Сварное соединение на чертеже – Обозначение сварных соединений и сварных швов на чертежах.
alexxlab | 09.05.2019 | 0 | Вопросы и ответы
обозначение на чертеже, формула расчета
Какая сварка называется стыковой? Ответ на этот вопрос заложен в самом словосочетании стык, шов и сварка. Стыковое сварное соединение – это наиболее распространенный способ сварки двух металлических деталей, элементов или конструкций, которые примыкают друг к другу торцевыми поверхностями. Сварочный шов может быть как односторонним, так и двусторонним, на остающейся подкладке и без нее, с замковым швом и т. д. Вариантов сварки встык много и каждый из них используется в том или ином производственном процессе.
Торцы деталей необходимо специально подготовить для выполнения качественных сварочных работ. Вид обработки кромок зависит от толщины металла, применяемого оборудования, особенностей технологического процесса и других факторов. Выполняются стыковые сварные соединения по ГОСТ 5264-80, который и регламентирует все особенности технологии. Этот документ предусматривает 32 типа таких соединений, обозначающихся буквой C с цифровым кодом. Например, C2 – это односторонний стыковочный шов без какого-либо скоса поверхностей кромок.

Начало сварки стыкового шва
Область применения
Этот вид сварных соединений используется повсеместно. Прокладка различных металлических трубопроводов невозможна без сварки отдельных труб встык. Кузовные части автомобилей, любой прокат, различные сложные изделия в машиностроительной отрасли объединяются в одно целое по этой технологии.
Преимущества и недостатки
Стыковые соединения сварных швов имеют следующий ряд преимуществ перед другими методами сборки металлических элементов в одну конструкцию.
- Эта технология сварки не критична к толщине свариваемых деталей. Толщина может колебаться от долей до сотен миллиметров. Данный критерий не зависит от способа сварки и определяется только возможностью соединения материала встык.
- На стыковой сварочный шов расходуется меньшее количество присадочных материалов и энергетических ресурсов, следовательно уменьшается стоимость соединения.
- В отличие от других видов соединения деталей сварка практически не увеличивает общий вес конструкции, шов получается ровным и герметичным, а также контроль качества соединительного сварного шва упрощается.
Но наряду с достоинствами, сварка встык имеет ряд недостатков. Она требует очень точной подгонки свариваемых деталей. Кромки обеих соединяемых элементов должны иметь равномерный зазор между собой по всей длине стыкового соединения. Многократно увеличивается сложность подгонки и сварки длинных стыков, размером в несколько метров. Но это ни в коем случае не умаляет всех преимуществ стыковых сварных соединений.
Особенности стыковой сварки
Главной особенностью сварки встык является то, что хотя бы одна из поверхностей обеих соединяемых деталей лежит в одной общей плоскости. То есть, даже если толщина свариваемых элементов различается, одна из общих поверхностей не должна иметь ступеньки в месте сварочного шва. В противном случае это будет уже не стыковое соединение, а тавровое. Другие нюансы сварки в стык определяются способом подготовки торцевых кромок и характеристиками сварочного шва. Например, стыковое сварное соединение C21 выполняется со скосом обеих кромок двусторонним сварочным швом.
Для усиления соединения встык могут быть использованы специальные несъемные прокладки, приваренные к соединяемым деталям на всем протяжении сварочного шва. При разных толщинах свариваемых элементов может быть использовано замковое соединение, которое также позволяет усилить шов. Все особенности сварки в стык определяются ГОСТом и другими нормативными документами. Ниже будут представлены нюансы каждого из стыкового сварочного соединения в соответствии с общей классификацией.
Типы и параметры соединений встык
Как уже было сказано выше, ГОСТ предусматривает 32 типа стыковых сварочных соединений. Виды сварных стыковых соединений представлены в нижеприведенной таблице, где дано описание каждого из них с маркировкой, диапазоном толщины соединяемых деталей, характеристикой сварного шва и формой сечения.
