Сварка полуавтоматом фото – 80 фото элементов и параметров прибора
alexxlab | 20.12.2020 | 0 | Вопросы и ответы
80 фото элементов и параметров прибора
Выбирая сварочный полуавтомат для индивидуального использования, нужно обращать внимание на особенности каждого аппарата и принцип его работы. Полуавтоматическая сварка дает хороший ровный шов, почти не нуждающийся в дополнительной зачистке. Все полуавтоматы действуют при взаимодействии проволоки и газовой среды.

Фирмы – производители предоставляют в своих каталогах описание и фото сварочных полуавтоматов. Но выбрать наиболее подходящий к вашим требованиям, вы сможете, ознакомившись с типами аппаратов.
Краткое содержимое статьи:
Типы полуавтоматов для сварки
Каждый прибор для сварки имеет набор существенных характеристик. Вы можете подобрать аппарат для бытового, профессионального или полупрофессионального использования. По этой классификации полуавтоматы могут выдавать силу тока 200, 300 или больше 300 ампер.

Типы сварочных полуавтоматов в зависимости от источника питания:

Выпрямительные аппараты используются в промышленности, потому что довольно габаритные и тяжело поддаются транспортировке из-за большого веса.

Инверторные сварочные полуавтоматы. Оптимальны для сварки тонкого металла. Комплектация аппарата позволяет прогревать изделие перед работой. Проволока подается автоматически. Для сварки употребляют штучные покрытые электроды.

Преимуществом является использование разнообразных газов для защиты, чаще всего аргона. Готовый шов получается аккуратный и прочный. Преимуществом также является способность управления мощностью сварочного тока и простота розжига.

Трансформаторные приборы используют в профессиональной сварке, они более мощные и имеют небольшую транспортабельность.

Сварочные аппараты применяются для сварки самых различных изделий – в монтажных работах, в автомобилестроении, в производстве металлоконструкций и в других сферах. Использование инверторного бытового сварочного аппарата удобно для частного пользования.
Мощность аппаратов для сварки
Важным показателем работы сварочного прибора является его мощность. Следует помнить, что включаясь, аппарат расходует большее количество ампер, чем при последующей работе.

Мощность сварочных полуавтоматов обусловливает их продуктивность – менее мощные могут сваривать только изделия из тонких листов, более мощные способны сваривать толстые листы металла.

Достаточно важным показателем сварочных аппаратов становится возможность управления током и сам диапазон этой регулировки.

Оптимальный вариант для домашнего использования имеет плавное зажигание сварочной дуги, а также плавный финиш. Наличие режима два в четыре такта позволяет при долгом процессе сварки не держать выключатель горелки нажатым.

На что следует обратить внимание при выборе
Чтобы понять, какой сварочный полуавтомат выбрать для ваших условий, необходимо знать некоторые характеристики. Перед покупкой желательно уточнить особенные характеристики, способ работы и комплектацию.
Наличие внутренней системы подачи сварочной проволоки. Повышает долговечность прибора и оберегает проволоку от проникновения частиц пыли и грязи.

Система предохранения от короткого замыкания.

Универсальность сварки. Возможность сварки как электродами, так и сварочной проволокой значительно повышает удобство использования аппарата.

Степень автоматизации. Скорость подачи проволоки можно регулировать как вручную, так и с помощью автоматики.

Комплектация прибора. Если в наличии имеется еще один комплект наконечников контактов и другие сменные запчасти, то это повысит удобство и продолжительность эксплуатации.
Сварочные полуавтоматы фирмы Аврора
Фирма Aurora – китайский производитель полуавтоматов для сварки. Приборы представляют собой как аппараты для профессионального использования, так и любительские.

Представители этой фирмы, предназначенные для пользователей-любителей, представлены простыми аппаратами для сварки, не отличающимися высокой функциональностью, но имеющие максимальный ток.

Сварочный полуавтомат Аврора может иметь мощность 160, 180 и 200 ампер. Однако самая мощная модель имеет коэффициент ПВ 40%, при оптимальном значении в 60%.

Отсутствует возможность плавной регулировки скорости, имеется только переключатель двух режимов – «быстро» и «медленно», что удобно при сварке тонких металлов и помогает получить более ровный шов. Имеет фиксированное время финиша, равняющееся 1 секунде.

Большим плюсом является наличие облегченной системы заправки проволоки, позволяющая быстро протянуть сварочную проволоку на всю протяженность рукава.

Фото сварочного полуавтомата






































Также рекомендуем посетить:
Инструменты из раздела:
zdesinstrument.ru
Сварка кузова автомобиля полуавтоматом своими руками: технология и рекомендации
Подержанные машины при неправильном уходе покрываются коррозией. Иногда, если вовремя не устранить эту проблему, требуется полная замена отдельных частей кузова. При этом без сварочных работ не обойтись. А сварка кузова автомобиля своими руками требует навыков и хотя бы небольшого опыта.
Для сварных работ с автомобильным кузовом наиболее приемлемым вариантом является использование полуавтоматического сварочного аппарата. Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
Способы соединения элементов при автомобильной сварке
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе. Используется этот метод при вваривании заплаток или небольших вставок, не подвергающихся большому усилию на разрыв.

Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.

Стыковая сварка
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.

Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Точечный
Название говорит само за себя. Сварка полуавтоматом и присоединение листов метала проводится с помощью сварных точек, которые распределяются вдоль линии сопряжения через заданный интервал. Расстояние между такими точками задается из технологической необходимости и может быть от нескольких сантиметров до нескольких миллиметров.
Расположение шва
Проведение работ может происходить в разных плоскостях:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальный шов.
Наиболее удобным является вариант со сваркой «сверху». При таком положении шов заливается полностью, заполняя все пустоты и щели. Менее удобный вариант вертикальных работ. В этом случае необходимо следить за тем, чтобы металл не стекал по шву.

Самый трудный способ сварки предполагает «работу снизу».
При таком положении шов получается под сопрягающимися элементами и постоянно стремится вытечь вниз. Поэтому нужно иметь навык работы в таком положении, чтобы не ухудшить качество сварки.
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.
Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
Поверхности должны плотно прилегать между собой.

Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.

Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:
Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Ток больше допустимого значения. Расплавленная капля от проволоки слишком сильно «просела». На другой стороне явная крупная капля расплавленного металла.
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.

Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
Интересное по теме:
загрузка…
Вконтакте
Одноклассники
Google+
ktonaavto.ru
особенности выбора, характеристики и отзывы :: SYL.ru
Технологи автомобильной промышленности стараются разрабатывать все новые, более доступные по цене и организационным возможностям методы выполнения кузовного ремонта. Так сформировалось целое направление неразрушающих способов восстановления геометрии корпуса, которые может использовать практически любой автолюбитель в своем гараже. Но если дело касается серьезных повреждений, то без специального оборудования с глубоким вторжением в структуру металла не обойтись. Здесь-то как раз и пригодится сварочный полуавтомат. Для кузовных работ теоретически можно использовать и более традиционные подходы к расплаву металла наподобие газовых или дуговых аппаратов с ручным направлением, но практика давно доказала их низкую эффективность именно в сфере авторемонта.

Какие задачи позволит решить полуавтомат?
Автомобильные корпуса могут иметь разные характеристики, отличаясь по толщине, свойствам металла, геометрии и другим параметрам. Полуавтоматическое оборудование для сварочных операций позволит выполнять работы с тонкими и толстыми сплавами – соответственно, в диапазонах до 1 мм и более 4 мм. В зависимости от модели аппарата может предусматриваться и обработка участков толщиной более 10 мм. Самые распространенные элементы конструкции, которые подвергаются ремонту таким оборудованием, это крылья, пороги и лонжероны. Но чем полезен полуавтомат при кузовных работах с точки зрения эксплуатационных качеств? В первую очередь оптимизированным процессом самого производства работ. Отсутствие необходимости направления электрода, электронная регулировка параметров сварки, возможность применения бытовой сети на 220 В, и при этом физическая эргономика при осуществлении соединений – главные преимущества этого решения. Казалось бы, упрощенные версии сварочного оборудования должны ограничиваться по сферам применения, но кузовной ремонт предполагает выполнение работ с распространенными металлами, поэтому даже бюджетные полуавтоматы могут рассматриваться как универсальный инструментарий. В частности, их можно использовать для алюминия, никеля, титана и т. д.

Особенности выбора
При своей специализированности полуавтоматы могут иметь разное исполнение и в плане технологического подхода к рабочему процессу. Это разделение проходит по возможностям использования защитной газовой среды, поддержке режимов сварки и допустимости применения порошковой самозащитной проволоки. Например, в вопросе о том, какой лучше сварочный полуавтомат выбрать для кузовных работ в мастерской, ориентироваться стоит как минимум на комбинированные модели с режимами MIG/MAG. Их наличие позволит работать с тонкими и толстыми листами корпуса, изготовленными из разных сплавов. Другое преимущество аппаратов этого типа заключается в продолжительном рабочем процесса. Из 10 мин непосредственно сварка может производиться 6 мин, а 4 мин займет отдых. Для сравнения, аналоги позволяют 1-2 мин выполнять рабочие операции и до 8 мин потребуют на отдых. Если же планируются редкие ремонтные мероприятия в своем гараже, то есть смысл ограничиться полуавтоматом с самозащитной проволокой без газовой среды. Такие модели отличаются высокой производительностью, но с качеством результата придется идти на компромисс.
Характеристики для подбора оборудования

Первоначально опираться следует на показатели мощности и силы тока. Они покажут, какой будет производительность оборудования, выносливость и надежность. Что касается мощностного потенциала, то он варьируется от 2,5 до 7,5 кВт в среднем. Причем основной диапазон находится в секторе до 4-5 кВт. Разве что в профессиональных средах задействуют модели на 7,5 кВт, а для ремонта в бытовых условиях можно ограничиться аппаратом на 3 кВт. Другой вопрос – как правильно выбрать сварочный полуавтомат для кузовных работ по силе тока? В данном случае следует сопоставлять рабочий показатель с конкретными задачами. Сила тока варьируется от 55 до 160 А. Модели до 100 А подходят для сварки участков кузова толщиной до 3 мм. Но если планируется выполнение сложных стыковых узлов толщиной порядка 8-10 мм, то минимальный показатель по этой характеристике должен составлять 140 А. На возможности сварки материалов с разными размерными параметрами влияет и диаметр проволоки. Он варьируется от 0,6 до 1 мм в среднем и по мере увеличения толщины расширяются возможности по сварке массивных элементов конструкции.
Что еще учесть в выборе?

Особое внимание следует обращать на функциональные компоненты – горелку и проволоку. Сварочная горелка предназначена для подачи газа, формирующего защитную зону. В этой части следует учитывать защищенность устройства от повышенных температур, брызг расплава и физических ударов. Некоторые аппараты комплектуются специальным пистолетом для подачи газа. Это решение удобно широкими возможностями направления, но одна из рук будет занята, что тоже не всегда допустимо. Не менее важно определиться и с характеристиками проволоки, с которой будет работать сварочный полуавтомат для кузовных работ. Какую выбрать? Расходники со сплошным сечением изготавливаются из алюминия, меди и стали. Они хороши минимальными выбросами расплава, стабильностью горения и относительно высоким качеством шва. Порошковая проволока скорее будет уместна для работ в особых условиях мастерской, когда нужно выполнить ремонт на специальных основах высокоуглеродистых сплавов.
Подготовка к работе
Перед началом ремонтных мероприятий следует проверить аппарат на работоспособность, а электросеть – на соответствие нагрузке. Как уже отмечалось, большинство полуавтоматов работают от 220 В с допуском небольшого отклонения. Сеть должна обеспечивать стабильные характеристики тока, после проверки которых можно подключать оборудование. Инверторный сварочный полуавтомат для кузовных работ в этом отношении наиболее надежен и способен работать даже в просаженных цепях, но и он будет неэффективен, если уровень напряжения находится ниже 150 В. И, независимо от типа оборудования, после подключения следует оценить качество его функционирования – рабочий процесс не должен сопровождаться вибрациями, треском и выпуском дыма до начала сварки.
Подключение газового баллона

