Сварочный пост для полуавтоматической сварки – ОСТ 36-79-83 Трубопроводы стальные технологические из углеродистых и низколегированных сталей на Ру до 10 МПа (100 кгс/см2). Полуавтоматическая сварка плавящимся электродом в углекислом газе. Типовой технологический процесс
alexxlab | 02.10.2019 | 0 | Вопросы и ответы
Полуавтоматическая сварка в среде защитных газов (MIG/MAG) – Осварке.Нет
Полуавтоматическая сварка — механизированная дуговая сварка металлическим плавящимся электродом (проволокой) в среде защитных газов. Способ также известен как MIG/MAG сварка. В зависимости от типа используемого защитного газа различают сварку в инертных газах (MIG) и активных (MAG). В качестве активных газов преимущественно используют сварку в среде углекислого газа. В отличии от ручной дуговой сварки покрытыми электродами при механизированной сварке подача электрода в зону сварки выполняется с помощью механизмов, а сварщик перемещает горелку вдоль оси шва и выполняет колебательные движения электродом по необходимости.
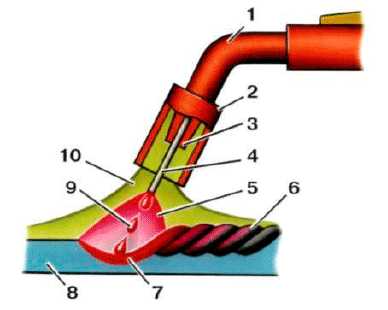
Рис. 1. 1 — горелка, 2 — сопло, 3 — токоподводящий наконечник, 4 — электродная проволока, 5 — дуга, 6 — шов, 7 — ванна, 8 — основной металл, 9 — капля металла, 10 — газовая защита.
Сущность метода и общие принципы полуавтоматической сварки
Механизированная сварка, как и другие виды дуговой сварки, осуществляет за счет большей тепловой энергии сварочной дуги сконцентрированной в месте ее горения. Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
Сварочная проволока с кассеты непрерывно подается в зону сварки при помощи подающего механизма, который проталкивает ее по каналу в рукаве к соплу сварочной горелки.
Сварочная дуга, расплавленный металл, конец сварочной проволоки, околошовная зона находятся под защитой газа, выходящего с горелки. Для получения более качественного шва, иногда выполняют подачу защитного газа дополнительно с обратной стороны шва.
В отличии от ручной сварки, отсутствие покрытых электродов позволяет механизировать процесс или полностью автоматизировать.
Оборудование для полуавтоматической сварки
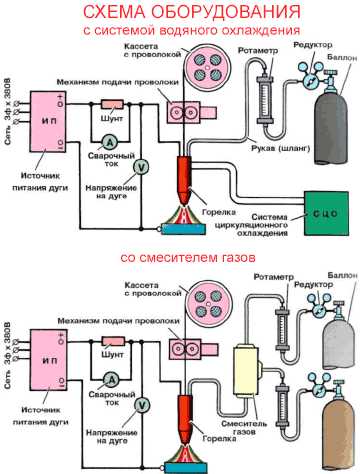
В комплект оборудования для механизированной сварки входят источник питания сварочной дуги, подающий механизм, газовое оборудование, горелка. Для повышения производительности и избежания перегрева горелки при серийном производстве могут использоваться системы охлаждения.
Источники питания сварочной дугиДля сварки в среде защитных газов изготавливают источники питания с жесткими внешними вольт-амперными характеристиками. Сварка производится на источниках постоянного тока — сварочные выпрямители, преобразователи, инверторы или специальные установки, содержащие в себе источник питания и подающий механизм, а также блок управления. Источники питания переменного тока практически не используются. | |
Многопостовые источники питанияДля организации работы в цехах на производстве со стационарными сварочными постами целесообразно использовать многопостовые источники питания. Для этих целей можно использовать преобразователи и выпрямители. Существует две схемы организации многопостовой сварки. Первая схема используется когда сварка производиться одинаковыми режимами на каждом посте с частыми замыканиями сварочной цепи (возбуждение дуги). При такой схеме в цепь каждого сварочного поста включают дроссель, который способствует снижению влияния постов друг на друга при одновременной работе. Вторая схема может быть использована для регулирования режимов сварки индивидуально на каждом посте с минимальным влиянием постов друг на друга. В таком случае напряжение холостого хода многопостового источника питания устанавливают на максимум, а снижение силы тока (регулирование) выполняется с помощью балластного реостата на каждом посте. | |
Механизмы подачи проволокиМеханизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа. | |
Сварочные полуавтоматыСварочные полуавтоматы — специальные установки для механизированной сварки в среде защитных газов содержащие в себе источник питания, подающий механизм, горелку и блок управления процессом. Дополнительно полуавтомат может иметь дистанционный пульт управления, включать схемы позволяющие выполнять сварку в импульсно-дуговом режиме и т.д. Сегодня чаще используется схема сварки от сварочного полуавтомата, чем источник питания + подающий механизм. | |
Сварочная горелкаВыполняет несколько функций, среди которых: направление проволоки в зону сварки, подвод тока к сварочной проволоке, подача защитного газа, управление процессом при помощи кнопки управления. Все это возможно благодаря использованию специального шланга внутри которого находится сразу несколько элементов — сварочные кабеля, управляющие провода, спиралеобразный канал для направления проволоки, трубка для подачи газа, а иногда и для подачи воды. | |
Газовое оборудование для полуавтоматической сварки
В состав газового оборудования для сварки полуавтоматом входят: баллон, редуктор, ротаметр, подогреватель, осушитель, смеситель газов, рукава (шланги).
