Сварка полуавтоматическая под флюсом – Сварка под флюсом полуавтоматом и автоматом: ее преимущества и особенности
alexxlab | 01.02.2019 | 0 | Вопросы и ответы
Сварка под флюсом полуавтоматом и автоматом: ее преимущества и особенности
Сварочная проволока с флюсом, по ГОСТу 8713 1979 года, предназначена для неразъемного соединения деталей из стали и сплавов с включением железоникелевой основы. При помощи этого вида сварочных работ можно выполнять любые по сложности стыки.
Подготовка специалиста для полуавтоматической сварки под флюсом не требует больших затрат времени и средств. Сам флюс – это порошок из гранул, который при горении создает защитный слой из газа и шлака.
Действие защитного покрытия
Электродуговая сварка под слоем защитного порошка – это несложное в исполнении, но качественное и надежное соединение различных металлоконструкций и деталей.

Особенность сварки под флюсом заключена в соединении расплавленного металла двух деталей под слоем специального гранулированного порошка. При большой температуре электрической дуги металл и флюс расплавляются.
Пленка, образовавшаяся при расплаве гранул, защищает сварочную ванночку от воздействия кислорода и окружающей среды, не дает разбрызгиваться металлу.
На шве появляется тонкий слой шлака, который позволяет равномерно остывать сварному соединению. Корка легко удаляется с поверхности шва. Выполнять удаление надо обязательно для визуального контроля качества сварки.
Чтобы снять шлак, достаточно несильно ударить молотком по нему, и он осыплется. Перед этим необходимо убрать с деталей остатки флюса, его можно использовать на следующем стыке.
Способы работы
Для выполнения соединения с помощью сварки под флюсом наиболее распространены два метода.
Соединение с помощью сварки полуавтоматом. Чтобы обеспечить оптимальную скорость подачи проволоки с флюсом, сварщик подбирает соответствующий режим работы на аппарате, учитывая толщину металла и вид соединения.
Дуга направляется вручную. При этом скорость подачи проволоки, сила тока и угол наклона держателя – это основные факторы, влияющие на качество выполненной работы.
Схема автоматической (роботизированной) сварки предназначена для соединений стыковых и угловых деталей. В этом случае, автомат задает направление движения дуги, скорость подачи проволоки и хода каретки. Такой аппарат при высокой скорости сварки дает качественный шов.
Одна из разновидностей автоматического способа позволяет вести сварку сразу двумя электродами – это тандемный метод. При этом электроды идут параллельно друг другу и находятся в одной плоскости, что позволяет увеличить сварочную ванночку при мгновенном возбуждении электрической дуги. Флюс выполняет защиту шва от кислорода и обеспечивает равномерное остывание.
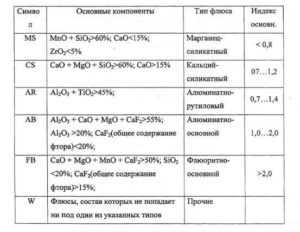
Виды флюсов
Каждое вещество, водящее в состав флюса, предназначено для сварки определенных металлов и сплавов. Выбирая марку флюса, учитывают, высоколегированная сталь будет свариваться или высокоуглеродистая, или же предстоит сварить цветные металлы, сплавы и так далее.
По методу производства флюсы разделяют на два вида:
- неплавленые (испеченные и керамические) – гранулы с легирующими добавками, обеспечивающими высокое качество сварного соединения;
- плавленые – с включениями стекла или пемзы.
 Испеченные и керамические флюсы изготавливают, измельчая основной материал и соединяя раствор с жидким стеклом. Применяются для добавления легирующих присадок в тело шва. Плавленые флюсы изготавливаются при спекании основных материалов.
Испеченные и керамические флюсы изготавливают, измельчая основной материал и соединяя раствор с жидким стеклом. Применяются для добавления легирующих присадок в тело шва. Плавленые флюсы изготавливаются при спекании основных материалов.
Флюсы для защиты шва выпускаются отдельно для электро и газосварки. Они отличаются по химическому составу. Гранулы, в которых содержится определенное количество фторидов, хлоридов, предназначены для электродуговой сварки с переплавом шлаков с активными металлами. Это солевые гранулы.
Комбинация солевого и оксидного растворов позволяют использовать смешанные флюсы для провара легированной стали. Оксидный флюс предназначен для соединения конструкционных сталей с большим содержанием фтора.
Классификация сварочной проволоки
Сварка полуавтоматом выполняется флюсовой проволокой без газа для повышения качества соединения деталей. От типа стержней и химического состава зависят механические показатели сварочного соединения.
Важно. Стальная проволока для сварки под флюсом должна соответствовать ГОСТу 2246 1970 года и применяться в зависимости от материала деталей.
Проволоку делают из трех видов сталей:
- легированных;
- высоколегированных;
- конструкционных, низкоуглеродистых.
Сечение сердечников, в зависимости от толщины металла, изготавливается диаметром не более 12 мм. Поставляется в бухтах не более 80-ти м длины. По желанию заказчиков возможна намотка на кассеты или катушки.
Хранить стальную проволоку нужно в сухих помещениях. При образовании ржавчины бухты обрабатывают с помощью бензина или керосина.
Для сварки алюминиевых деталей проволоку изготавливают по ГОСТам 7871 и 16130. Для этого производятся и наиболее часто применяются омедненные проволоки, не требующие обрабатывания при сварке.
Особенности и преимущества
Преимущества полуавтоматической и автоматической сварки под защитным слоем флюса позволяют занимать этому типу неразъемного соединения одно из лидирующих мест.
Высокий уровень производительности
По этой характеристике преимущество перед ручной сваркой минимум в 6 раз, некоторые специалисты считают, что намного больше. Но это не предел, повышая коэффициент работы сварочного автомата, увеличивается величина производительности труда. Еще одна причина, позволяющая достигнуть таких результатов – это применение высоких значений силы тока при сварке.
Плотный слой материала флюса не позволяет металлу растекаться, при этом происходит хорошее формирование шва. При повышенных значениях тока, этим оборудованием можно надежно обеспечить провар даже толстого металла без большой разделки кромок. Поэтому производительность еще больше вырастает. Снижается время на зачистку брызг и сильного растекания металла.
Повышается качество шва
Качество соединения растет благодаря тому, что расплавленный металл не подвергается воздействию кислорода и других веществ атмосферы.
Существует возможность широкого выбора материала сварочной проволоки. Применяя ту марку, которая лучше всего подходит для сварки, можно получить однородный по составу шов.
Появляется возможность придания шву отличной формы, с требуемым катетом шва. Благодаря защитной пленке, которая образуется при сгорании флюса, в швах нет подрезов, непроваров, пор и трещин. Наконец, нет необходимости в замене электродов, поэтому шов получается ровным, без разрывов.
Экономный расход материалов и улучшения условий работы сварщика
При сварке под флюсом понижается расход проволоки до 35%, при сравнении со сваркой электродами. Не расходуется материал на отходы, в виде огарков и разбрызгивания металла.
При этом способе угарный газ выделяется в меньших количествах, глаза и лицо специалиста не подвергается сильному ультрафиолетовому излучению, как при электросварке.
Оборудование
Производится оборудование 2 видов для сварки деталей под флюсом. В первом виде используют сварочную проволоку толщиной не более 3 мм.
Принцип устройства такого сварочного аппарата предполагает самостоятельную регулировку дуги (напряжения на ней), в то время как проволока подается с постоянной скоростью.