Сразу надо отметить, что подобные ремонтные операции рекомендуется выполнять именно в защитной среде. Использовать сварочный полуавтомат для кузовных работ без газа допускается только в редких случаях, когда нужно реализовать небольшие соединения, скорректировать стыки и т. д. В таких ситуациях используется проволока с горелкой, имеющей средние рабочие показатели.
В остальных случаях не обойтись без монтажа редуктора от баллона с углекислым газом. Сам редуктор подключается к емкости гайкой с подходящим типоразмером. Чтобы исключить риск утечки, в комбинации с крепежной фурнитурой следует использовать и прокладку. Затем можно вводить в созданную инфраструктуру и сварочный полуавтомат для кузовных работ. Своими руками не составит труда соединить редуктор и аппарат с помощью специального шланга подачи газа. Подключение чаще всего осуществляется через штуцер, который дополнительно следует зафиксировать хомутами.
Регулировочные мероприятия
Первым делом регулируется напряжение. Его настройку выполняют посредством пластиковой гайки, установленной на катушке аппарата. Затем можно перейти к регулировке силы ролика, прижимающего проволоку к устройству подачи. В этой части главное, чтобы расходник проходил в канал шланга подводки даже при условии наличия прогибов. На заключительной стадии следует настроить полуавтомат сварочный для кузовных работ по объему подачи газа. Расход регулируется посредством вентиля, установленного на баллоне. Оптимальное его положение – поворот на 1-2 оборота.
Отзывы о производителях оборудования

Универсальным решением для бытового применения может стать «Энкор-140». Владельцы аппарата подчеркивают его эффективность в работе с инертными и активными газами, плавность регулировок и возможность обслуживанию низкоуглеродистых и нержавеющих сплавов. Если нужен полуавтомат сварочный для кузовных работ на открытом воздухе без применения защитного газа, то выбирать стоит Fubag TSMIG 180. Это мощное оборудование, которое и в мастерской, и в частном гараже проявляет себя с лучших сторон как в показателях качества шва, так и в скорости выполнения операции. Хорошие отзывы также получает комбинированный аппарат Blue Weld 152 и модель STURM AW97PA14, которую, в частности, хвалят за стабильность рабочего процесса даже в условиях резкого падения напряжения в сети.
Отзывы о полуавтоматической сварке кузова
Конечно, перед выбором конкретной модели будет нелишним убедиться, что данная технология ремонта в принципе годится для исправления дефектов автомобильного кузова. Мастера, которые используют данный подход, отмечают высокое качество результата. Подручными средствами добиться столь же надежного, плотного и внешне аккуратного стыка практически невозможно. Но обратной стороной такого ремонта будет сложность применения сварочного полуавтомат для кузовных работ. Отзывы подчеркивают, что контроль за техникой выполнения операции, постоянное управление характеристиками защитной среды и выдержка оптимальной длительности сеанса требуют наличия специальных навыков у исполнителя.
Заключение

Данное оборудование все же нельзя назвать самым сложным в сегменте сварочной техники. Производители стремятся его упрощать, наделяя новыми и более эргономичными средствами управления. Какой сварочный полуавтомат выбрать для ремонта в бытовых условиях? Новичкам и просто домашним мастерам, которые нечасто сталкиваются с подобными задачами, желательно обращаться к моделям с электронным контролем. Это устройства, рабочие параметры которых можно настраивать через цифровые дисплеи. Но самое важное – это присутствие индикаторов систем защиты, которые при отклонении отдельных показателей от норматива подадут соответствующий сигнал пользователю.
www.syl.ru
видео, режимы и скорости, советы
Сегодня сварка автомобиля полуавтоматом с газом в домашних условиях не является необычным явлением. Полуавтомат для сварки доступен не только в профессиональной деятельности.
В любом специализированном магазине предлагают качественные аппараты для сварки швов — цена их доступна потребителям.
Их популярность растет, благодаря простоте действий, швы на изделиях из меди, титана, стали, алюминия, нержавейки получаются аккуратные, качественные.

При этом пользователю не обязательно быть профессионалом.
Даже наличие небольших навыков и просмотр видео для начинающих помогут правильно заварить шов кузова автомобиля, выполнить соединение труб из нержавейки.
Конструкция, принцип действия сварочного полуавтомата
Сварочный полуавтомат представляет собой агрегат, работающий от электрического тока. Им преобразовывают электроэнергию в тепловую с помощью электрической дуги.
Сварка труб, кузова авто, других изделий из меди, титана, стали и нержавейки проводится электродной проволокой, которую нужно подавать в точку сварки постоянно.
В качестве электрода предполагается расход калиброванной проволоки определенной толщины.
Покрывают ее чаще всего медью, чтобы получить высокий уровень скольжения электроконтакта.
Проволока расположена на специальной катушке, что дает ей возможность при работе разматываться равномерно, ее расход будет под контролем.
Аппарат для сварки имеет:
- Устройство подачи электрода — схема механизма в разных моделях может отличаться подачей проволоки, ее расход можно регулировать, в аппарате может быть различное количество прижимных роликов. В зависимости от конструкции данного механизма зависит цена аппарата;
- Горелка — отличается потребляемой мощностью, каждый вид горелки может охлаждаться разными способами. Чем выше мощность, тем больше цена полуавтомата;
- Источник электроэнергии;
- Пистолет;
- Шланги различного диаметра;
- Редуктор для газа.
Сварочный полуавтомат может быть представлен несколькими видами, которые делят по характеристикам:
- По способу перемещения. Полуавтоматы бывают переносными или передвижными, их используют в домашних условиях или в небольших мастерских для ремонта кузова автомобиля, труб, прочих изделий. Также есть стационарная техника — чаще всего используется на предприятиях. Цена переносного аппарата меньше, чем стоимость стационарного;
- Способ защитных швов. Защитный шов может производиться газом, слоем флюса, порошковой проволокой;
- Тип порошковой проволоки. Может использоваться сплошная стальная или алюминиевая проволока. Есть универсальные сварки, где установлено два вида проволоки — цена такого полуавтомата будет выше.
Сварщик в процессе работы может сталкиваться с разными металлами, в том числе и изделиями из нержавейки. В связи с этим разработчики полуавтомата внедрили режимы сварки полуавтоматом.
Настройка агрегата позволяет выбрать именно тот режим, давление, скорость подачи проволоки, которые нужны для сварки определенного тонкого металла или нержавейки.
Видео:
Режимы могут быть такие:
- применяя короткое замыкание для дуговой сварки, или не применяя его;
- крупнокапельные, среднекапельные, мелкокапельные виды;
- применяя разбрызгивание флюса, не применяя его.
На выбор режима сварки также влияет назначение детали автомобиля, на которую нужно наложить шов.
Для облегчения проведения сварки, специалист может выбрать цикличную сварку — там применяется дуговой метод. Иногда применяется точечная сварка или импульсная.
Бывает сварка, где часть тонкого свариваемого металла, труб или нержавейки перемещается струйным методом или сваривается путем кругового переноса металла.
На практике часто используют импульсный дуговой режим, если при сварочных работах применяется сварка в среде углекислого газа. Ток при этом обратной полярности.
Таким образом, металл плавится при работе не очень быстро, но сварочный дуговой режим получается стабильным, шов — очень прочный.
Сварка в защитных газах применяется для соединения кузова, деталей автомобиля, труб, выполненных из цветного тонкого металла, меди, титана, оцинковки, легированной, углеродистой стали, нержавейки.
Применяется углекислота в баллоне углекислого газа, где высокое давление. Настройка расхода производится через пистолет. Особенно пригодится этот метод для сварки оцинковки.
Редуктор стабилизирует давление газа до того, как он попадет в зону рабочего процесса. Схема сварки с газом показана на видео.
Видео:
Сварочный полуавтомат обладает рядом преимуществ в сравнении с обычной сваркой:
- высокое качество швов;
- при сваривании небольшого шва процесс может осуществляться на вертикальных поверхностях, т.е. растекаться металл не будет;
- при работе полуавтоматом в окружающую среду не выделяются вредные вещества.
Какой сварочный аппарат нужен?
Выбирая сварочный аппарат для начинающих, стоит учитывать некоторые моменты: соединение толстого или тонкого металла будет необходимо, какой нужен будет соединительный шов, а также условия, в которых будет проводиться работа.
После определения задач, которые будет выполнять сварочный полуавтомат, нужно обратить внимание на качество, которое имеет техника.
Обязательно нужно узнать отзывы о марке полуавтомата, которую приобретаете, и о заводе, выпустившим его, как производится настройка. Цена не должна быть очень низкой.
Перед покупкой сварочного полуавтомата стоит оценить напряжение в помещении, где он будет использоваться.
Мощность агрегата напрямую будет зависеть от показателей электросети.
Если есть возможность подключаться к напряжению 380В (трехфазному), то можно купить трехфазную модель.
Качество работы в этом случае будет выше, цена, соответственно, также.
У полуавтоматов с малой мощностью цена будет невысокой, но обрабатывать им можно только тонкий металл. На фото изображены полуавтоматы.
Фото:

