Схема сварка инверторная – Описание схемы сварочного инвертора для самостоятельного изготовления аппарата
alexxlab | 21.09.2016 | 0 | Вопросы и ответы
Сварочный инвертор своими руками: схемы и порядок сборки
 Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
 Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
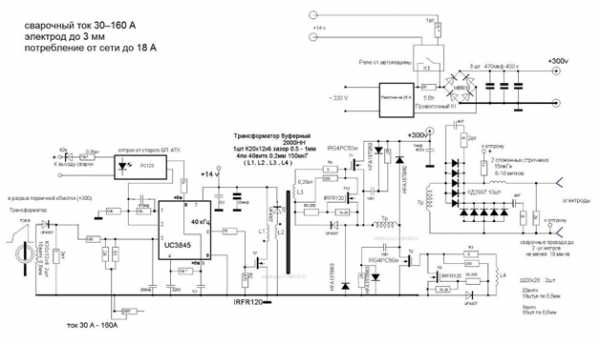
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
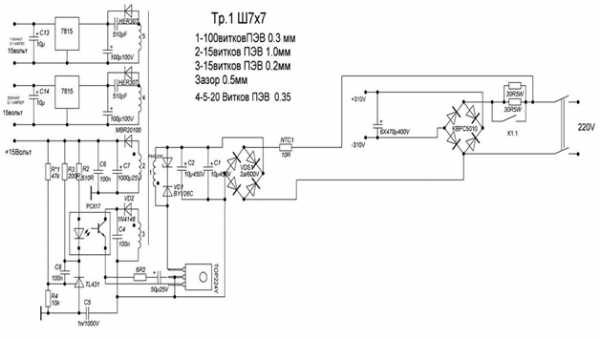
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
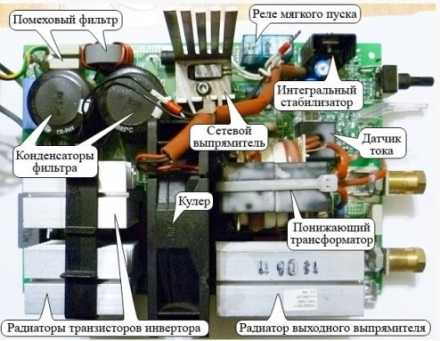
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
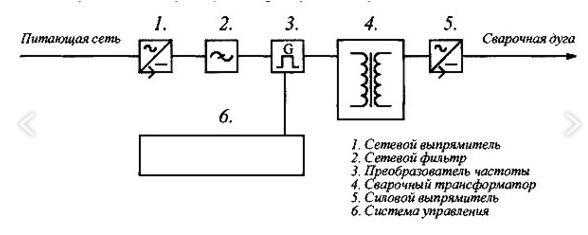
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БППроводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
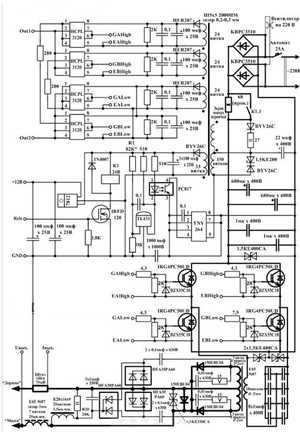
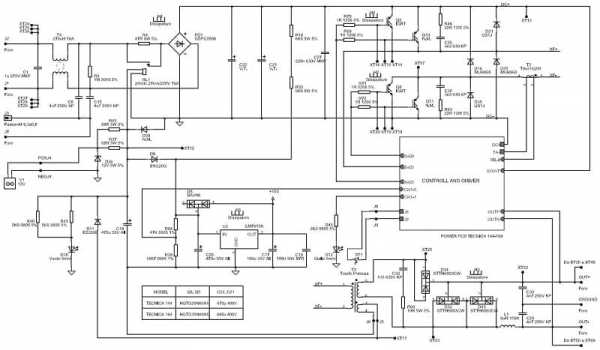
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
 Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
 Подключение 15 В к ШИМ.
Подключение 15 В к ШИМ.- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
220v.guru
Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
По какому принципу работает электросхема инверторного сварочного аппарата?
Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах.
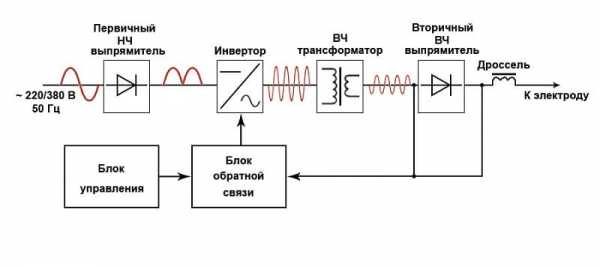
В работе прослеживаются несколько четких этапов:
- Напряжение в розетке составляет 220V, поэтому сначала происходит выпрямление переменного напряжения.
- Вступает в работу преобразователь, постоянное напряжение переводится в переменные высокие частоты.
- Напряжение высокой частоты постепенно понижается до нужных значений.
- В свою очередь, на этом этапе, уже пониженное напряжение нуждается в выпрямлении.
Весь процесс кажется немного нелогичным, но у этого есть свои причины.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении.
Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше.
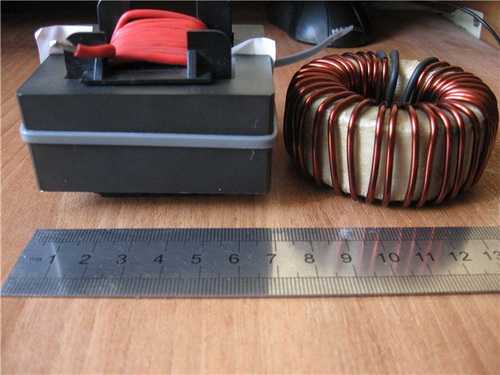
Схема инвертора
Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V.

Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора.
Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V.
Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер.
Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя.
Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме.
Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Как сделать инверторный сварочный аппарат своими руками: схемы
Содержание статьи:
Инверторная сварка своими руками — это очень просто
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
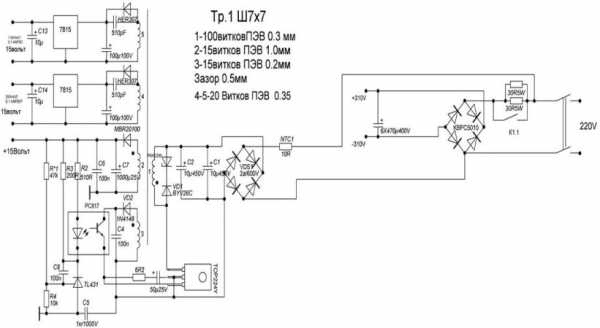
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
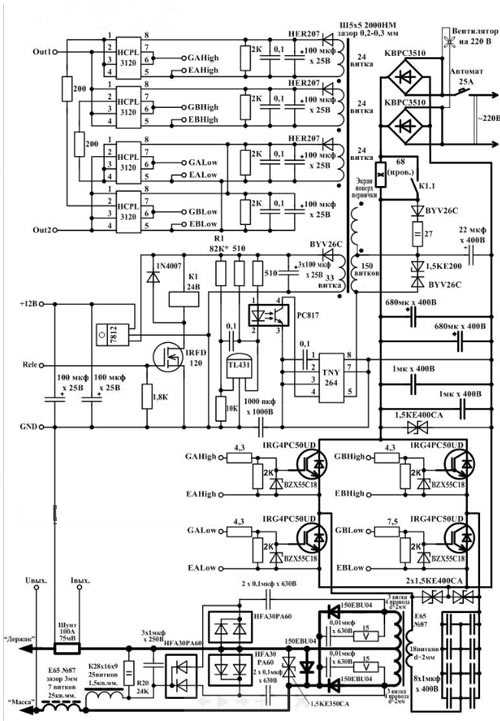
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.

Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.

Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:

Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.

Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.

Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
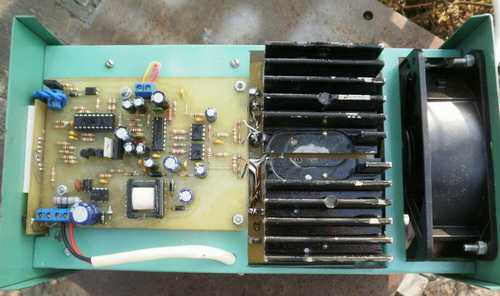
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.

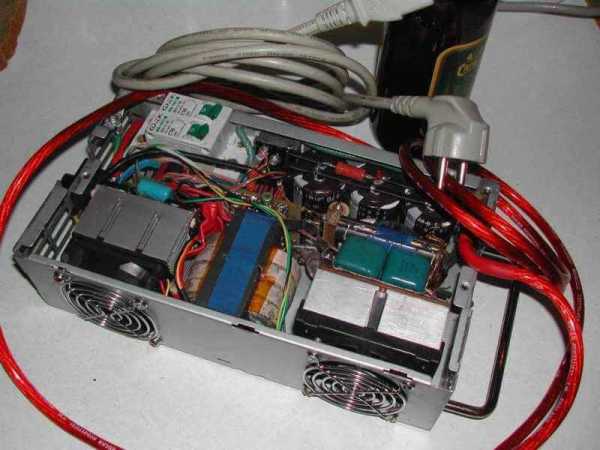
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.

Проверка сварочного аппарата
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
instrument-blog.ru
Схема сварочного аппарата инверторного типа, инструкция по ремонту
Устойчивая тенденция к снижению цен на сварочные аппараты инверторного типа привела к значительному росту популярности этого оборудования как среди профессионалов, так и среди тех, кто к сварочным работам прибегает только для своих нужд. Вполне объяснимо, что многих пользователей, имеющих подобный аппарат, интересует его устройство и принцип действия, ведь информация такого рода поможет отремонтировать оборудование в случае его неисправности или даже усовершенствовать недорогую модель с «урезанным» функционалом. Как мы увидим далее, разобраться с этими вопросами совсем не сложно, достаточно владеть элементарными познаниями в электротехнике.