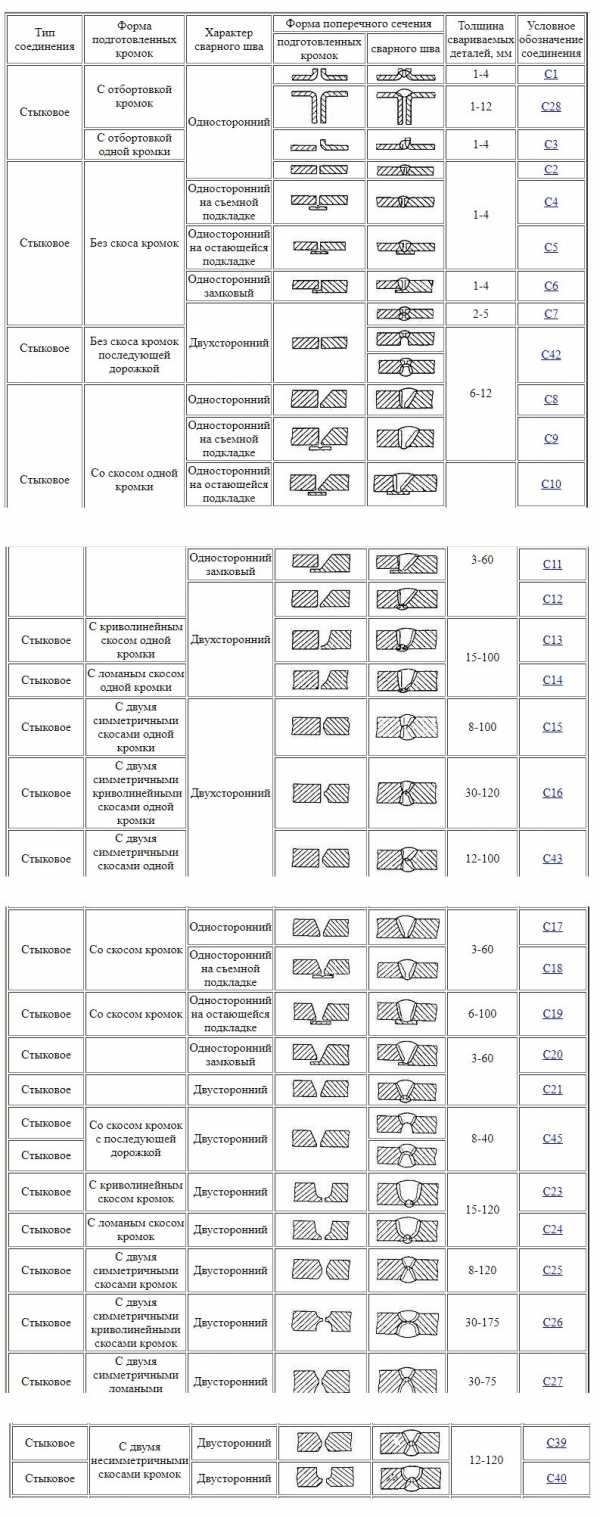
Таблица с видами стыковой сварки
«Примечание!
Сварной шов С17 является наиболее часто используемым вариантом соединения металлических элементов путем сварки встык.»
Обозначение на чертеже
Для обозначения сварных швов встык в технической документации используются специальные символы и надписи. По ГОСТу на них указывают выносные стрелки с надписями сверху и снизу. На ниже приведенном рисунке представлен пример такого обозначения.

Обозначение стыковой сварки на чертеже
- знак указывает на то, что подгонку и стыковку свариваемых деталей необходимо выполнять на месте монтажа;
- ГОСТ 5264-80 обозначает, что соединение следует производить электродуговой сваркой;
- С13 – эта маркировка говорит о том, что перед нами стык с криволинейным скосом по одной кромке и односторонним швом;
- знак показывает, что произведено снятие термического напряжения с обеих сторон;
- знаки Rz20 и до Rz80 определяют чистоту шлифовки лицевой и обратной стороны стыкового сварочного шва.
Расчет стыковых сварных соединений
Перед сварочными работы следует выполнить некоторые математические расчеты. Это необходимо для получения качественной сварки, способной выдержать те нагрузки, которые определены условиями эксплуатации соединенных элементов. Сварка в стык рассчитывается по следующей формуле:
Формула расчета
Где,
N – максимальная нагрузка на шов;
t – минимальная толщина деталей;
lw – длина сварочного шва максимальная;
Rwy – сопротивление по пределу прочности;
γс – табличный коэффициент.
