Сварка полуавтоматом меди – аргоном, инвертором, полуавтоматом, как варить в домашних условиях, чем сваривать с другими металлами
alexxlab | 14.12.2019 | 0 | Вопросы и ответы
Сварка меди полуавтоматом – Полуавтоматическая сварка – MIG/MAG
Здравствуйте дорогие форумчане! Хотелось бы задать несколько вопросов по сварке меди полуавтоматом. После покупки организацией полуавтомата Сварог MIG 3500 (J93) и его успешной работы, у начальства возник вопрос а возможно ли варить им медь( так как заказов на сварку меди много т.к. предприятие занимается изготовлением изделий из меди и по мимо пайки вот решили попробовать сварку)? Почитав интернет и литературу решили попробовать, купили медную проволоку CuSi3 диаметром 1мм, газ использовали Аргон. Начали пробовать варить, решили попробовать без прогрева ничего не вышло даже не прилипает шов( на то он и эксперимент). Начали греть до положенных 300градусов две медные шины толщиной 5мм в стык с зазором чуть больше 1мм, эффект тот же самый проплавления основного металла практически нет, шины не свариваются. Напряжение выставляли на аппарате 18,5V, а силу тока порядка 120-130А, расход газа поставили 15л/мин. Решили греть еще в итоге когда нагрели детали до примерно 900 может чуть больше во общем почти до границы плавления сварить получилось. Шов получился неплохой но чешуйки как то не симметрично ложились как при сварке полуавтоматом черных металлов и присутствовало разбрызгивание вокруг шва небольшое совсем. На длине шва 100мм если прогрели весь шов перед сваркой заварить успеваем только половину длинны, дальше металл остывает и металл в сварочной ванне не очень хорошо растекается и как будто просто направляется а не сваривается. Так что такой короткий шов приходится делить на два и греть заново. Пробовали сломать шов выдержал разрушение произошло рядом со швом. Пробовали зачищать металлической щеткой место шва и обезжиривать бензином галоша эффекта не какого не заметили. Полазив интернет не где не встречали упоминания о том что нужно греть так сильно. Где то находил упоминание что нужно использовать тефлоновый канал для проволоки ну я думаю не в нем дело. Стоит ли его менять или оставить обычный в чем разница? Нашел информацию что можно попробовать вместо аргона использовать азот так как сварочная ванна будет проплавляться лучше ну там разница в 4%. Какие еще могут быть тонкости и нюансы как то не много в интернете информации именно про сварку полуавтоматом меди. У нас такого опыта по сварке меди нет. Заказов много будет и детали разных толщин до 20мм и греть до такой температуры очень затратно по времени выходит. Греем обычным резаком пропан-кислород.Пробовали настройки полуавтомата менять, но шов получается уже не таким красивым либо слишком выпуклым или образуются подрезы. Будем рады любым толковым советам а если фото или видео будет будет отлично. Просто именно со сваркой меди не сталкивались. Есть мысль попробовать буру для пайки чтобы получше растекался металл и меньше греть но это только предположение
www.chipmaker.ru
Особенности сварки меди и ее сплавов
Введение
Медь активно применяется в промышленности, ювелирном деле и строительстве техники. Этот желтовато-красноватый металл знает каждый школьник и любой взрослый человек. Состыковка и пайка меди – это процессы, с которыми непременно сталкивается любой сварщик-профессионал или любитель.

Оригинальные ювелирные изделия делают из меди
Свариваемость меди
Сварка меди – это достаточно сложный процесс, требующий от человека хорошего понимания ее химической чистоты и свойств. Небольшое содержание фосфора, серы или свинца увеличивает качество сваривания металла. Сварочные особенности:

Специальный паяльник для медных изделий
- Медь склонна к окислению. В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин;
- Большая осадка при охлаждении;
- В разогретом состоянии металл хорошо поглощает газы (водород и кислород) из воздуха. Превышение концентрации сторонних газов увеличивает сложность сваривания. Процесс поглощения сторонних газов можно посмотреть на видео;
- Неоднородная структура приводит к образованию зернистости в процессе термической обработки;
- Из-за хорошей проводимости электричества медь требует специальных инструментов, способных развивать высокую мощность;
- Высокая температура плавления и текучесть сильно ограничивает возможности драгоценного металла к свариванию. Этот процесс можно проводить только на горизонтальной поверхности;
Для качественного процесса сварки медь необходимо подготовить и вооружиться специальным инструментом.
Доступные способы
Чтобы вы могли смотреть видео на телевизоре или компьютере во время изготовления сварных конструкций используют разные способы – дуговую ручную, сварку инвертором или вольфрамовыми электродами.
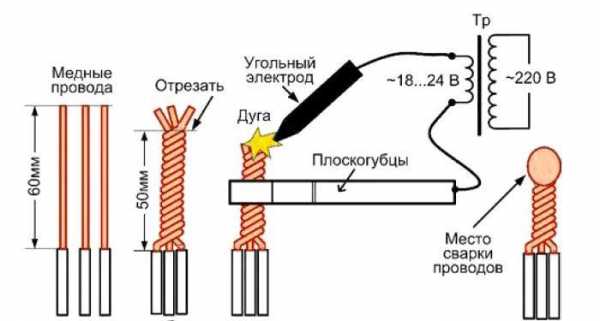
Сварка меди угольным электродом
Подготовка материала требует тщательной очистки. При помощи ацетона, ветоши и других растворителей удаляются все загрязнения, которые могут стать поставщиками вредных примесей – свинца и серы. Сварка меди не переносит присутствия жидкостей, жиров или масла.
После очищения с поверхности заготовки необходимо убрать окисленную пленку при помощи металлической щетки или сетки из нержавейки.
Инвертор для сварки меди
Для более тщательной обработки еще пользуются абразивным инструментом, с помощью которого добиваются идеальной полировки детали до блеска. Помните, что очистка детали является важным этапом, от которого зависит качество проделанного труда.
Детали с толстыми стенками (от 5 мм и больше) требуют дополнительно подогрева до 300-700 градусов, в этом заключается успешность процедуры сваривания меди. Особенно не рекомендуется пропускать этот пункт для массивных деталей. Чем больше размер заготовки, тем сильнее она нуждается в предварительном нагреве.
- Сварка металлическими покрытыми электродами

