Сварочная проволока для полуавтоматов нержавейка – Сварочная проволока для полуавтоматов для сварки нержавейки
alexxlab | 29.11.2018 | 0 | Вопросы и ответы
Сварочная проволока для полуавтоматов для сварки нержавейки
Некоторые виды материалов плохо поддаются сварке на открытом воздухе потому, что происходит быстрое окисление зоны сварочного шва, а это ведёт к непрочному соединению заготовок. Существует способ сварки под слоем флюса или используется инертная газовая среда. Использование специальной сварочной проволоки для полуавтоматов позволяет соединить в одно целое преимущества двух этих методов. Становится возможной сварка алюминиевых деталей, меди, титана и нержавеющей стали без ущерба для качества шва. Мы рассмотрим схему использования защитной среды и проволоки при сварке полуавтоматом металлов, сплавов, а также нержавеющих материалов.
Необходимое сварочное оборудование и газовые смеси
Наиболее распространёнными при сварке сплавов алюминия, меди, чугуна и нержавеющей стали являются аргонодуговой (TIG) и полуавтоматический (MIG) методы. Оба способа позволяют использовать защитную среду инертного газа, что увеличивает прочность шва. Отличие заключается в том, что схема сварки TIG подразумевает ручную подачу проволоки в зону действия дуги и работа ведётся тугоплавким вольфрамовым электродом. При методе MIG в зону расплава механически подаётся сварочная проволока для полуавтоматов, которая и служит электродом.
Смотрите также: сварка полуавтоматом алюминия

Нужно отметить, что полуавтоматические аппараты обходятся дороже, но они обеспечивают более высокий уровень комфорта и качества работы. Встроенная электрическая схема позволяет запускать регулятор скорости подачи проволоки сварочного полуавтомата, что делает возможным вести работу с разным темпом. Для сварки этим методом нужно подобрать комплект оборудования, которое может не входить в поставку инвертора и частично закупается отдельно. В него входят следующие компоненты:
- аппарат инверторного типа MIG/MAG с узлом подключения газового шланга, евроразъёмом и схемой подачи проволоки сварочного типа;
- горелка с наконечниками под разный диаметр проволоки, соплом для подачи газа и кнопкой управления;
- еврорукав, служащий для подачи газовой смеси и прохода проволоки;
- газовые баллоны для смеси, снабжённые манометрами и редуктором;
- шланг для подачи газа от баллонов к инвертору, а также сами газы и катушка с соответствующей проволокой.
В сварочный аппарат, как правило, встроена схема задержки механизма движения проволочного электрода относительно подачи защитного газа в зону шва, что препятствует окислению заготовок.
Что касается состава газа, то обычно используется аргон в чистом виде или в смеси с гелием, углекислым газом или активными составами. С целью снижения затрат, дорогой инертный газ смешивают в соотношении 75%−80% аргона с 20%−25% углекислого газа. Также возможно сочетать гелий с аргоном в разных пропорциях и допускается варить некоторые материалы с применением только углекислого газа, но качество шва при этом ухудшается.
В сложных случаях при подборе газовой смеси необходима консультация специалиста и изучение справочных материалов потому, что состав металла или сплава может потребовать неоднозначного решения.

Виды сварочной проволоки для полуавтоматов
В обычных условиях используется чуть более десятка типов сварочной проволоки, из более чем семидесяти выпускаемых видов. Это объясняется и промышленной спецификой использования в сварочных автоматах большинства сортов, и высокой стоимостью некоторых из них. Наиболее популярными видами являются изделия диаметром от 0,6 мм до 2 мм, весом от 1 кг до 5 кг. Продукция делится на проволоку сплошного сечения и трубчатую с присадочными наполнителями, которые имеют различное назначение. По химическому составу она может быть алюминиевой, омеднённой, с примесями титана и легирующей.
Особо внимательно подбирается проволока для сварки нержавейки полуавтоматом потому, что она должна быть как можно ближе по составу со свариваемым материалом. Также важны параметры тока, поскольку перегрев при сварке нержавеющей стали ведёт к потере физических свойств этого материала.При соединении различных сортов нержавеющего металла следует выбирать следующие типы нержавеющей сварочной проволоки:
- для хромоникелевых сталей 12Х18Н9Т и 08Х18Н10Т используют марки СВ-06Х19Н9Т, СВ-01Х18Н10 или аналог OK Autrod 347 Si в среде аргона;
- сталь типов 03Х17Н14М2 и 08Х18Н10Т сваривают с помощью марок СВ-01Х18Н10, СВ-06Х19Н9Т и ОК Autrod 308LSi в инертном газе;
- нержавеющую сталь хромоникелемолибденового состав варят проволокой СВ-06Х20Н11М3ТБ, СВ-08Х19Н10М3Б и ОК Autrod 318 в среде аргона.
Эти виды проволоки соответствуют сортам нержавеющей стали и обеспечивают высокие пределы прочности, удлинения, ударной вязкости и текучести, делая шов прочным и эластичным после остывания и удаления шлака. При работе высокочастотным инверторным или постоянным током не происходит перегрева металла в сварочной ванночке, а значит, не нарушается коррозионная стойкость в месте соединения деталей.
Параметры и состав проволоки регламентируется ГОСТ 18143-72, который и определяет критерии оценки качества и способ производства.
Также для соединения нержавеющих материалов и разнородных сталей применяется порошковая проволока с рутиловым наполнителем. Её используют для сварки трудносвариваемых, углеродомарганцевых и нержавеющих сталей в газовой смеси 80% аргона и 20% углекислого газа. Порошковые изделия дают возможность вести работу в любых положениях, и легированы молибденом, что придаёт шву высокие физико-химические свойства.
Для стали марок Е 2209 используют проволоку ОК Tubrod 14.27, для нержавейки 317 и 317L берётся OK Tubrod 14.25, а для марки 309 подходит OK Tubrod 14.22. Для сварки иных металлов можно использовать самозащитную порошковую продукцию с флюсом (например СВ-000009283), которая не требует инертной газовой среды.

