Технологический процесс википедия – Технологический процесс — Википедия
alexxlab | 15.08.2020 | 0 | Вопросы и ответы
Технологический процесс Википедия
Технологи́ческий проце́сс (сокращенно ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
«Технологический процесс» — это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относят заготовки и изделия.
Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределе — элементарных) технологических процессов.
Элементарным технологическим процессом или технологической операцией называется наименьшая часть технологического процесса, обладающая всеми его свойствами. То есть это такой ТП, дальнейшая декомпозиция которого приводит к потере признаков, характерных для метода, положенного в основу данной технологии. Как правило, каждая технологическая операция выполняется на одном рабочем месте не более, чем одним сотрудником. Примером технологических операций могут служить ввод данных с помощью сканера штрих-ов, распечатка отчета, выполнение SQL-запроса к базе данных и т. д.
Технологические процессы состоят из «технологических (рабочих) операций», которые, в свою очередь, складываются из «технологических переходов».
Определения[ | ]
«Технологическим переходом» называют законченную часть технологической операции, выполняемую с одними и теми же средствами технологического оснащения.
«Вспомогательным переходом» называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Для осуществления техпроцесса необходимо применение совокупности орудий производства — технологического оборудования, называемых «средствами технологического оснащения».
«Установ» — часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы [1]. При каждом повторном снятии заготовки и последующем ее закреплении на станке или же при повороте заготовки на какой-либо угол для обработки новой поверхности имеет место новый установ.
Виды техпроцессов[ | ]
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие «виды техпроцессов»:
- Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
- Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
- Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
- Операционная карта — перечень переходов, установок и применяемых инструментов.
- Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на «типовые» и «перспективные».
- «Типовой» техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
- «Перспективный» техпроцесс предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов”.
- «Маршрутный технологический процесс» оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
- «Операционный технологический процесс» детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Этапы ТП[ | ]
Технологический процесс обр
ru-wiki.ru
Технологический процесс в электронной промышленности — Википедия
Технологический процесс полупроводникового производства — технологический процесс изготовления полупроводниковых (п/п) изделий и материалов, и состоит из последовательности технологических (обработка, сборка) и контрольных операций, часть производственного процесса производства п/п изделий (транзисторов, диодов и т. п.).
При производстве п/п интегральных микросхем применяется фотолитография и литографическое оборудование. Разрешающая способность (в мкм и нм) этого оборудования (т. н. проектные нормы) и определяет название применяемого конкретного технологического процесса.
Совершенствование технологии и пропорциональное уменьшение размеров п/п структур способствуют улучшению характеристик (размеры, энергопотребление, рабочие частоты, стоимость) полупроводниковых приборов (микросхем, процессоров, микроконтроллеров и т.д.). Особую значимость это имеет для процессорных ядер, в аспектах потребления электроэнергии и повышения производительности, поэтому ниже указаны процессоры (ядра) массового производства на данном техпроцессе.