Второй вид – это оборудование, в котором автоматически регулируется сила тока, в зависимости от скорости подачи сварочных проволок. Диаметр электродной проволоки для такого оборудования начинается от 3 мм.
Производятся сварочные полуавтоматы и устройства для автоматической сварки. Выпускают универсальные аппараты, на которых можно проводить сварку порошковой проволокой, под флюсом, MIG, а также электродуговую строжку. Ток достигает значений 300…1500 A.
Современные автоматические модели оснащают механизмом, который позволяет собрать нерасплавившийся флюс и отправить его назад в емкость для загрузки. Существует функция контроля пропорциональности шва.
В промышленности распространены самоходные аппараты (трактора, подвесные головки), позволяющие автоматически варить объемные и протяженные конструкции. Если сварочный аппарат оснащен лазером, то это дает возможность отслеживать положение электрода. Причем экран можно устанавливать на расстоянии порядка 20 метров.
Область применения
 Необходимо разобрать, где применяется сварку под флюсом, которая по праву считается одним из основных методов получения неразъемного соединения. Сварка выполняется в нижнем положении, для соединения деталей встык, внахлест, для угловых способов соединения.
Необходимо разобрать, где применяется сварку под флюсом, которая по праву считается одним из основных методов получения неразъемного соединения. Сварка выполняется в нижнем положении, для соединения деталей встык, внахлест, для угловых способов соединения.
Ранее способ использовали только при сварке металлоконструкций из конструкционных сталей. При разработке новых технологий появилась возможность проводить сварку всех видов стали и никелевых сплавов. Для этого используется проволока, подходящая по своему составу.
Титан и его сплавы, медь и сплавы на ее основе, алюминиевые сплавы и чистый металл – эти материалы успешно и надежно соединяют с помощью сварки под флюсом.
С применением метода под флюсом варят сложные строительные конструкции, мосты, трубы, резервуары, морские и речные суда. Экономически выгодно использовать данный метод для листов толщиной от 6 мм.
Важно правильно подобрать режим работы, материал проволоки и вид флюса. Шов сможет выдержать большие перепады температуры, воздействия агрессивных сред. Стык, выполненный профессионалом, выдержит очень высокое давление и будет надежен в условиях полного вакуума.
svaring.com
Полуавтоматическая сварка под слоем флюса
Строительные машины и оборудование, справочник
Полуавтоматическая сварка под слоем флюса
Категория:
Машины и оборудование для арматурных работ
Полуавтоматическая сварка под слоем флюса
Этот вид сварки выполняется в медных и графитовых формах, на медных и керамических съемных подкладках, назначение которых — удерживать расплавленный металл и флюс и придавать шву требуемую форму (рис. 18.34).
Рис. 18.34. Полуавтоматическая сварка под флюсом: а — горизонтального стыка; 6 — вертикального стыка; 1 — стыкуемые стержни; 2 — медная разъемная форма; 3 — струбцина
Составные съемные формы изготавливают из меди марок MJ, МОб, МО или графита марок ЭТО, ЭГ1, ГМЗ, ЭЭГ, ППГ. Могут быть также использованы формы из песчано-керамическш смесей. Элементы медных и графитовых форм ‘’ закрепляют на стыкуемых стержнях струбцинами.
Полуавтоматическая сварка открытой дугой в защитной газовой среде заключается в том, что она производится в газовой среде (обычно СО) электродной проволокой малого диаметра (0,8- ; 1 мм), подаваемой полуавтоматом. Образующаяся небольшая сварочная ванна позволяет осуществлять сварку в любых положениях и наблюдать за процессом сварки. Недостатком метода является возможность сдувания газа ветром. Рекомендуемые режимы сварки для проволоки марок Св-08ГС, Св-18ХГСА диаметром 1 мм приведены в табл. 18.32.
Таблица 18.31
Полуавтоматическая сварка под слоем флюса
Таблица 18.32
Режимы сварки в защитной газовой среде
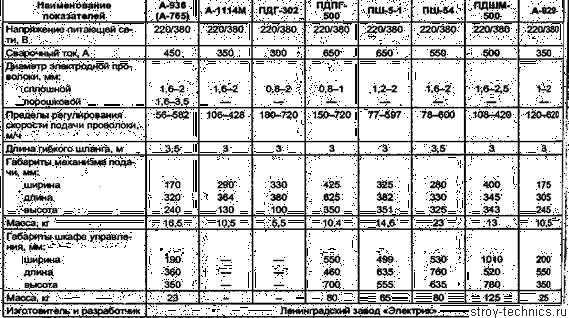
Сварочные полуавтоматы. Полуавтоматические аппараты для сварки в защитной среде углекислого газа и сварки порошковой и голой легированной проволокой оснащены механизмами для подачи электродной проволоки, кассетами со сварочной проволокой, гибким шлангом с то-копроводящим кабелем, по которому подается проволока, сварочным пистолетом, с помощью которого сварщик подает проволоку в зону сварки и управляет процессом. Выпускаемые сварочные полуавтоматы бывают передвижными и переносными.
Полуавтомат ПДГ-302 состоит из двух агрегатов: шкафа управления с аппаратурой, обеспечивающей регулирование скорости подачи электродной проволоки, с дистанционным управлением с помощью кнопочного пульта и механизма подачи проволоки, помещенного в ранцевом устройстве на спине у сварщика. В корпусе ранцевого устройства помещена кассета с проволокой, а кнопочный пульт управления помещен на ремне в удобном для пользования месте. Такая компоновка аппарата позволяет пользоваться им в труднодоступных местах.
Полуавтомат А-1114М выпускается без шкафа управления. Он состоит из подающего механизма, кассеты для проволоки, шланга и держателя-пистолета облегченного типа. Подающий механизм включает пусковое реле, обеспечивающее самоторможение двигателя подачи электродной проволоки в конце сварки. Питание двигателя осуществляется от источника сварочного тока. Для обеспечения постоянства подачи проволоки внешнюю вольтамперную характеристику. Полуавтомат легко переносится и поэтому его можно устанавливать непосредственно в местах сварки.
Полуавтоматы ПДПГ-500, ПШ-5-1, ПШ-54, ПДШМ-500, А-936, А-929 предназначены для сварки под слоем флюса и электрошлаковой сварки. Устройство полуавтоматов этой группы такое же, как вышерассмотренных, и отличается от них наличием флюсоподающих устройств. Для сварки арматуры рекомендуется применять полуавтомат А-936, являющийся модификацией полуавтомата А-765 для сварки под флюсом.
Полуавтомат А-936 смонтирован на тележке, на которой размещены подающий механизм и кассета с проволокой. Подающий механизм соединен с гибким шлангом и сварочным кабелем с источником питания. Шкаф управления устанавливается отдельно и соединен с подающим механизмом проводом управления. Держатель имеет бункер для подачи флюса в зону сварки. Засыпка флюса производится периодически вручную. Скорость подачи электродной проволоки регулируется от 58 до 582 м/ч. Технические характеристики шланговых полуавтоматов приведены в табл. 18.33.
При полуавтоматической сварке применяется различное вспомогательное оборудование: для фиксации и временного крепления арматурных сеток и каркасов, подгонки отдельных стержней, имеющих искривления, формирования сварочного шва, струбцин для удержания форм и подкладок и др.
Таблица 18.33
Технические характеристики сварочных шланговых полуавтоматов
Струбцина (рис. 18.35) применяется для выравнивания и осевого совмещения выпусков арматуры диаметром до 36 мм в случае их искривления или концов отдельных стержней и сеток при сборке арматуры на объекте. Струбцина состоит из корпуса, двух захватов и силового винта.