Графитовый электрод для сварки медных жил
При помощи таких электродов медь с толщиной стенок более 2 мм варят под углом в 60 градусов. Тоненький металл (от 3 до 5 мм) сваривается без разделки кромок – дополнительных надрезов на заготовке при помощи состыковки. Все работы проводятся только при помощи постоянного тока.
Для сварки медного изделия с толщиной стенок в 2 мм требуется электрод диаметром 2-3 мм и сила тока в 100 А. Элемент со стенками 8-10 мм нуждается в электроде 6-7 мм и постоянном токе в 400 А. К концу возни с толстой заготовкой необходимо уменьшить силу тока, чтобы предотвратить прожоги или прогорание поверхности.
- Сварка вольфрамовым электродом.
Время и практика показали, что этот метод является оптимальным. Швы, сделанные при помощи вольфрамовых электродов, отличаются аккуратностью и прочностью. Сварочные работы можно проводить в домашних условиях переменного тока. Так же, как и в первом способе, сила тока регулируется в зависимости от толщины медного изделия и диаметра электрода.
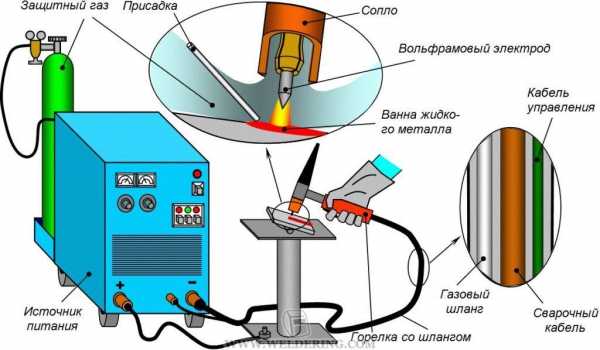
Схема процесса сварки ТИГ
Сварка меди аргоном, гелием и азотом практикуется для повышения качества сварочных швов. Стоит отметить, что технологические свойства газов отличаются, поэтому во время работы необходимо учитывать то, что азот требует меньшей силы тока. Во время работы с азотом на поверхности меди возникает парообразование, незначительно уменьшающее качество резки. Что же касается других качеств азота, то для сварки меди требуется почти в 2 раза больше газа. Именно по этой причине аргон чаще используется в сварочных работах с медными изделиями.
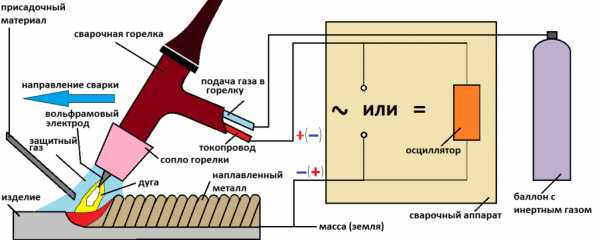
Схема аргоновой сварки
Аргоновая состыковка требует особых условий. Например, с медью нельзя работать непостоянным током. Для сварочного процесса требуется доступ к постоянному тому. Именно по этой причине аргоновая состыковка получила свое распространение только на промышленных объектах. В домашних условиях этот метод не практикуется.
Перед свариванием заготовку необходимо нагреть на угольной пластинке инвертором. Профессионалы не рекомендуют зажигать дугу прямо на изделии, чтобы не загрязнить электрод. Аргоновое сваривание доступно только в потолочном или вертикальном положении.
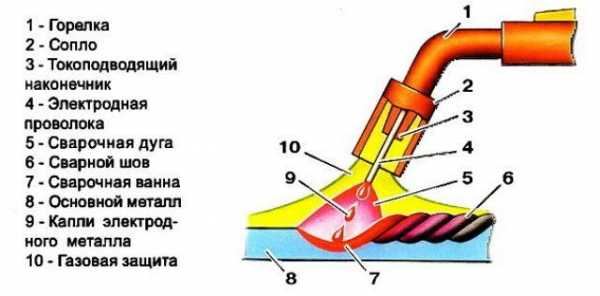
- Сварка полуавтоматом
Сварка меди возможна и в полуавтоматическом режиме. Для обеспечения лучшего качества рекомендуется использовать гелий, аргон или азот в качестве защиты поверхности металла от водорода и кислорода. Технология сварки полуавтоматом ничем не отличается от сваривания стали. Как и в первых случаях при сварке полуавтоматом медную заготовку с толстыми стенками необходимо качественно прогреть до 300-500 градусов. Электрод располагается к шву под углом 80 градусов.
Сварка металлов полуавтоматом
Полуавтоматический метод сваривания требует пользования флюсом, который наносится на кромки присадочной проволоки. Время от времени электрод необходимо вставлять во флюс и продолжать сварочные работы. О том, как правильно использовать флюс можете посмотреть на видео или почитать в книгах. Такая технология поможет увеличить качество скрепления и уменьшит количество окислительных операций на поверхности заготовки.
В состав флюсов входит прокаленная бура вместе с добавками металлического магния и кремниевой кислоты. Использование флюсов вносит определенные трудности в сварочный процесс, а именно – высокий темп работы с металлической поверхностью. Кроме этого, движение руки должно быть непрерывным в одном направлении.
Аргоновая сварка меди
Свариваемость меди и ее сплавов
Медные сплавы типа бронзы и латуни в целом свариваются нормально. Стоит отметить, что латунь теряет значительную часть цинка из-за окислительных процессов и испарений.Электрошлаковая сварка и ее применение
Для работы со сплавами часто используют инертные газы (аргон и гелий) вместе с присадочными проволоками, которые совпадают с химическим составом заготовки.
Для особо толстых сплавов применяют электрошлаковую сварку. Данный метод применяется для деталей, толщина стенок которых превышает 30 мм. Сварка меди и ее сплавов требует специальных пластинчатых электродов, с внешним видом которых можно ознакомиться на видео в интернете. Особенность электрошлакового способа состоит в том, что температура плавления флюса должна быть ниже плавления меди.
Такая технология позволяет добиться качественного и ровного шва при сварочных работах. Кроме этого, низкая температура плавления флюса не приводит к образованию шлаковой корки. Второй особенностью электрошлаковой сварки являются повышенные сварочные токи и высокая скорость подачи электрода (до 15 км/час).
Альтернативные методы
Медь является металлом с высоким показателем пластичности, поэтому небольшие медные проводки хорошо свариваются термокомпрессионной сваркой. Для изделий с большим сечением рекомендуется применять диффузную сварку в условиях вакуума. В таких условиях медь может свариваться практически с любыми металлическими и даже неметаллическими материалами.

Холодная сварка хорошо скрепляет недвижимые детали
Холодную сварку можно применять в домашних условиях для грубого сваривания медных деталей. Сварка меди холодным способом способна обеспечить удовлетворительное электрическое сопротивление соединений. Для более качественной сварки медных деталей необходимо пользоваться энергетическими установками.
Заключение
Сваривание меди – это технологически сложный процесс, требующий от человека хорошего понимания физико-химических особенностей меди и умения пользоваться специальными инструментами.
Видео: Сварка меди полуавтоматом
ecology-of.ru
Сварка меди и ее сплавов в домашних условиях аргонодуговым методом, газосваркой и припоем
Монтаж и ремонт медного водопровода, устранение течи автомобильного радиатора – это только некоторые ремонтные работы, при которых пригодится умение сваривать медь и ее сплавы. Сварка меди в домашних условиях – достаточно сложный процесс, проведение которого требует опыта и знаний. Поэтому для сварки медных деталей лучше привлекать профессионального сварщика.
И не следует верить рекламе и применять различные герметики и замазки. Холодная сварка на некоторое время сможет оказать помощь и устранить течь. Но работы по соединению стыка все равно придется делать. Если есть опыт в работе с аргоном и на полуавтоматах, можно легко справиться с этой проблемой самостоятельно.