Инверторный сварочный аппарат.
Общие сведения
Электрическая схема различных моделей сварочных инверторов может отличаться некоторыми деталями, но в общих чертах все эти аппараты работают по одному принципу. Главная задача каждого из них — преобразовать поступающую из сети электрическую энергию так, чтобы на выходе получить ток большой величины. Процесс преобразования подразделяется на несколько этапов:
Схема дросселя сварочного инвертора.
- выпрямление переменного тока, поступающего из электросети;
- преобразование постоянного тока обратно в переменный, но уже с гораздо большей частотой колебаний;
- усиление переменного высокочастотного тока за счет понижения его напряжения;
- выпрямление усиленного высокочастотного переменного тока.
Тот, кто хоть немного разбирается в компьютерном «железе», наверняка знает, что подобным же образом работает импульсный блок питания персонального компьютера. Центральным моментом этой схемы является увеличение частоты переменного тока, именно эту задачу и выполняет инвертор. Для чего это необходимо? Дело в том, что габариты и вес трансформатора зависят не только от его мощности, но и от частоты тока, для преобразования которого он сконструирован. Чем ниже частота, тем более массивным и крупным получается трансформатор. Зависимость эта весьма существенна. Так, например, с четырехкратным увеличением частоты переменного тока размеры трансформатора сокращаются в два раза. Инверторная схема поднимает частоту электротока с 50 Гц до 60-80 кГц, так что выигрыш в весе и размерах получается вполне ощутимый. В результате мы получаем легкий и компактный сварочный аппарат, для производства которого необходимо гораздо меньше материалов, в том числе дорогой меди.
Далее мы детально рассмотрим основные блоки аппарата инвертора и их взаимосвязи.
Вернуться к оглавлению
Силовая часть: сетевой выпрямитель
Схема инверторного сварочного аппарата.
Особенность схемы инвертора состоит в том, что для ее работы необходим постоянный ток. Поэтому переменный ток обычной электросети, поступающий с напряжением 220 В и частотой 50 Гц, в первую очередь подвергается выпрямлению. Электрическая схема выпрямителя включает диодный мост и два конденсатора, в задачу которых входит сглаживание пульсаций. Из-за большой мощности тока диодный мост во время работы достаточно сильно нагревается, поэтому его оснащают радиатором с термопредохранителем. Последний осуществляет размыкание схемы при нагреве до температуры в 90 градусов.
На выходе диодного моста получается пульсирующий постоянный ток напряжением 220 В, но на конденсаторах оно увеличивается в 1,41 раза и составляет уже 310 В. С учетом возможности скачков исходного напряжения в сторону увеличения в сетевом выпрямителе инверторного сварочного аппарата устанавливают конденсаторы, выдерживающие напряжение до 400 В (соответствует исходному напряжению в 280 В).
К источнику электроэнергии сетевой выпрямитель подключается через фильтр электромагнитной совместимости, который препятствует попаданию высокочастотных помех от работы инвертора в электросеть.
Схема источника питания инверторного сварочного аппарата.
Сразу после включения сварочного аппарата поступающий на конденсаторы зарядный ток может достигать такой величины, которой будет достаточно для вывода диодного моста из строя. Чтобы этого не случилось, все типы сварочных инверторов оснащаются схемой плавного запуска. Она реализована посредством реле и резистора, мощность которого составляет около 8 Вт, а сопротивление — около 50 Ом (в различных моделях сварочных инверторов характеристики резистора могут отличаться от указанных). Резистор включен в цепь выпрямителя, и в момент включения сварочного аппарата он ослабляет пусковой ток. После того как оборудование выйдет на рабочий режим, срабатывает реле, которое замыкает выводы резистора так, что ток течет уже «мимо» него.
Вернуться к оглавлению
Инвертор: принцип работы
В электрическую схему инвертора, которым оснащаются сварочные аппараты данного типа, входят два ключевых транзистора, которые подключаются по принципу «косого моста». Их особенность состоит в том, что они могут переключаться с очень высокой частотой, от 60 до 80 кГц. При этом поступающий в инвертор постоянный ток превращается в переменный, имеющий такую же частоту. От обычного тока в электросети он отличается еще и характеристикой: она является не синусоидной, а прямоугольной.
Ключевые транзисторы устанавливают на радиаторе, что позволяет избежать их перегрева. Защита от чрезмерно высоких напряжений обеспечивается демпферными RC-цепями.
Вернуться к оглавлению
Высокочастотный (импульсный) трансформатор
Принцип работы инвертора.
Главной частью любого сварочного аппарата является понижающий трансформатор. Его конструкция в инверторных аппаратах почти не отличается от обычной, но при этом он является более компактным. Еще одно важное отличие — наличие дополнительной вторичной обмотки, которая используется для питания схемы управления.
На первичную обмотку высокочастотного трансформатора поступает продуцируемый инвертором переменный электроток напряжением 310 В и частотой в несколько десятков килогерц. На выходе вторичной обмотки, имеющей меньшее количество витков, напряжение уменьшается до 60-70 В, а сила тока возрастает до 110-130 А. Ему остается пройти еще одну, последнюю ступень.
Вернуться к оглавлению
Выходной выпрямитель
Поступающий от высокочастотного трансформатора ток необходимо превратить в постоянный — именно такой ток нужен для сварки. С этой целью сварочный аппарат инвертор оснащается выходным выпрямителем, электрическая схема которого состоит из сдвоенных диодов с общим катодом. От обычных диодов они отличаются высоким быстродействием. Цикл открытия-закрытия у этих элементов составляет всего 50 наносекунд (эта характеристика называется временем восстановления). Это качество необходимо для работы с токами сверхвысокой частоты.
Диоды выходного выпрямителя также установлены на радиаторе, а для их защиты данный блок оснащается RC-цепью.
Вернуться к оглавлению
Пусковая схема аппарата
Способы подключения сварочного инвертора.
В момент включения устройства от сетевого выпрямителя подается питание на схему управления через 15-вольтовый стабилизатор.
После того как схема управления запустит в работу ключевые транзисторы инвертора, на дополнительной вторичной обмотке высокочастотного трансформатора появляется напряжение. Оно выпрямляется диодами и через все тот же стабилизатор начинает питать схему управления, при этом происходит ее отключение от сетевого выпрямителя.
Вернуться к оглавлению
Схема управления
Координацию работы преобразователя тока сварочного аппарата инверторного типа осуществляет схема управления. Ее основным элементом является микросхема ШИМ-контроллера. В задачу этой микросхемы входит переключение ключевых транзисторов инвертора. Управление их работой ШИМ-контроллер осуществляет не напрямую, а посредством двух последовательно расположенных элементов: полевого транзистора и разделительного трансформатора.
