Сварка лазерная нержавейки – Сварка лазерная нержавейки
alexxlab | 17.03.2019 | 0 | Вопросы и ответы
Лазерная сварка нержавейки своими руками:способы,технология,режимы
Лазерная сварки нержавейки является рабочим процессом, во время которого происходит нагревание определенных участков металла, а также его расплавление, за счет узконаправленного лазерного луча. Одной из отличительных особенностей данного способа является то, что шов получается небольшим по ширине, но достаточно глубоким. В отличие от обыкновенной сварки нержавейки температурное воздействие является узкоограниченным по своей площади. Скорость обработки здесь намного выше, но при всем этом образуется мощное излучение.
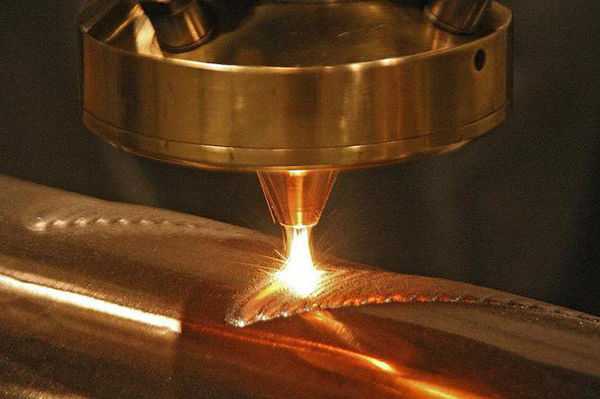
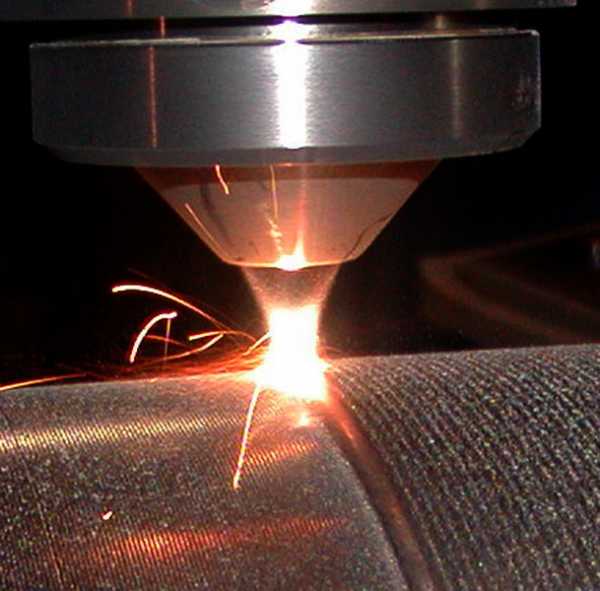
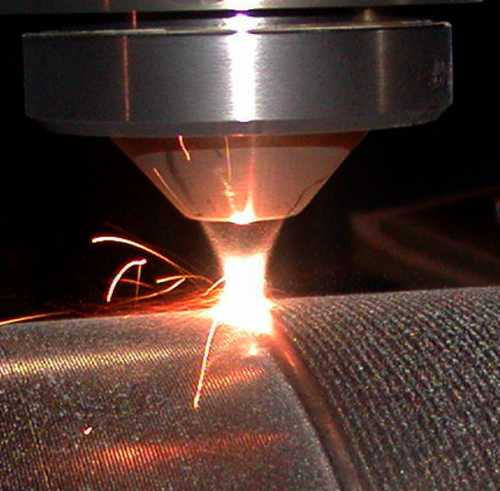
Процесс лазерной сварки нержавейки
Технологически данный процесс должен осуществляться согласно ГОСТ 19521-74. Он относит лазерную сварку к термическому процессу, который подразумевает использование плавления и тепловой энергии для получения итогового результата. Особенности проведения процедур зависят от того, какие характеристики имеет луч, так как тут играет роль его когерентность, монохроматичность и направленность. Это позволяет осуществлять точечную концентрацию и совершать обработки небольших участков. Данный метод применяется, в основном, для автомобильного производства, а также прочих высокоточных сфер, в которых работают с тонкими поверхностями.
Преимущества лазерной сварки нержавейки
- Себестоимость лазерной сварки сопоставима с обыкновенными способами, при использовании дуговой сварки и электродов;
- Она имеет очень высокую точность, которая исчисляется десятыми долями миллиметра;
- Ею можно использовать в автоматическом режиме и с дистанционным управлением;
- В отличие от сварки электронными лучами, для эффективной работы не нужно создавать специальную вакуумную среду;
- Данная сварка имеет высокую скорость выполнения процедур, что очень полезно в производстве;
- Можно делать швы практически любой геометрии;
- Отлично подходит для работы не только с нержавейкой, а также алюминием и другими проблемными металлами.
- Качество скрепления позволяет создавать герметичные соединения.
Недостатки лазерной сварки нержавейки
- Для проведения процедур здесь необходимо наличие специального оборудования;
- Высока стоимость техники для совершения сварочных процедур;
- Низкий коэффициент полезного действия, около 1-2%;
- Невозможно осуществлять широкие соединения, которые просто делаются в обыкновенных режимах;
- Необходимо тонко настраивать оборудование для каждой процедуры.