Этапы технологического процесса при производстве микросхем[править]
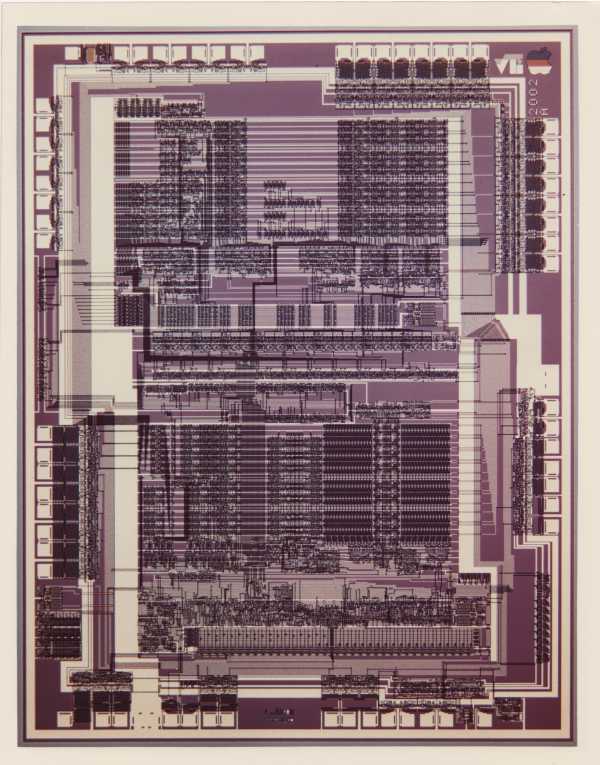
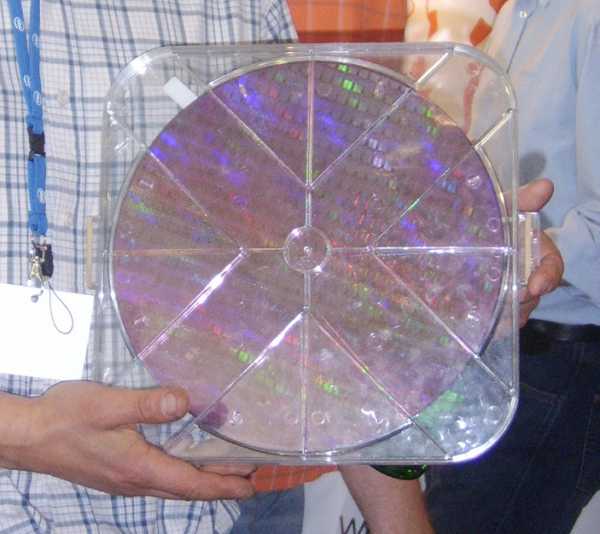 Пластина монокристаллического кремния с готовыми микросхемами
Пластина монокристаллического кремния с готовыми микросхемамиТехнологический процесс производства полупроводниковых приборов и интегральных микросхем (микропроцессоров, модулей памяти и др.) включает нижеследующие операции.
- Механическую обработку полупроводниковых пластин — получают пластины полупроводника со строго заданной геометрией, нужной кристаллографической ориентацией (не хуже ±5 %) и классом чистоты поверхности. Эти пластины в дальнейшем служат заготовками в производстве приборов или подложками для нанесения эпитаксиального слоя.
- Химическую обработку (предшествующую всем термическим операциям) — удаление механически нарушенного слоя полупроводника и очистка поверхности пластины. Основные методы химической обработки: жидкостное и газовое травление, плазмохимические методы. Для получения на пластине рельефа (профилирование поверхности) в виде чередующихся выступов и впадин определённой геометрии, для вытравливания окон в маскирующих покрытиях, для проявления скрытого изображения в слое экспонированного фоторезиста, для удаления его заполимеризированных остатков, для получения контактных площадок и разводки в слое металлизации применяют химическую (электрохимическую) обработку.
- Эпитаксиальное наращивание слоя полупроводника — осаждение атомов полупроводника на подложку, в результате чего на ней образуется слой, кристаллическая структура которого подобна структуре подложки. При этом подложка часто выполняет лишь функции механического носителя.
- Получение маскирующего покрытия — для защиты слоя полупроводника от проникновения примесей на последующих операциях легирования. Чаще всего проводится путём окисления эпитаксиального слоя кремния в среде кислорода при высокой температуре.
- Фотолитография — производится для образования рельефа в диэлектрической плёнке.
- Введение электрически активных примесей в пластину для образования отдельных p- и n-областей — нужно для создания электрических переходов, изолирующих участков. Производится методом диффузии из твёрдых, жидких или газообразных источников, основными диффузантами в кремний являются фосфор и бор.
- Термическая диффузия — направленное перемещение частиц вещества в сторону убывания их концентрации: определяется градиентом концентрации. Часто применяется для получения введения легирующих примесей в полупроводниковые пластины (или выращенные на них эпитаксиальные слои) для получения противоположного, по сравнению с исходным материалом, типа проводимости, либо элементов с более низким электрическим сопротивлением.
