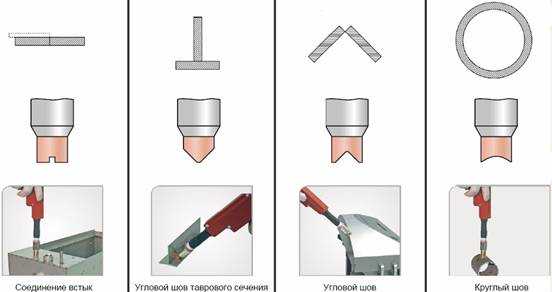
Схема точечная сварка своими руками – Сварка своими руками: схемы, расчет, изготовление
alexxlab | 27.05.2020 | 0 | Вопросы и ответы
Точечная сварка своими руками: схема сборки, принцип работы
Наверняка каждый слышал о сварочном аппарате и знает, что он собой представляет. Однако многие не догадываются о том, что существуют совершенно разные методы самого процесса сварки, каждый из которых отличается своим энергоносителем. Тем не менее для тех, кто не знает: сварка — это процесс, в результате которого создается неразъемное соединение деталей за счет того. что образуются межатомные связи в самом сварочном шве. Такое соединение образуется за счет нагрева деталей, предназначенных для сварки, либо под действием пластической деформации. Современные технологии вышли на такой уровень, при котором стало возможным выполнять сварочные работы не только в производственных условиях, но и в домашних, а также на открытом воздухе, под водой и даже в космосе. Однако наиболее популярной среди всех является точечная сварка, своими руками которую вполне возможно выполнить.

