Покрытие играет защитную функцию, оно не позволяет кислороду проникать в сварочную зону и ухудшать качество шва. Также благодаря покрытию дуга проще зажечь и вести, она стабильна и горит равномерно.

Существует множество типов покрытий. Покрытие выбирается исходя из металла, который нам нужно сварить. Самые популярные обмазки — основная, рутиловая и кислая. Электросварка электродами с кислым покрытием производится как на постоянном, так и на переменно токе. С помощью кислых электродов можно легко сварить загрязненный металл (но мы все же рекомендуем его подготовить перед сваркой, о подготовке мы писали в этой статье). Кислые электроды принято использовать при сварке не очень важных конструкций из низкоуглеродистой стали.
Электроды с основным покрытием очень интересны. При плавлении обмазка выделяет углекислый газ, который отлично справляется с защитой сварочной зоны. Швы получаются очень прочными и долговечными. При этом работать нужно только с постоянным током, установив обратную полярность. Но такие электроды требуют очень тщательной очистки металла перед сваркой, нужно зачистить поверхность, удалить все загрязнения и очаги коррозии. Если пренебречь подготовкой металла перед сваркой, то после работы со сварочными электродами с основным покрытием на шве будет много шлака и его будет трудно убрать.
Электроды с рутиловым покрытием самые популярные. Они универсальны, стоят недорого и позволяют сварить любой металл. Ими можно варить на постоянном и переменном токе, но всегда читайте упаковку. Ведь некоторые производители выпускают рутиловые электроды для работы только с переменкой или только с постоянкой.
На этом основы сварочных работ не заканчиваются. Нужно правильно подобрать размер электрода, а именно его диаметр. Здесь все просто: чем тоньше металл, тем диаметр меньше. Вот простой пример: нам нужно сварить тонкий лист металла (например, алюминия). Для этих целей мы берем электрод диаметром до 2 миллиметров. И так со всеми остальными металлами. От выбора диаметра напрямую зависит качество шва.
Кстати, существуют разные виды швов. Вы можете видеть их на картинке ниже.
Нижний шов самый простой. Варим его, положив деталь горизонтально на ровную поверхность. Мы рекомендуем начинать обучение именно с нижнего шва. Горизонтальный шов похож на нижний, но уже сложнее, поскольку требует от сварщика больше мастерства. Приступайте к горизонтальным швам только после того, как хорошо научитесь делать нижние швы.
Вертикальные швы еще сложнее, чем горизонтальные. Электрод нужно вести сверху вниз и под действием силы притяжения расплавленный металл стремительно стекает вниз. Нужно немало опыта и мастерства, чтобы научиться делать вертикальный шов, чтобы при этом он был равномерно проварен. Но самый сложный как раз потолочный шов. Здесь все трудности собраны воедино. Если сварщик может без проблем сварить потолочный шов, значит он настоящий профессионал. Стремитесь к этому и вы тоже сможете стать настоящим мастером своего дела.
Нас часто спрашивают, как научиться сварке трубопровода или как правильно научиться варить различные трубы? Почему-то у многих это вызывает трудности. Это не удивительно: при сварке трубы швы комбинируются, вам придется уметь варить и нижний, и вертикальный, и потолочный шов, чтобы соединить трубы. Единственное, что мы можем посоветовать — больше практиковаться. Не надейтесь узнать какой-то уникальный способ, с помощью которого можно без труда сварить сложные швы. Только практикуясь вы улучшите свои навыки.
Теперь поговорим о полярности. В статье мы уже упоминали это слово. Скажем простыми словами: при прямой полярности деталь нагревается быстро, электрод расходуется мало. А при обратной полярности все наоборот. Подробнее об обратной полярности мы писали в этой статье, обязательно прочтите ее, там мы подробно все объясняем. Обратную полярность используют чаще всего. Ну а прямая полярность нужна для резки металла, например.

Первое соединение металла своими руками нужно начинать с нижнего шва, поскольку он самый простой, как мы уже писали ранее. Для теста можете использовать ненужные металлические детали, которые найдете в гараже. Купите популярные электроды (например, электроды МР-3), можно выбрать подешевле. Такие электроды позволят новичку быстро зажечь и вести дугу, а шов получится не очень качественным (но это пока не главное). Не покупайте электроды УОНИ, поскольку вы просто не справитесь с ними из-за недостатка опыта.
Далее нужно научиться зажигать дугу. Существует два способа: метод постукивания (или касания) и метод чирканья. Разогрейте кончик электрода горелкой и постучите им по детали, затем легко проведите по детали. Движения должны быть плавными и уверенными, в меру быстрыми. Иначе электрод прилипнет к металлу. Благодаря предварительному прогреву электрода дуга зажжется проще, но в дальнейшем вы должны учиться зажигать дугу без прогрева.
Метод чирканья похож на ситуацию, когда вы поджигаете спичку о коробок. Быстро проведите концом электрода по поверхности металла, без предварительного нагрева. При чирканье электрод уже достаточно разогревается и при поднесении его к поверхности металла легко зажигается. Так проще начать сварку.
Подождите, пока дуга разгорится. Затем приступайте к сварке. Как только вы поднесете электрод к металлу, вы увидите, как он начинает плавится и образовывается участок с углублением. Он называется сварочной ванной. В сварочной ванне визуально заметны все процессы: выделение защитного газа, образование шлака и брызги металла. Следите за процессами в сварочной ванне, чтобы понимать, как нужно вести шов.
Шов ведут плавно, электрод держат на равном расстоянии, не изменяя его по ходу движения. Мы рекомендуем держать короткую дугу, т.е. вести электрод на расстоянии 3 миллиметров от поверхности металла. Новички могут установить меньшее значение силы тока, чтобы случайно не расплавиться металл больше, чем нужно.
Существует три типа ведения швов. Вы можете видеть их на картинке ниже. Самый популярный тип — углом вперед (на картинке обозначается буквой «б»). Буквой «а» обозначен шов под прямым углом, буквой «в» обозначен шов, который ведется углом назад. В зависимости от выбранного направления отличаются и готовые швы. Новичкам для начала рекомендуем вести электрод именно углом вперед.
На этом сварка металла не заканчивается. Шов нужно правильно довести и закончить работу. Нельзя резко отрывать электрод от поверхности металла, иначе дуга погаснет и на конце шва останется заметный кратер. Из-за него может произойти дальнейший раскол соединения. Вместо этого подержите электрод пару секунд на одном месте и затем плавно отведите его назад.
Вместо заключения
Мы рассказали все о том, что нужно знать про сварочное дело, если вы только собираетесь приобрести свой первый сварочный аппарат. Поверьте, не так уж сложно научиться варить сваркой, вы можете в свободное время прочесть пособие по сварке инвертором
или самоучитель по сварочным работам, которые можно легко найти в магазинах со специализированной литературой. Также в интернете есть наглядные уроки сварки для чайников, так что учеба сварке еще никогда не была такой простой. Желаем удачи!
svarkaed.ru
Cварка инвертором для начинающих.Основы.Уроки и техника

Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d=3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
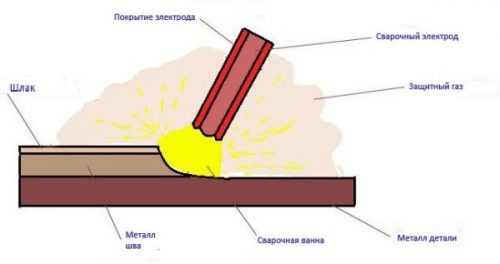
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).
6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы. Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.
8.Приступаем к сварке.
У нас получится сварочный шов. Окалину ( накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).
9. Вот, что приблизительно у нас должно получиться.
Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга
При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга
При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга
Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обе
o-builder.ru
Как научиться работать электросваркой – первые шаги
Сварка – это одна из достаточно сложных, но крайне востребованных технологий работы с металлами. Куда не кинешь взгляд – обязательно используются сварные соединения. Без этого процесса не обходится ни одно промышленное производство, строительная компания, ремонтное или сервисное предприятие. Незаменимой становится сварка и при строительстве и благоустройстве собственного жилья.

Как научиться работать электросваркой
Но вот проблема – сварные работы требуют определенной подготовленности. Можно, конечно, при необходимости обращаться к мастерам сварщикам по объявлениям, или к своим знакомым, владеющим необходимыми навыками. Но лучше все же поставить перед собой вопрос — как научиться работать электросваркой самостоятельно, чтобы не быть ни от кого зависимым. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, умение проводить такие работы, особенно для собственника индивидуального жилья – неоценимый плюс, так как множество проблем просто перестанет существовать.
Однако, не стоит думать, что процесс обучения приемам сварки – простой и быстрый. По большому счету, чтобы научиться качественно варить металл, лучше пройти соответствующие курсы теоретической и практической подготовки, которые могут быть организованы при учебно-производственных центрах или заведениях среднего профессионального образования. Можно попросить поделиться опытом товарища, который владеет этим ремеслом. Если нет – то наверняка придётся испортить немало металлических заготовок и сжечь не одну пачку электродов, пока не «набьется» рука и можно будет сказать себе: «Да, я научился!»
Но прежде всего необходимо разобраться с основными понятиями электросварки и приобрести необходимое оборудование и снаряжение. Сварка – это такой технологический процесс, где от оснащенности рабочего места напрямую зависит и качество работы.
Содержание статьи
Какие виды электросварки существуют
Сама суть электросварки заключается в следующем. Силовая установка вырабатывает мощный сварочный ток, который по кабелям подводится к рабочему посту. Между электродом и поверхностью свариваемого металла создается электрическая сварочная дуга – устойчивый разряд, характеризующийся высочайшими температурными показателями. Это приводит к плавлению металла и присадочного материала. Образуется так называемая сварочная ванна – область расплава, контролируя и направляя которую сварщик формирует шов. После снятия дуги происходит кристаллизация расплавленного металла и создается прочное монолитное соединение деталей.
Эта очень упрощенно описанная схема реализуется в нескольких сварочных технологиях:
- Самой распространенной является ручная дуговая сварка, которая по существующей терминологии имеет аббревиатуру ММA (от английского названия «Mаnuаl Metаl Arс»). Главная особенность – использование плавких электродов со специальной обмазкой. Преимущества – не требуется особо сложного технического обеспечения, газобаллонного оборудования. Недостаток – возможность сварных работ только с черными металлами или нержавейкой.
Ручная дуговая сварка ММА
В подавляющем числе случаев, если рассматривается сварка на бытовом уровне, то имеется в виду именно эта технология.
- Сварка по технологии ТIG позволяет работать с легированными сталями и некоторыми цветными металлами. Термин «Tungstеn Inеrt Gаs» говорит сам за себя: вольфрам и инертный газ. Дуга в этом случае создается между свариваемой поверхностью и неплавким вольфрамовым электродом, а в качестве заполнения вводится присадочный пруток того или иного типа. Одновременно через сварочную горелку с жаростойким керамическим соплом постоянно подается защитный инертный газ, который обеспечивает чистоту шва.
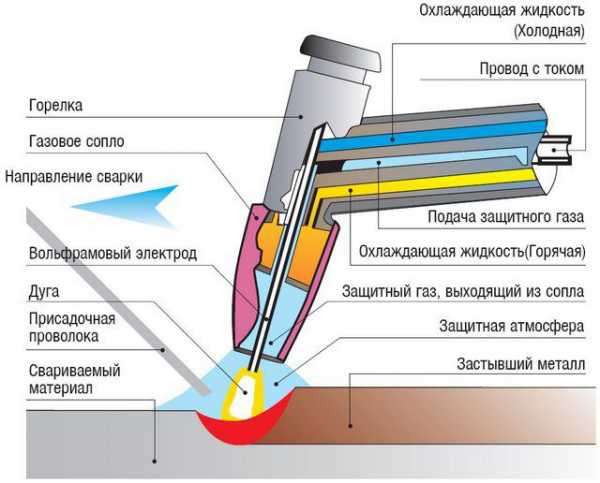
Сварка по технологии TIG
Сварка по подобной технологии имеет массу достоинств, но требует и специального оборудования, и высокой квалификации работника.
- Полуавтоматическая сварка MIG-MAG (Мetаl Inert Gаs – Metаl Aсtive Gаs ) – одна из самых передовых современных технологий, которая все чаще используется и домашними мастерами. Процесс сварки проходит также в среде инертных или активных газов с автоматической подачей присадочного материала (сварочной проволоки) которая играет роль электрода.
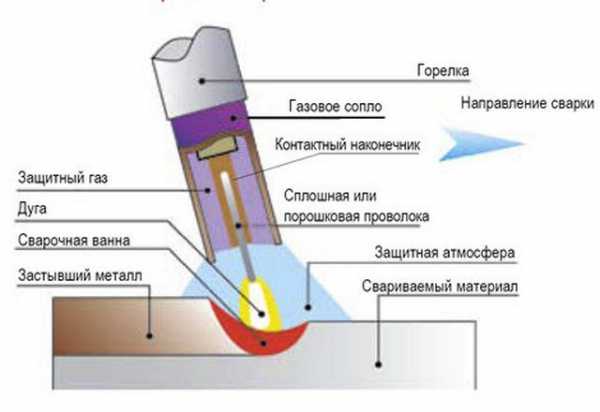
Полуавтоматическая сварка MIG-MAG
Эта технология позволяет выполнять швы высокого качества в любой плоскости и с очень большой производительностью. В какой-то мере она даже проще, чем ММА, но требует сложного и достаточно громоздкого оборудования – самого сварочного аппарата, механизма подачи проволоки, газобаллонного устройства, горелки с со специальным рукавом, через который полается проволока и защитный газ.