Приспособление для фиксации нескольких арматурных стержней диаметром 20—36 мм перед их сваркой внахлестку фланговыми швами представляет собой рычажный механизм (рис. 18.36) с кулачком, подпружиненным упором и штоком. При нажатии на рычаг шток сжимает свариваемые стержни. Выравнивание стержней в горизонтальной или вертикальной плоскости производится прижимной пластиной.
Приспособление для закрепления медных желобчатых подкладок (рис. 18.37) при сварке горизонтальных арматурных стержней состоит из двух скоб с винтом, объединенных общим стержнем. При завинчивании винтов нижние части и подкладки закрепляются на свариваемых стержнях с помощью струбцин.
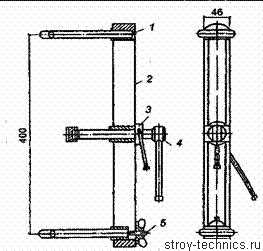
Рис. 18.35. Струбцина для выравнивания стержней: 1 — кулачок: 2 — оычаг: 3-5 — винты
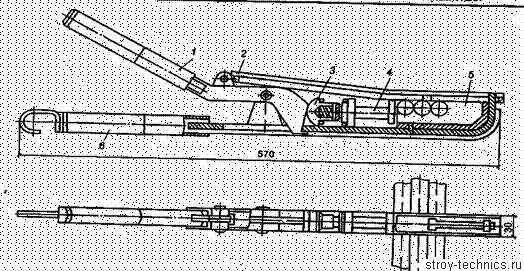
Рис. 18.36. Приспособление для фиксации стержней 1 — рычаг; 2 — прижимная пластина; 3 — кулачок; 4 — шток; 5 — сменный вкладыш; б — основание
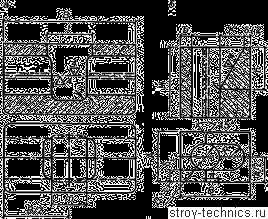
Рис. 18.38. Инвентарные медные формы:
а — для горизонтальных стыков; б — для вертикальных стыков
Для предохранения от вытекания расплавленного металла и флюса стержни на расстоянии 40—50 мм от вертикальной оси межторцового зазора обматываются 3-4 кольцами шнурового асбеста.
Реклама:
Читать далее: Ручная дуговая электросварка
Категория: – Машины и оборудование для арматурных работ
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Технология сварки под флюсом | Строительный справочник | материалы – конструкции
ТЕХНОЛОГИЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
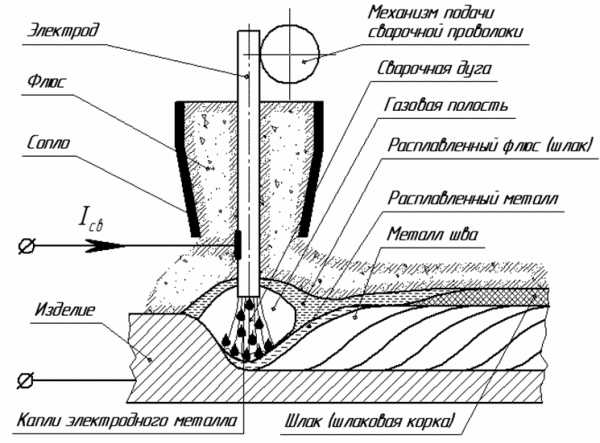
Сущность полуавтоматической сварки под флюсом заключается в следующем: по мере перемещения вручную держателя полуавтомата из установленной на нем воронки в зону сварки подается флюс, который закрывает поверхность изделия и электродную (сварочную) проволоку на высоте 40 — 50 мм. Дуга, возбуждаемая между свариваемым изделием 1 и электродной проволокой 2, горит под слоем флюса 3 (рис. 1). При этом происходит плавление кромок свариваемого изделия, электродной проволоки и флюса. Затвердевший металл ванны образует шов 4, который покрывается образующейся в процессе сварки шлаковой коркой 5, легко удаляемой после остывания. Нерасплавившийся флюс собирают после сварки и используют вторично.
| Рис. 1. Схема сварки под флюсом |
Сварку под флюсом выполняют переменным и постоянным током. Металл сварного шва, выполненного под флюсом, состоит примерно из 1/3 расплавленного присадочного металла и 2/3 переплавленного основного металла. Отношение веса расплавленного флюса к весу расплавленного присадочного металла составляет приблизительно 1:1.
Электродная проволока. При полуавтоматической сварке под флюсом электродная проволока является одним из основных элементов, определяющих качество сварного соединения. Для сварки под флюсом применяют три вида проволоки: углеродистую, легированную и высоколегированную.
Поверхность поставляемой проволоки должен быть чистой, гладкой, без окалины, ржавчины и масла. Проволока поставляется в мотках, либо в специальных катушках. Каждый моток должен быть перевязан мягкой проволокой в трех или четырех местах, равномерно расположенных по окружности мотка.
К мотку прикрепляют бирку, на которой указывают наименование или товарный знак предприятия-поставщика, наименование проволоки, марку стали (проволоки), диаметр проволоки и номер стандарта, по которому стандартизируется проволока. Каждую партию проволоки сопровождают сертификатом, в котором указывают наименование предприятия-поставщика, наименование проволоки, марку стали (проволоки), номер плавки, диаметр проволоки, химический состав стали, результаты испытаний, массу проволоки и номер стандарта (ГОСТа).
СВАРОЧНАЯ ДУГА ПОД ФЛЮСОМ
Сварочная дуга возбуждается между голой электродной проволокой под слоем сыпучего флюса и свариваемым металлом. После возбуждения дуги за счет высокой ее температуры возникает флюсовый пузырь, который образуется парами и газами, выделяющимися в столбе в процессе горения дуги. Таким образом, после возбуждения сварочная дуга горит в флюсовом пузыре. Во флюсовом пузыре парами и газами создается давление порядка 0,5 — 0,9 кПа. Давление столба дуги, газов и паров металла, находящихся в пузыре, способствует вытеснению жидкого металла из-под основания сварочной дуги, в результате чего дуга заглубляется в основной металл.
Флюсовый пузырь предупреждает потери металла на угар и разбрызгивание. Повышение величины сварочного тока увеличивает глубину проплавления и коэффициент наплавки, а следовательно, увеличивается количество расплавленного электродного металла. Стабильность горения дуги под флюсом зависит от соотношения между количеством расплавляемого электродного металла и количеством поступающего в сварочную дугу электродного металла. При увеличении скорости передвижения сварочной дуги под флюсом уменьшаются глубина проплавления, ширина и высота шва, что объясняется уменьшением количества тепла дуги, вводимого на единицу протяженности сварного шва. Если оставить постоянными скорость сварки, величину сварочного тока, то при увеличении напряжения на сварочной дуге, горящей под флюсом, увеличивается длина дуги, что приводит к ее подвижности. Сварочная дуга под флюсом может протекать как при использовании переменного тока, так и постоянного. В свою очередь сварочная дуга постоянного тока может быть прямой или обратной полярности. Слой нерасплавленного флюса мешает газовому пузырю разорваться. Когда слой флюса прорывается и наружу выходит газ, то это указывает на недостаток флюса. При сварке дугой, горящей под флюсом, применяют большую плотность тока, чем при ручной дуговой сварке штучными электродами. Это объясняется тем, что в первом случае расстояние от токоподводящего мундштука до сварочной дуги не превышает 60—100 мм. Поэтому меньше теряется тепла за счет излучения, а дуга под флюсом является более сосредоточенным источником, чем открытая дуга. В то же время температура дугового промежутка практически не увеличивается из-за больших затрат энергии на плавление и испарение металла и флюса. При увеличении давления в газовом пузыре за счет давления слоя флюса возрастает и плотность тока. Давление газов изменяется почти пропорционально сварочному току.