Разновидности аппаратов
Существуют две основные разновидности газовый и твердотельный. В твердотельном, в отличие от газового, имеется совершенно другая длина волны, так как они короче, благодаря этому, мощность аппарата становится меньше. Чаще всего здесь применяется импульсный режим при работе техники. Реже он становится непрерывным, что уже зависит от особенностей работы. В данном случае лазерная сварка нержавеющей стали осуществляется за счет наличие активного элемента. Лазерное излучение выходит из стеклянного стержня, которым выступает твердотельный активный элемент.
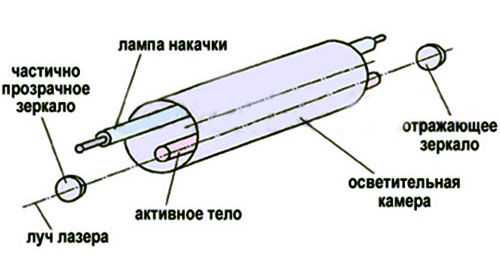
Конструкция твердотельного лазера для сварки нержавейки
Аппарат на газовом принципе действия может работать как в импульсном режиме, так и в непрерывном. Мощность такой техники выше, чем у предыдущей. При использовании аппарата с поперечным типом прокачки, можно сэкономить в размерах, так как сама техника является компактной. При этом максимальная толщина свариваемых металлов составляет около 2 см. Активным элементом в данном случае являются горящие газы.
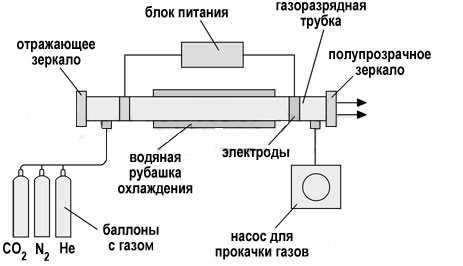
Конструкция газового лазера для сварки
Импульсные и непрерывные лазеры
Сварка импульсного типа соответствует требованиям, которые заданы ГОСТ 28915-91. Она используется чаще как непрерывная, так как точечное воздействие дает максимально качественный эффект. Данная технология заключается в скоплении большого количества энергии, которая потом воздействует на предмет на относительно короткий промежуток времени. Это помогает улучшить сварку металлов, которые сильно подвергаются деформации. Воздействие лазера происходит так, что поверхность металла нагревается только на верхних слоях. Благодаря этому уменьшается вероятность появления сквозных отверстий.
Благодаря использованию непрерывного лазера можно создать сплошной шов, причем мощностью аппарата регулируется его глубина. При использовании этой технологии образуется парогазовый канал и ширина канала обработки остается достаточно узкой.

Непрерывная лазерная сварка
Режимы лазерной сварки нержавейки
| Материал | Толщина, мм | Мощность, кВт | Скорость прохождения, м/ч |
| Нержавеющая сталь | 2 | 2,1 | 20 |
| 3 | 2,5 | 100 | |
| 4 | 3,1 | 90 |
Технология сварки нержавейки
Особенности сварки нержавейки предполагают использование специальной аппаратуры. В первую очередь следует подготовить поверхность свариваемого металла для операции. Для этого ее нужно обезжирить, убрать частички мусора и прочих лишних вещей, ликвидировать любой налет и ржавчину, если таковые имеются.

Процесс обезжиривания нержавейки
Затем нужно подобрать правильный режим, с которым будет вестись работа. Ведь тонкая ширина шва позволяет работать как с ювелирными изделиями, так и с толстыми промышленными листами, в зависимости от аппарата. Выставив технику на нужный уровень, следует поднести заготовку под луч лазера, или направить его на закрепленную деталь. Действия не должны быть медленными, так как лазер быстро расправляет металл.
«Важно!
Если луч постоянный, то он может испортить заготовку при слишком длительном воздействии.»
Для заделки трещин и прочих мелких процедур можно пользоваться только лучом для соединения частей, в иных случаях пригодится использование присадочной проволоки. После окончания, следует дать остыть без применения дополнительных средств для остужения.
Контроль качества сварного шва
Когда проводится лазерная сварка нержавейки своими руками для домашних целей, то контроль качества не всегда требуется. Но если предстоит использование в промышленных условиях, то следует провести одну или несколько из следующих процедур, которые соответствуют ГОСТ 18442-80:
- Капиллярная дефектоскопия;
- Ультразвуковая дефектоскопия;
- Радиационная дефектоскопия;
- Контроль магнитный;
- Контроль на проницаемость;
- Визуальный осмотр.
«Важно!
Для контроля используются только исправные приборы, прошедшие проверку, которая должна проходить не реже раза в год.»
Меры безопасности
Во время работы с лазером следует не допускать, чтобы на его пути попадались лишние предметы, так как он с легкостью перерезает или воспламеняет посторонние предметы. Следует четко выполнять инструкцию эксплуатации оборудования, чтобы не навредить здоровью. Чтобы уберечь металл от прожога, что касается преимущественно тонких листов, следует правильно придерживаться режима сварки.
svarkaipayka.ru
Лазерная сварка нержавейки и металлов: преимущества, технология
Нержавейка сложно поддается сварке, так как у нее очень высокий уровень текучести. При использовании стандартных методов, данный металл очень плохо формирует швы, так как они быстро растекаются. Помимо этого, сварочная ванна оказывается сильно подверженной негативным влияниям внешней среды. Лазерная сварка нержавейки является отличным способом, который решает множество проблем, связанных с использованием высоколегированных сталей. Здесь используется иной принцип расплавления металла, хотя все основы полностью соответствуют требованиям, чтобы это называлось сваркой.

