Таблица деления удг 250 – Таблица простого деления с помощью делительной головки
alexxlab | 15.02.2019 | 0 | Вопросы и ответы
Как пользоваться делительной головкой:таблица,расчет,настройка
Устройство и принцип работы делительной головки

Чтобы разобраться, как работает делительная головка, нужно знать, из чего она состоит. В основу ее входит корпус №4, который закрепляется на столе станка. Также у нее имеется шпиндель №11, который ставится на подшипниках №13, №10 и головке №3. Червяк №12 приводит в движение червячное колесо №8. Он связан с маховиком №1. Рукоятка №2 служит для закрепления шпинделя, а следовательно и червячного колеса. Она связана с прижимной шайбой №9. Червячное колесо и червяк могут выполнять только поворот шпинделя, а погрешность их работы ни как не влияет на общую точность.
В эксцентрической втулке посажен один из концов валика, что позволяет опускать вниз их вместе. Если расцепить колесо шпинделя и червяка, то можно произвести поворот головки шпинделя. Внутри корпуса располагается стеклянный диск №7, который жестко закрепляется на шпинделе №11. Диск расчерчен шкалой на 360 градусов. Окуляр №5 располагается сверху головки. Чтобы повернуть шпиндель на нужно количество градусов и минут, используется маховик.
Порядок выполнения работ
Когда операция выполняется непосредственным способом, то сначала отключается из зацепа червячная передача, для чего достаточно только повернуть рукоять управления до соответствующего упора. После этого следует освободить фиксатор, останавливающий лимб. Поворот шпинделя осуществляется от патрона или от детали, которая подвергается обработке, что позволяет поставить устройство под нужным углом. Угол поворота определяется при помощи нониуса, что расположен на лимбе. Завершается операция закреплением шпинделя при помощи зажима.
Когда операция выполняется простым способом, то здесь сначала нужно зафиксировать делительный диск в одном положении. Основные операции производятся при помощи рукоятки фиксатора. Поворот рассчитывается согласно отверстиям, сделанным на делительном диске. Для фиксации конструкции имеется специальный стержень.
Когда операция выполняется дифференциальным способом, то первым делом нужно проверить плавность поворота шестерней, что установлены на самой головке. После этого следует произвести отключение стопора диска. Порядок настраивания здесь полностью совпадает с порядком настраивания при простом способе. Основные рабочие операции выполняются только при горизонтальном положении шпинделя.
Таблица делений для делительной головки
| Количество частей деления | Количество оборотов ручки | Количество отсчитываемых отверстий | Общее количество отверстий |
|---|---|---|---|
| 2 | 20 | ||
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | |
| 6 | 19 | ||
| 7 | 8 | ||
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | ||
| 14 | 4 | 24 | 54 |
| 15 | 4 | ||
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
Расчет делительной головки
Деление на УДГ осуществляется не только по таблицам, но и по специальному расчету, который можно сделать самостоятельно. Это сделать не так уж и сложно, так как при расчете используется всего несколько данных. Здесь требуется умножить диаметр заготовки на особый коэффициент. Он рассчитывается путем деления 360 градусов на количество частей деления. Потом из этого угла нужно взять синус, который и будет коэффициентом, что требуется умножить на диаметр для получения расчета.
www.metalstanki.com.ua
УДГ-200 (УДГ-Д-200) Универсальная делительная головкаСхемы, описание, характеристики
Сведения о производителе делительных головок УДГ-200 (УДГ-Д-200)
Разработчиком и изготовителем делительных головок УДГ-200 (УДГ-Д-200) до 1990 года было Ленинградское оптико-механическое объединение ЛОМО.
В настоящее время производство и реализацию универсальных делительных головок УДГ-160 (УДГ-Д-160), УДГ-200 (УДГ-Д-200), УДГ-250 (УДГ-Д-250), УДГ-320 (УДГ-Д-320) осуществляет Производственная компания “Делга”, которая была основана в 1990 году на базе – ОАО “ЛОМО”.
Продукция, выпускаемая Производственной компанией Делга
Делительные головки. Общие сведения
Делительные головки – это приспособление для широкоуниверсальных и консольно-фрезерных станков, которое значительно расширяют их технологические возможности. Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, звездочек, прорезании пазов и шлицев на торцах (зубчатые муфты) и других деталей.
Делительные головки служат для закрепления и деления обрабатываемых деталей на равные части при фрезеровании квадратов, шестигранников, нарезания зубчатых колес, звездочек и других подобных работ и для поворота обрабатываемых деталей на заданный угол. Универсальные делительные головки служат также и для сообщения вращения обрабатываемой детали при нарезании винтовых канавок на универсальных фрезерных станках.
В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров.