Сварка нержавеющих деталей полуавтоматом
Сварка нержавеющих металлов требует особого подхода к чистоте соединяемых кромок и их подготовке к работе. При работе с металлом большой толщины необходимо снимать кромки под углом от 45о до 60о, и зачищать стыки углошлифовальной машиной. Кроме того, с помощью растворителей нужно обезжиривать место сварки, а детали закреплять с зазором 1,5 мм для обеспечения наиболее полного провара по всей толщине металла. Затем необходимо отрегулировать подачу инертного газа или газовой смеси с учётом толщины заготовок.
Предварительные настройки для полуавтомата производятся, исходя из следующих пропорций, а именно:
- при толщине металла менее 1 мм пользуются проволокой 0,6−0.8 мм со скоростью подачи 150 м/час и расходом газа 6−7 л/мин;
- металл толщиной 1,5 мм варят проволокой 0,8−1 мм в диаметре со скоростью движения от 150 до 200 м/ч и подачей защитного газа 6−8 л/мин;
- нержавейку 2 мм соединяют продукцией диаметром 1−1,2 мм, скорость 200−250 м/ч, расход газа от 7 до 9 л/мин;
- для нержавеющей стали 3 мм используют проволоку 1,2−1,4 мм, со скоростью 250−300 м/ч и с подачей газа от 9 до 11 л/мин;
- для деталей более 4 мм толщиной необходима проволока 1,4−1,6 мм при движении выше 300 м/ч, а газ подают с расходом более 11 л/мин.
Напряжение дуги зависит от её длины и выставляется от 19 В до 30 В с экспериментальным подбором, так же как и вылет электрода. На ряде высококлассных инверторов MIG/MAG существует режим регулировки индуктивности, от которой зависит глубина провара и ширина сварочного шва.
Предварительные настройки носят рекомендательный характер и подбираются индивидуально в зависимости от состава металла, сорта проволоки, газовой смеси и скорости сварки.
После подбора проволоки для сварки полуавтоматом применительно к материалу заготовок, необходимо поместить барабан на вал и вставить проволоку в подающее устройство. Затем отрегулировать скорость движения, которая обычно связана с силой сварочного тока, чем больше скорость, тем больше подаваемое значение. Последним этапом подготовки к работе является регулировка параметров газовой смеси, корректировка напряжения и индуктивности. Важно следовать инструкции по пользованию полуавтоматическим инвертором и соблюдать правила техники безопасности при сварочных работах.
Подводим итог
Мы рассказали о сварочной проволоке для полуавтоматов и принципах её использования при работе с нержавеющими сталями. Точное соблюдение правил подбора сортов проволоки и физико-химических параметров сплавов, а также температурного режима позволяет получить прочное и долговечное соединение, противостоящее коррозии. Успешной и плодотворной работы.
electrod.biz
Сварочная проволока для полуавтомата (нержавейка): настраиваем подачу и диаметр
СодержаниеВ данной статье будет приведена вся основная информация о сварочной проволоке из нержавеющей стали. Вы узнаете особенности её маркировки, требования, которым должно отвечать качественное изделие, и на что необходимо обращать внимание при выборе.
Также будут разобраны особенности технологии сварочных работ на полуавтомате с проволокой, и проанализировано актуальное на сегодняшний день состояние рынка данных материалов, на предмет основных производителей и их ценовой политики.
Сварка с использованием проволоки
Проволока является элементом, который при сварке полуавтоматом берет на себя функции электрода, и передает ток на свариваемые поверхности. В дополнение к этому, проволока вязальная выполняет роль присадочного материала, при плавке которого происходит формирование сварочного шва.
Маркировка нержавеющей проволоки для сварки
Ниже приведен стандартный тип маркировки проволоки, и пояснения к его значениям.
-

Расшифровка стандартной маркировки сварочной проволоки
- Диаметр металлической нити. Для сварки на полуавтомате подходят нити нержавейки диаметром 1,6 мм, 1,2 мм, 1 мм, 0,8 мм и 0,6 мм.
- Марка изделия.
Ячейка №2 – назначение: CВ – сварочная, либо НП – наплавочная; ячейка №3 – концентрация углеродов в сырье, которая указывается в сотых процента. Для примера: CВ09 – изделие для сварки с содержанием углерода 0,09%.Ячейки №4, №5, №6 и №7 – указывают концентрацию дополнительных легирующих примесей.
Особенности маркировки следующие: Ю – алюминий, Д – Медь, Т – титан, Г – марганец, Ц – цирконий, М – молибден, Х – хром, Н – Никель, С – кремний.В ячейке, следующей после указанной буквы, расположено число, которое свидетельствует о концентрации данного элемента, но при этом, если содержание элемента находится в пределах одного процента, то цифру, как правило, не ставят.
Для примера: проволока вязальная из нержавейки для сварки полуавтоматом СВ09Н5Х21Т содержит 0,9% углеродов, 5% никеля, 21% хрома, и 1 процент титана.
Ячейка №8 – маркировка в данной ячейке ставится, если сварочная нить отвечает повышенным требованиям к содержанию вредных серных и фосфорных примесей.
- В зависимости от стандарта проволоки в данной ячейке могут ставиться два указателя: А – обозначающий, что изделие изготовлено согласно высоким стандартам очистки, АА – в процессе производства использовался принцип максимальной очистки, так обычно маркируется сварочная проволока вязальная из нержавейки самого высокого качества;
- Технология производства (метод выплавки): Ш – электрошлаковая выплавка, ВИ – выплавка в вакуумно- индукционных печах (наиболее предпочтительный вариант по итоговому качеству изделия), ВД – выплавка в вакуумно-дуговых печах;
- О – элемент маркировки, выделяющий проволоку с омедненным покрытием;
- Соответствие изделия Государственному Стандарту Качества.
к меню ↑
Об изготовлении проволоки
Актуальным стандартом, согласно требований которого производится сварочная вязальная проволока из нержавейки, является ГОСТ Российской Федерации 2246-70 «Проволока сварочная из высоколегированной, жаростойкой и коррозионностойкой стали».

Бухты нержавеющей проволоки для полуавтоматов
Поскольку эффективность сварки полуавтоматом непосредственно зависит от качества используемой сварочной проволоки, данный ГОСТ выдвигает строгие требования к сырью, использующемуся для её создания.
Согласно требований ГОСТ 2246 строго нормируется наличие следующих материалов в составе изделия:
- Углерод.
Количество содержащегося в сырье углеродов непосредственно влияет на качество итогового изделия. Если концентрация углерода достаточная, что для сварочной нити крайне важно, то нержавеющие нити будут обладать хорошими показателями пластичности, что позитивным образом сказывается на удобстве их использования в процессе сварки, и, при этом, высокой прочностью и износоустойчивостью, вследствие чего будет уменьшен расход проволоки.
- Марганцевые и кремниевые примеси.
Данные элементы используются для раскисления сырья ещё на процессе плавки. Оптимальная концентрация марганца и кремния придает нержавеющей нити высокое сопротивление стиранию, вследствие чего повышается её износоустойчивость, и эластичность.
Однако, крайне важно, чтобы примеси фосфора и кремния были равномерно растворены в нержавеющей стали, так как скопления окислов, в которые могут собираться молекулы кремния, негативно сказываются на упругости сварной проволоки.
- Фосфор и сера.
Эти элементы относятся к категории вредных примесей, поэтому их количество в сырье для изготовления изделия из нержавейки для сварки полуавтоматом строго нормируется.

