Сварочные полуавтоматы классификация – –
alexxlab | 05.02.2017 | 0 | Вопросы и ответы
Полуавтоматы, их классификация, технические характеристики
Служат для подачи электродной проволоки в зону горения дуги.
В состав современного полуавтомата входят:
- механизм подачи проволоки;
- сварочная горелка;
- источник питания сварочной дуги, объединенный с блоком управления;
- дистанционный пульт управления.
Сварочный полуавтомат обеспечивает стабильную скорость подачи проволоки и плавную ее регулировку.
Технические характеристики
Параметр | Марка | ||||||
ПДГ-165-1 | ПДГ-2010 | ПДГ-2510 | КЕМППИ ПРО-3000 | КЕМППИ ПРО-5000 | КЕМПОМАТ 2500 | КЕМПОМАТ 4000 | |
Напряжение питания, В | 220 | 380 | 3×380 | 3×380 | 3х220/380 | ||
Потребляемая мощность, не более, кВА | 7 | 9,7 | 18 | 9,9 | 20,2 | 9,2 | 18,5 |
Сварочный ток, А (ПВ*,%) | 160(60) | 200 (60) | 315 (32) | 300 (60) | 500 (60) | 250 (30) | 400 (40) |
Диапазон регулирования сварочного тока, А | 40-160 | 30-200 | 35-315 | 10-300 | 10-500 | 40-250 | 40-400 |
Диапазон регулирования напряжения на дуге, В | 14-24 | 14-28 | 15-30 | 10-35 | 12-45 | 14-26 | 15-34 |
Число подающих роликов | 2 | 4 | 2 | 4 | |||
Диаметр проволоки, мм сплошной порошковой | 0,8-1,2 | 0,8-1,4 | 0,6-2,4 | 0,6-1,6 | 0,6-1,2 | 0,6-1,2 | |
Скорость подачи проволоки, м/мин | 2-9,5 | 1,2-1,6 | 0-18 | 0-25 | 0-18 | 0-18 | |
Диаметр кассеты, мм | 200 | 200; 300 | 300 | ||||
Расход защитного газа, не более, л/ч | 550 | 840 | 880 | 900 | 800 | 900 | |
Масса, кг | 60 | 90 | 168 | 59 | 73 | 80 | 130 |
Габариты, мм | 545x285x545 | 720x285x700 | 470x910x940 | 550x230x500 | 550x230x500 | 930x440x860 | 970x480x970 |
*ПВ – относительная продолжительность включения при цикле 10 мин
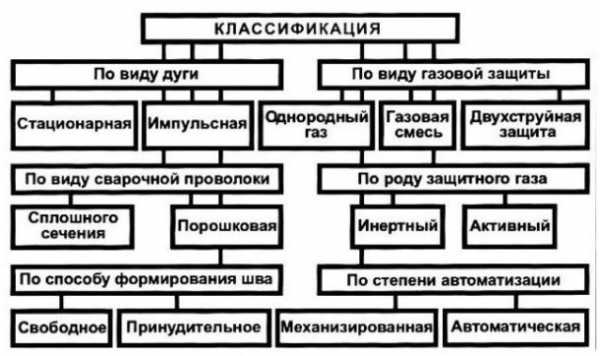
Классификации полуавтоматов
По виду защитного газа: в активных (Г); в инертных (И)
По способу регулирования скорости подачи проволоки:
плавная, ступенчатая, комбинированнаяПо типу механизма подачи проволоки: толкающего, тянущего, универсального
По способу охлаждения горелки: с естественным охлаждением защитным газом, с принудительным жидкостным охлаждением.
По конструкции:
однокорпусные – источник питания, механизм подачи, блок управления и кассета с проволокой размещены в одном корпусе (ПДГ-165-1; ПДГ-2010; ПДГ-2510; ДС-200.КЗ; “Мастер-400”).
двухкорпусные – источник питания и блок управления – в одном корпусе, а механизм подачи с горелкой – в отдельном блоке (ПДГ-2511; ПДГО-5010; ПДГ-3010; ПДГ-525-4).
weldering.com
Сварочные полуавтоматы и автоматы – их разновидности и классификация
Прежде чем приступить непосредственно к рассмотрению темы статьи, автор считает целесообразным пояснить, в чем разница между сварочными аппаратами категорий «автомат» и «полуавтомат». Их названия созвучны, и люди, которые профессионально сваркой не занимаются, нередко путаются в терминологии. Не вдаваясь в подробности классификации и реализованных технических решений, можно отметить принципиальную разницу по следующим параметрам.
Во-первых, точность сварки. У автомата она, естественно, выше.
Во-вторых, компактность и мобильность. Полуавтоматические сварочные аппараты представляют собой изделия блочного типа, которые, в зависимости от модели, имеют сравнительно небольшой вес и легко переносятся с места на место или перевозятся с объекта на объект. Учитывая малогабаритность таких изделий, они свободно умещаются в багажнике легкового авто.
Сварочные автоматы
Это оборудование для стационарной установки. Как вариант – аппараты на тележке с колесами. Но такая их мобильность ограничена площадью производственного помещения, а для транспортировки на расстояние нужна уже не легковая, а бортовая машина.

По всем остальным признакам (принципу функционирования, составу) полуавтоматы и автоматы схожи, поэтому рассмотрим категорирование сварочников на примере полуавтоматов. Автоматическое оборудование используется, как становится понятно, лишь на производстве, мы же рассмотрим в первую очередь аппарат для бытового применения и небольших частных предприятий.
Классификация сварочных аппаратов
По способу сварки
Проволокой. Представляет собой трубку с тонкими стенками, внутри которой находится специальная порошковая масса, выполняющая функцию флюса. Чтобы в процессе подачи проволока не деформировалась, в системе устанавливаются ролики, по которым она и перемещается.
В защитной среде. Используется газ, который подается на обрабатываемый участок. В обозначении модели присутствует литера, указывающая на его разновидность: «И» – инертный, «Г» – активный.
С флюсом. Точнее, под его слоем. Сварочники, функционирующие по такой технологии, подают в рабочую зону проволоку более толстую и без наполнителя. Порошок же поступает через воронку, которая расположена на горелке.
На заметку!
Есть полуавтоматы категории «универсальные». Они укомплектованы различными приспособлениями, позволяющими выполнять сварку любых видов.
По типу подающего механизма
Толкающий. Устанавливается непосредственно перед горелкой. Эффективен при сварке стальных заготовок.
Тянущий. Расположен на горелке. Такое инженерное решение имеет «минус» – нагрузка на руку сварщика возрастает, и он больше устает. В основном применяются при сварке деталей из алюминия.
Комбинированного действия. Эти механизмы универсального применения. Особенно полезны, если рабочая зона и корпус аппарата находятся на некотором расстоянии (определяемом длиной шланга).
По питающему напряжению
Однофазные. Наиболее удобные модели для бытового применения. Им достаточно обычной розетки на 220 В. Единственно, что нужно учесть при подключении – выдержит ли эл/проводка. Но скачки напряжения в сети из-за изменений нагрузки могут наблюдаться. Хотя если аппарат и небольшой мощности, на функционировании бытовых приборов в доме это особенно не отразится.
На заметку!
Значительное несоответствие мощности аппарата параметрам эл/сети чревато «просадками» напряжения, а это отражается на качестве сварки. Понятно, что не в лучшую сторону.
Трехфазные. Их целесообразно приобретать собственникам частных домов, так как линия 380 В уже подведена к строению. Преимущество в том, что такие сварочники не создают большой нагрузки на фазу, так как она распределяется по всем трем, равномерно.