Делительные головки служат:
- для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка
- для периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части)
- для непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес
Делительные головки бывают:
- Лимбовые с делительными дисками:
- универсальные
- полууниверсальные
- простого деления
- непосредственного деления
- Безлимбовые делительные головки – (без делительного диска) с зубчатым планетарным механизмом и набором сменных зубчатых колес
- Оптические делительные головки – для точных делений и контрольных операций
Обычно делительные головки изготовляют одношпиндельными. Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
Универсальные делительные головки УДГ-Д
Ранее нашей промышленностью выпускались универсальные делительные головки УДГ Н-100, УДГ Н-135 и УДГ Н-160 с высотой центров H = 100, H = 135 и H = 160 мм.
По стандарту ГОСТ 8615-69 за основной размер делительных головок принят наибольший диаметр обрабатываемой заготовки D. По стандарту принят ряд из шести типоразмеров головок D = 160; 200; 250; 320; 400 и 500 мм. Наименование моделей УДГ-Д-160, УДГ-Д-200, УДГ-Д-250, УДГ-Д-400, УДГ-Д-500.
Передаточное отношение червячной пары этих головок 1 : 40 (N=40), т. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
Диапазон деления окружности заготовки до 400 частей, включая простые числа.
Универсальные делительные головки позволяют производить деления обрабатываемых деталей тремя методами: непосредственным, простым и дифференциальным и используются для комплектации фрезерных станков отечественного и зарубежного производства.
Каждому размеру станка (по ширине стола) должен соответствовать определенный типоразмер делительной головки. Так, к консольно-фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с наибольшим диаметром обрабатываемой заготовки D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) – делительная головка УДГ-Д-320 и т. д.
Обозначение делительных головок повышенной (П) точности:
- УДГ-Д-160 – 7036-0051П
- УДГ-Д-200 – 7036-0052П
- УДГ-Д-250 – 7036-0053П
- УДГ-Д-320 – 7036-0054П
- УДГ-Д-400 – 7036-0055П
Обозначение делительных головок нормальной (Н) точности:
- УДГ-Д-160А – 7036-0051
- УДГ-Д-200А – 7036-0052
- УДГ-Д-320А – 7036-0054
- УДГ-Д-250А – 7036-0053
- УДГ-Д-400А – 7036-0055
УДГ-200, УДГ-Д-200 головка делительная универсальная. Назначение, область применения
Делительная головка УДГ-200, УДГ-Д-200 дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол.
Обработку деталей с помощью делительной головки можно производить в центрах, в патроне или на шпиндельной оправке.
С помощью универсальной делительной головки можно производить следующие операции:
- непосредственное деление окружностей на число, кратное 24, т.е. на 2, 3, 4, 6, 8, 12, 24
- простое деление окружностей на число частей от 2 до 400 и на некоторые числа свыше 400
- дифференциальное деление окружностей на число частей от 43 до 400 без интервала
- фрезерование спиралей с шагом от 25 до 400 мм
- фрезерование зубчатых колес
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка
- различные работы на фрезерных станках, связанные с делением окружности на неравные части в градусном выражении, нарезание спиралей и т.д.
УДГ-200 Общий вид делительной головки

УДГ-Д-200 Конструкция универсальной делительной головки

Конструкция делительной головки
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