Процесс производства сварочной нержавеющей проволоки
Согласно действующему ГОСТ 2246, общая концентрация серы и фосфора в нержавеющей стали не должна превышать 0,05%, при повышении данной нормы нержавейка приобретает свойство к «красноломкости» — повышению хрупкости под воздействием высокой температуры, что затрудняет её использование во время сварки.
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”1955705077″>
- Хром.
Хром является сторонним элементом, который попадает в заготовки нержавеющей стали во время их выплавки в доменных печах. Наличие хрома негативно сказывается на прочностных показателях итогового изделия, поэтому производителями принимаются разнообразные меры для уменьшения его концентрации, которая, согласно ГОСТ, не должна превышать 0,1%.
- Азот.
Наличие в составе нержавеющей стали азотных примесей практически никак не сказывается на прочности и эластичности свежей нити. Однако со временем, азот провоцирует увеличения свойств деформационного старения – потери эксплуатационных характеристик изделия, таких как эластичность, прочность и хрупкость.
- Остальные (неметаллические примеси).
Любые неметаллические примеси в составе нержавеющей нити для сварки полуавтоматом являются дефектами, и свидетельствуют о низком качестве изделия.
к меню ↑
Особенности использования
Существует две основные технологии сварки на полуавтомате с использованием нержавеющей проволоки: сварка, с применением короткой дуги, и импульсный метод. Также существует сварка со струйным переносом, этот метод не требует обязательного применения газа,
Сварка посредством короткой дуги (струйный перенос) – используется в большинстве сварочных полуавтоматов. Данная технология требует от аппарата поддержания постоянного напряжения на выходе с большой плотностью тока.
Читайте также: как правильно сваривать арматуру?
При этом обеспечивается достаточно эффективное использование сварочной проволоки, которая из-за максимальной плотности тока не подвергается повышенному выгоранию легирующих примесей, что гарантирует качественный и чистый сварной шов.
Данный метод требует использования нержавеющей нити с диаметром меньшим, чем диаметр электрода, что позволяет уменьшить разбрызгивание материала и увеличить плавность шва, но, при этом, увеличивает расход проволоки.

Сварка металлических листов с помощью нержавеющей проволоки
Импульсный перенос дуги является самой эффективной технологией, как по продуктивности, так и по итоговому качеству сварочного шва. Особенностью импульсного метода сварки является покапельная подача нити на шов, что полностью устраняет возможное разбрызгивание материала, и позитивно сказывается на уменьшении его расхода.
Для реализации данного способа необходимо наличие качественного полуавтомата, обладающего широким диапазоном настройки тока сварки, и высокими динамическими характеристиками.
Именно импульсный перенос является оптимальным способом сваривания алюминия и нержавеющей стали, особенно, если нужно соединить тонкие листы металла.
В таких случаях сварка на полуавтомате демонстрирует качество, сравнимое с высокотехнологичной аргоновой сваркой, но, при этом, существенно большую продуктивность, из-за сокращенного времени обработки металла.
к меню ↑
Технология сварки полуавтоматом с использованием нержавеющей проволоки (видео)
к меню ↑
Реализация функции подачи проволоки
Подача проволоки в современных полуавтоматах механизировано: оператор, нажимая на кнопку подачи, активирует продвижение материала вдоль горелки, при этом, сварочный газ и напряжение на выходе отключаются.
Существует и полностью автоматизированная технология подачи сварной нити – когда при включенном полуавтомате дуга перестает зажигаться, что свидетельствует об отсутствии нужного количества проволоки, агрегат автоматически отключит подачу газа и тока, и подаст необходимое количество материала.
Сама подача выполняется посредством конструкции, состоящей из нескольких роликов (№1 на нижеприведенном рисунке), которые протягивают проволоку до нужного уровня.
-

Устройство подачи проволоки в пистолете сварочного полуавтомата
Также качественные полуавтоматы обладают функцией растяжки дуги, которая дает возможность настройки длины изделия, выступающей за рабочую зону сопла держателя. Данная функция позволяет сварщику оптимально подстраивать полуавтомат для сварки листов металла разной толщины, и под разные требования к итоговому сварному шву.
к меню ↑
Обзор актуальных рыночных цен
Чтобы составить полную картину о представленном на рынке ассортименте, и ценах на сварочную нержавеющую нить, мы выполнили анализ сортамента от самых востребованных производителей.
Как показал осмотр рынка, цены очень разнятся в зависимости от объемов закупки, так цена при покупке в розницу, может быть на 25-30% большей, чем цена при покупке большими бухтами. В целом же, основным фактором, от которого зависит цена, является диаметр проволоки.
Читайте также: как производится сварка дуговым ванным способом?
Основными производителями нержавеющей нити являются бренды MIG и NWT. Наиболее популярным
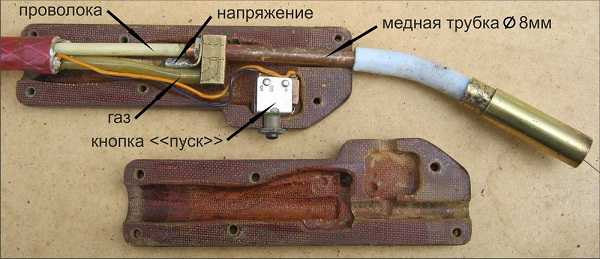
Устройство сварочного пистолета (вид изнутри)
При уменьшении диаметра проволоки, растет её цена за один килограмм, к примеру: цена в розницу той же проволоки MIG ER308, диаметров в 0,8 мм составляет почти 15 долларов, а при покупке оптом (бухтой в 15 кг) цена понижается до 13 долларов.
Стоимость покупки в розницу изделия большого диаметра – 1,6 мм, составляет 14,3 доллара, если брать оптом – 13 долларов.
Портал об арматуре » Сварка » Преимущества использования нержавеющей проволоки для сварки полуавтоматом
armaturniy.ru
Сварка нержавейки полуавтоматом в среде углекислого газа
Нержавеющая сталь – это материал, представляющий собой низкоуглеродистую сталь с добавлением хрома. Полученный сплав имеет высокую стойкость к кислотной среде и повышенную антикоррозийную стойкость. Несмотря на все преимущества, такой состав имеет один недостаток – для получения качественных сварных швов нужно соблюдать все технические требования выбора материалов и технологии сварки. Сварку нержавейки можно упростить, используя полуавтоматическую сварку и подходящую для этих целей проволоку. В этой статье вы узнаете как варить нержавейку полуавтоматом. Мы рассмотрим какие нужно выбирать материалы, техническую схему, настройку аппарата и другие нюансы.