Преобразование тока в сварочном инверторе.
С полевого транзистора на первичную обмотку разделительного трансформатора поступает высокочастотный (около 65 кГц) ток с прямоугольной характеристикой. Трансформатор преобразует напряжение этого тока до той величины, которая необходима для управления ключевыми транзисторами инвертора. Сигналы на них поступают от двух вторичных обмоток разделительного трансформатора, при этом каждая из обмоток подключена к одному транзистору.
Кроме указанных элементов, электрическая схема платы управления и контроля содержит вспомогательные транзисторы, которые помогают ключевым транзисторам инверторной схемы закрываться, и стабилитроны, защищающие их от перепадов напряжения. Также здесь имеется анализатор-ограничитель тока. Главным элементом анализатора является трансформатор, который включен в цепь первичной обмотки высокочастотного трансформатора, установленного в силовом блоке. Анализатор-ограничитель контролирует силу тока в преобразователе сварочного аппарата и использует сигналы, поступающие с первичной обмотки силового трансформатора, для подстройки сварочного тока и формирования импульсов, транслируемых к микросхеме ШИМ-контроллера.
Для регулирования силы тока сварки в электрическую схему блока управления включен переменный резистор, сопротивление которого задается поворотом ручки, выведенной на контрольную панель сварочного аппарата инвертора.
Вернуться к оглавлению
Контроль выходного и сетевого напряжения
Функциональные возможности сварочного инвертора.
Кроме всего перечисленного, в задачу схемы управления сварочного аппарата входит отслеживание напряжения в сети и на выходном выпрямителе. Для этого ее электрическую схему комплектуют операционным усилителем. Часть его элементов подключается к сетевому выпрямителю с целью выявления скачков напряжения в электросети. В случае нарушений эти элементы воспроизводят сигналы защиты по току и напряжению, которые поступают в суммирующий модуль, а затем — в генератор импульсов ШИМ-контроллера. Работа генератора, следовательно, и всей схемы, при этом блокируется.
Аналогичным образом контролируется рабочее напряжение на выходе преобразователя. Его величина может отклоняться от нормы в случае нарушения в работе диодного моста сетевого выпрямителя или других элементов. В этом случае также происходит отключение схемы управления.
Блокировка схемы сопровождается подачей напряжения на сигнальный диод, который оповещает пользователя сварочного аппарата о неполадках.
Вернуться к оглавлению
Инструкция по ремонту сварочного аппарата-инвертора
Как любое оборудование, инверторные аппараты для сварки могут выходить из строя. Часто наблюдается следующий симптом: аппарат кажется вполне исправным (горит «нормальная» индикация, слышна работа вентилятора в корпусе), но искра при контакте электрода с металлом не появляется. Иногда при этом можно слышать непривычный гул. В некоторых случаях ремонт устройства можно осуществить своими силами, не привлекая специалистов сервисной компании.
Схема сварки тонкого металла при помощи инверторной сварки.
По инструкции в первую очередь следует проверить с помощью мультиметра состояние термопредохранителей, установленных на радиаторах различных элементов в силовом блоке. Температура, при которой их контакты размыкаются, обычно составляет 90 градусов. Отдельные типы таких предохранителей являются одноразовыми, после срабатывания их приходится менять. Другие размыкают цепь при перегреве, но при остывании радиатора снова восстанавливают соединение. Подобные элементы могут устанавливаться на первичных обмотках силовых трансформаторов. Их срабатывание часто приводит в заблуждение электротехников-любителей, которые думают, что в обмотке произошел обрыв. Если вы обнаружили неисправный термопредохранитель, можно попробовать закоротить его контакты. Этот вариант подойдет в качестве временного «лечения», он позволит вам закончить работу, если она является срочной.
Поскольку защита от перегрева теперь частично отсутствует, сварочный аппарат следует эксплуатировать очень осторожно, вполсилы. А по завершении работы следует сразу двигаться в магазин радиодеталей для приобретения запчасти.
Еще одно «чувствительное» место сварочных инверторов — выходной выпрямитель, точнее, входящие в его состав диоды. Токи, с которыми им приходится работать, достигают 130 А и иногда становятся причиной пробоя в этих диодах.
В неработоспособности выходного выпрямителя легко убедиться с помощью мультиметра, но без «прозвонки» каждого диода по отдельности определить, какой из них пробит, невозможно. Диоды (здесь применяются три сдвоенных диода) придется выпаивать и снимать с радиатора, к которому они прикручены шурупами. Радиатор тоже придется снимать.
Управление сварочным инвертором.
Выпаивать диоды и другие элементы бывает непросто. В современных сварочных инверторах пайку делают очень качественно, с большим количеством припоя, особенно в тех местах, где имеются токи большой силы. Кроме того, используется припой без содержания свинца, температура плавления которого выше, чем у обычного свинцово-оловянного. Поэтому для выпаивания диодов и других элементов лучше воспользоваться мощным паяльником на 50 Вт, 40-ваттного может не хватить. Задача усложняется тем, что нужно отпаять три вывода одновременно, поэтому без хорошего прогрева тут не обойтись. Для удаления припоя можно воспользоваться десольдером или медной оплеткой.
После того как пробитый диод будет выявлен (в сдвоенных диодах могут быть пробиты обе части), следует купить новый, такой же или аналогичный. Пользователю следует обратить внимание на важное обстоятельство: диоды выходного выпрямителя являются быстродействующими, время их восстановления составляет всего 50 нс. Только такие элементы могут работать с переменным током частотой в 60-80 кГц. Обычные диоды устанавливать сюда нельзя. В зарубежных спецификациях быстродействующие диоды могут обозначаться как Hyper-Fast, Ultra-Fast, Stealth Diode, Super-Fast, High Frequency Secondary Rectifier и др.
Перед монтажом диодов или ключевых транзисторов на радиатор следует нанести свежий слой теплопроводной пасты (КПТ-8 или аналогичную). Пасту нужно наносить в достаточном количестве, но и не слишком обильно. Она обеспечивает теплоотвод от элемента в направлении медного или алюминиевого радиатора.
Пайку диодов следует выполнять очень тщательно. Из-за большой силы тока в некачественных соединениях будет наблюдаться сильный нагрев и значительные потери мощности.
Бывает, что по неосторожности при демонтаже радиатора были повреждены медные дорожки и «пятачки» платы, их наращивают медным луженым проводом и хорошенько пропаивают.
moiinstrumenty.ru
схема электрическая принципиальная и ее особенности
Использование инверторных источников сварочного тока (ИИСТ) в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой 50-65 Гц. Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов.