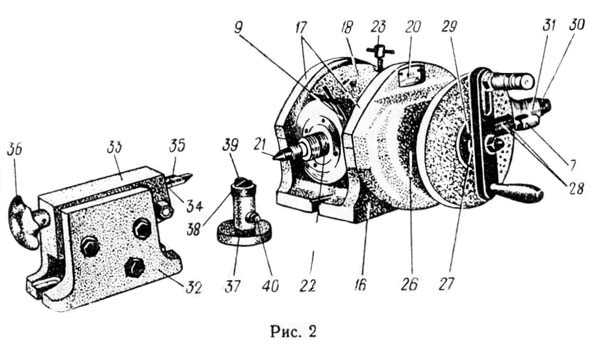
Делительная головка УДГ-Д-200 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
УДГ-200 Расположение органов управления делительной головки
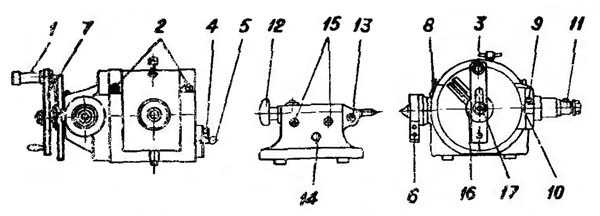
Перечень органов управления делительной головки УДГ-200
- Рукоятка-фиксатор. Фиксация отверстий на делительной окружности делительного диска
- Гайка. Крепление корпуса головки в основании
- Стопор. Стопорение шпинделя
- Гайка. Крепление эксцентриковой втулки с червяком
- Рукоятка эксцентриковой втулки. Включение и выключение червяка
- Винт. Крепление поводка
- Гайка. Крепление рукоятки-фиксатора
- Фиксатор. Фиксация лимба непосредственного деления
- Винт. Крепление штифта-стопора делительного диска
- Штифт-стопор. Стопорение делительного диска
- Втулка привода. Крепление гитары
- Маховик. Перемещение полуцентра задней бабки
- Гайка. Крепление полуцентра задней бабки
- Цилиндрическое. Перемещение задней бабки колесо в вертикальном направлении
- Болт. Крепление корпуса задней бабки
- Ограничитель. Выставление отверстий на делительном диске при делении
- Гайка. Крепление планки с рукояткой и фиксатором
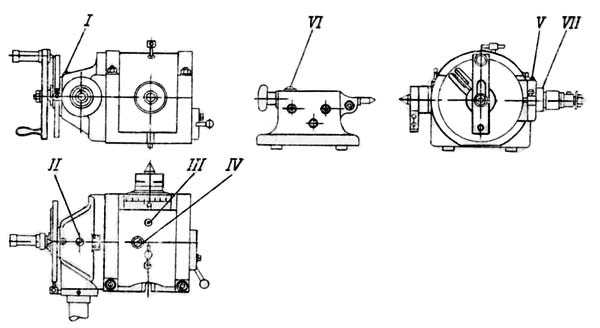
УДГ-200 Точки смазки универсальной делительной головки

- I – Вал диска и коническая шестерня. Смазка ежедневно
- II – Цилиндрические и конические шестерни. Заливка 100 г масла через крышку
- III – Передний подшипник шпинделя. Смазка ежедневно
- IV – Червячная пара. Заливка 200 г масла в корпус
- V – Задний подшипник шпинделя. Смазка ежедневно
- VI – Пиноль и винт задней бабки. Смазка раз в два дня
- VII – Вал привода делительной головки. Смазка раз в два дня
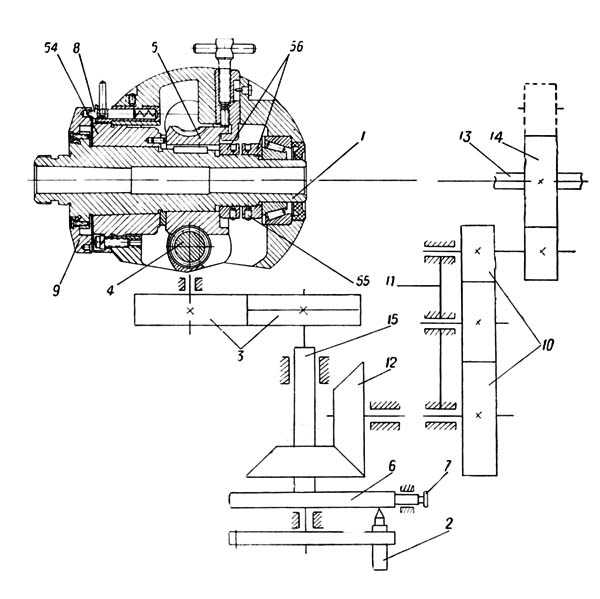
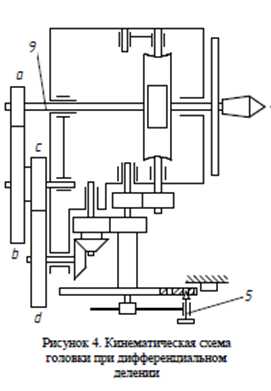
УДГ-200 Кинематическая схема универсальной делительной головки

При простом делении вращение шпинделю 1 передается от рукоятки 2 с фиксатором через пару цилиндрических шестерен 3, червяк 4 и червячное колесо 5, расположенное в средней части шпинделя. При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 10 гитары 11 и пару конических шестерен 12. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 13, на цилиндрической шейке которой устанавливается сменная шестерня 14. При этом делительный диск должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 12, промежуточный вал 15, цилиндрические шестерни 3, червяк 4 и червячное колесо 5. Делительный диск при этом должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
Порядок работы
Непосредственное деление
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Фрезерование спиральных канавок
Фрезерование спиральных канавок производится при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.
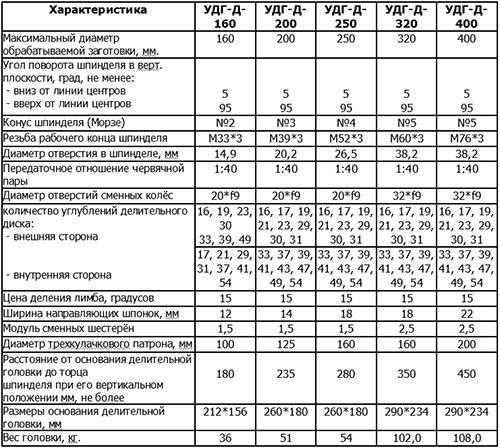
Технические характеристики головки УДГ-200
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2..400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
Связанные ссылки. Дополнительная информация
Иллюстрированный каталог справочник запасных частей (запчастей) к металлорежущим станкам
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
УДГ-160 (УДГ-Д-160) Универсальная делительная головка Схемы, описание, характеристики
Сведения о производителе делительных головок УДГ-160 (УДГ-Д-160)
Разработчиком и изготовителем делительных головок УДГ-160 (УДГ-Д-160) до 1990 года было Ленинградское оптико-механическое объединение ЛОМО.