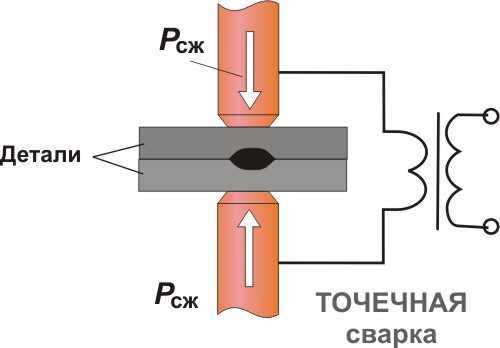
Схема точечной сварки.
Точечная сварка относится к числу контактных сварочных работ. Похожими являются шовная и стыковая сварка. Среди контактных сварок точечная является самой удобной и практичной, так как ее оборудование и составные элементы не занимают много пространства. Сам процесс точечной сварки относится к так называемому термомеханическому классу, и происходит он в несколько этапов. Вначале две сварочные детали совмещаются и помещаются между электродами сварочной машины, после чего плотно прижимаются друг к другу. Далее детали нагреваются до тех пор, пока не станут пластичными. После этого идет процесс деформации, в процессе него детали соединяются в том положении, в котором они должны находиться. Если при сварке используется автоматическое оборудование, то в среднем частота сварки составит около 600 точек за одну минуту.
Как сделать точечную сварку?
Циклограммы процессов контактной точечной сварки.
Точечная сварка удобна лишь в том случае, если требуется сварить съемные детали. Однако произвести такую сварку в условиях, отличных от обычных, невозможно. Для промышленных целей аппарат точечной сварки используется для того, чтобы варить листовые заготовки разного типа и разных марок. Что касается использования данного оборудования в домашних условиях, то оно просто незаменимо в тех случаях, когда требуется починить бытовую технику, кухонную утварь или детали из алюминия или металлического кабеля.
Нагрев деталей происходит за счет того, что ток проходит как импульс, длительность которого не превышает 0,1 секунды. Данные импульсы отвечают за плавление материала в области электрода и формируют жидкое ядро деталей диаметром 12 мм.
Когда импульс тока прекращает свое действие, детали продолжают удерживаться некоторое время, для того чтобы они плотно соединились между собой. Прижатие деталей друг к другу обеспечивается за счет уплотняющего пояса, который не дает расплавленному металлу выйти из зоны сварки. Если увеличить прижим деталей, то сварка будет происходить практически немедленно.
Типы точечной сварки.
Помимо этого, при сварке деталей необходимо знать, что сварочные швы должны быть полностью подготовлены, а именно очищены от толстых оксидных пленок и ржавчины.
Последнее, что нужно отметить у данного типа сварки, это то, что она обладает некоторыми достоинствами по сравнению с другими типами:
- Комфорт использования в домашних условиях.
- Механическая прочность сделанных швов.
- Высокий уровень экономичности.
- Возможность автономной работы сварочного аппарата за счет зажима деталей между электродами.
Единственным серьезным недостатком точечной сварки является отсутствие герметичности швов.
Характеристики электродов
Электроды в точечной сварке являются наиболее важными элементами, к которым предъявляются высокие требования. В качестве электродов используются специальные стержни из меди. Если сварочный аппарат имеет сравнительно небольшие размеры, то можно использовать электроды меньшего диаметра.
Требования к электродам:
Форма рабочей поверхности электродов при точечной сварке.
- Для того чтобы получить качественное соединение, нужно грамотно подобрать диаметр медного электрода. Условия эксплуатации свидетельствуют о том, что диаметр точек швов должен превышать толщину сварочного электрода в среднем в 2-3 раза.
- Разжимать электроды нужно после небольшой паузы для улучшения кристализационных свойств расплавленного металла.
- Качественная сварка также предусматривает подтачивание электродов. С течением времени они полностью сточатся и потребуется их замена.
- Провод, который идет от трансформатора к электродам, должен быть минимальной длины. Чем длиннее провод, тем выше потери мощности.
- Между точками должен быть промежуток, который должен уменьшать шунтирование тока сквозь соседние точки. Электроды должны быть лучшего качества, так как от этого при прохождении через них электрического тока происходит плавление металла и образование специального пояска.
- Материал электродов должен обладать высокой теплопроводностью.
Наконечники должны быть надежно спаяны с проводом. Если их не спаять, то начнется возникновение дополнительного сопротивления, а электроды начнут окисляться.
Режимы точечной сварки
Схема контактной точечной сварки.
Продолжительность нагрева металлических деталей определяется мощностью сварочного аппарата и условиями сварочного процесса. Длительность нагрева может составлять в среднем от нескольких сотых до нескольких десятков секунд. Так, например, при сварке закаленной стали требуется более длительный период нагрева, так как данный материал имеет свойство растрескиваться.
Что касается нержавеющих сталей, то их, наоборот, требуется нагревать в течение незначительного периода. Более длительный нагрев может повлечь за собой нарушение структуры металла и потерю его антикоррозийных качеств.
Выбор оптимального давления между электродами обеспечит более надежный и прочный контакт в местах соединения. Давление и мощность сварочного аппарата определяются выбором трансформатора. Уровень давления в местах соединения очень важен, так как от него зависит обеспечение мелкозернистой структуры металла в местах сварки. В свою очередь от этого зависит прочность сварочного шва.
Схема сборки самодельного сварочного аппарата
Материалы и инструменты, необходимые для работ:
Схема самодельного сварочного аппарата точечной сварки.
- саморезы по дереву;
- гвозди;
- выключатель;
- дверная ручка;
- шнур питания;
- медные держатели для контактных электродов в количестве 2 штук;
- толстый одножильный медный провод — для того чтобы изготовить контактные электроды.
Если требуется использование сварочного аппарата в непроизводственных условиях, то можно собрать его самостоятельно в домашних условиях. На сегодняшний день существуют аппараты разного размера: бывают как небольшие переносные самодельные аппараты, так и крупногабаритная аппаратура. Чаще всего в домашних условиях изготавливаются настольные версии. С их помощью, конечно, не получится сварить крупные детали. Однако два металлических листа толщиной в несколько миллиметров можно запросто соединить при помощи точечной сварки.
Процесс изготовления своими руками