При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА.
Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Электрическая дуга должна держаться долго, чтобы шов получился очень ровным, поэтому сама принципиальная электрическая схема позволяет выпускать сварочные инверторы с легким весом, чтобы их было удобно держать и перемещать.
Виды инверторных источников сварочного тока
Вернуться к оглавлению
Дуговая, автоматическая и полуавтоматическая сварка
Рынок аппаратов для сварки снабжает приборами не только промышленность, но и бытовую сферу, причем ИИСТ больше всего используют в быту. Производители ежегодно поставляют новейшее сварочное оборудование данного типа. Высокий уровень спроса на инверторные устройства обусловлен применением электрической схемы, основанной на широтно-импульсной модуляции. Повсеместным спросом пользуются ИИСТ, которые применяются для:
Схема устройства сварочного инвертора.
- Дуговой сварки с помощью неплавящихся штучных электродов.
- Полуавтоматической или автоматической сварки.
- Плазменной резки или иных видов сварки, например, алюминиевых деталей.
Широко применяемая дуговая ручная сварка (MMA) с помощью ручного электрода монолит не требует слишком большого расхода электроэнергии. Аппарат, имеющий достаточно сниженный вес, позволяет сварщику с легкостью его перемещать ближе к необходимой точке подключения. Прибор ручной дуговой сварки совместим с генератором, который служит для выработки переменного напряжения 220 В.
Используемая электрическая схема аргонодуговой сварки (TIG) переменного либо постоянного тока связана с расширенными возможностями, позволяющими осуществлять точное регулирование различных параметров установленного режима. Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим. Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление.
Полуавтоматическая сварка (MIG/MAG) связана с использованием схемы устройства, обеспечивающего выбор подходящего способа переноски металла. Варианты могут быть связаны с капельной, струйной переноской и пр. Данный способ не предполагает разбрызгивание капель металла.
Вернуться к оглавлению
Инверторы для плазменно-дуговой резки
Схема панели сварочного инвертора.
Новый вид передовых технологий обеспечивается за счет плазменно-дуговой резки (PAC). Сварочный процесс и паузы происходят при высокой стабильности дуги инверторного аппарата. Процесс резки должен происходить на высокой скорости для получения ровной и аккуратной кромки, которая не требует обработки.
Для некоторых инверторов характерно самоограничение мощности, поскольку их действие основано на резонансных инверторах. Если настроить прибор в режим максимального тока, то короткое замыкание не случится. В целом ИИСТ — это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания.
Меньшие размеры инвертора отличают его от трансформаторного прибора. Вместе с тем для ИИСТ характерен высокий уровень частот, превосходящий частоту работы трансформаторного аппарата в 50 Гц. Принципиальная электрическая схема сварочного инвертора предусматривает работу на частотах от 55 до 75 кГц.
Вернуться к оглавлению
Особенности принципиальной электрической схемы сварочного аппарата
Инвертор, принципиальная схема которого основана на действии блока транзисторов высокой частоты (от 55 до 75 кГц), предусматривает процесс коммутирования входного тока высокой мощности, поступающего с диодного моста.
Схема работы сварочного инвертора.
Элемент одновременно служит для выпрямления входного напряжения. После его выравнивания за счет фильтрующих конденсаторов можно получить постоянный ток при напряжении более 220 В.
Выход первоначального этапа связан с наличием первичного выпрямителя напряжения сети (220 В) с частотой переменного тока, равной 50 Гц. Сборка данного источника производится на основе диодного моста, а конденсатор служит простым фильтром. Лимитирование тока после включения устройства связано с наличием нелинейной зарядной цепи. Ее основными элементами являются шунтирующий тиристор и токоограничивающий резистор.
В целом принципиальная электрическая схема инверторного сварочного аппарата связана с выполнением функции источника питания, обеспечивающего работу транзисторному блоку ИИСТ. Действие данного блока происходит при частоте 60-80 кГц, поэтому потребуется понижающий трансформатор, работающий на требуемых частотах. Эта возможность позволяет выпускать сварочные инверторы меньших размеров, чем трансформаторные аппараты.
При наименьших размерах современного ИИСТ, в отличие от трансформаторного аппарата, мощность прибора имеет постоянный уровень. Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора. Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера.
Вернуться к оглавлению
Описание принципа работы схемы сварочных инверторов
Принципиальную схему сварочного инвертора можно проследить, опираясь на порядок выполнения действий данным устройством. Первоначально включенный в сеть прибор для сварки ИИСТ получает переменный ток с напряжением 220 В, выпрямление которого происходит при наличии в схеме диодного моста. Для устранения лишних помех с целью защиты высококачественного конденсатора устанавливают специальные помеховые фильтры, которые являются препятствием.
Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора. Через конденсаторы проходит ток, имеющий напряжение выше, чем на выходе диодных мостов. Понижающий трансформатор имеет обмотку, где должна присутствовать частота, с которой происходит прохождение постоянного тока, в несколько раз превышающую ее первоначальную величину. В результате на выходе происходит получение высокочастотного переменного сварочного тока.
Далее ток проходит через цепь понижающего высокочастотного трансформатора, который имеет вторичную обмотку с большим сечением. При этом могут быть использованы разные виды обмоточных материалов. Трансформатор понижает ток до уровня напряжения, равного 50-70 В. Одновременно происходит возрастание силы сварочного тока, которая превышает 130 А.
Вернуться к оглавлению
Принцип функционирования выходного диода
Если сборка кустарная, то используют трансформатор со вторичной обмоткой, изготовленной с применением меди (размер толщины — 0,3, ширины — 40 мм). Условия данного подхода заключаются в вытеснении тока высоких частот на поверхность проводников, сердцевина которых не задействуется, поэтому происходит нагревание прибора. Далее полученный ток выпрямляется за счет выходных диодов.
Рисунок 1. Электрическая схема, по которой действует инвертор.
Особенностью действия выходного диода является его функционирование при высокочастотном токе, с чем справляются не все виды диодов. Поэтому следует применять те диоды, которые являются быстродействующими. Они имеют время восстановления не более 50 наносекунд.
В одинаковых условиях обычным диодом нельзя будет воспользоваться по причине отсутствия его срабатывания при установленной высокой частоте тока. Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким.
Вернуться к оглавлению
Универсальность принципиальной схемы сварочного инвертора
Электрическая схема, по которой действует инвертор, приведена на рис. 1. Производители предусматривают для любой модели определенные характеристики, позволяющие увеличить надежность эксплуатации прибора и обеспечить меры безопасности при работе с ним. Электрическая схема прибора предполагает наличие блока термоконтроля, служащего защитой агрегата от сильного нагревания и перегрева. Блок регулирует и работу системы охлаждения.
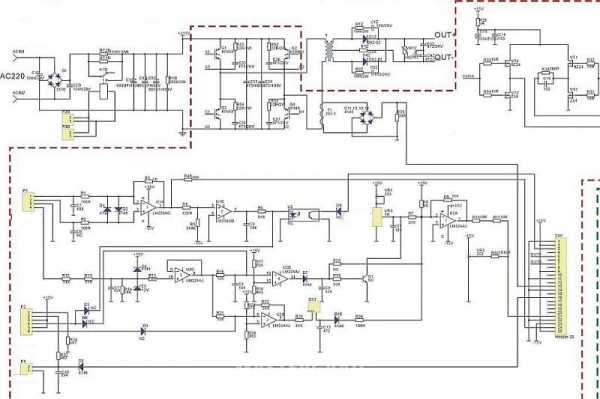
Рисунок 2. Принципиальная электрическая схема сварочного инвертора.
Присутствие различий в деталях сварочных инверторов определенных типов не влияет на принципиальные схемы их работы, которые сводятся к описанному ранее принципу. Рассматриваемое оборудование имеет электрическую схему, включающую несколько важных элементов. Блок температурного контроля позволяет схеме управлять работой системы вентиляции, обеспечивающей принудительное охлаждение всего агрегата.
Силовой трансформатор электрической схемы оснащен температурным датчиком, тип которого является биметаллическим и имеет фиксированную температуру срабатывания, если она достигает 75° в цепи. Радиатор охлаждения силового транзистора контролируется интегральным датчиком, отвечающим за его температуру.
Вернуться к оглавлению
Возможности изготовления инверторов на основе принципиальной схемы
Варка тонкого металла инвертором.
Принципиальная электрическая схема инвертора, выпускаемого отечественным производителем Ресанта, позволяет фирме поставлять на рынок компактные агрегаты, помещающиеся в кейс не очень больших размеров. Несмотря на различную мощность выпускаемых фирмой приборов, им свойственна определенная электрическая схема (рис. 2). Она объединяет принцип работы плазменных резаков и аргонодуговых сварочных аппаратов Ресанта.
Немецкой компанией FUBAG выпускается сварочное оборудование иностранного производства. Оно отличается особой надежностью, многофункциональностью, являясь одновременно узкоспециализированным. Для сварочных инверторов немецкого производства характерно наличие большого количества функций, которые являются дополнительными. Они включают принудительное охлаждение, работу в режиме пониженной мощности, микропроцессорное управление и др.
Есть мастера, для которых сборка сварочного инвертора не отнимает большого количества времени. Следует просто иметь начальные знания по электротехнике. Принципиальные схемы сварочных инверторов являются доступными, если для самостоятельного изготовления потребуется чертеж или инструкция. Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги.
moiinstrumenty.ru
Принципиальная схема сварочного инвертора для различных моделей
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
 Принципиальная схема сварочного инвертора
Принципиальная схема сварочного инвертораЭлементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также входит 4n90c в блоках питания сварочных инверторов.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
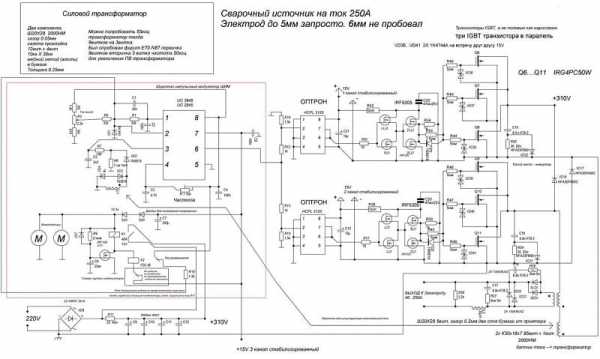
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.