МЕТАЛЛУРГИЯ СВАРКИ ПОД ФЛЮСОМ
Флюсы для автоматической и полуавтоматической сварки по способу производства разделяются на плавленые и неплавленые (керамические). Плавленые флюсы— это искусственно приготовленные силикаты сложного состава с добавкой фтористых солей, сплавленные в электрических или пламенных печах и измельченные после сплавления в крупку до определенной грануляции. При сварке легированных сталей применяют флюсы, не содержащие кремнезема и построенные в основном на фтористых солях (CaF2, NaF и др.) с добавлением прочных окислов (CaO, MgO, А120з). Керамические флюсы — механическая смесь порошкообразных компонентов, связанных между собой раствором или спеканием и раздробленная в виде крупки до определенной грануляции.
При полуавтоматической и автоматической сварке сталей флюсы защищают жидкий металл в зоне дугового разряда от влияния кислорода и азота воздуха, химически воздействуют с жидким металлом, а также легируют сварочную ванну. Защитные свойства флюса зависят от его физического состояния (стекловидный или пемзовидный) и грануляции. В зависимости от химического состава флюса и сварочной ванны флюс либо вступает в химическое взаимодействие с жидким металлом, либо остается пассивным.
Флюсы — силикаты в своем составе, имеют два типа окислов: основные и кислотные, поэтому носят основной или кислотный характер. Основные флюсы обычно применяются при сварке легированных сталей, когда кремневосстановительный процесс отрицательно влияет на формирование сварного шва.
При сварке под флюсом имеется три фазы: шлаковая (флюсовая), газовая и металлическая. Между этими фазами в процессе горения сварочной дуги под флюсом происходят обменно-восстановительные реакции.
В наиболее горячей части сварочной ванны на границе раздела между металлической н шлаковой фазами протекает реакция (SiO2) + 2Fe = 2(FeO) + [Si].
Круглые скобки () обозначают, что соединение находится в виде шлака, а квадратные [] — элемент растворен в расплавленном металле сварочной ванны. Эта реакция протекает в том случае, если концентрация кремнекислоты во флюсе будет высокой при низкой концентрации закиси железа (FeO) в нем, и низкой концентрации кремния в сварочной ванне. Закись железа, образующаяся по приведенной реакции, преимущественно переходит в шлак и частично в металл, следовательно металл шва обогащается одновременно кремнием и кислородом (закисью железа). При этом следует отметить, что повышение кислотности флюса может привести к высокому содержанию в сварочной ванне кремния, который восстановился из флюса. Приведенная реакция имеет очень важное значение в тех случаях, когда производится сварка низкоуглеродистых кипящих сталей. Наличие кремния в жидком металле, восстановленного из флюса, не менее 0,2 %, позволяет ликвидировать и подавить развитие в кристаллизующейся части сварочной ванны реакции образования СО и получить плотный шов.
Отрицательной стороной реакции является засорение сварного шва силикатными включениями. Наличие высокой концентрации закиси марганца (МnО) во флюсе и низкой концентрации закиси железа в нем, на границе между металлической и шлаковой фазами протекает реакция восстановления (окисления) марганца (МnО) + Fеж = (FeO) + [Mn].
Восстановлению марганца способствует высокая концентрация МnО во флюсе, повышение основности флюса и низкое содержание окислов железа во флюсе, следовательно, при малых концентрациях МnО во флюсе происходит окисление марганца, а при достаточно высокой концентрации его восстановление. Восстановление марганца из флюса содействует повышению концентрации закиси железа в системе металл — шлак и, следовательно, некоторому окислению жидкого металла в зоне плавления.
Развитию кремне- и марганцевовосстановительных реакций способствует тот флюс, который является химически активным к расплавленному металлу сварочной ванны. В этом случае происходит окисление углерода, при котором следует учитывать два обстоятельства:
1) окисление углерода, происходящее в высокотемпературной части сварочной ванны, приводит к раскислению жидкого металла;
2) окисление углерода, совершающееся в кристаллизующейся части сварочной ванны, способствует образованию пор в металле шва.
С целью погашения образования реакции окисления углерода в кристаллизующейся части сварочной ваяны, необходимо в ней иметь определенное содержание кремния (не ниже 0,1%), позволяющее получить плотный шов.
В сварочных флюсах содержится некоторое количество (до 0,15%) серы, которая является одной из наиболее вредных примесей в металле шва. Сера, в зависимости от условий, переходит из флюса в металл, или наоборот. Благоприятные условия перехода серы в металл шва (сварочную ванну) бывают тогда, когда она находится во флюсе в виде сульфида железа — FeS, который хорошо растворяется в жидком железе. Во флюсах, имеющих высокое содержание марганца, сера бывает связана в сульфид марганца (MnS), которая плохо растворяется в железе. В сварочной ванне возможны следующие химические реакции (MnS) + Feж = [FeS] + [Mn], (MnS) + [FeO] = [FeS] + [МnО]. Превращение MnS в FeS в сварочной ванне происходит тогда, когда созданы окислительные условия и наличие малой концентрации марганца в металле. Торможению процесса превращения MnS и FeS способствует высокая концентрация марганца в металле и закиси марганца (МnО) в шлаке.
Сульфид железа FeS является вредной примесью в металле шва. В период кристаллизации сульфид железа образует в междендритных пространствах легкоплавкую эвтектику FeS·Fe (температура плавления около 940°С), способствующую образованию горячих трещин.
В процессе сварки под высокомарганцовистыми флюсами фосфор переходит из флюса в металлическую ванну. Этот процесс происходит тем полнее, чем выше кислотность флюса. Содержание фосфора в металле шва снижает его ударную вязкость. Находящаяся на поверхности свариваемых кромок ржавчина или окалина служит причиной возникновения пор в металле сварного шва.
ТЕХНИКА ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
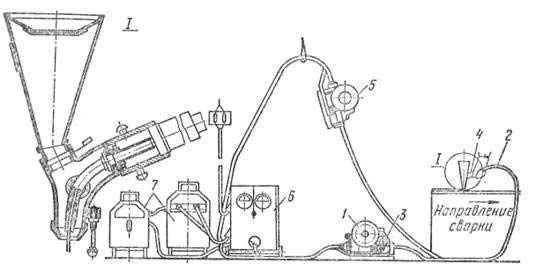
При полуавтоматической сварке под флюсом (рис. 2) сварочная проволока малого диаметра из кассеты 1 по специальному гибкому шлангу 2 передвигается подающим механизмом 3 к держателю 4, из которого она поступает в зону сварки. Сварочный ток подводится к держателю через гибкий шланг 2. Флюс в зону сварки подается либо пневматически сжатым воздухом по шлангу, либо за счет собственного веса из воронки держателя 4.
