Сварка полуавтоматом стали 45 – Сварка ст 45 — studvesna73.ru
alexxlab | 30.10.2017 | 0 | Вопросы и ответы
Сварка стали: особенности и технологии, видео
Оглавление:
- Влияние легированных примесей на сваривание стали
- Факторы, определяющие свертываемость стали
- Классификация сталей по свариваемости
- Особенности сварки низкоуглеродистых сталей
- Сварка среднеуглеродистой стали
- Сварка высокоуглеродистой стали
- Разновидности нержавеющей стали
- Сварка жаропрочных сталей
- Интересное видео
Сталь считается прочным материалом, который используется в разных сферах. Из него изготавливают важные конструкции – ограждения, элементы для обшивки зданий, различное оборудование, трубы и другие изделия. Прочность основы обеспечивает содержание в ее составе различных добавок.
Составляющие компоненты оказывают влияние не только на прочность металла, но и на способность к свариванию. Сварка стали может зависеть от разных показателей – от свойств, прочности, дополнительных компонентов. Именно поэтому некоторые виды металла свариваются быстро и легко, а другие наоборот требуют особого подхода.
Влияние легированных примесей на сваривание стали
Сталь для сварочных конструкций может применять различная, но стоит учитывать, что ее свариваемость зависит в первую очередь от наличия в ее составе легированных примесей. Именно химический состав оказывает основное влияние на данный процесс.
Ниже в таблице приведены основные легирующие примеси, которые влияют на степень свариваемости различных видов стали.
| Легирующая примесь | Описание |
| Углерод (С) | Эта самая важная примесь, от которой зависит прочность, эластичность, закаливаемость и другие важные качества металла. Если в состав входит 0,25 % углерода, то это не будет снижать показатели свариваемости. Если же его содержание будет выше данного показателя, то это вызовет появление закалочных структур в металле зоны термического влияния и к появлению трещин. |
| Сера (S) и фосфор (Р) | Данные компоненты относятся к вредным добавкам. При высоком уровне в составе стали серы происходит появление красных трещин – красноломкость, а при наличии высокого уровня фосфора – хладноломкость. Поэтому низкоуглеродистые стали содержат S и P до 0,4-0,5 %. |
| Кремний (Si) | Это раскислитель. Его уровень должен быть около 0,3 %, данный показатель не снижает свойства свертываемости. Если кремний будет составлять 0,8-1 %, то могут образоваться тугоплавкие оксиды, которые окажут негативное влияние на свариваемость металла. |
| Марганец (Mn) | При содержании данного элемента до 1 % сваривание не ухудшается. Если уровень марганца будет составлять от 1,8 до 2,5 %, то могут образовываться закалочные структуры и трещины в металле. |
| В составе низкоуглеродистых сталей хром содержится в качестве примеси до 0,3 %. В составе низкоуглеродистых сталей – 0,7-3,5 %. В легированных сталях – 12-18 %. А в высоколегированных – 35 %. Во время сварки хром вызывает образование карбидов, которые ухудшают степень стойкости металла к воздействию коррозии. Также данное вещество вызывает образование тугоплавких оксидов, которые ухудшают процесс сварки. | |
| Никель | Компонент имеется в составе в качестве примеси. Его нормальное содержание должно быть 0,3 %. В составе низколегированных сталях возможно повышение до 5 %, а в высоколегированных – до 35 %. Никель повышает уровень прочности и пластичности металла. |
| Ванадий (V) | В составе легированных сталей уровень компонента достигает 0,2-0,8 %. Он вызывает увеличение вязкости и пластичности стали, улучшает ее структуру, повышает степень ее прокаливаемости. |
| Молибден (Mo) | В сталях его содержание не должно превышать 0,8 %. Если уровень компонента в норме, то он будет положительно влиять на прочностные характеристики металла. Но при сварке происходит выгорание этого компонента, что приводит к появлению трещин в наплавленном металле. |
| Титан и ниобии (Ti и Nb) | В составе сталей устойчивых к коррозийному поражению, а также в металлах с высокой жаропрочностью содержание данных элементов может составлять 1 %. Они повышают стойкость к коррозийному поражению, но при этом ниобий в сталях с типом 18-8 вызывает образование трещин. |
| Медь (Сu) | В сталях ее уровень составляет 0,3 %, в низколегированных – от 0,15 до 0,5 %, а в высоколегированных – от 0,8 до 1 %. Повышает устойчивость к коррозийному поражению, но при этом не ухудшает свариваемость. |
Факторы, определяющие свертываемость стали
Сварка углеродистых сталей зависит от содержания примесей, и от других свойств. Обычно оценивание сваривания проводится по показателям содержания основного вещества – углеродного эквивалента Сэкв. Это условный коэффициент, который позволят учитывать степень воздействия содержания карбона и главные легирующие компоненты на характеристики шва.

Степень сваривания стали для изготовления сварных конструкций может зависеть от следующих факторов:
- показатель содержания углерода;
- присутствие вредных примесей;
- степень легирования;
- вид микроструктуры;
- условия внешней среды;
- уровень толщины металлической основы.
Классификация сталей по свариваемости
Сварка стали 45, 40, 20 и других марок в зависимости от важных качеств металлической основы может иметь различные характеристики.

В зависимости от степени свариваемости сталь разделяют на несколько групп:
- хорошая свариваемость, при этом показатель углеродного эквивалента Сэкв. должен быть не меньше 0,25 %, допускается больше. Она не зависит от погодных условий, от размера толщины изделий, наличия подготовительных работ;
- удовлетворительный показатель свариваемости – показатель Сэкв должен быть больше 0,25 %, но не выше 0,35 %. При этом имеются ограничительные нормы к условиям окружающей среды и к размерам диаметра свариваемого изделия. Сварка стали 20 должна проводиться при температуре воздуха до -5 в безветренную погоду, а размер диаметра не должен превышать 20 мм;
- ограниченная. Показатель Сэкв. должен составлять от 0,35 % до ,45 %, но главное не больше. Чтобы получить шов высокого качество требуется проводить предварительный нагрев. За счет этого получается добиться плавные аустенитные преобразования, а также формирование устойчивых структур;
- плохая свариваемость, при которой показатель Сэкв. составляет больше 0,45 %. Для того чтобы получить качественное и механические устойчивое сварное соединение требуется предварительная температурная подготовка кромок металлической основы. Также после сваривания конструкцию следует термически обрабатывать. Для получения требуемой микроструктуры во время сварки стали 40 должны выполняться дополнительные подогревы и охлаждения.
Особенности сварки низкоуглеродистых сталей
Металлы низкоуглеродистого типа имеют в своем составе 0,25 % углерода. Этот показатель обеспечивает положительные особенности основы:
- хорошая упругость;
- высокие свойства пластичности;
- значительная ударная вязкость;
- основа идеально подходит для сваривания.
Применяют низкоуглеродистую сталь для сварных конструкций. Также используют при изготовлении изделий методом холодного штампования.
Как сваривается низкоуглеродистая сталь
Технология сварки низкоуглеродистых сталей проводится с помощью ручного дугового сваривания с использованием электродов с обмазыванием. Обязательно запомните несколько нюансов:
- в первую очередь требуется выбрать марку электродов. За счет этого обеспечивается равномерная структура наплавленного металла;
- сваривание должно выполняться в быстром и точном режиме;
- перед тем как начинать рабочий процесс требуется заранее подготовить детали, которые нужно будет соединять.
Технология сварки углеродистых сталей может производиться газовым свариванием. К важным особенностям относят:
- при этом процесс проводится без использования дополнительных флюсов;
- для присадочной основы стоит использовать металлическую проволоку с низким уровнем углерода;
- при правильном выполнении сваривании предотвращается образование пор;
- изделия важного значения нужно сваривать аргоном.