Контактные клещи для точечной сварки по технологии SPOT
- Существует еще и точечная электросварка – SPOT, которая находит широчайшее применение в частности, на кузовных участках предприятий автосервиса. Она тоже потребует особого сложного оборудования, и в домашних условиях практически не применяется.
Ручная дуговая сварка ММА – что потребуется для работы?
Любой новичок всегда начинает с освоения приемов именно ручной дуговой сварки (MMА), поэтому все рассматриваемые ниже вопросы будут посвящены именно ей.
Чтобы начать самостоятельно практиковаться, необходимо подготовить определённое оборудование, оснащение и расходные материалы.
Сварочный аппарат для дуговой сварки
Для проведения сварочных работ по технологии ММА используется один из трех типов аппаратов:
- Сварочный трансформатор – один из простейших видов оборудования. Принцип работы элементарен – сетевое напряжение 220 В (или 380, для трехфазной сети) преобразуется в более низкое, порядка 25 – 50 В, но за счет этого резко возрастает значение силы тока. Достоинства такой схемы – ее простота, высокая надежность и простота в обслуживании, высокие показатели мощности. Подобные аппараты недороги, что, наверное, во многом и предопределяет их распространённость.

Сварочный трансформатор
Недостатков же у трансформатора гораздо больше – сварочная дуга от переменного тока не отличается стабильностью, нередки случаи залипания электродов, большое разбрызгивание металла, швы не отличаются аккуратностью. Помимо этого, потребуются специальные электроды именно для «переменки». Сварочные трансформаторы весьма зависимы от сетевого напряжения, а сами в процессе работы могут серьезно «просаживать» сеть. Не отличаются они компактностью и легкостью. Одним словом, начинать обучение с таким оборудованием – нежелательно. Как правило, для работы на подобных аппаратах потребуются хорошие навыки.
- Сварочные ММА-выпрямители отличаются от трансформаторов тем, что дают на выходе постоянный ток. Работать с ними намного легче, так как «постоянная» дуга намного стабильнее, и швы получаются более аккуратными.

Сварочный выпрямитель
Однако, недостатки остаются – та же массивность и габаритность, даже побольше, нежели у сварочных трансформаторов, зависимость от напряжения питания и большая нагрузка на сеть. По цене они дороже, чем трансформаторные аппараты.
- Без преувеличения можно сказать, что буквально революцию в сварочных технологиях произвели аппараты, работающие по инверторной схеме. Сетевое переменное напряжение 220 В с частотой 50 Гц проходит целый каскад частотных и амплитудных трансформаций, и на входе получается требуемый постоянной ток с высочайшей степенью стабилизации. Всеми процессами управляет микропроцессорная сборка, что позволяет проводить требуемые регулировки с высокой степенью точности.

Самое современное решение — сварочный инвертор
Все это дает целый «букет» достоинств такого аппарата:
— Оборудование спокойно переносит достаточно серьезные колебания м=сетевого напряжения, что особо бывает важно в загородных поселках, где подобные проблемы — весьма частое явление.
— Вместе с этим, у инверторов, по сравнению с другими аппаратами, минимальное потребление энергии — они практически не перегружают сеть.
— Стабилизированный ток и возможность его точной регулировки позволяют выполнять точные и аккуратные швы. Разбрызгивание практически отсутствует.
— Аппарат отличается компактностью и малыми весом.
Выпускается широкий ассортимент подобных аппаратов – от инверторов бытового класса до профессионального оборудования. Для начинающих сварщиков – это самое оптимальное решение. Цены на качественные инверторы достаточно высоки, но, во-первых, имеют тенденцию к снижению, а во-вторых, подобная разовая покупка полностью себя оправдает. А продаже появилось немало и недорогих аппаратов весьма сомнительной сборки. Поэтому очень важно правильно подойти к проблеме выбора инвертора — нужно обязательно обратить внимание на ряд важных нюансов:
- Максимальный сварочный ток. Если аппарат планируется применять в условиях домашнего хозяйства, то, как правило, останавливаются на моделях с величиной 150 – 200 А. этого вполне достаточно для работы с электродами диаметров до 4 мм.
- Устойчивость электронной схемы к перепадам сетевого напряжения. Качественные инверторы должны выдерживать колебания в пределах ± 20 ÷ 25 %.
- Инвертор должен иметь систему принудительного охлаждения, работающую постоянно при включенном питании, или же оснащенную автоматикой, запускающую вентиляцию при определенном значении температуры радиаторов.
- Не следует забывать о потребляемой мощности аппарата – она может быть порядка 2 ÷ 3 кВт у небольших моделей, но может достигать и более значительных величин у аппаратов полупрофессионального или профессионального класса.
- То, о чем многие просто не знают: параметр, определяющий допустимую длительность сварочного процесса – продолжительность включения (ПВ). Никакой аппарат не может работать без перерывов, и в параметрах обязательно указывается ПВ, выраженное в процентах от общей длительности работы оборудования. У моделей бытового класса это обычно составляет порядка 40% — ничего не поделаешь, такова плата за компактность аппарата. На практике это означает, что период «отдыха», в данном случае, в 1,5 раза дольше, нежели время сварки, например, 1 минута непрерывной работы потребует затем не менее, чем полутора минутной паузы.
- Для начинающих сварщиков будут очень удобно, если в схеме аппарата реализованы некоторые полезные функции:
— «НotStаrt» существенно облегчает первоначальный розжиг сварочной дуги. Электроника автоматически импульсно повышает значение тока в момент розжига.
— «АrcFоrce» поможет справиться с извечной проблемой новичков – залипанием электрода к металлической поверхности. При уменьшении требуемого зазора между электродом и металлом повышается ток, предотвращая эту неприятность.
— «AntiStick» — функция, которая предотвратит перегрев автомата, если залипания избежать все же не удалось. В этом случае питание просто автоматически отключится.
Еще один важный совет. «Ахиллесовой пятой» инверторов является определенная сложность проведения ремонтных работ в случае выхода схемы из строя. При выборе аппарата лучше отдать предпочтение моделям с многоплатной компоновкой электронной схемы. Пксть подобные аппараты немного дороже, но диагностика поломок становится проще, ремонтопригодность — намного выше.
Видео: как выбрать сварочный инвертор
Сварочные провода, держатель электродов, зажим массы
Сварочные инверторы, как правило, уже укомплектованы проводами, держателем электродов и зажимом массы. Однако, при покупке на эти элементы тоже стоит обратить пристальное внимание – иногда можно нарваться на некачественные изделия.
- Сварочные провода должны быть в гибкой резиновой изоляции, иметь надежные латунные контактные вилки, подходящие к разъемам конкретного аппарата. Сечение кабеля должно быть не менее 16 мм², если аппарат рассчитан на ток до 150 А, 25 мм² – при 200 А и даже 35 мм², если предполагается работа с токами 250 А и выше. Не следует гнаться за большой длиной проводов или самостоятельно удлинять их – это может привести к перегрузке электроники и выходу инвертора из строя.
- Электрододержатель – важнейший элемент экипировки сварщика, так как именно им мастер манипулирует в процессе работы. Не стоит использовать для работы самодельные «вилки» — это достаточно опасно в плане получения световых ожогов глаз или поражения током. Самыми распространенными и удобными на сегодняшний день являются держатели пассатижного типа – «прищепки». Одни удобны, позволяют легко и быстро произвести замену электрода, хорошо изолированы со всех сторон и обеспечивают должную безопасность.