В процессе сварки сварщик перемещает держатель полуавтомата вручную вдоль линии шва. Полуавтоматической сваркой под флюсом можно выполнять различные типы сварных соединений (рис. 3).
|
Рис. 2. Схема поста полуавтоматической сварки под флюсом: 1 — кассета подающего механизма; 2 — гибкий шланг для подачи электродной проволоки; 3 — ролики подающего механизма; 4 — держатель; 5 — подающий механизм; 6 — аппаратный ящик с оборудованием полуавтомата; 7 — сварочный трансформатор. |
Рис. 3. Схема полуавтоматической сварки под флюсом: а — стыковых швов; б — в положении «в ложечку», в — тавровых швов; г — нахлёстных швов. |
Рис. 4. Схема полуавтоматической сварки под флюсом: а — на медной или стальной подкладке; б — при соединении «в замок»; в — на флюсовой подушке; 1 — резиновый шланг; 2 — флюс; 3 — изделие. |
При полуавтоматической сварке для получения качественных сварных швов применяют флюс более мелкой грануляции, чем при автоматической сварке под флюсом. Полуавтоматическую сварку под флюсом выполняют по ручной подварке, на стальной и медной подкладках, на флюсовой подушке и на весу.
Полуавтоматическую сварку по ручной подварке применяют в тех случаях, когда полуавтоматическая подварка невозможна, например, при сварке кольцевых швов цилиндрических изделий небольшого диаметра.
Медную удаляемую подкладку (рис. 4, а) применяют при сварке тонких листов, при этом требуется достаточно точная сборка и надежное прижатие кромок к медной подкладке по всей длине шва (максимальный зазор 0,25 — 0,5 мм). Для получения валика в зоне корня шва в медной подкладке делают канавку, иногда ее засыпают флюсом.
Стальную остающуюся подкладку (см. рис. 4, а) применяют при сварке тонких листов, причем допускается большой зазор между стыкуемыми элементами, чем при сварке на медной подкладке, а зазоры между подкладкой и изделием должны быть не больше 1 мм. Разновидностью сварки на остающейся стальной подкладке является сварка в замок (рис. 4, б), которая применяется при наложении кольцевых швов на толстостенных цилиндрах малого диаметра.
При использовании флюсовой подушки (рис. 4, в) требуется меньшая точность сборки, чем при сварке на медной подкладке; хорошие результаты получаются как при однопроходной сварке с полным проваром всей толщины листа, так и при подварке с обратной стороны двустороннего стыкового шва. Для полуавтоматической сварки под флюсом применяются полуавтоматы ПШ-5, ПДШМ-500 и др.
build.novosibdom.ru
Сварка под флюсом – Осварке.Нет
Сварка под флюсом — дуговая сварка при которой электрическая дуга горит под слоем сыпучего зернистого флюса, который выполняет функции защиты дуги и сварочной ванны.
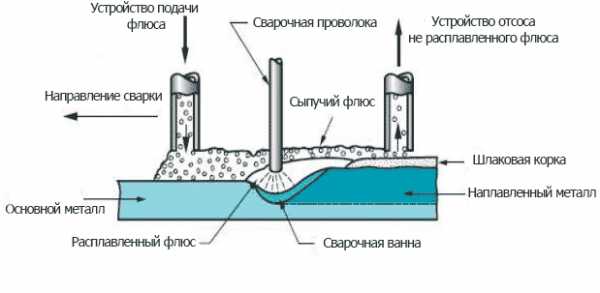
Рис. 1. Условная схема сварки под флюсом
Международные обозначения сварки под флюсом
SWA (Submerged Arc Welding) — сварка погруженной дугой.
Сущность процесса сварки под флюсом
Отличительной особенностью сварки под флюсом является то, что сварочная дуга горит под слоем сыпучего зернистого флюса. Под воздействием сварочной дуги электродная проволока, основной металл и часть флюса расплавляются. Сварочную проволоку подают в направлении основного металла с помощью механизмов. По мере заполнения сварочной ванны проволока и дуга перемещается вдоль сварочного соединения. В зоне горения дуги создается среда из парами металла, расплавленным флюсом и газами, давление которых удерживает корку что образовывается над сварочной ванной. Так сварочная ванна надежно, дуга и остывающий шов надежно защищены от вредного воздействия кислорода и азота воздуха, а также предотвращает разбрызгивание металла.
Давление газов толкает жидкий металл в противоположную направлению сварки сторону. По мере удаления сварочной дуги, ванна кристаллизуется и получается сварочный шов покрытый коркой шлака.
Как было сказано выше, флюс защищает зону сварки, а также влияет на металла сварочной ванны и препятствует разбрызгиванию. Низкая теплопроводность расплавленного флюса позволяет медленнее охлаждать сварочный шов. При этом шлаковые включения и газы легче подымаются на поверхность, металл шва становиться очищенным от загрязнений.
Флюс который не расплавился после сварки убирают со шва специальными приборами и их можно использовать при следующей сварке. Шлаковая корка легко удаляется с поверхности металла.
Способы сварки под флюсом
В зависимости от степени механизации сварочного процесса сварку под флюсом можно выполнять автоматическим и полуавтоматическим методом.
Автоматическая сварка под флюсом
Автоматическая сварка под флюсом подразумевает что все операции выполняются автоматически, а именно возбуждение дуги, поддержание горения дуги, подача электрода, перемещение электрода вдоль сварочного соединения, защита зоны сварки, заварка кратера по окончанию сварки. При сварке под флюсом также можно добавить операции с насыпания и уборки флюса.
Этот метод используется при серийном производстве однотипных конструкций с продольными швами.
Полуавтоматическая сварка под флюсом
При полуавтоматической сварки под флюсом механизированными способами в зону сварки подаются сварочные материалы — проволока и флюс. Перемещение дуги вдоль шва выполняется сварщиков вручную.
Такой метод используется не обязательно при серийном производстве. Его можно применять для сварки протяжных швов и удобных для удержания флюса соединений.
Преимущества сварки под флюсом
- Значительное повышение продуктивности сварки (в 6-12 раз) за счет отсутствия потери металла на разбрызгивание, использования высокой силы тока, увеличения глубины провара.
- Полная или частичная механизация процесса сварки.
- Надежная защита сварочной ванны и как следствие высокие показатели качества сварных соединений выполненных сваркой под слоем флюса.
- Более безопасные условия труда для сварщиков и операторов.
Недостатки сварки под флюсом
- Сварку можно выполнять только в нижнем положении (± 15°) так как требуется удержать флюс на поверхности сварочного соединения.
- Ограниченные возможности сварки в монтажных условиях и сварки коротких швов.
- Трудно контролировать процесс сварки, горение дуги и формирование шва закрыто флюсом.
- Пары образующиеся во время сварки под флюсом, а также флюсовая пыль вредны для здоровья человека.
- Сварка под флюсом требует применения сложного оборудования.
- Необходимость тщательной сборки деталей под сварку, использование приемов и приспособлений для предотвращения вытекания металла и флюса.
osvarke.net
Автоматическая сварка под флюсом: технология и применение
Любому практикующему сварщику известно, что кислород оказывает негативное влияние на качество и долговечность шва. Попадая в сварочную ванну кислород способствует повышенному окислению и становится причиной трещин. Чтобы избавиться от этой проблемы существует множество способов: начиная от специальной обработки металла, заканчивая применением особых комплектующих, например, флюсов.

Один из наиболее популярных методов качественного соединения металлов — автоматическая сварка под слоем флюса. С ее помощью можно сварить такие непростые металлы, как медь, алюминий и нержавеющую сталь. Автоматическая сварка ускоряет и упрощает работу, а флюс выполняет защитную функцию. В этой статье мы кратко расскажем, что такое автоматическая дуговая сварка под флюсом и какова техника автоматической сварки под флюсом.
Содержание статьи
Общая информация
Автоматическая дуговая сварка под слоем флюса — это технология, суть которой ничем не отличается от классической дуговой сварки. Металл плавится из-за высокой температуры, которая формируется благодаря электрической дуге. Ниже изображена схема автоматической дуговой сварки под флюсом.
