Сварная балка двутавр – Сварная балка – технология, изготовление
alexxlab | 24.02.2020 | 0 | Вопросы и ответы
Сварная балка – технология, изготовление
Для нынешней металлургии весьма важны сварные технологии, особенно тогда, когда нужно создание высокопрочной и тяжелой металлоконструкции. Более того, операция сварки ускоряет рабочий процесс, а также для осуществления сварки нужно не так уж и много оборудования, поэтому ее можно считать весьма экономичной. Именно по этим причинам в последнее время производство сварных балок увеличилось в несколько раз.
Что это такое
Наиболее часто в строительстве используется двутавровая балка – это металлическое соединение, состоящее из стенки и верхней и нижней полки, грубо говоря, ее профиль поход на русскую букву «Н», то есть имеется стенка и по обеим сторонам присутствуют две полки. Такой тип металлоконструкции может быть сварным или прокатным, все зависит от способа изготовления.
Прокатная балка изготавливается на прокатных станах из цельного слитка. В процессе прохождения через прокатные плети металл меняет форму и на выходе получается цельный металлический двутавр..
Сварная балка изготавливается путем сварки трех элементов – пояса и двух стенок в единую металлическую конструкцию. Сварные балки чаще всего изготавливаются из стали различных марок.
Процесс изготовления
Изготовление сварной балки это достаточно сложная процедура, при выполнении которой необходимо учесть большое количество требований, таких как прочность, жесткость, плотность и другие. Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Технология производства сварных балок очень проста и весьма экономична, в результате чего способна на конкуренцию с балками, изготовленными прокатным методом. Данная технология включает в себя следующие этапы:
- В качестве первой операции происходит расчет на прочность и жесткость, проверяются стали, которые идут на изготовление;
- Подготовка элементов двутавра, а именно резание металла на полосы, примерная скорость резания металлического листа равна 1 метру в минуту;
- Осуществление процесса фрезерования торцов элементов, входящих в конструкцию. Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
- Далее происходит сборка. Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
- Затем происходит процесс сварки балки. Технология сварки двутавровой балки может быть различна, поэтому на вопрос: «Как правильно сварить двутавровую балку?» существует много ответов. Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
- Сварка балки с наклоненным электродом. Данным методом может быть осуществлена одновременная сварка двух швов, однако швы получаются неглубокими;
- Метод «лодочки». Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
- Сам процесс осуществляется с помощью промышленного сварочного аппарата, который сваривает детали под высоким давлением, существует некоторое количество вариантов агрегатов для исполнения процесса сварки на производстве. Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая.
- 6.После всех вышеописанных процессов происходит корректировка геометрии конструкции. В процессе сварки угол наклона между стенками может измениться, поэтому необходима их правка. Почти готовая металлическая конструкция подается в специальный правочный стан, который похож на прокатный, деталь проходит через систему роликов и на выходе получается готовый товарный продукт.
Дефекты, которые могут возникнуть при сварке
Дефекты в шве и околошовной зоне могут возникать из-за нарушения технологии сварки, несоблюдения правил, небрежности в работе и так далее.Чаще всего дефекты связаны с перекресталлизацией стали, то есть изменения ее структуру под действием высоких температур. Где-то образуются зерна другой фазы стали, которые имеют иные физические свойства. Из-за дефектов может снижаться прочность и жесткость, а также коррозионная устойчивость. Из-за этого эксплуатация такого изделия невозможна. В процессе изготовления все двутавры проверяются на наличие подобных дефектов. Преимущества использования сварных балокПри возведении зданий и сооружений используется большое количество металлоконструкций, в том числе сварныедвутавры. По сравнению с металлопрокатными сварные двутавры имеют большое количество преимуществ:
- Металлопрокатные имеют ограничение по размеру, когда сварная балка таких ограничений не имеет;
- Высокое качество получаемого изделия;
- Отсутствие вредных отходов производства;
- Металлические конструкции, получаемые методом сварки, изготавливаются из различных марок стали. Например в местах, где напряжение минимально можно использовать углеродистую сталь, а в местах, которые в последствии будут подвержены высоким нагрузкам – наоборот легированную высокопрочную. Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали;
- Существует также возможность получения сварной балки переменного сечения, благодаря чему могут быть осуществлены любые архитектурные идеи;
- Также за счет гармоничного и правильного подбора сечения вес может быть снижен примерно на 10 %;
- Балки могут быть выполнены на заказ с заранее заданной длиной.
Области применения
Сварная двутавровая балка широко используется в строительстве:
- Различных несущих конструкций, это может быть фундамент, каркас здания и так далее;
- Межэтажных перекрытий;
- Эстакад;
- Мостов
- Путепроводов;
- Тоннелей;
- Виадуков;
- Жилых зданий;
- Торговых центров;
- Складов;
- Стадионов и так далее.
Таким образом, сварная балка имеет очень огромный диапазон применяемости в нынешнем строительстве, она способна обеспечить нужную прочность и жесткость конструкции.
Виды
На данный момент в строительстве применяются следующие виды стальных балок:
- Для подвесных путей. Такая сварная двутавровая балка отличается от остальных небольшой длиной стенок по отношению к главной стенке. Применяются такие изделия для подвесных путей и горизонтальных перекрытий;
- Для армирования шахт;
- Нормальной ширины, когда стенки пропорциональны главной стенке;
- Для колонн;
Также существует классификация балок в зависимости от точности изготовления, различают:·
- Высокоточные изделия;
- Изделия обычной точности;
Возможности
Помимо преимуществ использование стальных балок, выполненных сварным способом, позволит каждому покупателю:
- Увеличить широту пролета здания, так как они имеют большую длину;
- Заказывать различные параметры и размеры, существует огромное количество ГОСТов на двутавры, так что каждый заказчик сможет найти подходящие параметры;
- Архитектура сооружения, как уже было сказано выше, может быть совершенно разнообразной.
Таким образом, сварная балка имеет огромное количество преимуществ, из-за чего чему нашла широкое применение во всех областях строительства. Использование сварных балок помогло человеку улучшить качество конструкций зданий и различных сооружений, повысить их безопасность, а следовательно, и безопасность для людей.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварная балка – производство и технология сварки
Если раньше в строительстве использовались балки, элементы которых соединялись между собой многочисленными болтами, штырями и заклепками, что значительно утяжеляло всю конструкцию, то сейчас им на смену пришли прочные и надежные сварные балки, отличающиеся небольшим весом.

Готовые двутавровые балки на складе
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок. Балки, имеющие такое сечение, широко распространены потому, что позволяют значительно снижать затраты на строительство сооружений различного назначения, обеспечивая при этом высокую надежность возводимых конструкций.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.

Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования. Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.