В первую очередь потребуется создать электрический импульс, при помощи которого и будет происходить сварка двух деталей. Для того чтобы создать подобный электрический импульс, потребуется наличие трансформатора небольших размеров. Деталь, которую требуется сварить, присоединяется к нижней обмотке трансформатора. Электроды же подсоединяются ко вторичной обмотке.
Рисунок 1. Схема сборки сварочного аппарата.
Ни в коем случае нельзя подсоединять питание от трансформатора напрямую к цепи. Для решения данной проблемы необходим специальный выпрямительный мост. Чтобы создать достаточный электрический импульс, потребуется установка дополнительного источника питания. Он должен представлять собой точную копию уже имеющегося трансформатора с наличием выпрямительного моста. Схема сборки сварочного аппарата представлена на рис. 1.
Электрический ток, поступающий из трансформатора, будет скапливаться в конденсаторе, который и будет являться источником импульса. Для того чтобы самодельный аппарат сработал, требуется нажать на рукоятке кнопку импульса, которая отвечает за открытие цепи конденсатора-резистора. Это приведет к возникновению импульса.
Тиристор, который подсоединяется к выпрямительному мосту, выступает в данном случае в роли катода, который отвечает за замыкание выпрямительного моста трансформатора. Тиристор продолжит оставаться во включенном состоянии до тех пор, пока не произойдет полная разрядка конденсатора. Для изготовления более мощного аппарата используются все те же детали: полупроводниковый тиристор, реле времени. Однако потребуется более мощный трансформатор.
Управление аппаратом
Единственными органами управления являются рычаг и выключатель. Выключатель устанавливается в цепь первичной обмотки. Это связано с тем, что в цепи вторичной обмотки находится слишком большой ток, в то время как выключатель и так создает высокое сопротивление.
Если вы собираетесь использовать прижимной рычажный механизм, то выключатель нужно устанавливать на самом рычаге.
Делается это для того, чтобы при использовании сварочного аппарата одной рукой можно было давить на рычаг переключения, а второй — придерживать детали, предназначенные для сварки.
Если планируется включить или выключить ток для сварки, то делать это можно только тогда, когда электроды плотно сжаты. В противном случае может возникнуть внезапное искрение, которое приводит к ухудшению качества электродов.
moyasvarka.ru
Как сделать аппарат точечной сварки своими руками в домашних условиях: особенности устройства
Рано или поздно у многих людей возникает желание приобрести собственный сварочный аппарат. Но, к сожалению, подобное оборудование отличается высокой стоимостью, поэтому многие ставят приоритет на изготовление самодельного устройства. С помощью имеющихся в свободном доступе схем, чертежей и прочего пошагового руководства предстоящее мероприятие может стать очень простым и понятным.
Описание и принцип работы
В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот, отдельных конструктивных элементов и других деталей.
Принцип работы контактной сварки заключается в следующем: имеющийся в ключевом узле электрический ток способен нагревать отдельные детали стальной заготовки, которые соединены друг с другой. Таким образом происходит формирование особого сварного соединения — шва. Качество результата определяется типом материала, из которого выполнено изделие, а также плотностью. К тому же при проведении сварочных мероприятий
- У сварочной цепи должны присутствовать низкие показатели напряжение — от 1 до 10 ватт.
- Процесс сваривания продолжается на протяжении нескольких секунд.
- Для сварочного импульса характерна большая сила тока.
- Чем меньше зона расплавления, тем выше качество сваривания.
- Сварочный шов должен справляться и выдерживать большие нагрузки.
От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
Более простое решение заключается в сборке сварочной установки с переменной силой тока. Такой прибор способен управлять процессом сваривания посредством изменения продолжительности сварочного импульса, который попадает на заготовку. К тому же, чтобы успешно завершить поставленную задачу необходимо обустроить часовое реле, которым можно управлять автоматическим или ручным путём.
Важные конструктивные свойства
 Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Чтобы подобрать подходящий вариант управления устройством, необходимо правильно собрать основные механизмы. Не секрет, что конструктивные детали подбирают с учётом мощности и параметров трансформатора.
При изготовлении контактно-сварочных систем учитывается соотношение типа применения и свойств материала, который поддаётся обработке. В большинстве случаев к основному прибору фиксируют сварочные клещи.
Выполняя любую сборочную работу, будьте предельно внимательными и тщательными. Качество сборки должно быть максимальным, иначе дальнейшая эксплуатация может стать проблематичной. Провода выбирают с соответствующим диаметром и сечением. Если надёжность цепи недостаточно хорошая, интенсивность требуемого электрического тока не будет стабильной. К тому же повышается риск появления искр, что заставит рабочих остановить сваривание.
Схема точечной сварки
Чтобы самостоятельно изготовить точечную контактную сварку, внимательно изучите соответствующие схемы. Самая популярная из них эффективна в тех ситуациях, где приходится обрабатывать металлические листы с толщиной от одного миллиметра или проводку и прут с диаметром до 4 миллиметром.
В данном случае необходимо учесть такие особенности:
- Для сваривания следует обзавестись оборудованием с переменным напряжением в 220 Вт.
- Что касается выходного типа напряжения при работе на холостом ходу, то оно составляет 3−7 В.
- Максимальные показатели сварочного тока достигают 1,5 тысячи ампер.
Вся конструкция характеризуется принципиальной схемой, которая состоит из силовых частей, автоматизированного выключателя и контрольной цепи. Если при выполнении поставленной задачи возникают опасные ситуации, для их предотвращения достаточно нажать на выключатель. На первом узле установлен трансформатор для сварки т2 и прибор бесконтактного тиристорного включателя однофазного типа, который подключает первичную обмотку к источнику электрического питания.
Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Важная деталь системы с маркировкой М ТТ4 К отличается серийным производством. В таком модуле предусмотрен тиристорный ключ, который выполняет коммутацию нагрузки через 1 и 3 контакты. Устройство может работать под нагрузками с напряжением до 800 ватт и током до 80 ампер. Состав схемы включает в себя:
- блок питания.
- цепь для настройки механизма.
- реле к1.
В качестве источника электрического питания для сварочного оборудования используются любые трансформаторные системы с мощностью до 20 ватт. При этом его используют при работе на номинальной сети в 220 В. Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами.
Особенности устройства и конструкция
В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В устройстве электрической цепи предусмотрены конденсаторры: от с1 до с6 с характерными электролитическими свойствами. Их напряжение равно 52 В. К тому же необходимо воспользоваться конденсатором ёмкостью в 46 мкФ.
Основной силовой узел механизма — трансформатор. Он выполняет роль преобразователя одного вида электроэнергии в другой. В данном случае принято использовать магнитный провод на 2,5 А. Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
- первичная обмотка с диаметром 1,5 миллиметров, которую пропитывают лаковым составом.
- второй вариант обмотки с диаметром около двух сантиметров, который оборудован многожильной изоляцией с кремниевоорганическим происхождением.
При выполнении первой обмотки важно обустроить выводы промежуточного типа. Затем обмотку пропитывают специальным лаком, а на первичную катушку наматывают хлопчатобумажную ленту, которую тоже пропитывают лаковым составом. Затем начинается процесс вторичной обмотки, а также дальнейшее пропитывание лаком.
Изготовление клещей для сварочного оборудования
При желании изготовить самодельную точечную сварку вы должны ответственно отнестись к конструированию клещей. Сегодня применяется две разновидности таких элементов:
- стационарные.
- выносные.
Первое решение характеризуется простотой в эксплуатации, а также качественной и надёжной изоляцией, которая обусловлена прочно соединенными узловыми участками. Правда, подобные клещи характеризуются одним недостатком — чтобы обеспечить прижимное усилие, нужно приложить физическое усилие.
Вариант выносных клещей отличается особым удобством работы и компактными размерами. Чтобы контролировать усилия клещей, достаточно поменять длины их вынесения за аппарат. В мете подсоединения таких деталей устанавливают болты, втулки и шайбы, для более надёжной гидроизоляции.
При изготовлении деталей принято использовать медные прутья или бериллиевую бронзу. Также можно воспользоваться жалом от паяльного аппарата с высокими показателями мощности. Что касается диаметра электрода, то он должен соответствовать диаметру провода, к которому подключен.
Чтобы сварочные ядра обладали хорошим качеством, концы электродов сужают и делают небольшими.
Точечная сварка из микроволновки
Не секрет, что покупные модели стоят очень дорого, поэтому есть смысл отдать предпочтение самодельным решениям. Для изготовления продуктивной установки можно применить микроволновую печь с большими размерами. Именно габариты определяют мощность будущего устройства.
Если вы не располагаете микроволновкой, попробуйте поискать её на барахолке или купить у соседей. Подобное приобретение не станет большим вложением. В дальнейшем остаётся разобрать микроволновку и извлечь из неё высоковольтный трансформатор.
Будьте внимательны, т. к. даже в разобранном состоянии без прямого подключения к электрической сети отдельные узлы оборудования могут «биться» током.
Основные части трансформатора представлены сердечником и двумя видами обмотки — первичным и вторичным. Чтобы соединить сердечник, можно использовать два сварочных шва с небольшой толщиной. Заранее избавьтесь от них, что можно сделать посредством молотка и ножовки. Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
В конечном итоге вам будет открыт доступ к сердечнику от трансформатора, который состоит из двух частей.
На следующем этапе следует провести вторичную обмотку трансформаторной детали. Здесь понадобится воспользоваться медным кабелем с таким же сечением, как трансформаторная прорезь. Необходимо намотать около двух витков. Используя стандартную двухкомпонентную эпоксидную смолу, осуществите соединение двух половин сердечника между собой. Чтобы процесс был выполнен по-особому успешно, попробуйте зафиксировать их в тисках.
Не забудьте проверить уровень напряжения на выходе из трансформаторного механизма. Оно не должно превышать отметку в 2 вольта. При этом минимальное значение силы тока варьируется в пределе 850 А.
Затем необходимо приступить к изготовлению корпуса сварочного материала. На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
Заключение
Если корпусная часть высохнет, можно переходить к сборке устройства, соединив рабочие узлы между собой. Затем необходимо отрезать две части медного провода с размером около 25 миллиметров. Они выполняют роль электродов, которые фиксируются в держателе с помощью обычной отвертки. Затем необходимо зафиксировать выключатель с помощью утолщенного кабеля, который предотвратит выпадение. Трансформатор фиксируется с помощью обычных саморезов. Также важно позаботиться о заземлении, которое фиксируется на одной из клемм.
Если внимательно соблюсти все рекомендации и пошаговое руководство, процесс сборки сварочного аппарата будет успешным. В таком случае вы сможете снизить все расходы, лишив себя необходимости покупать дорогостоящее профессиональное оборудование.
tokar.guru
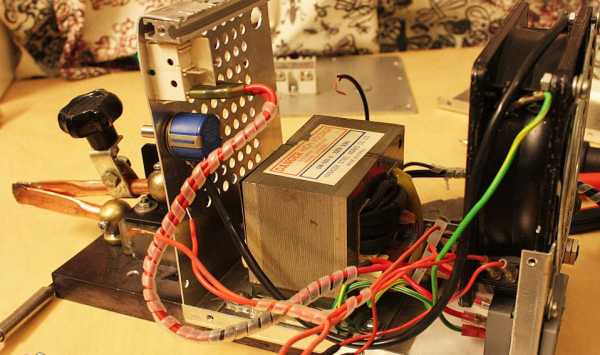
Точечная(контактная) сварка своими руками – делаем споттер в домашних условия
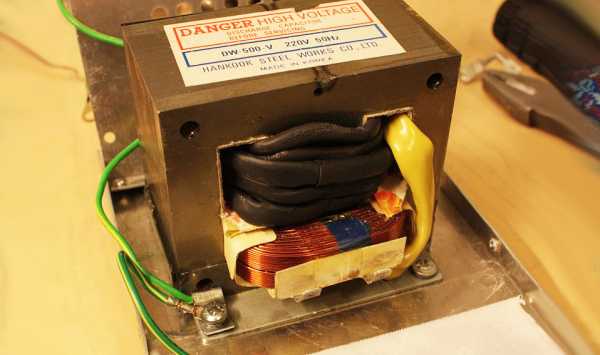
Хочу поделиться своим опытом создания аппарата точечной сварки своими руками. Как и большинство подобных самоделок, исходниками послужили трансформатор микроволной печи и медный кабель для стартера.
Для включения я использовал полупроводниковое реле Fotek SSR-40DA DC. Первое с чего нам нужно начать, это извлечь трансформатор из микроволновой печи и заменить вторичную обмотку.