Эта формула позволяет произвести расчет сварного стыкового соединения на центральное сжатие и процесс растяжения.
Контроль стыковых сварных соединений
От качества шва зависит прочность и долговечность стыковой сварки. Любой дефект может вызвать его постепенное или мгновенное разрушение. Существующие способы дефектоскопии сварочных швов позволяют на 100% исключить такие негативные последствия. Ниже приведен перечень основных методов контроля качества сварных швов, которые используются в настоящее время:
- визуальный осмотр позволяет определить видимые дефекты: трещины и раковины;
- рентгенография способна выявить внутренние дефекты: шлаковые включения и т. д.;
- магнитографический способ позволяет найти микротрещины, поры и другие дефекты;
- ультразвуковое исследование – это эффективный метод контроля качества швов.
Конечно, это далеко не полный перечень способов контроля качества сварки встык. В зависимости от результатов, которые необходимо получить, может быть использована цветная дефектоскопия, химический способ, вакуумный метод и многие другие.
Заключение
Следует отметить, что тип соединения встык, форму торцевых кромок, расположение сварочных швов подбирают исходя из физических и химических характеристик свариваемого металла, конструктивных особенностей соединяемых элементов и результата, который желательно получить в ходе выполнения работ.
svarkaipayka.ru
Обозначения и форма представления сварных швов на чертежах: виды обозначений, особенности представления
Надежность соединений обеспечивают сварочные швы, в отношении которых действуют соответствующие ГОСТы. В этих стандартах отражены обозначения подобных швов, о которых должен быть осведомлен каждый сварщик. Подобные знания ценны тем, что помогают ознакомиться и вникнуть в суть чертежей, быстро и качественно соединить изделия из металла. При этом у каждого чертежа имеется большое количество важных нюансов, к которым следует отнести обозначения разных швов, нумерацию сварных элементов и пр. И лишь имея представление о том, что означает каждый из этих элементов, можно понять, как без ошибок выполнить разработанный проект.
Основные обозначения
 Подготовленные для сварки изделия часто выполнены из материалов, которые отличаются не только толщиной, но и размерами и формой. Также соединяемые детали могут отличаться и своим расположением по отношению друг к другу. В чертежах могут быть предусмотрены различные обозначения сварочного шва, что определяется в первую очередь взаимным расположением сварных элементов конструкции. Действующие государственные стандарты определяют
Подготовленные для сварки изделия часто выполнены из материалов, которые отличаются не только толщиной, но и размерами и формой. Также соединяемые детали могут отличаться и своим расположением по отношению друг к другу. В чертежах могут быть предусмотрены различные обозначения сварочного шва, что определяется в первую очередь взаимным расположением сварных элементов конструкции. Действующие государственные стандарты определяют
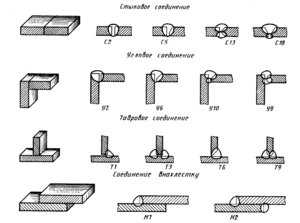
- «С» стыковочное;
- «С» торцевое;
- «У» угловое;
- «Н» нахлестное;
- «Т» тавровое.
Стыковочное
Часто на чертежах можно встретить обозначение стыкового сварочного шва, под которым понимается соединение изделий, находящихся в пределах одной поверхности или плоскости. Точками соприкосновения при соединении деталей методом сварки выступают смежные торцевые стороны.
Торцевое
Под торцевым подразумевается соединение элементов методом сварки по торцевым сторонам изделий, где боковые части расположены вместе. К подобному способу прибегают в тех ситуациях, когда необходимо соединить элементы из тонкого металла в целях предотвращения прожога. Очень важным моментом является то, что на чертежах помимо непосредственно обозначения того или иного сварочного шва обязательно должно присутствовать пояснение, раскрывающее суть того, какой именно тип сварочного шва имеется в виду. Такая дополнительная информация должна присутствовать в тех случаях, когда для обозначения сварочных швов используют идентичные буквы.