По источнику питания
Это уже к вопросу о разновидностях полуавтоматов.
Трансформаторные. Традиционное исполнение. Если сварка ведется постоянным током, то после трансформатора напряжение поступает в выпрямитель.
Инверторные. Более совершенные модели. Они имеют массу преимуществ перед трансформаторными.
Достоинства инверторов
- Во-первых, более компактны и меньше весят.
- Во-вторых, могут преобразовывать постоянный ток в переменный.
- В-третьих, высочайшее качество сварки.
- В-четвертых, КПД в пределах 95%.
- В-пятых, возможность сваривания металлов с различной структурой (разнородных).
- В-шестых, значительные пределы регулировки тока, что увеличивает возможности аппарата.

По конструктивному исполнению
- С одним корпусом. Это наиболее удобные для бытового использования аппараты.
- Многокорпусные. Как правило, их 2. Источник тока + блок управления – в одном, подающий механизм + горелка – в другом.
По «шасси»
- Переносные. Они или устанавливаются на месте производства работ, или (в зависимости от длины соединительных шлангов) перемещаются с участка на участок вручную.
- «Мобильные». В нижней части корпуса находятся колесики, которые позволяют переустанавливать аппарат без больших усилий со стороны работника.

По применению
Профессиональные сварочники (используются на производстве).
Полупрофессиональные (для регулярного использования в небольших специализированных организациях – сервисы, мастерские, мелкий бизнес).
Любительские (бытовые). Они имеют несколько ограниченные возможности. Хотя характеристики конкретной модели определяются производителем и для каждого аппарата они свои, можно отметить некоторые общие особенности таких изделий:
- Во-первых, они все однофазные.
- Во-вторых, сечение проволоки, с которой может работать аппарат, не более: полнотелой – 1 (алюминий) и 0,8 (сталь), с наполнителем (порошковым) – 0,9 (мм).
- В-третьих, время непрерывной работы ограничено.
- В-четвертых, сварочный ток – до 200 А.
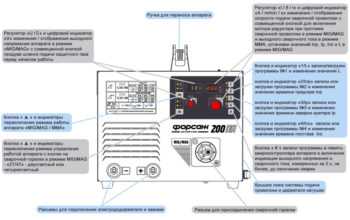
При выборе аппарата именно для бытового применения стоит обратить внимание на такие марки – «Контур» (17 550 – инвертор), «Мастер» (около 11 000), «ПДГ-200», серии 165, 205 (около 8 500), «Форсаж» (от 29 000 – инвертор). Хотя это и не единственные модели, о которых можно встретить много хороших отзывов.
*Цены указаны в российских рублях.
ismith.ru
Классификация сварочных полуавтоматов – Оборудование для строительства – Статьи – ЭКОПАН
Сварочный полуавтомат Москва – это электротехническое устройство, предназначение которого – электродуговая сварка плавящимся электродом, в котором механизирована подача электрода, а перемещение электрода с необходимой скоростью вдоль шва производится непосредственно сварщиком вручную.
С помощью такого аппараты вы можете сварить материал, толщина которого от 0,5 мм до 10 мм, а так же проваривать металл толщиной 10-20 мм на глубину 5 мм.
Классификация полуавтоматов осуществляется, исходя из рода защиты сварочного шва, и подразделяется на 3 следующих вида:
- полуавтоматы, которые осуществляют сварку под слоем флюса;
- полуавтоматы, которые осуществляют сварку в защитных газах;
- полуавтоматы, которые осуществляют сварку порошковой проволокой.
Однако так уж сложилось, что самое большое распространение получили полуавтоматы, которые осуществляют сварку в защитных газах, а вот полуавтоматы, сварка в которых осуществляется под слоем флюса, в наше время практически не применяются. Что же касается полуавтоматической сварки порошковой проволокой, то она очень часто осуществляется с помощью сварочного аппарата полуавтомата для сварки в защитных газах.
Широкое распространение сварки, которая осуществляется в среде защитных газов, объясняется следующими факторами:
- производительность такой сварки больше в 2-4 раза по сравнению с дуговой;
- полная безопасность – исключена возможность поражения током;
- при использовании этого вида сварки не меняется состав металла и не появляются микротрещины, а шов не шлакуется;
- гораздо меньший процент брака продукции.
Кроме того, в зависимости от характера перемещения в процессе работы, полуавтоматы делятся на:
- стационарные, которые используются для комплектации специализированных сварочных постов в серийном и крупносерийном производствах;
- переносные;
- передвижные, которые признаны самыми удобными в работе.
Такие аппараты обладают рядом преимуществ, среди которых: оснащённость ступенчатым регулированием сварочного тока и принудительным воздушным охлаждением, удобность в эксплуатации и надёжность в использовании.
Кроме того, если вы «мастер на все руки» и привыкли всё в хозяйстве создавать и ремонтировать своими руками, то вам пригодится и дренажный насос, компактность и простота эксплуатации которого просто поражает. Дренажные насосы Москва будут просто незаменимы в случае, если вам будет необходимо откачать бытовые стоки, бассейны, колодцы или же осуществить водозабор озёр или рек.
ecopan.su
Сварочный полуавтомат инверторного типа: какой выбрать для дома
Можно с уверенностью сказать, что в сварочном деле проходит ползучая промышленная революция. Прежде всего, сварочное оборудование стало доступным для самых широких масс потребителей – во многом благодаря китайским производителям. Дополнительным стимулом стали технологии с применением инверторов в качестве источника электрического питания.
Этот фактор привел в профессию сварщика множество новичков: варить стало легче и комфортнее, что само по себе является абсолютно позитивным явлением. Вместе с тем наблюдаются кое-какие проблемы, связанные с промышленным сварочным бумом. Это неприятное сочетание двух факторов: колоссальное число разных моделей сварочных аппаратов на рынке и недостаточная квалификация мастеров нового поколения, чтобы хорошо разбираться в этих аппаратах.
Далеко не все понимают, какой сварочный полуавтомат выбрать. Результатом являются нередкие ошибки в выборе аппарата, либо, что еще хуже, покупка поддельных марок сварочных приборов, которые на рынке тоже встречаются. Поэтому умение выбирать лучшие модели аппаратов является обязательным профессиональным навыком. Сварочный аппарат полуавтомат инверторного типа – этот тип агрегатов получает все большее распространение и среди любителей, и среди профессионалов.
Чем отличаются сварочные полуавтоматы от других аппаратов
Схема сварочного аппарата с тиристорным управлением.
В отличие от ручных дуговых аппаратов в инверторных сварочных полуавтоматах кроме преобразователя тока имеется еще один элемент – механизм для автоматической подачи присадочной проволоки во время сварки. В результате дуга получается стабильной и ровной, а сварочный шов – чрезвычайно высокого качества. По сути полуавтоматические инверторные аппараты выполняют такие же функции, как и ручные дуговые РДГ. Принципиальное отличие сварочного полуавтомата в том, что он состоит ровно из двух частей:
- Преобразователя тока, который меняет качество сварочного тока так же, как в ручных дуговых инверторах.
- Специальной кассеты для проволоки, чтобы подавать ее автоматическим способом в зону сварки.
Зачем нужна автоматическая подача проволоки? Для высокого качества шва, конечно. Технология сварки полуавтоматом гениальна по своей простоте: сварочная дуга аккуратно располагается между заготовками и проволокой, которая идеально ровно подается автоматом. Металл заготовок и проволоки плавится, перемешивается в сварочной ванне и по ходу движения электрода твердеет, превращаясь в качественный шов. Во время плавления в ее зону подается инертный газ в виде аргона для защиты от ненужных окислительных процессов.
Режимы работы полуавтоматов MIG, MAG, MMA, TIG
Разберемся с аббревиатурами MIG/MAG или МИГ и МАГ, которые часто встречаются в названиях в моделях сварочных инверторных полуавтоматов. Эти аббревиатуры различаются в зависимости от того, какой газ применяется в качестве защиты металла от окисления во время сварки.
МАГ обозначает Металл Активный Газ, при этой технологии используется углекислый газ. МИГ – Металл Инертный Газ обозначает использование аргона. Технологией МИГ можно варить цветные металлы, алюминий и нержавеющую сталь – самые капризные виды металлов в сварочном деле.