В настоящее время производство и реализацию универсальных делительных головок УДГ-160 (УДГ-Д-160), УДГ-200 (УДГ-Д-200), УДГ-250 (УДГ-Д-250), УДГ-320 (УДГ-Д-320) осуществляет Производственная компания “Делга”, которая была основана в 1990 году на базе – ОАО “ЛОМО”.
Продукция, выпускаемая Производственной компанией Делга
Делительные головки. Общие сведения
Делительные головки – это приспособление для широкоуниверсальных и консольно-фрезерных станков, которое значительно расширяют их технологические возможности. Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, звездочек, прорезании пазов и шлицев на торцах (зубчатые муфты) и других деталей.
Делительные головки служат для закрепления и деления обрабатываемых деталей на равные части при фрезеровании квадратов, шестигранников, нарезания зубчатых колес, звездочек и других подобных работ и для поворота обрабатываемых деталей на заданный угол. Универсальные делительные головки служат также и для сообщения вращения обрабатываемой детали при нарезании винтовых канавок на универсальных фрезерных станках.
В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров.
Делительные головки служат:
- для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка
- для периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части)
- для непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес
Делительные головки бывают:
- Лимбовые с делительными дисками:
- универсальные
- полууниверсальные
- простого деления
- непосредственного деления
- Безлимбовые делительные головки – (без делительного диска) с зубчатым планетарным механизмом и набором сменных зубчатых колес
- Оптические делительные головки – для точных делений и контрольных операций
Обычно делительные головки изготовляют одношпиндельными. Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
Универсальные делительные головки УДГ-Д
Ранее Ленинградским оптико-механическим объединением ЛОМО выпускались универсальные делительные головки УДГ Н-100, УДГ Н-135 и УДГ Н-160 с высотой центров H = 100, H = 135 и H = 160 мм.
По стандарту ГОСТ 8615-69 за основной размер делительных головок принят наибольший диаметр обрабатываемой заготовки D. По стандарту принят ряд из шести типоразмеров головок D = 160; 200; 250; 320; 400 и 500 мм. Наименование моделей УДГ-Д-160, УДГ-Д-200, УДГ-Д-250, УДГ-Д-400, УДГ-Д-500.
Передаточное отношение червячной пары этих головок 1 : 40 (N=40), т. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
Делительные головки УДГ-Д-160 позволяют делить окружности заготовки на любое количество частей (диапазон деления) до 400 частей, включая простые числа.
Универсальные делительные головки позволяют производить деления обрабатываемых деталей тремя методами: непосредственным, простым и дифференциальным и используются для комплектации фрезерных станков отечественного и зарубежного производства.
Каждому размеру станка (по ширине стола) должен соответствовать определенный типоразмер делительной головки. Так, к консольно-фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с наибольшим диаметром обрабатываемой заготовки D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) – делительная головка УДГ-Д-320 и т. д.
Обозначение делительных головок повышенной (П) точности:
- УДГ-Д-160 – 7036-0051П
- УДГ-Д-200 – 7036-0052П
- УДГ-Д-250 – 7036-0053П
- УДГ-Д-320 – 7036-0054П
- УДГ-Д-400 – 7036-0055П
Обозначение делительных головок нормальной (Н) точности:
- УДГ-Д-160А – 7036-0051
- УДГ-Д-200А – 7036-0052
- УДГ-Д-320А – 7036-0054
- УДГ-Д-250А – 7036-0053
- УДГ-Д-400А – 7036-0055
УДГ-160, УДГ-Д-160 головка универсальная делительная. Назначение, область применения
Делительная головка УДГ-160, УДГ-Д-160 дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол.
Обработку деталей с помощью делительной головки можно производить в центрах, в патроне или на шпиндельной оправке.
С помощью универсальной делительной головки можно производить следующие операции:
- непосредственное деление окружностей на число, являющееся целым делителем 24, т.е. на 2, 3, 4, 6, 8, 12, 24
- простое деление окружностей на число частей от 2 до 400 и на некоторые числа свыше 400
- дифференциальное деление окружностей на число частей от 43 до 400 без интервала
- фрезерование спиралей с шагом от 25 до 400 мм
- фрезерование зубчатых колес
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка
- различные работы на фрезерных станках, связанные с делением окружности на неравные части в градусном выражении, нарезание спиралей и т.д.
УДГ-160 Общий вид делительной головки

УДГ-Д-160 Конструкция универсальной делительной головки


Конструкция делительной головки УДГ-Д-160
У делительных головок УДГ-160 делительные диски для простого и дифференциального метода деления выполнены двусторонними с глухими отверстиями: на одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне — 33, 37, 39, 41, 43, 47, 49 и 54.