Перекрытия по металлическим двутавровым балкам
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежуДля ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Обработка кромок методом фрезеровкиДля данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
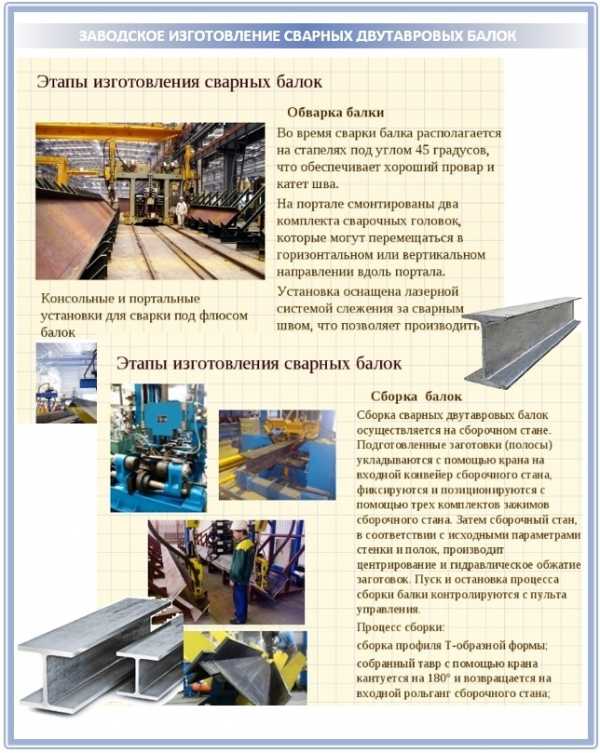
Сборочная операцияНа этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой. При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность).
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
СваркаНа тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.

Автоматическая сварка элементов двутавровой балки
Правка конструктивных элементов готового изделияПроизводство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Как выполняется сварка балок двутаврового сечения
Конструкция сборочного оборудования, используемого для изготовления сварных балок, имеющих двутавровое сечение, определяется способом сварки для формирования поясных швов. Выбор такого оборудования зависит также и от того, какие приспособления планируется использовать в процессе производства. На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.

Сварка балки как этап её изготовления
Использование для производства балок двутаврового сечения автоматизированного оборудования для сварки под слоем жидкого флюса позволяет не только снизить себестоимость готовой продукции, но и обеспечить ее высокое качество и надежность. Принцип работы такого оборудования предусматривает, что нерасплавленный флюс, защищающий зону сварки, находится под давлением. Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Между тем, сварная балка могут изготавливаться с использованием ручной дуговой и полуавтоматической сварки. В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут доходить до 30%.
Сварочные установки, используемые в производстве балок двутаврового сечения
Кроме того, что при изготовлении сварных балок двутаврового сечения необходимо выполнять сварку между собой их основных конструктивных элементов – полок и стенки, также часто требуется соединять уже готовые балки между собой. В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
Оборудование портального и консольного типаНа таком оборудовании, кроме самой сварочной головки, могут быть смонтированы устройства, обеспечивающие контроль за качеством получаемого шва, подачу и удаление флюса. Большим преимуществом такого оборудования является и то, что сварка с его помощью выполняется под углом в 45 градусов, что гарантирует отличную провариваемость деталей и получение шва с хорошим катетом.

Консольная сварочная установка с ЧПУ
Сварочные манипуляторыСварочные манипуляторы позволяют автоматизировать процесс сварки, для их комплектации можно использовать различное навесное оборудование. Например, рабочим органом такого манипулятора может быть автоматическая головка, выполняющая сварку в среде защитных газов или под жидким флюсом. Универсальность сварочных манипуляторов позволяет решать самые разнообразные задачи, связанные с процессом сварки.
Самоходные сварочные тракторыНаиболее простой тип оборудования, который можно использовать для сварки длинных балок двутаврового сечения. Однако применять сварочные тракторы целесообразно только при изготовлении балок небольшими партиями.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Что такое двутавр сварной и какова сфера его применения?
Двутавровая балка или просто двутавр уже давно широко применяется в строительстве. Ранее двутавр использовался только в крупномасштабном промышленном строительстве, но сейчас его все чаще можно встретить на частных стройках. Это связано с развитием производства и изготовлением особых сварных двутавровых балок, которые можно применять при строительстве загородных домов.

В этой статье мы кратко расскажем, что такое двутавровая балка, как сварить ее своими руками, при этом учесть все особенности и избежать деформаций.
Содержание статьи
Общая информация
Итак, сварной двутавр — это балка, изготовленная из черного металла, имеющая сечение, по форме напоминающее букву «Н». Свое название балка получила за счет того, что при ее изготовлении дважды используется тавровое соединение.

Двутавры могут быть прокатными или составными (сварными). Прокатные балки производятся методом проката заготовок по специальному станку. Составные балки изготавливаются из нескольких заготовок, которые свариваются между собой. Составные балки встречаются чаще и порой их приходится варить прямо на стройплощадке.
Какими достоинствами обладают балки данного типа? Прежде всего, они помогут сделать перекрытие на больших пролетах без необходимости строительства центральной несущей стены. Также они выдерживают большие нагрузки разного характера, как вертикальные, так и горизонтальные. Они пожаробезопасны, устойчивы к коррозии, позволяют построить здание в кратчайшие сроки. Это лишь некоторые причины, по которым двутавровые балки получили свою популярность в частном и промышленном строительстве.
Все недостатки в основном связаны только с прокатными балками. Их размер ограничен 12 метрами в длину, и зачастую необходимо балки длиннее. А у завода может просто не быть таких станков. Также нет возможности изготовить прокатные балки по индивидуальным эскизам заказчика, а имеющийся ассортимент откровенно говоря не удовлетворяет запросы потребителей. Стыковые балки лишены этих недостатков.
Изготовление балок
Как мы писали выше, балки могут изготавливаться прокатным или составным способом. Однако, дву тавровая балка, изготовленная составным (сварочным) способом имеет ряд преимуществ над прокатной.
Во-первых, она гораздо прочнее, при этом весит существенно меньше. Во-вторых, она стоит дешевле, поскольку при ее изготовлении можно использовать разные типы сталей, тогда как для изготовления прокатной балки используют заготовку из одной стали. Кстати, из-за возможности использовать разные типы сталей при изготовлении составной балки можно регулировать металлоемкость. Например, рассчитать, в каком месте нагрузка будет наибольшей и использовать там сталь повышенной прочности. А в менее нагруженных местах использовать обычную сталь.
Читайте также: Особенности сварки стали
Кроме того, с помощью составного метода можно изготовить балки практически любого размера, тогда как размер прокатных балок ограничен возможностями станка. Также есть возможность изготовить балку, у которой в одном и другом участке будет отличаться ширина. Чтобы сделать такую балку на прокатном станке нужно дорогостоящее оборудование.
Сварка балок своими руками
Сварка двутавровых балок — это тема для отдельной статьи, но мы постараемся кратко раскрыть ее здесь.Для составных частей рекомендуем выбрать легированную сталь. Она отлично подойдет, если вы собираетесь эксплуатировать балки в частном доме. Сразу оговоримся: сварка двутавра сложна и требует опыта, поэтому рекомендуем все же найти профессионала. Ну а если вы готовы выполнить работу сами, то читайте дальше.