Итак микроволновая печь (около 1050 Вт потребляемая мощность) препарирована. В дополнение к трансформатору(слева), я получил еще несколько полезных в хозяйстве вещей.
Вторичная обмотка распилена. На фото вы видите еще одну(красная) я ее удалю позже. После распила старая обмотка легко удаляется зубилом, но будьте осторожны, не повредите сердечник.

Скажу на перед, первоначальные испытания с использованием 700 Вт 12 V автомобильного кабеля не дали удовлетворительных сварных швов. Основную толщину там составляет не медь(как может показаться по фото) а изоляция.

Возможно, мне стоило поискать другой кабель, но я решил обходиться тем что есть под рукой и просто удалил большую часть изоляции. Минимизация резистивных потерь для нас является ключевым фактором.
После доработки, мой кабель удалось обернуть еще в несколько витков. Это увеличило напряжение и уменьшило резистивные потери. При тестировании я получил 4.6v на вторичке.

Один конец вторичного кабеля уходит на корпус, где он будет заземлен на теле сварщика, а затем переходит к неподвижной части. Верхняя часть клещей подвижна. Для уменьшения износа вторичного кабеля он закручен в форме спирали. Пластиковая ручка изолирует рабочую часть от пользователя.

Вид споттера с другой стороны. Я не нашел медных трубок, которые бы идеально подходили, поэтому это не идеальное решение. Кабель идет внутри трубок почти по все длине для уменьшения потерь. Для использования я рекомендую продумать установку сменных медных электродов.

Установлен 230 V AC вентилятор для охлаждения. Работает на выдув.
Я хотел автоматизировать время сварки, поэтому я сделал простую регулировку длительности импульса из некоторых компонентов, которые уже были у меня в наличии.
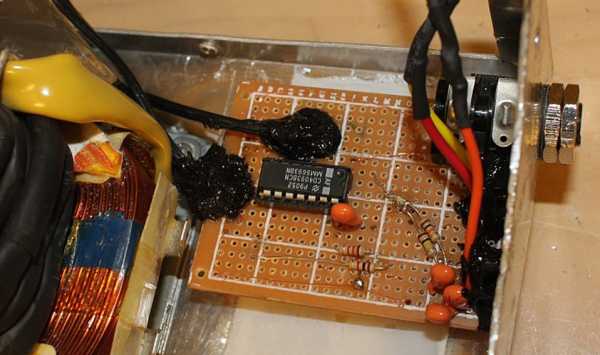
Список деталей:
- Резистор 1 кОм (R4)
- Резистор 9 кОм (R1)
- Резистор 40 кОм (R2)
- Переменный резистор 10 кОм (VR1)
- 3x Конденсатор 10 V 10 мкФ (можно поставить дополнительную конденсатор параллельно с С2, чтобы сделать импульс больше) (C1, C2)
- CD4093BC Триггер Шмидта с двумя логическими входами
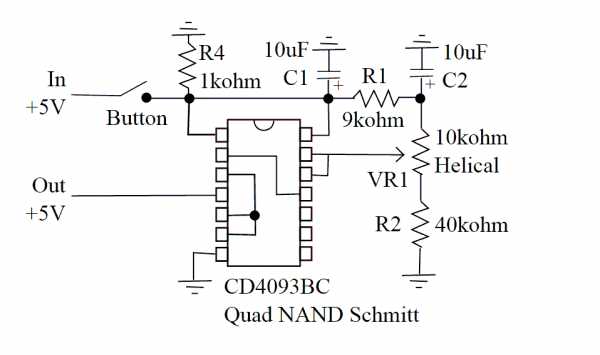
Переменный резистор VR1 контролирует тайминги. Высокое разрешение резистора необходимо для больших импульсов сварки, при которых VR1 близко к R2. R1 и R2 используются для настройки диапазона делителя напряжения. Конденсатор С2 также заряжается через R1. Диапазон делителя напряжения должны быть такими, чтобы на максимуме, сварка работала непрерывно (удерживая кнопку нажатой) и на минимуме давала самый коротки импульс, который нужен. Если получаемые короткие импульсы сварки слишком большие, емкость конденсатора С2 можно увеличить. Это также позволит делать очень длинные импульсы, если нужно. Удвоение емкости должны удвоить время.
Грубое выражение, как напряжение на конденсаторе С2 поднимается после нажатия кнопки в момент времени t = 0 определяется по формуле:
где R сопротивление и С емкость элемента. RVR1 является номинальным сопротивлением переменного резистора, а не текущим значением. Первая половина переменного сопротивления VR1 и вторая половина VR1 + резистор R2 выступать в качестве делителя напряжения, который питает разделенный VC2 на триггер Шмитта(который номинально 3,3 V) для окончания импульса.
Первоначальная версия схемы требовала около секунды, чтобы восстановиться для следующего импульса. Резистор R4 был добавлен, чтобы исправить эту ситуацию. Это быстро разряжает конденсаторы, когда кнопка отключает цепь от источника питания.
Для безопасности схема получает питание через кнопку. Это позволяет контролировать работу, даже если IC или другая часть схемы выйдет из строя. Шум в схеме может быть проблемой для длительных импульсов, где может влиять на время сварки. Таймер не синхронизирован с AC, так что время импульса может также изменяться под воздействием работы твердотельного реле.
Сборка продолжается. Подумав, я заземлил все открытые участи корпуса.
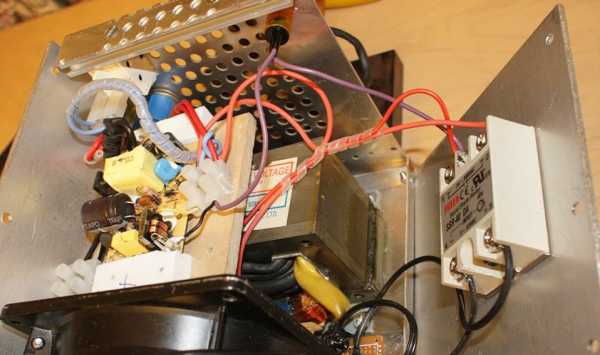
Добавлено управляющее реле(справа) и блок питания на 5V.