Как устроен наконечник сварочной горелки.
MMA Manual Metal Arc или РДГ – ручная дуговая сварка плавящимся электродом рассматривается как дополнительная функция полуавтомата. Ну и наконец TIG – сварка-полуавтомат неплавящимся электродом в аргоновой среде – тоже может быть дополнительной функцией в полуавтоматах высокой ценовой категории.
По каким критериям выбирать подходящий аппарат для себя
Критерии выбора сварочного аппарата:
- По функциям. Что и где вы собираетесь варить? Поилку для индюшат на даче, кузов автомобиля в мастерской или у вас впереди серьезные промышленные объекты?
- По качеству, виду и толщине сварочного шва. Вам важнее эстетика, как, например, для декоративных решеток или деталей автомобиля, или прочность и надежность на ответственных объектах типа газопровода?
- По виду металлов, с которыми вы собираетесь работать. Нержавейка? Алюминий? Цветные металлы и их сплавы? Есть в вашем наборе металлов присутствует алюминий и его сплавы, нужно разворачиваться в сторону аппаратов, где присутствует аббревиатура TIG с баллонами инертного газа в придачу.
- По характеристике электрической сети. Если вы живете и собираетесь работать в сельской местности, в вашей сети, скорее всего, будет прыгать напряжение. Тогда нужно искать аппараты с широким диапазоном скачков напряжения – такие есть, их специально выпускают для российских регионов.
- По личному опыту мастера. Если вы начали заниматься сваркой недавно, вряд ли будет целесообразно покупать дорогой навороченный полуавтомат, где половина функций вам не нужна будет и в помине.
Очень важный момент в выборе – универсальность аппарата. Она зависит от вида ваши планируемых работ: вам нужен только полуавтомат с автоматической подачей проволоки? Или вы собираетесь работать с электродами тоже? Если да, идем выбирать универсальное оборудование.
Классификация сварочных полуавтоматов
Это три условных группы:
- бытовые сварочные полуавтоматы;
- профессиональные полуавтоматы;
- промышленные полуавтоматы.
Бытовые: речь о выборе сварочного полуавтомата для дома. Подходят, если продолжительность работ не будет превышать нескольких часов в день. Выбирать нужно те аппараты, которые позволяют работать с проволоками разного диаметра и их разных металлов, то есть, с высокой степенью универсальности.
Устройство подачи проволоки в сварочном полуавтомате.
Профессиональные: таких моделей предлагается на рынке больше всего с самыми разными модификациями – с самым широким набором режимов или чисто «проволочные», не боящиеся скачков сетевого напряжения или позволяющие работать на морозе. Эти аппараты нужно выбирать буквально по пунктам технических характеристик: их много, но всех их нужно учитывать.
Промышленные: это мощные аппараты для сварки массивных деталей с неограниченным временем работы для круглосуточного пользования. В данном рейтинге они не рассматриваются.
Важные технические характеристики для выбора
Характеристики сварочных полуавтоматов:
- Мощность инвертора или сварочный ток. Это сила тока, при которой на аппарате можно работать без перерывов на остывание. Оптимальными параметрами считаются 160 – 200 А.
- Продолжительность нагрузки ПН – это процент времени от общего времени работы, которое потребуется на перерыв для остывания аппарата. Хорошим показателем является уровень 60%.
- Диапазон скачков напряжения в процентах показывает, при каких изменениях напряжения аппарат будет продолжать работать. Важно для сельской местности. Если вы выбираете профессиональный полуавтомат, важно, сколько фаз сети подведено к вашей мастерской. Однофазный агрегат нужно выбирать, если подведена одна фаза. Если у вас три фазы, можно покупать оба варианта – хоть однофазный, хоть трехфазный. Но если есть возможность выбирать, лучше остановиться на трехфазном варианте: с ним качество шва получается выше, а риск перегрузки на одну фазу ниже.
- Диаметр электродов или присадочной проволоки, который зависит от мощности тока и продолжительности нагрузки. Толщина свариваемых заготовок также влияет на выбор диаметра проволоки.
- Параметры питающего кабеля, он должен быть достаточного диаметра сечения – больше 2,5 мм и оптимальной длины. Если длина кабеля больше 15 метров, мощность аппарата при скачке сетевого напряжения обязательно будет теряться. А это напрямую определяет силу сварочного тока и в итоге качество сварочного шва.
Полуавтомат инверторный или классический?