Проволока для сварки нержавейки
Первое, с чего нужно начинать это сварочная проволока. Материал должен быть идентичен свариваемому металлу, поэтому обычная проволока для полуавтомата нам не подойдет. Ее можно использовать, но такое соединение будет некачественным и легко поддающимся коррозии. Для работы со сплавом стали и хрома существуют два основных вида материала:
- сплошная проволока сварочная, нержавеющая;
- порошковая, самозащитная проволока.
Проволока для сварки нержавейки полуавтоматом без порошка, используется в стандартном наборе: проволока + газ. Для работы с таким материалом можно использовать обычную углекислоту или смесь аргона и углекислоты. Про газ мы поговорим дальше.
Второй вариант, представляет собой более дорогой материал, основное преимуществ
о которого – наличие защитного слоя. Это означает, что при сваривании деталей вам не ну
жно использовать защитный газ. Порошковый слой создает барьер, который препятствует попаданию воздуха в сварной участок. Материал используется чаще всего в домашних условиях в промышленных масштабах из-за дороговизны материала предпочитают связку проволока + газ.
Размеры проволоки бывают от 0.13 до 6 мм, при этом для ручной или домашней сварки используется проволока толщиной около 1 миллиметра. Более толстая проволока предназначена для работ на производстве, с использованием мощных полуавтоматических сварных систем.
Выбор газа
Работа с обычной нержавеющей проволокой подразумевает использование защитного газа. Без него сварное соединение будет окисляться, плавящийся метал начнет разбрызгиваться и получить нормальный шов будет невозможно. Существуют следующие виды газа:
- Углекислый газ. Это самый дешевый вариант из существующих. На этом преимущества заканчиваются. Сварка нержавейки полуавтоматом в среде углекислого газа, получается довольно грубой. Сильное разбрызгивание не дает положить идеально ровный шов. Однако, несмотря на этот факт, данный вариант подходит для 90% всех сварных работ с нержавейкой.
- Аргон. Данный газ идеально подходит для сварки нержавейки. При соответствующих навыках сварщика, сварное соединение обладает высокой прочностью, и идеальными формами. Но высокая стоимость газа сильно увеличивает цену 1 сантиметра сварного соединения. Такой вариант подходит для специфических работ, где в первую очередь, важен внешний вид сварного шва.
- Углекислота + аргон. Оптимальный вариант, сочетающий в себе все преимущества двух предыдущих газов. Такая смесь позволяет снизить стоимость одного сантиметра сварного шва и достичь высокой точности и качества соединения. Соотношение газов сварщик выбирает самостоятельно, исходя из толщины материала, его типа и других параметров.

Технология сварки нержавеющей стали в среде углекислого газа
Далее, рассмотрим принципы работы связки – полуавтомат, нержавеющая проволока и углекислый газ, как самый распространенный вариант из существующих. Процесс состоит из нескольких этапов: предварительная подготовка, сам процесс сваривания и пост обработка.
Подготовка металла
Сварка нержавеющих металлов может быть выполнена следующими способами:
- Для соединения тонкого листового металла используют метод короткой дуги;
- Толстые куски свариваются с помощью метода струйного переноса;
- Импульсный метод считается универсальным, он позволяет экономить расходные материалы и добиваться высокой скорости работы.
Перед тем, как варить нержавейку, ее нужно тщательно подготовить, в противном случае можно не рассчитывать на качественное и ровное соединение. Сварные участки нужно:
- обезжирить и снять оксидную пленку. Это можно сделать двумя способами: механическая зачистка или кислотная обработка.
- сделать кромки для наваривания металла.
- провести обезвоживание. Данный процесс подразумевает прогрев металла до 100 градусов, для удаления влаги.
- дополнительно прогреть (для высоколегированной стали). Чтобы снизить воздействие высоких температур при сваривании металл нужно прогреть дополнительно до 200 градусов. Для низколегированной стали подобную процедуру проделывать не нужно.
Техническая схема сварки
После первичной подготовки металла нужно определиться с выставлением зазоров и настройкой полуавтомата. В представленной ниже таблице, вы найдете подходящие настройки для вашего типа соединения, толщины металла и диаметра проволоки.

Режимы полуавтоматической сварки в среде защитных газов
Простейшие сварочные полуавтоматы имеют следующие настройки: скорость подачи проволоки, сварочное напряжение и регулировку индуктивности. Напряжение мы выбираем исходя из представленных показателей, скорость подачи проволоки позволяет регулировать образование шва, исходя из ваших способностей. Индуктивность влияет сразу на несколько параметров, изменяя этот показатель мы можем регулировать глубину провара, жесткость дуги и форму шва. Чем меньше индуктивность, тем дуга холодней, провар получается более глубоким, а валик маленьким и наоборот. Чем выше индуктивность, тем более широким становится валик и провар уменьшается.
Чтобы в процессе сваривания нержавейки не возникло трудностей, следуйте этим советам:
- Выставите обратную полярность на аппарате;
- Наклоняйте электрод от свариваемого шва на угол 20 – 60 градусов. Таким образом, вы будете видеть свариваемые детали и сможете равномерно располагать шов по всему соединению;
- Ограничьте вылет проволоки на уровне 12 миллиметров, не более;
- Тщательно следите за уровнем расхода газа. Нормальные показания, для сваривания нержавеющей стали 6 -12 м3/мин. При увеличении или уменьшении рекомендуемого расхода газа качество сварного соединения может значительно ухудшится.
- Используйте осушитель, чтобы удалить образовавшуюся в баллоне жидкость и не допустить окисления сварного шва;
- Делайте технологические отступы от краев соединений, для избегания водородных трещин.
- Перед началом работы откусите шарик, образовавшийся на окончании вылета проволоки.
Исправление дефектов
При сварке нержавеющей стали полуавтоматом на шве могут появиться всевозможные дефекты, поэтому деталь можно дополнительно обработать. Для этого нужно воспользоваться молотком и гладилкой. Чаще всего дефектами являются пузыри. Их можно удалить постукивая по нему от края детали в сторону пузыря. Если такой способ не помог, можно попробовать нагреть участок с пузырем и постукивая от его края, выпрямить выпуклую часть шва.
svarkagid.ru
Проволока для сварки нержавейки и алюминия полуавтоматом, аргоном
Встречается несколько разновидностей сварки, причем в каждой из них могут применяться свои уникальные материалы и инструменты. Использование полуавтомата вместе с газом дает достаточно высокие результаты качества, которые выше, чем при сварке электродом. Здесь также может быть несколько вариантов, как по технике применения, так и по расходным материалам. Многие виды сварочной проволоки подходят как для данного метода, так и для газовой сварки. Проволока для сварки нержавейки полуавтоматом, которая будет использоваться в среде защитных газов, является лучшим решением. Ведь именно данный способ способен обеспечить достаточный уровень качества, как в промышленных масштабах, так и в частной сфере.