Вы должны подготовить все части будущей балки, четко рассчитать их размер и постараться оценить нагрузки, которые им придется выдержать. Соедините все части в готовую конструкцию с помощью хомутов. Предусмотрите ребра жесткости. Можно начать сборку и сварку только с вертикальных частей будущей балки, так даже проще.
Сварка двутавра должна выполняться полуавтоматическим или автоматическим оборудованием и с применением жидкого флюса, иначе металл будет сильно разбрызгиваться. Но можно использовать и другие технологии сварки, в том числе с применением электродов. После сварки балки нужно обработать антикоррозийным составом. Не выполняйте работу в одиночку. Балки тяжелые и их непросто состыковать, если вы один.
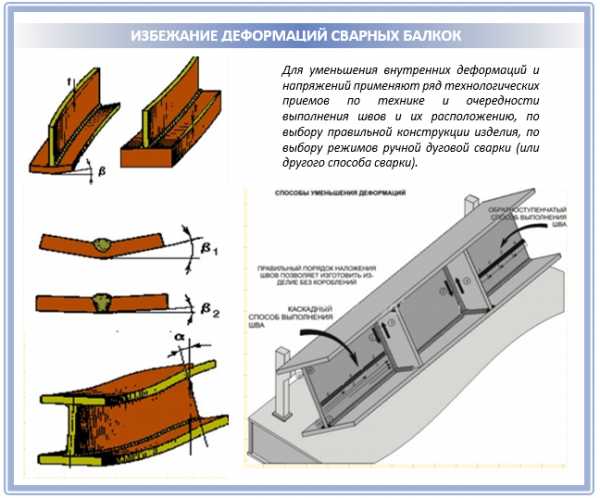
Возможные деформации
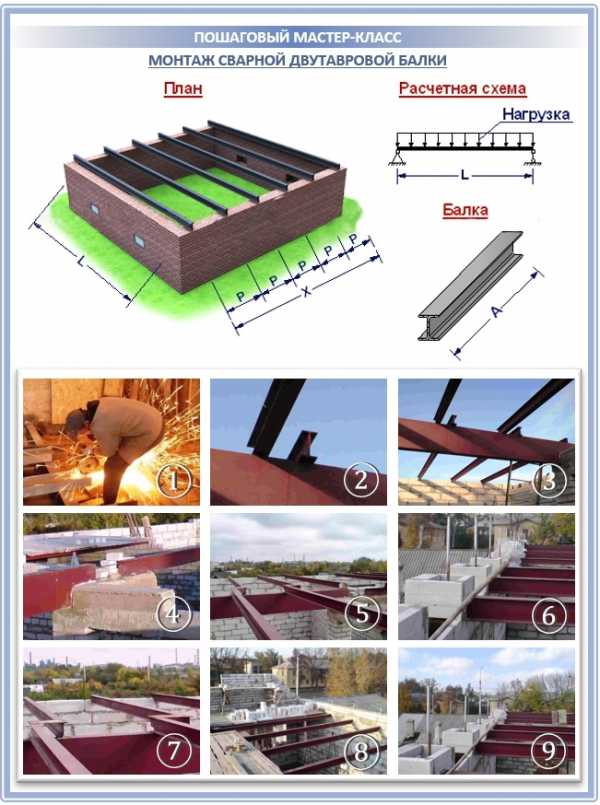
В процессе самостоятельной сварки можно невольно допустить ошибки, которые в последствии приведут к деформации балки. Хорошо, если деформации проявятся до монтажа. Хуже, если балка прогнется, когда ее смонтируют. Ниже вы можете видеть картинку с рекомендациями по избеганию деформаций.
Как избежать большинства проблем? Ваше готовое сварное соединение не должно работать на растяжение. Это самое главное правило. Учитывая его в своей работе, вы сможете сократить вероятность деформации. Также после сварки двух частей подождите некоторое время, не нужно сразу же продолжать сварку. Так вы не будете накапливать в металле избыточное напряжение.
Особенности
Сварка тавровых соединений и балок в частности имеет несколько особенностей. Их нужно учесть, чтобы качество сварного соединения отвечало всем требованиям нормативных документов.
Читайте также: СНИП и контроль качества
В большинстве случаев тавровый шов нужно делать за один подход, чтобы он получился более прочным. Но у новичков в таких случаях часто могут возникнуть подрезы. Их нужно избегать. Здесь поможет только частая практика, если вы впервые варите тавровый шов, то скорее всего не сможете избежать ошибок. Поэтому рекомендуем потренироваться на ненужных частях стали перед тем, как варить балки для перекрытия.
Если вы варите электродом и при этом одна часть балки имеет меньшую толщину, то стержень нужно держать под углом 60 градусов. И наоборот, если нужно приварить более толстую деталь. Также важно учитывать характер таврового соединения. Какое оно? Одностороннее или двустороннее? Со скосом или без? Какие именно скосы: симметричные или криволинейные? Все это играет большую роль при формировании шва.
Именно по этой причине мы говорили вам о найме профессионального сварщика. Только человек с многолетним опытом сможет понять, на какие части балки приходится больше всего нагрузок, какой тип соединения предпочтительнее и так далее. Нужно понимать, что балка будет держать на себе всю стропильную систему и кровлю, если дом одноэтажный, а может быть плиты перекрытия и еще один этаж дома.
Вместо заключения
Двутавровые балки — отличная альтернатива классическим межэтажным перекрытиям. Но при их сварке нужно учесть множество нюансов и строго соблюдать технологию, иначе ваша крыша гарантировано пойдет «волной». Если вы все же решили использовать в строительстве сварные двутавры, то приобретайте их у известного производителя. Конечно, вы не сможете быть уверены в их абсолютном качестве, но крупный производитель хотя бы будет иметь на руках сертификаты, подтверждающие соответствие их продукции ГОСТам.
Вы также можете сварить балки прямо на стройке, но не беритесь за эту работу, если не имеете достаточно опыта. А вы сталкивались в своей практике со сваркой двутавровых балок? Расскажите об этом в комментариях к нашей статье. Желаем удачи в работе!
svarkaed.ru
» Сварная балка

В последнее время все чаще в строительстве при монтаже металлоконструкций вместо горячекатаного двутавра применяется сварная двутавровая балка.
Сварная двутавровая балка по всем параметрам не уступает катаным аналогам, а по некоторым пунктам и превосходит ее.
Преимущества сварного двутавра:
- возможность уменьшить вес металлоконструкций до 10%
- отсутствие отходов за счет изготовления балки сразу требуемой длины. Как итог — экономия до 15% от стоимости катаной балки
- широкая свобода выбора балок переменного сечения
- уменьшение стоимости на 4-5% за счет использования разных марок стали
- возможность увеличить свободный пролет здания
- возможность изготовить балки таких размеров, который не катаются на металлургических заводах (максимальная высота гарячекатаных балок — 600 мм, балка двутавровая сварная может быть изготовлена высотой до 2000 мм)
Так же довольно часто конструктора, проектирующие металлоконструкции, не задумываются по поводу наличия на рынке закладываемого ими в проект профиля. Зачастую в чертежах встречаются балки больших профилей по ГОСТ 26020-83, который нашими металлургическими заводами уже давно не изготавливаются. В этом случае приходится либо полностью переделывать проект, либо использовать вместо ГОСТовской как раз сварной вариант.