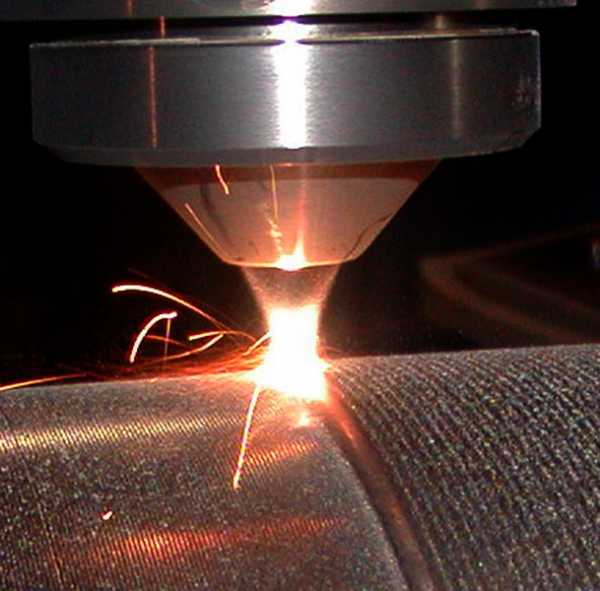
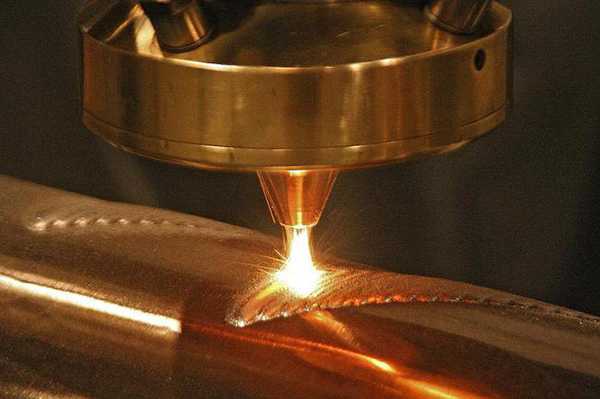
Процесс лазерной сварки нержавейки
Лазерная сварка нержавейки проходит по большей части в специализированных мастерских или на предприятиях, где это действительно востребовано и мощности производства могут позволить себе это. Ведь установки для сваривания обладают достаточно высокой стоимостью. Уникальность технологии состоит в том, что здесь применяются настоящие лазеры, у которых луч обладает высокой температурой. Здесь не возникают те условия, которые портят состояние наплавленного валика шва, так как сварочная ванна здесь занимает относительно небольшую площадь и здесь не происходит перемешивание. Успех процедуры, в основном, зависит от того, насколько правильно были выстроены настройки.
Область применения
Лазерная сварка металлов, в частности нержавеющих сталей, применяется на крупных производствах. Из-за своей сложности, технология оказывается не самой востребованной в широком применении. Но когда нужно работать с тонкими листами и прочими сложными вещами, то здесь лазерная установка будет весьма кстати. Лазерная сварка нержавейки применяется практически для всех марок данного металла и его сплавов. Уникальная методика обеспечивает хорошее качество даже при соединении его с другими разновидностями. Производство нержавеющих корпусов, мелких деталей и прочих вещей нередко использует лазерные установки для сварки.
Преимущества
Лазерная сварка нержавеющей стали стала популярной в своей сфере благодаря некоторым преимуществам, которые выделяют ее на фоне остальных способов соединения:
- Здесь обеспечивается высокая точность соединения, причем можно выполнять сложные геометрические рисунки;
- Работа со сложно свариваемыми металлами становится не такой проблемной, а качество соединения становится более высоким;
- Здесь не столь высокие требования к механической подготовке и предварительной обработке металлов;
- Лазерная сварка металлов является очень производительным процессом;
- Лазер не загрязняет окружающую среду, не создает опасность взрыва, не выпускает удушливые газы и так далее;
- Тепловому воздействию подвергается только тот металл, который находится под лучом лазера, тогда как близлежащая область остается неподверженной теплу.
Недостатки
Но одними преимуществами технология не ограничивается, так как тут представлен ряд недостатков, усложняющий широкое распространение во многих сферах:
- Высокая себестоимость процесса и большая цена используемого оборудования;
- Низкий коэффициент полезного действия, что создает высокие затраты энергии, так как эффективно используется только около 2% от всей энергии луча лазера;
- Применяется преимущественно для листового металла;
- Большая толщина не всегда эффективно проваривается.
Технология сварки
Лазерная сварка металлов всегда начинается с подготовительного этапа. Для данной технологии он является одним из наиболее важных. Сначала идет подготовка поверхности заготовок. Их нужно очистить от грязи, пыли, масла и прочих посторонних вещей, которые будут мешать нормальному свариванию. Подготовка флюсами и прочими дополнительными средствами здесь не требуется.
Далее идет выставление стыков, чтобы соединение получилось максимально крепким. Здесь не рекомендуется делать соединение внахлест, так как не будет нормального сваривания, результаты которого смогли бы выдержать высокие нагрузки. Стыковое соединение с обработанными кромками будет лучшим решением. Если идет лазерная сварка нержавейки 0,3 мм, то обработка кромок при такой толщине не требуется.

Лазерная сварка стыковым соединением
Следующим шагом является закрепление заготовок. Они должны быть точно выставлены, чтобы края не съезжали. Вручную поправлять что-то во время процесса не будет возможности. Создаются специальные каркасы. Если толщина металла позволяет, то стоит сделать прихватки для более надежной фиксации. Они создаются, как правило, в верхней и нижней части.