| Баллоны В баллонах хранят и транспортируют сжатые газы. Содержащийся в баллоне газ можно распознать по цвету и надписи на баллоне. | |
| Редуктор (регулятор давления)Редуктор присоединяется к вентилю баллона, предназначен для понижения давления от баллонного до рабочего и постоянного его поддержания. Для регулирования расходов газа (давления) вращают маховик на редукторе. | |
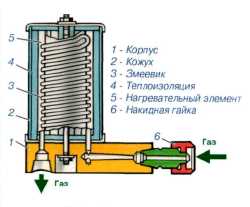 | Подогреватель При сварке в среде углекислого газа редуктор дополнительно комплектуется подогревателем газа, чтобы избежать замерзания редуктора. При большем расходе углекислого газа наблюдается резкое снижение температуры, что приводит к замерзанию в редукторе влаги содержащейся в углекислоте. Работает подогреватель от постоянного (20 В) и переменного (36 В) тока. |
| Осушитель Для поглощения влаги находящейся в углекислом газе в состав газового оборудования иногда включают осушитель большего или низкого давления. Осушитель высокого давления устанавливается перед редуктором, а низкого — после редуктора. Поглощает влагу специальное вещество — алюмогликоль или силикагель. Свойства обеих веществ можно восстановить путем прокалывания при температуре 250-300 ºC. | |
| Ротаметр Ротаметры используются для определения расходов защитного газа, когда на редукторе нет предустановленного расходомера. | |
| Рукава (шланги) Гибкие трубки изготавливаемые из вулканизированной резины усиленные льняной тканью. С их помощью защитный газ транспортируется к горелке и другим частям газового оборудования. | |
| Смеситель газов Смеситель газов предназначенный для приготовления смеси газов при подаче из нескольких баллонов. | |
Техника полуавтоматической сварки
Сварка стыковых соединений полуавтоматом
| Детали не большей толщины 0,8-4 мм сваривают без разделки кромок закрепленными в сборочно-сварочных приспособлениях.Сваривают тонкий металл на подкладках из того же металла что и изделие или на медных и нержавеющих съемных подкладках. Металл толщиной свыше 4мм можно сваривать как на весу, так и на подкладках. | |
| Тонкий металл при сварке полуавтоматом гораздо легче сваривается при в вертикальном положении. Сварку ведут углом назад, а горелку передвигают в направлении сверху-вниз. При этом сварщику хорошо видно формирование шва и зону сварки. | |
| Для сварки толстого металла лучше использовать газы повышающие тепловую мощность дуги — гелий или смеси гелия и аргона. При этом нужно следить за положением горелки относительно шва. Небольшое отклонение горелки от вертикали способно привести к несплавлению кромок сварных деталей. | |
Сварка угловых и тавровых соединений полуавтоматом
| Сварку угловых предпочтительней вести при расположении сварных деталей в лодочку. При этом выпуск электродной проволоки увеличивают на 10-15% по сравнению со сваркой стыковых швов в нижнем положении. | |
| Сварка угловых и тавровых швов усложняется плохим наблюдением за формированием шва из-за сопла горелки. Расстояние e = 0, при толщине металла до 5 мм, и e = 0,8-1,5 при толщине металла свыше 5 мм. | |
Сварка нахлесточных соединений
| Сварка нахлесточных соединений при толщине металла меньше 1,5 мм выполняется на медной или стальной подкладке за один проход. | |
| Сварка деталей толщиной более 1,5 мм выполняется на весу за несколько проходов. | |
Сварка горизонтальных швов полуавтоматом
| Сварка горизонтальных швов ведется «углом вперед» без поперечных колебательных движений горелкой. Металл толщиной более 6 мм сваривают за несколько проходов. | |
| Сварка деталей до 3 мм ведется под прямым углом горелки оси горелки относительно сварных деталей, без разделки кромок. | |
| Сварка деталей более 3 мм в горизонтальном положении сваривается с разделкой верхней кромки, а горелка наклоняется относительно верхней детали под углом примерно 70º. | |
Сварка вертикальных швов
Сварку вертикальных швов рекомендуется выполнять проволокой диаметра 0,8-1,2 мм со свободным формированием шва. Можно применять технику частых коротких замыканий или использовать источники с импульсной дугой. Детали толщиной до 4 мм лучше сваривать способом сверху-вниз без колебательных движений. Если предполагается выполнять сварку односторонним швом, лучше собирать детали с зазором.
Сварка потолочных швов
Потолочные швы толщиной более 6 мм лучше сваривать за несколько проходов. Сварку алюминия и его сплавов полуавтоматом рекомендуется вести углом вперед, а сварку сталей, меди, титана и других металлов — углом назад.