- Ионное легирование (применяемое при изготовлении полупроводниковых приборов с большой плотностью переходов, солнечных батарей и СВЧ-структур) определяется начальной кинетической энергией ионов в полупроводнике и выполняется в два этапа:
- в полупроводниковую пластину на вакуумной установке внедряют ионы
- производится отжиг при высокой температуре
- В результате восстанавливается нарушенная структура полупроводника и ионы примеси занимают узлы кристаллической решётки.
- Получение омических контактов и создание пассивных элементов на пластине — с помощью фотолитографической обработки в слое оксида, покрывающем области сформированных структур, над предварительно созданными сильно легированными областями n+– или p+-типа, которые обеспечивают низкое переходное сопротивление контакта, вскрывают окна. Затем, методом вакуумного напыления всю поверхность пластины покрывают слоем металла (металлизируют), излишек металла удаляют, оставив его только на местах контактных площадок и разводки. Полученные таким образом контакты, для улучшения адгезии материала контакта к поверхности и уменьшения переходного сопротивления, термически обрабатывают (операция вжигания). В случае напыления на материал оксида специальных сплавов получают пассивные тонкоплёночные элементы — резисторы, конденсаторы, индуктивности.
- Добавление дополнительных слоев металла (в современных процессах — около 10 слоев), между слоями располагают диэлектрик (англ. inter-metal dielectric, IMD) со сквозными отверстиями.
- Пассивация поверхности пластины. Перед контролем кристаллов необходимо очистить их внешнюю поверхность от различных загрязнений. Более удобной (в технологическом плане) является очистка пластин непосредственно после скрайбирования или резки диском, пока они ещё не разделены на кристаллы. Это целесообразно и потому, что крошки полупроводникового материала, образуемые при скрайбировании или надрезании пластин, потенциально являются причиной появления брака при разламывании их на кристаллы с образованием царапин при металлизации. Наиболее часто пластины очищают в деионизированной воде на установках гидромеханической (кистьевой) отмывки, а затем сушат на центрифуге, в термошкафу при температуре не более 60°C или инфракрасным нагревом. На очищенной пластине определяются дефекты вносимые операцией скрайбирования и разламывания пластин на кристаллы, а также ранее проводимых операциях — фотолитографии, окислении, напылении, измерении (сколы и микротрещины на рабочей поверхности, царапины и другие повреждения металлизации, остатки оксида на контактных площадках, различные остаточные загрязнения в виде фоторезиста, лака, маркировочной краски и т. п.).
- Тестирование неразрезанной пластины. Обычно это испытания зондовыми головками на установках автоматической разбраковки пластин. В момент касания зондами разбраковываемых структур измеряются электрические параметры. В процессе маркируются бракованные кристаллы, которые затем отбрасываются. Линейные размеры кристаллов обычно не контролируют, так как их высокая точность обеспечивается механической и электрохимической обработкой поверхности (толщина) и последующим скрайбированием (длина и ширина).
- Разделение пластин на кристаллы — механически разделяет (разрезанием) пластину на отдельные кристаллы.
- Сборка кристалла и последующие операции монтажа кристалла в корпус и герметизация — присоединение к кристаллу выводов и последующая упаковка в корпус, с последующей его герметизацией.
- Электрические измерения и испытания — проводятся с целью отбраковки изделий, имеющих несоответствующие технической документации параметры. Иногда специально выпускаются микросхемы с «открытым» верхним пределом параметров, допускающих впоследствии работу в нештатных для остальных микросхем режимах повышенной нагрузки (см., например, Разгон компьютеров).
- Выходной контроль (англ.), завершающий технологический цикл изготовления устройства весьма важная и сложная задача (так, для проверки всех комбинаций схемы, состоящей из 20 элементов с 75 (совокупно) входами, при использовании устройства, работающего по принципу функционального контроля со скоростью 104 проверок в секунду, потребуется 1019 лет!)