«Важно!
Слишком большой слой прихватки не рекомендуется делать, так как это может привести к деформации листов.»
После того, как все уже установлено, следует выставить соответствующий режим сваривания. Далее включается установки и происходит сваривание. Луч направляется на соответствующее место, после чего проходит весь участок соединения. Чаще всего лазер проходит участок снизу вверх. После завершения процедуры не требуется никакой дополнительной обработки. Сварка в последнее время осуществляется на автоматических установках.
Стандарты
Лазерная сварка металлов проводится согласно ГОСТ 19521-74. Здесь собрана полная классификация всех методов соединения, а также особенности их проведения. Выполнение стандартов обеспечивает точность выполнения шва и его высокое качество.
Техника безопасности
Сварка нержавеющей стали лазером является не самым опасным методом. Большинство неприятностей здесь связано с неаккуратностью. Главное, чтобы во время процесс на пути лазера не попадалось ничего лишнего, так как это приведет к разрушению данного предмета.
Заключение
Сварка таких металлов, как нержавеющая сталь, благодаря использованию лазера становится намного более качественной и надежной. Сложность обработки такого рода становится окупаемой для некоторых сфер применения.
svarkaipayka.ru
Лазерная сварка нержавейки
Лазерное сваривание нержавейки является соответственно уникальным процессом соединения, благодаря ему осуществляется прогрев необходимых частей металла, и расплавление его, с применением узконаправленного лазерного луча. Главным преимуществом подобного метода сваривания считается то, что при работе можно сформировать аккуратный узкий шов с наиболее глубоким проваром.
В использовании простого сваривания нержавейки, температура которого считается узко ограниченной по требуемой площади. Скорость процесса, при котором обрабатывается металл, происходит намного быстрее, однако при всех технологических преимуществах существует большой вред организму из-за определенного излучения.
Подобный способ технологии рекомендуется производить по ГОСТ 19521-74. Из-за которого лазерное сваривание относится к работам термического рода, где используется применение расплавления и энергии тепла, чтобы получить конечный результат. Тонкости подобных работ напрямую зависят от характеристик присутствующих у луча, поскольку здесь присутствует важная роль его когерентность, монохроматичность и направленность.
Благодаря таким функциям луча появляется возможность в осуществлении точечной концентрации, и выполнять обрабатывание малых участков. Такой способ используется практически в автомобильном изготовлении и еще в некоторых сферах, где необходимы высокоточные соединения в работах с тонкими металлами.
Преимущества лазерного сваривание нержавейки
• По себестоимости такой процесс не имеет особое отличие от простых методов, где применяется дуговое сваривание и электроды;

• Присутствует весьма большая точность, благодаря которой соединения высчитывается по десятым долям миллиметров;
• Имеет возможность выполняться в автоматическом режиме, и на дистанционном управлении;

• Если сравнивать со свариванием, где используются электронные лучи, то здесь для эффективного результата, нет необходимости в использовании специальной вакуумной среды;
• Подобный вид сваривания обладает высокой скоростью проведения работ, что считается огромным плюсом в производственных сферах;
• Имеется возможность в формировании швов почти различных геометрий;
• Великолепно подходит для сваривания, как нержавеющей стали, так и алюминия с остальными проблематичными сплавами;

• Благодаря качеству соединения, можно изготовлять герметичные сваривания.
Недостатки
• Для проведения подобного процесса понадобится приобрести необходимое оборудование;
• Весьма дорогостоящая техника для проведения свариваемых работ;
• Коэффициент полезного действия весьма маленький, составляет 1-2%;
• Отсутствует возможность в образовании толстых соединений, в отличие от многих разновидностей сваривания.
• Необходимость в четких настройках параметров и регулировках в соответствии с каждой процедурой.
Виды аппаратов
В лазерном сваривании нержавейки есть два главных вида, газовый аппарат и твердотельный. Твердотельный аппарат отличается от газового аппарата тем, что присутствует совсем иная длина волны, и поскольку она короткая, мощность в аппарате уменьшается. Чаще всего в подобной работе оборудования используется режим импульсов, благодаря чему его непрерывность образуется значительно реже. В таком случае лазерное сваривание нержавейки происходит благодаря присутствию активного элемента. Излучение лазером выходит за рамки стеклянного стержня, на месте него появляется твердотельный активный элемент.
Аппараты с принципом газового воздействия могут осуществлять работу, как в режиме импульсов, так и не прерывистом. Тут мощность имеется гораздо больше, чем у твердотельного аппарата. Есть возможность в использовании техники с поперечной прокачкой, и можно будет сэкономить в размерах, поскольку само оборудование считается компактным. При таких раскладах максимальная ширина металла для сваривания будет около 2 см. В подобном способе активным элементов выступают горящие газы.
Импульсные и непрерывные лазеры
Сваривание импульсного типа должно соответствовать согласно ГОСТ 28915-91. Чаще всего оно используется как не прерывистое, поскольку благодаря точечному применению, образуется наивысший эффект по качеству. Подобный метод состоит в том, что скапливается большая часть энергии, а затем взаимодействует на материал на весьма маленький промежуток времени. Из-за этого улучшается сваривание металлов, имеющих возможность поддаваться сильной деформации. Процесс лазера работает так, что поверхность материала подогревается только на верхнем слое, поэтому шансы образования сквозных отверстий становится меньше.