Как сваривание будет выполнено, готовое изделие обязательно подвергают термической обработке при помощи метода нормализации. Во время данного процесса изделие нагревается до 4000С, затем охлаждается и выдерживается на открытом воздухе. Данная процедура делает структуру изделия равномерной.
Главные особенности
Сварка стали 30 с низкоуглеродистой основой обладает несколькими важными особенностями, на которые стоит обратить внимание:
- качественное сваривание конструкций из данного материала обеспечивает равнопрочность сварного соединения с основным металлом. Также оно защищает от образования дефектов;
- металлическая основа соединения имеет в составе низкое содержание углерода, но при этом показатели таких компонентов, как кремний и марганец повышены;
- во время ручной дуговой сварке околошовная зона может подвергаться перегреванию. Это способствует небольшому упрочнению шва;
- шов, который выполняется при помощи многослойной сварки, имеет повышенную хрупкость;
- в связи с тем, что в швах имеется низкий уровень углерода, они обладают повышенной стойкостью к воздействию межкристаллическому коррозийному поражению.
Разновидности сварки для низкоуглеродистой стали
Сварка низкоуглеродистых сталей может производиться при помощи нескольких методов. При этом каждый из них имеет важные особенности, которые обязательно нужно учитывать во время сваривания.
| Вид | Характеристика |
| Ручное дуговое сваривание электродами с покрытием | Чтобы точно выбрать расходный материал для сваривания этим методом, требуется учитывать несколько важных условий – готовый сварной шов должен быть без повреждений, равномерная прочность соединения, оптимальный химический состав металлической основы шва, стойкость соединения при ударах. Сварка стали 45 и других марок выполняется электродом. При этом могут использоваться различные марки электродов. |
| Процесс производится в защитной аргоновой среде. Дополнительно в качестве присадочной основы используется проволока из металлической основы. | |
| Электрошлаковая | Во время нее применяются флюсы. Электроды из проволочной и пластинчатой основы выбираются в зависимости от главного сплава. |
| Автоматическое и полуавтоматическое сваривание | Процесс сваривания производится в защитной среде. Во время него может применяться аргон или гелий в чистом виде, но в основном углекислый газ. |
| Автоматическая под флюсом | Сваривание выполняется с использованием электродной проволоки в диаметре от 3 до 5 мм. Сварка 45 стали (20, 30, 40 и других марок) полуавтоматом – 1,2-2 мм. Сваривание происходит за счет электрического тока с обратной полярностью. |
| Сваривание с применением порошковых проволок | Оно считается самым подходящим. Сила тока обычно находиться в пределах от 200 до 600 А. |
Сварка среднеуглеродистой стали
Металлы со средним содержанием углерода обычно применяют при производстве изделий с высокими механическими качествами. Сплавы подходят для ковки. Также их часто используют для конструкций, которые производятся при помощи холодного пластического деформирования.

Стали, которые содержат в составе углерод от 0,4 до 0,6 %, часто применяются в машиностроительной сфере. Из них можно делать колеса и оси вагонов, рельсы железных дорог.
Как выполняется
Технология сварки среднеуглеродистых сталей протекает не так просто. Все дело в некоторых сложностях:
- у главного и наплавляемого металла отсутствует равная прочность;
- имеется повышенный риск появления больших трещин и непластичных структур рядом с соединением;
- низкая устойчивость к образованию коррозии.
Но если выполнять важные рекомендации, то всех этих проблем можно избежать:
- сварка 30хгса стали должна проводиться электродами и проволокой с низким уровнем углерода;
- сварочные стержни должны иметь повышенный показатель коэффициента наплавления;
- чтобы обеспечить небольшую степень проплавления главного металла рекомендуется делать разделение кромок, установку подходящего режима сваривания, а также применять проволоку присадочного типа;
- сварка стали 35хгса обязательно должна быть с предварительным прогреванием заготовок. Также они должны прогреваться и в процессе сваривания для обеспечения равномерной прочности сварных швов.
Виды сварки среднеуглеродистой стали
Сварка стальных труб из металла со средним содержанием углерода и других изделий является сложной процедурой. Сваривание данного материала может производиться несколькими способами. При этом каждый из них отличается как процессом работы, так и готовым результатом.
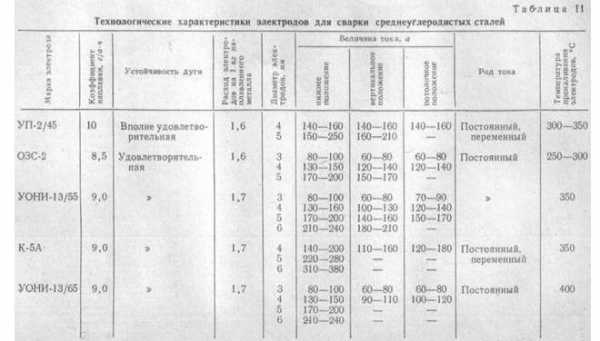
Сталь под маркой 35 хгса имеет среднее содержание углерода, ее сварка обычно производиться ручным дуговым свариванием с электродами. Но при этом они должны иметь в своем составе небольшой уровень углерода, наиболее подходящими считаются расходники следующих марок – УОНИ-13/55, УОНИ-13/65, ОЗС-2, К-5а.
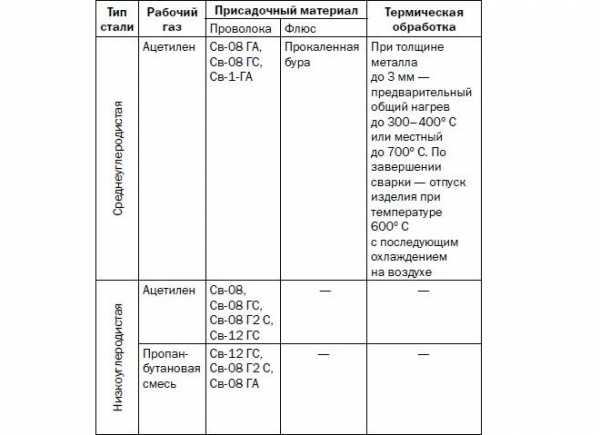
Технология газовой сварки среднеуглеродистых сталей имеющих тонколистный формат производится левым способом с применением проволоки. Также обязательно применяется нормальное сварочное пламя, которое позволяет снизить расход газа в среднем до 75-100 дм3 в 1 час. В среднем показатель расхода ацетилена составляет 120-150 л/ч на 1 мм толщины свариваемого сплава.
Изделия с толстыми стенками с размером толщины от 3 мм и больше нужно сваривать правым способом газовой сварки. Этот вариант имеет высокую производительность. При этом расчет ацетилена такой же, как и при левом способе сварки – 120-150 л/ч. Общий подогрев должен доходить до 250-300 градусов, а местный до 600-650 градусов.

Сварка стали 35, 20, 40, 45 и других марок под флюсом сопровождается использованием проволоки для сварочных работ и плавленых флюсов. При сваривании оказывается небольшое воздействие тока. Это повышает содержание в наплавляемой металлической основе кремния и марганца.
Сварка высокоуглеродистой стали
Из высокоуглеродистого металла не производятся сварные изделия. Дело в том, что данный материал обладает низким уровнем пластичности, именно это свойство ограничивает использование металла.
Высокоуглеродистую сталь применяют в следующих целях:
- во время проведения ремонтов и строительства;
- для изготовления пружин;
- для производства инструментов и изделий, которые используются для резки, бурения, деревообработки;
- из металла производится проволока с высокой прочностью;
- конструкции, которые имеют высокую износостойкость и прочность.
Как выполняется
Сварка высокоуглеродистых сталей выполняется обычно с использованием предварительного и сопутствующего прогрева наплавляемого металла до 150-4000С. Также после сваривания дополнительно для улучшения прочности проводится термообработка.
Это нужно потому, что сплавы из материала имеют высокую хрупкость, повышенную чувствительность к трещинам с горячей и холодной структурой, а также из-за химической неоднородности сварного соединения.
Технология сварки высокоуглеродистых сталей выполняется с учетом следующих рекомендаций:
- после прогрева выполняется отжиг. Он выполняется, пока конструкция не остынет до 2000С;
- сварка 40х, 20х, 30х не должна выполняться на сквозняках, а также при показателе температуры ниже -50С;
- чтобы повысить свойства прочности шва нужно производить плавный переход от одного к другому свариваемому металлу;
- чтобы получить качественное соединение стоит при сваривании использовать узкие валики. При этом должно выполняться охлаждение каждого наплавляемого слоя;
- обязательно должны выполняться правила, которые относятся к соединениям из среднеуглеродистой основы.
Виды сварки
Процесс сварки высокоуглеродистых сталей может выполняться несколькими способами, которые могут отличаться некоторыми особенностями:
- ручная дуговая сварка с использованием покрытых электродов. Рабочий процесс высокоуглеродистыми сталями имеет множество специфических характеристик. По этой причине сварка стали 40х, 30х, 45х и других марок должна проводиться с использованием специальных электродов, к примеру, НР-70. А сваривание швов производится током с обратной полярностью;
- для соединения металла данного вида может применяться сварка под флюсом. В связи с тем, что в ручном режиме равномерно покрыть флюсом рабочую область очень тяжело, поэтому сварка проводится с использованием автоматической технологии. При расплавлении флюс переходит в состояние плотной оболочки, которая защищает сварочную ванну от воздействия вредных атмосферных факторов. Сварка стали 30хгса с использованием флюса производится при помощи трансформаторов.
Разновидности нержавеющей стали
Сварка разнородных сталей нержавеющей и обычной зависит не только от свойств материала, но и от его вида. По этой причине чтобы выбрать подходящий способ сваривания стоит сначала определить видовую принадлежность стали.

