Сварочный полуавтомат описание – Сварочный полуавтомат
alexxlab | 14.03.2020 | 0 | Вопросы и ответы
Сварочные полуавтоматы
На данной странице вы найдете сведения по теме “сварочные полуавтоматы”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.

Тут собрано то, что так или иначе имеет отношение к сварочным полуавтоматам
Технические характеристики и применение сварочных полуавтоматов
Сварочные полуавтоматы предназначены для проведения сварочных работ в защитной среде углекислого газа или аргона при помощи стальной электродной проволоки. Сварочные работы проводятся постоянным током. В комплект полуавтомата входит, кроме самого аппарата, источник питания.
Обычно электродная проволока подается к свариваемым изделиям при помощи двух роликов, вращающихся от подачи движения с редуктора. Направление движения можно регулировать с пульта управления. Держатель служит для того, чтобы одновременно обеспечивать подачу проволоки, сварочного напряжения и углекислого газа в зону сварочных работ. Сама проволока подается непосредственно по специально предназначенному для этого каналу шланга, защитный газ – по самому шлангу, а напряжение для обеспечения сварочной дуги – по токопроводу.
Пультом управления можно регулировать подачу проволоки в двух направлениях, скорость подачи, контролировать режим сварочных работ и управлять им. Электродная проволока подается их специальных катушек, которые снабжены тормозным механизмом.
Технические характеристики сварочных полуавтоматов следующие:
- 1. Номинальная и максимальная толщина свариваемых изделий – от 0,8 до 8 миллиметров.
- 2. Напряжение питания от однофазной сети переменного тока – 220 вольт +/- 25%, от трехфазной сети – 380 вольт +/- 20%/40%.
- 3. Рабочее напряжение регулируется в пределах от 18 до 30 вольт.
- 4. Диаметр электродной проволоки – от 0,8 до 1,5 миллиметров.
- 5. Скорость при подаче проволоки к рабочему месту – от 140 до 160 метров в час.
- 6. Расход углекислого газа в среднем составляет от 6 до 20 литров в минуту.
Комплектуются такие полуавтоматы запасными инструментами и приборами, в состав которых входят: сам сварочный автомат, источник питания, вся техническая документация на выпрямитель, редуктор, полуавтомат, техническое описание и паспорта на все изделия. Средний ресурс работы до проведения капитального ремонта – около 2500 часов. Полный рабочий цикл полуавтомата до его списания – 10000 часов непрерывной работы. Гарантийный срок службы прибора – до пяти лет, средний срок службы – до восьми лет.
При работе с любыми материалами сварочные полуавтоматы стабильно обеспечивают безотказное появление дуги без предварительного реверса электродной проволоки. Высокая устойчивость работы и стабильность сварочного режима обеспечивается схемами электронного управления процессом. Разбрызгивание металла при проведении сварочных работ незначительное, что обеспечивает максимальную защиту и безопасность оператора. Качество сварного шва постоянно стабильно и высокое на протяжении всего шва. Глубина проплавки шва также может регулироваться при необходимости повторных работ.
Конструктивно сварочные полуавтоматы представляют собой единый блок, в состав которого входят блок управления, подающий механизм и сварочный рукав, силовая часть аппарата. Для обеспечения энергосбережения и перегрева аппарата в режиме ожидания применяется схема задержки включения. Стабильность сварочного процесса обеспечивается конденсаторным и дроссельным фильтрами.
Применяемая схема с подачей низкого напряжения и управления током на сварочном рукаве служит для обеспечения безопасности оператора при работе в помещениях с повышенной влажностью.
Электронная схема стабилизации напряжения делает сварочные полуавтоматы нечувствительными к перепадам сетевого напряжения. Также может применяться как плавная, так и ступенчатая регулировка подачи сварочного тока.
Принудительное охлаждение аппарата при помощи вентилятора и автоматическая защита всех узлов призваны обеспечить непрерывную работу сварочного полуавтомата в течение нескольких часов. Также в комплект поставки обычно входит сварочная маска с откидывающимся стеклом, что делает свободными руки оператора во время работы.
kovka-svarka.net
Выбор сварочного полуавтомата для кузовных работ в гараже. Характеристики и советы по подбору.
В магазинах вы можете найти много различных типов сварки, которая используется для разных целей. Мы же поговорим о полуавтоматическом сварочном аппарате для кузовных работ, поскольку именно такое оборудование используется для ремонта и реставрации поврежденных деталей автомобиля. В его основе лежит технология сварки проволокой в газовой среде. В этой статье мы рассмотрим основные особенности и конструкцию такого оборудования, это поможет сделать вам правильный выбор при поиске подходящего решения.
Классификация согласно методу сварки MIG – MAG
Содержание статьи
Сварка полуавтомат подразумевает под собой частичное участие мастера, которые непосредственно запускает ее, настраивает все входные параметры и подводит горелку к обрабатываемому участку. Без точных настроек мастера, данный аппарат не будет корректно работать.
Виды сварочных полуавтоматов для кузовных работ согласно методу работы:
- MIG (Metal Inert Gas) – сварочный процесс происходит в инертном газе, по типу аргона или смеси газов.
- MAG (Metal Active Gas) – в качестве рабочей среды для сварочных работ используется активный газ, например углекислый.
При использовании технологии MIG – MAG, сварочная электрическая дуга горит между сварной проволокой и поверхностью обрабатываемого металла, при постоянном токе. Во время работы газ, подаваемый через горелку, защищает сварную область от поступления кислорода, который служит мощным окислителем. Такой подход отлично справляется с задачей сварки тонкого металла, в том числе автомобильных кузовов.
Также есть варианты сварки без газа, с использованием проволоки с порошковым напылением. Ее используют без подключения газового баллона к сварочному инвертору. Для этих целей, часть оборудования имеют переключатель «Gas/No Gas». Для правильной работы флюсовой проволокой (TIG), нужно будет сменить полярность (минус – масса, плюс – электрод), и использовать две пары подающих роликов. Сама по себе флюсовая проволока – это тонкая трубка диаметром 1 – 1,5 мм, наполненная порошком (флюсом). При сгорании в дуге флюс образует газовую среду, которая исключает контакт обрабатываемого металла с кислородом. Стоимость флюсовой проволоки выше, чем обычной с напылением меди.
- Бытовые аппараты – до 200 Ампер.
- Полупрофессиональный – до 300 Ампер.
- Профессиональный – свыше 300 Ампер.
Структура и комплектация сварочного полуавтомата
 Если говорить о конструкции такого оборудования, то ее можно разделить на такие составляющие:
Если говорить о конструкции такого оборудования, то ее можно разделить на такие составляющие:
- источник питания.
- устройство управления сварочным током и скоростью подачи проволоки.
- канала для поступления проволоки и газа.
- горелки.
- зажима массы.
- баллона с газом.
- моток проволоки.
Давайте поговорим о некоторых элементах конструкции более детально.