Технология сваривания нержавейки
Особенности в сваривании нержавеющей стали предпочитают применение специальной аппаратуры. В начале, необходимо провести подготовительные процедуры металла к процессу сваривания. Для осуществления этого, потребуется удалить различные загрязнения, обезжирить, убрать различный мусор и другие загрязнения, а так же любые налеты из ржавчины, если такие присутствуют.
Затем необходимо выбрать требуемые режимы и параметры для соответствующей работы. Поскольку при тонкой ширине шва, разрешается работать как с тончайшими изделиями, так и с широкими промышленными заготовками, смотря какой используется аппарат. После того, как будет отрегулирована техника, можно непосредственно переходить к процессу, поднеся металл под лазерный луч, или навести его на тяжелую деталь. Движения необходимо совершать как можно быстрее, поскольку температура расплавления лазером слишком высока.

Если придется столкнуться с такими проблемами как заделки трещин и другими мелкими нюансами, то можно воспользоваться лучом для сваривания частей, в других моментах может помочь применение специальной проволоки. В завершении процесса необходимо подождать пока деталь остынет сама, не применяя при этом никаких температурных воздействий и резких охлаждений.
Контроль качества свариваемого шва
Если процесс лазерного сваривания нержавейки применяется собственноручно в домашних условиях, то контроль качества не всегда понадобится. Но если подобные процедуры производятся в промышленных сферах, то категорически рекомендуется соблюдать все правила по проведению работ согласно ГОСТ 18442-80:
- Капиллярная дефектоскопия;
- Ультразвуковая дефектоскопия;
- Радиационная дефектоскопия;
- Магнитный контроль;
- Контроль на проницаемость;
- Внешний осмотр.
Меры осторожности
В процедурах с лазером требуется не допустить его попадания на различные предметы, поскольку из-за его температурного воздействия большинство вещей прорежется или воспламенится. Необходимо правильное соблюдение инструкций по эксплуатации техники, что бы избежать вреда для организма. Что не происходило проблем с прожигание листов, в особенности из тонкого металла, необходимо соблюдать правильно выставленные параметры при помощи регулировки.

svarkagid.com
Сварка нержавейки – самые популярные способы
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением.
Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии.
Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении. Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых.
То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
- Аустенитную;
- Мартенситную;
- Ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.
Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером.
Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются:
- температура плавления ниже, чем у углеродистых сталей;
- значительное тепловое расширение;
- низкая теплопроводность.
Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники:
- короткой дугой;
- со струйным переносом;
- импульсной.
Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами.
Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла.
При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин.
При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска.
Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика.
Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке.
Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Механическая обработка производится способом очистки металлической щеткой и обработкой мелкозернистой наждачной бумагой. Если есть возможность — обработать пескоструйным аппаратом. После механической обработки следует нанести на шов пассивирующий раствор.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Сварочные работы с нержавейкой имеют много особенностей и тонкостей. Если вы обладаете практическим опытом сварки нержавейки — поделитесь им на страницах нашего сайта. Ждем ваших писем и сообщений.
wikimetall.ru
Лазерная сварка нержавеющей стали –
Верижников Владислав Юрьевич, Комсомольский-на-Амуре государственный университет// Тип: тезисы доклада на конференции Год издания: 2018 Страницы: 22-24, Издательство: Комсомольский-на-Амуре государственный технический университет (Комсомольск-на-Амуре), НАУЧНО-ТЕХНИЧЕСКОЕ ТВОРЧЕСТВО АСПИРАНТОВ И СТУДЕНТОВ материалы всероссийской научно-технической конференции студентов и аспирантов. 2018
Аннотация. Описана установка лазерной сварки и её процессы .Рассмотрен принцип лазерной сварки по нержавеющей стали. Описываются все проблемы в проведении процесса, а также пути решения поставленных проблем.
Annotation. The installation of laser welding and its processes .The principle of laser welding in stainless steel is considered. Describe all the problems in the process, as well as ways to solve the problems.
Процесс лазерной сварки нержавеющей стали
Технологически данный процесс должен осуществляться согласно ГОСТ 19521-74. Он относит лазерную сварку к термическому процессу, который подразумевает использование плавления и тепловой энергии для получения итогового результата. Особенности проведения процедур зависят от того, какие характеристики имеет луч, так как тут играет роль его когерентность, монохроматичность и направленность. Это позволяет осуществлять точечную концентрацию и совершать обработки небольших участков. Данный метод применяется, в основном, для автомобильного производства, а также прочих высокоточных сфер, в которых работают с тонкими поверхностями.
Преимущества лазерной сварки нержавеющей стали
- Себестоимость лазерной сварки сопоставима с обыкновенными способами, при использовании дуговой сварки и электродов;
- Она имеет очень высокую точность, которая исчисляется десятыми долями миллиметра;
- Ею можно использовать в автоматическом режиме и с дистанционным управлением;
- В отличие от сварки электронными лучами, для эффективной работы не нужно создавать специальную вакуумную среду;
- Данная сварка имеет высокую скорость выполнения процедур, что очень полезно в производстве;
- Можно делать швы практически любой геометрии;
- Отлично подходит для работы не только с нержавейкой, а также алюминием и другими проблемными металлами.
- Качество скрепления позволяет создавать герметичные соединения.
