Сварочный аппарат для контактной сварки своими руками – Точечная сварка своими руками – схема, сборка, принцип работы
alexxlab | 01.02.2019 | 0 | Вопросы и ответы
Как самому сделать аппарат для контактной сварки
Для большинства желающих заняться ремонтом автомобиля или другой техники в домашних условиях самодельное оборудование для контактной сварки – это единственно верное решение.
Однако для реализации данного проекта, необходимо ознакомиться с конструкцией такого аппарата, и только после можно попытаться изготовить его своими руками.
Конструкция и принцип действия
Сделать аппарат для контактной сварки можно только при наличии определённых деталей и запчастей, найти которые порой бывает очень непросто. Лишь после решения этой задачи можно будет констатировать, что самодельная контактная сварка вполне реальна и может быть реализована даже при отсутствии специальных навыков.

В конструкцию типового сварочного аппарата для точечной сварки должны входить следующие обязательные узлы:
- преобразователь напряжения (трансформатор), обеспечивающий требуемую мощность контактного тока;
- выпрямитель на основе мощных тиристорных вентилей;
- комплект точечного оборудования (контактный блок).
Основной задачей такого самодельного аппарата является формирование мощного сварочного импульса, который проходит через контактную зону находящихся под давлением свариваемых деталей.
В момент подачи такого импульса в точке контакта заготовок образуется электрическая дуга, мгновенно расплавляющая металл в этой зоне. Длительность действия импульсного сварочного тока составляет порядка 0,01-0,1 секунды, что вполне достаточно для сварки.
Таким образом, перед сборкой своими руками оборудования для контактной сварки необходимо определиться с требуемой силой сварочного тока, временем его действия и силой сжатия заготовок в контактной зоне.
Элементы самодельного устройства
 Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Всем этим требованиям вполне удовлетворяют трансформаторные устройства, имеющиеся в составе большинства моделей микроволновых печей. Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
При разборке старого устройства следует действовать крайне осторожно, стараясь не повредить сердечник преобразователя. Все имеющиеся на нём дополнительные элементы (шунты, в частности) также необходимо будет снять.
Для того чтобы изготовить трансформатор для контактной сварки (точнее – его новую вторичную катушку) потребуется толстая медная шина в надёжной изоляции.
Её толщина должна составлять не менее одного сантиметра, так что для получения требуемого низковольтного напряжения (2 Вольта) достаточно будет намотать не более трёх витков.
Для самостоятельной сборки аппарата, рассчитанного на большую мощность, необходимо будет задействовать два таких трансформатора, включённых в цепь питания последовательно.
При их использовании следует исходить из возможностей действующей бытовой электросети и не допускать того, чтобы она работала со значительной перегрузкой.
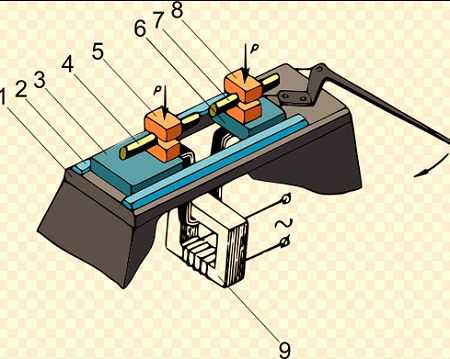
На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.
Для изготовления контактного блока можно будет воспользоваться самой простой конструкцией, предполагающей использование электродов для сварки стандартной формы.
В качестве электродов рекомендуется использовать подходящие по сечению и форме медные прутья. Их толщина выбирается из расчёта, чтобы она соответствовала мощности подводящих шин.
В отдельных случаях для этих целей могут применяться отслужившие свой срок жала старых паяльников мощностью более 100 ватт. С общим видом полученного из этих запчастей контактного блока можно ознакомиться на фото.
На базе инвертора
 Контактная сварка из инвертора – это один из альтернативных вариантов применения электронного аппарата в домашних условиях, выбор которого определяется особыми свойствами выпускаемых промышленных образцов этого оборудования.
Контактная сварка из инвертора – это один из альтернативных вариантов применения электронного аппарата в домашних условиях, выбор которого определяется особыми свойствами выпускаемых промышленных образцов этого оборудования.
Принцип работы контактного точечного аппарата на основе инвертора основан на том же импульсном нагреве металла в зоне контакта с последующим его расплавлением и остыванием. Вот почему его сборка в данном случае полностью идентична изготовлению аппарата для сварки на основе микроволновой печи.
При отсутствии в хозяйстве старого СВЧ аппарата можно воспользоваться любым подходящим для этих целей трансформатором мощностью не менее 1-го киловатта.
Единственным отличием этого варианта от уже рассмотренного ранее является возможность использования в инверторной схеме невыпрямленного импульсного тока
Для надёжной фиксации свариваемых частей, чтобы препятствовать их раздвиганию и образованию зазора, в инверторном устройстве применяется специальный сжимающий механизм.
Режимы работы
 В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
Свариваемые поверхности могут соединяться различными способами, но на практике особо распространены следующие три режима оплавления:
- непрерывное оплавление в зоне контакта;
- прерывистое сваривание;
- точечная сварка с сопротивлением.
Каждый из методов следует рассмотреть подробнее. При этом надо понимать, что внешний вид самодельного аппарата зависит от деталей, которые мастер смог применить в процессе конструкции.
Непрерывный режим
Для реализации режима непрерывного оплавления, помимо основного аппарат, могут применяться специальные клещи для сварки или подобные им образцы жёстких фиксирующих приспособлений.
В этом режиме после подачи тока в зону контакта, его края сразу же оплавляются, и одновременно с этим производится осадка расплавленного материала под внешним давлением. По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
Этим режимом контактной сварки чаще всего пользуются при монтаже тонкостенных трубных изделий или других заготовок с подобной им структурой.
Основным достоинством данного метода считается высокая скорость выполнения сварочных операций. Единственный его недостаток – это то, что из контактной зоны может вытекать расплавленный металл, что нередко приводит к образованию угарного газа.
Прерывистое сваривание
Режим прерывистой сварки реализуется путём поочерёдного усиления и ослабления контактного прижима клещей в точке соединения заготовок. При каждом очередном замыкании внимательно следят за тем, чтобы температура в зоне контакта не превышала 900 °-950 °. Этим методом принято пользоваться при нехватке рабочей мощности сварного аппарата для осуществления непрерывного оплавления.
Обычно он востребован при работе с цветными металлами и различными видами промышленных сталей. Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
С эффектом сопротивления
Особенностью стыковой сварки металлических заготовок с эффектом сопротивления является предварительное их сжатие, производимое непосредственно перед пропусканием импульсов сварочного тока.
Этим она коренным образом отличается от сваривания оплавлением, при котором до пропускания импульсного тока соединяемые части не имеют плотного контакта.
При этом начальная стадия сварки сопротивлением, а именно – установка листовых заготовок в электродных губках аппарата и их фиксация – полностью аналогична тем же процессам, происходящим при сварке оплавлением.
Ещё одной особенностью этого метода является то, что величина действующего на соединяемые детали давления на порядок выше того же показателя для уже рассмотренных режимов.
Ознакомление с вариантами самостоятельного изготовления аппаратов для точечной сварки позволяет убедиться в доступности этого метода. Его вполне возможно реализовать на практике собственными силами.
svaring.com
Контактная сварка своими руками
Содержание:
- Самодельная точечная контактная сварка
- Аппарат контактной сварки своими руками
- Устройство и работа цепи управления
- Трансформатор для контактной сварки своими руками
- Изготовление и установка клещей
- Видео
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.

В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.
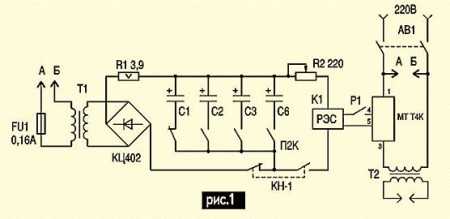
Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока – до 80 ампер.
В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет диодный мост, например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
С помощью реле К1 выполняется замыкание контактов № 4 и 5 в ключе МТТ4К во время подачи напряжения от управляющей цепи на обмотку его катушки. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.

Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ. Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.

Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
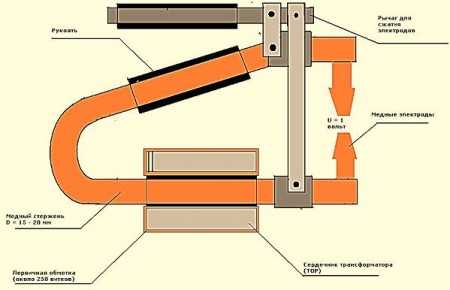
Трансформатор для контактной сварки своими руками
Основной силовой частью контактной сварки является трансформатор. За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.

Готовые кольца подгибаются по границам внутренней и внешней кромки, после чего поверх колец магнитопровод обматывается лакотканью в три слоя и более. Первичная обмотка изготавливается из проводов, диаметром 1,5 мм. Лучше всего использовать провода с тканевой изоляцией, чтобы обмотка более качественно пропиталась лаком. Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.
Количество витков рассчитывается в зависимости от запланированной мощности сварочного аппарата. Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
Изготовление и установка клещей
В большинстве случаев ручная контактная сварка оснащается специальными клещами. Они могут монтироваться стационарно, непосредственно в корпус устройства или делаться выносными, аналогично конструкции ножниц. Первый вариант обеспечивает более надежную изоляцию, хороший контакт во всей цепи, от трансформатора до самих электродов. Стационарные клещи изготавливаются и подключаются к аппарату значительно проще, чем выносные.

Однако без увеличения длины подвижного рычага прижимное усилие будет незначительным. Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
При изготовлении клещей необходимо заранее рассчитать вылет их электродов. Этот вылет является расстоянием от корпуса аппарата или точки подвижного соединения до электродов. От него полностью зависит основная техническая характеристика, которой будет обладать самодельная контактная сварка: максимальное расстояние от кромки металлического листа до места сваривания. Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Многие мастера пользуются жалами от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.
electric-220.ru
Аппарат для точечной сварки своими руками: схема контактной сварки
Потребность в сварном соединении металлических деталей у автолюбителей возникает часто, а громоздкие и дорогие сварочные аппараты есть не у всех. Выходом из положения становится точечная контактная сварка своими руками. Аппарат для точечной сварки стоит от 200$, но самостоятельное изготовление приспособления из деталей вышедших из строя домашних приборов потребует минимальных затрат. Герметичного шва точечной сваркой добиться не удастся, но прочность соединения достигается высокая.
 Точечная сварка относится к разряду так называемых контактных сварок
Точечная сварка относится к разряду так называемых контактных сварок[contents h3]
Типы сварки
Сварка – процесс, при котором детали соединяются при помощи плавления методом локального нагрева. Это наиболее прочный вид сращения материалов, так как связь происходит на межатомном уровне. Сваривать можно практически любой материал, но в автомобильном деле к этой процедуре прибегают, чтобы получить прочное механическое соединение металлов или сплавов. Чтобы расплавить металл, необходима высокая температура: для стали выше 1300 ° C, для меди – 1000 ° C, для алюминия – 660 ° C. Источники энергии для достижения таких температур могут быть различными:
- электрическая дуга;
- газовое пламя;
- ультразвук;
- электронный луч;
- лазер.
При точечном сварном соединении для плавления и соединения материалов используется электрическая дуга. В зависимости от используемого вида энергии различают три типа сварки:
- механическая, при которой используется тепловая энергия трения и давления на детали;
- термическая, когда материалы плавятся от высокой температуры, достигнутой горением газа или большой силой тока;
- термомеханическая: сочетание высоких температур и давления на детали приводят к расплавлению и слиянию материала.
 Сварка гвоздей аппаратом
Сварка гвоздей аппаратомТип соединения также определяется видом сплава.
Особенности выполнения точечной сварки
Точечная сварка своими руками обладает рядом достоинств перед другими видами:
- экономичность;
- простота проведения;
- прочность полученных соединений.
Качество сварного соединения зависит от нескольких составляющих, прежде всего от материала, из которого сделаны электроды. Рекомендуется использовать для этих целей медные стержни – они прочны, обладают высокой электро- и теплопроводностью. Важный параметр – сечение электрода. Оно должно быть в два–три раза меньше в диаметре, чем сварная точка.
Точечный сварочный аппарат (споттер) можно изготовить самостоятельно – схема точечной сварки достаточно простая. Чтобы сделать контактную сварку, понадобится трансформатор мощностью более 1 кВт. Часто для этих целей используют элемент вышедшей из строя микроволновой печи. Размер трансформатора должен позволять сделать 2–3 витка обмотки толстым кабелем, а длина кабеля составлять 1,5 м.
На трансформаторе заменяют вторичную обмотку, оставив нетронутой первичную. Новая вторичная обмотка делается алюминиевым проводом в изоляции диаметром 1–2 мм, к которому присоединяют наконечники. Мощный провод обеспечит силу тока 1000 А.
 Изготовление прибора своими руками
Изготовление прибора своими рукамиПосле готовности трансформатора первичную обмотку подсоединяют к источнику питания и определяют напряжение на вторичной обмотке (получается 2–2,8 В).
К корпусу, детали которого можно сделать из дерева или ДСП, последовательно монтируют трансформатор, кабель с выключателем, делают заземление.
После завершения монтажа корпуса монтируют сварочные «клещи». Электроды лучше изготовить из медного провода, а закрепить их в дюралюминиевых держателях на деревянных брусках. Для роли электродов подходит отшлифованное «жало» старого ненужного паяльника.
Кабель к электродам присоединяется при помощи четырех клемм. Две верхних согнуты по направлению друг к другу – в них вставляются электроды, а в две нижних подсоединяют наконечники кабеля вторичной обмотки.
Нижний электрод чаще закрепляют в неподвижном состоянии, двигается верхний. Самодельная контактная сварка подключается к сети через выключатель-автомат в 20 А.
Дроссель для сварки применяется для регулирования силы тока – без него она будет максимальной. Подключают дроссель к вторичной обмотке, он добавляет сопротивление и уменьшает силу тока.
Аппарат контактной сварки можно оснастить вентилятором, выполняющим роль охладительной системы.
 Пример использования прибора профессионалом
Пример использования прибора профессионаломСамодельная точечная сварка работает от сети с напряжением 220 В.
Совет. Для увеличения мощности споттера используют несколько трансформаторов, но это влечет падение напряжения в сети. Поэтому контактная сварка своими руками осуществляется при помощи самодельных аппаратов, мощность которых ограничена – обеспечивает силу тока в 1000–2000 А.
Качество проведения сварочных работ своими руками зависит от нескольких условий:
- давления на металл – усилие на прижим должно быть достаточным;
- диаметра электрода;
- силы тока, протекающего через электрод;
- время прижима должно быть больше времени сварки (прижимать электроды следует немого дольше, чем течет ток).
Некоторые виды и особенности контактной сварки
В зависимости от размера и формы нагреваемого участка контактная сварка бывает трех видов.
- Точечная сварка – материал «прошивается» единичными высокотемпературными «уколами», шов негерметичный.
- Шовная – расплавленные кромки деталей соединяют между собой для получения герметичного шва. Пример этого вида соединения частей – пайка металлического бачка для жидкости. По сути шовное соединение состоит из множества перекрывающих друг друга точек.
- Стыковая – площадь соединения широкая, одну деталь «надевают» на другую, в местах стыков образуется полное слияние деталей в однородный элемент. Этим видом соединения чаще всего сваривают трубы.
 Действие аппарата на кузове автомобиля
Действие аппарата на кузове автомобиляТочечная сварка своими руками не требует сложных приспособлений, не нужен специальный стол для сварки, но соблюдение техники безопасности при проведении сварочных процедур обязательно.
Процедура выполнения точечной сварки
Перед свариванием детали зачищают, удаляя пыль, элементы коррозии, остатки краски или масла – эти помехи ухудшают качество соединения. Толщина стали в свариваемых деталях не более 3 мм.
Подготовленные металлические детали зажимаются электродами.
На электроды подают ток, точечный контакт оказывает воздействие на металл – нагревает до температуры плавления в точке соприкосновения с электродами.
Выполнение сварочных работ не требует регулировки величины тока в процессе, достаточно визуального контроля. Ориентируются на время нагрева, которое составляет 0,5–3 секунды (не более пяти): скорость прохождения тока по детали 1 мм толщиной в процессе работы аппарата составляет 0,1–1 секунды, а толщина свариваемых деталей не превышает 3мм. По желанию аппарат для точечной сварки можно оснастить реле времени.
 Пример работы профессионального сварщика
Пример работы профессионального сварщикаМощность тока, достаточная для сваривания деталей 1 мм толщиной, составляет 3–5 кВт. Сила тока (на медных электродах) должна составлять от 50 А на 1 поверхности. При меньших величинах не происходит должного нагрева, металл не плавится, слияние становится невозможным.
Затем ток отключают, а сжатие деталей электродами увеличивают.
В месте воздействия тока и сближения деталей под давлением электродов образуется контакт и связи атомов – сварное соединение готово.
Со временем электроды оплавляются, поэтому контактный конус нужно периодически шлифовать, чтобы наконечник оставался острым.
После выключения устройства электроды рекомендуется охлаждать. Если аппарат для сварки не оснащен вентилятором, то для этих целей используют холодную воду. В противном случае происходит перегрев трансформатора и других элементов аппарата.
httpv://youtu.be/tf5-uJ_pn-o
Контактная точечная сварка создает прочное соединение металлических деталей. Использовать сварное соединение в автоделе приходится неоднократно, поэтому мастера рекомендуют приобрести или сделать сварочный аппарат самостоятельно из подручных материалов. Пригодится он и для ремонта бытовых приборов, изготовления металлических предметов, соединения электрических кабелей.
krasimavtomobil.ru
Самодельная контактная сварка: сборка конструкции
Самодельная контактная сварка позволяет решить многие проблемы по соединению различных металлических деталей. В настоящее время накоплен большой опыт по конструированию и изготовлению сварочных аппаратов в домашних условиях. В их основу положено использование распространенных деталей.