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки полуавтоматом относят:
- Возможность сравнительно легко получить качественное сварное соединение, в том числе для тонкостенных сварных конструкций.
- Высокая производительность сварки данным методом по сравнению с ручной дуговой сваркой, газовой сваркой и др.
- Механизированную сварку в среде защитных газов можно выполнять во всех пространственных положениях: нижнем, горизонтальном, вертикальном и потолочном.
- Отсутствие флюсов и покрытий, а соответственно операций по очистке шва от шлака.
- Дуга при сварке в защитных газах более сконцентрированная, поэтому зона термического влияния минимальная.
- Сварка сопровождается незначительными напряжениями и деформациями.
- Возможность полной автоматизации процесса сварки.
Недостатки способа:
- При сварке на открытом воздухе или сквозняке повышается вероятность нарушения газовой защиты.
- Разбрызгивание электродного металла во время сварки, особенно при использовании углекислого газа.
- При сварке на режимах с повышенной мощностью возникает потребность в использовании систем водного охлаждения из-за сильного нагрева оборудования.
osvarke.net
Сварочный пост для ручной дуговой сварки
Что такое электро- или газосварочный пост? Если просто, то это рабочее место сварщика, которое полностью оборудовано необходимыми приборами, аппаратами, инструментами и расходными материалами. Здесь же должна быть вытяжка для удаления всевозможных газов, которые сопровождают сварочный процесс, это требования безопасности. Обязательно наличие верстака, стула и других атрибутов мастерской.

Виды сварочных постов
В классификацию сварочных постов входит два вида: стационарный и передвижной (переносной). Последний можно перевозить на разные объекты. Особенность деятельности в стационарном посту – это заготовка приносится к сварщику. В передвижном варианте сварщик приезжает к заготовке.
Стационарный сварочный пост
Размеры сварочного поста определяются объемом выполняемых сварщиком работ. Но высота кабины обычно не меньше 2 м. Пол, потолок и стены изготавливаются из негорючих материалов. Это требования безопасности.
Освещение рабочего места не должно быть меньше 80 Люкс. Идеально, если будет комбинация искусственного освещения с дневным. Подключение всех видов электрического оборудования к системе заземления здания цеха обязательно. Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией. Основное к ней требование – это воздухообмен в пространстве поста 40 м³/ч.
Поверхность рабочего верстака – это чугунная плита толщиною 20-25 мм. При этом ее поверхность должна находиться на высоте 50-70 см над уровнем пола. Внутри каждой рабочей кабины должен устанавливаться рубильник и магнитный пускать, обеспечивающие включение и отключение сварочного трансформатора.
Внимание! Сварочное оборудование может устанавливаться как внутри помещения, так и снаружи. При этом максимальное расстояние от него до сварного аппарата не должно превышать 15 м.
Передвижной сварочный пост

По сути, это рабочее место электро- или газосварщика на открытом воздухе. Поэтому к данному месту не такие жесткие требования безопасности. Здесь нет системы вентиляции, из поверхностей лишь потолок, который является крышей навеса, закрывающего пространство от природных осадков.
В основном используется дневное освещение, но каждый верстак снабжен локальной осветительной системой, которая работает независимо от других объектов. Но, как и на стационарном посту, на переносном также организуется система заземления. Некоторые переносные сварочные кабины закрываются со всех сторон защитными панелями. Но есть к его обустройству одно требование – между панелями должен всегда оставляться зазор в пределах 50 см. Это и будет своеобразная система вентиляции сварочного поста.
Что касается оборудования сварочного поста для ручной дуговой сварки или газосварки (имеется в виду передвижного типа), то кроме верстака и стула устанавливаются тумбы, в которых хранится инструмент и расходный материал для проведения работ.
Существуют передвижные сварочные посты, которые организуются на автомобильных шасси. Это по-настоящему передвижной объект. В его конструкции обычно размещают до трех сварных агрегатов. Такую машину подгоняют к объекту, и работают на нем сразу три сварщика.
Обшивают большую машинную конструкцию тонким листовым железом, тем самым соблюдая требования безопасности. Внутри устанавливают один длинный верстак, здесь же располагаются тумбы, печь для прокалки электродов, ящики для складирования кабелей и шлангов. В общем, это мобильная установка, с помощью которой можно выполнять большой объем работ.
Такие сварочные посты для газовой сварки или электросварки могут располагаться не на автомобильных шасси, а на полозьях. В верхней части его каркаса по углам делаются проушины, за которые всю конструкцию поднимают с помощью крана и переносят на необходимый участок. Или грузят на машину и перевозят на другие объекты.
Оснащение
Так как существует несколько видов сварки, соответственно и рабочее место придется оснащать по-разному. Неизменным лишь остаются заземление, требования безопасности к сварочному посту, освещение и вспомогательные приспособления для удобства работы сварщика.
- Сварка неплавящимися электродами в защитных газах требует организации места для баллонов с газом или компрессора.