По главным свойствам нержавеющая сталь классифицируется на следующие виды:
- аустенитная;
- мартенситная;
- ферритная.
В составе аустенитных имеется высокое содержание никеля и хрома. Применяются нержавеющие стали для изготовления сварных конструкций, для производства посуды, архитектурных компонентов, дымоходов, столовых принадлежностей. Сталь этого вида обладает высокой пластичностью, химической стойкостью и устойчивостью к механическим повреждениям.
В мартенситные стали входит низкий уровень углерода и хрома до 12 %. Металлы данной разновидности обладают высокой хрупкостью, но очень твердые. Из них производят режущие приспособления, бытовые изделия, турбины, крепежные элементы, которые используются в среде со слабым уровнем агрессивности.
В состав ферритных сталей входит средний уровень хрома. Они не закаляются и имеют повышенную устойчивость к агрессивным средам. Их в основном используют в машиностроительной сфере для производства втулок, валов, штуцеров.
Виды сварки нержавеющей стали
Сварка мартенситно, ферритных и аустенитных сталей выполняется практически всеми известными и распространенными способами сваривания. К наиболее популярным методам относят:
- ручная дуговая MMA;
- вольфрамовым электродом в атмосфере аргона TIG;
- при помощи полуавтоматических технологий сваривания в инертной атмосфере – MIG/MAG, лазером.
Сварка аустенитных сталей и других разновидностей нержавеющего металла обычно выполняется осторожно, во время нее следует учитывать сложный химический состав и физические свойства металла. К главным качествам, которые затрудняют процесс сварки, относятся:
- при сваривании нержавеющих сталей температура должна быть ниже, в отличие от сварки углеродистых металлов;
- сварка разнородных сталей сопровождается высоким тепловым расширением;
- низкий уровень теплопроводности.
Сварка жаропрочных сталей
Сварка жаропрочных сталей обычно выполняется при помощи дугового сваривания с использованием вольфрамового электрода. Весь процесс обычно проходит в среде защитных газов – аргона или гелия.

Сварка стали 15х5м и больших размеров может протекать при помощи аргонодугового сваривания с применением неплавящихся или плавящихся электродов или при помощи автоматической сварки под флюсом.
Аргоновая сварка стали 20х, 30х, 40х по сравнению со свариванием в гелиевой защитной среде сопровождается меньшим расходом газа, небольшим напряжением дуги и высоким сварочным током. По этой причине она является наиболее востребованной.
Сварка жаропрочной стали 40х, 20х, 30х, технология которой требует соединение металла в состоянии после закаливания, имеет несколько особенностей. Во время процесса сваривания металл прогревается до 1050-1100 градусов и после этого резко охлаждается.
Сварка стальных трубопроводов из любого вида металла (низкоуглеродистого, среднеуглеродистого, нержавеющего, жаропрочного) может выполняться разными способами. Самыми популярными являются ручное дуговое, автоматическое, газовое сваривание. Но в любом случае, прежде чем будет проведена сварка стали 30хгса и других марок, технология должна быть полностью изучена.
Интересное видео
osvarka.com
Сварка углеродистых сталей: проблемы, решения и материалы
Углеродистая сталь представляет собой сплав железа и углерода с незначительным содержанием кремния, марганца, фосфора и серы. В углеродистой стали, в отличие от нержавеющей, отсутствуют легирующие элементы (молибден, хром, марганец, никель, вольфрам) Свойства углеродистой стали сильно изменяются в зависимости от незначительного изменения содержания углерода. С ростом содержания углерода растут твердость и прочность стали, а ударная вязкость и пластичность снижаются. При содержании углерода более 2,14% сплав называется чугуном.
Классификация углеродистых сталей
По содержанию углерода стали можно разделить на:
- низкоуглеродистую (с содержанием углерода до 0,25%)
- среднеуглеродистую (с содержанием углерода 0,25 — 0,6%)
- высокоуглеродистую (с содержанием углерода 0,6 — 2,0%)
По способу производства различают сталь:
1. Обыкновенного качества (углерода до 0,6%) кипящую, полуспокойную, спокойную
Существует 3 группы сталей обыкновенного качества:
- Группа А. Поставляется по механическим свойствам без регламентации состава сталей. Стали эти обычно используются в изделиях без последующей обработки давлением и сваркой. Чем больше число условного номера, тем выше прочность и меньше пластичность стали.
- Группа Б. Поставляется с гарантией химического состава. Чем больше число условного номера, тем выше содержание углерода. В дальнейшем могут обрабатываться ковкой, штамповкой, температурным воздействием без сохранения начальной структуры и механических свойств.
- Группа В. Могут свариваться. Поставляются с гарантией состава и свойств. Эта группа сталей имеет механические свойства в соответствии с номерами по группе А, а химический состав – с номерами по группе Б с коррекцией по способу раскисления.
2. Высококачественную с содержанием серы до 0,030 % и фосфора до 0,035%. Сталь имеет повышенную чистоту и обозначается буквой А после марки стали
По назначению стали могут быть:
- строительные
- машиностроительные (конструкционные)
- инструментальные
- стали с особыми физическими свойствами
Сварка низкоуглеродистых сталей
Такие стали хорошо свариваются. Чтобы правильно выбрать электроды нужного типа и марки, необходимо учитывать следующие требования:
- Равнопрочное сварочное соединение с основным металлом
- Бездефектный сварной шов
- Оптимальный химический состав шовного металла
- Устойчивость сварных соединений при вибрационных и ударных нагрузках, повышенных и пониженных температурах
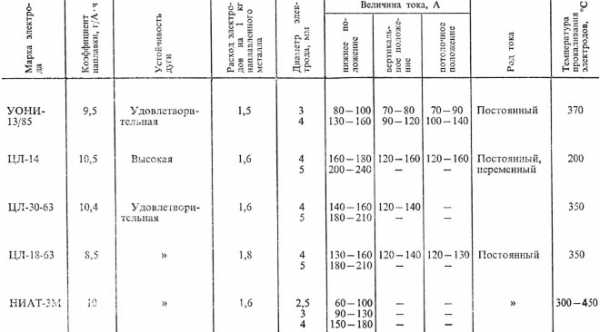
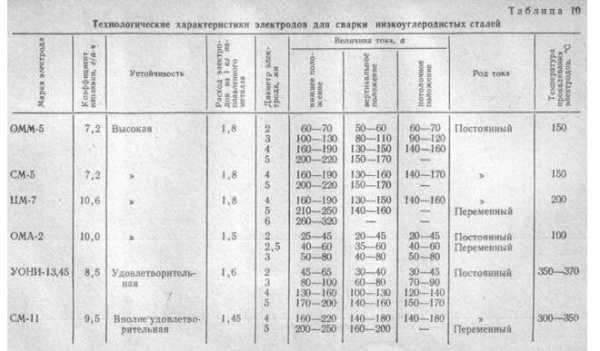
Для сварка низкоуглеродистых сталей используются электроды марок ОММ-5,СМ – 5, ЦМ – 7, КПЗ-32Р, ОМА – 2, УОНИ – 13/45, СМ – 11
Сварка углеродистых сталей
Углерод увеличивает возможность закалки стали. Сталь с содержанием углерода (0,25–0,55%) подвержена закалке и отпуску, что значительно увеличивает ее твердость и износостойкость. Эти качества стали используются в производстве деталей механизмов, осевых валов, зубчатых колес, корпусов, звездочек и других деталей, требующих повышенной износостойкости. Зачастую сварка становится единственной технологией изготовления и ремонта деталей машин, станин производственного оборудования и т.д.
Проблемы сварки углеродистых сталей и методы их решения
Однако, сварка углеродистых сталей затруднена по следующей причине: углерод, содержащийся в таких сталях, способствует образованию при сварке кристаллизационных горячих трещин и малопластичных закалочных образований и трещин в околошовных зонах. Металл самого шва отличается по свойствам от основного металла, а углерод снижает устойчивость швов к образованию трещин, усиливая отрицательное влияние серы и фосфора.
Критическое содержание углерода в шве зависит от:
- конструкции узла
- формы шва
- содержания в шве различных элементов
- предварительного подогрева участка шва
Соответственно, методы повышения устойчивости от образования горячих трещин направлены на:
- Ограничение элементов, способствующих образованию трещин
- Снижение растягивающих напряжений в шве
- Формирование оптимальной формы шва максимально однородного химического состава
Кроме того, повышенное содержание углерода способствует формированию малопластичных структур, которые под действием различных напряжений склонны к образованию холодных трещин и разрушению. Для предотвращения этого используются способы, исключающие факторы, способствующие возникновению таких условий.
Требования к технологии сварки углеродистых сталей