Нахлестное
При выполнении сварочных швов нахлестным методом обычно используется на чертежах заглавная буква «Н», которая служит пояснением к создаваемому шву. Особенностью таких соединений является то, что элементы находятся параллельно относительно друг друга, причем один из них должен частично перекрывать другой.
Тавровое
Если в чертежах предусмотрен тавровый сварной шов, то в качестве поясняющего символа используется буква «Т». Для этого соединения предусмотрено, что одно изделие сваривается торцевой частью с другим изделием в том же месте под некоторым углом, который может достигать 90 градусов.
Угловое
Заглавная буква «У» применяется для обозначения на чертежах углового сварного шва. Для подобных соединений характерно сваривание изделий под прямым, острым или тупым углом относительно друг друга.
Часто на чертежах для обозначения сварочного шва может применяться одна из двух пометок:
- видимый;
- невидимый.
Причем это правило действует в любом случае, невзирая на тип применяемого метода сварки.
Если на чертеже представлен видимый тип шва, то в качестве метки ему будет соответствовать сплошная линия. В случае использования невидимого типа подсказкой обычно выступает пунктирная линия. Для обозначения на чертежах одиночный сварной точки, относящейся к категории видимых пометок, используется математический знак «+». Что же касается невидимой точки, то для нее не предусмотрено никаких обозначений.
Особенности указания швов на чертеже
 В некоторых ситуациях чертеж может предусматривать швы, созданные в соответствии с одинаковыми стандартами. Тогда для таких проектов будут применяться и идентичные обозначения, причем подобная информация должна быть приведена в технических требованиях этого чертежа.
В некоторых ситуациях чертеж может предусматривать швы, созданные в соответствии с одинаковыми стандартами. Тогда для таких проектов будут применяться и идентичные обозначения, причем подобная информация должна быть приведена в технических требованиях этого чертежа.
Иногда в качестве поясняющей метки для швов, которые на чертежах соответствуют друг другу, может использоваться определенная цифра. Однако это правило действует лишь при условии, что между ними прослеживается абсолютная схожесть, а используемое изображение является односторонним, скажем, они представлены лишь с лицевой или обратной стороны. Допустимой является ситуация, когда у швов отсутствуют какие-либо обозначения. Для таких случаев чертеж обязательно должен предусматривать отметку, выполняемую в виде линии, которая представлена как выноска без палок.
Если на чертеже представлены симметричные изделия, то для обозначения сварочного шва использует линии-выноски. Причем в качестве отметки для швов допустимо использовать лишь одну из симметричных сторон изделия. Подобный вариант допускается лишь при наличии оси симметрии.
Чертежи: требования ГОСТ
Если чертеж, выполненный в соответствии с ГОСТ, содержит элементы, относящиеся к одному изделию, соединенные при помощи швов одного и того же типа, то для их отметок допускается использовать линии-выноски. Причем важным моментом является то, что лишь одна определенная часть детали может предусматривать обозначение шва. Лучше всего, если это выполнено в виде изображения, а около него проходит линия-выноска.
Возможны ситуации, когда на чертеже отсутствуют для отдельных сварных швов определенные действующим стандартом отметки в виде линий-выносок. Подобное решение продиктовано тем, что необходимая информация содержится в технических требованиях и записках к чертежу, где они представлены в виде сварочных соединений. Чтобы чертеж соответствовал требованиям ГОСТа, в нем в обязательном порядке сварочные швы должны иметь соответствующие обозначения. Необходимая информация должна быть отражена в технических требованиях, приводимые там сведения должны давать представление о типе сварочного шва, размерах деталей и особенностях их конструкции, расположении сварочных соединений в рамках поперечного сечения.
Существует единый набор требований, которым должны удовлетворять все швы или группы сварных швов, которые отражены на чертеже. Причем эта информация должна приводиться в специальной форме:
- таблица;
- техническое описание.
Свои особенности представления на чертеже имеет и сварка. Она должна приводиться в том виде, который закреплен действующими требованиями. Только при условии, что чертеж был разработан с учетом всех требований, можно рассчитывать на то, что у сварщика не возникнет проблем во время работы, и он сможет минимальными затратами времени и без ошибок решить поставленную задачу. В том случае, если при составлении чертежа были допущены ошибки, которые нарушают требования действующего государственного стандарта, то он изначально не будет одобрен органами.