При оформлении покупки важно узнать, если на аппарат гарантия и как далеко находится центр сервисного обслуживания.
Следует сразу уточнить, где можно купить расходные материалы в случае необходимости.
Как подготовить аппарат и провести сварку своими руками?
Чтобы работа со сварочным автоматом была безопасной, необходимо правильно подготовить агрегат к работе.
Схема действий включает подготовку поверхности материала, на который нужно наложить шов.
Поверхность детали автомобиля, труб или нержавейки следует очистить от мусора, грязи, удалить масло, влагу, ржавчину.
При выполнении этих операций нужно пользоваться тряпочкой, щеткой для металла.
Очищенную поверхность из меди, титана, стали необходимо обезжирить, протравить. На видео можно посмотреть, как правильно подготовить поверхность.
Видео:
При работе полуавтоматом важна правильная настройка агрегата, расход, скорость подачи проволоки. Схема действий описана ниже.
Проверить заземление агрегата. Техника обязательно должна быть присоединена к проводнику заземления.
Проверить напряжение, которое есть в данный момент в сети, так как некоторые модели негативно воспринимают отклонения напряжения от нормы, скорость подачи проволоки будет снижена.
Установить режим агрегата. Производители выпускают полуавтоматы, имеющие большое количество настроек. Они дают возможность подобрать индивидуальный режим работы для разных металлов.
Диаметр наконечника должен быть больше, чем размер проволоки на несколько миллиметров, поэтому его нужно отрегулировать.
Настроить горелку и механизм с проволокой. Если этого не сделать, то процесс сваривания пройдет с ошибками, что вызовет брак в работе, большой расход материалов, неправильную скорость подачи.
Проволока также должна быть качественной, поэтому ее необходимо проверить на предмет различных повреждений, вмятин.
Чтобы правильно провести сварочные работы самостоятельно, без привлечения профессиональных сварщиков, должна быть изучена схема, просмотрено видео, после чего нужно выполнить такие этапы:
- Подобрать необходимый сварочный ток, скорость подачи, давление, расход проволоки, выбрать необходимый режим. Как правило, к каждой модели сварочного полуавтомата дается инструкция, схема. При выборе параметров следует руководствоваться ее данными;
- После настройки режима, техника должна сделать пробную сварку. Для этого производится шов на пробном куске толстого или тонкого металла, изделии из меди, титана, стали. Если будет необходимость, то выбранные параметры стоит откорректировать: давление, скорость, мощность. Если полуавтомат настроен, как рекомендует схема и стандарты ГОСТ, то дуга будет устойчивой и операцию можно выполнять на детали автомобиля, на поверхности труб;
- Переключить механизм подачи проволоки в позицию «пуск» и подать флюс;
- Держатель нужно поставить в таком положении, чтобы его наконечник поместился в сварочную зону;
- Вместе с нажатием кнопки «пуск» нужно чиркать в месте соединения, после этих действий должна загореться дуга.
Сварка с газом
Сварка кузова автомобиля, труб, других изделий из меди, титана, стали полуавтоматом с газом представляет собой процесс соединения частей металла, путем подачи проволоки к месту соединения.
Вместе с этим подается защитный газ. Защитный газ является гарантией того, что воздух не окажет негативного воздействия нагретым, расплавленным металлам.
Видео:
Схема проведения полуавтоматической сварки есть в ГОСТ, положения документа должны быть соблюдены.
Сварка в защитных газах имеет свои преимущества. Процесс не требует приобретения оборудования, у которого высокая цена.
Работы в среде углекислого газа можно проводить в любых частях строения, здания, расход дополнительного источника энергии не происходит.
При проведении сварочных операций есть возможность изменять мощность пламени, таким образом, можно соединять различные материалы: соединения меди и титана, латуни и свинца, прочие металлы, у которых температуры плавления отличаются.
В ГОСТ описаны требования, которые предъявляются к соединениям металлов, необходимая схема.
Сварка чугуна полуавтоматом, а также меди, свинца, латуни проходит быстрее, поверхности крепче свариваются именно этим видом сварки.
Если установить правильно вид, мощность аппарата, выбрать подходящую присадочную проволоку, ее правильный расход, скорость подачи, то швы будут высокого качества.
Поверхности, которые подвергались сварке, медленно нагреваются и так же остывают. При выполнении сварки на поверхностях из меди, титана, стали можно регулировать температуру пламени.
Если пламя направлено вертикально, то температура будет максимальной, если изменить у пламени угол наклона, уйти от вертикальных поверхностей, температура снизится.
Швы могут иметь более высокую прочность, чем швы, полученные сваркой электродуговым методом. Размер, вид швов указан в стандартах ГОСТ.
Данным видом сварки можно не только сваривать поверхности из меди, латуни, чугуна, титана, свинца, но и резать их, закалять.
Видео:
При проведении сварочных работ в среде углекислого газа применяют два вида аппаратов.
В одном сварка проходит в среде аргона или другого инертного газа, без углекислого газа. Второй вид аппарата производит сварку в среде углекислого газа.
Применение газового баллона, при высоком давление углекислого газа, затрудняет ремонт кузова автомобиля, труб на открытой местности.
Но если проводить работы стационарно, то такой вид сварки, в среде углекислого газа, считается лучшим. Стандарты на аппараты, которыми проводят сварку в газовой среде, описаны в ГОСТ, прилагается схема для проведения работ.
Электродная проволока, применяемая при сварке с газом, содержит в составе марганец, кремний.
Она подается в точку сварки вместе с газом, расход проволоки строго контролируется.
Он защищает проволоку и металл от воздействия, оказываемого окружающей средой.
Какую марку проволоки выбрать для определенного сварочного полуавтомата, стоит уточнить в стандартах ГОСТ.
Применяя такой вид сварки, можно сэкономить время, так как не нужно менять электрод, зачищать швы от шлаков.
Несмотря на то, что швы при сварке с газом получаются крепче и аккуратнее, стоит помнить, что состав газа окажет влияние на внешний вид швов.
Так, сварка в среде чистого углекислого газа даст чешуйчатый рельеф шву. Если в углекислый газ добавить аргона, шов будет гладкий, ровный. Сварка при помощи аргона не требует дальнейшей обработки.
Сварка без газа
Сварка полуавтоматом без газа является перспективным направлением. Соединение происходит с помощью проволоки-флюса.
Она выглядит как стальная трубка, где находится специальный порошок для сварки.
Видео:
Флюс по внешнему виду напоминает обмазку электродов. В момент, когда возникает высокая температура, флюс сгорает.
В результате создается облако из газа, которое внешне схоже со сваркой с помощью электрода.
Конструктивные элементы сварки полуавтомата без применения газа можно изучить в ГОСТ.
Сварка полуавтоматом без газа обладает основным достоинством — отсутствие баллонов, в котором есть давление газа.
Сварку кузова, труб можно проводить на любой точке местности, в любом строении.
Проволоку для выполнения сварочных работ можно выбрать с любым составом — он зависит от материала: поверхность из меди, титана, стали, алюминия, прочего металла.
В стандартах ГОСТ описаны требования к проволоке, которая используется при сварке деталей автомобиля, его кузова, труб полуавтоматом без использования газа.
Цена проволоки с различным составом будет отличаться. Расход также может быть различным в зависимости от объема работ.
Там же в ГОСТ описаны требования, которые предъявляются характеристикам, видам швов после применения сварки такого вида.
Специалисты рекомендуют после того, как будет наложен сварочный шов, сделать еще один сверху. Это связано с тем, что на шов может попасть шлак, образованный отработанным флюсом.
Такой шов не будет герметичным, поэтому понадобится дополнительная обработка.
Видео:
Флюсовая проволока отличается повышенной жесткостью.
По этой причине подавать ее в область сварки необходимо с усилием. При проведении операций нужно следить, чтобы шланги не изгибались, полярность «массы» и фазы строго соблюдалась.
В ГОСТ есть схема, описаны условия, при которых должны проводиться работы.
rezhemmetall.ru
Сварка полуавтоматом без газа. Полуавтоматическая сварка
30 октября, 2013. Прочитано 17051 раз(а)