Делительный диск для непосредственного деления выполнен градуированным с ценой деления 1°. Установленный на корпусе головки нониус позволяет производить отсчет угла поворота шпинделя с точностью до 5′.
К делительным головке УДГ-160 прилагаются гитара и сменные зубчатые колеса с числами зубьев: 25, 30, 35, 40 50, 55, 60, 70, 80, 90 и 100.
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
Делительная головка УДГ-Д-160 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
УДГ-160 Расположение органов управления делительной головки

Перечень органов управления делительной головки УДГ-160
- Рукоятка с фиксатором. Фиксация делительного диска
- Стопор. Стопорение делительного диска
- Фиксатор. Фиксация лимба непосредственного деления
- Гайка. Крепление корпуса головки в основании
- Зажим. Стопорение шпинделя
- Рукоятка. Включение и выключение червяка
- Раздвижной сектор. Отсчет отверстий на делительном диске
- Маховичок. Перемещение пиноли задней бабки
- Гайка. Крепление сектора
- Винт. Крепление поводка
- Винт. Крепление узла фиксатора делительного диска
- Хвостовик. Крепление гитары
- Гайка. Крепление пиноли задней бабки
- Головка зубчатого валика. Перемещение задней бабки в вертикальном направлении
- Болт. Крепление корпуса задней бабки
- Гайка. Крепление планки с рукояткой и фиксатором
УДГ-160 Точки смазки универсальной делительной головки
- I – Вал диска и коническая шестерня. Смазка ежедневно
- II – Цилиндрические и конические шестерни. Заливка 100 г масла через крышку
- III – Передний подшипник шпинделя. Смазка ежедневно
- IV – Червячная пара. Заливка 200 г масла в корпус
- V – Задний подшипник шпинделя. Смазка ежедневно
- VI – Пиноль и винт задней бабки. Смазка раз в два дня
- VII – Вал привода делительной головки. Смазка раз в два дня
УДГ-160 Кинематическая схема универсальной делительной головки
При простом делении вращение шпинделю 1 передается от рукоятки 2 с фиксатором через пару цилиндрических шестерен 3, червяк 4 и червячное колесо 5, расположенное в средней части шпинделя. При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 10 гитары 11 и пару конических шестерен 12. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 13, на цилиндрической шейке которой устанавливается сменная шестерня 14. При этом делительный диск должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 12, промежуточный вал 15, цилиндрические шестерни 3, червяк 4 и червячное колесо 5. Делительный диск при этом должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
Порядок работы
Непосредственное деление
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Фрезерование спиральных канавок
Фрезерование спиральных канавок производится при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.
Технические характеристики головки УДГ-160
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2..400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
Связанные ссылки. Дополнительная информация
Иллюстрированный каталог справочник запасных частей (запчастей) к металлорежущим станкам
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Делительная головка для фрезерного станка своими руками
Содержание статьи:
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Делительная головка
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
- фрезерование канавок на поверхности. Для этого не понадобится большая точность. Важно контролировать глубину и ширину заготовки;
- формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков. Операция требует высокой точности;
- фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Виды делительной головки

Многофункциональная делительная головка
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке. Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации. В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.
Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Технические характеристики УДГ
| Головка | УДГ 400 | УДГ 320 | УДГ 250 | УДГ 160 | УДГ 125 |
| Диаметр заготовки, мм | 400 | 320 | 250 | 160 | 125 |
| Червячная пара | 1 к 40 | 1 к 40 | 1 к 40 | 1 к 40 | 1 к 40 |
| Диаметр сменных колес | 32 x f9 | 32 x f9 | 20 x f9 | 20 x f9 | 20 x f9 |
| Диаметр шпинделя, мм | 38,2 | 38,2 | 26,5 | 14,9 | 20,2 |
| Цена деления лимба | 15 | 15 | 15 | 15 | 15 |
| Диаметр патрона, мм | 200 | 160 | 160 | 100 | 125 |
| Ширина шпонок, мм | 22 | 18 | 18 | 12 | 14 |
| Масса, кг | 106 | 101 | 536,6 | 25 | 28 |
Расчетная таблица делений
| Части деления | Количество оборотов | Отсчитываемые отверстия | Всего отверстий |
| 2 | 20 | — | — |
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | — | — |
| 7 | 8 | — | — |
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | — | — |
| 14 | 4 | 24 | 54 |
| 15 | 4 | — | — |
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
Самостоятельное изготовление

Самодельная делительная головка
Одним из недостатков заводских моделей является их высокая стоимость. Поэтому для выполнения несложных операций изготавливается самодельная конструкция. Для практической реализации потребуются определенные компоненты.