Кроме этого бывают ситтуации, когда металлургические комбинаты по той или иной причине просто не катают некоторые позиции. Например балка 40К3, балка 40К4 и балка 40К5 уже давно не произовдилась на ОАО «НТМК», в связи с чем возник огромный диффицит указанных балок. В этом случае у заказчика так же имеется только один выход — купить сварную балку.
Производство сварной балки
Чем сварной двутавр отличается от горячекатаного:
- Главным отличием является технология производства.
- Горячекатаная балка производится на металлургических заводах (основной производитель горячекатаной балки ОАО <НТМК>, изготавливающий двутавры по
собственным техническим условиям СТО АСЧМ 20-93) методом горячей прокатки.
Производство сварного аналога имеет следующую технологическую цепочку:
- раскрой листового проката на требуемые полосы
- стыковка полос
- сборка балки на сборочном стане
- автоматическая сварка швов
- исправление возможных геометрических дефектов (грибовидность, саблевидность) на специальных правильных вальцах
- торцевание балки под требуемые размеры
- УЗК (ультразвуковой контроль) сварных швов.
Расчет сварной балки
Наша компания считает балку, сваренную из листов, перспективным типом продукции. Для упрощения выбора подходящей балки нами был разработан калькулятор расчета балки, с помощью которого можно или подобрать сварной аналог катаной балке, или подобрать свое индивидуальное сечение исходя из основных геометрических характеристик балки:
- момент инерции
- момент сопротивления
- статический момент
- площадь сечения
Расчет можно произвести как на сайте нашей компании, так и скачать калькулятор к себе на компьютер и пользоваться им совершенно бесплатно.
Будем рады изготовить для вас сварные двутавры.
Основные размеры и геометрические характеристики сварных двутавров приведены в таблицах:
| Сварной двутавр «Б» — нормальная, по СТО АСЧМ
| ||||||||||
| Двутавры | Высота балки mm h | Высота стенки mm | Толщина стенки mm S | Ширина балки mm b | Толщина полки mm t | Момент инерции ix. cm4 | Момент сопротивления Wx. cm3 | Статический момент Sx,cm3 | Площадь сечения A. cm2 | Вес кг/м |
| Балка 30Б1 | 298 | 278 | 4 | 149 | 10 | 6895,5 | 462,8 | 253,2 | 40,9 | 32,1 |
| Балка 30Б2 | 300 | 280 | 6 | 150 | 10 | 7405,1 | 493,7 | 276,3 | 46,8 | 36,7 |
| Балка 35Б1 | 346 | 326 | 6 | 174 | 10 | 11554,3 | 667,9 | 372 | 54,4 | 42,7 |
| Балка 35Б2 | 350 | 326 | 6 | 175 | 12 | 13727,9 | 784,5 | 434,6 | 61,6 | 48,3 |
| Балка 40Б1 | 396 | 372 | 4 | 215 | 12 | 20737,8 | 1047,4 | 564,6 | 66,5 | 52,2 |
| Балка 40Б2 | 400 | 372 | 6 | 208 | 14 | 24267,8 | 1213,4 | 665,8 | 80,6 | 63,2 |
| Балка 45Б1 | 446 | 418 | 6 | 197 | 14 | 29387,2 | 1317,8 | 726,8 | 80,2 | 63 |
| Балка 45Б2 | 450 | 418 | 6 | 205 | 16 | 34542,1 | 1535,2 | 842,8 | 90,7 | 71,2 |
| Балка 50Б1 | 492 | 464 | 6 | 207 | 14 | 38102,2 | 1548,9 | 854,1 | 85,8 | 67,4 |
| Балка 50Б2 | 496 | 464 | 6 | 208 | 16 | 43333,4 | 1747,3 | 960,2 | 94,4 | 74,1 |
| Балка 50Б3 | 500 | 464 | 6 | 214 | 18 | 49740,5 | 1989,6 | 1089,8 | 104,9 | 82,3 |
| Балка 55Б1 | 543 | 511 | 6 | 230 | 16 | 57773,8 | 2127,9 | 1165,5 | 104,3 | 81,8 |
| Балка 55Б2 | 547 | 515 | 8 | 244 | 16 | 64144,8 | 2345,3 | 1301,7 | 119,3 | 93,6 |
| Балка 60Б1 | 596 | 564 | 8 | 218 | 16 | 70628,6 | 2370,1 | 1329,6 | 114,9 | 90,2 |
| Балка 60Б2 | 600 | 564 | 8 | 224 | 18 | 80247,2 | 2674,9 | 1491,4 | 125,8 | 98,7 |
| Балка 70Б0 | 693 | 657 | 8 | 244 | 18 | 118961,5 | 3433,2 | 1913,9 | 140,4 | 110,2 |
| Балка 70Б1 | 691 | 655 | 8 | 276 | 18 | 131241,7 | 3798,6 | 2100,8 | 151,8 | 119,1 |
| Балка 70Б2 | 697 | 657 | 10 | 274 | 20 | 149214,9 | 4281,6 | 2394,5 | 175,3 | 137,6 |
| Балка 80Б1 | 791 | 751 | 10 | 287 | 20 | 205901,6 | 5206,1 | 2917,8 | 189,9 | 149,1 |
| Балка 80Б2 | 798 | 748 | 10 | 274 | 25 | 239529,4 | 6003,2 | 3346,9 | 211,8 | 166,3 |
| Балка 90Б1 | 893 | 843 | 10 | 284 | 25 | 317388,6 | 7108,4 | 3969,7 | 226,3 | 177,6 |
| Балка 90Б2 | 900 | 850 | 12 | 311 | 25 | 359049,2 | 7978,9 | 4485,3 | 257,5 | 202,1 |
| Балка 100Б1 | 990 | 940 | 12 | 325 | 25 | 461368,6 | 9320,6 | 5245,7 | 275,3 | 216,1 |
| Балка 100Б2 | 998 | 938 | 12 | 321 | 30 | 533706,4 | 10695,5 | 5980,7 | 305,2 | 239,6 |
| Балка 100Б3 | 1006 | 934 | 12 | 311 | 36 | 608193,9 | 12091,3 | 6738,6 | 336 | 263,8 |
| Балка 100Б4 | 1013 | 941 | 12 | 365 | 36 | 710449,3 | 14026,6 | 7747,1 | 375,7 | 294,9 |
| Сварной двутавр «Ш» — широкополочная, по СТО АСЧМ
| ||||||||||
| Двутавры | Высота балки mm h | Высота стенки mm | Толщина стенки mm S | Ширина балки mm b | Толщина полки mm t | Момент инерции ix. cm4 | Момент сопротивления Wx. cm3 | Статический момент Sx,cm3 | Площадь сечения A. cm2 | Вес кг/м |