Одни из самых распространенных — держатели-«прищепки» пассатижного типа
Держатель должен иметь надежный зажим для электродов, позволяющий размещать из не только перпендикулярно, но и под углом 45º. Нужно не полениться и проверить материал контактной части – там должна быть медь или латунь, но никак не омедненная сталь. Это – явный признак дешевой подделки, который легко выявить с помощью маленького магнитика. Необходимо проверить надежность фиксации электродов, особенно малого диаметра (2 мм) – с этим нередко бывают проблемы у некачественных держателей пассатижного типа.
Важным фактором является и удобность держателя, его сбалансированность, «развесовка» – работа с ним не должна вызывать быстрой усталости рук. Он должен иметь достаточно длинную рукоятку, позволяющую принять наиболее удобное положение руки, рифленую поверхность, чтобы исключить проскальзывание в ладони, одетой в рукавицу. Не забываем и о том, что для держателей также определено максимальное значение сварочного тока.
- Зажим для подключения массы должен иметь мощную пружину, надёжное соединение с проводом, латунные контакты для обжима металлической заготовки, соединенные медной шиной.

Зажим для подключения массы
Оснащение сварщика

Необходимое оснащение сварщика
- Прежде всего, для сварочных работ потребуется маска или щиток. Щитки часто идут в комплекте инверторов, но у них есть неудобство – его необходимо удерживать свободной рукой, а это далеко не всегда возможно. Лучше приобрести полноценную маску.
Этот предмет экипировки предохраняет глаза от световых ожогов, прикрывает лицо от попадания брызг металла или искр, а органы дыхания, в определенной степени, от поднимающихся газов. Вместе с тем, светофильтр должен обеспечивать хорошую видимость накладываемого шва при зажигании дуги — подбор производится индивидуально. Светофильтр должен быть прикрыт защитным стеклом.
Сама маска изготавливается из термостойкого пластика. Она не должна быть тяжелой и громоздкой, вызывающей быструю усталость. Необходимо проверить удобство наголовника и его фиксацию в нужном положении, возможность регулировки под требуемый размер.
Большой популярность стали пользоваться маски — «хамелеоны», оснащенные специальными жидкокристаллическими светофильтрами, мгновенно меняющими светопроводимость в момент зажигания дуги. Удобство бесспорное – нет необходимости постоянно откидывать маску для визуального контроля исполненного шва, упрощается и процесс розжига дуги. Такие маски имеют определенные степени регулировки быстроты срабатывания и степени затемнения – это еще одно их значимое преимущество. Недостаток у них – достаточно высокая цена.
- Для работы потребуется специальная одежда, сшитая их прочной плотной такни, исключающей моментальное проплавление или прожиг при попадании искр (например, брезент) Категорически запрещены накладные карманы на куртке или штанах.

Костюм должен быть из плотного материала, не иметь накладных карманов
Обувь должна быть кожаная, полностью закрытая, ее верх должен надежно прикрываться штанинами. Руки необходимо защитить кожаными или плотными брезентовыми рукавицами или перчатками (крагами) с длинными манжетами, полностью закрывающими область запястья.

Перчатки-краги для сварочных работ
- Для производства сварочных работ, кроме того, понадобится специальный молоток для скалывания шлака – секач, железная щетка для зачистки поверхности металла. Нарезка заготовок и разделка деталей (снятие фаски и т.п.) потребует машинки-«болгарки» с отрезным и шлифовальным кругами.
Какие электроды использовать?
Электрод представляет из себя стальной стержень, покрытый слоем обмазки. Стержень является и проводником для сварочного тока, и присадочным материалом. Обмазка при воздействии высоких температур создает защитный слой шлаков и газа, предохраняющий сварной шов от мгновенного окисления кислородом и азотом воздуха.