Сварочный аппарат готов. Добавлю, что для качественной сварки нагрузка на свариваемые детали должна быть ~70кг + необходимо предусмотреть использование сменных сварных электродов. Но для не регулярного использования результат меня вполне устроил.

gredx.ru
Схема точечной сварки: технология сборки устройства
Не каждый человек знает, что на сегодняшний день существует большое количество разновидностей сварки с использованием различных энергоносителей. Домашние мастера в большинстве случаев используют метод точечной сварки. Качество скрепления элементов напрямую зависит от квалификации мастера, которая состоит из выдерживания нужной продолжительности импульса тока на основе зрительного контроля точки сварки.

Рисунок 1. Схема точечной сварки.
Технология точечной сварки
Подобный тип сварки может использоваться как в промышленности, так и в бытовых условиях. В первом случае сварка применяется для соединениях заготовок из стальных листов, металлов большой и маленькой толщины, профилей. В бытовых условиях сварка такого типа применяется в процессе ремонта техники, кухонной утвари и при кабельных работах.
Процесс подобной сварки выполняется в несколько этапов. В необходимом положении надо разместить свариваемые заготовки, поместить между электродами и прижать друг к другу. Далее заготовки надо будет нагреть до пластичного состояния и подвергнуть деформации.
В процессе использования автоматических приспособлений в условиях промышленности частота сварки может достигать 650 точек/мин. Чтобы произвести сварку у себя дома по всем правилам, нужно поддерживать на одинаковом уровне скорость передвижения электродов и обеспечить определенное значение давления, а также контакт свариваемых заготовок.
Визуально схема точечной сварки изображена на рис. 1.
Рисунок 2. Схема устройства для точечной сварки.
Заготовки будут нагреваться благодаря прохождению тока сварки в качестве краткосрочного импульса длительностью 0,01-0,1 сек. Данный показатель будет зависеть от существующих условий сварочного процесса. Такие импульсы будут отвечать за размягчение заготовки в области действия электродов и образование единого жидкого ядра соединяемых элементов диаметром 4-10 мм.
После того как импульс тока элемента прекратит действие, заготовки будут удерживаться определенный промежуток времени, чтобы ядро охладилось и кристаллизовалось. Как и любой метод соединения элементов, технология сварки точечным способом имеет свои плюсы и минусы.
К преимуществам можно отнести значительную прочность получаемых швов и высокий уровень экономичности. В данном случае существует возможность автоматизировать процесс сварки, что является дополнительным преимуществом. Существенным недостатком является то, что в точечной сварке нет возможности обеспечить герметичность швов.
Режимы точечного метода сварки
Длительность нагрева может изменяться от 0,001 до 0,1 сек. Все будет зависеть от мощности устройства и условий сварочных работ. В процессе сварки стальных деталей, которые склонны к созданию трещинок, время нагрева лучше всего увеличить, чтобы была возможность приостановить дальнейшее остывание металла.
Сварку деталей из нержавеющей стали надо выполнять с небольшой длительностью нагрева. Это нужно делать для того, чтобы предотвратить риск нагрева внешнего основания точек соединения до повышенных температур. В результате этого могут нарушиться антикоррозионные свойства внешней поверхности металла.
Способы получения точечных сварных швов.
Давление между электродами обеспечит надежное соединение свариваемых элементов. Значение давления будет зависеть от вида соединяемого металла и толщины соединяемых элементов. Уровень давления после нагрева играет важную роль, так как его величина отвечает за образование мелкозернистой структуры элемента в месте сварки. Прочность точек определяется исходя из прочности соединяемого металла.
При помощи прижима элементов в процессе прохождения импульса сварки обеспечивается образование возле расплавленного ядра пояса уплотнения, который будет препятствовать выплеску размягченной заготовки из места сварки. Для улучшения кристаллизации расплавленной заготовки нужно разжать электроды с маленькой задержкой после того, как пройдет импульс.
Существующие требования к электродам
Электроды, которые используются во время того, как производится точечная сварка своими руками, должны обеспечить прочность в промежутке рабочей температуры, высокую электро- и теплопроводность, а также легкость обработки ручным способом.
Таким требованиям соответствуют некоторые бронзы с содержанием кадмия или кобальта, медные сплавы с содержанием хрома и вольфрамовые сплавы.
Медь значительно превосходит бронзу по тепло- и электропроводности, однако ее износостойкость в 5-7 раз хуже. Поэтому для производства электродов рекомендуется использовать сплав ЭВ, который являет собой медь, в составе которой присутствует приблизительно 0,8% хрома и 0,3% цинка.
Чтобы уменьшить износ электродов, которые используются в процессе точечной сварки, нужно производить периодическое охлаждение водой. Качество швов будет зависеть от выбранного диаметра электродов. Диаметр точек должен в несколько раз превышать толщину соединяемого элемента наименьшей толщины.
Устройство для точечной сварки
Схема устройства пистолета для точечной сварки.
Чтобы производить сварку у себя дома, понадобится выполнить сборку специального устройства.
Элементы, которые понадобятся:
- Маленький трансформатор.
- Электрод.
- Выпрямительный мост.
- Выключатель.
- Проволока.
- Медные стержни.
- Рычаг.
- Наконечники.
Схема сборки устройства для сварки
Основой работы такого приспособления является образование электрического импульса, который проваривает 2 заготовки из металла. В данном случае понадобится трансформатор маленьких размеров. К его нижней обмотке подсоединяется заготовка, а к вторичной — электрод.
Не допускается подсоединять трансформатор напрямую к питанию, для этого следует использовать специальный мост для выпрямления с тиристором. Чтобы создать подходящий импульс, в устройство надо будет дополнительно смонтировать другой источник, который состоит из выпрямительного моста и трансформаторной конструкции. Электроток будет скапливаться в конденсаторе, который используется в качестве сборника и создателя импульса.
Схема устройства для подобного типа сварки изображена на рис. 2.
Для того чтобы запустить сварочную конструкцию, на рукоятке пистолета надо нажать кнопку «импульс», которая открывает цепь конденсатора-резистора. После этого произойдет разряжение данных элементов через электрод.
Схема сварочного электрода.
В данном случае тиристор будет использоваться в качестве катода, который замыкает выпрямительный мост первого трансформатора. Пока конструкция не разрядится, тиристор будет находиться в открытом положении. После этого нужно отпустить кнопку «импульс», чтобы конденсатор еще раз зарядился. Действия нужно повторять по одной и той же схеме.
Проще всего изготавливать устройство переменного тока. Управлять процессом работы конструкции можно будет за счет изменения длительности импульса. В данном случае может использовать как выключатель, так и реле времени.
Первичная обмотка трансформаторной конструкции должна содержать минимум 200 витков. Вторичная обмотка должна быть большой мощности.