- Механизированная сварка или резка металлов – это дополнительный агрегат для подачи расходника или режущего инструмента.
- Использование трехфазного напряжения – это установка контактора необходимой величины.
- Рабочее место электросварщика, работающего на переменном токе, дополнительно оснащается осциллятором. Его назначение – стабилизация электрической дуги.
Оснащение места работы газо- или электросварщика – дело серьезное и ответственное. Здесь действует основное и важное правило – обеспечить максимальную безопасность ведения сварочных работ. Поэтому таким системам, как вентиляция, заземление и освещение, уделяется повышенное внимание.
Грамотное обеспечение сварочного поста для ручной сварки – это не только уменьшение риска заболевания работника, а значит, и сохранение его здоровья, что очень важно. Это повышение качества работы, плюс сокращение сроков выполнения заказа.
Поделись с друзьями
0
0
0
2
svarkalegko.com
Как правильно организовать сварочный пост?
Время чтения: ≈5 минут
Всем студентам-сварщикам рано или поздно придется узнать, что такое сварочный рабочий пост. Ведь именно за постом будет проходить вся ваша работа. У сварочного поста нет четкого определения, но мы постараемся кратко сформулировать его. Итак, сварочным постом принято называть небольшую зону (она может быть как в цеху, так и на улице), оснащенную всем необходимым сварочным оборудованием и комплектующими для него.

Зачастую оборудование сварочного поста состоит из сварочного аппарата, электродов, баллонов с газом (если необходимо), кабелей, горелок, зажимов, инструментов для обработки металла и вообще всем, что может пригодиться вам в работе. Иногда на посту даже есть средства индивидуальной защиты, например, масками или перчатками. Но это лишь базовая информация. В этой статье мы подробно расскажем все о постах для электросварщика.
Содержание статьи
Разновидности
Существует два типа сварочных постов: стационарные и передвижные. Стационарные посты располагаются в цеху и предназначены для работы с деталями небольшого размера, поскольку рабочая поверхность сварочных столов зачастую ограничена. Передвижные посты могут быть как внутри цеха, так и на улице. Это могут быть небольшие каркасы на колесах, в которые встроено оборудование, или же специальная тележка.
Давайте подробнее рассмотрим каждый тип поста.
Стационарный пост
Ниже показана схема сварочного поста стационарного типа. В большинстве случаев стационарный пост располагается в отдельной кабине без крыши, но с закрывающимися ширмами. Площадь такой кабины должна быть не менее 3 м2.
Стационарный сварочный пост должен быть изготовлен из негорючих материалов, поэтому ширмы делают из полимеров, а каркасы — из металла. Высота самой кабина должна быть не менее 2 метров. Внутренние стенки кабины покрываются огнеупорным составом, не поддерживающим горение.

На каждом стационарном посту есть не только оборудование, но и сварочный стол. Его размеры обуславливаются характером работ. Если сварка производится в сидячем положении, то высота стола должна быть около 60-70 см. Если в стоячем — от 85 и выше. Размер рабочей поверхности должен быть не менее 100х100 см.
Отдельное требование — это хорошая вентиляция для сварочного поста. Местная вентиляция при сварке может быть как естественной, так и принудительной. Принудительная вентиляция предпочтительнее всего. Также необходим местный отсос от сварочного поста, чтобы оперативно забирать металлическую стружку, пыль от шлифовки и пр.
Передвижной пост
Сварочный пост для ручной дуговой сварки может быть и передвижным или переносным. Зачастую передвижной сварочный пост можно организовать с меньшими усилиями, поскольку для него не требуется соблюдение многих правил. Не нужно организовывать вентиляцию, соблюдать размер рабочей зоны и т.д.
Но вот что стоит сделать, так это навес над передвижным постом, чтобы сварщик мог работать в непогоду или под солнцем. Также передвижной пост должен иметь удобные колеса, чтобы с их помощью даже тяжелое оборудование можно было перевезти без особого труда.

У передвижного поста должны быть отсеки и ниши для хранения комплектующих. Если это передвижной пост газовой сварки, то должно быть предусмотрено место под газовый баллон. Вентиляция сварочного поста может быть естественной, поскольку работы в большинстве случаев проходят на улице.
Читайте также: Как выбрать газовый баллон для сварки
Требования к посту
Общие требования
Требования к сварочным постам обусловлены техникой безопасности и удобством проведения работ. Важно, чтобы посты были заземлены. Рекомендуется размещать их на бетонном или кирпичном основании. У поста должны быть удобные ниши для хранения не только инструментов, но и документации.
О вентиляции мы уже говорили, она обязательна. Сварочные столы должны быть изготовлены из стали или чугуна. Сварщик должен работать, стоя на резиновом коврике.

Применение сварочного поста для ручной дуговой сварки, где мастер будет работать сидя, предполагает использование специального кресла, не проводящего ток. Само кресло должно быть эргономически удобным, чтобы сварщик не уставал даже после нескольких часов непрерывной работы.
Организация сварочного поста не обходится без правильного освещения. Оно должно быть достаточно ярким, чтобы обеспечивать хорошую видимость даже самых мелких деталей. При этом световой поток не должен раздражать сетчатку глаз. Лампы нужно располагать прямо над постом.