Свойства материала
Получение неразъемного соединения медных сплавов требует знания и понимания всех процессов, происходящих в сварочной ванне. Фосфор, сера и свинец, входящие в состав сплава, положительно влияют на качество шва. Но есть целый ряд отрицательных свойств материала:
- при большом уровне нагрева медь начинает сильно окисляться. Это приводит к образованию тугоплавких включений, впоследствии вызывающих трещины на сварочном шве;
- охлаждаясь, материал шва подвергается сильной усадке. Такая особенность приводит к локальным трещинам;
- при нагреве металл начинает поглощать газы. Такая особенность повышает образование раковин и непроваров. Поэтому важно при сварке применять защитные флюсы и инертные газы, которые препятствуют попаданию в шов кислорода;
- при сваривании меди с нержавейкой или другими материалами, при разогреве, происходит образование зернистости. Это обусловлено неоднородностью материалов. Такой стык становится хрупким и ненадежным;
- при сварке необходимо ставить большой ток. Это обусловлено высокой электропроводностью меди. Поэтому бытовой маломощный конвектор лучше оставить для сварки стали, а для меди использовать мощный промышленный аппарат;
Большой уровень текучести материала при высокой температуре плавления не позволяет обеспечить надежный шов при потолочном или вертикальном соединении. Варят медь только в нижнем или горизонтальном положении. Для лучшего качества шва надо предварительно нагреть заготовки.
Выбор электродов
Для получения качественного и наполненного шва при электросварке меди или ее сплава надо правильно выбрать электрод. В зависимости от типа сплавов используются электроды с различной обмазкой и материалом сердечника.
Обмазка или покрытие отвечает за создание защитной пленки (шлака), для предотвращения попадания вредных газов в сварочную ванну. В покрытии находятся некоторые присадки, которые совместно с металлом сердечника электрода добавляют в ванночку необходимые материалы, улучшающие шов. Металл шва остывает равномерно под слоем шлака, и из расплава удаляются вредные газы.
Используется 2 вида электродов. Изготавливаемые для сердечников прутки медной, чугунной, алюминиевой проволоки с нанесенной на них обмазкой – это плавящийся тип электродов. Электротехнический уголь, синтетический графит – эти и другие материалы используются при производстве неплавящихся электродов.
При покупке следует обращать внимание на цвет обмазки электрода. Для ручной электросварки их выпускают с красным покрытием. Синие применяют при сварке материалов с высоким уровнем температуры плавления. Желтый электрод служит для сварки жаростойкой стали, а серые применяются для сварки деталей из цветного металла.
Существует несколько способов сварки медных труб и других деталей и сплавов. Разберем каждый из них подробно.
Газосварка
 С помощью газовой сварки меди, при соблюдении технологического процесса проведения работ, можно получить надежный и качественный шов. Для этого понадобится баллон с ацетиленом и горелка. Повысить качество поможет проковка поверхности шва. Этот способ позволит закрыть незначительные поры.
С помощью газовой сварки меди, при соблюдении технологического процесса проведения работ, можно получить надежный и качественный шов. Для этого понадобится баллон с ацетиленом и горелка. Повысить качество поможет проковка поверхности шва. Этот способ позволит закрыть незначительные поры.
Единственный минус – это большой расход газа. Для нормальной работы необходимо поддерживать сильное пламя в горелке. При толщине деталей 10 мм и выше, расход газа составит 200 л/час. Для сварки толстого металла придется использовать резак для разогрева меди, а маленькой горелкой вести шов.
Для увеличения времени, при равномерном остывании, детали из меди со всех сторон обкладывают листами асбеста. Пламя горелки должно направляться на кромки деталей под прямым углом. Понизить образование участков с окислением шва и трещин можно с помощью увеличения скорости сварки и выполнения ее без разрывов.
Основное отличие соединения деталей из меди – это отсутствие прихваток при стыковке. Для более точной сборки сварку лучше производить в специальном приспособлении. Проволока для присадки применяется из различных металлов с раскислителями. Самое большое сечение проволоки не более 8 мм, для толстого металла.
При сварке обращайте внимание на процесс плавления кромок деталей и присадки. Для лучшего шва присадка должна расплавляться немного раньше краев основного металла. Обеспечивая наплавление присадочного металла на кромки, не забывайте про провар стыка.
Для большего качества стыка, кромки разделываются при толщине меди более 3 мм. Разделывают под 450. Металл лучше ляжет на стык, если его предварительно обработать смесью воды и азотной кислоты. Затем поверхности промывают водой и приступают к работе.
Готовые стыки необходимо отковать при температуре около 3000 при газовой сварке меди толщиной свыше 5 мм. Шов отжигается при температуре не больше 5000. Затем детали следует охладить в воде. При отжиге с большей температурой повышается риск получить хрупкий стык с множеством трещин.
Аргоновая электродуговая
Аргонодуговая сварка меди – это основной способ получения неразъемного соединения деталей из различных материалов с медью. Таким методом с медью можно прекрасно сваривать нержавейку.
При достаточном мастерстве получаются ровные, наполненные и качественные швы. Для сваривания этим способом применяется вольфрамовый электрод.
Аппарат для сварки деталей из меди должен работать от сети постоянного тока. Но в случае сборки деталей со сплавом алюминиевой бронзы и меди, лучшим решением будет использование аппарата переменного тока.
Настройка аппарата
Настройка величины тока при сварке зависит от толщины детали и сечения электрода. Для примера при толщине металла 1,5 мм, диаметр электрода используем 2,5 – 3 мм. Сила тока – 130 А., а диаметр присадки не более 1,6 мм. При толщине 3 мм необходимо выставить ток величиной 240 А.
По такому же принципу можно подбирать ток при сварке полуавтоматическим оборудованием с защитными газами – гелием, азотом и их смесями. Но сварка с помощью аргона – это наиболее распространенный вид соединения меди с другими материалами. Для присадки необходимо подбирать материал, в зависимости от особенностей изделия.
Работа в домашних условиях
В домашних условиях наиболее часто используются медные жилы, выдернутые из кабеля. Но перед началом работ не забудьте зачистить пруток от защитного лака с помощью наждачной бумага. Присадку обрабатывают растворителем для обезжиривания. Для выполнения качественного стыка лучше применять проволоку с низким уровнем расплава.
Присадка обязательно ведется впереди горелки, при ведении горелки «месяцем» или круговыми движениями происходит лучший прогрев зоны сварки. Сваривать толстые детали можно, расплавляя основной материал и формируя валик шва. В этом случае присадку не используют.
Для сварки тонкой меди лучше применять ступенчатый способ сварки. Для этого через определенные расстояния делают небольшие провары. Дойдя до конца шва, возвращаются к началу и повторяют операцию до полного сваривания деталей.
Основной отличительной особенностью сварки меди аргоном является получение качественного шва при горизонтальном проваре и вертикальном расположении стыка.
Медные водопроводные трубы
Сварить трубы можно всеми способами сварки меди. Можно варить медь угольным электродом, газосваркой, но наиболее распространенный и не очень сложный способ – это сварка аргоном. По ГОСТу шов должен выдерживать давление воды свыше 10-ти атмосфер при испытании системы водоснабжения.
Принцип работы прост. Нагреть стык, капнуть расплав с прутка и немного растянуть металл по шву. Так варится весь периметр трубы. Постепенно добавляя металл и растягивая его, формируют валик шва. При проведении сварки меди без остановок вы получите стык с множеством прожогов и подрезов шва.
Для выполнения этого вида работы лучше использовать импульсный тип сварочного аппарата. В этом случае можно увеличить скорость сваривания меди и уменьшить деформацию трубопровода.
Для этого выставляют короткие промежутки между импульсами, обеспечивая небольшое остывание металла. Если в шве образовалась дырка, не спешите заваривать ее. Дайте металлу остыть и, проходя по краю дырки, постепенно заварите ее.
Перед началом работы необходимо настроить силу тока. Для этого лучше использовать старые детали трубопровода. Такой способ позволит экономить дорогостоящий материал.
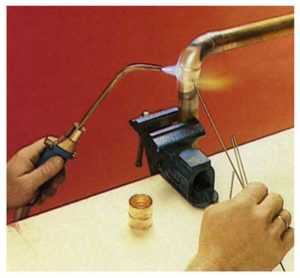
Пайка медного радиатора
В завершение приведем старый, но действенный способ устранения течи радиатора автомобиля. Для этого понадобится баллон пропана, горелка и широкий медный паяльник. Надо также взять кислоту для пайки или, в крайнем случае, канифоль, и прутки припоя из медно-фосфорного материала.
Сначала необходимо обнаружить место протечки. Затем зачистить его наждачкой, удалить грязь, накипь и пыль, обезжирить поверхность меди и залудить участок с дыркой. Для этого включают горелку, прогревают одновременно радиатор и паяльник. Кисточкой наносят слой кислоты и разогретым паяльником снимают небольшое количество припоя, разглаживают его по поверхности радиатора в месте повреждения.
Разогревают металл и паяльник. Снимая им капли припоя, проходят поврежденный участок, постепенно закрывая дырку. Таким старым дедовским способом можно сэкономить немаленькие средства на покупку нового радиатора или на сварку аргоном в автомастерской.
svaring.com
Сварка латуни полуавтоматом
Сварка латуни


Такой металл как латунь благодаря своим отличным эксплуатационным характеристикам получил сегодня широкое распространение и используется в различных отраслях народного хозяйства. Достаточно часто возникает необходимость сварки латуни, что выполняется с использованием различного оборудования и по строго определенной технологии. Необходимо сказать, что латунь относится к легкоплавким металлам, что необходимо учитывать при выполнении таких работ. Расскажем вам поподробнее как проводиться сварка такого металла.
Особенности сварки латуни
Если же говорить об особенностях работы с этим металлом необходимо сказать, что в отдельных случаях возникают определенные трудности, обусловленные наличием в сплаве цинка, который расплавляется и выгорает при низких температурах. Если у самой латуни температура плавления составляет порядка 700 градусов, то цинк становится жидким и начинает выгорать уже при 420 градусах. Все это существенно усложняет сварку латуни, которая при термической обработке в месте соединительного шва начинает интенсивно кипеть, что в свою очередь не позволяет сформировать правильный шов.