Заключение
Правильное составление чертежей для сварки является не менее важным этапом, нежели сами работы по соединению металлических изделий. В отношении обозначений сварочного шва действуют определенные требования, которые должны быть соблюдены вне зависимости от типа используемой сварки. Применяемые обозначения для сварных швов обеспечивают не только наглядность чертежа, но и упрощают саму работу для сварщика. Для каждого обозначения предусмотрены свои особенности, поэтому ошибки на этом этапе могут дорого обойтись, поскольку именно на отраженные метки в чертеже будет ориентироваться сварщик, выполняя поставленную перед ним задачу.
Основополагающим документом, который закрепляет требования относительно представления обозначений для сварных соединений, является государственный стандарт. Поэтому не только люди, разрабатывающие чертеж, но и те, для кого он будет служить основой в процессе работы, должны быть достаточно хорошо осведомлены обо всех требованиях и прилагаемых к ним примечаниях. Эти знания помогают не допустить ошибок и недопонимания, что позволяет рассчитывать на точную реализацию проекта с применением конструкций, требующих создания сварных соединений.
Оцените статью: Поделитесь с друзьями!stanok.guru
Правильное обозначение сварки на чертежах и схемах
Условное обозначение сварки на чертежах и схемах сборочной и строительной документации регламентирует ГОСТ 2.312-72, государственная и международная ЕСКД.

При перенесении сварочных работ на бумагу в виде чертежа, необходимо придерживаться условных обозначений согласно ГОСТу 2.312-72.
Это связано с тем, что сваривание деталей — довольно сложный и ответственный вид работ, который задействован практически во всех отраслях промышленности. Электросварка позволяет создать более крепкие, долговечные и надежные металлические конструкции.
Общие моменты отображения
Рисунки 1-6. Схемы обозначения сварных швов.
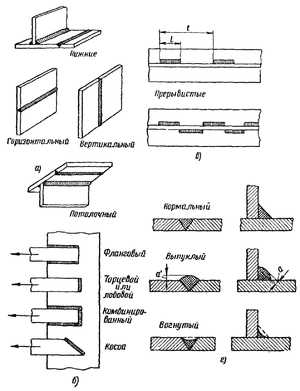
Различают несколько способов отображения сварных сопряжений:
- Видимый шов, что показывается сплошной чертой (Рисунок 1а, 1в).
- Невидимый шов изображают штрихпунктирными рисками (Рисунок 1г).
При точечной электросварке изображение точек выполняют с использованием знака «+» (Рисунок 1б). Знак чертится по правилам сплошными линиями (Рисунок 2). Невидимую точечную сварку не показывают.
Согласно стандарту от сварочного шва или точки проводится линия-выноска. Линия должна заканчиваться односторонней стрелкой (Рисунок 1). Линию проводят по направлению от видимого шва.
При отображении продольных и горизонтальных разрезов и сечений многопроходных сварочных швов необходимо показывать контур каждого прохода отдельно. Проходы сварочных швов маркируют с использованием кириллицы.
Обозначения сварки с нестандартными размерами отображают с обязательным указанием геометрических размеров элементов шва (Рисунок 3).
Таблица 1. Основные знаки и способы маркировки сварки.
Все границы сварки на чертежах показывают сплошными линиями, а конструкцию кромочной части — тонкой сплошной линией.
Основные знаки и способы маркировки сварки приведены ниже в таблице 1.
Лицевой частью сварного шва считается сторона, с которой выполняется сваривание. В двусторонней проектной схеме с несимметрично разделенными кромками берут за лицевую часть ту, по которой выполняют проход основного соединения.
При симметричных кромках за лицо можно взять любую из сторон. Условное обозначение показано на рисунке 4. За основу взято стандартное соединение или одна сварная точка.
Обозначение сварки с нестандартным соединением показано на рисунке 5.
При составлении машиностроительных требований конструкторского или строительного документа нужно указать способ сваривания нестандартного шва.