Проволока для сварки нержавейки полуавтоматом
Проволока нержавеющая для сварки удобна в хранении, так как обладает антикоррозийными свойствами. Но при этом она сложна в применении и требует ряд дополнительных процедур, чтобы минимизировать риски. Основной ее особенностью является высокая текучесть. Это затрудняет сварку во всех положениях, кроме нижнего, так как металл попросту будет стекать вниз. У сварочной ванны крайне низкая вязкость и металл ведет себя подобно воде. Это также требует дополнительного опыта в работе мастера, ведь принцип формирования валика здесь очень сильно отличается от стандартного.

Нержавеющая проволока для сварки
Проволока нержавеющая для сварки имеет высокую скорость плавления, что также нужно учитывать. При сваривании требуется совершать более быстрые движения. Это обусловлено составом, в который входит большое количество легирующих элементов. Проволока для сварки нержавейки полуавтоматом в среде защитного газа выпускается согласно ГОСТ 2466-70.
Разновидности
Существует несколько разновидностей данного материала, которые отличаются по составу и по размеру. Дело в том, что и к первому и ко второму пункту нужно очень внимательно относиться при выборе, так как несоответствие состава приведет к плохому соединению, а толщины, к перепаливанию металла. Состав отличается по содержанию хрома и никеля, основных легирующих элементов. Даже отличие в десятых долях процента позволяет сделать новую марку с другими свойствами. Шаг в размерах диаметра составляет от 0,2 до 1 мм.
Физико-химические свойства
Химический состав, который имеет проволока для сварки нержавейки, определяет ее свойства. Благодаря низкому содержанию углерода само изделие оказывается пластичным и удобным в использовании. Также это влияет на пластичность наплавленного металла, который имеет хорошее относительное удлинение. Хром помогает сохранить сопротивление к коррозии. Чем его больше, тем лучше свойства сопротивления. В некоторых случаях его должно быть больше, чем в основном металле, чтобы компенсировать недостаток, который испаряется при выгорании.

Нержавеющая проволока марки ЦТ-15
К примеру, состав нержавеющей проволоки марки ЦТ-15 является следующим:
| Химический элемент | Содержание,% |
| Углерод | 0,09 |
| Марганец | 1,82 |
| Кремний | 0,25 |
| Никель | 9,5 |
| Хром | 20,2 |
| Сера | 0,009 |
| Фосфор | 0,019 |
| Ниобий | 0,81 |
Номенклатура здесь также зависит от марки и в каждом случае может отличаться, к примеру, в тех же ЦТ-15 только три варианта, на 3, 4 и 5 мм. Но более полные марки выглядят так:
Технические характеристики популярных марок
Благодаря различиям в составе, каждая марка обладает собственными свойствами. Именно эти свойства влияют на выбор металла, чтобы он соответствовал заявленным требованиям. К примеру, в такой марке как ОЗЛ 8 технические характеристики выглядят следующим образом:
Физические свойства | Значение |
Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 41 |
| Вязкость ударная, Дж/см2 | 160 |
| Предел текучести, МПа | 400 |
| Масса электродов для наплавки 1 кг шва, кг | 1,6 |
| Производительность наплавления металла, кг/ч | 1,6 |
| Наплавочный коэффициент, г/А | 13 |
В то же время, для марки ЦТ-15 технические характеристики являются такими:
| Параметр | Значение |
| Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 33 |
| Вязкость ударная, Дж/см2 | 130 |
| Предел текучести, МПа | 490 |
| Коэффициент наплавки, г/А | 10,5 |
| Производительность наплавки, кг/ч | 1,3 |
Особенности выбора
Сварочная проволока для сварки нержавеющих сталей должна подбираться очень тщательно, так как любые неточности в составе могут привести к браку соединения. Нержавейка и так относится к одним из самых сложных металлов в сварке, так что подбор расходных материалов должен быть очень ответственным. В первую очередь сравнивается состав. Лучше всего, когда марка стали в проволоке соответствует марке стали в основном металле. Если же нет такой возможности, чтобы все было идентично, то следует подобрать максимально похожие.
Сначала нужно справить содержание углерода. К примеру, проволока сварочная СВ 08ХГСМФА обладает 0,08% углерода. Это не самый низкий показатель, но ниже среднего. Для такой же стали очень не желательно превышать показатели в этом плане, так как шов станет более хрупким. Таким образом, если есть возможность, то лучше подбирать марку, в которой будет меньше этого металла.

Сварочная проволока СВ 08ХГСМФА
Затем следует обратить внимание, сколько в составе имеется хрома. Данный параметр не следует уменьшать, так как чем меньше хрома, тем ниже уровень сопротивления коррозии. В то же время делать его выше вполне возможно, если не возможности подобрать идентичный вариант. Последним параметром, касательно состава, является содержание никеля. Его количество влияет на пластичность и ударную вязкость. Здесь можно делать как большее, так и меньшее значение, в зависимости от того, в каких условиях будет эксплуатироваться сваренное изделие.