Чем сварка полуавтоматом без газа, отличается от полуавтоматической сварки в газовой среде, и что вообще такое сварка полуавтоматом, мы рассмотрим все эти вопросы в нашей статье.

Полуавтоматическая сварка
Сварка полуавтоматом — один из видов классической дуговой сварки. Электродная проволока выступает в роли сварного электрода. Она непрерывно подается механическим приводом с заданной постоянно скоростью в сварочную головку.
Сварочные флюсы позволяют даже при работе с небольшим диаметром проволоки (0.8-2мм) малыми токами обеспечить достаточно глубокое расплавление металла непосредственно в зоне сварки. Благодаря этому получаются надежные и качественные швы на толстом или тонком металле.
Использование полуавтомата для сварочных работ позволит значительно улучшить качество сварного шва, а также существенно увеличит производительность работ. При помощи полуавтоматической сварки опытные мастера вырабатывают от 20 до 40 метров шва сварного в час. Сварка полуавтоматом видео, обучающее можно найти в конце этой статьи, где вы сможете наглядно ознакомиться непосредственно с процессом сварки.
Сегодня существует возможность выполнять сварку полуавтоматом с газом или без газа. В первом случае в процессе сварки полностью исключается попадание кислорода непосредственно в зону сварки, что позволяет устранить переизбыток или недостачу углерода. Иначе сварной шов может оказаться слишком хрупким или мягким. Но такой вид сварки слишком затратный и трудоемкий. Вам придется носить тяжелые баллоны с газом, даже если вы хотите сделать всего пару незначительных швов. Да и заряжать газом баллоны при нечастой работе достаточно дорого. В этом случае лучшим выбором станет сварка полуавтоматом без газа.
Важно! Для дополнительной информации просмотрите наши инструкции по сварке инверторм для начинающих.
Преимущества полуавтоматической сварки без газа