В первую очередь потребуется червячный редуктор. Его можно подобрать из б/у станков или выточить самостоятельно. Также необходимо использовать токарный патрон (оптимальный диаметр- 65 мм) и лимб. Последний можно взять из старых чертежных кульманов. Для ограничения обработки рекомендуется установить стопорящий винт.
Прежде чем приступить к изготовлению деталей, необходимо выполнить настройку делителя. Для этого можно взять любую стандартную деталь и выточить какую-либо фигуру. После сравнения ее с аналогичной, выполняется дополнительная юстировка.
Возможности универсальной ДГ показаны в видеоматериале:
stanokgid.ru
Делительные головки для фрезерных станков: виды, инструкции
Оборудование, используемые для обработки металла, имеет достаточно много особенностей, которые следует учитывать для быстрого получения качественных деталей. Для фрезерного станка применяется достаточно большое количество оснастки, которая необходима для получения определенных деталей. Делительная головка – оснастка, используемая при работе фрезерного станка.
 Универсальная делительная головка Optimum TA 125
Универсальная делительная головка Optimum TA 125Особенности конструкции
Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты:
- поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью;
- используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов;
- использовать этот элемент можно для того, чтобы существенно увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью;
- крепление заготовок проводится в патроне. Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования заготовки с малой вероятностью отклонения от начальной базы.
Это устройство используется на протяжении последних нескольких лет.
Классификация оснастки, используемой для установки угла
Деление может происходить при использовании нижеприведенных типов конструкции:
- универсальные варианты исполнения;
- упрощенные конструкции;
- оптический тип, который используется для выполнения особо точных работ.
Вышеприведенную классификацию следует учитывать при рассмотрении конструкций, которые расширяют возможности фрезерного станка. Зачастую деление проходит именно этим устройством, универсальные варианты исполнения пользуются довольно часто.
Методы деления
Деление при помощи фрезерного станка может проводится несколькими методами, среди которых отметим:
- Непосредственное деление проводится без применения промежуточного механизма. Для этого используется устройство с простым оптическим делением.
- Простое деление применяется довольно часто, при котором используется неподвижный диск. Этот метод нарезания осуществляется при использовании УДГ, что делает область применения обширной.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод также проводится на универсальных делительных головках, которые имеют дополнительный комплект сменных зубчатых колес.
- Непрерывный метод реализуется оптическими и универсальными головками, которые имеют связь кинематического характера между шпиндельной головкой и винтом продольной подачи фрезеровального станка.

Кинематическая схема делительной головки простого деления
Эти методы касаются фрезерного станка, на котором может устанавливаться рассматриваемая оснастка.
- Кинематическая схема при настройке на дифференциальное деление
- Кинематическая схема при настройке на нарезание винтовых канавок
Маркировка универсальной головки
Для определения основных параметров рассматриваемого устройства проводится его обозначение по установленным параметрам. Примером можно назвать модель УДГ-40-Д250. Расшифровка этого варианта исполнения следующая:
- УДГ – обозначение типа устройства, в данном случае, универсальная делительная головка.
- Следующая цифра в маркировке обозначает передаточное число. Расчет указывает на то, что число 40 определяет 1 оборот шпинделя за 40 оборотов ручки.
- Обозначение Д250 указывает на наибольший диаметр обрабатываемой заготовки.
Вышеприведенную информацию следует учитывать при рассмотрении УДГ. Существует определенная таблица, по которой можно провести выбор наиболее подходящей модели.
Маркировка оптической головки
При применении фрезерного станка могут устанавливать также оптические делительные головки. Есть определенная формула, которая позволяет определить степень точности рассматриваемой оснастки. Популярной моделью можно назвать ОДГ-5. Расшифровка в данном случае выглядит следующим образом:
- ОДГ – аббревиатура названия устройства, которая расшифровывается как оптическая делительная головка.
- 5 – показатель д.ц., который указывается в секундах. Расчет этого показателя проводится при производстве рассматриваемой оснастки.
При производстве этой оснастки учитывается необходимость точного выдерживания размеров, так как даже незначительное отклонение может привести к большим расхождениям в размерах. Расчет проводится при использовании современных методов.
Последовательность настройки и применения
Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
- преобразовывают 360° полного диаметра окружности в необходимое количество делений на её секторах;
- определяют синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию. Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение. Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин.
Характеристики
Эта оснастка довольно часто используется при выпуске крупных партий в течение короткого промежутка времени. При этом основными элементами конструкции являются:
- лимб;
- шпиндель;
- патрон из трех кулачков.
Характеристики делительных головок УДГ
Шпиндель позволяет правильно закрепить заготовку. Кроме этого на шпиндель также крепится лимб, используемый в качестве диска для установки угла. Именно лимб используется для деления заготовки на несколько частей.
Для того чтобы оборудование работало правильно на протяжении длительного времени следует ответственно отнестись к настройке оборудования. Как правило, на выполнение работы по установке показателей деления требуется довольно много времени.