Источник питания в корпусе устройства
Сварочные полуавтоматы в своем корпусе имеет предустановленный источник питания. Выделяют следующие виды данных блоков:
- трансформатор — статическое электромагнитное устройство, имеющее две или более индуктивно связанные обмотки на каком-либо магнитопроводе и предназначенное для преобразования посредством электромагнитной индукции одной или нескольких систем (напряжений) переменного тока в одну или несколько других систем (напряжений), без изменения частоты.
- выпрямитель (электрического тока) — преобразователь электрической энергии; механическое, электровакуумное, полупроводниковое или другое устройство, предназначенное для преобразования входного электрического тока переменного направления в ток постоянного направления (то есть однонаправленный ток), в частном случае — в постоянный выходной электрический ток.
- инвертор — устройство для преобразования постоянного тока в переменный с изменением величины напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала. Инверторы напряжения могут применяться в виде отдельного устройства или входить в состав источников и систем бесперебойного питания аппаратуры электрической энергией переменного тока.
От типа источника питания зависят габариты сварочного аппарата и его цена. Для качественного результата лучше использовать инверторную полуавтоматическую сварку.
По способу подключения к электросети выделяют однофазные и трехфазные устройства. Для работы однофазной сварки достаточно будет розетки 220В, с силой тока 25 А.
Механизм подачи проволоки
Механизмы, которые обеспечивают поступление проволоки в горелку, также бывают разными:
- толкающий. Привод, который обеспечивает подачу проволоки, находится в корпусе и толкает материал в канал горелки. Рабочая длина шланга до 3 – 4 метров.
- тянущий. Привод подачи размещают в ручке горелки. Рабочая длина шланга до 20 метров.
- толкающий — тянущий – комбинированная система, в которой привода размещают как в корпусе, так и в ручке горелки, используется данный вид механизма при длинном шланге горелки, когда одна система не справляется с задачей.
По сути, привод представляет собой электродвигатель, который настраивается на работу в нескольких режимах скорости.
Проволока
 Бабина со сварной проволокой монтируется в сварочный аппарат, а сам материал пропускают через привод подачи и канал подключения горелки, к которому крепится и сама горелка. Толщина проволоки – 0,6 – 2 мм. Баллон с газом подключают к специальной трубке, которая проходит через канал горелки и на выходе попадает к месту сварки.
Бабина со сварной проволокой монтируется в сварочный аппарат, а сам материал пропускают через привод подачи и канал подключения горелки, к которому крепится и сама горелка. Толщина проволоки – 0,6 – 2 мм. Баллон с газом подключают к специальной трубке, которая проходит через канал горелки и на выходе попадает к месту сварки.
В основном на практике применяют три вида проволоки:
- из стали.
- из нержавейки.
- из алюминия.
При использовании, например, стальной проволоки, лучше выбирать ее модификации с напылением меди, в таком случае улучшается электрический контакт с горелкой, происходит меньше пульсаций по току, а на выходе получаем качественный шов.
Горелка
Через горелку и шланг к месту сварки подается проволока и газ. В зависимости от цены на сварочный полуавтомат выделяют горелки с неразъемным соединением, и с разъемным типа Euro Mig-Mag.
Рабочая длина шланга горелки обычно не превышает 5 метров.
Газовый баллон
Подбор качественного баллона также важен, поскольку газ хранится в нем под повышенным давлением и обычные бытовые емкости не подходят под эту задачу. Такие емкости оборудуют двумя манометрами, которые показывают остаток газа и уровень давления в баллоне. Более дорогие решения имеют функцию автоматической блокировки поступления газа в сварочный аппарат при прерывании дуги.
Дорогие баллоны от дешевых вариантов отличаются размером и весом. Чем дороже оборудование, тем оно надежнее и легче. Но на большинстве мастерских монтируют отечественные баллоны емкостью по 20 или 40 литров.
Характеристики, указываемые в техническом паспорте сварочного полуавтомата для кузовных работ
При оценке оборудования и его подборе в магазине, обязательно обратите внимание на эти две рабочие характеристики.
Продолжительность включения (ПВ)
На практике работу сварочного аппарата разбивают на временной промежуток 10 минут. Для примера, если вы видите на упаковке устройства значение — 40%/340А, то это значит что при токе 340 Ампер, данный аппарат может работать около 4 минут, далее идет период 6 минут для остывания. При дальнейших работах нужно соблюдать такой режим.
Тут работает правило, чем меньше ток, тем больше по времени сможет работать устройство. Так, к примеру, при значении 100%/200А, аппарат может работать непрерывно длительный период времени.
Силу тока выбирают исходя из толщины свариваемого металла, сем она больше, тем грубее проволока и соответственно выше значение тока.
Для примера бытовые сварочные полуавтоматы имеют показатель ПВ 15% – 20%, в то время как профессиональная техника – от 60% и выше.
Потребляемая мощность
В зависимости от типа проводки смонтированной в вашем гараже, нужно подбирать и мощность оборудования. Если проводка старая, то мощный аппарат может вообще вывести ее из строя, лучше всего конечно смонтировать новую сеть, если серьезно решили заниматься кузовными работами.
Также, старая проводка не подходит со стороны пожарной безопасности.
Так, как же выбрать хороший сварочный полуавтомат?
Вот основные шаги:
- При выборе такого оборудования нужно ориентироваться на задачи, которые перед вами стоят. Если это бытовые задачи для себя, то можно брать маломощный аппарат, с невысоким показателем ПВ, и низкой потребляемой мощностью. Если вы планируете предоставлять услуги клиентам на потоке, то лучше смотреть в сторону дорогих профессиональных систем.
- Покупайте проверенные бренды.
- Уточняйте условия и термин гарантии.
- Посоветуйтесь с опытным мастером, который подскажем лучшее решения за ваш бюджет.
Напишите, пожалуйста, сварочным полуавтоматом, какой фирмы вы пользуетесь, и устраивает ли качество работ? Заранее благодарны за ответ.
krasimauto.com
его преимущества, отличия и основные характеристики
 Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
Технологический бум последних десятилетий, главным образом, появление и совершенствование инверторных технологий, позволили снизить весогабаритные и ценовые характеристики сварочных полуавтоматов.
Сегодня полуавтоматические сварочные аппараты инверторного типа уже не являются исключительной прерогативой профессионалов, а широко используются бытовыми потребителями.
Принцип действия и сфера применения
Сварочный полуавтомат инверторного типа относится к классу устройств, осуществляющих электродуговую сварку металлов с применением плавкого электрода. В отличие от ручных аппаратов, использующих штучные электроды, в рассматриваемом агрегате электродом служит специальная сварочная проволока, намотанная на бобину.
 В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
Еще одной особенностью, которой обладает сварочный аппарат полуавтомат, является возможность выполнять сварку в защитной газовой среде, что препятствует окислению и азотированию металла в сварочной ванне, уменьшая разбрызгивание расплавленного металла. Такой режим обеспечивает высокое качество сварного шва, а также позволяет работать с материалами, обычная атмосферная сварка которых невозможна или требует применения специфических электродов.
Подача проволоки и защитного газа происходит через газовую горелку, которую сварщик при работе удерживает в руке.