Комплектация сварочного полуавтомата.
Иными словами, что лучше – трансформатор или инвертор? Учитывая факт, что до сих пор 90% сварочных работ в России производятся на трансформаторных типах оборудования, вопрос совсем не праздный и нуждается в разъяснениях.
В чем принципиальные различия трансформатора и инвертора? И тот, и другой являются источниками сварочного тока. Но генерируют его они по совершенно разным механизмам действия. Но для выбора того или другого важнее не механизм преобразования тока, а различия в применении и, главное, в качестве получаемых сварочных швов.
Трансформаторные модели громоздкие, их нужно перемещать на тележке, а лучше использовать в стационарных условиях, без перемещений. Инверторные полуавтоматы легче и меньше, швы с их помощью получаются более качественными. Но и стоят они значительно дороже трансформаторных опций.
Если денежный вопрос стоит остро, трансформаторы могут быть выбраны для домашних работ на даче или в частном доме. В личном гараже они также подойдут. Если же вы планируете заниматься сваркой ответственных участков типа отопления, водопровода, емкостей или труб из нержавейки, вам следует остановиться на инверторах.
10 моделей выбора инверторных полуавтоматов
Представляем десять моделей сварочных полуавтоматов, которые вполне могут бороться за право быть выбранными вами, исходя из ваших сварочных планов, квалификации и свойств вашей электросети. Следует отметить, что нумерация моделей никак не отражает их рейтинга внутри списка.
Определение – «лучший сварочный полуавтомат инверторного типа» в корне неверное. Модели настолько разные, что не могут конкурировать друг с другом, их нельзя сравнивать. Сам список – уже рейтинг с полноправными аппаратами для вашего выбора. Итак, определяем самый подходящий сварочный полуавтомат инверторного типа для себя – здесь и сейчас.
Сварог ПРО MIG 200
 Данный инверторный полуавтомат многими экспертами оценивается как пример отличного баланса цены и качества. Аппарат самый дорогой из всех приборов такой же модификации. Он универсальный, на нем можно работать со всеми видами проволоки, с обычными электродами в режиме MMA, c аргоновой горелкой в режиме TIG DC, легко менять полярность сварочного тока.
Данный инверторный полуавтомат многими экспертами оценивается как пример отличного баланса цены и качества. Аппарат самый дорогой из всех приборов такой же модификации. Он универсальный, на нем можно работать со всеми видами проволоки, с обычными электродами в режиме MMA, c аргоновой горелкой в режиме TIG DC, легко менять полярность сварочного тока.
Ценнейшим свойством аппарат является его ПН – продолжительность нагрузки. При токе не больше 160А и электродах с диаметром не больше 4 мм, его ПН составляет 100%. Это означает, что на нем можно работать без перерывов для остывания. Имеется специальный режим VRD – снижение напряжения холостого хода, форсаж дуги, принципиально новая схема контроля дуги.
Главные плюсы:
- универсальность, гибкость настроек;
- компактность и небольшой вес;
- новая система управления дугой;
Главные минусы:
- нельзя варить алюминий и его сплавы;
- высокая цена.
Кедр 175 GD
Сварочные полуавтоматы инверторного типа занимают в линейке российской компании Кедр не самое главное место. Основная специализация Кедра – промышленное сварочное оборудование для решения самых непростых производственных задач. Для нас с вами этот факт имеет только положительное значение: компания серьезная с продвинутыми технологиями и, что самое главное для нас, жесткими рамками производственных стандартов.
Аппарат также универсальный – и для полуавтоматической, и для ручной сварки. Программное управление с широкими возможностями, которое не очень удобно переключается: сначала выставляется кнопка режима и только затем настраиваются функции. Отлично адаптирован под разную толщину свариваемых заготовок. Мощность сварочного тока тоже неплохая – на максимуме 175А, а вот ПН не самая сильная.
 На это Кедре можно варить без остановок на остывание лишь при использовании электродов с диаметром не больше 3 мм. Иными словами, сварка в режиме MMA будет оптимальной с электродами в 2 – 3 мм в диаметре. Режим VRD также имеется. В принципе, Кедр ничем не уступает аппарату пунктом выше Сварог. Вот только он раза в полтора дешевле, чем Сварог. Выбирайте!
На это Кедре можно варить без остановок на остывание лишь при использовании электродов с диаметром не больше 3 мм. Иными словами, сварка в режиме MMA будет оптимальной с электродами в 2 – 3 мм в диаметре. Режим VRD также имеется. В принципе, Кедр ничем не уступает аппарату пунктом выше Сварог. Вот только он раза в полтора дешевле, чем Сварог. Выбирайте!
Главные плюсы:
- настоящая многофункциональность;
- очень удобен для новичков;
- хорошая ремонтная база;
- отличная цена;
Главные минусы:
- система управления не нравится опытным мастерам.
Aurora PRO 200
Китайский сварочный полуавтомат инверторного типа больше всех подходит если у вас запланированы большие по объему работы. Да и по своим размерам он самый большой среди остальных аппаратов в рейтинге.
Он популярен в мастерских по производству металлоконструкций и в автосервисах. Для работы с ним можно хорошо запастись проволокой – Аврора укомплектована массивными катушками. Отлично выдерживает скачки напряжения в сети – работает как миленький при минимуме 140В. Диаметр электродов лимитирован, максимально допустимый размер 5 мм, ПН средний – 60%.
 Главные плюсы:
Главные плюсы:
- большие катушки для проволоки с экономией ресурсов;
- отличная натяжка проволоки;
- можно работать с проволокой диаметра 1,2 мм;
Главные минусы:
- громоздкий, тяжелый.
Fubag Irmig 200
Профессиональные сварочные полуавтоматы бывают самой разной направленности. Перед вами «чистокровный немец» с очень узкой направленностью. Самый лучший выбор из всех возможных для «автомобильной жестянки»: если варить с проволокой диаметром 0,8 мм, прибор практически не перегревается и позволяет работать без перерывов для остывания.
Полуавтоматическая сварка листового железа – вот основное назначение аппарата, где ему равных нет. Ручной дуговой режим тоже возможен, но с остановками: ПН при мощности тока в 170А очень скромный – всего 20%. Это мощный и простой в управлении аппарата, обладающий всеми преимуществами немецкой техники, где на первом месте стоит надежность.
Главные плюсы:
- надежность, практически не ломается;
- простые настройки, удобное управление;
Главные минусы:
- узкая направленность работы, неполноценная MMA;
- цена высоковата, как у всех «чистых немцев».
Aurora PRO Overman 200
Функциональные особенности полуавтоматического инвертора.
Еще один отличный аппарат, но снова с узкой направленностью: он сконструирован для работы с проволокой и только проволокой. Не боится низких скачков напряжения в сети, не ограничивает выбор присадочной проволоки – можно варить даже с алюминиевой. Хорошо адаптируется под разную толщину металлических заготовок благодаря регуляции вольтамперной характеристики. В этой Авроре можно регулировать не только напряжение, но и ток, что встречается очень нечасто.
Странным выглядит переключатель скорости подачи проволоки: эта скорость представлена всего в двух режимах – быстро и медленно, без промежуточных показателей. Из-за своих спецификаций узкой направленности этот аппарат вряд ли можно рассматривать как сварочный полуавтомат для дома, но, если вы планируете сварку только с проволокой, его можно выбирать с уверенностью.
Главные плюсы:
- не боится сетевых скачков напряжения;
- хорошо адаптируется под разные размеры заготовок;
- отличная цена;
Главные минусы:
- тяжелый, громоздкий;
- скорость подачи проволоки только быстрая и медленная.
Сварог MIG 200Y
Еще один узкий специалист в деле профессиональной сварки – полуавтомат, который рассчитан на работу только с проволокой – никаких других режимов нет. У него очень неплохой ПН в 60% при мощности сварочного тока 200А, с такими показателями можно варить проволокой с диаметром 1 мм без остановок.
Как и положено «проволочному» аппарату, этот Сварог снабжен массивными катушками. Можно регулировать напряжение, ток и индуктивность, а вот скорость подачи проволоки – нельзя. Это выполняется автоматически с помощью электроники. Еще одно ценное и редкое техническое дополнение: при работе на морозе к инвертору подключается специальный обогрев.
Главные плюсы:
- гибкость настроек тока, напряжения и индукции;
- массивные катушки для проволоки до 15 кг;
- не боится морозов;
Главные минусы:
- высокая цена;
- нельзя самостоятельно регулировать скорость подачи проволоки.
Fubag INMIG 200 Plus
 А в этой модели вы найдете все возможные режимы сварки полуавтомат MAG/MIG, TIG и ручной MMA. Это многофункциональный аппарат с модным синергическим управлением. Очень неплохая мощность тока с максимальным значение в 200А, но при этом неважный ПН, который ограничивает диаметр проволоки не выше 0,8 мм и электроды не больше 2,0 мм.
А в этой модели вы найдете все возможные режимы сварки полуавтомат MAG/MIG, TIG и ручной MMA. Это многофункциональный аппарат с модным синергическим управлением. Очень неплохая мощность тока с максимальным значение в 200А, но при этом неважный ПН, который ограничивает диаметр проволоки не выше 0,8 мм и электроды не больше 2,0 мм.
Скорость подачи проволоки также регулируется автоматически, равно как и горение дуги. Есть специальный режим короткими швами SPOT для сварки поверхностей, где не нужна герметичность: подача проволоки автоматически останавливается через равные временные интервалы. Аппарат очень не любит низких скачков сетевого напряжения: в сети много жалоб от мастеров на его остановки в таких ситуациях.
Главные плюсы:
- настоящая многофункциональность;
- отличная цена;
- режим SPOT;
Главные минусы:
- боится скачков сетевого напряжения;
- низкий ПН, лимит диаметром проволоки и электродов.
Elitech ИС 220П
Типичный бюджетный китайский сварочный полуавтомат, подходящий для сварочных работ, например, в гараже. Один из лучших в своем ценовом сегменте. Ведет себя прилично при скачках напряжения – без проблем выдерживает снижение до 160 В. Его можно отнести к энергосберегающему оборудованию: мощность потребления всего 5,4 кВт. Максимальная мощность тока 180 А с ПН в 80%.
Такие показатели дают возможность работать с проволокой диаметром до 1,0 мм. Скорость подачи проволоки и напряжения можно регулировать самостоятельно. В сети множество позитивных отзывов по поводу надежности этой техники. Так что не боимся в данном случае китайского происхождения аппарата.
Главные плюсы:
- очень экономичен по расходу энергии;
- компактный;
- отличная цена;
Главные минусы:
- минимальный набор настроек.
Foxweld Invermig160 combi