Очень важно — правильно подобрать электроды
Случаются ситуации, когда и оборудование хорошее, и все вроде делается по правилам, но сварной шов не получается. Возможно, причина кроется в неправильной подборке электродов. Увы, но многие начинающие мастера подбирают их, ориентируясь лишь на толщину сечения стержня, выпуская из виду остальные характеристики. А между тем, классификация электродов достаточно сложна и многообразна. Конечно, можно получить консультацию при покупке, если конечно сам продавец в этом понимает. Но можно попытаться разобраться с некоторыми вопросами и самостоятельно.
Для примера – электрод Э42A-УOHИ-13/45—3,0-УД (ГOСТ 9966—75) или E-432(5) – Б 1 0 (ГOСТ 9967—75). О чем могут рассказать цифры и буквы?
- Э42A– специальное обозначение, говорящее о механических и прочностных качествах создаваемого шва. Характеристика, больше требующаяся для инженерных расчетов.
- УOHИ-13/45 – здесь зашифрована марка изделия. которая присвоена ему производителем.
- 3,0 – диаметр металлического стержня – 3 мм.
- Буква «У» говорит о том, что он предназначен для сварки углеродистых или низколегированных сталей – то, что чаще всего требуется в домашних условиях. Можно встретить обозначения «Л», «Т», «В» — это электроды для легированных и инструментальных сталей различного типа, а «Н» — для создания наплавочного слоя на поверхности металла.
- Буква «Д» в данном примере говорит о толстой обмазке. Тонкий слой будет обозначен «М», средний – «С» и оченьтолстый – «Г». Предпочтение следует отдать толстой обмазке.
По следующему ГОСТУ расшифровка такова:
- E-432(5) – информация для специалистов о физико-химических свойствах наплавляемой присадки.
«Б» — это классификация обмазочного покрытия. В приведенном примере – основное. Кроме того можно встретить такие обозначения:
— «А» — покрытие кислого типа, подходит и для постоянки, и для переменки, для любых типов швов, но дает сильное разбрызгивание.
— «Б» — основное, применяется для сварки мощных толстых деталей с использованием обратной полярности.
— «Р» — рутиловая обмазка – одна из самых распространённых, отлично подойдет для начинающего сварщика и для работ в домашних условиях.
— «Ц» — обмазка с целлюлозной составляющей. Очень удобна при работах большого масштаба, но требует особой квалификации сварщика, так как не терпит перегрева.
— «РЦ», «РЦЖ» — комбинированный тип. Буква «Ж», помимо этого, говорит о включении в состав железного порошка. В основном используется квалифицированными специалистами для особого вида работ.
- Следующая цифра говорит о пространственном расположении швов, которые можно исполнять данным электродом.
— «1» — универсальные;
— «2» — все, кроме вертикальных сверху-вниз;
— «3» — недопустимы «потолок» и вертикаль, так же, как в п.2;
— «4» — электрод может выполнять исключительно нижние швы.
- Последняя цифра маркировки – индекс, говорящий о параметрах требуемого сварочного тока. Данные сведены в специальную таблицу, учитывающие и тип тока, и величину напряжения холостого хода аппарата, и нужную полярность. Чтобы не углубляться в подробности – только несколько слов о том, что необходимо учитывать. Всего градаций десять, от «0» до «9». Для переменного тока могут применяться любые, кроме «0». При «постоянке» полярность подключения не будет иметь значения для индексов «1», «4», «7». Электроды «2», «5» и «8» — исключительно для прямой полярности, а «0», «3», «6», и «9» — только для обратной.
Диаметр электродов подбирается в зависимости от толщины свариваемых деталей. упрощенно можно ориентироваться на следующие параметры:
— Для заготовок толщиной до 2 мм — Ø 1.5 ÷ 2.5 мм
— 3 мм – Ø 3.0;
— 4 ÷ 5 мм – Ø 3.0 ÷ 4.0
— 6 ÷ 12 мм – Ø 4.0 ÷ 5.0
— свыше 12 мм – Ø 5.0.
Видео: классификация электродов для ручной дуговой сварки
Подготовка рабочего места
Чтобы приступить к практическим занятиям, необходимо подготовить себе рабочее место:
- Работать лучше всего на свежем воздухе и открытом пространстве – исключается вероятность возгорания конструкций здания, меньше воздействие токсичных испарений.
- Около рабочего места не должно быть никаких легковоспламеняющихся материалов или жидкостей.
- На случай возгорания следует приготовить средства пожаротушения – воду, трудновоспламеняемую накидку из плотной ткани, песок. При этом применять для тушения пламени воду можно только при полном обесточивании аппарата.

Оптимальное решение — металлический сварочный верстак
- Работать лучше всего на металлическом верстаке. Следует продумать вопрос фиксации заготовок (тиски, струбцины и т.п.)
- Удлинитель должен иметь сечение кабеля, отвечающее пиковой потребляемой мощности сварочного аппарата.
- Перед началом работы необходимо предусмотреть меры, чтобы исключить появление посторонних людей, а в особенности – детей.
Первые практические шаги
Если все готово, можно переходить к практическим действиям. Для начала лучше всего приготовить лист металла, зачищенный от грязи и ржавчины – первые шаги лучше отрабатывать на нем, не торопясь сразу сваривать какие-либо детали.

Для начала следует экспериментировать на ненужных кусках листового металла
К заготовке присоединяется зажим массы. Очень важен хороший контакт в месте соединения – его следует зачистить металлической щеткой
Начинать обучение лучше всего с электродами Ø 3 мм – с ними легче «набить руку». Величина сварочного тока в этом случае будет порядка 80 – 100 А. электрод вставляется в держатель, проверяется надежность его крепления.
- Первым «упражнением» будет зажигание и удержание сварочной дуги. Для этого, после включения аппарата и опускания маски, нужно либо чиркнуть электродом по поверхности металла, либо несколько раз постучать по одному месту. Обязательно должна появиться искра, и теперь самое важное – удержать горящую дугу. Для этого необходимо строго выдерживать зазор между электродом и поверхностью металла. Положение электрода – примерно 30 º от перпендикуляра к поверхности.
Нормальным зазором считается такой, которые примерно равен толщине стержня электрода – это называется короткой дугой. При инверторной сварке с использованием качественных и сухих электродов обычно со стабильностью дуги проблем не возникает. При увеличении зазора до 4 – 5 мм получается длинная дуга, которая уже качественного шва не даст. Чрезмерное приближение электрода к поверхности может окончиться его залипанием. В этом случае следует сразу же качнуть держатель в сторону, пока не начался перегрев стержня.
При поддерживании дуги следует помнить, что электрод постоянно выгорает, и нужно корректировать его положение относительно поверхности металла.
- Теперь нужно четко разобраться со структурой расплавляемого металла в области дуги. В начале нагрева появляется красное жидкое пятно – это еще не металл, а расплавившаяся обмазка электрода, которая создала защитный слой. Через 2—3 секунды в центре этого пятна появится ярко-оранжевая или даже беловатая капля с легким дрожанием или рябью на своей поверхности – это и есть сварочная ванна, область расплавленного металла. Важно научиться четко различать жидкий шлак и саму ванну – от этого будет зависеть и качество накладываемого шва.
- Как только ванна сформировалась, начинаем пробовать осуществить ее перемещение, плавно перемещая электрод, не меняя при этом зазора. Капля металла всегда перемещается в область повышенной температуры, поэтому и ванна будет стремиться за дугой. Со своей стороны, давление дуги несколько отталкивает ванну в противоположном направлении. Поработав практически и поняв этот принцип, можно попробовать сформировать валик наплавленного металла на поверхности листа.
- Для некоторого усложнения задачи лучше всего наметить на поверхности металла линию, которую выдерживать при создании сварного валика. Электрод будет перемещаться вдоль линии с небольшими колебательными движениями в стороны – так как показано на схеме.
Возможные траектории движения электрода
После наложения этого «шва» необходимо дать ему остыть, а затем сколоть слой шлака, чтобы визуально оценить качество. Возможно, потребуются корректировки силы тока. Это, например, будет заметно по непроваренным участкам – ток явно недостаточен. Повышенное значение может привести к прожигу листа. Все это определяется только экспериментальным путем, какие-либо четкие рекомендации давать сложно.