Недостатки лазерной сварки нержавеющей стали
- Для проведения процедур здесь необходимо наличие специального оборудования;
- Высока стоимость техники для совершения сварочных процедур;
- Низкий коэффициент полезного действия, около 1-2%;
- Невозможно осуществлять широкие соединения, которые просто делаются в обыкновенных режимах;
- Необходимо тонко настраивать оборудование для каждой процедуры.
Технология сварки нержавеющей стали
Особенности сварки нержавеющей стали предполагают использование специальной аппаратуры. В первую очередь следует подготовить поверхность свариваемого металла для операции. Для этого ее нужно обезжирить, убрать частички мусора и прочих лишних вещей, ликвидировать любой налет и ржавчину, если таковые имеются.
Затем нужно подобрать правильный режим, с которым будет вестись работа. Ведь тонкая ширина шва позволяет работать как с ювелирными изделиями, так и с толстыми промышленными листами, в зависимости от аппарата. Выставив технику на нужный уровень, следует поднести заготовку под луч лазера, или направить его на закрепленную деталь. Действия не должны быть медленными, так как лазер быстро расправляет металл. Если луч постоянный, то он может испортить заготовку при слишком длительном воздействии.»
Для заделки трещин и прочих мелких процедур можно пользоваться только лучом для соединения частей, в иных случаях пригодится использование присадочной проволоки. После окончания, следует дать остыть без применения дополнительных средств для остужения.
Контроль качества сварного шва
Когда проводится лазерная сварка нержавеющей стали в промышленных условиях, то следует провести одну или несколько из следующих процедур, которые соответствуют ГОСТ 18442-80: капиллярная дефектоскопия; ультразвуковая дефектоскопия; радиационная дефектоскопия; контроль магнитный; контроль на проницаемость; визуальный осмотр.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. А. Игнатов, статья по теме «Лазерная сварка сталей», [Электронный ресурс], http://laseris.ru/public/articles_pdf/article_2647_305.pdf, журнал «Фотоника», 2008г, с. 11,12,15, (дата обращения 29.04.2015).
2. Информационный сайт компании «ТехноЛазер», научная статья «Лазерные технологии. Лазерная сварка», [Электронный ресурс].
3. «ГОСТ 28915-91. Сварка лазерная. Основные типы, конструктивные элементы и размеры», Издательство стандартов, Москва, 1991г
4. Китаев А.М. Справочная книга сварщика / А.М. Китаев, Я.А. Китаев. — М.: Машиностроение, 1985. — 256 с.
5. А.А. Малащенко, А.В. Мезенов Лазерная сварка металлов / А.А. Малещенко, А.В. Мезенов – М.: Машиностроение 1984 – 44 с.
Источник: https://elibrary.ru/item.asp?id=35277397
Поделиться ссылкой:
Похожее
xn--80akfo2a.xn--p1ai
Лазерная сварка в Москве
Компания Лазерформ оказывает комплексные услуги по лазерной сварке изделлий из металла. Высокопроизводительное оборудование для лазерной сварки собственного производства позволяет проводить практически любые сварочные работы, начиная от фиксации зубчатых колес на оси, и заканчевая точечной сваркой в микроэлектронике. По вопросам сотрудничества обращайтесь по указанной на сайте контактной информации.

Описание технологии лазерной сварки
Лазерная сварка – процесс получения неразъемного соединения путем сплавления примыкающих поверхностей свариваемых частей с помощью излучения лазера. Лазерная сварка относится к методам сварки плавлением, а по плотности энергии – к высококонцентрированным источникам энергии – как электронно-лучевая сварка, сжатая дуга, плазменная сварка.
Локальность лазерной обработки, концентрация теплового воздействия, высокие скорости роста и уменьшения температуры в зоне обработки, а также возможность быстрого образования сварной ванны в заданном объеме позволяют широко применять лазерное излучение для реализации сварочного процесса.
Преимущества лазерной сварки
Большой интерес к лазерной сварке обусловлен специфическими достоинствами, которые выгодно отличают ее от других методов сварки:
- Лазерная сварка может осуществляться в любой среде и любых условиях, не требует наличия вакуума.
- Зона термического влияния при лазерной сварке очень мала, при этом сохраняются свойства исходного материала.
- Лазерная сварка практически не вызывает деформации обрабатываемых изделий, так как зона теплового влияния минимальна.
- Высокая точность и производительность процесса лазерной сварки достигается при сварке любых марок сталей.
- Лазерная сварка – один из немногих типов сварки, допускающих соединение разнородных материалов.
- При лазерной сварке обеспечивается значительная глубина провара при небольшой ширине сварного шва.
- Лазерная сварка не требует дополнительных расходных материалов (например, присадочных электродов или флюсов и пр.) под различные свариваемые металлы, переналадка под другие материалы определяется только параметрами лазерного излучения, которые просто и гибко настраиваются.
- Лазерная сварка возможна по месту, без дополнительного закрепления изделий, поэтому возможна обработка изделий крупных габаритов.
- Лазерная сварка возможна и в труднодоступных местах за счет средств доставки лазерного излучения к месту сварки.
- Лазерная сварка является бесконтактным методом обработки, позволяя осуществлять процесс сварки в том числе через кварцевое стекло вакуумной камеры.
- Оборудование и расходы на эксплуатацию для лазерной сварки требуют гораздо меньших капиталовложений, чем для ближайшего аналога – электронно-лучевой сварки.