Устройство современного сварочного полуавтомата.
Универсальный бюджетник – инверторный сварочный полуавтомат с максимальной мощностью сварочного тока в 160А и ПН 60%. Его отличает удобное управление, потребляет экономно электроэнергию, не боится скачков напряжения. С ним можно работать на морозах и в неотапливаемых помещениях: он снабжен редуктором для обогрева инвертора. Еще одно достоинство – длинный рукав горелки.
Главные плюсы:
- экономичен по потреблению электроэнергии;
- невысокая цена;
Главные минусы:
- малоизвестная марка;
- небольшой запас по току.
Ресанта САИПА 200
Ресанта является одной из самых раскрученных марок на российском рынке, а ее модель САИПА 200 – самая популярный сварочный инвертор полуавтомат в линейке Ресанты. Максимальная мощность сварочного тока 200 А с ПН 70%: можно варить с проволокой с диаметром 1,0 мм без перерывов. Имеются регуляторы напряжения и скорости протяжки проволоки. В сети много жалоб на частые поломки как данной модели, так и другой продукции этой фирмы.
Главные плюсы:
- неплохой запас по току;
Главные минусы:
- боится пыли;
- часто ломается;
- завышенная цена.
Советы вдогонку
Как выглядит газовая горелка для сварочного аппарата?
Несколько советов от экспертов, чтобы понять, как выбрать сварочный полуавтомат для конкретных нужд: в некоторых аппаратах на горелках поставлены евро-разъёмы, которые подойдут для работы далеко не везде. Их можно сразу же сменить.
- Проверяйте механизм протаскивания проволоки. Если в нем стоит двигатель малой мощности, механизм быстро сломается. Да и ролики ля проволоки должны быть нормальных размеров – не меньше 30 х 22 х 10 мм.
- Есть модели, в которых индуктивность регулируется жестко и автоматически: или «сильно» или «слабо». Такие аппараты лучше избегать, потому что регулировка должна быть мягкой и плавной – от этого зависит качество сварочного шва.
- Регулировка индуктивности лучше не ручная, а цифровая. В этом случае намного легче и правильнее настраиваются остальные параметры.
- Дополнительным плюсом всегда выступает автоматическое отключение прибора во время перегрузки.
Выводы
Сварочные полуавтоматы хороши и для непрофессиональных домашних работ, и для профессиональной сварки в мастерских и автосервисах. Если решать, какой сварочный полуавтомат выбрать для ремонта автомобиля, то предпочтительнее инверторный тип полуавтоматов.
Можно обсуждать и покупку полуавтомата «старого» трансформаторного типа, чтобы он работал в гараже в режиме стационара из-за веса и больших габаритов. Но, несмотря на разницу в цене в пользу трансформаторов, целесообразнее остановить выбор на инверторном типе. Речь о качестве швов: с инвертором их высокого качества добиться легче.
Решить в итоге, какой сварочный полуавтомат лучше для вас здесь и сейчас не так уж сложно. Главное – хорошо понимать, с какими материалами вы собираетесь работать, в каких условиях вы будете это делать. В качестве третьего критерия – какие требования будут предъявляться к качеству сварочных швов.
tutsvarka.ru
Полуавтомат сварочный – устройство, виды, настройка
Полуавтомат сварочный — это оборудование, относящееся к усовершенствованному виду электрической сварки, значительно ускоряющему рабочий процесс. Стоимость аппаратов, которая ниже аргоновых устройств, позволяет применять их на многих заводах и мелких мастерских. Каков принцип работы сварочного полуавтомата? Из чего состоит оборудование? Как его настраивать и что им можно варить?