| Балка 30Ш1 | 294 | 262 | 6 | 170 | 16 | 11409,9 | 776,2 | 429,6 | 70,1 | 55 |
| Балка 30Ш2 | 300 | 264 | 6 | 189 | 18 | 14447 | 963,1 | 532 | 83,9 | 65,8 |
| Балка 35Ш1 | 334 | 302 | 6 | 200 | 16 | 17557 | 1051,3 | 577,2 | 82,1 | 64,5 |
| Балка 35Ш2 | 340 | 304 | 6 | 220 | 18 | 21934,2 | 1290,2 | 706,9 | 97,4 | 76,5 |
| Балка 40Ш1 | 383 | 355 | 6 | 305 | 14 | 31307,3 | 1634,8 | 882,3 | 106,7 | 83,8 |
| Балка 40Ш2 | 390 | 354 | 6 | 300 | 18 | 39581,8 | 2029,8 | 1098,4 | 129,2 | 101,5 |
| Балка 45Ш1 | 440 | 404 | 6 | 340 | 18 | 57790,7 | 2626,8 | 1413,7 | 146,6 | 115,1 |
| Балка 50Ш1 | 482 | 446 | 6 | 300 | 18 | 62565,7 | 2596,1 | 1402 | 134,8 | 105,8 |
| Балка 50Ш2 | 487 | 447 | 8 | 315 | 20 | 74652,3 | 3065,8 | 1670,9 | 161,8 | 127 |
| Балка 50Ш3 | 493 | 443 | 10 | 300 | 25 | 89378,9 | 3625,9 | 2000,3 | 194,3 | 152,5 |
| Балка 50Ш4 | 499 | 449 | 10 | 323 | 25 | 98256,2 | 3938,1 | 2165,8 | 206,4 | 162 |
| Балка 60Ш1 | 582 | 542 | 8 | 301 | 20 | 105683,7 | 3631,7 | 1985,4 | 163,8 | 128,6 |
| Балка 60Ш2 | 589 | 539 | 10 | 300 | 25 | 132335,2 | 4493,6 | 2478,2 | 203,9 | 160,1 |
| Балка 60Ш3 | 597 | 537 | 10 | 300 | 30 | 157574,6 | 5278,9 | 2912 | 233,7 | 183,5 |
| Балка 60Ш4 | 605 | 537 | 12 | 300 | 34 | 181766,3 | 6008,8 | 3344,7 | 268,4 | 210,7 |
| Балка 70Ш1 | 692 | 642 | 10 | 276 | 25 | 175537,5 | 5073,3 | 2816,4 | 202,2 | 158,7 |
| Балка 70Ш2 | 698 | 648 | 10 | 322 | 25 | 204978,7 | 5873,3 | 3233,7 | 225,8 | 177,3 |
| Балка 70Ш3 | 707 | 647 | 10 | 330 | 30 | 249442,9 | 7056,4 | 3874,4 | 262,7 | 206,2 |
| Балка 70Ш4 | 715 | 643 | 12 | 312 | 36 | 285505,4 | 7986,2 | 4433,4 | 301,8 | 236,9 |
| Балка 70Ш5 | 725 | 645 | 14 | 320 | 40 | 331609,9 | 9147,9 | 5112 | 346,3 | 271,8 |
| Балка 80Ш1 | 782 | 742 | 8 | 324 | 20 | 215363,2 | 5508 | 3019,4 | 189 | 148,3 |
| Балка 80Ш2 | 792 | 742 | 10 | 309 | 25 | 261269,8 | 6597,7 | 3650,7 | 228,7 | 179,5 |
| Балка 90Ш1 | 881 | 831 | 10 | 299 | 25 | 321681,4 | 7302,6 | 4062,5 | 232,6 | 182,6 |
| Балка 90Ш2 | 890 | 840 | 10 | 331 | 25 | 358970,1 | 8066,7 | 4460,9 | 249,5 | 195,9 |
| 100Ш1 | 990 | 940 | 10 | 343 | 25 | 468478,1 | 9464,2 | 5241,9 | 265,5 | 208,4 |
| 100Ш2 | 998 | 938 | 10 | 337 | 30 | 542440,1 | 10870,5 | 5993 | 296 | 232,4 |
| 100Ш3 | 1006 | 934 | 12 | 311 | 36 | 608193,9 | 12091,3 | 6738,6 | 336 | 263,8 |
| 100Ш4 | 1013 | 941 | 12 | 350 | 36 | 684677 | 13517,8 | 7483,3 | 364,9 | 286,5 |
| Сварной двутавр «К» — колонная, по СТО АСЧМ
| ||||||||||
| Двутавры | Высота балки mm h | Высота стенки mm | Толщина стенки mm S | Ширина балки mm b | Толщина полки mm t | Момент инерции ix. cm4 | Момент сопротивления Wx. cm3 | Статический момент Sx,cm3 | Площадь сечения A. cm2 | Вес кг/м |
| 20 К1 | 196 | 172 | 4 | 199 | 12 | 4212 | 429,8 | 234,5 | 54,6 | 42,9 |
| 20 К2 | 200 | 172 | 6 | 200 | 14 | 5097,9 | 509,8 | 282,6 | 66,3 | 52,1 |
| 25К1 | 246 | 218 | 6 | 249 | 14 | 9899,5 | 804,8 | 440 | 82,8 | 65 |
| 25К2 | 250 | 218 | 6 | 250 | 16 | 11469,2 | 917,5 | 503,6 | 93,1 | 73,1 |
| 25К3 | 253 | 217 | 6 | 251 | 18 | 12986,2 | 1026,6 | 566,2 | 103,4 | 81,2 |
| 30К1 | 298 | 266 | 6 | 299 | 16 | 19963,2 | 1339,8 | 727,6 | 111,6 | 87,6 |
| 30К2 | 300 | 268 | 8 | 300 | 16 | 20640,7 | 1376 | 753,4 | 117,4 | 92,2 |
| 30К3 | 300 | 264 | 6 | 305 | 18 | 22749,3 | 1516,6 | 826,4 | 125,6 | 98,6 |
| 30К4 | 304 | 268 | 10 | 301 | 18 | 23762,6 | 1563,3 | 864,6 | 135,2 | 106,1 |
| 35К1 | 342 | 306 | 6 | 348 | 18 | 34311,1 | 2006,5 | 1085 | 143,6 | 112,8 |
| 35К2 | 350 | 310 | 10 | 350 | 20 | 40597,6 | 2319,9 | 1275,1 | 171 | 134,2 |
| Балка 40К1 | 394 | 354 | 8 | 398 | 20 | 58628,1 | 2976 | 1613,8 | 187,5 | 147,2 |
| Балка 40К2 | 400 | 350 | 10 | 400 | 25 | 73885,4 | 3694,3 | 2028,1 | 235 | 184,5 |
| Балка 40К3 | 406 | 356 | 16 | 403 | 25 | 79140,6 | 3898,6 | 2172,8 | 258,5 | 202,9 |
| Балка 40К4 | 414 | 354 | 12 | 405 | 30 | 94015,7 | 4541,8 | 2520,8 | 285,5 | 224,1 |
| Балка 40К5 | 429 | 349 | 14 | 400 | 40 | 126016,1 | 5874,9 | 3325,2 | 368,9 | 289,6 |
|
Сварной двутавр по размерам ГОСТ 26020-83 | ||||||||||
| Сварной двутавр «Б» — нормальная | ||||||||||
| Двутавры | Высота балки mm h | Высота стенки mm | Толщина стенки mm S | Ширина балки mm b | Толщина полки mm t | Момент инерции ix. cm4 | Момент сопротивления Wx. cm3 | Статический момент Sx,cm3 | Площадь сечения A. cm2 | Вес кг/м |
| 30Б1 | 296 | 276 | 5 | 141 | 10 | 6642,642 | 448,8272 | 249,24 | 42 | 33,30 |
| 30Б2 | 299 | 279 | 6 | 150 | 10 | 7349,957 | 491,6359 | 275,1308 | 46,74 | 37,06 |