Контактный сварочный аппарат, сделанный своими руками, вполне справится с мелким ремонтом.
Сваривание металлов для бытовых целей обычно не предусматривает большой производительности процесса и соединения крупногабаритных изделий. Это намного облегчает изготовление аппаратов своими руками. Самодельный аппарат не удовлетворит требованиям промышленного использования, но самоделки просты и доступны для дома.
Общие принципы и положения
Процесс контактной точечной сварки.
Любая контактная сварка основана на соединении расплавленных металлов под сжимающей нагрузкой. Расплавление металлов достигается кратковременным пропусканием электрического тока через участок контакта двух заготовок. В зоне контакта металлов возникает электрическая дуга, которая и обеспечивает размер сварочного участка. Мощность такой дуги зависит от величины приложенного тока, времени его воздействия и сжимающего усилия, во многом определяющего длину дуги. Размер площади воздействия дуги зависит от размера электродов.
Выделяется три основных типа самодельной контактной сварки: точечная, шовная и стыковая. Точечная контактная сварка получила наибольшее распространение. При такой сварке обеспечивается минимальный размер зоны сварки за счет использования соответствующих электродов. Стыковая сварка основана на контакте торцов деталей, при этом они сами служат электродами.
Вернуться к оглавлению
Конструирование сварочного аппарата
Конструкция аппарата для контактной сварки.
Самодельная сварка производится на аппаратах точечной или стыковой сварки, собранных своими руками. Существуют общие правила конструирования таких устройств. По виду использования они могут быть переносными или стационарными. У сварочных аппаратов задаются основные параметры: сила тока, длительность сварочного импульса, вид и размеры электрода. Аппараты должны быть просты в изготовлении и эксплуатации.
Аппарат контактной сварки состоит из двух основных блоков: источника сварочного тока и контактного блока. Источник сварочного тока должен обеспечить поступление в зону сварки сварочного импульса — тока достаточной силы в течение короткого времени. В контактном блоке находится непосредственно сварная зона. Следовательно, в этой зоне должен быть обеспечен и зафиксирован контакт металлов, приложение к ним электрического импульса через электроды, создание сжимающей нагрузки на участок контакта металлов.
Вернуться к оглавлению
Конструкция источника тока
Рисунок 1. Схема трансформатора для сварочного аппарата.
Самодельная сварка контактного типа использует, как правило, электрическую схему, основанную на конденсаторах. Импульс сварочного тока в таких источниках обеспечивается при разряде конденсатора. Одна из возможных схем приведена на рис.1.
Импульс сварочного тока формируется во вторичной обмотке трансформатора Тр3. Первичная обмотка трансформатора связана с конденсаторами С8-С9, которые и обеспечивают нужный разряд. Управление разрядом конденсаторов происходит через тиристоры Т1 и Т2. Зарядка конденсатора производится по вспомогательной цепи от входного трансформатора Ток. В схеме предусмотрено выпрямление тока диодами D6-D7.
Такой конденсаторный источник работает в следующем порядке. При отключении основной цепи конденсаторы С8-С9 заряжаются от цепи трансформатора Ток. При пуске системы они разряжаются на вторичную обмотку выходного трансформатора Тр3, в режиме управления тиристорами Т1-Т2. Длительность импульса контролируется цепью Ru1-Ru2, R34 и С10. При выключении цепи процесс повторяется.
Типы и номинальные значения деталей схемы указаны на рис.1. Рекомендуемые параметры трансформатора Ток (220/220 В): первичная обмотка и обе вторичные обмотки выполняются из провода ПЭВ-2 диаметром 0,5 мм, количество витков 90.
Вернуться к оглавлению
Самодельный выходной трансформатор
Электросхема выходного трансформатора.
Выходной трансформатор задает силу сварочного тока и является очень важным элементом конструкции источника питания. Для обеспечения нужных параметров сварки его целесообразно изготовить своими руками. Вначале необходимо подобрать сердечник трансформатора. Его можно использовать от любого старого силового аппарата. Главное, чтобы сердечник был наборным из стальных пластин, а общее сечение одной стойки составляло порядка 65 кв.см. Стальные пластины плотно укладываются вместе и стягиваются болтами диаметром 8 мм. Для увеличения прочности сбоку сердечник целесообразно укрепить П-образным профилем или уголком.
Первичная обмотка наматывается проводом ПЭВ или ПЭТВ диаметром 2,9 мм. Количество витков — 20. Сердечник обматывается трансформаторной или кабельной бумагой. Затем наматываются витки провода с натягом. Следует стремиться к равномерному расположению витков по длине стойки сердечника. Концы обмотки выводятся на верхнюю часть сердечника и закрепляются в контактной колодке. Поверх провода накладывается бумажная обмотка и закрепляется тесьмой.
Вторичная обмотка наматывается на вторую стойку сердечника. Обмотка изготавливается из самодельной шины плоского сечения, собранной из 15-16 медных шинок. Общее сечение шины составляет порядка 200 кв. мм. Количество витков — 2. Перед наложением на сердечник шина обматывается фторопластовой лентой или тканевой изоляционной лентой. Под обмотку и сверху обмотки накладывается бумага аналогично первичной обмотке. Концы обмотки выводятся на верхнюю часть сердечника. В них изготавливается отверстие для болтового крепления кабеля, отходящего на контактный блок сварочного аппарата.
Такой трансформатор имеет следующие характеристики: мощность 3000 Вт; напряжение первичной обмотки — 220 В, вторичной — 15 В. Сварочный ток — до 200 А.
Вернуться к оглавлению
Сборка источника тока
Конструкция источника тока.
Сборку источника сварочного тока целесообразно провести внутри одного шкафа. Примерный размер такого металлического шкафа — 50х80х40 см. Дно его лучше укрепить уголками, и на них установить выходной трансформатор. Электрическая схема (плато) собирается на текстолитовой панели, которая вертикально сбоку закрепляется внутри шкафа. В шкафу предусматриваются контактные колодки для подключения электросети, а также болт для заземления. Вся проволочная разводка внутри шкафа собирается пучками и аккуратно прокладывается по стенке. В задней стенке сверлятся отверстия для ввода электросети и отвода сварочного кабеля и кабеля (провода) на пусковую кнопку.
Вернуться к оглавлению
Конструкция контактного блока
В зависимости от вида контактной сварки, можно рекомендовать несколько конструкций контактного блока. Наиболее простая конструкция предусматривается при стыковой сварке. В этом случае концы вторичной обмотки соединяются непосредственно со свариваемыми заготовками. Один конец обмотки трансформатора соединяется с одной заготовкой, а второй конец — с другой заготовкой.
Точечная сварка предусматривает использование контактного блока с электродами. Можно использовать конструкции с одним или двумя стержневыми электродами. В случае применения одного электрода сварочный ток подается на одну из заготовок, а второй конец вторичной обмотки выходного трансформатора соединяется с электродом.
Рекомендуется использование держателя электрода пистолетного типа.
Вернуться к оглавлению
Изготовление контактного блока стыкового типа
Процесс стыковой сварки.
Контактный блок для стыковой сварки содержит стационарное крепление одной из свариваемых заготовок и передвигаемый зажим для второй заготовки. Блок собирается на основании из текстолита толщиной не менее 10 мм. Неподвижный зажим изготавливается из двух стальных частей. Нижний корпус — прямоугольный блок 100х50х30 мм. В верхней части делается вырез 50х20 мм для установки нижней плашки и сверлятся два отверстия с резьбой для крепления крышки зажима. На нижнем торце корпуса сверлятся два отверстия с резьбой для крепления к основанию.
Крышка зажима изготавливается из стальной полосы толщиной не менее 5 мм. Полосе придается П-образный профиль с отогнутыми ушками для крепления к корпусу зажима. П-образный профиль имеет размеры, равные размерам выреза в корпусе, и предназначен для установки верхней плашки. На ушках сверлятся отверстия. Плашки предназначены для зажима свариваемой заготовки и выполняются из стального бруска размером 50х20х30 мм. На встречных гранях плашек параллельно друг другу делается несколько (3-5 штук) проточек по размеру предполагаемой заготовки. Для крепления заготовка устанавливается между плашками, которые вставляются в корпус и крышку и зажимаются винтами.
Подвижный зажим изготавливается аналогично неподвижному зажиму, но в нижней части корпуса делается продольная проточка для установки в направляющие полозья. Сами полозья в виде П-образного профиля крепятся на основании блока. Само смещение зажима обеспечивается регулировочным винтом диаметром 10-15 мм и длиной до 10 см. Узел перемещения зажима изготавливается из стальной полосы толщиной не менее 5 мм. Полоса изгибается под прямым углом. На нижней части сверлятся два отверстия с резьбой для крепления к основанию блока. На боковой поверхности сверлится отверстие с резьбой для установки регулировочного винта. Это отверстие сверлится в середине полосы на высоте 20-25 мм от основания. Перемещение зажима по направляющим осуществляется за счет движения регулировочного винта.
Вернуться к оглавлению
Изготовление электродного блока
Схема электродного блока для контактной сварки: а — стыковой; б — точечной; в — шовной; 1 — свариваемое изделие; 2 — электроды; 3 -трансформатор.