Трансформаторное приспособление может быть изготовлено из соответствующего элемента микроволновой печи. С помощью одного приспособления будет возможность соединять металлические листы толщиной до 1 мм. Если понадобится устройство большей мощности, следует установить несколько трансформаторов. Несколько элементов надо будет объединить в единый источник тока.
Следует помнить, что конструкция высокой мощности может вызвать сильное падение напряжения в электросети.
Нехватку мощности можно возместить путем увеличения времени сварки.
Конструкция электродов и элементов управления
В качестве электродов чаще всего используются медные стержни. Электрод нужно выбирать большой толщины. Диаметр данного элемента должен быть больше диаметра провода. Электроды нужно время от времени подтачивать, чтобы они не теряли форму.
Чем меньше будет длина провода от трансформаторной конструкции к электроду, тем меньше мощности будет теряться на выходе.
В качестве органов управления нужно использовать рычаг и выключатель. Выключатель устанавливается в цепь первичной обмотки.
Точечная сварка является несложным процессом, однако важно иметь необходимое для работы устройство.
moyasvarka.ru
Точечная сварка своими руками
Точечная сварка, своими руками изготовленная, позволяет осуществлять соединение путем сваривания небольших заготовок из разнообразных металлов и их сплавов в домашних условиях.
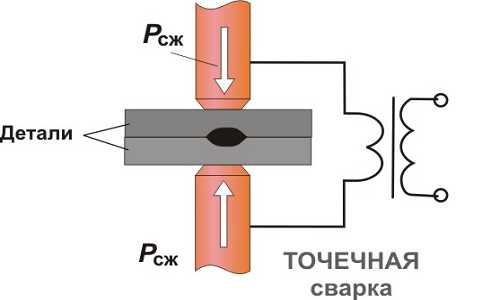
Схема точечной сварки.
Использование сварочника для точечной сварки
Точечную сварку в промышленных условиях используют для проведения сваривания листов из цветного металла, заготовок из разнообразных материалов, стержней и профилированных заготовок. В быту ее применяют для проведения ремонтных работ с бытовой техникой и починки кабелей. Процесс сварки включает в себя несколько этапов. Сначала делается совмещение заготовок в нужном положении, затем они помещаются межу электродами, которые прижимаются.
Схема создания сварочного аппарата на основе старого трансформатора.
Детали разогревают, пока они не приобретут пластичность. Это достигается тем, что сварочный ток действует, как кратковременный импульс (всего 0,01-1 с). Благодаря короткому импульсу в области действия металл расплавляется, формируется жидкое ядро, имеющее диаметр от 4 до 12 мм. После прекращения действия электроимпульса начинают деформацию деталей: их удерживают до тех пор, пока ядро не кристаллизируется.
В промусловиях удается сделать до 600 свариваний в минуту. Если точечная сварка проводится в домашних условиях, необходимо поддерживать на одном уровне скорость движения электродов, оптимальное давление и постоянный контакт деталей, подвергающихся сварке. Как и любой другой вид работ, точечная сварка имеет свои недостатки. Основной из них — нет возможности обеспечить оптимальную герметичность шва. К положительным моментам относятся прочность швов, экономичность, а также возможность автоматизации сварочных работ.
Время нагрева деталей может варьироваться от сотой доли секунды до десятка секунд. Этот показатель напрямую зависит от условий процесса и мощности сварки. При работе с углеродистой сталью (или сталью другого вида, склонной к образованию трещин или закалке) время нагрева должно быть больше — за счет этого увеличится и время остывания жидкого ядра.
Вернуться к оглавлению
Режимы точечных сварочных работ
Изделия из нержавеющей стали долго нагревать не рекомендуется: при превышении определенной температуры произойдут структурные превращения, что может плохо сказаться на антикоррозийных свойствах детали. Поддержание оптимального давления позволяет создать в местах соединения деталей надежный контакт. При выборе давления нужно ориентироваться на:
Схема изготовления точечной сварки.
- вид металла;
- толщину деталей.
После нагрева давление определяет образование в месте сварки мелкозернистой структуры. При правильно подобранном давлении прочность точек будет такой же, как у металлов до сварочных работ. Прижатие деталей позволяет получить уплотняющий пояс вокруг расплавленного металла. Этот пояс не дает металлу вытекать из места сварки. Чтобы улучшить процесс кристаллизации металла, электроды нужно удалять не сразу, а через некоторый период времени после прохождения электроимпульса.
Изготовленный самостоятельно аппарат для точечной сварки вполне подойдет для работы в домашних условиях. С его помощью можно быстро отремонтировать бытовую технику или некоторые детали автомобиля. При работе не стоит забывать о технике безопасности: обязательно нужно надевать специальные защитные очки и перчатки. Ток нужно включать только тогда, когда электроды сварочника прижаты, иначе возникает искрение, и электроды будут подгорать.
Не стоит допускать перегрева электродов, трансформатора и других деталей. Желательно иногда охлаждать сварочник вентилятором. Если вентилятора под рукой нет, температуру элементов аппарата нужно контролировать.
Вернуться к оглавлению
Изготовление сварочника для проведения точечной сварки
Принцип работы точечной сварки.
Для проведения сварных работ понадобится специальный инструмент, который можно приобрести в магазине или изготовить самостоятельно. Процесс сборки аппарата для точечной сварки своими руками не представляет особой сложности. В домашних условиях можно сделать сварочный аппарат разной конструкции — от небольшого агрегата до весьма габаритного аппарата. Обычно для работы дома достаточно настольного устройства, с помощью которого можно проводить сварку черных и цветных металлов.
Перед тем как начать сборку, нужно вспомнить закон Ленца-Джоуля. При движении по проводнику тока количество выделяемой теплоты прямо пропорционально сопротивлению проводнику, квадрату тока и времени протекания тока. То есть, при токе 10 А будет теряться в 10000 раз меньше энергии, чем при токе 1000 А. Это значит, что качеством электроцепи пренебрегать не следует. Для агрегата следует подготовить набор электродов. Электроды в первую очередь должны гарантировать:
- высокую теплопроводность;
- прочность, электропроводность;
- легкий и быстрый процесс обработки.
Этим качествам соответствуют электроды с включением кобальта и сплавов вольфрама. Самым лучшим вариантом станет сплав ЭВ, состоящий из меди с небольшим включением хрома и цинка. Чистая медь отличается хорошими показателями электропроводности, но износостойкость значительно ниже, поэтому чистую медь для электродов использовать не рекомендуется. Чтобы продлить срок службы электродов, необходимо охлаждать их водой.
Вернуться к оглавлению
Изготовление трансформатора сварочного агрегата
Основная часть, которую имеет самодельная установка для проведения контактной сварки — трансформатор.
Сделать его можно из электротрансформатора микроволновки. Лучше всего выбирать печь большого размера, так как в них обычно устанавливается более мощный электротрансформатор. Взятого из микроволновки электротрансформатора вполне достаточно, чтобы сварить лист толщиной 1 мм. Если такой мощности недостаточно, можно взять не один, а два и более трансформатора. Разбирать микроволновку нужно очень осторожно, в ней установлено несколько элементов, которые могут нанести сильный электроудар, даже если сам агрегат выключен.