Во время термического воздействия при сварке латуни образуется большое количество белого осадка. Такой остаток представляет собой окись цинка, который выгорает и соединяется с кислородом. Следует также учитывать тот факт, что испарения цинка в соединении с кислородом представляют опасность для человека. Именно поэтому при выполнении таких сварочных работ следует в обязательном порядке использовать следующие средства индивидуальной защиты:
- Респираторы.
- Защитные маски.
- Перчатки.
- Очки.
- Спецодежду.

Используемые сегодня технологии сварки латуни позволяют снизить выгорание цинка, и при этом обеспечивается отсутствие в сварном шве пор, наличие которых отрицательно сказывается на качестве соединения.
Сварка латуни аргоном
Необходимость предварительного прогрева деталей перед выполнением сварочных работ зависит в большей степени от толщины таких элементов. При соединении тонких и средних по своей толщине латунных изделий выполнять их предварительный нагрев не требуется. А вот если соединяются элементы большой толщины, рекомендуется предварительно выполнить местный прогрев.

Также исходя из толщины материала, выполняется разделка кромок под их сварку встык. В том случае, если выполняется работа с латунными листами, толщина которых не превышает полутора миллиметров, рекомендуется выполнять предварительную отбортовку листов. При этом высота такой отбортовки должна равняться двойной толщине свариваемых металлических изделий. В том же случае, если соединяются элементы толщиной более полутора миллиметров, то дополнительно обрабатывать их кромки не требуется.
При сварном соединении металлических латунных изделий следует помнить, что допустимый зазор составляет не более 2 миллиметров. В том случае, если используются дополнительные подкладки, размер допустимого зазора увеличивается до 4 миллиметров. Необходимо учитывать тот факт, что от правильности соблюдения зазора между соединяемыми деталями зависит качество выполненной сварки.

Сварка латуни полуавтоматом
Необходимо сказать, что на выбор используемых электродов непосредственно влияют особенности тех или иных латунных изделий. Наибольшую популярность получили справочные электроды марок Л62 и Л68. Использование проволочных электродов этих марок позволяет существенно уменьшить выгорание цинка, а, следственно, сварные швы отличаются прочностью и имеют правильно сформированную структуру.
Появление при выполнении сварки большого количества дефектов и разнообразных пор в сварных швах существенно усложняет выполняемые работы. Для минимизации таких пор и обеспечения максимальной плотности шва рекомендуется использовать в качестве электродов латунную проволоку, которая легирована различными раскислителями. В качестве раскислителей можно использовать серебро, марганец и алюминий. При выполнении сварочных работ рекомендуется использовать дополнительный флюс, который позволяет улучшить качество соединения и эффективно удаляет из сварного шва появляющийся оксид цинка.
При использовании кислородной сварки этого металла рекомендуем использовать электроды, содержащие в своем составе кремний и олово. В данном случае обеспечивается максимально высокая коррозийная устойчивость, а само соединение получается прочным и устойчивым к воздействию различных агрессивных сред. Распространение также получили кремнистые электроды, которые в процессе сварки уменьшают количество дыма, соответственно снижается показатель угара цинка. Такие кремнийсодержащие электроды широко используются при сварке латуни и стали.
Профессиональные специалисты при выполнении сварочных работ в обязательном порядке используют различные виды флюса. Применение таких составов препятствует окислению в расплавленной ванне и очищает сварные кромки. Все это позволяет существенно улучшить качество проведенных работ. Наилучшие результаты достигаются при использовании флюсов, изготовленных из буры и борной кислоты. Также можем порекомендовать вам использовать флюс БМ1 , который состоит из метилового спирта и метилбората. Использование такой марки флюса позволяет предотвратить выгорание цинка, соответственно сварщик будет полностью защищен от воздействия опасных для здоровья паров цинка.
Газовая сварка латуни
Следует сказать, что такие работы следует выполнять с максимально возможной в конкретном случае скоростью, что объясняется особенностями плавления этого материала. При уменьшении скорости сварки существенно увеличивается количество образующихся в шве пор. Оптимальные показатели скорости сварки составляют приблизительно 0,25 метров в минуту.

Если выполняются работы с латунными изделиями большой толщины, соединяемые детали следует устанавливать к горизонту под углом в 10-15 градусов. При этом сварка ведется снизу вверх. Предварительно необходимо разогреть соединяемые элементы, что позволит ускорить их сварку.
Присадочную проволоку при выполнении сварки латуни необходимо располагать под углом в 30 градусов к свариваемым кромкам. При этом горелка держится под углом близким к 90 градусам к поверхности изделия. Сварку нужно выполнять без поперечных колебаний, что может привести к ненужному расплавлению латунных изделий. Учтите, что проволока или электрод не должны погружаться в расплавленную ванну. Проволока должна быть в пламени горелки над расплавленной ванной. Наплавляемый металл должен располагаться в пламени горелки и каплями стекать в ванну.

Показатели прочности выполненных соединений
Следует сказать, что качество и прочность выполненной сварки латуни зависит от различных факторов. Это и толщина соединяемых элементов, разновидность используемого присадочного материала, характеристики соединяемых латунных изделий. Отметим, что применение той или иной технологии сварки позволяет обеспечить максимально возможную прочность соединения. Необходимо соответствующим образом проводить подготовку материала к работе, правильно выбирать используемый наплавляемый материал, что и станет залогом отсутствие горячих и холодных трещин в сварном шве. Также рекомендуется выполнять дополнительный отжиг соединенных элементов при температуре порядка 550 градусов. Это существенно улучшает структуру металла, обеспечивая максимально возможную прочность соединения. Отметим лишь, что подобный отжиг возможен в случае, когда свариваемые изделия имеют небольшие габариты.
svarkagid.com
Сварка латуни в домашних условиях
Латунь – это медный сплав, в состав которого входит цинк. Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления – 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO, он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.