Как правило, ее еще проволокой флюсовой, обозначая тем самым ее состав. В наше время доступна также и сварочная порошковая проволока. Какое бы название не носила данного вида проволока, все они применяются для сварки полуавтоматом без газа.
Данная проволока состоит стальной трубки, с диаметром, который соответствует 0.8, как и при полуавтоматической сварке в газовой среде. Внутри проволоки находится сварной порошок – флюс, который очень напоминает по своему составу обмазку стандартных электродов. Флюс в процессе нагрева полностью сгорает и в результате чего образуется защитное облако газа в зоне сварки.
Сварка полуавтоматом без газа достоинства
- 1. отсутствие энергоемкой газовой аппаратуры;
- 2. доступность, не нужно постоянно тратиться на заряд баллонов с инертным газом;
- 3. возможность формировать химический состав сварного шва, используя для этого различные типы проволоки с разным наполнением.
- 4. возможность формировать характеристики дуга
- 5. самое главное достоинство – возможность наблюдать за местом подачи непосредственно в разделку, сквозь защитную маску.
Полезные советы при полуавтоматической сварке без газа
Сварка полуавтоматом напоминает классическую с обычными электродами, именно поэтому во время выполнения работ есть вероятность затекания шлака в сварочную ванну от сгоревшего флюса. Чтобы это предотвратить для получения надежного герметического соединения необходимо поверх сделать еще один шов, очистив предварительно предыдущий.
Из-за того что порошковая проволока, которая используется в процессе сварки полуавтоматом без газа очень хрупка и имеет малую жесткость собственной конструкции – очень тонкая стенка – поэтому подачу проволоки необходимо выполнять специальным механизмом с малым сжатием, при этом любые резкие повороты шланга не допускаются.
Необходимо строго соблюдать полярность при подключении на «массу» и на держак. Минус должен подаваться непосредственно на держак, а плюс к самому изделию. Данное подключение получило название – прямое. Это необходимо для того чтобы во время подачи проволоки флюсовой должна создаваться очень высокая температура, которая образует защитное облако газа.
Сварка полуавтоматом без газа видео :
Рекомендуем вам еще:
o-builder.ru
Выбор проволоки и правила работы полуавтоматическим сварочным аппаратом
Востребованность полуавтоматов для сварки на рынке сварочного оборудования продолжает расти с каждым годом. Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
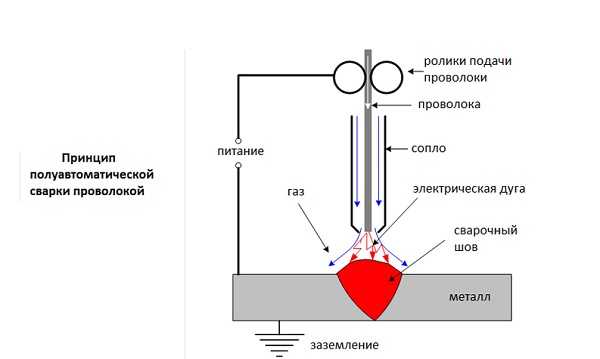
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.

Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
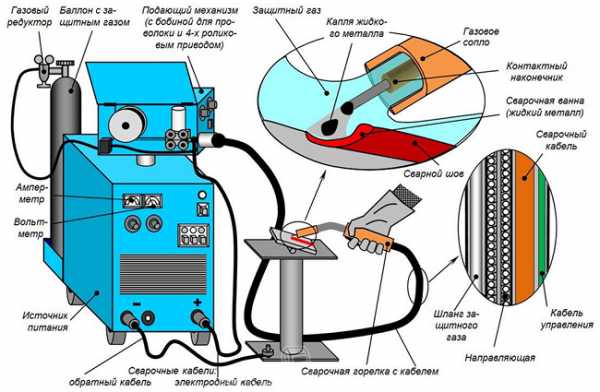
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.
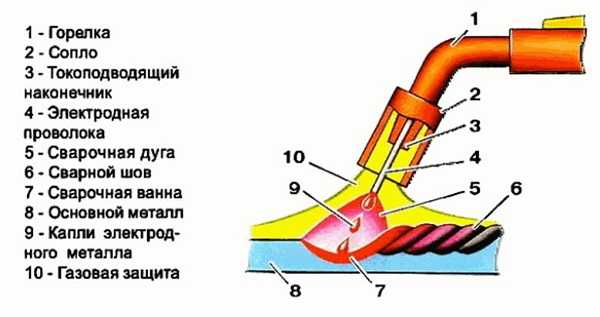
Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Работа полуавтомата возможна и без защитного газа. В таком случае применяется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах данное покрытие испаряется, и образующиеся при этом газы выполняют защитную функцию для сварочной ванны.
Выбор электродной проволоки
Электродная проволока является оснасткой, без которой сварочный аппарат не сможет работать. Подается она с помощью специального механизма и выполняет функцию электрода.
Для полуавтоматов существует две группы материалов для сварки:
- проволока сплошного сечения;
- порошковая электродная проволока.
Разновидностей первого варианта насчитывается более 76. Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Омедненная проволока пользуется наибольшей популярностью среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при плавке меди в воздух попадают вредные испарения. Не омедненная проволока является более безвредной и имеет защищающее от коррозии покрытие.
Также на полуавтоматах используется порошковая проволока, не требующая при варке наличия защитного газа. Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
- СВ – сварная проволока;
- 08 – означает, что массовая доля углерода в составе оснастки составляет 0,08%;
- Г – данной буквой обозначается марганец, который есть в составе проволоки;
- 2 – цифра указывает, что содержание марганца 2%;
- С – данная буква говорит о наличии кремния в составе оснастки, если после буквы нет цифры, то его содержится не более 1%.
Далее приведена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки.
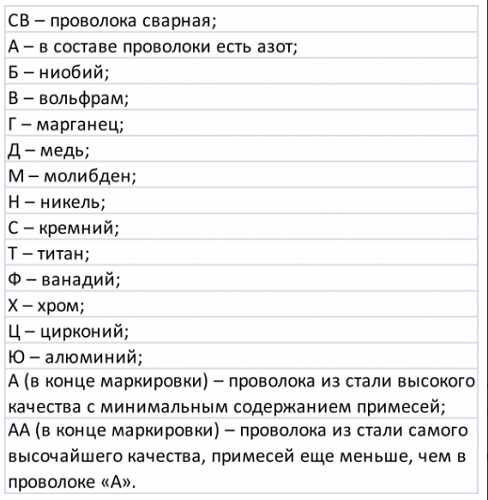
Например, пользуясь таблицей, можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06% углерода, 21% хрома, а никеля – 7%; проволока легирована двумя металлами, ниобием и титаном.
Для сварки низколегированных сталей (это 90% всего металлопроката) используется проволока 08Г2С диаметром 0,6 мм. Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Совет! Если предстоят работы полуавтоматом в полевых условиях либо на открытом воздухе, то можно использовать порошковую проволоку, которой не требуется обдув защитным газом.
Диаметр электродной проволоки подбирается в соответствии с толщиной свариваемого металла.
Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.