Первое упражнение — создание ровных валиков
Не допускается пористости швов, включения в металлическую структуру частиц шлака – это соединение не отличается прочностью.
В ходе практики можно будет определиться какое направление сварки будет наиболее удобным – на себя или от себя, протягивая ванну за электродом или наоборот, толкая ее вперед. Многие мастера советуют все же проводить сварку если ровные и качественные валики начали получаться, можно переходить к следующему этапу – свариванию двух заготовок.
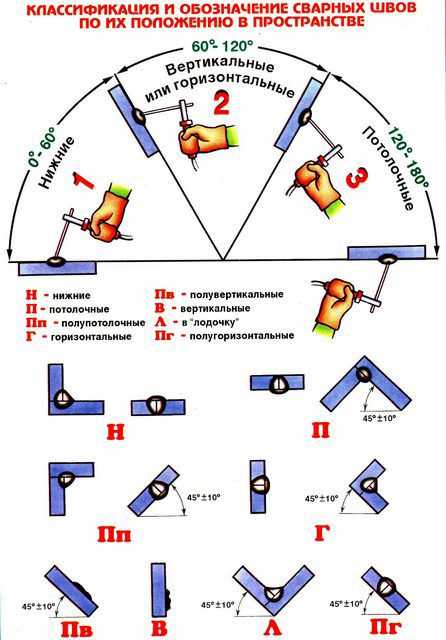
Пространственное положение швов
- Сварные швы по пространственному положению бывают нижними, на вертикальной плоскости (горизонтальные или вертикальные) и потолочными. Начинать, конечно, нужно с нижних – умение выполнять остальные придет далеко не сразу, по мере накопления опыта.
Классификация швов по взаимному расположению свариваемых деталей
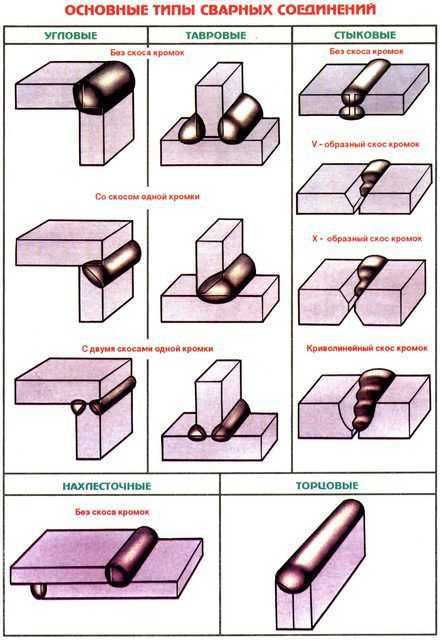
- По расположению сопрягаемых деталей швы подразделяют на стыковые, угловые, тавровые и нахлесточные. Каждый из них имеет свои особенности наложения, движения электрода, разделки и выставления заготовок.
- Сварку двух деталей начинают с прихваток, которые обеспечат стабильное положение деталей при наложении основного шва. Обычно для прихватки ток вставляют на 20—30% больше, работая при этом на короткой дуге. При этом прихватки не должны быть ближе 10 мм от края заготовок или вблизи от отверстий. После наложения прихваток есть возможность проконтролировать правильность положения деталей и внести необходимые корректировки.
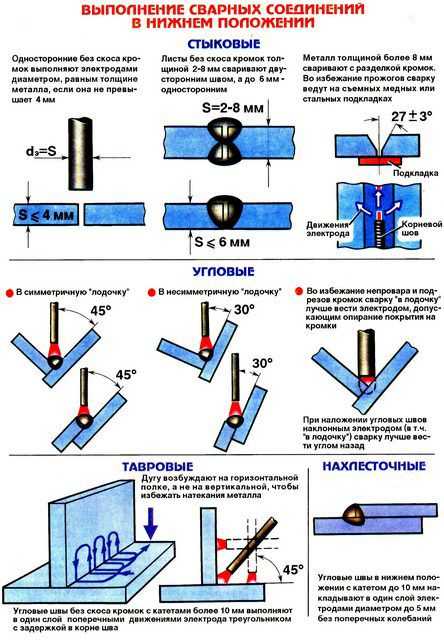
Способы наложения нижних швов
- Вначале следует научиться накладывать однослойные швы на тонких, 3—4 мм заготовках. Более сложные варианты, с корневой проваркой и заполнением, могут быть освоены, года с простейшими приемами будут достигнуты устойчивые навыки.

Не следует пугаться вот таких первых неудач — опыт обязательно придет
Одним словом, все остальное будет зависеть только от старания и регулярных практических тренировок начинающего сварщика. Хорошо, если будет возможность обратиться к специалисту, чтобы он смог оценить получаемые результаты. Если нет – можно сравнить итоги своей работы с демонстрируемыми в интернете видеороликами с мастер-классами по дуговой сварке. Опыт, твердость руки, умение правильно выбирать параметры и уверенность в своих силах обязательно придут.
Видео: мастер-класс по ручной дуговой сварке
stroyday.ru
инструкция по электродуговой сварке для начинающих
 Необходимость что-то сварить обычно появляется на дачных участках и в частном доме. Каждый раз нанимать специалистов и оплачивать их работу невыгодно, поэтому лучше научиться пользоваться сварочным аппаратом самостоятельно. Лучше приобрести небольшой лёгкий инвертор, который позволит сделать аккуратный шов и без определённых навыков и умений.
Необходимость что-то сварить обычно появляется на дачных участках и в частном доме. Каждый раз нанимать специалистов и оплачивать их работу невыгодно, поэтому лучше научиться пользоваться сварочным аппаратом самостоятельно. Лучше приобрести небольшой лёгкий инвертор, который позволит сделать аккуратный шов и без определённых навыков и умений.
Особенности сварки
Сварочный аппарат называют инвертором из-за принципа его работы. Устройство преобразует переменный ток с частотой 50 Гц в более высокочастотный, а затем в постоянный. У сварки высокий коэффициент полезного действия — свыше 85%, но при этом на счётчике показания меняются медленно.
Большинство устройств подходят для использования в бытовой сети с напряжением в 220 В, некоторые аппараты предназначены для промышленного использования. Сварка не снижает напряжение, а также она работает бесшумно, поэтому соседи не будут недовольны ремонтом. И также приборы могут функционировать при понижении мощности сети, что важно для жителей сельской местности. Инверторный сварочный аппарат для начинающих — оптимальный вариант. Он работает мягко, легко образует дугу. Устройство просто держать в руках и управлять им.
Инструменты и экипировка
Сначала необходимо подобрать сам аппарат. Не стоит выбирать дорогие модели, так как умения мастера оцениваются дороже, чем качество инструмента. Но и дешёвые модели для работы не подходят. Они обладают меньшей надёжностью, а также у них отсутствуют контуры облегчения розжига. Это делает устройство опасным в руках неопытного сварщика.
При покупке обращают внимание на диапазон регулировки тока. Для сварки и резки стали можно использовать прибор с максимальным током в 160 А, но он может перегружаться. Показатель постоянного включения определяет длительность работы аппарата, она уменьшается при увеличении тока. Если выбрать мощное устройство, то при постоянном напряжении оно будет долго работать без перерыва. Прибор для электросварки для начинающих должен обладать максимальным показателем в 200 А. Удержать дугу и развить навыки розжига помогут аппараты с напряжением холостого хода.