Отличие автоматической сварки от любой другой заключается лишь в том, что большинство процессов выполняется не вручную, а с помощью специальных станков. Например, подача проволоки и движение дуги. Ну а в нашем конкретном случае все эти операции производятся под слоем флюса, нанесенного на поверхность металла.
Область применения
Автоматическая наплавка под флюсом применяется во многих сферах. С ее помощью можно организовать быстрое крупносерийное производство, в том числе конвейерное. По этой причине данная технология незаменима при сборке кораблей, производстве крупногабаритных труб и емкостей для нефтеперерабатывающей отрасли. Автоматическая сварка обеспечивает высокое качество швов, поэтому завоевала свое уважение в таких ответственных отраслях.
Роль флюса
С автоматической сваркой все ясно. А вот что насчет флюса? Что это такое?

Флюс — это специальное вещество (может выпускаться в виде порошка, гранул, паст и жидкостей), обладающее положительными свойствами. Флюсы толстым слоем подаются прямо в сварочную зону, защищая ее от негативного влияния кислорода. Также флюс защищает сам металл, способствует устойчивому горению дуги, уменьшает вероятность разбрызгивания металла и даже изменяет химический состав шва при необходимости.
Виды применяемых флюсов
Перед тем, как провести сварку под флюсом, неплохо было бы узнать, какие вообще бывать разновидности. Прежде всего, всю флюсы делятся по назначению. Они могут быть для сварки углеродистых и легированных сталей, для высоколегированных сталей и для цветных металлов. Это первое, на что стоит обратить внимание перед покупкой флюса.

Также флюсы могут быть плавлеными или керамическими. Их отличие в составе. В большинстве случаев используется именно плавленый флюс, поскольку он относительно универсальный и стоит недорого. С его помощью можно эффективно защитить сварочную ванну от кислорода. Но не ждите от плавленого флюса каких-то особых качеств. Если вам необходимы действительно отличные свойства шва, то выберите керамический флюс. Он обеспечивает отличное качество.
Также флюсы могут быть химически активными и химически пассивными. Активный флюс содержит в составе кислоты, способные не только защитить металл при сварке, но и привести к коррозии. Так что тщательно удаляйте флюс после работы. Пассивные флюсы в автоматической сварке не применяются, поскольку не обладают достаточными для этого свойствами. Зачастую вы встретите пассивный вещества при пайке в виде воска или канифоли.
Кстати, о производителях. Это давний спор всех начинающих и опытных сварщиков. Кто-то считает, что отечественные компании производят недорогой и эффективный флюс, а кто-то всеми руками за импортные комплектующие. Мы не будем однозначно говорить, что лучше, скажем лишь то, что на практике и отечественные, и импортные флюсы показывают себя хорошо, если соблюдена технология сварки.
Достоинства и недостатки
У автоматической сварки с применением флюса есть много плюсов. Ее главное достоинство — возможность полной автоматизации процесса сварки. От сварщика не нужно даже уметь варить, достаточно знать, как настроить оборудование. Также такой метод сварки гарантирует отличное качество сварочных соединений, поскольку отсутствует человеческий фактор.

У технологии сварки деталей автоматической наплавкой под слоем флюса есть и недостатки. Во-первых, вы сможете варить только нижний швы. Также детали должны быть очень точно подогнаны, ведь машина формирует шов в четко заданном месте, и любая ошибка при стыковке приведет к браку. Кроме того, нужна очень тщательная подготовка металла перед сваркой.
Учтите, что у вас не получится сварить металл на весу. Деталь нужно будет зафиксировать на горизонтальной поверхности и предварительно проварить корень сварного соединения. Еще один существенный недостаток — большая стоимость как оборудования для автоматической сварки, так и комплектующих.
Теперь, когда вам все известно, пора узнать, какова технология автоматической сварки под флюсом.
Технология сварки
Прежде всего, перед сваркой необходимо подготовить металл. Для каждого металла подготовка своя, но мы дадим общие рекомендации. Нужно очистить деталь от грязи, краски и коррозии. Затем нужна тщательная зачистка поверхности с помощью металлической щетки или шлифовального круга. Только после подготовительных операций можно приступать к сварке.
Технология сварки под флюсом проста за счет того, что многие процессы выполняет не человек, а машина. Мастеру не нужна зажигать дугу, следить за ее стабильностью, выбирать скорость подачи проволоки и так далее. Все, что от вас требуется — правильно настроить режимы сварки под флюсом. По сути, задать машине программу действий. Ниже таблица с перечислением режимов автоматической сварки под флюсом.
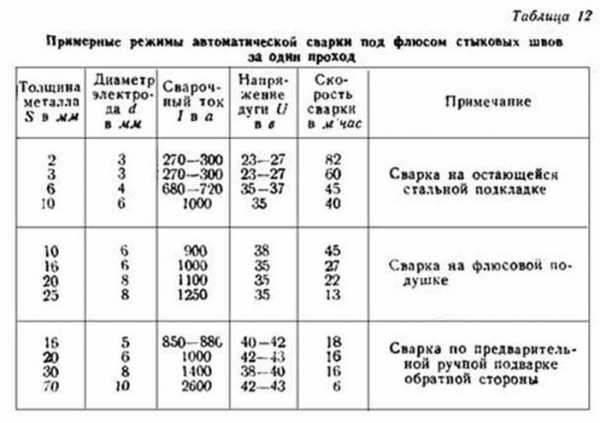
Это режимы автоматической сварки под флюсом для стыковых соединений. Естественно, существуют и другие типы соединений, поэтому для них нужно произвести расчет режимов сварки. Здесь мы не будем касаться этой темы, поскольку она очень обширна (сколько типов соединений, столько и формул), поэтому изучите эту информацию самостоятельно. В интернете много способов расчета.
При работе также используется специальная присадочная проволока для сварки под флюсом. Ее подача тоже автоматизирована, нужно лишь загрузить бобину в подающий механизм. Рекомендуем приобретать проволоку, изготовленную из того же металла, что и деталь.
Теперь немного о флюсе. Он тоже подается автоматически, только предварительно его нужно насыпать в специальный резервуар. Толщина слоя флюса зависит от толщины свариваемого металла. Чем металл толще, тем больше нужно флюса.
У вас может возникнуть закономерный вопрос: а плавится ли флюс? И влияет ли он на структуру шва? Да, конечно флюс плавится под действием температуры. Но при этом он никак не нарушает структура шва, а лишь улучшает ее. Но при этом застывший флюс превращается в шлак, который после сварки нужно удалить. Остатки неиспользованного флюса можно использовать повторно.
Подобная технология применения флюса при автоматической сварке позволяет существенно увеличить скорость работ, при этом не потеряв в качестве.
Вместо заключения
Теперь вам известна автоматическая сварка с флюсом и что это такое. Конечно, помимо автоматической сварки есть еще ручная сварка под флюсом, полуавтоматическая сварка под флюсом и механизированная сварка под флюсом. Но в рамках одной статьи не раскроешь всех нюансов этих видов сварки, поэтому мы рассказываем вам о них постепенно. Статьи на эти, и многие другие темы вы сможете найти на нашем сайте. Делитесь в комментариях своим мнением и опытом. Мастера могут рассказать свои секреты применения флюса при автоматической сварке и поделиться знаниями. Желаем удачи!
svarkaed.ru
Cварка под слоем флюса – режимы, особенности
Тот, кто знаком со сварочными процессами, знает, как негативно влияет воздух на качество сварного шва. Вот почему самым качественным соединением считается процесс, который проводится в среде защитных материалов. Обычно для этого используются инертные газы или флюсы. Сварка под слоем флюса сегодня используется не так часто, особенно в бытовых условиях. Но в промышленности этот вид сваривания металлов применяется гораздо чаще. Тем более, качество шва при этой технологии гарантированно имеет высокие качественные характеристики. Поэтому когда разговор заходит о сварке под флюсом, необходимо понимать, что данный процесс является полуавтоматическим или автоматическим. В некоторых промышленных производствах устанавливается роботизированная сварка с применением флюсов.