Скачать инструкцию «Универсальные делительные головки УДГ»
Патрон, состоящий их трех кулачков, применяется при вертикальном позиционировании шпинделя. Особенностью этого конструктивного элемента можно назвать то, что при помощи всего одного ключа. При этом происходит центрирование заготовки и равномерное распределение нагрузки.
Отечественная станкоинструментальная промышленность производит приспособления серии УДГ. Они различаются по наибольшим размерам изделий, которые могут быть изготовлены с их помощью.
Эксплуатационные характеристики и технологические возможности головок серии УДГ производства ЛОМО или ООО «Делга» (Санкт-Петербург) приведены в таблице:
| Типоразмер устройства | Параметры | |||
| Наибольший диаметр обрабатываемой детали, мм | Количество отверстий делительного диска | Наличие лимба | Точность отсчёта, минут | |
| УДГ-125 | 125 | 13 | Нет | 15 |
| УДГ-160 | 160 | 21 | Есть | |
| УДГ-250 | 250 | 21 | Есть | |
| УДГ-320 | 320 | 21 | Есть | |
| УДГ-400 | 400 | 21 | Есть | |
Аналогичными характеристиками обладают и импортные делительные головки, выпускаемые фирмами Proxxon (Германия), Proma (Чехия), BisonBial (Польша). При выборе типоразмера учитывают максимальные габариты исходной детали, параметры точности самого фрезерного станка, а также гарантийные обязательства производителя. В частности, важно, чтобы поставщик предоставлял возможность приобретения фирменных запасных частей, а также гарантировал качественную работу узла в течении минимум двух лет.
В заключение отметим, что рассматриваемая оснастка подбирается в зависимости от типа используемого фрезерного станка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
| Наименование параметра | УДГ-Д-160, 160А | УДГ-Д-200, 200А | УДГ-Д-250 | УДГ-Д-320 | УДГ-Д-400, 400А | |
|---|---|---|---|---|---|---|
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 | 400 | |
| Угол поворота шпинделя | вниз от линии центров | 5 | ||||
| вертикальной плоскости не менее, гр | вверх от линии центров | 95 | ||||
| Конус шпинделя | Морзе 2 | Морзе 3 | Морзе 4 | Морзе 5 | ||
| Высота центров, мм | 85 | 105 | 130 | 165 | 210 | |
| Резьба рабочего конца шпинделя, мм | М33х2 | М39х3 | М52х3 | М60х4 | М76×4 | |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 | ||
| Передаточное отношение червячной передачи | 1:40 | |||||
| Посадочный диаметр сменных шестерен | 20f9 | 32f9 | ||||
| Число отверстий делительного диска: | ||||||
| на одной стороне | 16, 19, 23, 30, 33, 39, 49 | 16, 17, 19, 21, 23, 29, 30, 31 | ||||
| на другой стороне | 17, 21, 29, 31, 37, 41, 54 | 33, 37, 39, 41, 43, 47, 49, 54 | ||||
| Диаметр самоцентрирующегося патрона, мм | 100 | 125 | 160 | 160 | 200 | |
| Цена деления лимба непосредственного деления | 15 | |||||
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 | 22 | |
| Габаритные размеры основания | 212х156 | 260х180 | 260х180 | 290х234 | 290х234 | |
| Модуль сменных шестерен | 1,5 | 2,5 | ||||
| Число зубьев сменных шестерен | 25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100 | |||||
| Расстояние от основания до торца шпинделя | 180 | 235 | 280 | 350 | 450 | |
| в его вертикальном положении, мм | ||||||
| Габаритные размеры основания делительной головки | 212×156 | 260×180 | 290×234 | |||
| Вес, кг | 35,5 | 50 | 53,5 | 101 | 106 | |
vpspt.ru
Настройка головки на деление — Мегаобучалка
ЛАБОРАТОРНАЯ РАБОТА №4
Расчет и настройка универсальной делительной головки на простое и дифференциальное деление
ЦЕЛЬ РАБОТЫ: Уметь выполнять наладку универсальной делительной головки на простое и дифференциальное деление
В соответствии с этим необходимо усвоить следующее:
– устройство и кинематику универсальной делительной головки;
– метод практического определения характеристики универсальной делительной головки;
– методы деления, которые можно реализовать на данной универсальной головке;
– способы установки, выверки и крепления головки на столе станка и заготовки в головке;
– расположение рычагов управления станком и настройку станка на заданные режимы резания.
ОБОРУДОВАНИЕ, ПРИСПОСОБЛЕНИЯ, ИНСТРУМЕНТ.
1. Универсально-фрезерный станок.
2. Универсальная делительная головка.
3. Набор сменных зубчатых колес.
4. Дисковая модульная фреза.
5. Чертеж обрабатываемой детали.
6. Заготовка.
7. Штангенциркуль.
8. Набор слесарных инструментов.