Часть оксида цинка улетучивается, а часть осаждается на поверхности свариваемых заготовок в виде белого налета, который мешает проведению сварочных процессов. Есть определенные технологические приемы, с помощью которых можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%. А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка. И именно это отличает сварку латуни от сварки меди.
Как правильно заварить латунь – варианты и особенности
В принципе, все виды сварок можно использовать для соединения латунных заготовок. Но чаще всего используется вариант сварки латуни аргоном с неплавящимся электродом или при помощи защитных флюсов.
Как и любой сварочный процесс, все начинается с подготовки латунных деталей. На что необходимо обратить внимание.
- Если надо сваривать тонкие заготовки (и даже средней толщины), то предварительный их нагрев необязателен. Это связано с тем, что теплопроводность металла выше, чем у меди.
- При толщине не более 1,5 мм производится отбортовка кромок.
- При толщине кромок 1,5-6 мм их подготовка не проводится. Но необходимо выдерживать зазор в 2 мм.
- Если при сварке используются подкладки, то зазор можно увеличить вдвое.
- Оптимальный вариант – использовать двустороннюю проварку шва.
- При толщине кромок более 6 мм их необходимо притупить. При этом лучше использовать Х-образную разделку. Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка.
- Увеличение зазора между латунными заготовками – это снижение качества сварного шва.
- При длинных швах и малых зазорах увеличивается в них напряжение, что ведет к деформации и образованию трещин.
Сваривание в аргоне
Сварка латуни и бронзы чаще проводится в среде защитных газов. Для этого используется постоянный ток прямой полярности. Перед началом сварочного процесса заготовки зачищаются железной щеткой до блеска и обрабатываются растворителем, чтобы удалить все загрязнения.
Очень важный момент – это выбор присадочной проволоки. В ее составе должны быть раскислители (кремний, марганец, серебро, алюминий, никель и так далее). К примеру, присадка марки Л62 – это металл, при использовании которого выделяется мало дыма в процессе сварки. Угар оксида цинка составляет всего лишь 2%. Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
Сварка латуни в аргоне производится не цельным швом, а небольшими участками, образующими валик. Но при этом появляется большая вероятность прожога. Поэтому рекомендуется сварку проводить на длинной дуге, тем самым снижая силу тока в зоне сваривания. В финальной стадии горелка отводится в сторону.
Это самый качественный вариант для сварки латуни, но в домашних условиях его лучше не применять. В процессе соединения выделяется большое количество оксида цинка. Поэтому процесс проводится или на открытых площадках, или в помещениях с хорошо работающей вентиляцией.
Электродуговая сварка
Сваривание латуни в домашних условиях возможно, если применять электродуговую технологию. Во-первых, для этого используются специальные электроды:
- Стержень из латуни марки ЛК 80-3 или из бронзового сплава марки КМц 3-1.
- Покрытие – ЗТ. Это смесь нескольких материалов в разных пропорциях (сложная комбинация).
Во-вторых, сварка производится постоянным током обратной полярности. Дуга короткая, что уменьшает выгорание цинка. В-третьих, перед началом процесса производится прогрев заготовок до температуры 300С и прокалка электродов до 200С в течение получаса.
Обязательное условие после окончание сварочных работ – это проковка сварного шва. Если соединяются две детали из сплавов с малым содержанием меди, то ковать стык надо на горячо. В некоторых случаях необходим и отжиг металла (постепенное снижение температуры после сильного нагрева), который проводится при температуре 635С. Именно таким образом меняется структура металлического шва, она становится мелкозернистой, что приводит к однородности химического состава.
Варить латунь можно и угольными электродами, но для этого необходимо использовать защитные флюсы. К примеру, самый распространенный флюс – БД-3.
Сварочный режим: ток – постоянный, полярность – прямая. Многое зависит от толщины сваренных заготовок. Если толщина деталей не превышает 3 мм, то необходимо выставить ток в пределах 180-200 А, 3-5 мм – 240-270 А, 5-10 мм – 400-450 А, 10-16 мм – 500-550 А. При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
Газовая сварка
Если все предыдущие технологии не обеспечивают необходимый результат, то применяется именно газовая сварка. Она гарантирует высокое качество конечного результата, но у нее есть один большой недостаток – испарение оксида цинка составляет 25%. Чтобы этого избежать, рекомендуется использовать окислительное пламя в горелке. В нем должно быть много кислорода и мало водорода. Под действием кислорода на поверхности сварочной ванны образуется оксидная пленка. Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Вот такие способы, с помощью которых можно провести сварку латунных заготовок. Обязательно ознакомьтесь с видео, размещенном на этой странице.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Особенности сварки латуни аргонодуговым методом
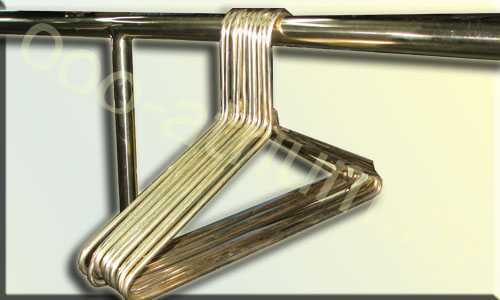
У вас в руках треснувшее изделие из латуни с которым тяжело расстаться (даже выступили слезы). Выход есть: полюбившеюся вещь можно не выкидывать, а взять и отремонтировать.
Латунь — это сплав меди с цинком (бывают ещё включения — олова, никеля и свинца), температура плавления материала 1060 — 1100° С.
Сварка латуни аргоном не простая технология, но вполне осуществимая в домашней мастерской.

Как отличить материал от других сплавов? Латунь в сфере аргонодуговой сварки начинает шипеть и плеваться. Обычно тонкие вещи спаиваются, а изделия толщиной свыше 3 мм свариваются.
Трудности при стыковке материала
- все цветные металлы в процессе нагрева и охлаждения меняют свои физические свойства;
- находящийся в латуни цинк испаряясь уменьшает пластичность металла и образует пары вредные для здоровья;
- водород присутствуя в оксидной пленке вспениваясь нарушает сварочный шов.
Вывод: сваривая латунь, тяжело получить качественный шов и можно наглотаться вредных паров цинка.
Аргонодуговая технология
Чтобы соединить латунное изделие, нужно выполнить, при необходимости — разделку кромок. Фаски снимают под углом 20-35 градусов, избегая остроты кромок.
Далее материал защищается и обезжиривается от окислов (например, азотной кислотой). Сварка латуни в домашних условиях требует наличия респиратора для защиты от паров цинка. Потому что будет много дыма, вони — нужна хорошая вытяжка и изоляция дыхания.
Реставрация изделия производится с помощью TIG аппарата с вольфрамовым электродом и присадочного прута, который подается рукой сварщика.
Присадки:
- латунная кремнистая проволока в составе 0,5% кремния;
- медная проволока;
- прутки из бронзы БрКМц-3-1;
- офлюсованный латунный пруток фирмы Radnor (цвет получается интендичный изделию).
Если для присадки берется аналогичный по составу кусок материала, то после сварки требуется тщательная очистка нагара и шлифовка шва для придания одинакового цвета всему изделию.
Сварочный шов выполняется в один слой. Соединение лучше производить отдельными точками (валиками), с перехлестом.
Настройки аппарата зависят от инструкции каждой модели и подбираются опытным путем. Ток нужно выставлять небольшой для хорошего проплавления.
Лучше сначала потренироваться на подходящем ненужном куске материала. И только потом, набив руку и выставив правильные настройки аппарата браться за изделие предназначенное для сварки.
Может случится так, что все попытки пристыковать детали окажутся тщетными. Расстраиваться не стоит, просто вам достался самый дешевый металл, с большим содержанием цинка.
Видео: соединение латуни аргоном.
P.S. После сварки, изделие можно покрыть дорогим лаком, чтобы латунь не окислялась.
(1 оценок, среднее: 5,00 из 5) Загрузка…plavitmetall.ru
Сварка латуни
Сварку латуни можно производить практически всеми известными методами. Выбор технологии сваривания зависит от количества легирующих компонентов в составе сплава, чаще всего цинка. Можно проводить аналогии со сваркой меди, технология и способы сварки в обоих случаях, практически полностью совпадают.

Сварка латуни
Сварочные работы с латунью чаще всего используются для производства оборудования химической и пищевой промышленности. Для этих целей обычно используют профильный прокат, скрепление которого производится с помощью контактной сварки.
Особенности сварки латунных изделий
Исходя из состава и физических свойств, следует выделить некоторые особенности сварки латуни:
- создание цинковой оксидной пленки;
- кипение цинка с последующим испарением;
- формирование пористой структуры сварного шва.
Цинк, содержащийся в сплаве, подвержен повышенному окислению. При перегреве, этот метал вступает в химическую реакцию с кислородом, вследствие чего на месте сварного шва образуется оксидная пленка. Налет белого цвета значительно препятствует соединению свариваемых элементов. Особенно часто подобная проблема возникает при сварке латуни в домашних условиях.