Что такое сварка под защитными флюсами
По сути, это все тот же сварочный процесс с применением неплавящихся электродов и присадочной проволоки. Только вместо газа, который покрывает собою зону сварки, используется флюс – порошкообразный материал, засыпаемый поверх стыка двух металлических заготовок.
При высокой температуре сварки флюс расплавляется и выделяет все тот же защитный газ. При этом поверх зоны сваривания образуется прочная пленка, защищающая ее от негативного воздействия окружающего воздуха. Сгоревший порошок превращается в шлак, который легко снимается со сваренного шва. Остатки флюса можно собрать и использовать в другом месте.
Но самое главное, что все позиции, связанные с соединением стыкуемых деталей, точно такие же, как и в случае использования других сварочных технологий. А именно:
- правильный подбор режима сварки, который зависит от структуры соединяемых металлов;
- правильный выбор электрода;
- присадочной проволоки, которая по своим свойствам должна соответствовать свойствам основных металлов;
- грамотное формирование кромок;
- зачистка торцов деталей, их обезжиривание.
Но есть и одна отличительная особенность – правильный выбор флюса.
Виды флюсов
Как уже было сказано выше, флюс для сварки – это порошок с размерами гранул 0,2-4 мм. Его классификация зависит от многих показателей. Но есть основные характеристики, которые разделяют его на группы и классы.
По способу производства сварочные флюсы делятся на:
- плавленые: их компоненты сначала плавятся, затем гранулируются, прокаливаются и разделяются на фракции;
- неплавленые или керамические: это сухие ингредиенты, которые смешиваются с жидким стеклом, сушатся, гранулируются, прокаливаются и разделяются на фракции.
Производители и специалисты отмечают плавленый вариант, как лучший из двух представленных.
Разделение по химическому составу.
- Оксидные флюсы. В основе порошка содержатся оксиды металлов до 90% и остальное – это фторидные соединения. В этой группе есть подгруппы, которые определяют процентное содержание того или иного оксида. К примеру, оксид кремния. Если его содержится во флюсе до 1%, то такой порошок называется бескремнистый, если его содержание составляет 6-35% – низкокремнистый и больше 35% – высококремнистый. Оксидные флюсы предназначены для сварки низкоуглеродных и фтористых стальных заготовок.
- Солевые. В них нет оксидов металлов, основу составляют соли: фториды и хлориды. Такой порошок используется для сваривания активных металлов, к примеру, титан.
- Смешанные флюсы (солеоксидные). В них есть и оксиды и соли. Применяют их для соединения легированных сплавов.
Еще одна характеристика – активность флюсов. По сути, это скорость окисления порошка при его нагреве. Измеряется данный показатель от нуля до единицы и делит флюсы на четыре категории:
- Меньше 0,1 – это пассивные материалы.
- От 0,1 до 0,3 – малоактивные.
- От 0,3 до 0,6 – активные.
- Выше 0,6 – высокоактивные.
И последнее. Это деление по строению гранул. Здесь три позиции: стекловидные, пемзовидные и цементированные. Необходимо отметить, что сварка под стекловидным флюсом дает более широкий сварной шов, чем под пемзовидным. Если используется порошок с мелкими частицами, то шов под ним образуется глубокий и неширокий с высокими прочностными качествами.
Полезные советы
- Большое значение в технологии сварки под флюсом играет переход металлов (марганца и кремния) в металл сварочного шва. Марганец переходит быстрее, если концентрация его оксида (MnO) больше, чем оксида кремния (SiO2). Чем меньше активность флюса, тем быстрее происходит переход.
- Поры в швах образуются, если флюс не был хорошо просушен, если он не соответствует свойствам металла свариваемых заготовок и металлу присадочной проволоки, если между деталями оказался слишком большой зазор, если флюсовый слой оказался недостаточным, если его качества низкие.
- Негативно на сварочный шов влияет водород. Поэтому его с помощью флюсов связывают в нерастворимые соединения. Это лучше делает порошок с большим содержанием кремния и с пемзовидной формой гранул.
- Чтобы в сварном шве не образовывались трещины, необходимы флюсы с высоким содержанием и кремния, и марганца.
Сегодня все чаще в промышленности используется сдвоенная или двухэлектродная сварка, в которой электроды располагаются на расстояние меньше 20 мм друг от друга и питаются от одного источника электрической энергии. При этом они варят в одной зоне, формируя единую сварочную ванну. Располагаться электроды могут как в продольном положении, так и в поперечном.
Применяют и двухдуговую сварку, в которой расходники питаются от двух разных источников, при этом ток может быть на двух стержнях переменным или постоянным. А может быть и разным. Расположение же электродов может быть перпендикулярным плоскости сваривания или под наклоном. Варьируя углом наклона, можно увеличить глубину проварки или уменьшить. Соответственно будет изменяться и ширина шва.
Дуговая сварка под флюсом может проводиться и при повышении расстояния между расходниками. В этом случаи сварка будет проводиться параллельно в двух ваннах. Но первый электрод будет выполнять функции нагревателя зоны сварки, второй будет ее проваривать. При такой технологии соединения металлических заготовок электроды устанавливаются перпендикулярно плоскости сваривания. Данный способ отличается тем, что в процессе сварки двумя электродами не образуются закалочные участки как в самом сварочном шве, так и в прилегающих к нему зонах на основных деталях.
Режимы сварки под флюсом
Необходимо отметить тот факт, что механизированная сварка под флюсом отличается от ручной тем, что появляется возможность использовать сварочный ток высокой плотности. Он варьируется в диапазоне 25-100 А/мм². Соответственно и сила тока будет использоваться большая. Это отражается на глубокой проварке шва, возможности сваривать толстостенные заготовки без формирования кромок, увеличивать скорость самого процесса.
К примеру, при сваривании деталей толщиною 20-40 мм при однодуговой ручной сварке скорость процесса составляет не более 70 м/час. Используя двухдуговую сварку, можно увеличить данный показатель до 300 м/час. Конечно, силу тока подбирают в основном от диаметра используемого электрода. В таблице указана их зависимость между собой.
| Диаметр электрода, мм | Сила сварочного тока, А |
| 2 | 200-400 |
| 3 | 300-600 |
| 4 | 400-800 |
| 5 | 700-1000 |
| 6 | 700-1200 |
Необходимо добавить, что сварочно-флюсовая технология является еще и экономичной. Все дело в том, что расход материалов уменьшается за счет меньшего разбрызгивания металла, к примеру, в ручной сварке этот показатель составляет 15%, в флюсовой механизированной меньше 3%. Уменьшается объем угара, не образовываются огарки и другие неприятные моменты. Сохранение тепла под флюсом дает возможность сэкономить и электроэнергию. Уже доказано, что уменьшение потребления электрического тока происходит до 40%. Сокращаются и трудозатраты, которые обычно уходят на формирование кромок, на очистку шва после сварки от окалин, брызг и шлака.
Единственный минус – это ограничение по положению сварочной ванны. Варить можно в нижнем положении автоматами или полуавтоматами или с небольшим наклоном в пределах 10-15°.