- Сварочный аппарат Сварис
- Принципиальная схема сварочного инвертора Сварис
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
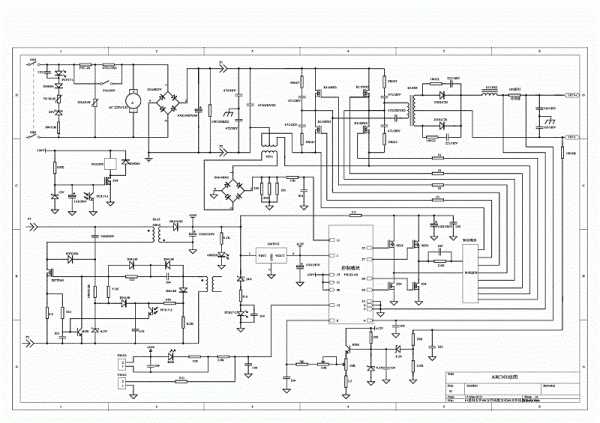
Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прудка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.

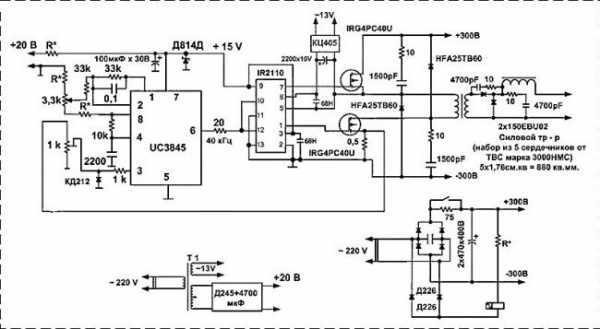
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме ест два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.

- Инвертор САИ 200
- Принципиальная схема сварочного инвертора САИ 200
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Мощный сварочный инвертор своими руками: схемы, материалы, инструкция
Собрать самодельный инверторный сварочный аппарат по силам даже домашнему мастеру, не обладающему глубокими познаниями в электротехнических процессах. Основным требованием является соблюдение технологии монтажа, соответствие схеме и понимание принципа работы устройства. Если своими руками создать инвертор, то его параметры и производительность не станут значительно разниться с заводскими моделями, но экономия может получиться приличная.
Простой самодельный аппарат инверторного типа позволит качественно осуществлять сварочные операции. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Характеристики
Подобный сварочник для домашнего применения может обладать следующими параметрами:
- Уровень напряжения – 220 вольт.
- Входная сила тока – 32 ампера;
- Выходная сила тока – 250 ампер.
Для бытового применения подходит инвертор, который функционирует от бытовой электросети 220 В. Если есть необходимость, то возможно собрать более мощное устройство, работающее от 380 В. Он отличается более высокой производительностью по сравнению с однофазным сварочным инверторным аппаратом.
Особенности функционирования
Для начала необходимо разобраться, как функционирует инвертор. По сути, он является компьютерным блоком питания. В нем можно наблюдать преобразование электроэнергии в такой последовательности:
- Входное переменное напряжение трансформируется в постоянное.
- Потребляемый ток частотой 50 Гц преобразовывается в высокочастотный.
- Снижается выходное напряжение.
- Выходной ток выпрямляется, требуемая частота сохраняется.
Подобные преобразования необходимы для снижения массы оборудования и его габаритов.
Трансформаторные сварочные аппараты обладают чувствительным весом и размерами. За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
Инверторный же принцип позволяет снизить эти показатели в разы. Схема подобного аппарата предполагает повышение частоты до 60-80 кГц, что способствует снижению его габаритов и веса. Чтобы реализовать подобное преобразование применяются силовые полевые транзисторы. Они сообщаются меж собой именно с этой частотой. Питает их постоянный ток, поступающий от выпрямляющего устройства, в качестве которого применяется диодный мост. Значение напряжения выравнивают конденсаторы.
После транзисторов ток передается к понижающему трансформатору. Он представляет собой небольшую катушку. Малые размеры трансформаторной катушки инвертора обеспечены частотой, многократно увеличенной полевыми транзисторами. В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.
Что необходимо для сборки
Чтобы создать подобную самоделку необходимо учитывать характеристики схемы, т. е. потребляемое напряжение и ток. Выходной силы тока в 250 ампер достаточно для создания прочного шва. Чтобы реализовать задумку потребуются следующие детали:
- Трансформатор.
- Первичная обмотка (100 витков с проводом ⌀ 0,3 мм).
- 3 обмотки. В наружной: 20 витков, ⌀ 0,35 мм. В средней: 15 и ⌀ 0,2. Во внутренней 15 и ⌀ 1 мм.
Помимо этого, до начала сборки инвертора необходимо приготовить инструменты и элементы для разработки электронных схем. Потребуются:
- Отвертки;
- Паяльник;
- Нож;
- Ножовка по металлу;
- Крепеж;
- Электронные элементы;
- Медные провода;
- Термобумага;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит;
- Слюда.
Схемы
Принципиальная электрическая схема инвертора – один из наиболее ответственных моментов при проектировании или ремонте инверторного аппарата. Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.
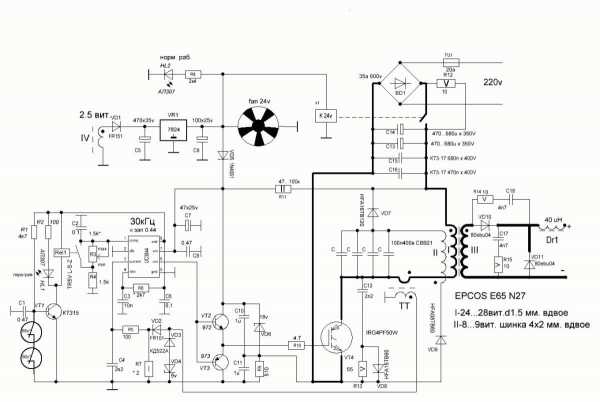
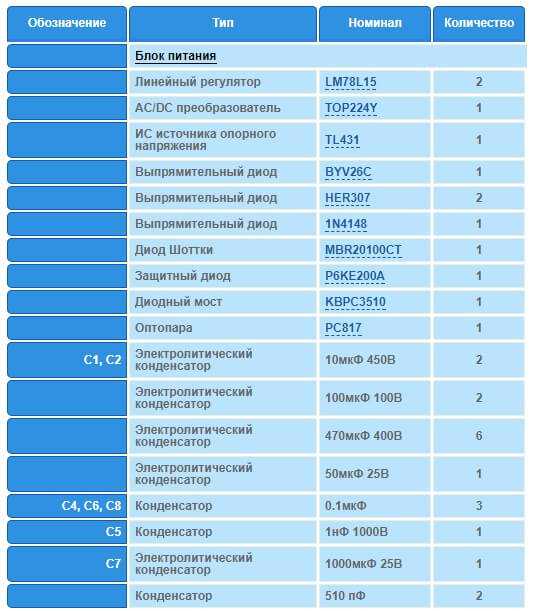
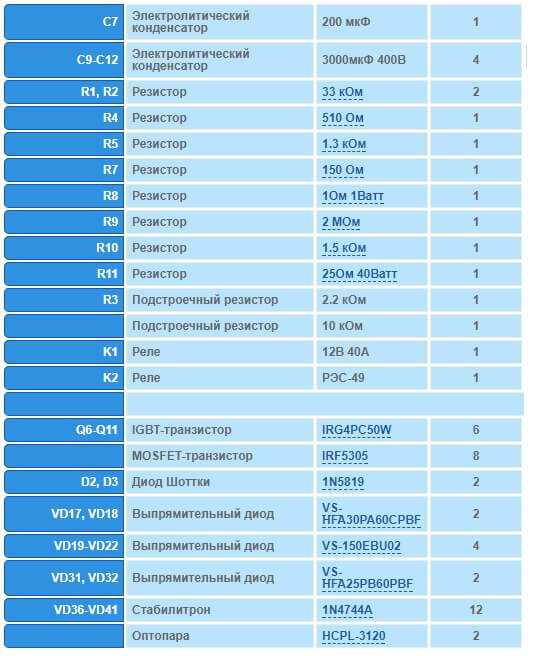
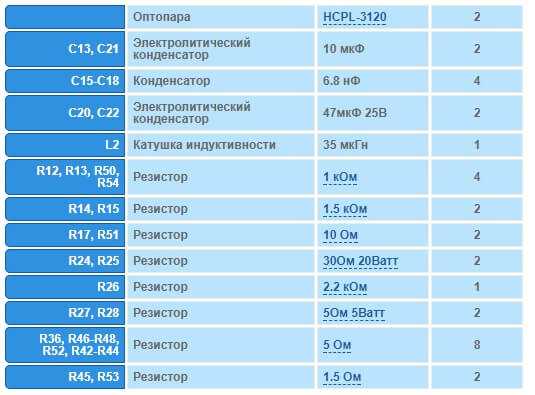
Список радиоэлементов