Сердечник и электротрансформатор скреплены швом. Чтобы его удалить, нужна болгарка. Добраться до электрообмотки можно при помощи молотка и долота. Извлекать обмотку электротрансформатора нужно очень осторожно, чтобы не повредить, т.к. в дальнейшем она пригодится для работы. Вторичная обмотка наматывается обычно очень плотно, поэтому ее можно удалить по частям. В итоге должны получиться следующие детали: разделенный надвое сердечник и первичная обмотка. Далее нужно сделать вторичную обмотку. Для этого понадобится медный провод толщиной 7 мм, т.е. диаметром как отверстия в сердечнике. Провод наматывается в 2 витка. Сердечник крепится к основанию. Это можно сделать с помощью эпоксидной смолы. После приклейки сердечник нужно сжать в тисках и оставить на некоторое время.
Вернуться к оглавлению
Сборка корпуса устройства
Последний этап — изготовление корпуса. Его можно сделать из дерева или другого подходящего материала. Все части корпуса вырезаются, концы затачиваются с помощью фрезы. На верхнем рычаге нужно сделать выемку, тогда он не будет упираться в корпус сварочного аппарата. На задней части корпуса нужно вырезать отверстия для провода и включателя. Наконец все детали нужно загрунтовать и покрасить. Чтобы краска хорошо просохла, нужно подождать хотя бы 2 дня. После этого можно переходить к сборке аппарата.
Для изготовления электродов нужно отрезать 2 куска медного провода, каждый по 2,5 см. Вставить электроды в держатель и затянуть как можно плотнее с помощью отвертки. На панели в отверстия вставляются провод и выключатель. Трансформатор закрепляется с помощью саморезов. Можно прикрепить клемму на один из них и присоединить к заземлению. На каждую сторону прикручивают по 6 саморезов, закрепляют рычаги. На торцах рычагов устанавливаются контактные электроды. Обратите внимание, что электроды после сборки должны становиться точно друг на друга. В случае, если этого не происходит, то положение можно исправить путем подгибания электродов.
При наличии определенного объема знаний в области электротехники можно собственными руками изготовить споттер. Это устройство, обеспечивающее проведение процесса точечной сварки за счет электрического импульса, получаемого от конденсатора большой емкости. При использовании этого устройства разряд тока, обеспечивающий процесс сварки, является настолько коротким, что не происходит даже обгорания красящего покрытия на обратной стороне заготовки.
www.parnikiteplicy.ru
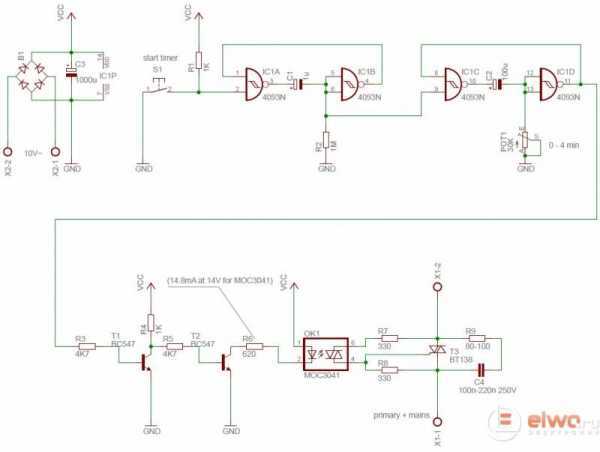
Этот точечный сварочный аппарат, благодаря концевому выключателю который после ручного опускания верхнего электрода автоматически включает производство процесса сварки, является совершенно безопасным и качественно выполняющим свои функции. Предусмотрена задержка начала процесса сварки, который начинается только спустя 1 секунду, для того, чтобы пользователь успел опустить зажим с электродом на свариваемый материал, а затем уже включается сварочный ток продолжительностью по времени в диапазоне 0-4 секунды, который устанавливается с помощью потенциометра. Это позволяет обеим рукам быть свободными, и даже нет необходимости в использовании ножной педали. Схема заметно отличается от обычных заводских инверторов, поэтому и решил поделиться с вами. Схема
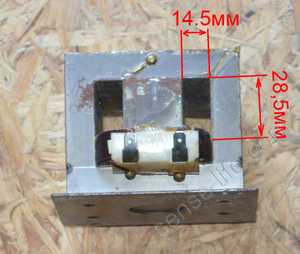
ТрансформаторТрансформатор взят от усилителя мощности звука на 500 ватт. Площадь сечения магнитопровода – 23 см/2. При небольших размерах трансформатор имеет значительную мощность. Вторичную обмотку необходимо перемотать. Она должна состоять из 2 метрового провода сечением 35мм/2 (10 мм изоляцией). Размеры окна 46.5 х 9,5 мм позволили уместить четырех витка провода. Они дают 2.6 В и почти 1000 А тока короткого замыкания. Этот трансформатор в сравнении с трансформатором от микроволновой печи имеет то преимущество, что нет необходимости в установке вентилятора охлаждения. Многочисленные отверстия в корпусе обеспечивают пассивное охлаждение.
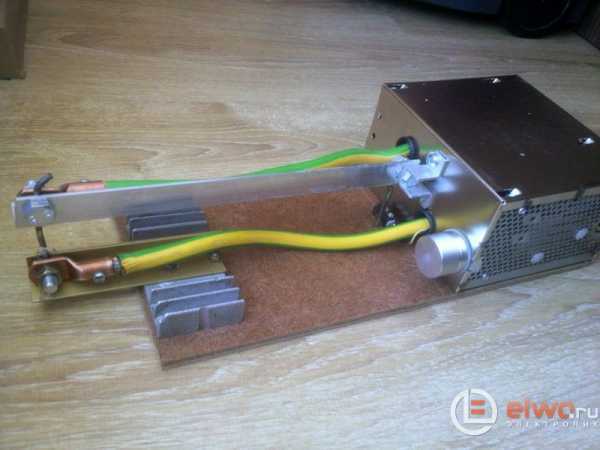
СборкаКорпус изготовлен из корпусных деталей ATX блок питания. На концах проводов вторичной обмотки установлены медные кольца зажимов. Рычаг их алюминиевого уголка 2 x 2 см, он играет очень важную роль в процессе отвода тепла от электродов – это позволяет выполнять больший по протяжённости шов за определённый отрезок времени. Электроды соединены с обмоткой медными проводами около 3,5 мм в диаметре. Это прямое соединение обеспечивает хороший электрический контакт. Электроды могут быть установлены под любым углом, провода могут быть несколько увеличенной длины. Способ крепления предотвращает сдвиг или смещение электродов даже под сильным давлением. Рабочая длина рычага – 24 см.
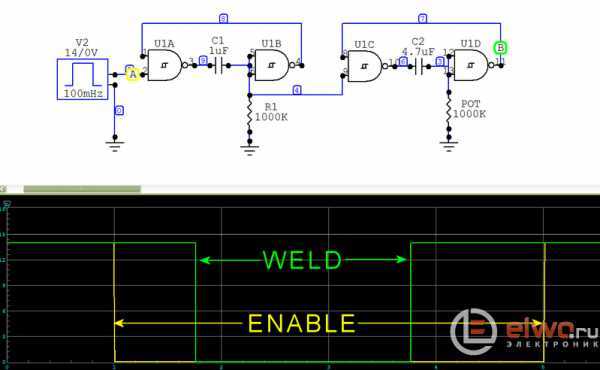
ТаймерКонцевой выключатель активируется штырем, прикрепленным к верхней части рычага электрода, который запускает Таймер. Таймер имеет простую схему, содержащуюся в структуре N-канального транзисторного модуля 2N4093. Первый таймер установлен постоянно на 1 секунду. После этого, отпирается второй таймер, который имеет потенциометр для регулировки времени сварки, в RC-цепи. Таймер работал безупречно при моделировании, но в реальности там были проблемы и пришлось сделать небольшие изменения в схеме, которая, в свою очередь, не работает в симуляции. Предполагалось, что BT138 (12 A) слишком слаб для этой работы, но было сделано много пробных сварных швов и он все еще работоспособен.
БезопасностьВо время работы одевайте защитные очки. Даже если ток включается и выключается, когда электроды прижимаются к материалу, всегда есть шанс, что кусок расплавленного металла может брызнуть в каком-то направлении. Корпус изготовлен из металла и является основой для трансформатора и рычага с электродом, однако случайное касание к нему не является опасным. В данном случае я применил двойную изоляцию. Во-первых, симистор изолирован от радиатора, а радиатор крепится к корпусу через пластиковые распорки. Однако, пожалуйста, используйте только заземленную розетку для вашей же собственной безопасности.
РезультатыСварочный аппарат легко справляется с листами 2 x 0,75 мм – шов не может быть разорван на части, без вырывания металла. Возможно, если электроды будут толще и заостренные на концах, можно будет производить сварку более толстых листов. Алюминиевые кронштейны довольно хорошо проводят тепло от электродов, поэтому сварка может производиться без больших волнений по поводу перегрева и плавления изоляции проводов. Схема, печатная плата, файл прошивки, исходники и т.д. – всё в архиве для скачивания.
Форум по сварочному оборудованию Поделитесь полезной информацией с друзьями: |







www.samsvar.ru
Точечная сварка своими руками из инвертора


Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.

Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.

Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.

Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.

Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.

Наименование металла | Температура плавления, Сᵒ |
Железо (низкоуглеродистая сталь) | ~1400 |
Медь | ~690 |
Алюминий | ~430 |
Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.

Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.

Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.

Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
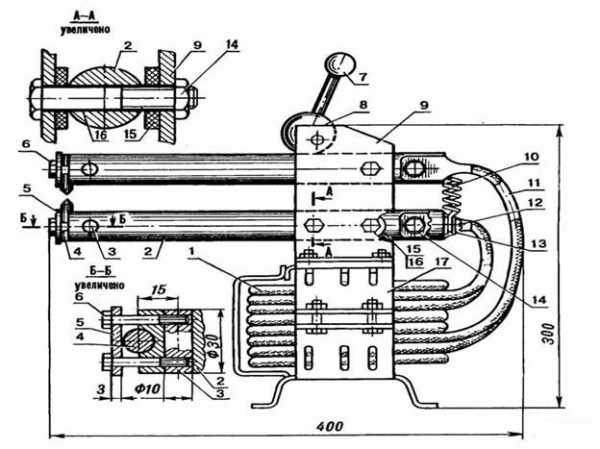
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
svarkagid.com