Такое название за этим устройством закрепилось благодаря внешней схожести с горелками газопламенного оборудования, на которой аналогия заканчивается.
Газовая горелка, с которой работает сварочный проволочный аппарат полуавтомат, служит для подачи защитного (негорючего) газа и проволочного электрода, находящегося под напряжением инверторного источника питания. Газ, подаваемый к месту сварки, может быть инертным (чаще всего это аргон), либо активным, которым служит углекислый газ. В первом случае, режим называется MIG (metal inert gas), Во втором – MAG (metal active gas).
Возможна сварка без подачи защитного газа. В этом варианте применяется специальная сварочная проволока, представляющая собой очень тонкую трубку из металла, внутри которой находится порошковый флюс, образующий защитный слой при сварке. По этой причине такую проволоку называют порошковой.
Основой сварочного полуавтомата является блок питания, построенный по принципу инвертора. Располагается он в основном корпусе аппарата. Там же находятся вентилятор для охлаждения элементов схемы и патрубки для присоединения газового баллона и подачи газа в горелку.
Механизм, осуществляющий подачу проволоки, может располагаться как внутри корпуса (толкающий), так и в ручке горелки (тянущий). Некоторые модели имеют оба вида привода. На Фото 2 представлен внешний вид основного корпуса инверторного полуавтомата.