9. Инструкции по технике безопаснсти выполнения работ
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Общие сведения об универсальных делительных головках
В промышленности наиболее распространены лимбовые делительные головки следующих моделей ГЗФС, П6-32, УДГ-100, УДГ-130, УДГ-135, УДГ-160, УДГ-250.
Эти головки предназначаются для различных фрезерных, зубофрезерных, расточных, сверлильных, разметочных и других работ, связанных с поворотом детали вокруг своей оси на заданную величину.
Делительные головки позволяют делить окружность на любое число частей до 400 и на некоторые числа свыше 400.
С помощью делительной головки можно осуществлять следующие виды делений:
1. Непосредственное деление.
2. Простое деление.
3. Дифференциальное деление.
Делительные головки используются также при фрезеровании винтовых канавок и зубчатых колес с винтовым зубом на горизонтально-фрезерных и универсально-фрезерных станках. Обработку деталей с помощью делительной головки можно производить вцентрах, патроне или на шпиндельной оправке.
На рисунке 1 представлен общий вид универсальной делительной головки модели УДГ-250.
1. Ручка-фиксатор.
2. (6.) Делительный диск.
3. Корпус головки.
4. Центр и поводковый патрон.
5. Поворотный диск.
7. Шестерня гитары.
8. Фиксатор делительного диска.
9. Фиксатор поворотного диска.
10. Линейки.
11. Ручка включения червяка.
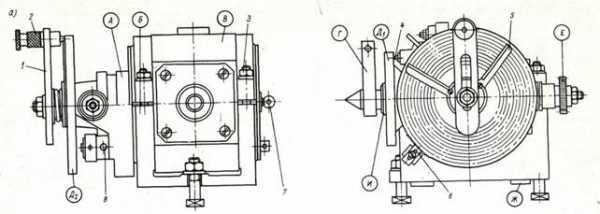 Основные элементы головки . А — кожух зубчатых передач; .Б — основание головки; В — поворотный корпус головки; Г — поводок с передним центром; Д1 —делительный диск для непосредственного деления; Е — гитара сменных колес; Ж—направляющие шпонки; И — шпиндель; Д2 — делительный диск для простого и дифференциального деления.
Основные элементы головки . А — кожух зубчатых передач; .Б — основание головки; В — поворотный корпус головки; Г — поводок с передним центром; Д1 —делительный диск для непосредственного деления; Е — гитара сменных колес; Ж—направляющие шпонки; И — шпиндель; Д2 — делительный диск для простого и дифференциального деления.
Органы управления головкой (рис.9, а).1— рукоятка для поворота шпинделя И при простом и дифференциальном методе деления; 2— защелка (фиксатор) рукоятки /; 3— болты для закрепления поворотного корпуса В головки; 4 — защелка (фиксатор) для непосредственного метода деления; 5 — раздвижные ножки сектора для ограничения угла поворота рукоятки /; 6 — стопор делительного диска А для простого метода деления; 7 — стопор для закрепления и освобождения шпинделя И головки; 8 — рукоятка включения и выключения червяка из зацепления с червячным колесом.
Конструкция и принцип работы.
У делительных головок типов УДГ-100, УДГ-135,УДГ-160 и УДГ-250 делительные диски Д2 для простого и дифференциального метода деления выполнены двусторонними с глухими отверстиями: на одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне — 33, 37, 39, 41, 43, 47, 49 и 54.
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус В поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания Б головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
Кинематическая схема
Кинематические схемы универсальной делительной головки для различных
видов деления показаны на рисунках 2 – 4.
При непосредственном делении (рисунок 2) червяк 1 выводится из зацепления
с червячной шестерней 2. Поворот шпинделя 3 осуществляется вручную вращением
лимба 4, установленного на шпинделе.

При простом делении (рисунок 3) вращение шпинделю передается от рукоятки-фиксатора 5 делительного диска 6 через цилиндрические шестерни 7, 8, червяк 1 и червячную шестерню 2, закрепленную на шпинделе. При дифференциальном делении (рисунок 4) угол поворота шпинделя определяется величиной поворота рукоятки-фиксатора 5 относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни a-d гитары. Для передачи вращения от шпинделя сменным шестерням гитары используется оправка 9, устанавливаемая коническим хвостовиком в заднее коническое отверстие шпинделя. На цилиндрической шейке оправки устанавливается сменная шестерня а.
В комплекте с головкой поставляются два или три делительных диска, на которых по концентрическим окружностям имеются отверстия под пружинный фиксатор ручки-фиксатора.
При дифференциальном делении или нарезании спирали ось шпинделя должна быть параллельной основанию головки. В остальных случаях корпус шпинделя поворачиваться на необходимый угол относительно корпуса головки. Для поворота корпуса шпинделя необходимо ослабить зажим цапф основания, повернуть корпус шпинделя, затянуть зажимы. Отсчет угла поворота корпуса шпинделя производится по градусной шкале.
Настройка головки на деление
megaobuchalka.ru