Любой пост оснащается выключателем подачи тока. Эта функция должна быть везде, даже если это многопостовая сварка. Сварочные столы должны иметь толщину не менее 2 сантиметров.
Индивидуальные требования
Организация рабочего места сварщика ручной дуговой сварки и организация рабочего места сварщика полуавтоматической сварки конечно отличаются. Есть индивидуальные требования к постам в зависимости от технологии сварки.
Если предполагается сварка на переменном токе, то пост должен быть оборудован осциллятором. Если предполагается, что пост должен использоваться для резки металла, то нужно заранее предусмотреть место для режущего инструмента.
При применении трехфазного напряжения тока нужно предусмотреть расположение контактора. Что касается всех работ, в ходе которых используется газ, то должно быть оборудовано место под хранение и настройку баллона.
Вместо заключения
Подбирая оборудование для поста необходимо учесть все требования и нюансы. Недостаточно просто поставить сварочный аппарат и положить пару электродов. Нужно полноценное обеспечение всех норм и правил. И одно из важнейших — это качественная вентиляция сварочного поста. Благодаря вентиляции можно соблюсти многие требования пожарной безопасности к постам и сохранить здоровье сварщика.
svarkaed.ru
Требования к организации сварочного поста
Сварочный пост представляет собой специфический «кабинет» сварщика, оснащенный всем необходимым оборудованием, аксессуарами и приспособлениями, необходимыми для бесперебойного выполнения работ по сварке. Организация сварочного поста и все работы, связанные с его обустройством, должны производиться согласно требований охраны труда и безопасности жизнедеятельности. При планировании подобных участков, осуществляющих выполнение технологических процессов, следует руководствоваться ГОСТ 12.3.003-86 (pdf), который устанавливает требования к производственным помещениям и размещению оборудования, транспортировке материалов, а также требования к персоналу и применению СИЗ.
В данном случае речь пойдет об обустройстве рабочего места для выполнения операции сварки электродуговым методом (ручная, аргонодуговая, полуавтоматическая).
Стационарный пост
Представляет собой кабину с открытым верхом, приподнятую над уровнем пола. В таких постах сваривают детали малых и средних размеров, для крупных узлов и металлоконструкций он не пригоден. Кабина обычно выполняется из металлических листов на которые впоследствии наносятся цинкосодержащие краски или другие покрытия, стойкие к высокой температуре и инфракрасному излучению (например, белила на основе титана или желтая краска из хромо-свинцовой соли, другие современные вещества).
Пол должен быть бетонным (или стяжка). Покрытия ПВХ, деревянный пол по лагам и другие горючие материалы не допускаются. Вход/выход закрывают брезентовым полотном, либо предусматривают металлические двухстворчатые двери с рифленым стеклом.
Некоторые требования к сварочной кабине:
- Достаточное освещение для комфортной работы, наличие источников света, освещающих пост в целом и стол, на котором проводятся все манипуляции, в частности.
- Площадь поста не менее 3 м2, высота металлических стен 1,8 – 2м, они должны быть приподняты над уровнем пола на высоту 20-25 см; высота потолка помещения, в котором установлена кабина, соответственно, более 2 м для свободной циркуляции воздуха.
- Стол для работы в сидячем положении должен быть высотой 50-60 см. Стол собирают из металла. Желательно, чтобы на крышку стола (в том числе в месте контакта клеммы массы) был уложен медный лист. Саму крышку делают из стали или чугуна толщиной до 2,5 см. Стол должен предусматривать наличие металлических выдвижных ящиков для хранения инструментов, приспособлений, электродов, чертежей и т.д.
- Над столом обязательно наличие специальной вытяжки. Если вы создаете пост в гаражных условиях, можно встроить в одну из стен гаража вытяжной вентилятор, в таком случае нужно будет позаботиться о наличие приточки в зимнее время года. В промышленных условиях в последнее время часто устанавливают точечную вытяжку, гибкий «хобот» которой можно установить непосредственно в месте проведения сварки.
Обмен воздуха в помещении не менее 40 м3/час согласно нормативной документации. Напомним, что при недостаточном воздухообмене токсичные элементы, содержащиеся в сварочном дыме (аэрозоль), будут накапливаться в легких сварщиках, что со временем приведет к возникновению профессиональных заболеваний.
- Под ногами должен находиться резиновый коврик.
- Все оборудование обязательно заземляют (некоторые сварщики используют УЗО).
- Рабочий стул сварщика должен для удобства работы вращаться вокруг своей оси. Материалы, из которых изготавливают стул, должны быть термостойкими и не проводить электрический ток. Сиденье и спинка могут быть изготовлены, например, из дерева.
- Для удобной работы под рукой должен быть манипулятор (или вращатель) и ножная педаль, которая упрощает его управление. Манипулятор используют для сварки тел вращения.