При использовании контактного блока с одним электродом рекомендуется блок пистолетного типа. В этом случае прижимной электрод закрепляется в самодельный держатель. Такой держатель изготавливается следующим образом. Две текстолитовые пластины толщиной порядка 10-15 мм вырезаются в виде пистолета длиной 20-25 см. Ширина ствольной части — 40-45 мм, ширина ручки — порядка 55 мм, длина ручки — порядка 100 мм. На внутренней поверхности пластин в центре ствольной части делается продольная круглая проточка радиусом 5-8 мм для электрода. Длина проточки, начиная от среза ствольной части, составляет 50-60 мм. На расстоянии 35-40 мм от среза ствола изготавливается паз для установки гайки, в которую закручивается электрод. В курковой части сверлятся два отверстия для крепления пусковой кнопки и делается соответствующая проточка в текстолите для установки корпуса кнопки. Для соединения пластин между собой в них сверлятся отверстия: четыре — в ручке, по два — в ствольной и задней частях пистолета. В ручке делается проточка для заведения сварочного кабеля.
Электрод изготавливается из медного прутка диаметром 8-10 мм. Конец прутка затачивается на конус. Длина электрода порядка 50 мм. В хвостовой части нарезается резьба.
Сборка производится следующим образом. На электрод накручивается крепежная гайка. С торца электрода припаивается жила кабеля. Электрод устанавливается в проточку пластины так, чтобы вылет его из держателя составлял порядка 20 мм, а гайка вошла в паз. Провод укладывается по проточке. Закрепляется пусковая кнопка. Пластины держателя совмещаются и скрепляются винтами.
Вернуться к оглавлению
Общая сборка конструкции
К источнику тока подводится питание от электросети. Подключается сварочный кабель, которым соединяется источник тока и контактный блок. Зажимы свободных концов кабеля на заготовке осуществляются с помощью «крокодилов», например, от автомобильного аккумулятора.
Инструмент, необходимый для изготовления самодельного сварочного аппарата:
- болгарка;
- сварочный аппарат;
- паяльник;
- электродрель;
- ножовка по металлу;
- фрезер;
- тиски;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- нож;
- набор метчиков и плашек;
- ножницы;
- штангенциркуль.
Контактная сварка своими руками вполне доступна и выполнима. Такая сварка значительно расширяет возможности домашнего мастера.
moiinstrumenty.ru
как изготовить самодельный контактный аппарат, схема управления и сборки
Точечная сварка в промышленности применяется для соединения цветных и стальных листов, профильных заготовок, уголков и других элементов. В бытовых условиях ее используют для ремонта кузовов автомобилей и домашней техники.
На рынке сварочные аппараты стоят дорого, поэтому многие умельцы изготавливают эти агрегаты своими руками из подручных средств. С помощью такого самодельного аппарата можно провести ремонт или изготовление конструкций, что ощутимо сэкономит средства на приобретении нового аппарата и услугах мастера.
Агрегат контактной сварки, изготовленный своими руками, позволяет соединять детали не только из тонкого листового железа, но и сваривать уголки швеллера для изготовления лестниц, профили для стеллажей и многое другое. Всем известно, что контактная сварка производится на специальном оборудовании в промышленном производстве. Однако такой аппарат контактной сварки можно сделать самостоятельно своими руками из микроволновки.
Сборка аппарата
Для изготовления агрегата потребуются следующие детали и инструменты:
- трансформатор, демонтированный из старой микроволновки;
- утолщенный медный провод;
- прижимы;
- рычаг нужной длины;
- основание, на котором будет произведен монтаж сварочного аппарата;
- струбцины для зажима;
- электроды из меди, за счет которых будет выполняться сварка.
 Чтобы понять, как сделать точечную сварку своими руками, нужно понимать принцип работы этого аппарата. Основной деталью будет служить трансформатор. Его основное назначение состоит в увеличении входного напряжения до нужной величины.
Чтобы понять, как сделать точечную сварку своими руками, нужно понимать принцип работы этого аппарата. Основной деталью будет служить трансформатор. Его основное назначение состоит в увеличении входного напряжения до нужной величины.
Для успешной работы изделие должно иметь большую трансформацию, чем мощнее будет устройство, тем большей толщины сталь можно сваривать. Например, устройство из микроволновой печи обладает мощностью в 850 Вт, значит, с его помощью можно сваривать листы до 1 мм толщиной.
Электрическая схема
Такой трансформатор стоит в ряду повышающих устройств и способен вырабатывать напряжение около 3,5 кВ. Чтобы преобразовать его для контактной сварки, прежде необходимо произвести расчет. И лишь затем приступить к демонтажу и последующей сборке основного узла сварочного аппарата. Для этого извлекаем трансформирующее устройство из корпуса микроволновки.
После чего нужно убрать вторичную обмотку и намотать новых 2−3 витка толщиной не менее 10 мм по сечению жилы, при этом не забыть оставить концы кабеля достаточной длины для соединения с держателем. Если найти такой провод трудно, можно объединить несколько шнуров в один жгут, добившись таким образом нужной толщины.
Такая обмотка обеспечит напряжение на выходе около 2 В, а силу тока порядка 850А, при этом необходимо использовать провод как можно меньшей длины, чтобы уменьшить сопротивление и соответственно силу тока. В случае если придется соединять сваркой детали толщиной до 5 мм, то здесь потребуется аппарат контактной сварки с более мощным трансформатором.
А поскольку за основу берется микроволновая печь, то придется соединять по схеме два аналогичных трансформирующих устройства. При этом надо соблюдать некоторые условия при подсоединении одноименных выводов первичных и вторичных обмоток между собой, в противном случае может произойти короткое замыкание.
Соединяя два трансформатора, нужно рассчитать совместную силу тока, которая не должна превышать 2 тыс. А. Если она будет завышена, то может не выдержать проводка в доме, и к тому же будут происходить скачки напряжения, что может привести к конфликтам с соседями.
Подключение электродов
 В качестве электродов применяются медные стержни, при этом чем толще электрод, тем лучше. Для таких агрегатов малой мощности подходят жала от паяльников. Электроды надо регулярно поправлять, чтобы они не теряли свою коническую форму. Как уже упоминалось выше, провод должен быть минимальной длины и содержать как можно меньше соединений на его протяжении, так как на них происходит потеря мощности.
В качестве электродов применяются медные стержни, при этом чем толще электрод, тем лучше. Для таких агрегатов малой мощности подходят жала от паяльников. Электроды надо регулярно поправлять, чтобы они не теряли свою коническую форму. Как уже упоминалось выше, провод должен быть минимальной длины и содержать как можно меньше соединений на его протяжении, так как на них происходит потеря мощности.
Органы управления и эксплуатация
Для проведения работ на сварочном аппарате, сделанном из микроволновки, нужно управление. Оно состоит из рычага и выключателя, при этом рукоятка должна быть такой длины, чтобы обеспечивался плотный контакт свариваемого изделия между электродами.
Производить сварку из микроволновки своими руками или, другими словами, включать аппарат, можно только при сжатых электродах, иначе будет сильное искрение и подгорание контактов.
Качество соединения зависит от продолжительности токового импульса. При этом нужно следить визуально за цветом сварной точки и отключать аппарат, как только он станет бежевым. Этот момент отключения очень важен, поскольку при передержке электродов между собой может образоваться отверстие на месте сварки, а если недодержать, то сопрягаемые детали не соединятся.
Но все приходит с опытом. Как только точечная сварка аппаратом из микроволновки будет получаться, процесс ремонта многократно облегчится, и услуги профессионалов не понадобятся.
Что еще можно сделать из микроволновой печи
Если микроволновая печь приходит в негодность, возникает вопрос ее утилизации. Но не стоит спешить с отправкой ее на свалку — из прибора можно сделать много других полезных вещей.
Внимание! Прежде чем приступать к разборке микроволновки, необходимо разрядить конденсатор, замкнув его на корпус. Эта предосторожность вызвана длительным сохранением заряда высокого напряжения.
Что можно сделать из микроволновки своими руками? Начнем с простых конструкций:
- Если прибор оснащен механическим устройством управления, его можно переделать в духовой шкаф малой мощности. Для этих целей нужно снять электродвигатель, вращающий платформу, а вместо него установить тэн или конфорку от электроплиты.
- Из нее можно сделать обыкновенную хлебницу. А чтобы «хлебница» выглядела изящно, ее можно украсить декупажем.
- Кроме точечной сварки, радиолюбители могут применить трансформатор в качестве анодного трансформирующего элемента для того, чтобы увеличить мощность на лампах, требующих высокого напряжения.
Научные исследования не диктуют условия нашего проживания, а пытаются лишь разъяснить и использовать во благо нам. Применяйте фантазию для получения нужных и замечательных вещей, поражайте родственников и друзей, а главным образом — себя тем, как все-таки красив мир внутри и вокруг нас.
Оцените статью: Поделитесь с друзьями!chebo.pro
Контактная сварка своими руками из сварочного аппарата, точечная микросварка
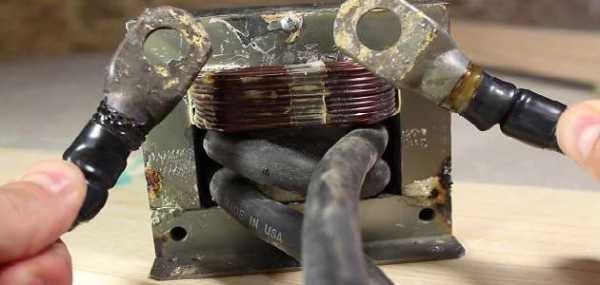
Хочу поделиться своим опытом создания аппарата точечной сварки своими руками. Как и большинство подобных самоделок, исходниками послужили трансформатор микроволной печи и медный кабель для стартера.
Для включения я использовал полупроводниковое реле Fotek SSR-40DA DC. Первое с чего нам нужно начать, это извлечь трансформатор из микроволновой печи и заменить вторичную обмотку.