Внешний вид латуни
Кипение и испарение цинка происходит в результате большой разницы в температуре плавления меди и цинка. Цинк плавиться при температуре 420С, а медь при 1080С, что также превышает точку кипения цинка. Из-за подобных физических свойств, сварка латунных изделий сопровождается испарением цинка в большом количестве.
Его выгорание значительно влияет на качество соединения и эксплуатационные характеристики будущего изделия. Поэтому качественная сварка должна производится при оптимальной для нужного нагрева меди и сохранения цинка в сплаве температуре.
Подобные сварочные работы могут сопровождаться поглощением свободного водорода. Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузыри газа.
Образование пористости значительно влияет на качество соединения, что часто приводит к образованию трещин и потере прочности. Препятствование возникновению этой проблемы – главная задача при сварке латуни. Так, изделие с пористой структурой шва становится просто непригодным для промышленного использования.
Для решения вышеуказанных проблем, сварочные работы проводят при оптимальной температуре, которая позволяет создать прочное соединение без серьезных изменений физического состояния цинка.
Для этих же целей могут применять избыточное поступление кислорода, которое препятствует возникновению пор. Полученные окиси восстанавливают с применением присадок. Чаще всего для таких целей применяют кремний. Он окисляется и выпадает в осадок, очистка шва от которого не составляет особого труда.
Подготовка к сварке
Подготовка к сварке деталей из латуни схожа с подготовкой меди. Только в отличии от нее, латунные изделия небольшой толщины не нужно предварительно нагревать. Толстые элементы желательно подогреть в месте проведения сварочных работ. Такая манипуляция значительно повышает качество шва и прочность будущего изделия.
Очень важно при подготовке к работе обработать рабочие кромки. Если толщина кромки листы меньше 1,5 мм, рекомендуется провести отбортовку. Это позволит вдвое увеличить толщину латунного листа и повысить прочность будущего шва.

Подготовка к сварке латуни
При достаточной толщине листов отбортовку делать не нужно, но следует сохранять зазор между элементами около 2 мм. Увеличение зазора можно делать ппи использовании подкладки. Для изделий повышенной прочности можно применять метод двухсторонней сварки. При достаточной толщине шва, данный метод значительно повысит прочность стыка.
Подготовка латуни к сварке – очень важный этап, так как неправильная оценка толщины листа, длины шва и неверный выбор зазора могут привести к деформации конструкции. Это происходит за счет повышенного напряжения металла. В связи с этим, соединение толстых элементов лучше доверить опытным специалистам, которые профессионально работают с латунью.
Технология практически не зависит от выбора метода сварки. Существуют определенные правила и требования к таким работам. Рекомендуется придерживаться высокой скорости сварки – не меньше 15 см за минуту. Меньшая скорость повышает риск формирования пористой структуры и избыточного испарения цинка.
Вертикальную сварку выполняют снизу-вверх, при необходимости дополнительно нагревают место стыка. Ни в коем случае нельзя выполнять потолочную сварку, так как латунь легко плавится и обладает повышенными свойствами текучести.
Выбор технологии сварки латуни зависит от индивидуальных пожеланий, толщины листа и желаемых характеристик готового изделия.
Обычно применяются такие методы сварки:
- аргоновая;
- электродуговая;
- газопламенная.

Газопламенная сварка латуни
Аргоновая сварка, на сегодняшний день, наиболее эффективный способ заваривания латунных изделий. Применяют ее обычно при соединении элементов с толщиной более 5 мм. Сварочные работы выполняются в аргоновой среде. Инертный газ используется для создания защиты. Нагрев латуни происходит с помощью электрической дуги. Такая технология имеет ряд преимуществ, которые выгодно выделяют ее среди аналогов.

Результат аргоновой сварки латуни
В домашних условиях сварку латуни можно проводить с помощью электродуговой сварки, в том числе сварки полуавтоматом. Для этого необходимо использовать соответствующие электроды.
Работы проводятся постоянным током обратной полярности. Важно, чтобы дуга была короткой. Это препятствует избыточном испарению цинка. Перед началом работ желательно прогреть место стыка и прокалить электроды.
Заканчивать нужно проковкой шва или отжигом металла. Отжиг металла – это постепенной снижение температуры, после интенсивного нагрева. Такие процедуры значительно повышают качество стыка и прочность соединения.
Сварка латуни газом применяется для создания надежного соединения. Использовать ее можно также при сварке латуни со сталью. Однако для создания прочно стыка, необходимо использовать окислительное пламя. С его помощью создается защитная пленка, которая препятствует интенсивному выгоранию цинка.
Выполнение сварочных работ газом выполняется с помощью присадочных проволок. Выбор марки и типа проволоки зависит и состава сплава, и от желаемых характеристик готового изделия. Рекомендуется использовать проволоку, в состав которой входит бор – это позволяет обойтись без применения флюса.
Аргоновая сварка
Соединение латуни аргоном – наиболее эффективная технология, которая широко применяется в промышленном производстве.

Сварка латуни аргоном
Она имеет ряд преимуществ, среди которых стоит выделить следующие:
- Для сварки латуни не требуются электроды со специальным покрытием. На фоне отсутствия необходимости использования флюса, значительно снижается себестоимость работ.
- Такая технология отвечает всем современным нормам безопасности. Благодаря инертному газу, компоненты сплава не вступают в реакцию с компонентами воздуха, при этом не выделяются вредные вещества.
- Аргонодуговая сварка препятствует образованию шлака на стыке, который обычно нужно зачищать.
- Соединение латуни аргоном можно выполнять точеным методом.
- Готовые швы отличаются аккуратностью и привлекательным видом.
- Кромки соединяемых элементов не подвержены окислению за счет использования аргона.
- Аргоновая струя очищает рабочую область от пыли и прочих отходов производства.
- Универсальность способа позволяет стыковать элементы различных размеров и любых условиях производства.
Каждая технология сварки латуни имеет преимущества и недостатки, поэтому выбор следует проводить исходя из индивидуальных особенностей сплава, готового изделия и технических возможностей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
www.samsvar.ru
Сварка меди – основные технологии
Инертная в нормальных температурах медь при нагревании активно вступает в реакции с соединениями серы, фосфора и кислородом. Отсутствие ее взаимодействия с азотом позволяет применять его при газовой сварке меди со сталью в качестве защитной среды. Не подходит для сварочного процесса в медных изделиях водород, вызывающий образование пор с трещинами в шовном металле. Это связано с тем, что медь в твердом виде не растворяет в себе газы, выделяемые в ходе реакций, и они разрушают металлические связи, провоцируя появление микротрещин, получивших название водородной болезни.
Основные технологии сварки меди
Наиболее популярна сварка меди аргоном либо азотом с помощью неплавящихся электродов. При использовании азота высокой очистки благодаря эффективности с термическим КПД дугового разряда глубина расплавления даже выше, чем у аргонной и гелиевой сварки, но более низкая устойчивость разряда дуги. Этим объясняется то, что в аппаратах для сварки меди в основном применяется аргон, способный обеспечить стойкий разряд дуги, особенно важный при работах в труднодоступных местах и с тонколистовыми деталями.

Из-за значительной теплопроводности медных изделий для их сварки приходится использовать довольно мощное пламя либо зажигать сразу две горелки. На небольших толщинах металла контактная сварка меди проводится единственной горелкой с большим расходом ацетилена. На толстостенных заготовках такое мощное пламя может вызвать перегревание металла с ухудшением качества соединения. Поэтому в данном случае целесообразна сварка с помощью двух горелок, пламя которых у одной – подогревающее, а у другой – сваривающее. В аргонодуговой сварке меди и ее сплавов с помощью двух горелок сварочные работы ведутся сразу с обеих сторон конструкции с вертикальным расположением соединяемых деталей.
Дугу зажигают на специальной пластине из графита, сварочный процесс ведут электродами для сварки из обработанного вольфрама одним проходом на постоянных токах прямой полярности при максимально высокой скорости. Чтобы отвод тепла был минимален, а шов формировался нормально, рекомендуется использование специальных подкладок, имеющих канавки и выполненных из графита или асбеста. При сварке полуавтоматом меди значительных толщин необходимо предварительное подогревание металла до 400 ºС. Расположение электрода должно быть строго на плоскости стыка с наклоном назад на угол до 80º.