Правильный порядок вычерчивания линий-выносок показан на рисунках 6а и 6б. На рисунке 6а показано соединение с лицевой стороны, а на рисунке 6б — с оборотной стороны.
Вернуться к оглавлению
Маркировка пределов шероховатостей, типовые примеры маркировки
Рисунки 7-11. Условные обозначения шероховатостей швов и их маркировок.
Предельную шероховатость стыка указывают на полке линии-выноски или под ней (Рисунок 7). Разрешается указывать шероховатость в сводной таблице или включать в технические условия.
Требования по неразрушающему контролю сварного стыка можно указывать под линией-выноской (Рисунок 8). В технических условиях указывается норматив, который регламентирует данные требования. Электроды и другие электросварочные материалы для выполнения ремонтных работ указывают в технических условиях. Можно материалы не отображать. Это не будет грубым нарушением.
Всем одинаковым стыкам присваиваются одинаковые маркировки сварки и общий порядковый номер, что ставят на линии-выноске (Рисунок 9). Равноценные швы должны иметь один тип, равное поперечное сечение шовной зоны и одни технические условия. Среди типов соединений можно выделить тавровое, стыковое, угловое, внахлест, торцевое.
Если на чертеже нужно указать стыки, которые будут выполняться по одному стандарту, то их обозначение можно отобразить в технических требованиях работы или на схеме. Однозначащие односторонние соединения и симметричные стыки можно обозначить линиями-выносками, которые не имеют полок (Рисунок 10). Равнозначные конструкторские нормы к одной группе швов нужно указывать на чертеже только один раз.
Ниже, на рисунке 11 показано двустороннее стыковое сопряжение с разными кромками. Стык выполнен ручной дуговой сваркой при проведении монтажных работ. Лицевая шероховатость на данном обозначении сварки составляет 20 микрометров, предельная оборотная шероховатость — 80 микрометров.
Особой сложности при чертежном и схематическом обозначении сварки возникнуть не должно. Главное, соблюдать точное расположение объектов, придерживаться нормативной, сборочной документации, ГОСТ и унифицированной ЕСКД.
expertsvarki.ru
Условное гост обозначение сварки на чертеже
Обозначение сварных швов на чертеже
Добиться максимального результата при выполнении сварочных работ можно различными способами. Разработаны и эффективно функционируют различные сварочные аппараты. Для выполнения поставленной перед ними задачи они используют различные технологии сварки.
Но какая бы технология сварки не использовалась в том или ином случае, все они имеют общую черту – это взаиморасположение двух свариваемых деталей между собой. Существуют множество стандартных видов соединения деталей, приведённых в ГОСТах. Эти стандарты распространяются на любой из видов сварочных технологий, но могут претерпевать небольшие изменения в разных ситуациях при сваривании разных металлов (к примеру, при сварке нержавейки оставляют небольшой зазор между деталями, т.к. нержавеющая сталь имеет более высокий показатель линейного расширения).
Как бы там не было, обозначение сварки на чертежах выполняется одинаково для любого из случаев. Наиболее часто использующиеся соединения будут приведены ниже.
ГОСТ обозначение сварки на чертеже

ГОСТ 5264-80-С13.
ГОСТ 5264-80-С13. Здесь представлено одно из самых распространённых сварных соединений, именуемого, как «Встык». Детали при таком соединении свариваются кромками друг к другу. В данном случае одна из кромок имеет небольшой скос. Для получения хорошего результата детали должны свариваться дуговой сваркой.
ГОСТ 11553-75-У2-А.
ГОСТ 11553-75-У2-А. Когда требуется сварить две детали под углом (небольшим) друг к другу, используется соединение, приведённое выше. В данном случает кромки металлических листов не подвержены скосу и имеют прямоугольную форму. Такой шов выполняется при использовании автоматической сваркой с подачей флюса.
ГОСТ 15164-78-У2-ШЭ
ГОСТ 15164-78-У2-ШЭ. Когда требуется, чтобы детали располагались под прямым углом друг к другу используются такое угловое соединение. В данном случае потребуется электрошлаковая сварка, в которой в качестве электрода служит специальная порошковая проволока.