Мастерам также понадобятся:
- сварочные очки или маска;
- специальная роба;
- краги из брезента.
Маска для работы — необходимое снаряжение сварщика. Она защищает лицо и глаза от ярких вспышек, искр и ультрафиолета, который образует дуга. Робу можно заменить плотной одеждой из натурального хлопка. Перед работой нужно убрать с места сварки все легковоспламеняющиеся предметы. Розжиг дуги начинают только после того, как мастер надевает маску. Первые вспышки могут нанести серьёзный вред глазам, повредив сетчатку. Последствия ожогов проявятся не сразу, а только на следующий день.
Инструкция для начинающих
Перед началом сварки нужно разобраться со строением аппарата. Начинающий мастер не будет осматривать внутренние детали, он будет обращать внимание только на внешние элементы, с которыми нужно работать. Строение сварочного устройства:
- индикатор сети;
- датчик защиты от перегревания;
- регулировщик сварочного тока;
- два разъёма под кабель;
- решётки вентиляции для охлаждения;
- наплечный ремень.

Само устройство напоминает небольшой металлический ящик, масса которого зависит от мощности. На передней стенке находится тумблер включения, а также индикаторы перегрева и питания. Кабель электропитания подключается к задней части устройства. К разъёмам подключают кабели зажима и массы.
Между электродом и металлом образуется дуга, именно она при помощи высокой температуры расплавляет металл. Если электрод подключают к отрицательному полюсу, а детали — к положительному, то соединение называют прямым. В противоположном случае — обратным, которое используется для работы с тонкими металлами.
Элемент, подключённый ко второму полюсу, быстрее нагревается. Прочные материалы нужно расплавить для образования аккуратного шва, тонкие нужно подсоединить к минусу, так как они могут перегореть.
Образование швов
 В состав электрода входит сердечник и смазка, которая не позволяет кислороду попасть в область сварки. Когда сердечник и металл соединяются, образуется дуга. Смазка загорается, переходит в жидкое и газообразное состояния. Газы образуют сварную ванну, окружая область работы. Жидкость создаёт защитный слой на поверхности металла. Затем она остывает и превращается в корку на шве.
В состав электрода входит сердечник и смазка, которая не позволяет кислороду попасть в область сварки. Когда сердечник и металл соединяются, образуется дуга. Смазка загорается, переходит в жидкое и газообразное состояния. Газы образуют сварную ванну, окружая область работы. Жидкость создаёт защитный слой на поверхности металла. Затем она остывает и превращается в корку на шве.
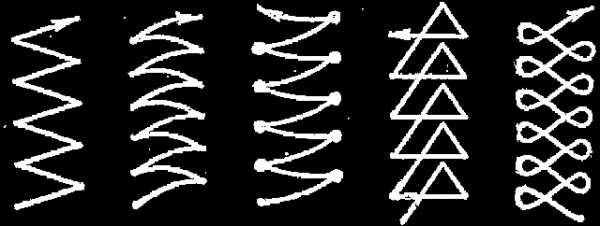
Для образования аккуратного шва нужно правильно варить сварочным аппаратом. Необходимо равномерно прогревать обе металлические части, расплавляя их на одинаковом расстоянии от края. Во время всего процесса держат электрод на одинаковом расстоянии от детали.
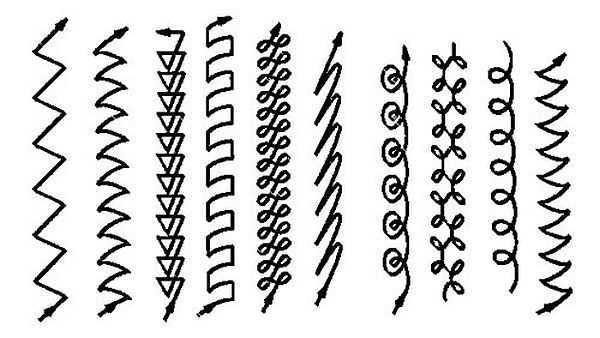
Для этого его постепенно передвигают вперёд, пока он плавится. Сделать шов шире можно путём выписывания электродом фигур — зигзагов, треугольников.
Работу начинают с розжига дуги. Для этого электродом нужно несколько раз постучать или чиркнуть о деталь. Затем осваивают движения, прорисовывая прибором на металле валики или ёлочку. Мелом нужно нарисовать черту, по которой будет идти шов. В месте розжига дуги сталь покрывается шлаком, его разносят по нарисованной линии.
Электрод постоянно держат под одним углом. Расстояние между прибором и деталью должно достигать 3 мм, тогда шов будет ровным. Быстро научиться работать с металлом можно благодаря инструкции по электродуговой сварке для начинающих.
220v.guru
Как правильно варить сваркой – руководство с фото и видео
Сегодня в домашней мастерской все чаще появляются современные сварочные инверторы, при использовании которых можно положить качественный шов. Даже новичок сможет быстро обучиться азам того, как правильно варить сваркой.
В этой статье Вы сможете разобрать волнующие начинающего сварщика вопросы. Какие основы сварки нужно знать и что может понадобиться? А также понять значение силы тока в таком виде работ.
Виды сварочных аппаратов
В домашних условиях используются два вида сварочных аппаратов: трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные

Трансформаторный сварочный аппарат
Исходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Это усложняет обучение и сварочный процесс новичку. В сети напряжение постоянно скачет и, чтобы положить качественный шов, сварщику нужно контролировать свои движения и дугу в частности.
Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Сварочный инвертор намного сложнее трансформатора. Он преобразовывает электрический ток с переменного на постоянный. И опять в переменный, повышая его частоту.
Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.
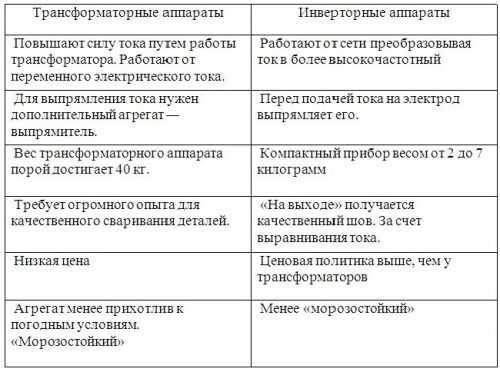
Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
Какие электроды использовать
 Для начала обучения стоит обучиться процессу варки черных низкоуглеродистых сталей. В этом процессе подходят стержневые электроды с обмазкой.
Для начала обучения стоит обучиться процессу варки черных низкоуглеродистых сталей. В этом процессе подходят стержневые электроды с обмазкой.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Для подбора нужного диаметра соответствующему металлу можно воспользоваться данными из таблицы.
При подборе электрода стоит знать, что чем больший диаметр, тем более высокую мощность нужно выставить на аппарате.
Часто в самодельных трансформаторных агрегатах не хватает мощности для использования электродов выше третьего номера.
Что нужно знать новичку
Весь сварочный процесс можно провести по такому алгоритму:
- Подготовка поверхности свариваемых деталей.
- Подключение сварочного аппарата и массы.
- Поджигание дуги.
- Сварка.
Горизонтальный шов
Стоит знать, что существует три основных вида сварочных швов:
- Горизонтальный. Получается вследствие сваривания деталей в горизонтальном положении. Наиболее простой шов и с него стоит начинать обучение.
- Вертикальный. Детали располагаются вертикально.
- Потолочный. Самый сложный из вариантов и стоит тщательно потренироваться, прежде чем проводить такие сварочные работы.
Итак, как пользоваться сварочным аппаратом?
Подготовка
Две детали нужно хорошо очистить от загрязнения и ржавчины. Также нужно подогнать требуемый размер заранее.
Обязательно стоит уделить внимание одежде. Сварочные работы чреваты брызгами и искрами. Лучше всего — это огнеупорный костюм сварщика, но за неимением такового можно использовать плотную не синтетическую одежду и перчатки.
Обязательно наличие хорошей защитной маски, молотка для сбивания шлака, и защитных очков для глаз.
Подключение
Современные инверторы работают от бытовой сети. Для этого достаточно вставить вилку в розетку.
Кабель массы нужно закрепить к одной из свариваемых деталей. Место, где будет присоединен зажим, желательно зачистить от всякого загрязнения до металла.
Электрод нужно вставить оголенным концом в держатель. Обязательно на аппарате нужно выставить силу тока. Для варки третьим электродом оптимальный показатель в 70 Ампер. Но он может варьироваться. Слишком высокая сила тока будет резать металл, а низкая — не способствует образованию качественной дуги.
Поджигание
В сварочных работах поджигание дуги можно сделать двумя способами: чирканием по поверхности металла или обычным постукиванием.
При чиркании в месте начала сварочного шва концом электрода нужно провести несколько раз по принципу поджигания спички.
Постукиванием кончиком стучат в точке, где начнется сваривание.
Если дуга не зажигается, большая вероятность того, что кабель массы плохо подключен к детали. Также для быстрого поджигания можно плоскогубцами очистить кончик электрода от обмазки.
При постоянном прилипании нужно повысить силу тока, но без особого фанатизма.
Сварочный процесс
 Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.
Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.
Но, если происходит сваривание вертикальных деталей, то шов обязательно ведут снизу вверх.
После поджигания дуги электрод ведут под углом в 30-60 градусов до поверхности. Расстояние зависит от сварочной ванны, образуемой при плавлении, обычно 2-3 миллиметра.
При движении электродом нужно контролировать несколько параметров:
- Постепенно вести шов выдерживая расстояние от свариваемой поверхности.
- Следить за сварочной ванной и ускорять или замедлять ведение шва.
- Двигать электрод нужно по непрямой траектории, а, например, в виде «елочки».
- Следить за направление сварочного шва.
Для лучшего ведения шва вначале лучше всего наметить место сварки мелом.
Когда процесс завершен, нужно сбить шлак и осмотреть место сварки на предмет зашлакованности шва или пропусков.
Какие могут быть ошибки
Чтобы понять, как правильно пользоваться сварочным аппаратом, нужно также знать основные ошибки, допускаемые при сваривании.
- Если образовался неровный шов, то движение электрода было слишком быстрым.
- В случае образования прожогов (дырок) в металле — была слишком медленная скорость ведения шва.
- Если шов получился плоским и неровным — был неправильно выдержан угол электрода к поверхности (в таком случае угол наклона составлял почти 90 градусов при оптимальных 30-60).
- Когда при сбивании шлака оказалось, что металл не проварен, то в таком случае был слишком маленький зазор между электродом и поверхностью. Такой дефект образовывается от «всплывания» шва.
- Как и в предыдущем варианте, при слишком большом зазоре детали также не проварятся и шов будет непрочным.
Указанное выше — это только основы. Их можно быстро освоить, особенно пользуясь для обучения инверторными аппаратами.
Они, имея функции выпрямления и контроля сварочного процесса, позволяют при минимальных навыках положить качественный шов.
Для сваривания тонкостенных деталей или профильных труб понадобится более тщательный подход к делу. Очень тонкие детали можно сваривать путем наложения стержня электрода, очищенного от обмазки, и варки прямо по нему. Но здесь нужен опыт, так как можно попросту расплавить металл по верху деталей и не обеспечить достаточное крепление.
Сварочные работы по алюминию или других цветных металлов и сплавов требуют использования специальных электродов. Как правило, такие работы проводят с использование защитной среды (аргон или углекислота). Сегодня можно приобрести универсальные сварочные аппараты с возможностью варки таких материалов.
Отдельно от обычных работ по сварке, применяются полуавтоматические агрегаты для работ с тонкостенными деталями. Здесь процесс соединения идет за счет плавления сплошной проволоки.
Также более сложными являются вертикальный и потолочный швы.
Для самостоятельного обучения можно воспользоваться видео и другими материалами. Лучше всего, чтобы уроки сварки дал опытный сварщик, который покажет разные виды швов.
Если вы, прочитав эту статью, хотите поделиться собственным опытом обучения, то просим поделиться информацией, как правильно варить сваркой, в комментариях к статье. Какими аппаратами пользовались и что лучше учесть при изучении такой работы, как сварка для чайников.
wikimetall.ru