При выполнении сварных соединений сталей с повышенным содержанием углерода для стойкости швов к образованию трещин следует соблюдать следующие условия:
- Применять сварочные электроды и проволоку с низким содержанием углерода
- Использовать режимы сварки и технологические меры, ограничивающие дрейф углерода из основного металла в сварочный шов (разделку кромок, увеличенный вылет, использование присадочной проволоки и пр.)
- Вводить элементы, способствующие образованию в шве тугоплавких или округлых сульфидных образований (марганца, кальция и т.д.)
- Использовать определенный порядок наложения швов, снижать жесткость узлов. Использовать другие режимы и методы, обеспечивающие снижение напряжений в сварочном шве
- Выбирать нужные формы шва и снижать его химическую неоднородность
- Минимизировать содержание диффузионного водорода (применять низко-водородные электроды, сушку защитных газов, очистку кромок и проволоки, прокаливать электроды, проволоку, флюсы)
- Обеспечивать медленное охлаждение сварочного шва (использовать многослойную, двухдуговую или многодуговую сварку, наплавку отжигающего валика, использовать экзотермические смеси и др.)
Технологические особенности сварки углеродистых сталей
Некоторые особенности подготовки и сварки деталей из углеродистых сталей:
- Очистка материала
При сварке углеродистой стали основной металл очищается от ржавчины, грязи, слоя окалины, масла и прочих загрязнений, которые являются источниками водорода и способны образовывать поры и трещины в шве. Очищаются кромки с прилегающими участками металла шириной до 10 мм. Таким образом обеспечивается плавный переход к основному металлу конструкции и прочность шва при различных нагрузках.
- Сборка деталей под сварку. Разделка кромок
При сборке деталей под сварку обязательно соблюдается зазор, зависящий от толщины деталей. Ширина зазора на 1-2 мм больше, чем при сборке элементов хорошо свариваемых сталей. Разделку кромок следует проводить при толщине металла от 4 мм, что способствует уменьшению перехода углерода в шов. Поскольку высока склонность к закалке, от прихваток малого сечения следует отказаться или использовать перед прихватками предварительный локальный подогрев.
- Сварочный режим должен обеспечивать наименьшую проплавку основного металла и оптимальную быстроту охлаждения. Правильность выбора режима сварки может быть подтверждена результатами замера твердости металла шва. При оптимальном режиме она не должна превышать 350 HV.
- Ответственные узлы свариваются в два и более прохода. Сварной шов к основному металлу должен иметь плавный подход. Частые разрывы дуги, вывод кратера на основной металл и его ожоги не допускаются.
- Ответственные конструкции из углеродистых сталей, а также узлов с жестким контуром и др. свариваются с предварительным подогревом. Подогрев осуществляется в температурном диапазоне 100–400 °С, причем температура подогрева тем выше, чем больше содержание углерода и толщина свариваемых деталей.
- Охлаждение сварных соединений после окончания сварки углеродистой стали должно быть медленным. Сварной узел для этого накрывается специальным теплоизоляционным материалом, перемещается в специальный термостат или используется после сварочный нагрев.
Сварочные материалы для сварки углеродистых сталей
- Для сварки сталей с содержанием углерода до 0,4% можно использовать сварочные электроды, пригодные для сварки низколегированных сталей с небольшими ограничениями. Для ручной сварки применяют электроды с покрытием основного типа, которые обеспечивают минимальное содержание водорода в шовном наплаве. Используются электроды марок УОНИ–13/45, УОНИ–13/55 и др.
- Механизированная сварка углеродистой стали в защитном газе предполагает использование проволоки марок Св–08Г2С, Св–09Г2СЦ или аналогичных, а также газовой смеси углекислоты и кислорода (при содержании последнего до 30%) или углекислого газа. Допускается использовать окислительные аргоновые газовые смеси ( 70-75% Ar+20-25% СО2+5% О2). Наиболее оптимальная толщина проволоки 1,2 мм.
- Если углеродистая сталь прошла термическую обработку или легирована, то электродная проволока Св–08Г2С не обеспечит необходимые механические свойства. В этих случаях для сварки применяются проволоки комплексно-легированные марок Св–08ГСМТ, Св–08ХГСМА, Св–08Х3Г2СМ и др.
- Автоматическая сварка углеродистой стали под флюсом производится проволоками Св–08А, Св–08АА, Св–08ГА при совместном использовании с флюсами АН–348А, ОСЦ–45. Рекомендуется применение флюсов АН–43 и АН–47, которые обладают хорошими технологическими качествами и устойчивостью к образованию трещин.
- Материалы для сварки (проволока, электроды) должны соответствовать требованиям стандартов и технических условий. Не допускается использовать электроды со значительными дефектами покрытия. Проволока должна быть без грязи и ржавчины, флюсы и электроды перед использованием прокаливаются при температурах, которые рекомендованы сопроводительной технической документацией. Для сварки следует использовать только сварочный углекислый газ. Пищевой углекислый газ можно применять только после дополнительной осушки.
goodsvarka.ru
Сварка углеродистых сталей: технология, электроды
Выполнение такого технологического процесса, как сварка углеродистых сталей, связано с определенными сложностями и отличается рядом особенностей. Главная причина подобной ситуации состоит в том, что основным элементом, формирующим характеристики углеродистых сталей и, соответственно, оказывающим влияние на их свариваемость, является углерод.