Сварочный полуавтомат — принцип работы
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов. Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды. Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.

Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Инверторный сварочный полуавтомат — применение
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.
Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой. Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий. Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
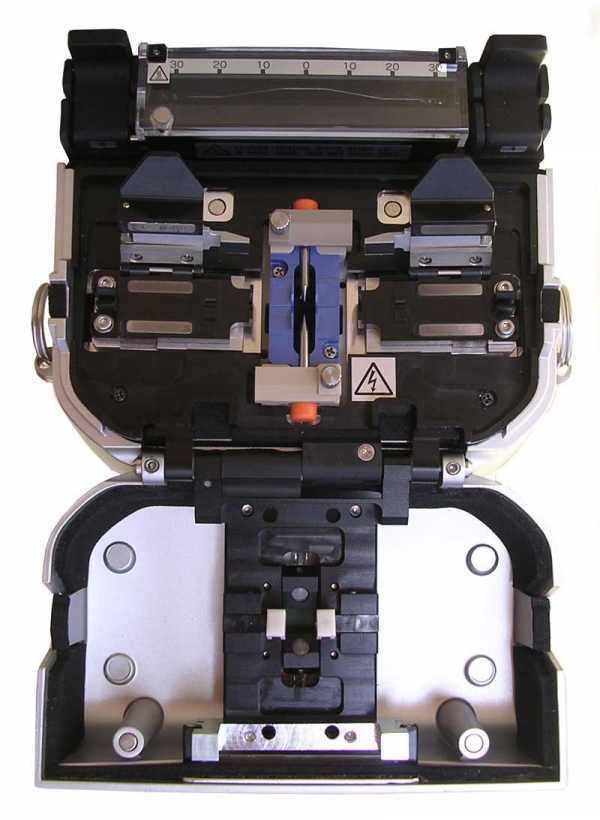
Устройство полуавтомата
Существует много фото, где хорошо видно ключевые элементы, входящие в сварочный полуавтомат инверторного типа. Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Инверторный аппарат
Представляет из себя корпус с несколькими блоками внутри, работающий от сети в 220/380 V. В рабочем процессе участвуют:
- Вал для крепления сварочной проволоки. Он снабжен фиксатором, исключающим непроизвольное соскакивание катушки в процессе вращения.
- Реле и клапана, запускающие подачу защитного газа.
- Электронная схема, распределяющая напряжение.
- Преобразовывающий блок.
- Прижимной механизм для подачи проволоки.
- Измерительные приборы.
- Переключатели, которыми выполняется регулировка.
Подобные аппараты могут быть небольшого размера, одеваемые на плече, или более крупные модели, перемещаемые на платформе с роликами.
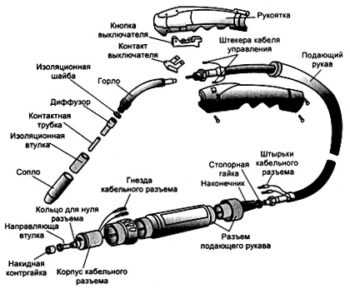
Горелки и каналы
На фото можно увидеть составляющие ключевого элемента для создания шва — горелки. Она состоит из:
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.
Для обеспечения работы горелки используется кабель-канал, в котором помещены раздельно: сварочный кабель, шланг с защитным газом, направляющий канал для предотвращения заворачивания проволоки. Принципиальная истина относительно этого канала состоит в том, что чем он длиннее, тем более маневренный сварщик. Но параллельно с этим возрастает риск заедания в подаче присадочного материала. Электрическая цепь замыкается благодаря присоединению второго кабеля на изделие.
Газовое оборудование
Неотъемлемой составляющей устройства, как видно на многих фото, является газовый баллон. Он устанавливается отдельно или возится вместе с аппаратом на тележке. К баллону крепится редуктор и измерительные манометры, для показания количества газа и давления в рабочем рукаве. Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту. Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
- Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.
- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Настройка сварочного полуавтомата
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить. Как подключить полуавтомат на производстве или в гараже? Если в розетке нет заземления, следует позаботиться о создании этого элемента самостоятельно. Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
|---|---|---|---|---|
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 – 180 |
| 3 | 1,2 | 21 | 180-230 | 180 – 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 – 450 |
| 8 | 1,6 | 30 | 300 | 550 – 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки. Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов. Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту. Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
Особенности шва в пространственном положении
Полуавтоматом накладывают швы по принципу обычной дуговой сваркой. Разница заключается только в том, как работает сварщик с вертикальными стыками. Для того, чтобы выполнить вертикальный шов полуавтоматом, необходимо вести сварку сверху вниз. На видео в интернете видна важность поперечно колебательных движений по сторонам. Если держать горелку долго на одном месте, расплавленный металл начнет стекать вниз. При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке. После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
Начинающие сварщики быстро учится выполнять качественные швы на таких аппаратах, поскольку в них нет шлака, и лучше видно сварочную ванну. Зная устройство и принципы настройки полуавтомата, можно выполнять различные работы в производственных и домашних условиях.
Поделись с друзьями
3
0
0
0
svarkalegko.com
Как выбрать сварочный полуавтомат: виды, характеристики, стоимость | 5domov.ru
Наиболее удобными и практичными аппаратами для сварки являются сварочные полуавтоматы. У таких агрегатов множество функций, с помощью которых достаточно просто осуществлять сварку цветных и черных металлов. Полуавтоматическую сварку легко освоить как профессионалам, так и новичкам.
Оглавление:
Виды сварочных полуавтоматов
Такое оборудование стоит недешево, поэтому следует правильно разобраться, какие бывают типы полуавтоматов и выбрать подходящий аппарат:
- По методу защищенности сварочных швов, которые создаются:
- сварка под слоем флюса – используются редко;
- сварка в защитных газах – самый распространенный вид;
- сварка с использованием порошковой проволоки – применяются вместе с защитными газами.
- По источнику питания:
- трансформаторный – имеют большой размер и массу, используется в стационарных местах работы;
- выпрямительный – достаточно крупные по размеру, потребляют много энергии, в основном применяются в стационарных условиях работы;
- инверторный – небольшие по размеру и весу, требуют немного мощности от источника питания, используются в быту, в домашних условиях.
- По количеству компонентов:
- однокорпусные – все необходимые детали располагаются в одном блоке;
- двухкорпусные – две части корпуса, в которых находятся нужные составляющие. В одной части содержится механизм подачи проволоки, сварочная горелка и пульт управления, в другой – источник сварочного тока, монитор управления и пускорегулирующая аппаратура.
- По способу перемещения на рабочем месте:
- стационарные – в основном, применяются на средних и крупных серийных производствах для сварки специализированных постов;
- передвижные – используются в домашних условиях, могут легко переноситься или перемещаться на колесиках.
- По способу подключения к электрической сети:
- однофазные – включаются в самую простую бытовую электрическую розетку;
- трёхфазные – подключаются с помощью специальных электрических разъёмов.
- По методу подводки электродной проволоки:
- толкающего типа – привод подачи выталкивает проволоку в устье сварочной горелки;
- тянущего типа – проволока тянется с катушки поверхности оборудования с помощью привода подачи, который находится в ручке горелки;
- тянуще-толкающего типа – совмещает в себе оба типа подачи проволоки.
- По числу роликов, которые доставляют проволоку:
- одна пара;
- две пары.
- По форме сварочного тока:
- постоянный;
- пульсирующий;
- импульсивный.
- По полярности подключения:
- прямая полярность – минус на электроде;
- обратная полярность – плюс на электроде.
Качество и скорость необходимой работы будет напрямую зависеть от правильно выбранного сварочного полуавтомата.
Характеристики сварочного полуавтомата
Сварочный полуавтомат изготовлен для выполнения сварки по дуге с использованием электрода в защитной среде. При помощи такой сварки возможно сделать ювелирную работу очень тонких металлов. Защита от ржавчины и качество шва с таким оборудованием увеличивается в несколько раз, а продуктивность работы возрастает.
В комплект одного хорошего сварочного аппарата должны входить:
- источник тока для сварки – выпрямитель или инвертор;
- механизм, подающий сварочную проволоку;
- сварочная горелка;
- провода и кабели, которые нужны для подключения к электрической сети;
- пакет сварочных кабелей – с держателем и с зажимом;
- рукав для присоединения защитного газа к источнику;
- баллон с газом для защиты – углекислый газ, аргон или гелий;
- терминал для управления оборудованием с регулирующей и контрольной аппаратурой.