ГОСТ 14776-79-Н1-ИП-9Z100
ГОСТ 14776-79-Н1-ИП-9Z100. Здесь проиллюстрировано условное обозначение сварки на чертежах, выполняемое точечно. Такая стыковка используется, когда требуется объединить два металлических листа между собой с целью получения утолщённой конструкции. Процесс выполняется дуговой сваркой, также применяется флюс. Диаметр такой заклёпки не должен быть более 11 мм.
ГОСТ 16310-80-С3-Г
ГОСТ 16310-80-С3-Г. Когда требуется произвести сварку деталей встык с подкладкой, используется приведённое выше соединение. В данном случае кромки металлов не скошены и имеют ровные углы. Для достижения максимального эффекта используется аргонодуговая сварка с присадкой.
ГОСТ 14806-80-Т3-РИНп-50Z100
ГОСТ 14806-80-Т3-РИНп-50Z100. Здесь изображено тавровое соединение. В этом случае металлические листы свариваются перпендикулярно друг к другу. Шов выполняется с обеих сторон в шахматном порядке обычной дуговой сваркой.
ГОСТ 14806-80-Н1-НИП 5
ГОСТ 14806-80-Н1-НИП 5. Также одно из самых часто использующихся соединений – внахлёст. В данном случае сварка производится с одной стороны (бывает, что с двух), кромки не скошены. Используется полуавтоматический сварочной аппарат с газовой защитой сварной ванны, предотвращающий окисление шва.
Показанные выше соединения металлических конструкций используются с применением любой сварочной технологии. Однако приведённые в описаниях способы сварки являются наиболее подходящими для конкретной ситуации.
Только соблюдение поставленных в ГОСТах стандартов будет залогом успешного проведения сварных работ. Отклонения от стандартных правил и норм могут привести к серьёзным последствиям, что повлечёт за собой преждевременную порчу конструкции в целом. Чем важнее возводимая конструкция, тем строже должны соблюдаться правила.
Советуем прочитать:
stroysvarka.ru
Обозначение сварных соединений Главная
Как выполняется обозначение таких сварных соединений, как швов: угловых, внахлёску или тавровых. Обозначение сварных соединений (швов) на чертежах выполняется следующим образом.
Обозначение сварных соединений
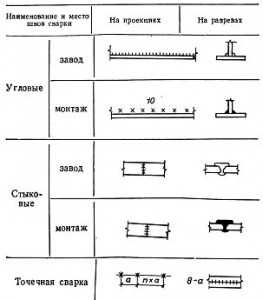
Обозначение сварных соединений — сплошных видимых ЗАВОДСКИХ ШВОВ на чертежах
Обозначение сварных соединений
Обозначение сварных соединений — сплошных видимых МОНТАЖНЫХ ШВОВ на чертежах
Обозначение сварных соединений
Обозначение сварных соединений — сплошных невидимых ЗАВОДСКИХ ШВОВ на чертежах
Обозначение сварных соединений
Обозначение сварных соединений — сплошных невидимых МОНТАЖНЫХ ШВОВ на чертежах
Обозначение сварных соединений
Обозначение сварных соединений — прерывистых видимых ЗАВОДСКИХ ШВОВ на чертежах
Обозначение сварных соединений
Обозначение сварных соединений — прерывистых видимых МОНТАЖНЫХ ШВОВ на чертежах
Обозначение сварных соединений
Обозначение сварных соединений — прерывистых невидимых ЗАВОДСКИХ ШВОВ на чертежах
Обозначение сварных соединений
Обозначение сварных соединений — прерывистых невидимых МОНТАЖНЫХ ШВОВ на чертежах
Обозначение сварных соединений
Обозначение сварных соединений — стыковые швы с ближней стороны видимые ЗАВОДСКИЕ на чертежах
Обозначение сварных соединений
Обозначение сварных соединений — стыковые швы с ближней стороны видимые МОНТАЖНЫЕ на чертежах
Обозначение сварных соединений
Обозначение сварных соединений — стыковые швы с дальней стороны невидимые ЗАВОДСКИЕ на чертежах
Обозначение сварных соединений
Обозначение сварных соединений — стыковые швы с дальней стороны невидимые МОНТАЖНЫЕ на чертежах
Обозначение сварных соединений
Обозначение сварных соединений — точечный шов внахлёст на чертежах
Рядом, возле изображения сварного соединения (сварного шва), обязательно надо указать форму сварного шва, размер сварного шва, и не забыть указать ещё и способ сварки (кроме ручного способа) с помощью специальных обозначений предусмотренных ГОСТами или нормами КМ и КМД.