В электродуговой сварке в защитной среде азота либо аргона используют различные присадочные материалы с определенным составом, препятствующим образованию нитритов в азоте. В случае необходимости избавления от поверхностных оксидов стоит воспользоваться флюсом для сварки, он наносится на соединяемые кромки с присадочной проволокой либо засыпается в специальную канавку подкладки. Он также способствует улучшению сварочного процесса и предохраняет медь от окислительных реакций.
В составе флюсов преобладает прокаленная бура, но наиболее эффективна она в сочетании с добавками металлического магния, кремниевой кислоты, древесного угля или фосфорнокислого натрия. Ручная сварка дугой возможна с угольным электродом и с металлическими. Электрод из угля либо графита предполагает использование в виде присадочного материала латунных, медных и бронзовых прутков, причем медные могут содержать серебро.

Предусмотренная технологией сварки меди скорость процесса должна быть максимальной и беспрерывной, чтобы уменьшить количество образующегося оксида меди. В целях ускорения операций нагревания и сварки применяется сопутствующий подогрев. Не стоит выполнять в работах с медными изделиями прихватки швов, они, повторно нагреваясь в ходе сварки, способны создавать в металле трещины. При закреплении деталей на время сваривания целесообразно использование соответствующих приспособлений.
Особенности сварки в домашних условиях
Осуществляя сварку в домашних условиях, необходимо следить за тем, чтобы пламя располагалось на расстоянии в пределах 3-6 мм от верхнего слоя ванны. Чтобы улучшить теплоотдачу от пламени к изделию, необходимо удерживать мундштук практически под прямым углом по отношению к свариваемой поверхности. Если сварочные работы производятся в вертикальном расположении, то вести их необходимо в направлении снизу вверх, располагая пламя горелки под углом около 30º от горизонтали и вниз.
Сварочный процесс должен обеспечивать одновременное плавление как кромок деталей, так и присадочной проволоки для сварки меди. Это необходимо затем, чтобы свариваемые кромки не оставались без наполняющего их металла присадки даже ненадолго во избежание реакций окисления. В целях предупреждения окислительных процессов в расплаве металла, проволоку держат достаточно близко над сварочной ванной, чтобы в нее стекали капли металла расплавляемой проволоки. Улучшить наполнение разделанных кромок металлом с увеличением шва в высоту позволяет расположение соединяемых заготовок под углом до 10º относительно горизонтали при увеличении зазора между ними снизу вверх. Начинают сваривание с нижней стороны конструкции.