Критерии выбора полуавтомата
Выбирать инверторный сварочный полуавтомат следует по техническим характеристикам, сопоставляя их с теми задачами, которые предполагается решать с его помощью. Рассмотрим основные параметры, влияющие на выбор аппарата.
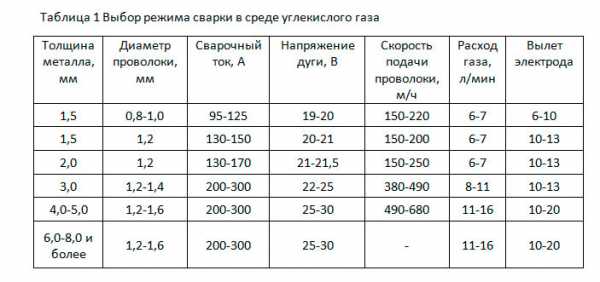
Максимальная величина сварочного тока. Это одна из основных характеристик. Ток сварки, а также связанный с ним диаметр проволоки, в совокупности определяют толщину провара металла. Зная толщину металла, который предполагается сваривать, пользуясь данными Таблицы 1, можно определить необходимое значение тока сварки.
При выборе аппарата по сварочному току, желательно обеспечить запас по этому параметру. Хорошо, если значение максимального тока выбранного аппарата превосходит требуемое по технологии хотя бы на 30%.
Допустимый режим работы. Производители могут по-разному обозначать этот параметр. Часто его называют продолжительностью включения (ПВ) и указывают число в процентах. Смысл этой характеристики заключается в следующем. Работу сварочного агрегата принято разбивать на 10-ти минутные циклы. Продолжительность цикла принимается за 100%. Например, если указано ПВ 60%, это означает, что в течение цикла из 10-ти минут аппарат должен работать в режиме сварки не более 6 минут.
Иногда указывается режим работы для нескольких значений тока сварки. Например: при токе 150 Ампер, ПВ 100%, при токе 250 Ампер, ПВ 50%. Такая запись означает, что при значении сварочного тока 150 Ампер, аппарат может длительно работать без остановки, а при 250 Амперах, только 5 минут из 10-ти.
Ориентируясь на этот признак, а также на значение сварочного тока, модели аппаратов условно принято классифицировать на:
- Профессиональные;
- Полупрофессиональные;
- Любительские или бытовые.
Разумеется, аппараты разных классов находятся и в разных ценовых категориях.
Делая выбор по этому параметру, необходимо оценить предполагаемый режим работы агрегата. Если устройство используется для мелкого ремонта в домашних условиях, то вполне удовлетворительной можно считать возможность его 20-ти процентной загрузки. Аппараты, работающие на сборочных линиях и крупных ремонтных предприятиях, должны обеспечивать длительный непрерывный режим работы, то есть, 100 – процентную загрузку.
Мощность, потребляемая из сети. Этот параметр связан со значением сварочного тока. Но его следует учитывать отдельно, сопоставляя с возможностями питающей электросети там, где предполагается использовать сварочный аппарат полуавтомат инверторного типа. Большие значения сварочного тока и возможность длительно работать без перерыва обеспечиваются закладываемым в аппарате запасом мощности. Поэтому, наибольшей мощностью и потреблением энергии отличаются профессиональные устройства.
Вид напряжения питания. Сварочные полуавтоматические инверторы имеют однофазное или трехфазное исполнение. Профессиональные аппараты, как правило, трехфазные. Такие устройства имеют лучшие характеристики сварочной дуги, но они существенно дороже.
Отличия полуавтоматов
К главным отличиям сварочных полуавтоматов следует отнести:
- Использование сварочной проволоки вместо штучных электродов;
- Применение защитных газов для формирования среды;
- Наличие автоматического механизма непрерывной подачи проволоки в процессе сварки.
Перечисленные конструктивные особенности обусловливают уникальные возможности, которыми обладают сварочные полуавтоматические аппараты.
Рекомендуем похожие статьи из раздела:
Особенности и критерии выбора сварочных аппаратов Ресанта, преимущества и недостатки, актуальные модели с отзывами.
Стоит ли приобретать сварочные аппараты Кемпи, какими особенностями и преимуществами они обладают, примеры аппаратов фирмы и отзывы потребителей.
Преимущества и недостатки
Сформулируем основные положительные свойства, которыми обладает сварочный инвертор полуавтомат, делающие выбор в пользу такого аппарата более предпочтительным.
- Возможность создавать высококачественные соединения, в том числе материалов, обычно плохо поддающихся сварке. Это преимущество обусловлено использованием специфической технологии, заключающейся в применении специальных газов, формирующих защитную микросреду в сварочной зоне.
- Возможность сваривать тонколистовой металл. Таким свойством полуавтомат обладает в силу того, что благодаря защитной среде и возможности применения тонкой (до 1 мм) сварочной проволоки, можно работать с малыми токами сварки. Такой режим недоступен при использовании штучного электрода, либо требует от сварщика высочайшего мастерства.
- Малый нагрев деталей при сварке. Данное качество обусловлено применением тонкой сварочной проволоки, благодаря чему зона горения дуги локализуется более узко, общая энергия дуги, и, следовательно, количество выделяемого тепла, уменьшается. Это очень важно при работе с тонколистовым материалом, неравномерный нагрев которого может привести к его короблению. При кузовном ремонте автотранспортной техники, малый нагрев обеспечивает сохранность лакокрасочного покрытия прилегающих к месту сварки деталей.
- Способность длительно работать в режиме сварки без гашения дуги. Это свойство особенно важно в условиях промышленного использования. При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки.
- Простота использования. Настройка полуавтомата на нужный режим работы, обеспечивает дальнейшую устойчивость, не зависящую от квалификации сварщика. Это позволяет успешно работать с полуавтоматом даже новичкам.
Обладает устройство и некоторыми недостатками:
- Более высокие требования к подготовке свариваемых поверхностей. Полуавтомат более чувствителен к наличию загрязнений и коррозии.
- Использование баллона с газом делает устройство менее мобильным.
Описание процесса сварки алюминия полуавтоматом, основные нюансы и советы, а также меры предосторожности при сварке алюминия в аргоне — читать здесь.
Заключение
Резюмируя написанное здесь, следует отметить, что инверторный сварочный аппарат полуавтомат является универсальным устройством, способным решать разнообразные задачи в быту и на производстве. Добавить к этому можно тот факт, что некоторые представители этого класса устройств обладают возможностью использовать их в режиме ручной сварки с применением штучного электрода, а также ручной сварки в защитной газовой среде.
С этим читают:voltobzor.ru
Инверторный сварочный полуавтомат – отзывы сварщиков
Иногда достаточно прочитать инверторный сварочный полуавтомат отзывы, чтобы определиться с моделью устройства и начать им пользоваться для выполнения работ по сварке различных конструкций. Поэтому важно найти такой портал, где есть возможность для ознакомления с полезными советами профессионалов.
Важно определиться не только со стоимостью данного устройства, но и с техническими характеристиками и потенциальными возможностями. Для каждого типа работы требуются определенные данные, поэтому нужно внимательно изучать техническое описание прибора.
Работа инверторных полуавтоматов
Ориентироваться при выборе аппарата нужно на такие важные факторы, как:
- Мощность прибора,
- Толщина свариваемых деталей,
- Металл, с которым работает полуавтомат,
- Условия эксплуатации,
- Масса и габариты устройства.
Необходимо покупать такой аппарат, который способен обеспечивать достаточную скорость сварки, и с его помощью должен получаться равномерный и прочный шов. Есть такие приборы, которые начинают давать сбои, если добавляется скорость.
Для таких устройств оптимальными являются малые обороты в режиме ручной сварки. Если для вас это будет достаточным условием, выбирайте такой аппарат.
Для промышленных нужд необходимо покупать агрегаты с достаточным уровнем мощности, которые способствуют качественной сварке, и их работа не создает проблем для сварщика. По отзывам опытных специалистов, нередко приходится иметь дело с такими устройствами, которые выполняют надежную сварку металла от 3 до 5 мм, но для более толстых материалов не всегда достаточно мощности.
Качество сварки зависит не только от параметров устройства, но и от грамотного подбора диаметра проволоки. Прочитав инверторный сварочный полуавтомат отзывы обычных пользователей и специалистов, есть шанс уточнить, в каких условиях рекомендуется использовать различные устройства.

Особенности работы
В процессе функционирования сварочного аппарата на инверторной основе нужно обращать внимание на температуру окружающей среды, потому что иногда требуется технологический перерыв в течение 2-3 минут, чтобы оборудование восстановилось.
Есть такие полуавтоматы, которым необходима такая пауза при температуре более 20 градусов. Цена подобных агрегатов получается около 500 долларов, так что нужно ориентироваться на такую стоимость.
Желательно покупать агрегаты с максимальным гарантийным сроком, чтобы рассчитывать на техническую поддержку специальных служб в случае возникновения проблем со сварочным оборудованием.
Выбирая инверторный сварочный полуавтомат, отзывы говорят о том, что есть оборудование от определенных производителей, на которое проблематично доставать запасные части и комплектующие. Поэтому будет полезно уточнить информацию по выбираемому аппарату, чтобы всегда была возможность приобрести сборочные единицы или некоторые детали.
Кроме того, пригодится информация по стоимости фирменных запчастей на различные модели данных инверторных полуавтоматов.

Какой выбрать инверторный полуавтомат для сварки
Нужно ориентироваться на задачи, которые будут ставиться перед сварщиком, потому что есть такие виды работ, где необходимо использовать более мощные агрегаты, способные длительное время функционировать без сбоев и технологических перерывов.
Особенно это важно для промышленных предприятий, где приходится работать в течение 8 часов практически без пауз и при этом сваривать металлические изделия с толщиной более 5 миллиметров. Если будет использоваться дешевое оборудование, то для него станет невыполнимой задачей сваривание толстых материалов.

Нужно выбирать приборы с подходящими техническими характеристиками, чтобы сваривать габаритные швеллера и несущие конструкции. Наиболее приемлемые показатели демонстрируют импортные агрегаты европейского производства.
Недорогие модели подходят для бытовых целей, когда нужно произвести несколько сварных швов или изготовить небольшое сооружение.
Не следует забывать и про специальные нормы безопасности при работе на подобном оборудование, так что нужно приобрести защитную маску и спецодежду, сберегающую от попадания окалины. Длительная работа на сварочных аппаратах способна негативно повлиять на зрение, поэтому необходимо позаботиться о надежной защите.
И ничего не должно мешать качественному процессу сварки, чтобы сварщик мог оптимально выполнить свою задачу.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Сварочный полуавтомат
Сварочные аппараты-полуавтоматы предназначены для осуществления сваривания изделий специальной проволокой в полуавтоматическом режиме с использованием специальной газовой среды.