Сварка углеродистой стали дуплекс
Особенности сварки изделий из углеродистых стальных сплавов
Углеродистыми, как известно, называют такие стальные сплавы, содержание углерода в которых может варьироваться в пределах 0,1–2,07%. В зависимости от того, сколько углерода в своем составе содержат такие сплавы, они подразделяются на низко- (до 0,25%), средне- (0,25–0,6%), а также высокоуглеродистые (0,6–2,07%). Сварка низкоуглеродистых сталей, также как среднеуглеродистых и высокоуглеродистых, отличается определенными особенностями. Однако есть и общие правила осуществления такого процесса, которые позволяют получать качественные и надежные соединения изделий из углеродистых сталей.
Технологические особенности сварки углеродистых сталей
Чтобы обеспечить хорошую провариваемость корня шва при выполнении стыковых сварных соединений деталей, изготовленных из углеродистых сталей, данный процесс выполняют, держа соединяемые изделия на весу. Этой рекомендации стараются придерживаться при выполнении полуавтоматической сварки порошковой и обычной проволокой, а также при осуществлении газовой и ручной дуговой сварки, осуществляемой при помощи покрытых углеродов. При использовании для выполнения сварки углеродистых сталей автоматического оборудования стараются создать условия для обеспечения провариваемости корня шва и исключения такого явления, как прожоги металла.
Прихватки выполняются с полным проваром стыка и последующей переплавкой при наложении основного шва
Перед началом сварки изделий, изготовленных из углеродистых сталей, их необходимо точно расположить относительно друг друга и надежно зафиксировать, для чего лучше всего использовать специальные сборочные приспособления. При отсутствии такого приспособления обеспечить фиксацию можно при помощи прихваток. Прихватки, суммарная длина которых может доходить до трети длины самого сварного шва, желательно накладывать со стороны соединения деталей, являющейся противоположной по отношению к шву. Если же предстоит выполнение многопроходного сварного шва, то прихватки накладывают с той стороны соединения, которая является противоположной по отношению к его первому слою.
После выполнения прихваток их тщательно зачищают, осматривают и исправляют их дефекты, если они обнаружены. При выполнении сварки углеродистых сталей необходимо добиваться полной переплавки прихваток, которые в противном случае могут стать очагом возникновения трещин в месте сваривания.
Таблица режимов сварки (на примере низкоуглеродистых и низколегированных сталей)
Технологию многослойной или двухсторонней сварки углеродистых сталей выбирают, если формируемое соединение должно соответствовать повышенным требованиям по своей прочности и надежности, или соединить необходимо детали значительной толщины. Если при осмотре сформированного сварного шва обнаруживаются дефекты (трещины, поры, подрезы, плохо проваренные участки и др.), то для их устранения необходимо предпринять следующие действия:
- удалить наплавленный металл в области обнаружения дефекта;
- зачистить область дефекта;
- подварить шов в зачищенной зоне.

Сварка этого дифференциала выполнена ТИГ-сваркой, что обеспечило качественный провар и отсутствие брызг
Особенность выполнения электрошлаковой и автоматической сварки деталей из углеродистых сталей заключается в том, что соединяемые изделия фиксируют с зазором, который должен иметь некоторое расширение к концу. Для осуществления такой фиксации используют сборочные приспособления или специальные скобы. Для того чтобы обеспечить высокое качество начальной и конечной области сварного шва при использовании вышеуказанных технологий, сварочный процесс начинают не на самих деталях, а на специальных планках, фиксируемых вместе с ними.
Сварка изделий из низкоуглеродистых стальных сплавов
Сварка сталей, относящихся к категории низкоуглеродистых, не составляет больших сложностей для специалиста; для этого может быть использована любая из традиционных технологий. Выбор конкретной методики получения сварного соединения осуществляют, ориентируясь на параметры свариваемых деталей и требования, которые предъявляются к готовому соединению.
Особенность сварки низкоуглеродистых сталей, в составе которых дополнительно имеются легирующие добавки, состоит в том, что основной металл и металл соединения имеют ряд отличий, к которым относятся следующие:
- металл сварного шва характеризуется уменьшенным содержанием углерода, а вот доля марганца и кремния в нем повышена;
- металл соединяемых деталей в области, расположенной рядом со сварным швом, подвергается перегреву, что сопровождается его незначительным упрочнением; такая ситуация особенно характерна для тех случаев, когда используется сварка по ручной дуговой технологии;
- при сварке деталей, которые выполнены из нестареющих легированных сталей, наблюдается снижение ударной вязкости основного металла в области, расположенной в непосредственной близости со сварным швом;
- при выполнении сварки многослойным методом металл шва может отличаться повышенной хрупкостью.
Электроды для сварки сталей с легирующими добавками
Сварные соединения изделий, изготовленных из углеродистых сталей с небольшим содержанием углерода, если они выполнены с соблюдением всех необходимых требований, отличаются высоким качеством и надежностью.
Газовая сварка изделий из углеродистых сталей, в составе которых содержится до 0,25% углерода, также не вызывает особых сложностей. При выполнении сварки по данной технологии не требуется использование флюса, а ее особенностью является то, что при ее осуществлении правым способом расходуется большее количество горючего газа.
Изделия из углеродистых сталей, в составе которых содержится небольшое количество углерода, отлично свариваются и при использовании электродуговой технологии. Типами покрытий электродов, которые оптимально подходят для практической реализации данного метода, являются рутиловое (Э46Т) и кальциево-фтористорутиловое (Э42А). Кроме этого, многие специалисты-сварщики используют для сварки деталей из углеродистых стальных сплавов такой категории электроды, в покрытие которых добавлено некоторое количество железного порошка.
Электроды для сварки низкоуглеродистых сталей
Для сваривания деталей из низкоуглеродистых сталей при помощи электрошлаковой сварки используют следующие марки флюсов: АН-8, АН-8М, АН-22, ФЦ-1 и ФЦ-7. Тип сварочной проволоки традиционно подбирают в зависимости от того, каким химическим составом обладает материал изготовления элементов, которые необходимо соединить.
Режимы сварки под флюсом
Как выполняют сварку деталей из среднеуглеродистой стали
По причине того, что углерода в таких сталях содержится больше, чем в низкоуглеродистых, свариваются они несколько хуже. При сварке изделий из углеродистых сплавов данной категории могут возникать следующие проблемы:
- основной металл и металл сварного шва могут иметь разную степень прочности;
- в металле, расположенном в непосредственной близости от шва, могут возникать трещины и формироваться структуры, отличающиеся низкой пластичностью;
- металл сварного шва и основной металл, расположенный рядом с местом соединения, отличаются невысокой устойчивостью к появлению в них кристаллизационных дефектов.

Неправильный выбор типа сварки и сварочного материала приводит к отсутствию сварочного шва как такого
Для того чтобы избежать подобных проблем при сварке углеродистых сталей с повышенным содержанием углерода, можно воспользоваться следующими технологическими приемами:
- использование электродов, в составе которых содержится незначительное количество углерода;
- выполнение сварки по двухдуговой технологии, когда сварной шов формируется одновременно в нескольких ваннах расплавленного металла;
- разделка кромок соединяемых изделий таким образом, чтобы обеспечивалось минимальное проплавление основного металла;
- предварительный и сопутствующий подогрев соединяемых частей.
Что касается электродуговой сварки деталей, изготовленных из среднеуглеродистых сталей, то при ее выполнении следует придерживаться таких рекомендаций:
- использовать электроды с фтористо-кальциевым покрытием (УОНИ 13/45 и 13/55), которые не только увеличивают прочность сварного шва, но и повышают его устойчивость к образованию кристаллизационных трещин;
- минимизировать риск появления трещин в области сварного соединения позволяют и такие технологические приемы, как осуществление продольных, а не поперечных перемещений электрода в процессе выполнения сварки, обязательно заваривание кратеров сформированного сварного шва;
- при выполнении сварки необходимо использовать короткую дугу и накладывать шов в виде нешироких валиков;
- чтобы повысить пластичность сформированного сварного шва, можно использовать термическую обработку полученного соединения.
Электроды для сварки среднеуглеродистых сталей
Осуществляя газовую сварку изделий, изготовленных их среднеуглеродистых сталей, преимущественно используют левый способ и применяют стандартное или науглероживающее пламя, мощность которого находится в пределах 75–100 дм3/час. Чтобы улучшить качество полученного таким способом сварного соединения, после его получения можно подвергнуть детали термической обработке или выполнить их проковку. При необходимости выполнения газовой сварки деталей, толщина которых превышает 3 мм, их необходимо подвергнуть общему (до 3500) или локальному подогреву (до 6500).
Сварку деталей, изготовленных из углеродистых сталей данной категории, можно выполнять и при достаточно низких температурах окружающей среды: до –300. Чтобы сформированное соединение при его получении в таких условиях отличалось высоким качеством и надежностью, сваренную конструкцию необходимо подвергнуть термической обработке и обеспечить постоянный прогрев зоны сварки в процессе осуществления технологической операции.
Качественное сварное соединение высокоуглеродистых сталей
Высокоуглеродистые стальные сплавы отличаются значительным содержанием углерода в своем составе, что исключает возможность получения качественного сварного соединения деталей, которые из них изготовлены. Между тем периодически возникает необходимость выполнять сварку таких деталей, поэтому следует знать, как правильно осуществить подобный технологический процесс.
Углеродистые стали с высоким содержанием углерода относительно неплохо свариваются методами, используемыми для изделий из среднеуглеродистых сплавов, но при проведении данной процедуры нужно придерживаться следующих рекомендаций: не выполнять сварку на сквозняке и при температуре окружающего воздуха ниже +50.
Режимы газовой сварки углеродистых сталей
Газовая сварка углеродистых стальных сплавов с высоким содержанием углерода выполняется только левым способом и с использованием незначительно науглероженного или нормального пламени. Обязательным условием, обеспечивающим качественное выполнение газовой сварки сталей высокоуглеродистой категории, является предварительный нагрев соединяемых частей до температуры не ниже 3000.
Если говорить об общих рекомендациях для обеспечения высокого качества сварных соединений деталей, изготовленных из углеродистых сплавов (всех вышеперечисленных категорий), то для этого следует правильно выбирать электроды для сварки углеродистых и низколегированных сталей, сварочную проволоку, тип и мощность пламени, а также строго следовать технологическим рекомендациям.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Технология сварки полуавтоматом MIG/MAG