- Маркировка, нанесение защитного покрытия, упаковка — завершающие операции перед отгрузкой готового изделия конечному потребителю.
 Для выполнения требований электронной производственной гигиены строят особо чистые помещения («чистые комнаты»), в которых люди могут находиться только в специальной одежде
Для выполнения требований электронной производственной гигиены строят особо чистые помещения («чистые комнаты»), в которых люди могут находиться только в специальной одеждеТехнологии производства полупроводниковой продукции с субмикронными размерами элементов основана на чрезвычайно широком круге сложных физико-химических процессов: получение тонких плёнок термическим и ионно-плазменным распылением в вакууме, механическая обработка пластин производится по 14-му классу чистоты с отклонением от плоскостности не более 1 мкм, широко применяется ультразвук и лазерное излучение, используются отжиг в кислороде и водороде, рабочие температуры при плавлении металлов достигают более 1500 °C, при этом диффузионные печи поддерживают температуру с точностью 0,5 °C, широко применяются опасные химические элементы и соединения (например, белый фосфор).
Всё это обусловливает особые требования к производственной гигиене, так называемую «электронную гигиену», ведь в рабочей зоне обработки полупроводниковых пластин или на операциях сборки кристалла не должно быть более пяти пылинок размером 0,5 мкм в 1 л воздуха. Поэтому в чистых комнатах на фабриках по производству подобных изделий все работники обязаны носить специальные комбинезоны.[1]. В рекламных материалах Intel спецодежда работников получила название bunny suit («костюм кролика») [2][3].
Техпроцессы 1970-ых – 1980-ых[править]
Ранние техпроцессы, до стандартизации NTRS (National Technology Roadmap for Semiconductors) и ITRS, обозначались “xx мкм” (xx микрон), где xx сперва обозначало техническое разрешение литографического оборудования, затем стало обозначать длину затвора транзистора, полушаг линий металла (half pitch) и ширину линий металла. В 1970-ых существовало несколько техпроцессов, в частности 10, 8, 6, 4, 3, 2 мкм; в среднем, каждые три года происходило уменьшение шага с коэффициентом 0.7[4]
3 мкм[править]
3 мкм — техпроцесс, соответствующий уровню технологии, достигнутому в 1975 году Zilog (Z80) и в 1979 году Intel (Intel 8086). Соответствует линейному разрешению литографического оборудования, примерно равному 3 мкм.
1,5 мкм[править]
1,5 мкм — техпроцесс, соответствующий уровню технологии, достигнутому Intel в 1982 году. Соответствует линейному разрешению литографического оборудования, примерно равному 1,5 мкм.
0,8 мкм[править]
0,8 мкм — техпроцесс, соответствующий уровню технологии, достигнутому в конце 1980-х — начале 1990-х годов компаниями Intel и IBM.
0,6-0,5 мкм[править]
Техпроцесс, достигнутый производственными мощностями компаниями Intel и IBM в 1994—1995 годах.
- 80486DX4 CPU (1994 год)
- IBM/Motorola PowerPC 601, первый чип архитектуры PowerPC
- Intel Pentium на частотах 75, 90 и 100 МГц
- МЦСТ-R100 (1998 г., 0,5 мкм, 50 МГц)
Техпроцессы после середины 1990-ых[править]
Обозначения для техпроцессов, внедренных начиная с середины 1990-ых годов, были стандартизованы NTRS и ITRS и стали называться “Technology Node” или “Cycle”. Реальные размеры затворов транзисторов логических схем стали несколько меньше, чем обозначено в названии техпроцессов 350 нм – 45 нм, благодаря внедрению технологий resist-pattern-thinning и resist ashing. С этих пор коммерческие названия техпроцессов перестали соответствовать длине затвора.[4][5]
С переходом на следующий техпроцесс ITRS площадь, занимаемая стандартной ячейкой 1 бита памяти SRAM, в среднем уменьшалась вдвое. В период с 1995 по 2008 года такое удвоение плотности транзисторов происходило в среднем каждые 2 года[4].