Мобильный пост
Мобильные работы, как правило, связаны со сваркой на открытом воздухе крупногабаритных конструкций. Поэтому проведение специальных мероприятий и создание особых условий, необходимых для функционирования такого поста, не требуется. Защиту от осадков организуют навесами, от ветра рабочую зону защищают ширмами. Инструмент и оборудование перемещают в спец. тумбах. Для освещения используют локальные источники света. Все оборудование обязательно заземляется.
svarka-master.ru
Полуавтоматическая сварка в среде защитных газов: инструкция
Полуавтоматическая сварка в среде защитных газов (она же MIG/MAG сварка) — один из самых распространенных методов соединения металлов. С применением полуавтомата и защитного газа можно сварить детали из любых металлов, при этом работать можно и на улице, и в цеху.

В этой статье мы подробно расскажем, какова технология полуавтоматической сварки, какое оборудование и комплектующие используются. Эта статья — своеобразная инструкция для начинающих. После прочтения вы будете знать все основы и сможете приступить к сварке.
Содержание статьи
Общая информация
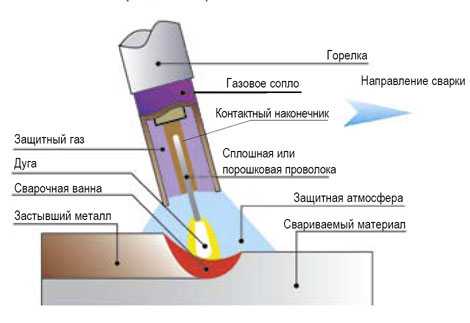
Технология полуавтоматической сварки крайне проста. В работе зачастую используется плавящаяся проволока и защитный газ. В качестве газа используют аргон, углекислоту или гелий, а иногда и смеси этих газов. Сварка выполняется с применением полуавтомата, на нем устанавливается постоянный или импульсный ток. Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.
Также существует сварка неплавящимся электродом в среде инертного газа, но она применяется редко, поэтому не будем заострять на ней внимание. А вот о чем стоит рассказать подробнее, так это о сфере применения такой сварочной технологии. MIG/MAG сварка может применяться не только на суше, но и под водой, что существенно увеличивает возможности сварщика.
Читайте также: Подводная сварка
Применяемое оборудование
Полуавтоматическая сварка в среде защитных газов предполагает использование не только полуавтомата, но и источника тока. В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
Сварочный полуавтомат
Сварка в защитных газах выполняется с помощью полуавтомата. Полуавтоматом называют как отдельный сварочный аппарат, так и комплекс всего оборудования, в том числе баллона с газом. Работа может выполняться на специальном сварочном посте, станке или без поста. Ниже изображен стандартный комплект сварочного оборудования для MIG/MAG сварки.
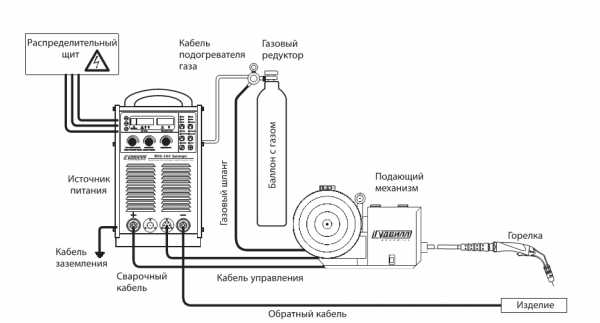
Стандартный сварочный полуавтомат для работы с плавящимся электродом в защитных газах состоит из источника тока, механизма подачи проволоки, горелки, кабелей, встроенного управления, системы подачи газа, системы охлаждения.
Сварочный аппарат полуавтомат может иметь различное назначение. Наверняка вы заметили, что в ходе статьи мы упоминали термины MIG и MAG. Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Для большей универсальности можно приобрести полуавтомат, способный работать и в MIG, и в MAG режиме. Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Системы подачи проволоки
Выше мы упоминали, что при сварке полуавтоматом проволока подается с помощью специального механизма. Он может работать по трем принципам: толкающем, тянуще-толкающем и тянущем. Самая популярная система подачи проволоки — толкающая, она самая недорогая и встречается в большинстве бюджетных полуавтоматов.
Главный недостаток — ограниченное количество метров газового шланга, который можно использовать. А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
Также обратите внимание на регулировку скорости подачи проволоки в выбранной вами модели. Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли. Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Сменные детали
У полуавтомата есть дополнительные сменные детали, за которыми нужно периодически следить. К таким деталям относится токосъемный наконечник и сопло. Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Применяемые комплектующие
Сварка полуавтоматом с газом предполагает использование проволоки и, конечно, защитного газа. Ниже вы можете видеть таблицу с используемыми типами газов.

Если вы внимательно изучите таблицу, то обнаружите, что применяются самые разнообразные газы: и активные, и инертные, и смеси газов, в том числе активных с инертными. Газ, который не рекомендуется применять при полуавтоматической сварке — водород. При его использовании металл сильно разбрызгивается и шов получается некачественным.