Итак микроволновая печь (около 1050 Вт потребляемая мощность) препарирована. В дополнение к трансформатору(слева), я получил еще несколько полезных в хозяйстве вещей.
Вторичная обмотка распилена. На фото вы видите еще одну(красная) я ее удалю позже. После распила старая обмотка легко удаляется зубилом, но будьте осторожны, не повредите сердечник.

Скажу на перед, первоначальные испытания с использованием 700 Вт 12 V автомобильного кабеля не дали удовлетворительных сварных швов. Основную толщину там составляет не медь(как может показаться по фото) а изоляция.

Возможно, мне стоило поискать другой кабель, но я решил обходиться тем что есть под рукой и просто удалил большую часть изоляции. Минимизация резистивных потерь для нас является ключевым фактором.

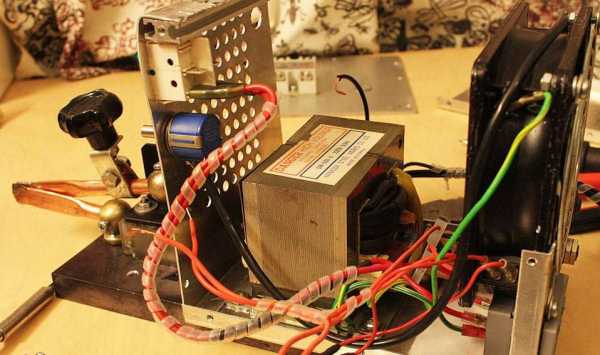
После доработки, мой кабель удалось обернуть еще в несколько витков. Это увеличило напряжение и уменьшило резистивные потери. При тестировании я получил 4.6v на вторичке.

Один конец вторичного кабеля уходит на корпус, где он будет заземлен на теле сварщика, а затем переходит к неподвижной части. Верхняя часть клещей подвижна. Для уменьшения износа вторичного кабеля он закручен в форме спирали. Пластиковая ручка изолирует рабочую часть от пользователя.

Вид споттера с другой стороны. Я не нашел медных трубок, которые бы идеально подходили, поэтому это не идеальное решение. Кабель идет внутри трубок почти по все длине для уменьшения потерь. Для использования я рекомендую продумать установку сменных медных электродов.