Силовая часть
Блоку питания отводится одна из ведущих ролей в инверторном аппарате. Он представляет собой трансформатор, который намотан на феррите. Он обеспечивает стабильное понижение напряжения и повышение значения тока. Необходимо 2 сердечника Ш20х208 2000 нм.
Для создания термоизоляции между обмотками инвертора применяется термобумага. Чтобы свести к минимуму отрицательное воздействие при постоянных перепадах напряжения в электросети, обмотка должна проводится по всей ширине сердечника.
Для обмотки трансформатора специалисты рекомендуют применение медной жести, имеющую ширину 40 мм и толщину 0,3 мм. Ее нужно обернуть в термобумагу 0,05 миллиметров (кассовая лента). Специалисты объясняют это тем, что во время сварки высокочастотный ток вытесняется на поверхность толстых проводов, а сердцевина не задействуется и выделяется много тепла. Поэтому обычные проводники не подходят. Исключить подобный эффект можно при помощи проводников со значительной поверхностной площадью.
Аналогом медной жести, который допускается использовать, является провод ПЭВ с сечением 0,5-0,7 мм. Он является многожильным с воздушными зазорами между жилами, что позволяет уменьшить нагревание.

Эту рекомендацию необходимо обязательно учитывать, так как нагреву подвержен не ферритовый стержень, а непосредственно провода обмотки. Именно по этой причине так важна вентиляция инвертора.
После создания первичного слоя в этом же направлении наматывается экранирующий провод со стеклотканью. Этот провод (подобного диаметра) обязан полностью перекрыть стеклоткань. Таким же образом необходимо действовать и с другими обмотками трансформатора. Их необходимо изолировать друг от друга при помощи указанных выше изоляторов.
Чтобы напряжение от трансформатора к реле было на уровне 20 – 25 вольт, необходимо правильно выбрать резисторы. Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».
В работе диоды инверторного аппарата будут греться. Поэтому их необходимо размещать на радиаторе. Допускается применять радиаторы от компьютеров. Благо они сейчас широко распространены и недороги. Потребуется 2 радиатора. Верхний элемент моста фиксируется на одном, а нижняя – на втором. При этом при монтаже первого необходимо использовать прокладку из слюды, а во втором случае – термопасту.
Выход диодного моста – в том же направлении, что и выход транзисторов. Использовать провода длиной не более 15 см. Основа инверторного блока – транзисторы. Мост требуется отделять от блока питания листом металла, который впоследствии прикрепляется к корпусу.

Монтаж диодов на радиаторе
Инверторный блок
Основной задачей этого узла инвертора является трансформация выпрямленного тока в высокочастотную переменную составляющую. Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Создавать преобразовывающий узел инверторного аппарата лучше не с одним транзистором помощнее, а с использованием нескольких более слабых. За счет этого стабилизируется частота тока и минимизируется шумовой эффект во время сварки.
В схеме инвертора должны присутствовать конденсаторы. Соединяются в последовательной цепи. Выполняют 2 основные задачи:
- Минимизируют резонансные выбросы блока питания.
- Снижают потери транзисторного блока, возникающие после включения. Объясняется это тем, что транзистор открывается скорее. Скорость закрытия заметно меньше. При этом происходит потеря тока и нагреваются ключи в транзисторном блоке.
Система охлаждения
Силовые элементы преобразователя во время сварки будут значительно нагреваться. Это может быть причиной поломки. Для исключения этого помимо упомянутых выше радиаторов следует применять вентилятор, исключающий перегрев и обеспечивающий стабильное охлаждение.
Одного вентилятора достаточной мощности может быть достаточно. Однако при использовании элементов старого ПК, то может потребоваться до 6 штук, 3 из которых необходимо размещать возле трансформатора.