Сфера применения лазерной сварки
Точечная импульсная лазерная сварка в микроэлектронике
 В приборостроительной промышленности широкую популярность приобрела технология лазерной сварки точечным методом. Зачастую лазерная сварка может использоваться для получения прочных и герметичных соединений проводников между собой или приварки их к печатной плате, к элементам микросхем, для соединения токопроводящих элементов. В данном случае показывает высокую эффективность и качество лазерная сварка разнородных материалов: никель-бор, вольфрам-никель и др.
В приборостроительной промышленности широкую популярность приобрела технология лазерной сварки точечным методом. Зачастую лазерная сварка может использоваться для получения прочных и герметичных соединений проводников между собой или приварки их к печатной плате, к элементам микросхем, для соединения токопроводящих элементов. В данном случае показывает высокую эффективность и качество лазерная сварка разнородных материалов: никель-бор, вольфрам-никель и др.
Методы лазерной сварки проводников имеют несомненное преимущество в виду того, что для лазерной сварки нет необходимости в подготовке поверхностей для сварки и зачистке изоляционных слоев (полиуретан, тефлон и др.). Лазерная сварка позволяет удалить изоляцию в месте воздействия непосредственно в процессе сварки.
Лазерная сварка выводов обмотки якоря с коллектором.
 Один из примеров – лазерная сварка статора с соединением выводов обмотки якоря с коллектором электродвигателя. Для этого медные выводы должны располагаться в пазах для соединения в коллекторе. Применение технологии лазерной сварки для получения токопроводящего соединения медных выводов с коллектором выполняется без удаления изолирующего слоя.
Один из примеров – лазерная сварка статора с соединением выводов обмотки якоря с коллектором электродвигателя. Для этого медные выводы должны располагаться в пазах для соединения в коллекторе. Применение технологии лазерной сварки для получения токопроводящего соединения медных выводов с коллектором выполняется без удаления изолирующего слоя.
Фиксация зубчатых колес на оси с помощью лазерной сварки

В приборостроении зачастую важна не механическая прочность изделия под силовыми нагрузками, а необходима качественная фиксация изделий друг с другом, герметичность шва, отсутствие деформаций деталей в процессе сварки. Из-за небольших размеров изделий различные традиционные методы соединений (резьбовые, шпоночные, клепаные, посадки с натягом) не подходят для данных изделий. Другие методы сварки, дающие большой неравномерный нагрев изделий, также не подходят для данной задачи т.к. теряется аккуратного самого сварного шва. Примеры сварных работ: сварка цилиндрических изделий по поверхности одного из них, круговая сварка по торцу, точечная прихватка деталей перед дальнейшей обработкой.
Изготовление датчиков давления с помощью лазерной сварки
 Большое распространение получила технология лазерной сварки датчиков высокого давления. Внедрение лазерной сварки позволило повысить надежность работы датчика, увеличить диапазон рабочего давления и циклическую прочность. Лазерная импульсная сварка гарантирует высокое качество сварного соединения и обеспечивает технологическую воспроизводимость сварочного процесса.
Большое распространение получила технология лазерной сварки датчиков высокого давления. Внедрение лазерной сварки позволило повысить надежность работы датчика, увеличить диапазон рабочего давления и циклическую прочность. Лазерная импульсная сварка гарантирует высокое качество сварного соединения и обеспечивает технологическую воспроизводимость сварочного процесса.
Ремонт очковых оправ
Оперативный металоремонт товаров потребления (очковые оправы, ювелирные изделия, бижутерия и др) получил широкое распространение в применении лазерной технологии.
Используемое оборудование
Технология лазерной сварки успешно реализуется на следующем оборудовании:
Лазерная установка LaserMaster
Лазерная установка Alfa
Лазерная установка Alfa-Auto
laser-form.ru
доступные способы сваривать, чем лучше, как дома, чем тонкую
Главная страница » О сварке » Сварка нержавейки » Чем варят нержавейку: выбирайте способ по возможностям
Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
- высокая стойкость к окислению;
- долговечность использования конструкций из нержавейки;
- прочность;
- эстетичность готового изделия;
- простота обработки различными способами.
Самым эффективным методом работы с коррозионностойкими сталями является сварка.
О том, чем варить нержавеющую сталь при решении определенных задач, будет проанализировано в данной статье.

Особенности
Нержавейка обладает некоторыми особенностями, которые могут оказать значительное влияние на сварочный процесс:
- Линейное расширение и усадка материала. При нагреве изделия из нержавеющих сталей «расширяются», при охлаждении — «сужаются».
- Величина теплопроводимости нержавейки практически в два раза меньше, чем у других материалов. Поэтому при её сваривании следует уменьшать силу тока на 15-20%.
- Коррозинностойкие стали обладают достаточно высоким электрическим сопротивлением. Поэтому для сварки нержавейки рекомендуется использовать только специальные электроды.
- При неправильном выборе сварочного режима или подборе неподходящего аппарата, нержавейка может потерять свои антикоррозийные свойства. Происходит это следующим образом: при нагреве изделия до температуры свыше 500°С, на металле по краю образуется карбид хрома и железа. Это и приводит к окислению. Для предотвращения образования ржавчины следует быстро охлаждать конструкции различными способами.
Способы
Сваривание конструкций из нержавеющих сталей может проводиться несколькими методами. О том, чем сваривать нержавейку мы расскажем далее.
Ручная дуговая сварка покрытыми электродами
Одним из наиболее распространенных методов является ручное дуговое сваривание с помощью покрытых электродов. Востребованность такой сварки обусловлена тем, что в результате исполнитель получит качественный сварной шов. Когда к соединению не предъявляется каких-либо особых требований, то данный метод будет лучшим решением, нет причин искать альтернативу.