Обозначение сварных соединений
Угловые швы без разделки кромок с одной стороны — обозначение сварных соединений по ГОСТ на чертежах.
Обозначение сварных соединений
Угловые швы без разделки кромок с одной стороны — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
Обозначение сварных соединений
Угловые швы с К-образной разделкой кромок — обозначение сварных соединений по ГОСТ на чертежах.
Обозначение сварных соединений
Угловые швы с К-образной разделкой кромок – обозначение сварных соединений в КМ и КМД соответственно на чертежах.
Обозначение сварных соединений
Угловые швы с V-образной разделкой кромок — обозначение сварных соединений по ГОСТ на чертежах.
Обозначение сварных соединений
Угловые швы с V-образной разделкой кромок – обозначение сварных соединений в КМ и КМД соответственно на чертежах.
Обозначение сварных соединений
Стыковые швы, односторонние без разделки кромок — обозначение сварных соединений по ГОСТ на чертежах.
Обозначение сварных соединений
Стыковые швы, односторонние без разделки кромок – обозначение сварных соединений в КМ и КМД соответственно на чертежах.
Обозначение сварных соединений
Стыковые швы, двухсторонние без разделки кромок — обозначение сварных соединений по ГОСТ на чертежах.
Обозначение сварных соединений
Стыковые швы, двухсторонние без разделки кромок — обозначение сварных соединений в КМ и КМД соответственно на чертежах.
Обозначение сварных соединений
Стыковые швы, несимметричный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах.
Обозначение сварных соединений
Стыковые швы, несимметричный V-образный шов – обозначение сварных соединений в КМ и КМД соответственно на чертежах.
Обозначение сварных соединений
Стыковые швы, К-образный шов — обозначение сварных соединений по ГОСТ на чертежах.
Обозначение сварных соединений
Стыковые швы, К-образный шов – обозначение сварных соединений в КМ и КМД соответственно на чертежах.
Обозначение сварных соединений
Стыковые швы, симметричный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах.
Обозначение сварных соединений
Стыковые швы, симметричный V-образный шов – обозначение сварных соединений в КМ и КМД соответственно на чертежах
……………………………………………………………………
Обозначение сварных соединений
Стыковые швы, симметричный Х-образный шов — обозначение сварных соединений по ГОСТ на чертежах ……………………………………………………………………
Обозначение сварных соединений
Стыковые швы, симметричный Х-образный шов – обозначение сварных соединений в КМ и КМД соответственно на чертежах …………………………………………………………………
Обозначение сварных соединений
Стыковые швы, односторонний чашеобразный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах ………………………………………………………………..
Обозначение сварных соединений
Стыковые швы, односторонний чашеобразный V-образный шов – обозначение сварных соединений в КМ и КМД соответственно на чертежах
………………………………………………………………..
Обозначение сварных соединений
Стыковые швы, двухсторонний чашеобразный V-образный шов — обозначение сварных соединений по ГОСТ на чертежах ……………………………………………………………………
Обозначение сварных соединений
Стыковые швы, двухсторонний чашеобразный V-образный шов – обозначение сварных соединений в КМ и КМД соответственно на чертежах ……………………………………………………………………….
Дополнительной важной информацией сопровождающей обозначение сварных соединений в обязательном порядке является указание рядом СПОСОБА СВАРКИ для этого соединения. Как обозначаются способы сварки? Смотрите специальную статью.
Кроме того, возле обозначения сварного соединения на чертежах указываются ещё необходимые РАЗНЫЕ ОБОЗНАЧЕНИЯ, а так же необходимые формализованные СОКРАЩЕНИЯ СЛОВ И ТЕРМИНОВ сварки на чертежах.
4ypakabra.ru