Сварка MIG/MAG была изобретена в 1950-х годах и основные принципы используются, в современных сварочных аппаратах по сей день. Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку. В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
Более правильное и полное название этого вида сварки GMAW (Gas metal arc welding – электродуговая сварка металла в среде защитного газа), но чаще используют именно аббревиатуру MIG/MAG (Metal Inert Gas/ Metal Active Gas).
MIG/MAG-сварка – это электро-дуговая сварка, использующая постоянный ток (DC). В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с определённой заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG – полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий..), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ (CO2 и смеси).
Первоначально использовался только аргон для сварки всех металлов, что было дорого и недоступно. В дальнейшем стали применять двуокись углевода (CO2) и смеси и этот вид сварки стал более доступным и получил широкое распространение.
MIG/MAG-сваркой можно сваривать различные виды металла: алюминий и его сплавы, углеродистую и низкоуглеродистую сталь и сплавы, никель, медь и магний.
Учитывая высокое качество сварки и лёгкость применения, она, в дополнение к этому, распространяет сравнительно небольшой нагрев зоны, вокруг места сварки.
Принцип действия

Сварка MIG/MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
При MIG/MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Оборудование для сварки MIG/MAG
Сварочный аппарат MIG/MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Подготовка металла к сварке
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут ухудшать качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
Как держать сварочную горелку

Сварочной горелкой полуавтомата MIG/MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
Движение сварочной горелкой во время сварки
- Существует множество движений сварочной горелкой при формировании шва. Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Скорость сварки

Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Угол сварочной горелки во время сварки
Сварка MIG/MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG/MAG, которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода (CO2) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
Диаметр сварочной проволоки
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
Длина выхода сварочной проволоки
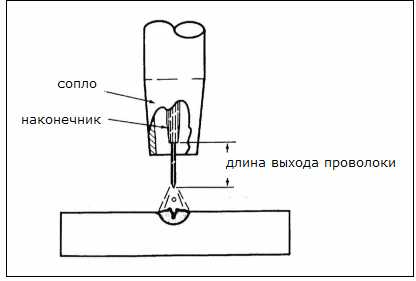
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
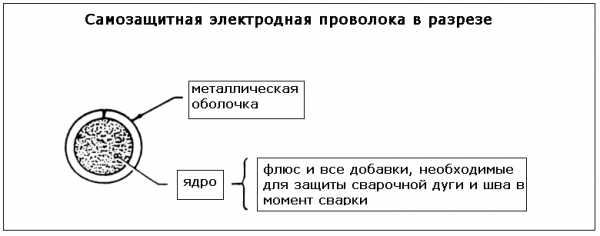
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
При сварке с газом – электрод (+), масса (-).
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
Звук правильной сварки полуавтоматом
При обучении сварки MIG/MAG, важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Меры безопасности
- Свет, который образуется в процессе любого вида электродуговой сварки, очень яркий. Нужно защищать глаза и кожу. Для этого важно использовать сварочную маску. Сейчас продаются сварочные маски с автозатемнением, которые автоматически защищают от яркого света, как только он появляется. Это позволяет пользоваться двумя руками, не заботясь о маске.
- Важно использовать перчатки для защиты от брызг расплавленного металла. Они важны для защиты также и от нагрева и ультрафиолетового излучения, образуемого в процессе сварки. Если сварка длится больше минуты, то ультрафиолетовое излучение губительно воздействует на незащищённые участки кожи.
- Защитный костюм должен быть сделан из материала, который хорошо выдержит воздействие расплавленных брызг металла. Если нет возможности использовать защитный костюм, то материал одежды не должен содержать синтетических материалов, которые легко плавятся и могут причинить вред сварщику.
- Нужно надевать закрытую обувь, внутрь которой не попадут брызги раскалённого металла при сварке.
- Помещение, в котором осуществляется сварка должно хорошо вентилироваться. В процессе сварки выделяются вредные испарения, которые нельзя вдыхать.
Поделиться “Технология сварки полуавтоматом”
Печатать статью
Ещё интересные статьи:
kuzov.info
Технология сварки стали 40Х электродами,полуавтоматом со сталью 20
Сталь 40х является конструкционным легированным металлом, который широко используется в промышленности. Технические характеристики и состав материала определяется по ГОСТ 453-71. Содержание углерода в ней должно быть, примерно, 0,4%, а хрома – 1%. Сварка стали 40Х является достаточно сложным процессом, так как материал относится к трудно свариваемым металлам. Для решения данной проблемы используют специальные технологии и методы.

Сталь 40Х
Основная проблема заключается в том, что при сваривании получается большая вероятность появления трещин, раковин и прочих дефектов. Но характеристики самого металла являются весьма полезными при создании металлоконструкций, так что приходится подыскивать подходящие способы как варить сталь 40х.
Способы сварки стали 40Х
Самым качественным и распространенным способом сваривания этого сорта металла, является сварка стали 40х аргоном. Электродуговой аппарат обеспечивает достаточно высокое напряжение для плавления, а газ защищает от воздействия посторонних вещей, которые приводят к браку. В данном случае подбирается присадочный материал той же марки, что и заготовка. Также возможно варить газом с помощью ацетилена. Это более простой, но менее надежный метод. Он может не подойти для слишком толстых слоев листов, так что может потребоваться дополнительная подготовка металла под сварку. Наиболее простым способом, уступающим в надежности предыдущим, является обыкновенная ручная сварка специальными электродами.
Выбор способа
Для домашнего применения, когда на изделие не будет возлагаться большая ответственность, применяют самый простой способ – дуговую сварку. Ведь это самый дешевый метод, который не требует особой подготовки. Для сварки стали 40х электроды требуются специально предназначенные для этого дела. В промышленности для ответственных объектов применяют электродуговую сварку с аргоном. Несмотря на высокую себестоимость, это один из самых надежных методов, который обеспечивает длительный срок службы конструкции. Чтобы сделать процесс более дешевым, можно использовать газовую сварку с помощью ацетилена. Результат будет очень схожим, а в плане создания потолочных и вертикальных швов еще и более удобным. Другие виды и способы сварки металла применяются достаточно редко.

Сварка стали 40Х аргоном
«Обратите внимание!
Вне зависимости от выбранного способа следует тщательно подготовить поверхность перед свариванием.»
Свариваемость стали 40Х и ее свойства
Металл плохо сваривается. Если сам процесс плавления и образования сварочной ванны происходит еще относительно нормально, так как здесь проявляется лишь повышенная вязкость, но весь ряд проблем, которые возникают на шве после окончания, зачастую приводят к его негодности для эксплуатации. Сварка стали 40хн отлично проявляет ее свойства к отпускной хрупкости. Во время самой сварки, а также после нее могут появляться трещины и прочие дефекты, в том числе и деформации. Это возникает из-за резких перепадов температуры, которые вызваны электрической дугой, что особенно заметно, когда происходит сварка тонкого металла электродом. Также это получается при образовании напряжений, которые получаются из-за недостаточного обеспечения защиты. Таким образом, дополнительные действия нужны как перед сваркой, так и после нее.