Подбор электрода выполняется в соответствии с маркой основного металла. Расходник должен иметь оптимальный состав обмазки. На рынке присутствует большое разнообразие сварочных материалов, применяющихся для работы с коррозионностойкими сталями. Полный перечень представлен здесь. Сваривание, чаще всего производится на постоянном токе обратной полярности.
Видео
В ролике без подробных разъяснений показано крупным планом, как происходит сварочный процесс.
Вольфрамовыми электродами
 Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Данный метод применяется для работы с тонким металлом, когда к соединению предъявляются повышенные требования по надежности. Также шов должен соответствовать особым условиям.
Вольфрамовые стержни помимо этого отлично подойдут для сваривания нержавеющих труб, применяющихся для транспортировки жидкостей. В таком случае процесс осуществляется в среде аргона, с применением постоянного тока прямой полярности.
Видео
В ролике наглядно показан процесс TIG-сварки трубы.
Более подробная информация о сварке коррозионностойких сталей различными видами прутков представлена в статье «Сварка нержавейки электродами».
О том, чем сварить нержавейку, за исключением электродов, будет рассказано далее.
Полуавтоматическая сварка в аргоне
Полуавтоматическая сварка в аргоне применяется, чтобы получить качественное соединение и добиться высокой производительности. Для этого следует использовать сварочные полуавтоматы. Нержавеющая проволока для данного метода сваривания производится в соответствии с нормами ГОСта.
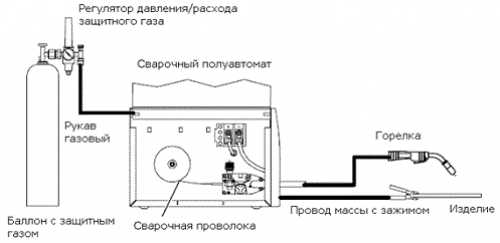
Выделяют несколько видов проволоки: универсальная, легированная, омедненная, с флюсом, порошковая, стальная или алюминиевая.
Сварочный процесс начинается с предварительной подготовки. Исполнителю нужно настроить режим работы сварочного полуавтомата: сила тока, напряжение и скорость подачи проволоки. Для металла толщиной менее 3 мм., оптимальная сила тока составляет от 120 до 145 А. Скорость движения проволоки — 900 м/ч. При этом используется постоянный ток обратной полярности.
Рабочую поверхность следует очистить, например щеткой для металла.
Затем начинается основный этап работ. Исполнитель включает переключатель, подающий проволоку. После зажигается дуга. Если используется плавящаяся проволока, то для возбуждения дуги нужно прикоснуться к металлу. Осуществлять движения сопла горелки необходимо исключительно в одном направлении, не нужно допускать поперечных движений. Оптимальным вариантом является сваривание изделий на высокой скорости однослойным швом.
Видео
В ролике варит не вполне уверенный сварщик, но представление о процессе получить вполне можно.
Если у исполнителя возникает вопрос: чем варить нержавейку 2мм, то данный метод будет отличным вариантом.
Лазерная
 Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Коррозионностойкие стали свариваются лазером только встык, так как соединение внахлест создает термические напряжения, которые отрицательно сказываются на общей прочности изделия.
Преимущества данного метода: отсутствие снижения прочности в зоне отпуска; исключение появления термических трещин; быстрота и точность воздействия лазерного луча не допускает возникновения оксидной пленки. Главной особенностью метода является более быстрое остывание сварного шва.
Плазменная
Выделяют ручную и автоматическую плазменную сварку. Ручное сваривание осуществляется с помощью дуги, формирующейся между электродом и основным металлом. Другое название ручного метода — микро-плазма или мини-плазма. Сварочный процесс выполняется на переменном токе от 0,1 до 15 А. Данный метод предназначен для исполнителей, которым нужно варить тонкую нержавейку. Также существует техника «беспучкового сопла» с напряжением 15-100 А.
Лучевой поток при автоматической сварке производится с помощью плазмотрона. Воздействие переменного тока выше 100 А и потока газа создает мощный пучок плазмы.

Достоинства: стабильность и «жесткость» дуги позволяют контролировать энергозатраты; узкая околошовная зона; достаточно ускоренный темп сваривания; возможность изменять расстояние между соплом и рабочей поверхностью без отрицательного влияния на качество шва. Подробнее о плазменной сварке здесь.
Видео
Посмотрите, как можно варить небольшим плазменным аппаратом.
В домашних условиях
Для того, чтобы ответить на вопрос: чем сварить нержавейку дома — следует ознакомиться со следующей информацией.
 Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Кроме аппарата исполнителю будет необходимы электроды: специальные для нержавейки или обычные. Сваривание осуществляется по тщательно зачищенной поверхности. Соединение выполняется постоянным током, величина зависит от толщины металла и варьируется от 40-150 А.
Видео
В ролике популярно объясняется, как это делать.
Все вышеперечисленные методы помогут понять, чем можно варить нержавейку в каждой конкретной ситуации. В зависимости от марки коррозионностойкой стали исполнитель выбирает оптимальный режим сварки. Правильные параметры гарантируют безопасность сварочного процесса для исполнителя и обеспечивают необходимое качество сварного шва.
Чем лучше варить нержавейку, каждый сварщик решит самостоятельно, ознакомившись с перечисленными данными.
weldelec.com