Установлен 230 V AC вентилятор для охлаждения. Работает на выдув.
Я хотел автоматизировать время сварки, поэтому я сделал простую регулировку длительности импульса из некоторых компонентов, которые уже были у меня в наличии.
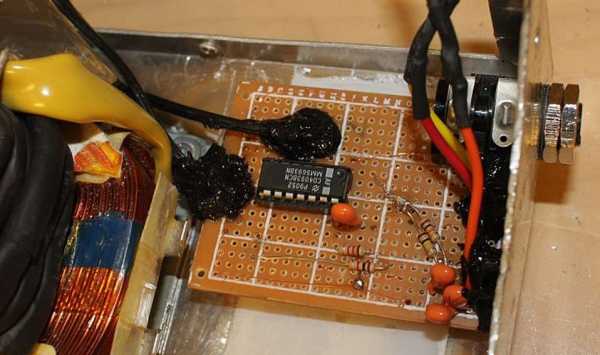
Список деталей:
- Резистор 1 кОм (R4)
- Резистор 9 кОм (R1)
- Резистор 40 кОм (R2)
- Переменный резистор 10 кОм (VR1)
- 3x Конденсатор 10 V 10 мкФ (можно поставить дополнительную конденсатор параллельно с С2, чтобы сделать импульс больше) (C1, C2)
- CD4093BC Триггер Шмидта с двумя логическими входами
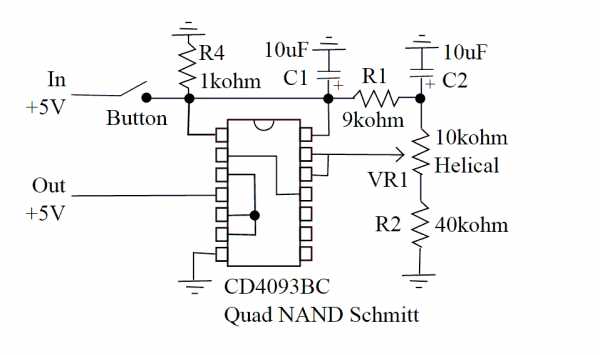
Переменный резистор VR1 контролирует тайминги. Высокое разрешение резистора необходимо для больших импульсов сварки, при которых VR1 близко к R2. R1 и R2 используются для настройки диапазона делителя напряжения. Конденсатор С2 также заряжается через R1. Диапазон делителя напряжения должны быть такими, чтобы на максимуме, сварка работала непрерывно (удерживая кнопку нажатой) и на минимуме давала самый коротки импульс, который нужен. Если получаемые короткие импульсы сварки слишком большие, емкость конденсатора С2 можно увеличить. Это также позволит делать очень длинные импульсы, если нужно. Удвоение емкости должны удвоить время.
Грубое выражение, как напряжение на конденсаторе С2 поднимается после нажатия кнопки в момент времени t = 0 определяется по формуле:
где R сопротивление и С емкость элемента. RVR1 является номинальным сопротивлением переменного резистора, а не текущим значением. Первая половина переменного сопротивления VR1 и вторая половина VR1 + резистор R2 выступать в качестве делителя напряжения, который питает разделенный VC2 на триггер Шмитта(который номинально 3,3 V) для окончания импульса.
Первоначальная версия схемы требовала около секунды, чтобы восстановиться для следующего импульса. Резистор R4 был добавлен, чтобы исправить эту ситуацию. Это быстро разряжает конденсаторы, когда кнопка отключает цепь от источника питания.
Для безопасности схема получает питание через кнопку. Это позволяет контролировать работу, даже если IC или другая часть схемы выйдет из строя. Шум в схеме может быть проблемой для длительных импульсов, где может влиять на время сварки. Таймер не синхронизирован с AC, так что время импульса может также изменяться под воздействием работы твердотельного реле.
Сборка продолжается. Подумав, я заземлил все открытые участи корпуса.
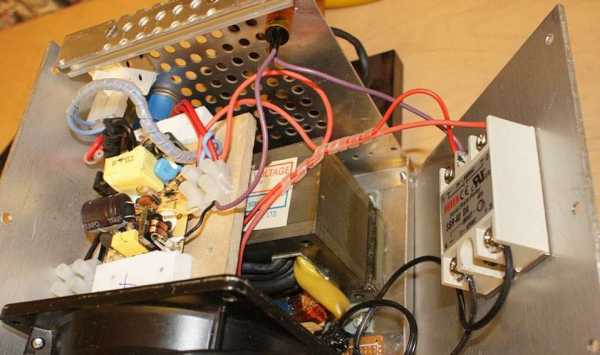
Добавлено управляющее реле(справа) и блок питания на 5V.

Сварочный аппарат готов. Добавлю, что для качественной сварки нагрузка на свариваемые детали должна быть ~70кг + необходимо предусмотреть использование сменных сварных электродов. Но для не регулярного использования результат меня вполне устроил.