Сварочный полуавтомат — это аппарат для сварки с использованием специальной сварочной проволоки.
Аппарат полуавтоматической сварки используется как сварочное оборудование чаще всего в разных автомастерских для ремонта автомобильной техники, хотя область применения этого оборудования этим не ограничивается.
Метод сваривания MIG-MAG
Полуавтоматическое сваривания носит название MIG-MAG, эта аббревиатура с английского языка означает следующее:
Metal Inert Gas — осуществление сваривания в атмосфере инертного газа. Сварка проводится в атмосфере аргона или смеси газов.
Metal Active Gas — сварка металла в атмосфере активного газа, активным газом служит углекислота.
При проведении сварки MIG-MAG горение электродуги происходит с постоянным током, а в роли сварного электрода выступает специальная сварная проволока.
MIG-MAG сварка.
Электродуга образуется между проволокой и свариваемым материалом. В процессе проведения сваривания через спецгорелку подается газ в зону проведения работ, этот газ осуществляет защиту зоны сваривания от воздействия на нее кислорода, не позволяя ему окислять расплавленный металл сварной ванны. Сварочное оборудование этого типа лучше всего выбирать для проведения сваривания тонкого металла, такого, например, как металл автокузовов. Сварочные полуавтоматы можно разделить на несколько типов:
- бытовой;
- полупрофессиональный;
- профессиональный.
Разница между этими сварочниками заключается в характеристиках выдаваемого рабочего тока, а также в источнике питания сварочника. Полуавтоматы способны выдавать ток до 200 Ампер. Полупрофессиональные аппараты способны генерировать токи до 300 Ампер, а профессиональные агрегаты выдают ток более 300 Ампер.
Вернуться к оглавлению
Конструкция сварочника
В состав конструкции входят следующие компоненты и узлы:
Конструкция сварочного полуавтомата.
- источник питания, установленный в корпусе;
- блок подачи сварочной проволоки;
- блок управления сварочным электротоком;
- шланг для подачи рабочего материала и газа, формирующего среду в месте проведения работы;
- горелка;
- зажим массы.
Дополнительно в комплект оборудования, обеспечивающего сварочный процесс, входят баллон с углекислотой и бобина со сварочной проволокой.
В зависимости от типа устанавливаемого источника в аппарате выделяют несколько разновидностей сварочных аппаратов. Промышленность для нужд потребителей выпускает аппараты, оснащаемые следующими источниками питания:
- трансформаторами;
- выпрямителями;
- инверторами.
В зависимости от варианта конструкции во многом зависит масса и размер полуавтомата. От исполнения зависит также стоимость оборудования. Более качественными, с более высокими техпоказателями, являются полуавтоматы, оснащаемые инверторами.
Устройство механизма для подачи сварной проволоки.
Подача сварной проволоки осуществляется несколькими способами. Способ подачи проволоки зависит от конструкции устройства подачи и дистанции, на которую осуществляется подача материала.
Существует три способа подачи материала в зону проведения работ:
- толкающий механизм — механизм, осуществляющий подачу проволоки путем проталкивания ее в рукав и горелку, механизм подачи материала размещается в корпусе аппарата;
- тянущий механизм — механизм, осуществляющий подачу материала путем протягивания ее в область проведения работ, механизм протяжки размещается в рукоятке горелки;
- толкающе-тянущий механизм — подача материала осуществляется путем согласованной работы двух отдельных механизмов, размещенных одновременно в рукоятке горелки и в корпусе, этот механизм обеспечивает подачу сварной проволоки при большой длине рукава с горелкой.
В зависимости от применяемого механизма подачи материала оборудование для полуавтоматической сварки делят на три разновидности.
Вернуться к оглавлению
Проволока и горелка полуавтомата
Бобина с намотанной на нее проволокой крепится в отдельном отсеке сварочника и протягивается через механизм подачи в рукав по специальному каналу. На конце рукава закрепляется горелка. Баллон с газом для проведения сварных работ подключается к спецпатрубку, по которому передается газ к месту проведения сварных работ.
Для сварки полуавтоматом используется специальная проволока, наполненная изнутри флюсом.
В случае применения проволоки, содержащей спецфлюс, сваривание проводят без использования газа для создания атмосферы по месту проведения работы. Этот тип проволоки на поперечном срезе представляет собой трубку, полость этой трубки заполнена спецпорошком — флюсом. При сгорании в электродуге флюс образует защитную газовую атмосферу предохраняющую область сварочной ванны, и препятствует возникновению контакта металла с кислородом, содержащимся в воздухе. Стоимость проволоки, содержащей флюс, является более высокой, нежели обычной, имеющей омеднение.
При применении проволоки, содержащей флюс, требуется изменять полярность при подключении горелки к полуавтомату. Изменить полярность имеется возможность путем переключения внутри корпуса, в отсеке, где установлено подающее рабочий материал устройство. Практически все полуавтоматические аппараты оснащаются возможностью переключения режимов работы — с газом и без газа. Стоит отметить, что качество сварки с применением газа для создания защитной атмосферы является более высоким, нежели сваривание в безгазовой среде.
Основными видами, используемой проволоки для устройств этого типа, являются следующие:
- стальная;
- нержавеющая;
- алюминиевая.
Устройство сварочной горелки для полуавтомата.
При работе следует учитывать, что проволока одного вида, но разной марки может иметь разный состав, который способен влиять в значительной мере на качество производимой сварки.
Лучшей для сварки стальной проволокой является та, которая снаружи покрыта омеднением. При использовании этого типа проволоки улучшается контакт между проволокой и горелкой, что ведет к снижению пульсаций тока и улучшению качества шва. При сварке кузовного железа, тонкой листовой стали и алюминия требуется применять требуемую проволоку, а сварные работы проводить в атмосфере углекислоты с аргоном или же в чистом аргоне.
Горелка является тем компонентом конструкции сварного полуавтомата, при помощи которого осуществляется процесс сваривания. Горелка может соединяться с полуавтоматом разъемным или неразъемным стыком. В профаппаратах применяются преимущественно разъемные соединения. Горелка используется для подачи рабочего материала в зону проведения работы, помимо этого, посредством шланга и горелки осуществляется подача газа для создания в зоне проведения работы защитной атмосферы, предохраняющей металл от воздействия на него кислорода воздуха.
Вернуться к оглавлению
Важнейшие характеристики аппаратуры, указываемые в техописании и советы по выбору аппаратуры
ПВ — продолжительность работы. Работа аппарата разбивается на циклы по 10 минут. Указание времени работы осуществляется в процентах от 10-минутного цикла, то есть если указывается в теххарактеристике, например, ПВ 40%/340А, то это значит, что сварочник способен работать не больше 4 минут, после чего должен отдыхать 6 минут при токе 340 А, после чего цикл повторяется. Чем ниже ток, требуемый для сварки, тем более длительным является время работы сварочника за один цикл. В среднем значение ПВ для бытовых устройств колеблется в пределах 15-20 %, а для профустройств это значение равно 60% и более. Вторым основным показателем является потребляемая мощность.
Выбор аппарата осуществляется с определения круга задач, которые требуется выполнять при помощи аппаратуры. Выбор сварочника нужно делать в соответствии с критериями надежности оборудования и его качества. При выборе оборудования стоит помнить, что чем меньше мощность аппаратуры, тем дешевле стоимость оборудования, но и с материалом меньшей толщины можно работать. При присутствии блока управления клапаном подачи газовой смеси работа аппарата является более комфортной и более экономичной.
expertsvarki.ru
Полуавтоматическая сварка: технологи, аппарат, режимы
Сварка металлических изделий и конструкций представляет собой сложный технологический процесс, который можно организовать разными способами. Традиционный метод предполагает выполнение операций вручную. Это трудозатратный способ, оправдывающий себя низкой стоимостью. Более современный подход представляет полуавтоматическая сварка, в которой облегчаются задачи мастера и повышается качество шва.
Описание технологии
Принцип действия сварочных полуавтоматов достаточно прост. В процессе работы производится направление сварочного пистолета в целевую зону, после чего начинается расплав заготовки от тепла образованной дуги. В отличие от других методов сварки, в данном случае проволока может выполнять и функцию токопроводящего электрода, и задачи присадки.
В качестве средства защиты рабочего участка технология полуавтоматической сварки предусматривает формирование газовых сред – в частности, не допускающих проникновение кислорода в зону обработки. Но позже будет рассмотрен и режим, в котором процесс происходит без газа. И напротив, могут добавляться другие защитные среды и материалы. Так, для минимизации разбрызгивания капель металла за счет поглощения влаги в рабочей зоне используется силикагель или медный купорос, размещенный в осушителе.
В конечном итоге оператор может рассчитывать на следующие преимущества от применения технологии:
- Высокая степень защиты рабочих заготовок.
- Удобство в работе с оборудованием – мастер может выполнять операции практически из любого положения, так как нет ограничений по направлению сварки.
- Шов получается ровным и с минимальным содержанием шлака.