Чтобы полностью защитить самодельный инвертор от перегрева можно задействовать датчик температуры. Его следует смонтировать на наиболее греющийся элемент с радиатором. Элемент сможет отключить питание при достижении определенной температуры, а индикация сигнализировать о критическом уровне.
Для эффективной и стабильной работы системы вентиляции инвертора необходимо обеспечить постоянный правильный забор воздуха. Для этого отверстия, по которым будет забираться воздух, не должны ничем перекрываться. В корпусе инвертора следует предусмотреть достаточное количество отверстий. При этом размещать их нужно на противоположных поверхностях корпуса.
Управление
При размещении электронных плат аппарата возможно применять фольгированный текстолит с толщиной 0,5 – 1 миллиметр.
Чтобы обеспечить автоматическое управление работой инверторной сварки следует купить и смонтировать ШИМ-контроллер. Он будет стабилизировать силу сварного тока и уровень напряжения. Для удобного управления в лицевой части размещаете все органы управления и точки подключения.
Корпус
После создания главных элементов инверторной сварки можно приступать к подготовке корпусных деталей. При планировании нужно учитывать ширину трансформатора, так как он должен беспрепятственно размещаться в корпусе. Исходя из этого размера следует добавить примерно 70% пространства для остальных деталей. Защитный кожух возможно сделать из листового железа, толщиной 0,5-1 миллиметра. Соединение элементов можно проводить при помощи сварки, болтов. Более изысканным вариантом будет цельная конструкция из выгнутых исходных материалов. Обязательны ручки и крепления для ремня, чтобы переносить аппарат.
При разработке инвертора нужно учесть возможность простой разборки для доступа к внутренним компонентам, чтобы их легко отремонтировать. Лицевая сторона также должна содержать:
- Переключатель силы тока;
- Кнопка, которой аппарат будет включаться/отключаться;
- Световые элементы индикации;
- Разъемы для подключения кабелей.
Заводские инверторы окрашиваются порошковым красителем. В быту можно использовать обычную краску. Нанести покрытие стоит для исключения появления ржавчины.
Подключение
Собранный сварочный аппарат нужно подключать в электросеть. При подключении к розетке следует предусмотреть наличие предохранителя или автоматического выключателя. Для защиты на входе в инвертор можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, то можно использовать удлинитель.
Включение аппарат происходит по стандартной схеме – с помощью кнопки «вкл/откл». Должна загореться индикация, обычно для этого используется зеленый светодиод.
Производить подключение к сети необходимо проводом, имеющим сечение минимум 1,5 мм2. Однако оптимальным сечением будет провод 2,5 мм2.
Перед включением аппарата в электросеть следует проверить наличие изоляции всех высоковольтных элементов от корпусных деталей.

Проверка работоспособности
После проведения всех работ по сборке и отладке необходимо осуществить проверку работоспособности созданного инвертора.
По рекомендациям специалистов необходимо провести проверку силы тока и напряжения аппарата с использованием осциллографа. Нижняя петля по напряжению должна составлять до 500 вольт, не превышая значения в 550 В. Если все конструктивные требования соблюдены, то уровень напряжения будет составлять 330 – 350 вольт. Но этот метод доступен не всегда, ведь не у каждого дома имеется свой подобный измерительный прибор.
Зачастую проверка проводится в действии непосредственно сварщиком. Для этого проводится создание пробного шва с полным выгоранием электрода. По окончанию пробного сваривания нужно проверить температуру на трансформаторе. Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если температура силового блока в норме, то можно провести еще 2-3 пробных захода. После этого проверить температуру радиаторов. Они также могут перегреваться. Если после двух – трех минут они приходят в норму, то можно смело продолжать работу.
Настройка инвертора – полезные советы
Процедура сборки аппарата не отличается сложностью. Наиболее важным этапом является настройка инверторного аппарата. Может быть, что придется обратиться за помощью к специалисту.
1. Для начала нужно подключить 15 вольт к ШИМ с одновременным подключением одного конвектора. Так можно снизить нагрев и шумность во время работы.
2. Чтобы замыкать резистор нужно подключать реле. Оно подключается при окончании зарядки конденсаторов. За счет этого можно значительно снизить колебания напряжения во время подключения к электросети 220 вольт. Без резистора при прямом подключении возможен взрыв.
3. Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
4. Подача питания 15 вольт на мост для проверки его работоспособности и правильности сборки. Сила тока должна быть не выше 100 мА на холостом ходу.
5. Проверка корректности размещения фаз. Применять осциллограф. На мостовую схему от конденсаторов через лампу подается 200 вольт с нагрузкой 200 Вт. На ШИМ выставляется частота 55 кГц. Подсоединяется осциллограф, проверяется форма сигнала и уровень напряжения (не более 350 вольт).
Для определения частоты аппарата следует медленно понижать частоту ШИМ до тех пор, пока на ключе IGBT не произойдет небольшой заворот. Полученное значение частоты нужно разделить на 2 и прибавить частоту перенасыщения. В итоге получится рабочее колебание частоты трансформатора.
Трансформатор аппарата не должен издавать никаких шумов. При их наличии необходимо проверять полярность. К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.
Идущие к ШИМ проводники нужно выполнять короткими. Их требуется скручивать и размещать дальше от источника помех.
6. Постепенно повышается ток при помощи резистора. При этом необходимо прислушиваться к инвертору и контролировать значения на осциллографе. На нижнем ключе не должно быть более 500 вольт. Среднее значение – 340. Если присутствуют шумы, то возможна поломка IGBT.
7. К свариванию приступать после 10 секунд. Проверяются радиаторы, если не нагрелись, то работу продлевать еще на секунд 20. После повторной проверки сваривание может продолжаться от одной минуты и дольше.
Безопасность
Все проводимые операции, за исключением проверки работоспособности, необходимо проводить исключительно на обесточенном оборудовании. Каждый элемент рекомендуется заранее проверить, чтобы после установки он не вышел из строя из-за перенапряжения. Основные правила электробезопасности также обязательны к выполнению.
Таким образом сделать самодельную инверторную сварку по силам практически каждому. Предложенное описание должно помочь разобраться во всех нюансах. Если изучить видео уроки и фото материалы, то собрать устройство не составит труда.
oxmetall.ru