Теперь о проволоках. Есть отдельный ГОСТ №2246-70, согласно которому допускается использование 75 марок сварочной проволоки. Вы сами понимаете, что при таком разнообразии трудно давать какие-то общие рекомендации по правильному выбору проволоки. Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
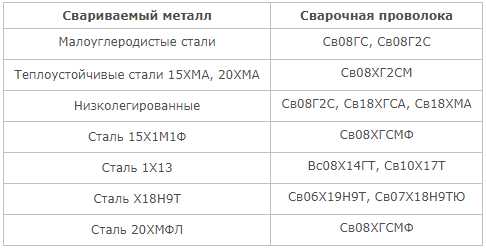
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.
Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Читайте также: Как варить полуавтоматом в среде углекислого газа
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.
Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем. Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки.
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом. Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится. А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно. А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки. Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Вместо заключения
Полуавтоматическая сварка в среде защитных газов — это несложная, но в то же время эффективная технология. Да, вам придется использовать в работе баллон с газом, а это не всегда удобно. Но если нужно постоянно перемещаться, можно использовать специальную тележку. Она существенно упрощает работу. К тому же, газ стоит дешево (особенно аргон), а качество шва получается отличным.
Так при минимальных затратах на газ, проволоку и полуавтомат вы получаете широкие возможности. Можно варить любой металл любой толщины, проводить работы и на улице, и в помещении. Вам также необязательно быть профессионалом, ведь проволока может подаваться автоматически, а современные полуавтоматы оснащены дополнительными функциями, упрощающими сварку. Словом, купить бюджетный полуавтомат и попробуйте выполнить шов с применением защитного газа. Мы уверены, что в дальнейшем этот опыт обязательно вам пригодится.
svarkaed.ru
Cварочный пост и его оборудование: требования
Сварочный пост – это рабочее место специалиста-сварщика, оборудованное всем необходимым. Основные элементы поста: источник электроэнергии, держатель (горелка), кабели.
Важно подготовить вспомогательные инструменты, которые потребуются при работе с металлоконструкциями, и средства индивидуальной защиты.
Способы устройства сварочного поста
Существует два типа сварочных постов: передвижной и стационарный. Стационарный оборудуется для изготовления небольших металлоконструкций. При работе на крупных объектах необходима передвижная площадка. Ее устраивают обычно на производственных участках при сварке трубопроводов и быстровозводимых сооружений.
Общие требования к любому сварочному посту:
- Заземление всего электрооборудования.
- Хорошее освещение рабочего места (не менее 80 Люкс), желательно сочетать искусственное с естественным.
- Бетонный, кирпичный или цементный пол.
- Стальная или чугунная рабочая поверхность с питающим кабелем.
- Хорошая вентиляция рабочего места с отведением газов, выделяющихся при сварке.
- Специальные карманы из негорючего материала для хранения расходных материалов, документов, электродов.
- Металлическое кресло с диэлектрическим сиденьем для проведения сидячих работ.
- Резиновый коврик под ноги сварщика.
Если сварочный пост оборудуется на улице, необходим навес для защиты от осадков и складные щиты для защиты от солнца.
Для стационарного сварочного поста сооружают защитную кабину без крыши.
Такой сварочный пост и его оборудование должны соответствовать нескольким требованием:
- Металлический каркас.
- Ощая высота не менее 200 см.
- Внтиляционные зазоры 20-25 см вдоль нижнего края стенок.
- Стенки из негорючих материалов: асбест, металл, брезент или фанера, пропитанные раствором алюмокалиевых квасцов.
- Брезентовая ширма на входе.
- Вутреннее пространство кабины окрашено огнеупорным составом светло-серого цвета: титановыми белилами, желтым кроном или цинковыми белилами. Эти краски поглощают ультрафиолет и не воспламеняются, что достаточно важно.
- Стальная или чугунная рабочая поверхность площадью 1 м2.
- Высота стола 50-60 см для работы сидя, 90 см – для работы стоя.
- Площадь кабины не менее 3 м2.
Оснащение поста в зависимости от вида сварки
Различные виды сварочных работ требуют разного оборудования для сварочного поста. Неизменными во всех случаях остаются требования по заземлению, наличию защитных средств и вспомогательных приспособлений для рабочего.
Оснащение поста для выполнения конкретного вида сварочных работ должно соответствовать таким требованиям:
- Для сварки электрической горелкой потребуется компрессор, горелка, реостат и источник электроэнергии. Любые газы, необходимые для работы, могут использоваться непосредственно из баллона.
- Механизированная резка и сварка требует установки дополнительной машины, которая будет с заданной скоростью перемещать материал или режущий инструмент.
- Сварка трехфазной дугой проводится с использованием электромагнитных контакторов.
- Место проведения сварки в среде инертных газов должно иметь оборудованное место для баллона, ротаметр (расходомер), газовые рукава и редуктор. Возможно использование регуляторов, выполняющих функции редуктора и ротаметра одновременно.
- Пост сварщика, работающего с переменным током, оснащается осциллятором для стабилизации дуги и сварочным трансформатором.
Оснащение кабинки и передвижного сварочного поста – ответственное мероприятие.