В спецификациях и нормативной документации именно так обозначается полуавтоматическая сварка с применением проволоки и газовых сред. Целевыми заготовками могут выступать стальные и алюминиевые сплавы, хотя на практике технология имеет более широкий спектр использования. Чем же полуавтоматическая сварка MIG отличается от метода MAG? Фактически разница проходит по типу используемого газа для защиты рабочей зоны. Например, сваривание по методу MIG задействует инертные газы наподобие аргона и гелия, а MAG работает с активными азотными и углекислыми средами.
Как показывает практика, MAG обеспечивает более качественный и надежный шов по сравнению с эффектом MIG, хотя многое зависит и от квалификации исполнителя. Если же сравнивать оба метода с форматами MMA и TIG, то можно говорить о сбалансированности полуавтоматики. Она дает оптимальную производительность при должном качестве шва, но конкретно для деликатных высокоточных операций или обеспечения сверхпрочности структуры соединения стоит все же обращаться к альтернативным способам.
Режимы сварки
Разные условия и технические цели будут требовать использования определенных параметров обработки. В зависимости от эксплуатационных задач и установок оборудования выделяют следующие режимы полуавтоматической сварки:
- Short Arc. При низком токе и с поддержкой коротких последовательных замыканий в условиях низкой силы тока до 200 А выполняется перенос капель расплава. В ходе работы задействуется проволока толщиной 0,8 – 1,2 мм.
- Spray Arc. Операция выполняется при силе тока от 200 А, что обеспечивает более высокое проникновение капель в расплав. Диаметр проволоки – более 1 мм. Данный режим подходит для толстостенных заготовок.
- Pulse Arc. При низком токе этот формат сварки обеспечивает высокую скорость плавки с небольшим объемом брызг расплава. Оптимально подходит для нержавейки и алюминия, но только при условии их небольшой толщины.
- Pulse on Pulse Arc. Режим позволяет за счет регуляции температуры и уровня токов получать крепкий шов с гладкой поверхностью.
Специально для работ в условиях низких температур применяется и особый режим полуавтоматической сварки MIG с элементами пайки. Соединение деталей в данном случае происходит на фоне добавления расплава от материала припоя. Этот способ задействуют в автомастерских при выполнении кузовного ремонта.

Сварка без защитного газа
Регуляция параметров рабочей среды дает оператору массу плюсов – как с точки зрения обеспечения безопасности, так и в качестве средства повышения качества шва. Но существуют условия, в которых может быть в принципе исключено применение газовых сред. Например, полуавтоматическая сварка в среде углекислого газа позволяет эффективно решать задачи обработки стальных заготовок, но из-за необходимости подключения баллона с редуктором значительно повышаются требования к безопасности, которые могут накладывать и ограничения. В этой связи уместно выделить два основных способа использования технологии MIG-MAG без газа:
- Сварка с флюсовой проволокой. Расходный материал подводится суппортом к электрической дуге и по мере сгорания покрывает ванну расплава. Метод экологически чистый и безопасный, но может применяться только к мягким цветным металлам.
- Сварка порошковой проволокой. Используется расходник на основе смеси кремниата и силиката, которая отторгается расплавом и образует на его поверхности защитную пленку. Покрытие выполняет задачу барьера перед кислородом, заменяя тот же углеродистый газ. Этот способ также имеет ряд ограничений, связанных с низкой мощностью термической дуги.
Применяемое оборудование