При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
- Для металлов толщиной 1-2 мм применяется волнисто-зигзагообразное движение. Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.
- Для сваривания металлов любых толщин применяют прямой шов, исключающий какие-либо движения в сторону. Но в таком случае от оператора требуется наличие определенного опыта, чтобы при перемещении горелки дуга равномерно воздействовала на обе сопрягаемые детали.
- Если предстоят работы по металлу толщиной меньше 1 мм, то следует уменьшить силу тока и скорость подачи проволоки, а также использовать проволоку меньшего диаметра. Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов.
- Если сопрягаются длинные, тонкие детали, то сварка проводится короткими сегментами или точками, расположенными на определенном расстоянии. Также, чтобы избежать деформации деталей, можно варить поочередно, короткими сегментами, с разных концов сопрягаемого отрезка.
Совет! Чтобы варить вертикальный шов, горелка ведется сверху вниз со скоростью, достаточной для опережения расплавленного металла. Наклонять горелку следует немного вверх, чтобы сварочная ванна удерживалась теплом.
Скорость сварки
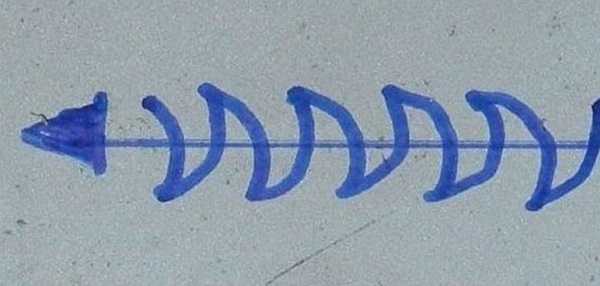
Это скорость перемещения электрической дуги вдоль места сопряжения деталей, и контролируется она оператором полуавтомата. Скорость передвижения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При высокой скорости перемещения горелки образуется много брызг, защитный газ остается в быстро застывающем шве и вызывает в нем образование пор. При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.

Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Совет! Для порошковой проволоки, работающей без газа, вылет должен быть в пределах 30-45 мм.
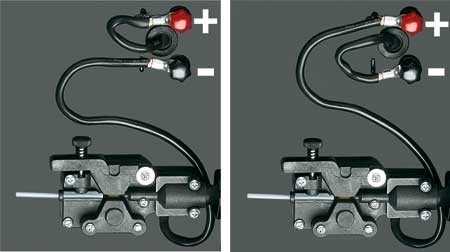
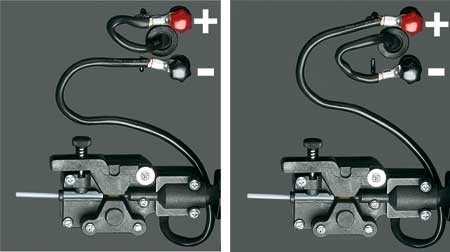
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
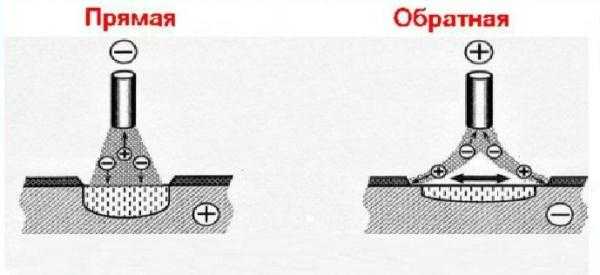
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
- плохой контакт между зажимом массы и деталью;
- наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
- плохо очищенная от ржавчины или краски область сварки.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
tehnika.expert
Как выполняется сварка полуавтоматом: советы по свариванию металла