Контактная сварка своими руками
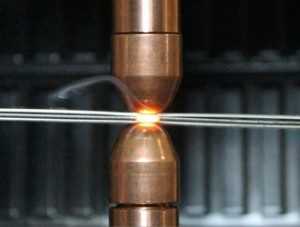
Точечно-контактная сварка и микросварка изделий от 20 мкм до 0.6 мм
Оборудование для машин и аппаратов точечной и контактной сварки тонких и сверхтонких изделий.
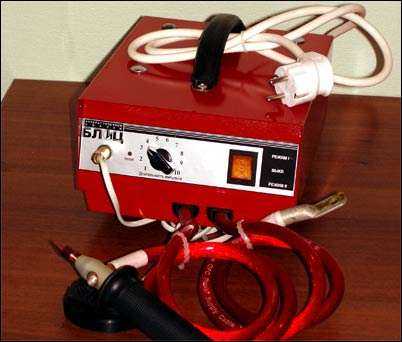
Аппарат точечной контактной сварки «БЛИЦ»
Размеры всего 25x21x15 см!
Товар сертифицирован.
Базовый комплект 35 200 руб
Дополнительный манипулятор 1 800 руб
Аппарат удостоен золотой медали международного салона интеллектуальной собственности «Архимед 2008».
Аппарат контактной точечной сварки «Блиц» используется для:
- сварки деталей из стальной фольги толщиной от 0,02 мм до 0,6 мм и приваривания её к массивным стальным элементам конструкций, а также сварки деталей из проволоки диаметром до 3 мм между собой.
Указанные толщины материалов приведены для нержавеющих сталей типа 12Х18Н10Т и им подобных. Для получения гарантии надёжной сварки других материалов рекомендуется перед приобретением аппарата «Блиц» провести пробную сварку на образцах.
- торцевой сварки метизов (шпилек до 3 мм) к элементам конструкций;
- предварительного крепления листовых деталей толщиной до 1 мм перед основной сваркой;
- односторонней контактной сварки аккумуляторных батарей никелевой лентой и сварки ленты при изготовлении спирально-навитых прокладок;
- сварки мелкоячеистой сетки фильтров;
- крепления ленточного припоя перед пайкой сложных узлов;
- сращивания бронеленты при изготовлении силового кабеля.
Аппарат «Блиц» отличает высокая точность дозирования энергии в сварочном импульсе, что обеспечивает отличное качество сварки без «прожигов» и «недоваров».
Малая масса и габариты аппарата позволяют использовать его для сварочных работ даже в домашней мастерской.
Преимущества и недостатки контактной точечной сварки
Преимущества:
1. Высокая производительность и степень автоматизации вследствие кратковременности самого процесса сварки и возможность использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
Возможность получения сварных соединений высокого и стабильного качества для рациональной конструкции соединения при соблюдении оптимальных значений параметров режима и условий выполнения сварки;
3. Практически отсутствие необходимости использования присадочных материалов, флюсов и газов;
4. Относительно высокие санитарно-гигиенические условия труда и культура производства.
Недостатки:
1. В ряде случаев контактная точечная сварка деталей из разнородных металлов и сплавов затруднена или невозможна;
Более высокая вероятность возникновения выплесков металла в момент включения сварочного тока, для предупреждения которых целесообразно применять импульсы тока с плавным нарастанием, увеличивать начальную силу сжатия, использовать машины с малой массой подвижных частей и направляющими, снабженными подшипниками качения;
Сложность конструкции сварочной головки и механизма сжатия при одновременной сварке нескольких швов;
4. Усложнение конструкции электродов и их эксплуатации особенно при многоточечной сварке;
Оборудование для контактной точечной
Сварки
Машина МТ-1222 предназначена для контактной точечной сварки деталей из малоуглеродистой стали
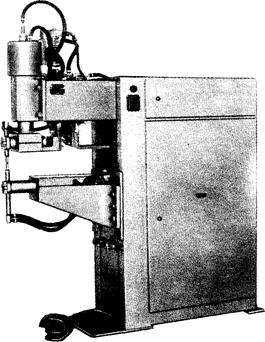
| Параметры М Т-1222 | |
| Напряжение питающей сети при частоте 50 Гц, В | |
| Потребляемая мощность, кВ-А | |
| Номинальный сварочный ток, кА | 12,5 |
| Номинальное усилие сжатия электродов (при давлении воздуха 4,5 ати), кгс | |
| Номинальный длительный вторичный ток, кА | |
| Номинальный вылет электродов, мм | |
| Номинальный раствор электродов, мм | |
| Толщина свариваямого материала, мм | см. текст |
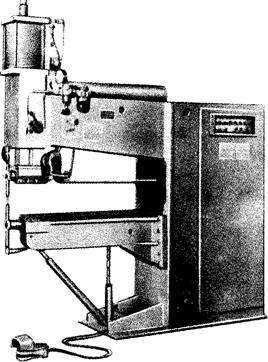 Машина МТ-2002 предназначена для контактной точечной сварки деталей из низкоуглеродистых и легированных сплавов
Машина МТ-2002 предназначена для контактной точечной сварки деталей из низкоуглеродистых и легированных сплавов
| Параметры М Т-2002 | |
| Напряжение питающей сети при частоте 50 Гц, В | |
| Потребляемая мощность, кВ-А | |
| Номинальный сварочный ток, кА | |
| Номинальное усилие сжатия электродов (при давлении воздуха 4,5 ати), кгс | |
| Номинальный длительный вторичный | |
| ток, кА | |
| Номинальный вылет электродов, мм | |
| Номинальный раствор электродов, мм | |
| Толщина свариваямого материала, мм | см. текст |
| Максимальная производительность, сварок/мин | (ход/мин) |
| Габаритные размеры, мм | 2600 X 2500 X Х600 |
| Масса, кг |
Заключение
В ходе курсовой работы был произведен информационный поиск на тему «Технология контактной точечной сварки» и составлен отчет в виде презентации и пояснительной записки к ней.
Контактная точечная сварка наиболее широко применяется в машиностроении.Стабильность и воспроизводимость результатов контактной точечной сварке существенно повышается при использовании постоянного тока и программного управления усилием сжатия.
Список литературы
Технология и оборудование контактной сварки: Учебник для студ. учреждений сред.
Простой аппарат для точечной сварки
проф. образований / Михаил Денисович Банов. – М.: Издательский центр «Академия», 2005 – 224 с.
2. Сварка. Резка. Контроль:Справочник. В 2-х томах / Под общ. ред. Н.П. Алешина, Г.Г. Чернышева. — М.: Машиностроение, 2004.
Т. 1 / Н.П. Алешин, Г.Г. Чернышев, А.И. Акулов и др. — 623 с: ил.
3. Технология и оборудование контактной сварки. Учебное пособие для машиностроительных втузов и политехнических втузов по специальности «Оборудование и технология сварочного производства» под общ. ред. Орлова Б.Д.
– М.: Машиностроение, 1975. – 536с.
Дата добавления: 2016-11-29; просмотров: 3271;
Похожие статьи:
Точечная и инверторная сварка. Особенности и методы
Точечная сварка в Москве, так же как и в другом городе является хорошо известным методом контактной сварки. С технологической точки зрения данный процесс предельно прост и появился ещё на заре зарождения сварки как таковой. Через электроды и поверхности свариваемых частей, которые устанавливаются на специальном оборудовании, пропускается ток, благодаря этому поверхность нагревается до температуры плавления.
Результатом данного процесса является образование ядра сварной точки в месте соприкосновения металла и электрода и надёжное соединение частей.
 Наша компания осуществляет реализацию сертифицированных высококачественных сварных аппаратов, которые обеспечат невысокий нагрев свариваемых элементов, поскольку им свойственна довольно хорошая электропроводимость.
Наша компания осуществляет реализацию сертифицированных высококачественных сварных аппаратов, которые обеспечат невысокий нагрев свариваемых элементов, поскольку им свойственна довольно хорошая электропроводимость.
Помимо этого, электроды, которые устанавливаются в сварочных аппаратах нового поколения, систематически охлаждаются водой. Стоит сделать особый акцент на то, что стабильность сварочного процесса зависит ещё от ряда факторов, среди которых обезжиривание и зачистка поверхностей, которые необходимо сварить.
Использование точечной сварки целесообразно в случае работы с металлическими элементами, толщина которых не превышает 5-6 мм.
Инверторная сваркана современном этапе развития сварной технологии является активно внедряемой разработкой, которая направлена на обеспечение стабильного горения, легкого розжига независимо от колебаний тока.
Как сделать аппарат контактной сварки своими руками
Наша инверторная сварка выполняется исключительно качественным оборудованием отечественных и зарубежных производителей. Для различных видов сварки разработаны различные модели аппаратов, данные технологические отличия призваны сделать процесс максимально эффективным, точным и экономически обоснованным, так существует инверторы для аргонодуговой, полуавтоматической, ручной сварки и плазменной резки.
Как показывают тенденции современного рынка сварочного оборудования, инверторная сварка пользуется стабильным спросом и наращивает популярность в сравнении со старыми трансформаторами.
Особенно хорошо это видно в отношении малого бизнеса и бытовой сферы. Однако не только домашняя эксплуатация стала их уделом, без данного вида аппаратов не обойтись и в строительстве, авторемонтных мастерских, а так же при выполнении монтажа металлических конструкций облегчённого типа. К работе на данном оборудовании могут быть допущены лица, имеющие лишь общие знания, не проходящие специальную подготовку.
вернуться в каталог
Проще всего сделать в домашних условиях точечную сварку своими руками. Это одна из разновидностей сварки, которая является контактной.
В условиях частного строительства наиболее распространена именно точечная сварка, так как сделать ее самостоятельно проще всего.
Другие разновидности точечной сварки, такие как линейная и стыковая, в домашних условиях осуществить невозможно.
Сам по себе процесс сварки представляет собой способ соединения деталей, которые в дальнейшем не разъединяются. Если обратиться к физике, то можно сказать, что процесс соединения происходит за счет межатомной связи в образующемся шве.
Сварка считается одним из самых надежных способов соединения двух металлических деталей, с которым по крепости не сравниться ни один из иных соединений.
Сварка в больших масштабах применяется при возведении многоэтажных зданий, мостов, других конструкций, основой которых является металлический каркас.
Современные способы сваривания металла и сплавов позволяют использовать сварочный аппарат в различных условиях: на воздухе, в закрытом помещении, даже под водой.
Конечно, подобные технологии ни к чему в частном строительстве.
Но и в обычном хозяйстве применение сварке всегда найдется, используется при этом точечная сварка.
Сама точечная сварка своими руками едва ли доступна для людей, далеких от сварки и не имеющих элементарных представлений о технике.
Если же вы знаете, как работать с прибором и принципы его функционирования, сделать сам прибор для точечной сварки для вас не составит труда, тем более полезную информацию можно найти тут expertsvarki.ru/tehnologii/svoimi-rukami-tochechnaya-svarka.html.
Как сделать точечную сварку своими руками?
Весь процесс точечной сварки укладывается в несколько этапов.
Свариваемые детали, приложенные друг к другу, помещаются между электродами сварочного аппарата в нужном месте и плотно прижимаются друг к другу.
Помните, что эксплуатировать сварочные аппараты «кустарного», «самопального» производства опасно!
Существует система допуска по электробезопасности к выполнению данного вида работ. Самостоятельные попытки без контроля специалиста могут привести к утрате жизни и здоровья как своей, так и окружающих.
Затем детали нагреваются до очень высокой температуры, оставаясь при этом сжатыми.
Контактная сварка – как самому изготовить оборудование и клещи?
После воздействия электрического импульса в зажатом состоянии детали остаются еще некоторое время.
Можно несколько усилить сжатие, чтобы усилить эффект сваривания деталей. Далее давление постепенно ослабевает, а вы получаете в результате крепкое соединение металлических элементов.
Одним из слабых мест такого варианта сваривания является невозможность сделать герметичный шов.
А вот положительных моментов можно насчитать несколько:
Перейдем к непосредственному изготовлению аппарата для точечной сварки. С момента изобретения данного сварочного устройства было разработано немало вариантов аппаратов для сварки.
Ранее их публиковали в технических журналах. Сегодня наши соотечественники сами «изобретают» точечную сварку для личного пользования.
Вариантов здесь может быть множество, но есть и элементы, которые используются в любом случае.
В первую очередь, сварочный аппарат точечного действия невозможен без трансформатора, который обеспечивает большой сварочный ток.
Такой трансформатор можно достать, например, из старой микроволновой печи или другой подобной техники.
Для получения большей мощности сварочного аппарата, используются несколько трансформаторов. Перед монтажом их особым образом подготавливают.
С катушки удаляется вторичная обмотка. Если есть необходимость, удаляются также шунты ограничения тока.
Словом, с трансформатора удаляются все ненужные детали.
Теперь на трансформатор наматывается новая вторичная обмотка. Это должна быть толстая медная проволока, чтобы устройство могло выдержать высокое напряжение.
Чем больше витков обмотки вам удастся сделать, тем выше напряжение будет в итоге, и дольше будет ток.
Использование одновременно двух трансформаторов наиболее эффективно, если вам необходимо получить аппарат для сваривания металлических деталей большой толщины.
В этом случае первичная и вторичная обмотка соединяется, в соответствии с показателями плюс-минус.
Если перепутать показатели, вы получите короткое замыкание в момент включения.
В качестве электродов для аппарата вы можете использовать прутки меди. Для устройств сварки малой мощности подойдут жала от паяльников достаточной мощности.
Электроды требуют периодической проверки, подтачивания и замены.
При монтаже постарайтесь сделать провод между трансформаторами и электродами минимальной.
Как и любой сварочный аппарат, аппарат точечной сварки, особенно если вы сделали его своими руками, требует определенной доли осторожности при работе. Не забывайте о технике безопасности, если хотите использовать аппарат и в дальнейшем.
Обзор Точечная сварка своими руками .
stroitel12.ru
Простой аппарат для контактной сварки
Это инструкция (руководство) о том, как сделать из испорченной микроволновой печи дешёвый удобный и портативный аппарат для точечной сварки металла.
Пожалуйста, обратите внимание на то, что это опасно, об этом свидетельствует надпись изображённая на трансформаторе: «ОПАСНО, ВЫСОКОЕ НАПРЯЖЕНИЕ», примите все возможные меры предосторожности, выполняя следующие инструкции:
Материалы