| 35Б1 | 346 | 326 | 6 | 155 | 10 | 10481,74 | 605,8809 | 340,107 | 50,56 | 40,09 |
| 35Б2 | 349 | 325 | 6 | 150 | 12 | 11937,62 | 684,1041 | 382,5188 | 55,5 | 44,00 |
| 40Б1 | 392 | 372 | 8 | 170 | 10 | 15835,46 | 807,9318 | 463,084 | 63,76 | 50,55 |
| 40Б2 | 396 | 372 | 8 | 175 | 12 | 18914,8 | 955,2931 | 541,584 | 71,76 | 56,89 |
| 45Б1 | 443 | 419 | 8 | 180 | 12 | 24966,19 | 1127,142 | 641,041 | 76,72 | 60,83 |
| 45Б2 | 447 | 419 | 8 | 185 | 14 | 29183,83 | 1305,764 | 736,296 | 85,32 | 67,65 |
| 50Б1 | 492 | 468 | 10 | 210 | 12 | 37572,34 | 1527,331 | 878,58 | 97,2 | 77,07 |
| 50Б2 | 496 | 468 | 10 | 210 | 14 | 42693,56 | 1721,515 | 982,32 | 105,6 | 83,72 |
| 55Б1 | 543 | 515 | 10 | 230 | 14 | 56436,97 | 2078,71 | 1183,221 | 115,9 | 91,89 |
| 55Б2 | 547 | 515 | 10 | 230 | 16 | 63263,4 | 2313,104 | 1308,571 | 125,1 | 99,19 |
| 60Б1 | 593 | 561 | 12 | 230 | 16 | 78914,78 | 2661,544 | 1533,762 | 140,92 | 111,73 |
| 60Б2 | 597 | 561 | 12 | 235 | 18 | 88559,32 | 2966,811 | 1696,667 | 151,92 | 120,45 |
| Балка 70Б1 | 691 | 659 | 12 | 275 | 16 | 128856,6 | 3729,569 | 2136,422 | 167,08 | 132,47 |
| Балка 70Б2 | 697 | 657 | 14 | 250 | 20 | 147668,1 | 4237,25 | 2447,886 | 191,98 | 152,21 |
| Балка 80Б1 | 791 | 755 | 14 | 280 | 18 | 200787 | 5076,789 | 2945,504 | 206,5 | 163,72 |
| Балка 80Б2 | 798 | 754 | 14 | 280 | 22 | 235480,7 | 5901,771 | 3384,983 | 228,76 | 181,37 |
| Балка 90Б1 | 893 | 857 | 16 | 320 | 18 | 304423 | 6817,985 | 3988,898 | 252,32 | 200,05 |
| Балка 90Б2 | 900 | 852 | 16 | 300 | 24 | 358718,1 | 7971,512 | 4605,408 | 280,32 | 222,25 |
| Балка 100Б1 | 990 | 946 | 16 | 330 | 22 | 453018,5 | 9151,888 | 5303,672 | 296,56 | 235,13 |
| Балка 100Б2 | 998 | 948 | 18 | 330 | 25 | 518321,4 | 10387,2 | 6035,709 | 335,64 | 266,11 |
| Балка 100Б3 | 1006 | 946 | 18 | 330 | 30 | 598513,7 | 11898,88 | 6844,761 | 368,28 | 291,99 |
| Балка 100Б4 | 1013 | 945 | 20 | 320 | 34 | 662043,3 | 13070,94 | 7558,323 | 406,6 | 322,37 |
|
Сварной двутавр «Ш» — широкополочная, по ГОСТ 26020-83
| ||||||||||
| Двутавры | Высота балки mm h | Высота стенки mm | Толщина стенки mm S | Ширина балки mm b | Толщина полки mm t | Момент инерции ix. cm4 | Момент сопротивления Wx. cm3 | Статический момент Sx,cm3 | Площадь сечения A. cm2 | Вес кг/м |
| Балка 40Ш1 | 388 | 360 | 10 | 310 | 14 | 34241,09 | 1765,005 | 973,58 | 122,8 | 97,36 |
| Балка 40Ш2 | 392 | 360 | 12 | 310 | 16 | 39726,85 | 2026,88 | 1126,88 | 142,4 | 112,90 |
| Балка 40Ш3 | 396 | 360 | 14 | 310 | 18 | 45307,84 | 2288,275 | 1281,42 | 162 | 128,44 |
| Балка 50Ш1 | 484 | 452 | 12 | 300 | 16 | 61800,3 | 2553,731 | 1429,656 | 150,24 | 119,12 |
| Балка 50Ш2 | 489 | 453 | 16 | 300 | 18 | 72291,69 | 2956,715 | 1682,118 | 180,48 | 143,09 |
| Балка 50Ш3 | 495 | 451 | 16 | 300 | 22 | 86061,75 | 3477,242 | 1967,702 | 204,16 | 161,87 |
| Балка 50Ш4 | 501 | 453 | 18 | 310 | 24 | 98584,74 | 3935,519 | 2236,16 | 230,34 | 182,63 |
| Балка 60Ш1 | 580 | 544 | 12 | 320 | 18 | 107062 | 3691,793 | 2062,464 | 180,48 | 143,09 |
| Балка 60Ш2 | 587 | 543 | 16 | 320 | 22 | 133714,3 | 4555,852 | 2578,498 | 227,68 | 180,52 |
| Балка 60Ш3 | 595 | 545 | 18 | 330 | 25 | 158303 | 5321,111 | 3019,556 | 263,1 | 208,60 |
| Балка 60Ш4 | 603 | 543 | 20 | 320 | 30 | 184281,8 | 6112,164 | 3487,523 | 300,6 | 238,33 |
| Балка 70Ш1 | 683 | 643 | 14 | 320 | 20 | 171677,6 | 5027,164 | 2845,136 | 218,02 | 172,86 |
| Балка 70Ш2 | 691 | 643 | 16 | 320 | 24 | 206283,7 | 5970,586 | 3388,178 | 256,48 | 203,35 |
| Балка 70Ш3 | 700 | 644 | 18 | 330 | 28 | 248695,3 | 7105,58 | 4037,796 | 300,72 | 238,43 |
| Балка 70Ш4 | 708 | 644 | 22 | 325 | 32 | 286594 | 8095,876 | 4655,724 | 349,68 | 277,24 |
| Балка 70Ш5 | 718 | 642 | 32 | 320 | 38 | 351701,7 | 9796,704 | 5783,056 | 448,64 | 355,70 |
| Сварной двутавр «К» — колонная, по ГОСТ 26020-83
| ||||||||||
| Двутавры | Высота балки mm h | Высота стенки mm | Толщина стенки mm S | Ширина балки mm b | Толщина полки mm t | Момент инерции ix. cm4 | Момент сопротивления Wx. cm3 | Статический момент Sx,cm3 | Площадь сечения A. cm2 | Вес кг/м |
| Балка 40К1 | 393 | 357 | 12 | 390 | 18 | 53909,3 | 2743,476 | 1507,424 | 183,24 | 145,28 |
| Балка 40К2 | 400 | 360 | 14 | 405 | 20 | 63925,2 | 3196,26 | 1765,8 | 212,4 | 168,40 |
| Балка 40К3 | 409 | 359 | 16 | 400 | 25 | 79897,1 | 3906,949 | 2177,762 | 257,44 | 204,11 |
| Балка 40К4 | 419 | 359 | 20 | 400 | 30 | 98503,98 | 4701,861 | 2656,203 | 311,8 | 247,21 |
| Балка 40К5 | 431 | 359 | 24 | 400 | 36 | 121591,7 | 5642,304 | 3230,643 | 374,16 | 296,65 |
Мы ценим наших постоянных клиентов и всегда рады новым!