Сварка полуавтоматом – один из самых удобных способов соединения металлических изделий, особенно для новичков. Полуавтоматическая дуговая сварка происходит за счет плавления электрода, который ведется автоматическим способом. Сейчас рассмотрим основные аспекты, как работает механизированное оборудование и как варить металл с помощью такого аппарата.
Содержание статьи
Типы полуавтоматического сварочного оборудования
Сварка полуавтомат делится на несколько видов, в зависимости от типа материала и перемещения по рабочему изделию. Основная характеристика:
- мобильность: переносные: передвижные и стационарные аппараты. Большое стационарное оборудование применяется в специализированных мастерских для выполнения больших объемов работы. Маленькие агрегаты отлично подходят для домашнего использования соединения небольших площадей изделий;
- защита шва: порошковой проволокой, флюсом, газом. При подаче проволоки, она плавится и образует защитный слой, который оберегает расплавленное железо от агрессивных факторов воздействия окружающей среды;
- тип электрода: стальной, алюминиевый, комбинированный.
Узнать больше о сварке электродами.
Полуавтоматическая сварка происходит за счет образования дуги, которая преобразовывает электроэнергию в тепловую посредством плавления основного сварочного элемента – электрода. Это специальная проволока, которая служит проводником энергии. Ее подача осуществляется автоматически с помощью медной катушки.
Сварочный полуавтомат может работать с газом и без газа. Первый тип применяется для соединения цветных металлов или легированных сталей. В качестве газа используется углекислота, которая подается к пистолету под делением из баллона.
Устройство аппарата
Перед тем, как приступать к разбору, как варить металл, необходимо разобраться в строении самого аппарата. При использовании полуавтомата в сварочных работах можно получить качественный и ровный шов, прикладывая при этом минимум усилий. Его можно происходить как ниточным, так и точечным способом, если нет полноценного доступа к свариваемым деталям. С учетом некоторых «пробелов» или зазоров, все равно получается прочное и долговечное соединения. Это объясняется свойствами оборудования, которое для этого используется. При использовании газа, он попадает в рабочую среду и защищает материал от окисления газов из внешней среды.
Полуавтоматический сварочный аппарат состоит из следующих деталей:
- Газовый баллон, в котором находится газ для защиты металла.
- Трубка для подачи газа – это приспособление, через который и подается газ в рабочую зону.
- Катушка для проволоки.
- Механизм для автоматической подачи проволоки может быть тянущим, толчковым или комбинированным, при котором подача осуществляется двумя приводами.
- Газовая горелка обеспечивает подачу газа в активную зону для защиты металла от внешней среды. Изоляционная рукоятка обеспечивает высокий уровень безопасности для мастера во время сплава материалов.
- Источник питания может быть нескольких видов – инвертор или трансформатор. Это зависит от габаритов и предполагаемой мощности аппарата.
- Блок управления.
- Газовая аппаратура для полуавтомата.
- Провод цепи управления.
Принцип работы данного аппарата заключается в следующем. Изначально важно правильно установить полярность в зависимости от технологии – с газом иле без. Затем необходимо установить катушку с проволокой и газовый баллон. После этого проводится настройка, то есть натягивается проволока, регулируется подача газа. Ток для сварки настраивается в процессе работы.
Технология сварки полуавтоматом зависит от нескольких факторов: типа металла, из которого выполнена рабочая деталь, длина шва, применение или отсутствие баллона. Кроме этого, выполнять швы можно несколькими способами:
- Стыковый метод предусматривает плотное соединение двух частей между собой тонким и практически незаметным швом. При этом качество дорожки остается на высшем уровне. Такой способ чаще всего применяется при ремонте и строении автомобильной техники.
- Внахлест сплавление выполняется точечным методом, когда одна деталь немного «находит» на вторую. В некоторых случаях при этом образую сплошной неразрывный шов.
Режим работы мастер настраивает самостоятельно, ориентируясь на качество деталей, то есть типа металла и их толщину. При толстых изделиях шов необходимо прокладывать в несколько этапов, выстраивая дорожки, плотно прилегающие друг к другу. Тогда соединение будем ровным и прочным.
Плюсы и минусы полуавтоматической сварки
Механизированная сварка становится все популярнее не только у профессионалов, но и у любителей. Сварки полуавтомат имеет ряд преимуществ и недостатков, с которыми обязательно нужно ознакомиться прежде чем приняться за работу. К достоинством данного вида сплавления можно отнести следующие:
- возможность создания неразъемного соединения для оцинкованных изделий, не повреждая при этом покрытие. Сплав происходит с помощью медной проволоки;
- способность варить как конструкционную стать, так и другие металлы – алюминий, чугун;
- возможность работы с тонкими стальными листами, толщиной не более половины миллиметра;
- низкая чувствительность к загрязнениям и коррозии основного материала;
- удобство, при котором шлак не перекрывает шов и оператор сразу видит результат;
- невысокая стоимость, в сравнении с другими типами создания неразъемных соединений.
Кроме этого, стоит отметить некоторые недостатки, которые возникают при работе на полуавтомате:

- при сварке без газа увеличивается разбрызгивание раскаленного железа;
- происходит более сильное излучение дуги, поэтому необходимо применять защитную форму и маску для лица.
Даже с некоторыми недочетами такой тип сварки широко применяется во многих производственных отраслях. Чаще всего такие типы используются в сферах автостроения и ремонта транспортных средств. При этом применяется защитный газ – гелий, аргон или углекислый газ.
Особенности сварки газом и без газа
Полуавтоматическая сварка с газом применяется чаще, так как она может выполнить более широкий спектр функций, чем без газа. Кроме этого, стоит отметить преимущества данного типа сплавления:
- качество сварки намного выше, чем работа без газа, то есть швы получаются практически идеальные и малозаметные;
- умеренная термическая обработка деталей позволяет производить швы даже на тонких изделиях, не деформируя их;
- высокий коэффициент полезного действия за счет быстрой плавки проволоки производительность увеличивается в несколько раз;
- перед соединением не нужно проводить первичную подгонку деталей, что экономит время мастера;
- углекислый газ самый доступный среди всех и широко применяется для сплавления;
- технология работы сварочным полуавтоматом намного проще, чем работа электродом вручную, поэтому данное ремесло легко освоить даже новичку.
Сварка полуавтоматом без газа используется в том случае, если работы проводятся не слишком часто, то есть, нет смысла приобретать баллон. В таком случае для защиты применяется порошковая проволока или флюсовая. Во время спайки металлических изделий она расплавляется под воздействием высокой температуры и создает над швом слой защитного газа.
Выполняя сварочные работы без газа, необходимо учесть некоторые нюансы и секреты, которые помогут в работе:
- для устойчивости качества дуги необходимо контролировать сварочный ток. То есть, применять тонкую проволоку на высокой плотности. Это поможет контролировать дугу и уменьшить разбрызгивание металла. Также значительно снижается риск обрывания дуг;
- тонким электродом нужно производить движения исключительно вдоль шва, тогда дорожка будет ровной и прочной. При использовании проводника большого диаметра допустимо плавные движения из стороны в сторону;
- швы на деталях который расположены вертикально или под углом более 55 градусов по отношению к горизонтальной плоскости нужно варить снизу вверх, чтобы избежать стекание плавленого металла.
Узнать больше о дуговой сварке электродами.
Как выбрать полуавтомат
Чтобы сварка полуавтоматом без газа и с газом была выполнена идеально, необходимо несколько условий. Первое из которых — непосредственно мастерство сварщика, а второе – качество и функциональность самого аппарата. Рассмотрим основные аспекты, на которые следует обратить внимание при выборе сварочного аппарата:
- Мощность оборудования является основным условием для качества работы и КПД. Если данный аппарат будет использоваться в промышленных условиях, тогда рекомендуется приобретать более мощный агрегат. И наоборот, для домашних условий достаточно будет простого переносного полуавтомата.
- Бренд. Важно изучить производителя и ознакомиться с реальными отзывами пользователей.
- Функции. Перед покупкой нужно ознакомиться с технологией работы таким изделием, чтобы выбрать максимально подходящее оборудование.
В завершении хотелось бы отметить, что сваривать металлические детали посредством полуавтоматического оборудования намного легче и быстрее, чем ручными аппаратами. Технология полуавтоматической сварки значительно отличается от ручного способа подачи электрода. Методику накладывания шва выбирает мастер в зависимости от типа деталей, их толщины и качества металла, из которого они произведены.
[Всего голосов: 4 Средний: 3.3/5]svarkaed.ru