В качестве основного и наиболее ответственного в рабочем процессе инструмента выступает полуавтомат – он же выпрямитель или инвертор, обеспечивающий питание горелки. Это электромеханические приборы, за счет которых и выполняется процесс плавления электрода с его подачей к сварочной ванне. В частности, параметры аппарата для полуавтоматической сварки будут определять диапазон скорости подачи проволоки и стабильность ее перемещения в принципе. Существуют модели инверторов для бытового и профессионального использования (на 220 В и 380 В, соответственно) с моноблочными и модульными конструкциями. Обращать внимание следует и на конфигурации разъемов для подключения той же горелки, но самое главное в выборе – это непосредственные рабочие параметры оборудования.
Характеристики аппаратов
Для несложных бытовых задач в гараже или домашней мастерской сварки можно использовать маломощные приборы на 4-5 кВт с максимальной силой тока 90-120 А. Такие модели вполне способны достойно работать с заготовками толщиной 1,5-2 мм, экономя при этом электроэнергию. Профессиональный же сегмент представляет модели мощностью до 14 кВт и выше. Поддерживаемая сила тока у такого оборудования может достигать 350 А. Для каких же задач используется техника этого типа? Производительная полуавтоматическая сварка хороша универсальностью, что выражается в возможностях обслуживания таких металлов, как титан и никель. Толщина заготовки при этом может составлять 10 мм.

Что важно с точки зрения организации рабочего процесса, так это величина продолжительность включения. Она определяет соотношение между периодом сварки и временем на отдых. Так, в случае с мощными профессиональными инверторами можно рассчитывать на 6-7 мин сварки, после которых потребуется перерыв на 4-5 мин. У бытовых аппаратов рабочее время составит 1-2 мин, а отдых – до 10 мин.
Подающая механика
Для автоматического направления проволоки к рабочей зоне используются специальные агрегаты. Они представляют собой комплекс электротехнических и механических узлов, поддерживающих бесперебойный процесс сварки. Основу типовой конструкции формирует непосредственно механизм подачи, сварочный рукав, блок управления и приспособления для изначальной загрузки кассет с новой проволокой. При этом ошибочно думать, что оборудование работает только с расходниками. Благодаря встроенному рукаву-шлангу полуавтоматическая сварка с подающим механизмом формирует и защитную среду. То есть не требуется специальная организация каналов подачи газа от баллона к сварочной зоне с помощью адаптеров, редукторов и регуляторов.
Горелка для сварки

Инструмент для непосредственной подачи высокотемпературного факела к заготовке. Устройство таких аппаратов достаточно простое. Главным элементом управления является кнопка или механический регулятор пламени. Получается ручная полуавтоматическая сварка, контроль которой на завершающей стадии формирования шва берет на себя мастер, а вспомогательные процессы поддерживает тот же механизм подачи электродов. В выборе горелки-пистолета важно учитывать диаметр проволоки для захвата, силу тока (до 650 А) и тип охлаждения – встроенный или сторонний от полуавтомата.
Проволока для сварки
Основной расходник в таких работах – проволока или электрод. Толщина этого элемента определяет, с какими заготовками сможет работать полуавтомат. Кроме этого, диаметр в конечном счете накладывает и ограничения на использования в подающем механизме. Обычные машины ориентируются на 0,6-2 мм, но бывают и нестандартные модели, что важно учитывать при выборе. Имеет значение и материал изготовления проволоки. Если планируется полуавтоматическая сварка низколегированных и нелегированных сталей, то предпочтение отдается медным элементам, а с магниевыми и кремниевыми заготовками хорошо взаимодействует алюминиевая оснастка.
Особую группу представляют активированные модели проволоки. Их отличие заключается в содержании специальных добавок в стержне (5-7%) на основе окислов и солей от щелочных металлов. Такая модификация позволяет получать аккуратный шов и снижать разбрызгивание расплава.
Аксессуары и экипировка
Когда все основные компоненты полуавтоматической сварочной инфраструктуры будут готовы, можно переходить к выбору дополнительных принадлежностей. В основном потребуются средства обеспечения индивидуальной защиты. Выполнение полуавтоматической сварки в углекислом газе необходимы перчатки, термозащитная обувь, фартук и маска. Для защиты от инфракрасного и ультрафиолетового излучения рекомендуется применять фильтры для обзорной части. Например, маски типа «Хамелеон» обеспечиваются саморегулирующимися затемненными стеклами, что создает не только защиту для глаз, но и удобство ношения.
Заключение

В числе главных достоинств технологии сварки MIG-MAG можно назвать универсальность. Ее используют как в бытовой сфере, так и на производствах, в строительстве и т. д. Техническая организация процесса требует немалых ресурсов, но для больших объемов работы и эти вложения себя оправдывают. Чем же полуавтоматическая сварка в защитном газе привлекательна для рядовых домашних мастеров, которые лишь изредка обращаются к подобным операциям? Прежде всего, качеством шва. Как уже отмечалось, есть более точные и аккуратные технологии, но в этом случае можно добиться оптимального результата с высоким уровнем безопасности и удобства. Например, многие автолюбители приобретают полуавтоматы с расходниками только для полноценного обслуживания кузова автомобиля. Возможность направления сварки из разных положений, в частности, позволяет выполнять самые сложные операции при ремонтных мероприятиях.
fb.ru
Как выбрать сварочный полуавтомат
Сварочный полуавтомат чаще всего используется в автомастерских. При этом методе сварки используется проволочный электрод на катушке и защитный газ. Данный метод лучше всего подходит для использования в помещении, так как порывы ветра могут сдувать защитный газ с рабочей области, что приводит к плохому качеству сварного шва.