Сварочная проволока для сварки нержавеющих сталей
Подбор диаметра должен быть максимально точным, так как при высокой скорости работы возникает риск прожига основного металла, особенно, если производится сварка тонких листов нержавейки. К более толстым заготовкам это имеет не столь критичное отношение, но также не следует отклоняться более 1 мм.
«Важно!
Как бы хорошо не была подобрана проволока сварочная для нержавеющей стали, следует внимательно относится к выбору режима работы оборудования.»
Особенности сварки
Проволока сварочная для нержавеющей стали должна придерживаться следующих режимов сваривания:
| Диаметр, мм | Нижнее положение, А | Верхнее положение, А | Потолочное положение, А |
| 2 | 30…50 | ||
| 2,5 | 40…60 | ||
| 3 | 50…100 | 50…60 | 50…60 |
| 4 | 90…150 | 100…120 | 100…120 |
| 5 | 120…180 | 120…150 |
Главной особенностью здесь является подготовка металла к свариванию поверхность очищается механическим способом, а также различными растворителями. Только после этого можно приступать к процессу. Также все проходит на пониженных режимах сваривания, если сравнивать с обыкновенной сталью. Это связано с высокой текучестью и высокой скоростью плавления. Также здесь не рекомендуется использование вертикальных и потолочных положений ввиду их высокой сложности осуществления. Также стоит отметить необходимость подогрева, как перед свариванием, так и после него.
Производители
Сейчас такую проволоку можно встретить от следующих производителей:
- СпецЭлектрод;
- Эком-Плюс;
- Сычевский Электродный завод;
- Вадис-М;
- Фрунзе-Электрод.
svarkaipayka.ru
Можно ли варить нержавейку полуавтоматом?
Сегодня, кроме полуавтоматов промышленного класса, появились полуавтоматические сварочные аппараты т.н. хобби-класса, позволяющие варить нержавейку полуавтоматом едва ли не в домашних условиях. К таким сварочным аппаратам хобби-класса относится, например, серия МДТ. Но, тем не менее, сварка нержавейки современным полуавтоматом по-прежнему остается сложным и ответственным процессом даже для опытного сварщика.
И эта сложность связана, во-первых, с различным химическим составом нержавеющих сплавов стали, а во-вторых, рядом характерных свойств нержавейки, которые ещё более усложняют сварочные работы.
Особые для сварщика свойства нержавеющей стали
Нержавеющая сталь обладает следующими свойствами, влияющие на процесс выполнения сварочных работ:
Низкая теплопроводность
Теплопроводность нержавеющей стали в 2 раза ниже, чем у низкоуглеродистых сплавов. Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.

Небольшая температура плавления
Небольшая температура плавления в сумме с низкой теплопроводностью приводит к образованию в сварочной ванне жидкого расплава с температурой свыше 500 градусов. В этих условиях начинает происходит межкристаллитная коррозия – образование карбидов железа и хрома. В дальнейшем в местах концентрации карбидов образуются микротрещины, в которые проникает вода, провоцируя коррозийные процессы.
Напомним, что нержавеющие свойства сталь получает из-за высокого содержания хрома, который на поверхности образовывает прочную и герметичную для воды плёнку из своего оксида. Образовавшийся в результате межкристаллитной коррозии карбид хрома не способен уже вступать в химическую реакцию с кислородом, зато он способен, как и карбид железа, вступать в химическую реакцию с водой.
Рецепт предотвращения межкристаллитной коррозии – это принудительное охлаждение сварочной ванны (водяное, струёй инертного газа и пр.).
Высокий показатель теплового расширения
В условиях низкой теплопроводимости данный фактор приводит к линейной усадке и термической деформации кристаллической структуру нержавеющей стали. Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.
Низкая электропроводность
По сравнению с другими сплавами железа нержавейку можно назвать изоляционными материалом, настолько слабо нержавеющая сталь проводит электрический ток. Из-за этого свойства происходит перегревание электродов в процессе сварочных работ, особенно, если они относятся к высоколегированным разновидностям, т.е., содержат большое количество никеля и хрома.
Особенности сварки нержавейки полуавтоматом в потоке аргона
Существуют несколько технологий проведения сварочных работ с нержавеющей сталью, например, с использованием специальной порошковой проволоки. Но у всех них существуют определённые недостатки. Так, сварочные швы, созданные с помощью порошковой проволоки, со временем растрескиваются.
Полуавтоматическая сварка нержавейки аргоном является наиболее эффективным и качественным способом термического соединения двух деталей из нержавеющей стали. Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Обратите внимание, соотношение аргона и углекислого газа изменяется в зависимости от характера нержавеющих сплавов, с которыми производятся сварочные работы. Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Для повышения качества и улучшения внешнего вида получаемого сварочного шва используется нержавеющая проволока из никелевого сплава, которая подаётся в зону сварки механическим способом.
Как и соотношение охлаждающей смеси, химический состав проволоки зависит от химического состава нержавеющих сплавов и особенностей выполнения сварочных работ.

Технология сварки нержавейки полуавтоматом
Итак, как варить нержавейку современным полуавтоматом? Данная процедура выполняется несколькими методами:
- Короткая дуга. Применяется для соединения тонколистных деталей.
- Струйный перенос. Применяется для соединения толстостенных деталей.
- Технология импульсной сварки. Широко применяется в промышленном производстве, поскольку отличается высокой скоростью выполнения сварочных работ при низком уровне энергопотребления.
Перед началом работ сварочный полуавтомат необходимо настроить, поскольку затем процесс сварки будет выполняться в автоматическом режиме по заранее заданным требованиям.
Так, перед началом сварочных работ:
- Устанавливается обратная полярность;
- Устанавливается наклон электрона и угол подачи проволоки в зону сварочных работ. Так, например, при наклоне проволоки вперёд уменьшается глубина провара и увеличивается ширина сварочного шва. Такая комбинация применяется для варки тонколистных деталей;
- Устанавливается допустимый вылет проволоки. Обычно этот показатель ограничивается расстоянием в 12 мм;
- Устанавливается сила охлаждающего газового потока в диапазоне от 6 до 12 м3/мин. Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
- Определяется порядок работы осушителя, задача которого удалять из газовой смеси пары воды. Дело в том, что молекулы воды, попадая в сварочную ванну, вступает в реакцию с углекислотой и металлами, в результате чего последовательно образуется сначала углекислая кислота, а затем углекислые соли металлов. В качестве осушителя обычно применяется медный купорос, который за 20 минут до начала сварки нагревается до 200 градусов. Средний расход медного купороса – 100 грамма на 4 баллона газовой смеси;
- За защиты от брызг расплавленного металла к полуавтомату подключается ёмкость с водно-меловым раствором;
- Выставляются скорость и траектория движения. Полуавтоматическую сварку необходимо начинать хотя бы в 5 см от края детали, иначе существует риск образования т.н. водородных трещин.
Завершение сварочных работ
Сварка нержавейки полуавтоматом не гарантирует получение идеального результата. По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
electrod.biz
Сварка нержавейки полуавтоматом в среде углекислого газа
Сварка нержавейки полуавтоматом в среде углекислого газа – процесс не самый простой даже для очень опытных сварщиков. Все дело в самом свариваемом металле, потому что нержавейка – это сталь, в состав которой кроме углерода входит и хром (12%). Так вот именно хром в соприкосновении с кислородом, находящемся в воздухе, образует на поверхности заготовок оксидную пленку толщиною всего лишь в несколько атомов. Но именно эта пленка и не дает проводить сварочный процесс, потому что она тугоплавкая. Кстати, именно она отражает такой высокий показатель, как стойкость к коррозии. Ее можно легко удалить, используя, к примеру, железную щетку или наждачку. Но пленка быстро восстанавливается.