Комплект сварочного полуавтомата
Самыми важными характеристиками сварочного полуавтомата являются:
- Максимальный ток. Этот параметр оказывает воздействие на диаметр применяемой проволоки и максимальную толщину свариваемого металла. В техническом документе изготовитель указывает необходимый ток для работы с каким-либо материалом.
- Параметры сети. В зависимости от напряжения можно использовать более мощные аппараты с дополнительными возможностями и функциями. Для обычного пользования дома достаточно напряжения 220 В.
- Продолжительность включения. Эта характеристика показывает сколько может работать сварочный полуавтомат беспрерывно. Чем выше этот параметр, тем дольше может работать аппарат. Для бытовых условий хватает 30%, а для профессиональных моделей – не менее 60%.

Схема сварочного полуавтомата
Производительность оборудования полностью соответствует потребляемой мощности. Величина напряжения холостого хода является различной на моделях сварочного полуавтомата. Диапазон выходного тока для всех режимов указывается отдельно. Масса аппарата и его размеры не сильно влияют на устройство.
Сварочный полуавтомат с газом
Сварка разнообразных изделий из меди, титана или стали сварочным аппаратом представляет собой процесс совмещения частей металла с помощью подачи проволоки к месту соединения. Вместе с этим процессом подаётся защитный газ. Этот газ гарантирует, что воздух не повлияет негативно на нагретый и расплавленный металл.
Сварка с использованием защитного газа не требует дополнительной покупки дорогостоящего оборудования. Ещё большим преимуществом является то, что работы с углекислым газом можно делать в любых местах без установки специального источника энергии.

При сварке с газом можно легко изменять мощность пламени для соединения разных материалов, отличающихся температурой плавления. Чугун, медь, свинец и латунь намного лучше, быстрее и крепче свариваются этим типом сварки. При соблюдении всех правил и инструкций швы получаются самыми качественными.
Данным видом сварки можно не только сваривать, но и резать, закалять разный металл. Сваривание может происходить в среде аргона, углекислого газа или другого инертного газа. Специальная проволока для сварки с газом содержит в себе марганец и кремний, которые защищают от негативного воздействия внешней среды.
Экономить время с такой сваркой просто, потому что электроды менять не нужно и швы после сварки не требуется очищать. При использовании чистого углекислого газа шов получится с чешуйчатым рельефом, а при добавлении аргона шов будет гладкий и ровный.
Сварочный полуавтомат без газа
Сваривание таким способом происходит с использованием проволоки-флюса, в которой располагается специальный порошок для сварки. По внешним признакам сварка с газом и без газа похожи из-за сгорания флюса с образованием облака из газа.
Основным преимуществом такого типа сваривания является отсутствие баллонов, которые находятся под давлением газа. Проволока для работы может быть из любого материала, всё зависит от свариваемого металла. После наложения одного шва необходимо сделать ещё один сверху, потому что из-за флюса может попасть шлак на шов. После этого может потребоваться дополнительная обработка.

Сварочный полуавтомат без газа
Работать с такой сваркой немного сложнее: подавать проволоку в область сварки следует с усилием, а на протяжении всей работы требуется следить за изгибами шлангов, полярностью и фазой операции.
Сварочный полуавтомат для дома
Для выбора сварочного полуавтомата необходимо определиться, как будет использоваться это устройство. Приобретать профессиональное дорогое оборудование для дома не имеет никакого смысла, поэтому следует остановиться на бытовых и полупрофессиональных. Бытовые аппараты отлично подойдут для однотипных и простых работ с одинаковыми металлами. Второй тип полуавтоматов хорошо впишется людям, которые проводят операции с разными по структуре и толщине материалами.