Сотрудники «Мартен Трэйдинг» используют в своей работе исключительно индивидуальный подход к клиентам, а качественная продукция и низкая стоимость позволяют сделать ваше сотрудничество с нашей компанией, по настоящему, выгодным. Оперативная доставка возможна в любой регион России.
Телефон для контактов: +7 (495) 374-84-70 // E-mail: [email protected]
martensteel.ru
|
Балки  С появлением сварных балок, компоновка которых отлична друг от друга, архитектура зданий стала гораздо разнообразнее. Стало возможным оснащать сооружения широкими пролетами и длинными выносными конструкциями. К тому же за счет уменьшения веса несущей конструкции удалось значительно сократить расходы.
С появлением сварных балок, компоновка которых отлична друг от друга, архитектура зданий стала гораздо разнообразнее. Стало возможным оснащать сооружения широкими пролетами и длинными выносными конструкциями. К тому же за счет уменьшения веса несущей конструкции удалось значительно сократить расходы.
Сварная балка имеет две основные составляющие — полку и стенку. Балки с различной компоновкой имеют разную толщину, параллельные или под уклоном грани полок. Для их изготовления используется широкий набор материалов. Балки каждой компоновки обладают собственными техническими характеристиками и конкретное назначение. Двутавровые балкиБалки двутавровые  Двутавровая сварная балка — это конструкция, изготовленная листовой стали, которая по своим размерам и форме напоминает горячекатаную балку. Механические параметры данного изделия регламентируются ГОСТом 23118-99, а предельные отклонения по поперечному сечению и форме согласованы с ГОСТом 26020-83. Стандарты не исключают возможности изготовления двутавровой сварной балки на заказ по специальным чертежам.
Двутавровая сварная балка — это конструкция, изготовленная листовой стали, которая по своим размерам и форме напоминает горячекатаную балку. Механические параметры данного изделия регламентируются ГОСТом 23118-99, а предельные отклонения по поперечному сечению и форме согласованы с ГОСТом 26020-83. Стандарты не исключают возможности изготовления двутавровой сварной балки на заказ по специальным чертежам.
Типы двутавровых балокДвутавровые балки, в зависимости от исполнения, подразделяются на типы:
Изготовление сварной балки производится на линии автоматической сварки — современном оборудовании высокой мощности. Технологический процесс предусматривает применение флюсов и конечное устранение «грибовидности». Конечный продукт — геометрически точная цельно проваренная балка с привлекательным внешним видом. Невысокая металлоемкость сварных балокАнкерные тяги  Большим преимуществом двутавровой балки является ее относительно невысокая металлоемкость. С помощью этого конструкционного элемента можно возводить объекты с максимальной надежностью, экономя при этом значительные средства. Наиболее часто данная металлоконструкция применяется в жилищном строительстве. Находит применение это изделие и при сооружении каркасов сельскохозяйственных и промышленных объектов.
Большим преимуществом двутавровой балки является ее относительно невысокая металлоемкость. С помощью этого конструкционного элемента можно возводить объекты с максимальной надежностью, экономя при этом значительные средства. Наиболее часто данная металлоконструкция применяется в жилищном строительстве. Находит применение это изделие и при сооружении каркасов сельскохозяйственных и промышленных объектов.
Длинные сварные двутавровые балки прекрасно подходят для:
Применение анкерных тяг  Если нагрузки на конструкцию не чрезмерные, то можно добиться использования минимального количества металла на единицу площади. Конечно, в сооружениях, требующих высокой технологической точности применяется исключительно сертифицированный металлопрокат.
Если нагрузки на конструкцию не чрезмерные, то можно добиться использования минимального количества металла на единицу площади. Конечно, в сооружениях, требующих высокой технологической точности применяется исключительно сертифицированный металлопрокат.
Преимущества сварных балокИспользование сварных балок в строительстве дает ряд существенных преимуществ:
Технический прогресс не стоит на месте. Появляются все новые и новые материалы — в том числе и для изготовления металлоконструкций, применяемых в строительстве. Создаются инновационные технологии, снижается масса изделий при неизменной прочности. Сварная балка, которая изготавливается сегодня, удовлетворяет всем предъявляемым требованиям — она экономична, прочна и рациональна. |
 с уклоном граней полок;
с уклоном граней полок; Отсутствие обрезков и прочих отходов (балка изготавливается заранее заданной длины).
Отсутствие обрезков и прочих отходов (балка изготавливается заранее заданной длины).www.iolitm.ru
Производство сварных двутавровых балок по ГОСТ.
Современное строительство немыслимо без высокопрочных металлоконструкций. Они возводятся в качестве каркасов для множества зданий и различных сооружений транспортного, сельскохозяйственного и промышленного назначения. От элементов, из которых создаются конструкции, требуется высокая прочность в сочетании с малым весом. Эти требования отлично сочетаются в сварных двутавровых балках, которые показывают высокую экономическую эффективность.
Используются для каркасов зданий, перекрытий, эстакад различного назначения, опор и элементов мостов.
Поперечное сечение двутавра похоже на букву Н с длинной внутренней чертой. Такая форма с точки зрения сопротивления материалов наиболее эффективна. Балка полностью использует свои прочностные свойства при поперечном изгибающем усилии. Несколько хуже она работает на сжатие.