Все эти особенности нержавеющей стали влияют на способ ее обработки и сварки, правильному выбору режима сваривания и подбора расходных материалов. Но необходимо учитывать и тот факт, что производители нержавейки предлагают сегодня не только сплав из железа и хрома. Есть три класса, у которых разные свойства.
- Ферритный – в нем содержится только хром. Такой металл используется в агрессивных средах. Одна из его особенностей – устойчивость к термической закалке.
- Аустенитный – в состав кроме хрома входит и никель. Такая сталь обладает повышенной прочностью и пластичностью.
- Мартенситный – в составе хром и углерод. При достаточно высокой прочности такая нержавейка очень хрупкая, поэтому применяется только в слабоагрессивных средах.
Свойства нержавеющей стали
Перед тем как варить нержавейку с углекислотой, необходимо понимать, что это не обычная сталь. Это сложный сплав для процесса сваривания, поэтому рекомендуется обратить внимание на его физические свойства.
- По сравнению с той же обычной сталью у нержавейки теплопроводность в два раза ниже. То есть, чтобы проводить ее сварку, необходимо понижать сварочный ток. При высоком токе может образоваться прожог, потому что сам металл на всю свою массу тепло будет проводить с трудом. К тому же перегретый участок – это гарантия снижения антикоррозийных способностей металла. Поэтому выход один – увеличить охлаждение сварного шва и понизить ток на 20-30%.
- Существует такое понятие, как межкристаллитная коррозия металла. По сути, это когда при нагреве внутри стали образуется карбид, как следствие соединения железа и хрома. Такое может случиться, если температура нагрева доходит до +500С. Сами карбиды изнутри металла приводят к его растрескиванию. И, как следствие, коррозия. Поэтому нельзя допускать долгого действия температуры данного значения. Выход из этого положения – охлаждать зону сварки любыми средствами, даже водой.
- Нержавейка – это сталь с высоким линейным расширением. При нагреве металл очень сильно расширяется, а при охлаждении, соответственно, и сильно сужается. Такая огромная усадка приводит к растрескиванию сварного шва. Поэтому при сварке нержавейки даже полуавтоматом необходимо между заготовками оставлять увеличенный зазор. Он и будет компенсировать величину усадки.
- Есть такой показатель – электрическое сопротивление. Он у нержавеющей стали достаточно высокий. Именно это свойство влияет на перегрев электрода, сделанного из высоколегированной стали. Именно поэтому такие расходники имеют небольшую длину – в пределах 35 см.
Как правильно варить нержавейку полуавтоматом
Чтобы провести сварку нержавеющей стали полуавтоматом, необходимо правильно выбрать состав защитного газа. Оптимально считается, если газ должен состоять из аргона – 98% и углекислоты – 2%. Хотя многие сварщики, чтобы снизить себестоимость проводимых работ, увеличивают процентное соотношение в пользу дешевого углекислого газа. К примеру, 30% – углекислота и 70% – аргон.
Что касается присадочной проволоки, то рекомендуется использовать точно такую же, как и сам свариваемый металл. К примеру, если свариваются заготовки из нержавейки 304, то рекомендуется использовать для их соединения присадку марки Y308.
С неплавящимся вольфрамовым электродом все также просто. Его диаметр будет зависеть от толщины свариваемых деталей. К примеру, если их толщина не будет превышать 1 мм, то используется электрод диаметром 1 мм. Толщина 1-4 – диаметр 1,6. Толщина свыше 4 мм, диаметр 2,5 мм.
Нюансы сварки
Полуавтоматы для сварки нержавейки обеспечивают сразу несколько функций технологического сварочного процесса.
- равномерная скорость подачи присадочного материала в зону сварки;
- возможность отрегулировать точную силу сварочного тока;
- охлаждение горелки.
Все это обеспечивает высокое качество сварного шва, плюс увеличивается скорость сварочного процесса. Конечно, необходимо сказать и о том, что в среде углекислого газа присадочная проволока расплавляется интенсивнее, поэтому нагрев сварного участка будут происходить при низких (относительно) температурах.
Все остальные операции проводятся точно так же, как при сварке полуавтоматом обычных сталей.
- Производится подготовка свариваемых заготовок из нержавейки. Их очищают железной щеткой от грязи, красок и других материалов. Если есть необходимость, то и обезжиривают. Для этого можно использовать спирт, ацетон, бензин и так далее. Если соединяются детали толщиною долее 4 мм, то обязательно формируются кромки. Обязательно производится подогрев до +100С, чтобы полностью удалить влагу с поверхностей.
- И сам процесс сварки.
Очень важно соблюдать точную схему проведения сварки полуавтоматом. Горелка должна подноситься к зазору между заготовками под небольшим углом. Присадочная проволока подается под противоположным углом. При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва.
Получается так, что дуга, возникающая между вольфрамовым неплавящимся электродом и металлом заготовок, расплавляет металл присадочной проволоки. Он каплями падает между заготовками, образу шов. При этом капли под действием давления защитного газа растекаются по всей сварной ванне. И все это происходит равномерно. Это очень хорошо видно на видео.
Подводя итог всему вышесказанному, необходимо обозначить позиции, которые влияют на качество конечного результата при сварке нержавейки полуавтоматом в среде защитного углекислого газа.
- Сварка производится на постоянном токе обратной полярности.
- Горелка наклоняется вперед, присадка назад.
- Максимальный вылет вольфрамового электрода – 12 мм.
- Очень важен показатель расхода защитного газа. Его диапазон 6-12 м³/ мин. Увеличение расходуемого объема приводит к снижению качества шва.
- Обязательно в баллон с газом добавляется осушитель, к примеру, медный купорос. Все дело в том, что при соприкосновении углекислого газа с металлом образуется кислота, которая при подаче в зону сварки будет разрушать углерод. Поэтому нельзя допустить, чтобы кислота образовалась.
- Сам процесс наплавления должен проводиться плавно.
- Рекомендуется также после окончания работы простучать молотком по сварочному шву. Таким образом, удаляются пузыри, образовавшиеся на поверхности шва при сварке.
И все же при кажущейся простоте, сварка нержавейки полуавтоматом – процесс не самый простой, и очень ответственный. Для его проведения нужны навыки и опыт. Так что начинающим сварщикам он не под силу. Посмотрите видео, как правильно варить нержавеющую сталь полуавтоматом в среде защитного углекислого газа.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Нержавеющая присадочная сварочная проволока. Статья для новичка
Время чтения: 5 минут
Нержавеющая сталь известна человечеству более 100 лет, и с момента ее изобретения состав этого металла остается неизменным. В основе нержавейки лежит низкоуглеродистая сталь, которая при добавлении хрома приобретает устойчивые антикоррозийные свойства. Благодаря этой особенности нержавеющую сталь начали применять везде: от изготовления посуды и монет до нефтеперерабатывающей и пищевой промышленности.