Не рекомендуется покупать дешевый сварочный полуавтомат. Цена сварочного аппарата позже скажется на качестве сварочных работ. Более дорогие сварочные аппараты отличаются высоким качеством электроники и надежным механизмом подачи проволочного электрода.
Выбор сварочного полуавтомата — на что обратить внимание при покупке
При выбора сварочного полуавтомата следует обратить особое внимание на диапазон рабочей силы тока, на удобство использования горелки и переключателей на трансформаторе и на портативность аппарата.
Сила тока
От силы питающего дугу тока зависит глубина сварочного шва. Ниже приведена таблица силы тока, которая необходима для стыкового соединения металлов различной толщины:
|
Толщина металла (мм) |
Сила тока (А) |
|
2 |
90 |
|
2,5 |
110 |
|
3 |
130 |
|
4 |
150 |
|
5 |
180 |
Сила тока, необходимая для соединения листов с V-образным скосом кромок:
Толщина металла (мм) | Сила тока (А) |
3 | 90 |
3,8 | 110 |
4,5 | 130 |
6 | 150 |
7,5 | 180 |
Сварочный полуавтомат также характеризуется минимальной рабочей силой тока. С рабочей силой тока 30 А можно варить сталь, толщиной 1 мм. Для сварки листов толщиной 0,8 мм понадобится больше мастерства и опыта. Для кузовных работ необходим сварочный аппарат с минимальной рабочей силой тока 30 А или менее.
Удобство использования горелки
Горелка должна быть удобна и проста в обращении. Слишком громоздкой и тяжелой горелкой сложно варить, особенно в труднодоступных местах.
Удобнее и безопаснее пользоваться горелкой с контактором. Контактор позволяет подавать напряжение на электрод при нажатии кнопки. Горелка без контактора постоянно под напряжением и если вы случайно прикоснетесь электродом до чего-нибудь — образуется дуга.
С газом или без газа
При полуавтоматической сварке с использованием проволочного электрода необходим защитный газ, который экранирует сварочную ванну от неблагоприятных воздействий воздуха. Полуавтоматический сварочный аппарат позволяет варить и без газа, с использованием порошковых проволочных электродов. Оба метода имеют свои достоинства и недостатки.
Среди недостатков сварки порошковой проволокой следует отметить плохую видимость рабочей области и разбрызгивание расплавленного металла. После сварки шов необходимо зачищать. Среди преимуществ использования порошковой проволоки, помимо отсутствия необходимости в газовом баллоне, следует отметить возможность использования сварочного аппарата вне помещения.
В среде защитного газа варить проще. Вы хорошо видите рабочую область, шов получается аккуратнее и брызг значительно меньше. Среди недостатков полуавтоматической сварки с использованием газа следует отметить низкую портативность и необходимость защиты от ветра при использовании вне помещения.

Меры безопасности
Сварка осуществляется за счет плавления проволочного электрода и близлежащего металла. Тепловая энергия исходит от электрической дуги. Сварочная ванна (область расплавленного металла) защищена от воздействий окружающей среды защитным газом. При сварке выделяется большое количество тепла и яркого света. Сварщик должен быть одет в специальную одежду и сварочную маску, которая защищает лицо и глаза.
Проволочный электрод должен выступать из горелки на необходимую длину. Его подносят к рабочей области до момента появления дуги. Им нельзя касаться металла, это приведет к образованию воронок, которые ухудшают качество соединения. Перед работой рекомендуют испытать сварочный аппарат на ненужных обрезках металла.
Метод сварки проволочным электродом с использованием защитного газа достаточно сложен в освоении и для новичков может представлять опасность. Этому методу сварки достаточно сложно обучиться самостоятельно.
Продолжительность включения сварочного аппарата
Этот параметр можно найти среди прочих характеристик сварочного аппарата. Продолжительность включения (ПВ) показывает, как долго может работать сварочный аппарат с максимальной нагрузкой в процентах от 10 минут. Например, продолжительность включения 40% означает, что аппарат может работать в течении 4 минут при максимальной нагрузке, после чего нужно будет подождать 6 минут пока аппарат остынет.
Продолжительность включения сварочного аппарата важна, если вы планируете варить много толстых листов металла. Для кузовных работ, где толщина деталей незначительная и работы производятся при малой силе тока, ПВ не играет большой роли.
Выключение и чистка сварочного аппарата
После завершения работ сварочный аппарат необходимо сразу-же выключать. Чистку сварочного аппарата можно производить только после полного выключения.

Что еще понадобиться для сварки
Горелка
В большинстве случаев горелка входит в комплект со сварочным аппаратом. Однако, горелки изнашиваются достаточно быстро и если вы решили купить новую или более удобную горелку, обратите внимание на совместимость кабельного штекера.
Газовый редуктор
Дешевые газовые редукторы оснащены лишь манометром, который показывает давление газа в баллоне. Более дорогие редукторы оснащены расходометром, который показывает скорость истечения газа из баллона.
Защитная одежда
Для защиты от расплавленного металла настоятельно рекомендуется хлопковая спецодежда и перчатки для сварки.
Сварочная маска
Большинство недорогих сварочных аппаратов комплектуется ручной маской, пользоваться которой крайне неудобно. При покупке маски лучше не экономить и покупать маску с автозатемнением (хамелеон). Стекло такой маски остается прозрачным до момента появления дуги.
Для каких работ можно использовать полуавтоматическую сварку в гараже
- Ремонт пола автомобиля. Сварочный полуавтомат хорошо подходит для ремонта пола автомобиля, когда необходимо поставить заплатку. Металл достаточно тонкий и его легко варить. Сварка пола может быть не очень точной и аккуратной, так как впоследствии она будет находиться под ковриком.
- Трубная рама. Сварочный аппарат с проволочным электродом подойдет для сборки алюминиевой рамы. Однако, следует иметь в виду, что сварка алюминия сложна и детали легко испортить.
- Ремонт выхлопной трубы. С помощью сварочного полуавтомата достаточно просто поставить заплатку на выхлопную трубу. При правильной сварке шов будет прочным и надежным.
- Кузовные работы. С помощью сварочного полуавтомата можно проводить и кузовные работы. При этом сварочный шов должен быть точным и аккуратным. Кузовные работы лучше проводить, имея определенный запас опыта сварки полуавтоматом.

Какой сварочный полуавтомат выбрать для дома
Ниже представлены наиболее популярные сварочные полуавтоматы с описанием основных характеристик.
AuroraPRO Overman 200
рейтинг: 9,6/10
Сварочный инвертор, полуавтоматический
Напряжение на входе: 187-253 В
Сварочный ток: 40-200 А
Рабочее напряжение: 16-24 В
Продолжительность включения: 40%
Диаметр проволоки: 0,6-1 мм
Минимальная толщина металла: 0,6 мм
Масса 15,5 кг
Цена: 23300 р
ELITECH ИС 220П
рейтинг: 9/10
Сварочный инвертор, полуавтоматический
Напряжение на входе: 160-253 В
Сварочный ток: 30-180 А
Продолжительность включения: 80%
Диаметр проволоки: 0,6-1 мм
Масса 17 кг
Цена: 20500 – 23700 р
РЕСАНТА САИПА-200
Сварочный инвертор, полуавтоматический
Напряжение на входе: 198-242 В
Сварочный ток: 30-200 А
Продолжительность включения: 70%
Диаметр проволоки: 0,6-1 мм
Масса 14,35 кг
Цена: 20410 р
naobzorah.ru