К особенностям сварки меди относится использование графитовой подкладки, с помощью которой выполняют сварочные работы. Она способствует нормальному формированию шва с оборотной стороны и препятствует вытеканию металлического расплава через зазор между деталями. Сварку шва большой протяженности начинают, отступив на треть его длины. По завершении сваривания двух третей шва оставшуюся треть его длины заваривают, передвигаясь в обратном направлении.
С целью измельчения зерен в наплавленном металле соединения и улучшения его плотности полученный шов после сварки проковывают. На заготовках с толщинами в пределах 5 мм эту операцию осуществляют способом холодной сварки для меди, для более значительных толщин проковка ведется в условиях повышенных до 300º температур.
По завершении проковки металла шва применяется процедура отжига в температурах до 600º, после чего его быстро охлаждают посредством воды. Операции проковки с отжигом придают мелкозернистую структуру металлу шва, а равномерность распределения оксида меди способствует повышению его пластичности.
promplace.ru
Сварка меди и медных сплавов
Медь и медные сплавы предлагают уникальные сочетания свойств материала, что делает их выгодными для многих производственных условий. Они имеют широкое использование из-за их отличных свойств электро- и теплопроводности, низкого коэффициента трения, высокой стойкости к коррозии и хорошими характеристиками прочности и сопротивления усталости.
Металлургия медных сплавов и их свариваемость
Многие распространенные металлы сплавляются с медью для получения различных сплавов меди. Наиболее распространенные легирующие элементы это алюминий, никель, кремний, олово и цинк.
Другие элементы легируют медь в небольших количествах для улучшения некоторых характеристик материала, таких как устойчивость к коррозии и механической обработке.
Медь и ее сплавы делятся на девять основных групп.
Эти основные группы:
- – Чистая медь, содержащая не менее 99,3% Cu
- – Сплавы меди, содержащие до 5% легирующих элементов
- – Медно-цинковые сплавы (латуни), которые содержат до 40% Zn
- – Медно-оловянные сплавы (оловянно фосфористые бронзы), которые содержат до 10% олова и 0,2% P
- – Медно-алюминиевые сплавы (алюминиевые бронзы), которые содержат до 10% Al
- – Медно-кремниевые сплавы (кремниевая бронза), которые содержат до 3% Si
- – Медно-никелевые сплавы, содержащие до 30% Ni
- – Медно-цинково-никелевые сплавы (нейзильберы), которые содержат до 7% цинка и 18% Ni
- – Специальные сплавы, которые содержат легирующие элементы для повышения свойств или характеристик, например, обрабатываемости
Многие медные сплавы имеют свои названия, такие как бескислородная медь (не менее 99,95% Cu), бериллиевая бронза (от 0,02 до 0,2% Be) и морская латунь (Cu40Zn).
В результате добавления в состав медного сплава хрома и циркония получается жаропрочный медный сплав БрХЦр (CuCrZr) применяемый для изготовления электродов для контактной и шовной сварки, а также контактных сварочных наконечников для горелок полуавтоматической MIG MAG сварки. Эти наконечники отличаются высокой износостойкостью.
Многие физические свойства медных сплавов имеют важное значение для сварочных процессов, такие как температура плавления, коэффициент теплового расширения, а также электро-и теплопроводность. Некоторые легирующие элементы значительно уменьшают электрическую и теплопроводность меди.
Влияние легирующих элементов на свариваемость меди
Некоторые легирующие элементы имеют выраженный эффект на свариваемость меди и медных сплавов. Небольшое количество летучих, токсичных легирующих элементов часто присутствуют в меди и ее сплавов. В результате, требования эффективной системы вентиляции для защиты сварщика или оператора сварочного робота или автоматической установки являются очень важными.
Цинк снижает свариваемость всех латуней пропорционально его процентному содержанию в сплаве. Цинк имеет низкую температуру кипения, в результате чего происходит выделение токсичных паров при сварке медно-цинковых сплавов.
Олово повышает вероятность появления горячих трещин при сварке, когда его содержание в сплаве составляет 1-10%. Олово, по сравнению с цинком, значительно менее летуче и токсично. Во время сварки олово может окисляться. В результате могут появляться оксиды, снижающие прочность сварного соединения.
Бериллий, алюминий и никель образуют оксиды, которые необходимо удалить перед сваркой. Образование этих оксидов в процессе сварки должно быть предотвращено защитным газом или флюсом и использованием соответствующего сварочного тока. Оксиды никеля мешают дуговой сварке медных сплавов меньше, чем оксиды бериллия и алюминия. Следовательно, цинково-никелевые и медно-никелевые сплавы менее чувствительны к типу сварочного тока, используемого в процессе. Сплавы, содержащие бериллий также производят токсичные газы во время сварки.
Кремний оказывает благотворное влияние на свариваемость медно-кремниевых сплавов, благодаря раскислению.
Кислород может вызвать пористость и уменьшить прочность сварных швов, содержась в некоторых сплавах меди, которые не содержат достаточного количества фосфора или других раскислителей. Кислород может находиться как свободный газ или закись меди. Чаще всего, чтобы избежать этого, медные сплавы содержат раскислительный элемент, как правило, это фосфор, кремний, алюминий, железо или марганец.
Железо и марганец незначительно влияет на свариваемость сплавов, которые их содержат. Железо, как правило, присутствуют в некоторых специальных латунях, алюминиевых бронзах и медно-никелевых сплавах в количестве от 1,4 до 3,5%. Марганец обычно используется в тех же сплавах, но в более низких концентрациях, чем железо.
Свинец, селен, теллур и серу добавляют в медные сплавы для улучшения их обрабатываемости. Эти легирующие элементы, в то время как улучшают обрабатываемость, и существенно влияют на свариваемость сплавов меди, делают сплавы более восприимчивыми к горячим трещинам. Свинец является самым вредным из легирующих элементов по отношению к восприимчивости к горячим трещинам.
Другие факторы, влияющие на свариваемость меди и её сплавов
Кроме того, что легирующие элементы, которые входят в состав сплава меди, влияют на его свариваемость, существуют и другие факторы, также на это влияющие. Это такие факторы, как теплопроводность сплава, защитный газ, тип сварочного тока, используемого в процессе сварки, тип сварного соединения, положение сварки и состояние свариваемой поверхности.
Влияние теплопроводности
Поведение меди и медных сплавов при сварке сильно зависит от их теплопроводности. Медь и сплавы меди с низким содержанием легирующих элементов обладают высокой теплопроводностью. Поэтому, для предотвращения диссипации, тип сварочного тока и защитный газ должны быть выбраны, чтобы обеспечить максимальный ввод тепла в сварной шов. В зависимости от толщины свариваемого изделия, может потребоваться предварительный нагрев деталей из медных сплавов с низкой теплопроводностью. Промежуточная температура должна быть такой же, как и для подогрева.
Положение сварки
В связи с весьма неустойчивыми характеристиками меди и ее сплавов, для сварки преимущественно используется нижние положение. Сварка в горизонтальном положении используется в некоторых случаях тавровых и угловых швов с разделкой кромок.
Горячие трещины
Медные сплавы, такие как медно-оловянные и медно-никелевые, восприимчивы к образованию горячих трещин при температурах затвердевания. Эта особенность проявляется во всех медных сплавах в диапазоне перехода от температур ликвидуса до солидуса. Горячие трещины могут быть минимизированы за счет сокращения свободы перемещения изделия во время сварки. Также их появление минимизируют за счет подогрева, чтобы замедлить скорость охлаждения и снизить величину сварочных напряжений.
Пористость
Некоторые элементы (например, цинк, кадмий и фосфор), имеют низкую температуру кипения. Испарение этих элементов в процессе сварки может привести к пористости. При сварке сплавов меди, содержащих эти элементы, пористость может быть минимизирована за счет более высокой скорости сварки и соответствующих сварных соединений для использования меньшего количества присадочных материалов.
Состояние поверхности
Жиры и окислы на рабочей поверхности должны быть удалены перед сваркой. Для этого может быть использована проволочная щетка. Смазка, краска, грязь и другие подобные загрязнения на медно-никелевых сплавах может привести к охрупчиванию и должны быть удалены перед сваркой.
Дуговые процессы, применяемые при сварке меди
Процессы дуговой сварки имеют первостепенное значение при производстве изделий из меди. Основные применяемые процессы это ручная дуговая сварка покрытым электродом (MMA), аргонодуговая сварка (TIG) неплавящимся вольфрамовым электродом и полуавтоматическая (MIG MAG) сварка плавящимся электродом. Также, но несколько реже используют такие процессы, как плазменная сварка (PAW) и сварка под флюсом (SAW). Оборудование для этих процессов ничем не отличается от стандартного оборудования для сварки других сталей.
Ручная дуговая сварка может быть использована для сварки широкого диапазона толщин медных сплавов. Покрытые электроды для сварки медных сплавов имеют стандартные размеры от 2 до 5 мм диаметром.
Сварочные процессы, которые используют защитный газ, как правило, предпочтительнее, хотя многие некритические соединения могут быть сварены при помощи электродов и ручной дуговой сварки. Аргон, гелий или их смесь используются в качестве защитных газов для аргонодуговой, плазменной и полуавтоматической сварки.
Аргонодуговая сварка TIG меди и медных сплавов
Сварка TIG вольфрамовым электродом хорошо подходит для меди и медных сплавов благодаря своей интенсивной дуге. Сварочная дуга, которая обладает чрезвычайно высокой температурой, сосредоточенно проникает в сварное соединение.
При сварке меди и теплопроводных сплавов меди, интенсивность дуги играет важную роль, с минимальным нагревом окружающей околошовной зоны. Наименьшая зона термического влияния (ЗТВ) особенно желательна при сварке медных сплавов.
Многие из стандартных вольфрамовых электродов могут быть использованы для TIG сварки меди и медных сплавов. За исключением определенных классов медных сплавов, наиболее предпочтительным является использование торированного вольфрама для высокой производительности, длительного срока службы и большой устойчивости к загрязнению.
Полуавтоматическая сварка MIG
Сварка MIG используется для меди и медных сплавов при толщине менее 3 мм, в то время как она же предпочтительнее для соединения изделий из алюминиевых бронз, кремниевых бронз и медно-никелевых сплавов толщиной свыше 3 мм.
Плазменная сварка PAW
Сварка меди и медных сплавов с использованием плазменной сварки можно сравнить с аргонодуговой сваркой этих сплавов. Аргон, гелий или их смесь используется для сварки всех сплавов. Водород никогда не должен быть использован при сварке меди.
Плазменная сварка имеет два главных преимущества по сравнению с аргонодуговой:
- – вольфрамовый электрод скрыт и полностью экранирован, что значительно снижает его загрязнение. В частности, для сплавов с низкой температурой кипения компонентов, таких как латунь, бронза, фосфористая и алюминиевая бронза
- – плазменная дуга обладает более высокой энергией при минимальной околошовной зоне нагрева
В этой статье мы рассмотрели наиболее часто применяемые процессы для дуговой сварки меди и медных сплавов. Также рассмотрены характеристики и особенности сварки. Надеюсь, эта информация будет полезна для дальнейшего использования. Спасибо за внимание.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварочное оборудование для сварки меди
www.smart2tech.ru
Сварка меди | Сварка своими руками
 А можно ли сварить медь? Кто-нибудь пробовал, что получилось из этой затеи, и есть ли какие результаты?
А можно ли сварить медь? Кто-нибудь пробовал, что получилось из этой затеи, и есть ли какие результаты?
В интернете вы найдете кучу информации по этому поводу, много всего: теория, свойства медных материалов, метаморфозы с их структурой на кристаллическом уровне при нагреве до сварочных температур. Очень много теории, но мало конкретных практических советов и рекомендаций, которые бы затрагивали суть дела.
Если же по сути, то медь, конечно же, варится, толстые и тонкие прутки и листы, и т.д. Сварку ведут графитовым электродом или TIG-горелкой.
Если будете использовать аргонодуговую сварку, помните, что для нее потребуется особочистый аргон. В качестве присадки можно взять, например, медную обмотку трансформатора 2 мм или купить медный пруток СuSi3 диаметром от 2 до 4 мм.
Правда, если варить тигом, например, трубки с малой толщиной стенки, то понадобятся особые ухищрения, а конкретно, особые способы разделки в форме шляпы или гвоздя, в нахлест или стык что-то вряд ли получится. Переход в жидкое состояние слишком быстрый, чтобы успеть не прожечь насквозь. Здесь требуется немалый опыт. Интересно, что тонкую медь в аргоне лучше паять меднофосфорным припоем, шов выйдет ровный, гладкий и по прочности не уступит сварному.
Что еще нужно добавить. Медь достаточно просто варится. Только из-за большой электропроводности важно не переусердствовать с токами, не ждать, что сварочная ванна появится сразу, нужно продолжительное время аккуратно и терпеливо греть. Требуется мощная дуга , по мере увеличения тока, который понадобится довольно большой, можно сказать огромный, вы столкнетесь с высокой жидкотекучестью.
Однако есть и небольшое замечание в тему. Не все марки меди образуют герметичное соединение. Медные сплавы типа М2Р в процессе сварки интенсивно «пузырят». Образование таких пузырей указывает так же на низкое качество материала. Но марки М0Б, М1, М2, М3 плавлением варятся великолепно.
svarka-master.ru