Основная задача – обеспечить безопасность сварщика, поэтому вентиляции, заземлению и качеству материалов должно уделяться повышенное внимание.
steelguide.ru
Как устроен сварочный пост? Требования и оборудование
У каждого специалиста, занимающегося сварочными работами, должно быть рабочее место, именуемое сварочным постом. Его организация зависит от вида работ, размеров деталей и конструкций, которые сварщик изготавливает. Сегодня мы рассмотрим варианты обустройства рабочего места сварщика, поговорим о необходимом оборудовании и требованиях!
Виды постов
Для начала ответим на вопрос – что такое сварочный пост? Так называют рабочее место, которое оснащено полным комплектом оборудования, связанного между собой технологически. В зависимости от видов работ посты могут быть передвижными и стационарными. Рассмотрим каждый вид подробнее!
Стационарный пост
Как правило, оборудование сварочного поста включает в себя следующие элементы:
- источник тока;
- комплект необходимого оборудования для проведения работ;
- стол для различных приспособлений, например, электродов;
- стул для специалиста;
- ящик для инструментов;
- электродержатель;
- рубильник.

Еще одна важная составляющая – вентиляционные устройства. Обычно это вытяжные зонты или же специальные вентиляторы. Дело в том, что при сварке выделяются газы, которые могут отравить сварщика. Чтобы этого не произошло, необходимо выводить газы из помещения. Вентиляция сварочного поста должна быть достаточно мощной и обеспечивать обмен воздуха не менее 40 м2/ч. Если данная величина окажется хоть немного меньше, летучие отходы будут накапливаться на рабочем месте сварщика, поражая органы дыхания специалиста. Кстати, современное вытяжное оборудование нередко оснащено заслонками, позволяющими регулировать интенсивность удаления с рабочего места вредных газов.
Еще одно новшество вентиляционной системы – гибкий рукав, позволяющий располагать вентиляцию прямо в месте проведения работ. Главное преимущество рукава – возможность продолжительных сварочных работ в помещениях, которые не проветриваются.
Кабина
Абсолютно все элементы сварочного поста должны располагаться в кабине. К ней также есть определенные требования. К примеру, четко установлен размер этой кабины – 2000 × 2500 × 2000 мм. Верх кабины – открытый. Стены обычно изготавливают из следующих материалов:
- брезент;
- фанера;
- тонкая сталь.
Обратите внимание: брезент и фанера предварительно проходят обработку огнестойкими составами. Еще одна особенность заключается в том, что стены кабины обычно красят в светло-серый цвет, который поглощает ультрафиолет.

Требования к сварочным постам касаются и пола – он непременно должен быть огнестойким. А норма освещения в кабине — не менее 80 Лк. На каждом посту устанавливается рубильник и магнитный пускатель – они включают и выключают ток.
Рабочий стол
Еще один важный элемент – сварочный стол. Самые простые модели изготавливают из металлического каркаса, который обшит листовой сталью. Если нужен стол, способный выдержать большой вес и не подвергающийся воздействию сварочного луча, следует обратить внимание на модели из литого чугуна. К нему не прилипают брызги раскаленного металла. Для сварки нержавеющей стали подойдет стол, выполненный из сплава меди и алюминия. Этот состав хорош тем, что не оставляет царапин на поверхности изделий.
Передвижной пост
Передвижной сварочный пост просто необходим для сварки крупногабаритных изделий. Обычно он расположен на открытой площадке, а потому его оборудуют навесом, который защитит сварщика от светового излучения и осадков. Оснащено мобильное рабочее место сварщика специальными тумбами – в них обычно хранятся все необходимые приспособления – электроды, различные инструменты.
Во время выполнения любых сварочных работ выделяется так называемый сварочный аэрозоль (вредные газы и вещества). Этот аэрозоль крайне вреден для работника. Стоит отметить, что при работах на передвижных постах такая смесь быстро рассеивается, поэтому пост не нужно оборудовать вентиляцией. Чтобы на рабочее место поступал свежий воздух, все стенки передвижного поста имеют зазор в полметра.

Мобильное место сварщика также нуждается в хорошем освещении, обычно лампа располагается непосредственно над столешницей стола или же недалеко от нее. Достаточное количество света способно не только уменьшить нагрузку на органы зрения сварщика, но и обеспечивает условия для выполнения трудоемких изделий. Кроме того, необходимо заземление – оно предотвратит поражение работника током.
Оборудование для разных видов работ
Оборудование сварочного поста зависит от видов сварки. Как известно, существуют разные ее типы – дуговая, ручная, электродуговая, в среде защитных газов и другие. Поэтому и необходимое оборудование для поста отличается. К примеру, сварочный пост для дуговой сварки обязательно включает в себя аппарат для работы, провода (они нужны для осуществления сварки), источник питания, держатели электродов и механизмы для пуска.
При работах, производимых с помощью электрической горелки, сварщику понадобятся:
- компрессор;
- реостат;
- горелка;
- источник тока.

Сварка трехфазной дугой невозможна без электромагнитных контакторов. При сварке переменным током необходим трансформатор (он должен быть с высоким напряжением холостого хода) и осциллятор, который позволит стабилизировать горение дуги.
При любых видах сварки необходимы стол, заземление и защитные средства. Еще одно требование – безопасность проводимых работ.
fb.ru