Большое значение имеет сварочный ток. Необходимо сразу определиться с какой толщиной металла придется работать. Соотношение силы тока и толщины:
- до 50 А – 1,5 мм;
- до 80 А – 2 мм;
- до 130 А – 3 мм;
- до 160 А – 4 мм;
- до 180 А – 5 мм.
Это средние величины, точное значение нужно узнавать по конкретному металлу. Требуется учитывать, что устройство не должно работать на максимальной мощности, потому что может быстро выйти из строя. Лучше всего брать сварочный полуавтомат с небольшим запасом. Если швы требуются аккуратные, то при выборе аппарата для дома следует обращать внимание на регулирование тока.
Питающее напряжение является одним из важнейших вопросов для сварочных работ. Для домашних операций идеально подойдет оборудование с однофазным подключением. Но очень часто в сети происходят скачки напряжения, из-за которых может выбираться электричество. Поэтому необходимо смотреть на отклонения по номиналу. Если скачки частые, то отклонение должно быть как можно большим.
Если финансы позволяют взять более дорогую модель, то следует брать инверторный полуавтомат. Он обладает дополнительными функциями, регулированием тока и стабильностью дуги.
Сварочный полуавтомат для автомобиля
Для ремонта автомобиля подходит простой сварочный аппарат с напряжением 220 В. Для более углубленной работы с машиной требуется мощный сварочный аппарат с 380 В. В таком случае, сварочный шов получится намного качественнее и прочнее.

Получить ровный шов без брызг поможет устройство со смесью аргона и углекислого газа в соотношении 80 на 20. Выбирать производителя необходимо из ведущих европейских производителей, вложенные средства оправдают себя на много лет.
Продолжительность включения требуется выбирать не менее 50%, а мощность должна быть не менее 150 А. В зависимости от работ следует делать выбор между механической и электрической подачей проволоки.
Советы по выбору сварочного полуавтомата
Перед приобретением устройства нужно:
- Определить через какую электрическую сеть будет осуществляться работа.
- Выяснить какого вида операции будут осуществляться на этом приборе.
- Изучить как происходит процесс сварки с помощью полуавтомата.
- Обратить внимание на производителя, отзывы о работе с ним.
Качество швов будет в 1,5-2 раза выше, если пользоваться зарубежными приборами. Но их цена превышает стоимость отечественных. Важно определить, что главнее лично для вас.
Стоимость сварочного полуавтомата
Цена сварочного автомата зависит от многих факторов. Самый простой вариант можно приобрести за 200$. Для дома стоимость самого дорогого устройства будет 400$. А вот профессиональное оборудование для сварки обойдется в 1500-5000$.
Чтобы правильно использовать сварочный полуавтомат необходимо изучить все инструкции и следовать простым правилам безопасности. Для начала следует научиться варить простые элементы, а с опытом переходить на более сложные конструкции.
Как выбрать сварочный полуавтомат: виды, характеристики, стоимость
5 (100%) 4 votes
5domov.ru
Типы сварочных аппаратов: 130 фото сварочного оборудования
С каждым годом растёт количество людей, предпочитающих жить в частном доме или на даче. А домовладение требует много работы по своему обслуживанию. Нередко возникает необходимость в сварке. Но не каждый владелец имеет возможность обратиться к профессиональному сварщику. Многие предпочитают проводить сварочные работы сами.

В данной статье мы расскажем, как правильно выбрать оборудование для сварки, и какого типа сварочный аппарат лучше.

Краткое содержимое статьи:
Классификация сварочников
Все аппараты сварки принято делить на следующие виды:
Бытовые. Не позволяют осуществлять сварочные работы значительной продолжительности без перерыва. Для их применения достаточно сети в 220В и силы тока 200А. Это оптимальный вариант для домашнего использования. К ним относится, например, ручные сварочные аппараты.

Профессиональные. Отличаются большей универсальностью и возможностью работать не только при напряжении 220В, но и 380В. Сила тока при этом может превышать 200А. Другим их отличием является размер. Профессиональный агрегат значительно крупнее бытового.
Трансформаторы
Это одна из наиболее простых конструкций сварочного оборудования. Принцип действия аппарата трансформаторного типа заключается в преобразовании переменного электрического тока большего напряжения в переменный ток меньшего напряжения.

Результатом данного процесса и является сваривание. Для такого агрегата предпочтительнее использовать рутиловые или фтористо-кальциевые электроды диаметром 1,5-2,5 мм. Преимущества трансформатора:
- простое конструкционное решение;
- надёжность;
- относительно низкая стоимость;
- лёгкость эксплуатации;
- высокий КПД.

К недостаткам относятся:
- значительные габариты;
- большой вес;
- высокая энергозатратность;
- зависимость от напряжения.

Сварочные выпрямители
Принцип их действия заключается в преобразовании напряжения (переменного в сети в постоянное сварки). Достоинства:
- высокое качество сварных швов;
- возможность проведения сварочных работ с чугуном и цветными металлами;
- постоянность и стабильность электродуги;
- возможность работы с низколегированной сталью и нержавейкой.

Инверторы
Отличие сварочных аппаратов инверторного типа заключается в более высокой частоте. Данная модель была разработана для сварки в условиях постоянного напряжения, обеспечиваемого присутствием электрогенератора и соединительных проводов.

Плюсы:
- высокий КПД;
- малогабаритность;
- лёгкий вес;
- удобство эксплуатации;
- высокий уровень качества работы;
- высокая устойчивость электродуги;
- изначально ровная поверхность стыков;
- возможность работы в значительном диапазоне тока;
- устойчивость к перегрузкам;
- возможность использовать новичкам;
- универсальность в отношении электродов.
Полуавтоматы
Работа сварочных аппаратов полуавтомат осуществляется на постоянном или импульсном токе с применением защитных газов. Электроды здесь не нужны.

Вместо них применяется проволока и различные типы газа, подбираемые в зависимости от вида металла. Положительные стороны:
- высокое качество сварных швов;
- минимальное разбрызгивание металла;
- значительная эффективность работы;
- возможность сварки тонких металлических листов.

Советы
Сварочное оборудование довольно травмоопасно. Поэтому каждому начинающему сварщику будет полезно ознакомиться со следующими рекомендациями, которые дают опытные профессионалы сварного дела:
Производство сварочных работ допустимо только в спецодежде и при наличии средств защиты.
Во время сварочного процесса проволоку нужно держать таким образом, чтобы направление брызг металла было обратным от сварщика.

Необходимо следить, чтобы не было контакта с токонесущими проводами. Также в рабочем состоянии нельзя касаться электрического держателя, рабочей поверхности и горелки.

Помните, что нужно отслеживать уровень влажности в помещении, где проводится сварка.

Пространство, где проходят сварочные работы, должно хорошо проветриваться и вентилироваться.

Помните о необходимости сразу же, как закончились работы, обесточить оборудование. Его ни в коем случае нельзя оставлять включённым.

Позаботьтесь о том, чтобы рядом с местом, где будет проводиться сварка, не было легко воспламеняющихся вещей.

Поверхность рабочих элементов обязана регулярно очищаться и обезжириваться.

Площадка, где планируется проводить сварку, должна быть очищена от присутствия домашних питомцев и домочадцев.

Оборудование для сварки нельзя использовать для размораживания чего-либо.

Фото типов сварочных аппаратов






























Также рекомендуем посетить:
Инструменты из раздела:
zdesinstrument.ru