Производство сварных двутавров
Обычные двутавры изготавливаются прокаткой. Этот способ производства хорош тем, что позволяет выполнить огромные партии продукции за короткое время. Однако он имеет ряд минусов, главными из которых являются дороговизна оборудования и сложность его переналадки. Недостатком считается и низкое качество поверхности, получаемое после прокатки. Оно устраняется обработкой песком или дробью. Прокаткой изготавливаются только стандартные изделия, пользующиеся стабильным спросом.
Процесс производства сварных двутавровых балок во многом противоположен прокатке. В отличие от неё, сырьем изначально выступает качественное изделие — стальной лист, который подвергается минимальным изменениям. Его нарезают на полосы, а из них формируется Н-образное сечение. Затем стыки свариваются. Сваривание выполняется автоматическим оборудованием, и, зачастую, под флюсом. Это обеспечивает высокое качество шва, которое может дополнительно контролироваться ультразвуком.
Удобство сварных балок в том, что для их производства требуется сравнительно простое оборудование. Резка металла выполняется газопламенной горелкой. Обработка кромок выполняется на специализированном кромкорезном станке. Полосы размещаются на сборочном стане, где они фиксируются зажимами. При необходимости кривизну балок исправляют с помощью правильного стана, где обработка ведется рядом роликов. Несмотря на кажущееся большое количество оборудования, его общая цена гораздо меньше, чем у прокатного стана. Переналадка также намного проще, что позволяет производить разнообразную продукцию.
Материалом для сварочного производства двутавровых балок выступают горячекатаные листы из конструкционной стали, которая не имеет вообще легирующих элементов или имеет небольшое их количество. Важным параметром, по которому происходит выбор материала, является свариваемость. Этот показатель важен не только для производства балок, но и их дальнейшего применения — множество металлоконструкций производится сваркой.
Классификация и стандартизация сварных двутавров
В отличие от горячекатаных, сварные двутавровые балки не стандартизированы. Тем не менее, их производство во многом опирается на ГОСТ 26020-83. Ряд двутавров выполняется по размерам, указанным в этом нормативном документе. Помимо балок стандартной формы, возможно производство изделий переменного сечения и балок с вырезами и отверстиями. Выпускаются перфорированные двутавровые балки, у которых внутренняя перегородка имеет ряд отверстий. Одним из достоинств таких балок является возможность проведения через них труб и проводов. Из всех двутавров выделяются бистальные балки, которые изготавливаются из двух и более марок стали. Плюсом таких изделий является то, что для наиболее нагруженных частей балки используется высокопрочная сталь, а участки с меньшей нагрузкой выполняются из более мягкой и дешевой стали. Такой подход позволяет снизить вес балки и более рационально использовать дорогую высокопрочную сталь.
Применение сварных двутавров
Данные балки широко применяются во многих конструкциях из металла, в том числе несущих. Они используются для каркасов зданий, перекрытий, эстакад различного назначения, опор и элементов мостов. Сварные двутавры зачастую требуются не только в процессе строительства, но и при восстановлении и реконструкции зданий. В основном балки используются для ремонта зданий с большим внутренним объемом.
Широкое использование сварных балок имеет четкое обоснование. Главным достоинством балки является её высокая прочность при сравнительно небольшом весе. Для достижения аналогичной прочности требуется гораздо больше бетона. Армирование бетона частично позволяет решить эту проблему.
Несмотря на все достоинства сварных балок, их прочность все же ниже, чем у горячекатаных, особенно изделий из специальных серий. Поэтому сварные двутавры применяются ограниченно. Их редко используют в ответственных конструкциях и при высокой нагрузке. Также двутавры, произведенные сваркой, не применяются в зданиях, испытывающих ударные нагрузки, таких, как кузнечнопрессовые цеха.
Использование сварных двутавров как в строительных работах, так и при реконструкции, дает возможность снизить вес строения на 30—35%. Также возможно увеличение ширины пролета и расстояния между колонами. Это повышает рентабельность проектов и вносит разнообразие в архитектурное оформление зданий и сооружений.
samara-metall.ru
Отличие сварной балки от гарячекатанной?
Двутавровые балки – элемент несущей конструкции в сечении напоминает букву “H”, является наиболее выгодным типом сечения балок, так как в нём распределение нагрузки от изгиба лучше всего соответствует распределению материала. В не длинных конструкциях (15 – 20 м) специалисты рекомендуют применять сплошные балки. широко применяю в строительстве и обусловлено такими свойствами, как простота конструкции и прочность при работе с большими нагрузками. Двутавровая балка в несущей конструкции работает главным образом на изгиб. Чем больше нагрузка, тем больше и длина балочного пролёта. В строительстве двутавровые балки применяются чаще всего как элемент междуэтажных перекрытий, колонн, мостов и эстакад.
Различия сварной и гарячекатанной двутавровой балки
- Максимальная высота горячекатаной балки 600 мм, сварная балка 2 – 4м (на нашем оборудование до 1,5м).
- Горячекатаная двутавровая балка, имеет строгое соотношение геометрических размеров полки и стенки, как по толщинам, так и по ширине полок и высоте стенок. Эти типоразмеры прописаны в ГОСТе. Нестандартная горячекатаная балка отличная от типоразмеров указанных ГОСТе не выпускается. Сварная балка выпускается любого типоразмера. Что позволяет уменьшать расход металла при изготовлении металлоконструкции без снижения прочностных характеристик. Наше оборудование позволяет производить комбинации размеров балок из диапазона полки 200мм – 800мм толщиной 6мм – 40мм и стенки 250мм – 1500мм толщина 6мм – 32мм.
- Горячекатанная балка двутавровая, выполняется монолитной, при производстве сварного двутавра, есть возможность применения в сечении сварной балки разных типов сталей для полок и стенок, такие балки называются бистальные балки.
- Минимизация отходов металла при сварке двутавровой балки за счет изготовления балки требуемой длины. Катаная балка имеет стандартную длину.
Классифицируются сварной балки:
От внешней формы и расположения граней полок до особенностей производства и способов применения.
Основные два типа двутавровых балок:
- Горячекатанная двутавровая балка
- Сварная двутавровая балка
Горячекатаная балка соответствует типоразмерам заданным по ГОСТ 26020-83 или по СТО АСЧМ 20-93.
Горячекатанная балка изготавливливается из стальной заготовки методом горячей прокатки
Сварная двутавровая балка может изготавливаться под требования заказчика, что обеспечит невероятную гибкость в проектировании и изготовлении металлокаркасов, которые по своим несущим и механическим свойствам, не будут уступать конструкциям из горячекатаных балкок.
Сварная балка представляет собой сварную конструкцию из стальных листов
Расчетные механические свойства сварной балки не хуже, чем у соответствующего размера горячекатаной. Предельные отклонения по размерам и форме поперечного сечения соответствуют СТО АСЧМ 20-93 или ГОСТ 26020-83.
Сварная двутавровая балка является хорошей альтернативой горячекатаной балки и имеет значительные преимущества использования сварной балки
xn—-7sbabec1clej3cj.xn--p1ai