Существует несколько способов сварки нержавейки. В некоторых из них применяется специальная нержавеющая проволока для полной химической совместимости с основным металлом. В этой статье мы расскажем все, что нужно знать о присадочной проволоке и сварке нержавеющей стали с ее применением.
Содержание статьи
Общая информация
Нержавеющая сталь — это металл с высоким содержанием легирующих элементов, поэтому высоколегированная сварочная проволока используется именно для работы с нержавейкой. Главная характеристика нержавеющей стали — это ее невероятная стойкость к коррозии. Это заслуга хрома, который добавляют в состав металла для улучшения антикоррозийных свойств. Помимо хрома свою лепту вносят никель и молибден, так же добавляемые в состав нержавеющей стали.
Сварка нержавеющей стали возможна с применением различных технологий. Это может быть ручная дуговая сварка с использованием покрытых электродов, полуавтоматическая сварка в среде газов, аргонодуговая сварка с применение неплавящегося электрода и автоматическая сварка под слоем флюса.

Сварка полуавтоматом в среде защитного газа считается самой оптимальной с точки зрения трудозатрат и готового результата. Сварка высокопроизводительная, с минимумом шлаков и достойным качеством швов.
Для осуществления этой сварки вам понадобится не только полуавтомат, но и проволока сварочная для нержавейки. Ее можно применять не только для формирования нового шва, но и для наплавки или мелкого ремонта. Проволока сварочная для нержавеющей стали производится на многих отечественных заводах. В частности, большой ассортимент предлагает белорусский производитель «Оливер».
Особенности сварки
Нержавеющая сталь была получена случайно экспериментальным путем. Небольшое добавление хрома, никеля и молибдена (эти компоненты составляют всего около 15% от общего объема) привело к существенным изменения в химико-физических свойствах нержавеющей стали.
Она приобрела устойчивость к влаге, грязи и источникам коррозии. Но вместе с тем добавился ряд особенностей, из-за которых не так просто произвести сварку. Мы говорим о высокой температуре плавления (1800 градусов!). Из-за нее трудно подобрать оптимальный режим при сварке, чтобы не образовывались непровары или прожоги.

На наш взгляд, оптимальная технология сварки нержавейки — полуавтоматическая, с применением защитного газа. При применении данного метода проволока подается в заданном режиме в сварочную зону, освобождая руки сварщика. А газ защищает металл от окисления, улучшает качество и внешний вид шва.
В качестве газа лучше использовать углекислоту. Этот газ никак не влияет на химические свойства и структуру металла, что очень хорошо. Учитываются все характерные особенности нержавейки, не теряются ее достоинства и нивелируются недостатки.
Читайте также: Особенности сварки нержавеющей стали
Сварочная проволока нержавеющая может быть порошковой. Она представляет собой полую трубку из нержавеющей стали, внутри которой находится порошкообразный флюс. Такую проволоку можно применять при полуавтоматической сварке БЕЗ газа. Флюс будет выполнять защитную функцию. Но следует отметить, что получаемые швы не будут такими антикоррозийными, как при использовании газа. И со временем велика вероятность образования ржавчины.
Поэтому рекомендуем применять понятную технологию полуавтоматической сварки в среде защитного газа. Но учтите, что это не такой простой процесс, как кажется изначально. Если у вас нет опыта сварки нержавейки или опыта работы с полуавтоматом, то попрактикуйтесь на ненужных заготовках, прежде чем приступать к серьезным типам работ.
Сварочные работы
Теперь перейдем к самому процессу сварки. Перед выполнением работ тщательно подготовьте металл. Зачистите кромки, удалите загрязнения и пыль с поверхности металла. Если этого не сделать, то на загрязненных местах впоследствии появится коррозия.
Пару слов о применяемом оборудовании и приспособлениях. Вам понадобится полуавтомат. Лучше, если он будет полупрофессионального или профессионального уровня. Не забывайте и о газовом баллоне. О том, как выбрать газовый баллон можно почитать здесь. Дополнительно приобретите горелку. Через нее будет осуществляться подача газа и проволоки.

При выполнении сварки следите за положением горелки. Ведите ее под небольшим углом относительно поверхности металла. Так вы сможете лучше видеть сварной шов и следить за его формированием. Варить нужно на короткой дуге. Расстояние от поверхности металла до сопла горелки не должно превышать 1,5 см.
Во время сварки проволока будет подаваться через горелку и плавиться за счет пламени горелки, смешиваясь с основным металлом. Учитывайте, что при выборе проволоки по нержавейке нужно узнать, какова ее степень легирования. Другими словами, сколько легирующих элементов содержится в ее составе. Этот показатель должен быть немного больше, тем у металла, который вы варите.
Здесь каждый компонент играет свою ключевую роль: проволока способствует формированию шва и улучшает его характеристики, газ защищает сварочную зону от окисления, а получаемый в процессе язык пламени нагревает металл и проволоку.
Вместо заключения
Проволока для сварки нержавейки может иметь различный диаметр, длину и вес. Но суть останется неизменной: ее состав не должен отличаться от состава металла, с которым вы будете работать. От совместимости проволоки и металла во многом зависит конечное качество сварного соединения. При сварке нержавейки учитывайте характерные особенности металла, в частности его высокую температуру плавления.
Если вам когда-нибудь приходилось работать с нержавеющей сталью и применять для ее сварки присадочную проволоку, то поделитесь своим опытом в комментариях ниже. Он будет полезен для новичков и практикующих сварщиков. Желаем удачи в работе!
svarkaed.ru