Мизерная стоимость этой точечной сварки может быть вообще уменьшена до нуля, если вы найдёте следующие комплектующие, не прибегая к покупке:
1. Очень старая микроволновая печь – можно найти на свалке.
2. Деревянная доска.
3. Т-образные кронштейны.
4. Винты.
5. Кабель диаметром 1см с твердым сердечником, подойдёт и многожильный, но убедитесь, что каждая нить имеет диаметр минимум 1 мм.
6. Прочие деревообрабатывающие инструменты и электрические соединители.
7. 3-х контактные разъёмы (по желанию).
8. Металлическая перемычка для крепления длинной минимум 15см (по желанию).
9. Разъём от блока питания ПК (по желанию).
10. Клеммник (внутренний диаметр 1 см).
Вынимаем трансформатор из микроволновки

Этот шаг описывает как достать трансформатор из микроволновой печи
1. Разберите микроволновую печь, не касаясь никаких элементов на печатных платах.
2. Найдите высоковольтный конденсатор, он должен быть прикреплён к конденсатору и выглядеть как магазин от пистолета с 2 проводами, выходящими из одного конца.
3. Выполните короткое замыкание конденсатора при помощи отвёртки. ВНИМАНИЕ: СМОТРЕТЬ НА ЭТО НЕ НУЖНО, ИСКРА ОЧЕНЬ ЯРКАЯ, МОЖЕТЕ ПОВРЕДИТЬ ЗРЕНИЕ.
4. Снимите трансформатор.
Строение аппарата контактной сварки

Вся эта конструкция изготовлена из одной деревянной доски и единственная модификация, которую в неё необходимо внести состоит в разрезании доски до определённой длины, таким образом, чтобы все части имели одинаковую высоту.
Как видно из рисунка, две средние части образуют основание, на которое крепится трансформатор, между ними находится разъем питания блока питания.
На передней панели расположены две длинные части, соединенные T-образными кронштейнами (не затягивайте верхние винты, это должно быть гибкое соединение).
На переднем конце не хватает двух электродов, прикрепите их внизу длинной детали, длинную деталь прикрепите к короткой для дополнительной стабильности и поддержки.
Электроды

Любой, кто имеет опыт в сварке, знает, что при экстремальных температурах электроды расплавляются очень быстро, я ломал голову над решением этой проблемы и понял, что заземляющий штырь 3-контактных штепселей можно использовать в качестве электродов, они широко доступны и стоят копейки, а затем разработал способ прикрепления их к сварочному оборудованию и стратегию по замене (чтобы их можно было заменить так же легко, как сверло у дрели). Ниже приведен пример создания собственных электродов для этого агрегата:
1. Разделите 2 3х-контактных штепселя и извлеките штыри заземления (самый длинный штифт).
2. Разделите две части клеммной колодки и соберите металлические детали.
3. Закрутите штифт заземления в кусок медного лома и поместите его в металлический штифт клеммной колодки, затяните металлический штифт до упора.
4. Вкрутите металлический штифт клеммной колодки в деревянную доску со свободным концом, направленным к трансформатору, они будут прикреплены к концам кабеля диаметром 1 см.
Электрические модификации аппарата

Секрет успешной точечной сварки заключается в контроле за прохождением большого количества тока через точку сварки и выработке необходимой температуры, чего довольно трудно добиться из-за сопротивления материалов.
Однако вторичная обмотка микроволнового трансформатора имеет противоположное предназначение, она способствует значительному увеличению напряжения электросети за счет уменьшения тока, поэтому его необходимо модифицировать, если вы хотите, чтобы работал сварочный аппарат. Как это сделать описано ниже:
1. Снимите вторичную обмотку микроволнового трансформатора (это обмотка, которая не подключена к сети, имеет провод меньшего диаметра и больше извилин), для этого я использовал угловую шлифовальную машину с отсекающим лезвием, чтобы разрезать через весь кусок. Хоть первичные обмотки и не могут быть повреждены при точечной сварке, я бы советовал соблюдать осторожность.
2. Используя кабель диаметром 1 см, сделайте как можно больше петель через пространство, где раньше были вторичные обмотки (в моем случае это 3), затем удлините остальную часть кабеля до передней части, на которой находятся электроды, и присоедините их, предварительно завинтив готовый трансформатор на опорную плиту конструкционного каркаса.
3. Некоторые из вас могут заметить разъем питания PSU под трансформатором, я взял его из испорченного блока питания компьютера.
Другие детали

Обратите внимание на то, как я усилил конструкцию, закрепив среднюю доску металлической перемычкой. Трансформатор от микроволновки невероятно тяжёлый.
Провода коричневого и синего цвета, которые прикреплены к первичной катушке, подключены к разъему питания, упомянутому выше.
Можно сделать еще некоторые улучшения: полностью закрыть трансформатор (создать внешнюю защитного кожуха) и добавить внутрь систему охлаждения для обеспечения безопасности и продления время эксплуатации, так как он нагревается во время использования, однако я предпочитаю суровый вариант, как сейчас.
Original article in English
sdelaysam-svoimirukami.ru