Обязательно посмотрите видео, в котором показано, как можно варить две металлические детали под флюсом.
Поделись с друзьями
0
0
1
0
svarkalegko.com
Автоматическая и полуавтоматическая сварка под флюсом
Автоматическая и полуавтоматическая сварка под флюсом
Автоматическая и полуавтоматическая сварка под флюсом является высокопроизводительным сварочным процессом при изготовлении технологических трубопроводов. При сварке под флюсом сварочная дуга горит между голой электродной проволокой и свариваемым изделием под слоем сыпучего материала, называемого флюсом. Флюс в основном играет такую же роль, как и покрытие электрода при ручной дуговой сварке и, кроме того, закрывает дугу, вследствие чего при этой сварке не требуется защищать глаза специальными стеклами.
Сварку под флюсом осуществляют с помощью сварочной головки.
Полуавтоматическая сварка отличается от автоматической тем, что сварочную головку перемещают вдоль шва вручную.
Подготовляют кромки свариваемых труб и деталей и собирают их для автоматической и полуавтоматической сварки более тщательно, чем для ручной. Глубокий провар и жидкотекучесть расплавленного металла требуют выдерживать при сборке одинаковые размеры зазоров и разделок фасок, что обеспечивает получение высокого качества сварных швов и высокую производительность процесса.
Производительность автоматической и полуавтоматической сварки под слоем флюса в 2—5 раз выше по сравнению с ручной и достигается за счет увеличения плотности тока, увеличения скорости сварки и повышения коэффициента наплавки.
Эксплуатационные преимущества заключаются в полной или частичной автоматизации процесса сварки и, как следствие, улучшении условий труда сварщика.
При автоматической и полуавтоматической сварке труб из малоуглеродистой и низколегированной стали применяют плавленые флюсы АН-348А, ОСЦ-45, ФЦ-9, а из высоколегированной стали аустенитного класса флюс ФЦЛ-2. Неплавленые керамические флюсы К-2 и КВС-19 применяют для сварки легированных и углеродистых сталей.
Для сварки под флюсом стальных труб в основном используют калиброванную холоднотянутую сварочную проволоку круглого сечения. Сварочную проволоку изготовляют диаметром от 0,3 до 12 мм из стали различного химического состава. Наиболее часто применяют проволоку диаметром от 0,8 до 5 мм.
Для сварки труб из малоуглеродистой и низколегированной стали применяют сварочную проволоку Св-08, Св-08ГА, Св-20Г2 и др. Для сварки труб из легированной и высоколегированной стали используют сварочную проволоку из сталей тех же классов (аустенитную, перлитную).
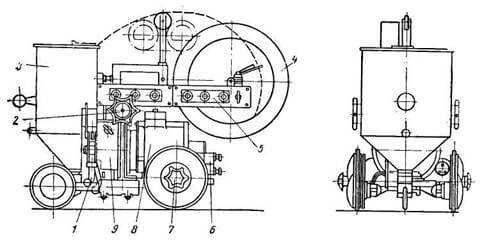
Рис. 80. Трактор ТС-17М:
1 — механизм подачи проволоки, 2 — механизм поперечной корректировки, 3 — бункер для флюса,
4 — кассета, 5 — пульт управления, 6 — коробка скоростей сварки, 7 — механизм включения передвижения трактора, 8 — электродвигатель, 9 — коробка скоростей подачи проволоки
Сварочный дуговой автомат состоит из трех основных частей: сварочной головки, источника питания сварочной дуги и аппаратного ящика с пультом управления. Для автоматической и полуавтоматической сварки под флюсом труб, узлов и деталей трубопроводов наибольшее применение нашли сварочные тракторы ТС-17М, АДС-500, АДС-1000-2, сварочные головки типа ПТ-56, ПТ-1000 и полуавтоматы ПШ-5, ПШ-54, ПДШМ-500. Сварочными тракторами называют аппараты, перемещающиеся непосредственно по свариваемому изделию.
Сварочный трактор представляет собой самоходную тележку, на которой установлены механизм подачи электродной проволоки с токоподводящим мундштуком, бункер для флюса, кассета с электродной проволокой и пульт управления. Наиболее простым, малогабаритным и легким из всех существующих в настоящее время сварочных тракторов является сварочный трактор ТС-17М (рис. 80). Поскольку этот трактор небольших габаритных размеров, его можно применять при сварке внутренних швов цилиндрических изделий диаметром от 1 м и выше. Трактор рассчитан на сварку электродной проволокой диаметром от 1,6 до 5 мм при сварочном токе 200—1000 а. Им можно сваривать любые швы в нижнем и близком к нижнему положениях.

Рис. 81. Универсальный держатель ДШ-5:
1 — бункер для флюса, 2 — щиток для регулирования подачи флюса, 3— шланг, 4 — кнопка управления, 5 — упор, 6 — электродная проволока, 7 —трубчатый наконечник
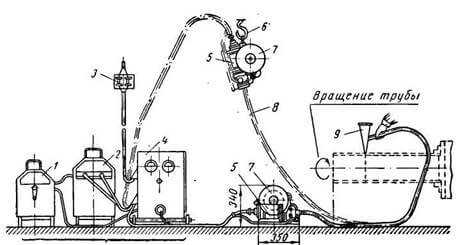
Рис. 82. схема установки для шланговой полуавтоматической сварки труб под флюсом с помощью полуавтомата ПШ-54:
1 — дроссель, 2— сварочный трансформатор, 3 — щиток, 4 — аппаратный шкаф, 5 — подающий механизм полуавтомата, 6 — крюк для подвешивания подающего механизма. 7 — кассеты для электродной проволоки, 8 — гибкий шланг, 9 —держатель
Шланговые полуавтоматы ПШ-5, ПШ-54 и ПДШМ-500 благодаря своей простоте и надежности в работе получили широкое применение в трубозаготовительных цехах и заводах. Полуавтоматы предназначены для дуговой сварки под флюсом переменным или постоянным током сплошных и прерывистых прямолинейных, круговых и криволинейных швов, угловых, стыковых и нахлесточных соединений. Полуавтоматами сваривают изделия из малоуглеродистой стали толщиной 3—20 мм и швы, расположенные на горизонтальных и наклонных (до 15°) плоскостях и в труднодоступных местах. Полуавтомат ПШ-5 работает по принципу постоянной подачи проволоки. Скорость подачи проволоки изменяется сменными шестернями. Полуавтомат рассчитан на сварку электродной проволокой диаметром 1,2— 2,5 мм при силе тока до 600 а. Область применения полуавтомата значительно расширяется с применением сменных специализированных держателей (ДШ-5, ДШ-7, ДШ-16, ДШ-17). Наибольшее применение нашел универсальный держатель ДШ-5 (рис. 81).
Полуавтомат ПШ-54 (рис. 82) комплектуется из тех же узлов, что и полуавтомат ПШ-5, но в отличие от него имеет ряд усовершенствований. В частности, вместо сменных шестерен подающий механизм 5 снабжен легкой коробкой скоростей. Держатель 9 полуавтомата ДШ-54 имеет то же устройство, что и держатель ДШ-5.
1. В чем преимущества автоматической и полуавтоматической сварки перед ручной?
2. Объясните назначение флюса при сварке?
3. Назовите основные марки сварочной проволоки.
4. Какое основное оборудование применяют для автоматической и полуавтоматической сварки под флюсом?
5. В чем отличие шланговых полуавтоматов от сварочного трактора?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Подготовка труб под сварку
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов
shkval-antikor.ru