Сварка стали 40Х
Выбор инструмента
Критерий при выборе материала сварочной проволоки или электрода — ровно один. Их металл должен максимально соответствовать составу того, который идет в заготовках. Следует только обращать внимание на толщину, чтобы она соответствовала толщине деталей, так как глубина приваривания должен быть максимальной из-за сложностей в податливости данной марки стали. Более важным параметром является защита. Сварка стали 40х полуавтоматом должна поддерживаться средой защитного газа, а при ручной – на электродах должно быть покрытие, рассчитанное на работу с этой маркой стали. Тут подойдут электроды марки Э85, у которых имеется пониженное содержание водорода в покрытии, а также которые стойки к образованию трещин при работе со сложными металлами.
Режимы
Чтобы повысить качество соединения, следует использовать уже проверенные параметры, которые рассчитаны для каждой толщины заготовки и соответствующего положения шва. Это существенно облегчит процесс работы.
Диаметр электрода, мм | Пространственное положение сварочного шва | ||
нижнее | вертикальное | потолочное | |
3 | 90…120 | 80…100 | 80…100 |
4 | 140…170 | 130…150 | 130…150 |
5 | 180…220 | 150…180 | |
Технология сварки стали 40х
Первым делом происходит подготовка металла, которая включает в себя зачистку и обезжиривание. Затем следует зафиксировать все детали и можно приступать к подогреву. Это помогает избежать температурной деформации. Подогрев стоит осуществлять до тех пор, пока поверхность не изменит цвет. После этого можно приступать к свариванию. Металл будет тягучим, так что движения может понадобиться совершать с усилием, чтобы обеспечить тщательное перемешивание деталей. Здесь требуется опыт работы с этим материалом. Шов можно наносить беспрерывно. По окончании процесса стоит прогревать это место с помощью газовой горелки в течение нескольких минут, чтобы не образовалось напряжений и весь водород испарился. Температура подогрева должна составлять от 300 до 500 градусов Цельсия.

Прокат стали 40Х
«Обратите внимание!
Для подогрева желательно использовать тот же газ, что и для сварки.»
Контроль качества шва
Контроль качества сварного соединения регулируется по ГОСТ 3242-69. Контроль наружных дефектов проводится при помощи внешнего осмотра металла. Для определения внутренних дефектов могут применять рентгеноскопию, которая покажет наличие раковин и трещин, если они есть. Также применяется магнитографический метод и ультразвуковой анализ.
«Обратите внимание!
Вследствие напряжений трещины могут появляться не сразу, а через некоторое время, так что такие методы контроля должны проводиться на следующие сутки.»
svarkaipayka.ru
Как варить полуавтоматом – видео, особенности
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.

Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока (для алюминия, нержавейки).
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Правила:
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Поделись с друзьями
1
0
3
0
svarkalegko.com
Сварка низкоуглеродистых сталей – Осварке.Нет
Низкоуглеродистыми называют стали с низким содержанием углерода до 0,25%. Низколегированными называют стали с содержанием до 4% легирующих элементов без учета углерода.
Хороша свариваемость низкоуглеродистых и низколегированных конструкционных сталей является главной причиной их массового применения для производства сварочных конструкций.
Химический состав и свойства сталей
В углеродистых конструкционных сталях углерод основной легирующий элемент. От количества содержания этого элемента зависят механические свойства сталей. Низкоуглеродистые стали разделяют на стали обыкновенного качества и качественные.
Стали обыкновенного качества
В зависимости от степени раскисления стали обыкновенного качества разделяют на:
- кипящие — кп;
- полуспокойные — пс;
- спокойные — сп.
Кипящие стали
Стали этой группы содержат не более 0,07% кремния (Si). Получают сталь путем неполного раскисления стали марганцем. Отличительной особенностью кипящей стали является неравномерное распределение серы и фосфора по толщине проката. Попадание участка со скоплением серы в зону сварки может привести к появлению кристаллизационных трещин в шве и зоне термического влияния. Находясь в среде пониженных температур такая сталь может перейти в хрупкое состояние. Поддавшись сварке такие стали могут стареть в околошовной зоне.
Спокойные стали
Спокойные стали содержат не менее 0,12% кремния (Si). Получают спокойные стали при раскислении стали марганцем, кремнием, алюминием. Отличаются более равномерным распределением в них серы и фосфора. Спокойные стали меньше отзываются на нагрев, меньше склонны к старению.
Полуспокойные стали
Полуспокойные стали имеют средние характеристики между спокойными и кипящими сталями.
Производят углеродистые стали обыкновенного качества трех групп. Стали группы А не используют для сварки, поставляют по их механическим свойствам. Букву «А» в обозначение стали не ставят, например «Ст2».
Стали группы Б и В поставляют по их химическим свойствам, химическим и механическим соответственно. В начало обозначения стали ставят букву группы, например БСт2, ВСт3.
Полуспокойные стали марок 3 и 5 могут поставляться с повышенным содержанием марганца. В таких сталях после обозначения марки ставят букву Г (например, БСт3Гпс).
Для изготовления ответственных конструкций следует использовать обыкновенные стали группы В. Изготовление сварочных конструкций из низкоуглеродистых сталей обыкновенного качества не требует применения термической обработки.
Качественные стали
Низкоуглеродистые качественные стали поставляют с нормальным (марки 10, 15 и 20) и повышенным (марки 15Г и 20Г) содержанием марганца. Качественные стали содержат пониженное количество серы. Для изготовления сварочных конструкций из сталей этой группы применяют стали в горячекатаном состоянии, реже стали с термической обработкой. Сварка этих сталей для повышения прочности конструкции может производится с последующей термической обработкой.
Низколегированные стали
Если в углеродистую сталь вводят специальные химические элементы, которые изначально в ней отсутствует, то такую сталь называют легированной. Марганец и кремний считают легирующими компонентами если их содержание превышает 0,7% и 0,4% соответственно. Поэтому стали ВСт3Гпс, ВСт5Гпс, 15Г и 20Г считают одновременно низкоуглеродистыми и низколегированными конструкционными сталями.
Легирующие элементы способны образовывать соединения с железом, углеродом и другими элементами. Это способствует улучшению механических свойств сталей и снижает предел хладноломкости. Как следствие появляется возможность снизить массу конструкции.
Легирование металла марганцем влияет на повышение ударной вязкости и стойкость к хладноломкости. Сварочные соединения с марганцовистых сталей отличаются более высокой прочностью при знакопеременных ударных нагрузках. Повысить стойкость стали от атмосферной и морской коррозии можно легированием медью (0,3-0,4%). Большинство низколегированных сталей для производства сварочных конструкций используют в горячекатаном состоянии. Механические свойства легированных сталей можно улучшить термической обработкой, поэтому некоторые марки сталей для сварных конструкций используют после термической обработки.
Свариваемость низкоуглеродистых и низколегированных сталей
Низкоуглеродистые и низколегированные конструкционные стали обладают хорошей свариваемостью. Технология их сварки должна обеспечивать равные механические свойства шва и основного металла (не ниже нижнего предела свойств основного металла). В ряде случаев обусловленных условиями работы конструкции допускается снижение некоторых механических свойств шва. В шве должны отсутствовать трещины, непровары, поры, подрезы и другие дефекты. Форма и геометрические размеры шва должны соответствовать требуемым. К сварному соединению могут предъявляться дополнительные требования, которые связаны с условиями работы конструкции. Все без исключения сварочные швы должны быть долговечными и надежными, а технология обеспечивать производительность и экономичность процесса.
На механические свойства сварного соединения влияет его структура. Структура металла при сварке зависит от химического состава материала, режимов сварки и термической обработки.
Подготовка и сборка деталей под сварку
Подготовку и сборку под сварку осуществляют в зависимости от типа сварочного соединения, способа сварки и толщины металла. Для выдерживания зазора между кромок и правильного положения деталей используют специально созданные сборочные приспособления или универсальные приспособления (подходят для многих простых деталей). Сборку могут выполнять с использованием прихваток, размеры которых зависят от толщины свариваемого металла. Прихватка может быть длиной 20-120 мм, а расстояние между ними 500-800 мм. Сечение прихватки равно примерно трети шва, но не более 25-30 мм2. Прихватки можно выполнять ручной дуговой сваркой или механизированной сваркой в защитных газах. Прежде чем переходить к сварке конструкции прихватки зачищают, осматривают и при наличии них дефектов вырубают или удаляют другими методами. Во время сварки прихватки полностью переплавляют из-за возможного возникновения в них трещин как результат быстрого теплоотвода. Перед электрошлаковой сваркой детали размещают с зазором, который постепенно увеличивается к концу шва. Фиксация деталей для сохранения их взаимоположения выполняется с помощью скоб. Скобы должны быть на расстоянии 500-1000 мм. Удалять их необходимо по мере наложения шва.
При автоматических методах сварки следует устанавливать заходные и выходные планки. При автоматической сварке тяжело обеспечить качественный провар корня шва и предупредить прожоги металла. Для этого применяют остающиеся и съемные подкладки, флюсовые подушки. Можно также сваривать корень шва ручной дуговой сваркой или полуавтоматической в защитных газах, а остальную часть шва выполнять автоматическими методами.
Сварка ручными и механизированными методами выполняется на весу.
Кромки сварочных деталей тщательно зачищают от шлака, ржавчины, масла и других загрязнений для предупреждения образования дефектов. Ответственные конструкции сваривают преимущественно с двух сторон. Способ заполнения разделки кромок при сварке толстостенных конструкций зависит от его толщины и термический обработки металла перед сваркой. Выявленные после сварки непровары, трещины, поры и другие дефекты удаляют механическим инструментом, воздушно-дуговой или плазменной резкой, после чего заваривают обратно. При сварке низкоуглеродистых сталей свойства и химический состав сварного соединения во многом зависит от используемых материалов и режимов сварки.
Ручная дуговая сварка низкоуглеродистых сталей
Для получения качественного соединения при помощи ручной дуговой сварки необходимо правильно выбрать сварочные электроды, выставить режимы и применить правильную технику сварки. Недостатком ручной сварки является большая зависимость от опыта и квалификации сварщика, несмотря на хорошую свариваемость рассматриваемых сталей.
Сварочные электроды следует выбирать исходя из типа свариваемой стали и назначения конструкции. Для этого можно воспользоваться каталогом электродов, где хранятся паспортные данные множества марок электродов.
При выборе электрода следует обратить внимание на рекомендуемые условия по роду и полярности тока, пространственного положения, силе тока и т. д. В паспорте на электроды может указываться типичный состав наплавленного металла и механические свойства соединения выполненных этими электродами.
Подробнее о режимах и технике ручной дуговой сварке можете прочитать здесь:В большинстве случаев сварка низкоуглеродистых сталей производиться без мер направленных на предупреждение образования закалочных структур. Но все же при сварке толстостенных угловых швов и первого слоя многослойного шва для предотвращения образования трещин используют предварительный подогрев деталей до температуры 150-200° C.
При сварке нетермоупрочненных сталей хороший эффект достигается использованием методов сварки каскадом и горкой, что не дает металлу шва быстро остывать. Этот же эффект дает предварительный подогрев до 150-200° C.
Для сварки термоупрочненных сталей рекомендуется выполнять длинные швы по охлажденным предыдущим швам, чтобы избежать разупрочнения околошовной зоны. Также следует выбирать режимы с малой погонной энергией. Исправление дефектов при многослойной сварке следует делать швами большого сечения, длиной не менее 100 мм или предварительно подогревать сталь до 150-200° C.
Дуговая сварка в защитных газах низкоуглеродистых сталей
Сварка низкоуглеродистых и низколегированных сталей осуществляется с применением углекислого газа или его смесей в качестве защитного газа. Можно применять смеси углекислый газ + аргон или кислород до 30%. Для ответственных конструкций сварку можно выполнять с использованием аргона или гелия.
В некоторых случаях применяют сварку угольным и графитовым электродом, для сварки бортовых соединений толщиной 0,2-2,0 мм (например, корпуса конденсаторов, канистры и т. д.). Так как сварка выполняется без использования присадочного прутка, содержание марганца и кремния в шве невелико, в результате теряется прочность соединения на 30-50% ниже от основного металла.
Сварка в углекислом газе выполняется с использованием сварочной проволоки. Для автоматической и полуавтоматической сварки в разных пространственных положениях применяют проволоку диаметром до 1,2 мм. Для нижнего положения используют проволоку 1,2-3,0 мм.
| Сталь | ВСт1, Вст2 | ВСт3 | 10ХСНД, 15ХСНД, 14ХГС, 09Г2, 14Г2 и им подобные |
| Проволока | Св-08ГС, Св-08Г2С, Св-12ГС | Св-08ГС, Св-08Г2С | Св-08Г2С (при одно- и двухслойной сварке), св-08ХГ2С |
Как видно из таблицы для сварки всех сталей можно использовать проволоку Св-08Г2С.
Сварка низкоуглеродистых сталей под флюсом
Качественное сварное соединение с равной прочностью шва и основного металла достигается путем правильного подбора флюсов, проволоки, режимов и техники сварки. Автоматическую сварку под флюсом низкоуглеродистых сталей рекомендуют выполнять проволокой диаметра от 3 до 5 мм, полуавтоматическую сварку под флюсом диаметром 1,2-2 мм. Для сварки низкоуглеродистых сталей применяют флюсы АН-348-А и ОСЦ-45. Низкоуглеродистую сварочную проволоку марок Св-08 и Св-08А, а для ответственных конструкций можно применить проволоку Св-08ГА. Такой комплект сварочных материалов позволяет получить швы с равными или превышающими механическими свойствами основному металлу.
Для сварки низколегированных сталей рекомендуется применять сварочную проволоку Св-08ГА, Св-10ГА, Св-10Г2 и другие с содержанием марганца. Флюсы что и для низкоуглеродистых сталей. Такие материалы позволяют получить необходимые механические свойства и стойкость металла от образования пор и трещин. При сварке без скоса кромок увеличение доли основного металла в металле шва может повысить содержание углерода. Это повышает прочностные свойства, но уменьшает пластические свойства соединения.
| Марка стали | Марка плавленного флюса | Сварочная проволока |
| ВСт1-ВСт3 | АН-348-А, ОСЦ-45, ФЦ-9 и керамические К-11, КВС-19 | Св-08, Св-08А, для ответственных конструкций Св-08ГА |
| 09Г2 | АН-22 | Св-08ГА |
| 12ГС, 16ГС, 10Г2С1, 17ГС, 17Г1С | АН-60 | Св-ГСМТ (для стали 12ГС также Св-10ГА) |
| 09Г2С | АН-22 | Св-08ГА, Св-10НМА, Св-10ГА |
| 10ХСНД | АН-348-А | Св-08ГСМТ |
| 15ХСНД | АН-348-А, АН-22 | Св-10Г2, Св-08ХГСМА |
Режимы сварки низкоуглеродистых и низколегированных сталей отличаются незначительно и зависят от техники сварки, типа соединения и шва. При сварке угловых однослойных швов, угловых и стыковых швов толстой стали марки ВСт3 на режимах с малой погонной энергией в околошовной зоне могут образовываться закалочные структуры и понизиться пластичность. Для предотвращения этого следует увеличить сечение шва или применить двухдуговую сварку.
| Толщина листа, мм | 8-10 | 10-22 | 24-60 |
| Сечение слоя образованного из электродного металла, мм | 25 | 35 | 50 |
Для предупреждения разрушения шва в зоне термического влияния при сварке низколегированных сталей следует использовать режимы с малой погонной энергией, а для сварки не термоупрочненных сталей — режимы с повышенной погонной энергией. Во втором случае для обеспечения пластических свойств шва и прилегающей зоны не хуже основного металла необходимо применять двухдуговую сварку или предварительный подогрев до 150-200° C.
osvarke.net