350 нм (0,35 мкм)[править]
350 нм — техпроцесс, соответствующий уровню технологии, достигнутому в 1997 году ведущими компаниями-производителями микросхем, такими как Intel, IBM, и TSMC. Соответствует линейному разрешению литографического оборудования, примерно равному 0,35 мкм.
250 нм[править]
250 нм — техпроцесс, соответствующий уровню технологии, достигнутому в 1998 году ведущими компаниями-производителями микросхем. Соответствует линейному разрешению литографического оборудования, примерно равному 0,25 мкм.
Используется до 6 слоёв металла, минимальное количество литографических масок 22.[источник не указан 1405 дней]
180 нм[править]
180 нм — техпроцесс, соответствующий уровню технологии, достигнутому в 1999 году ведущими компаниями-производителями микросхем. Соответствует удвоению плотности размещения по отношению к предыдущему техпроцессу 0,25 мкм.
Содержит до 6-7 слоёв металла. Минимальное количество литографических масок около 22.[источник не указан 1405 дней]
130 нм[править]
130 нм — техпроцесс, соответствующий уровню технологии, достигнутому в 2000—2001 годах ведущими компаниями-производителями микросхем. В соответствии с моделями ITRS[6], соответствует удвоению плотности размещения элементов по отношению к предыдущему техпроцессу 0,18 мкм.
- Intel Pentium III Tualatin
- Intel Celeron Tualatin-256 — октябрь 2001
- Intel Pentium M Banias — март 2003
- Intel Pentium 4 Northwood — январь 2002
- Intel Celeron Northwood-128 — сентябрь 2002
- Intel Xeon Prestonia и Gallatin — февраль 2002
- AMD Athlon XP Thoroughbred, Thorton и Barton
- AMD Athlon MP Thoroughbred — август 2002
- AMD Athlon XP-M Thoroughbred, Barton и Dublin
- AMD Duron Applebred — август 2003
- AMD K7 Sempron Thoroughbred-B, Thorton и Barton — июль 2004
- AMD K8 Sempron Paris — июль 2004
- AMD Athlon 64 Clawhammer и Newcastle — сентябрь 2003
- AMD Opteron Sledgehammer — июнь 2003
- МЦСТ Эльбрус 2000 (1891BM4Я) — июль 2008
- МЦСТ-R500S (1891ВМ3) — 2008, 500 МГц
Техпроцессы менее 100 нм[править]
Для обозначения более тонких техпроцессов разные технологические альянсы могут следовать различным рекомендациям (Foundry/IDM). В частности, TSMC использует обозначения 40 нм, 28 нм и 20 нм для техпроцессов, сходных по плотности с процессами Intel 45 нм, 32 нм и 22 нм соответственно[7].
90 нм[править]
90 нм — техпроцесс, соответствующий уровню полупроводниковой технологии, которая была достигнута к 2002—2003 годам. В соответствии с моделями ITRS[6], соответствует удвоению плотности размещения элементов по отношению к предыдущему техпроцессу 0,13 мкм.
Технологический процесс с проектной нормой 90 нм часто используется с технологиями напряженного кремния, медных соединений с меньшим сопротивлением, чем у ранее применяемого алюминия, а также c новыми диэлектрическими материалами с низкой диэлектрической проницаемостью.
65 нм[править]
65 нм — техпроцесс, соответствующий уровню технологии, достигнутому к 2004 году ведущими компаниями-производителями микросхем. В соответствии с моделями ITRS[6], соответствует удвоению плотности размещения элементов по отношению к предыдущему техпроцессу 90 нм.
- STI Cell — PlayStation 3 — 2007-11-17
- Microsoft Xbox 360 «Falcon» CPU — 2007-09
- Microsoft Xbox 360 «Opus» CPU — 2008
- Microsoft Xbox 360 «Jasper» CPU — 2008-10
- Microsoft Xbox 360 «Jasper» GPU — 2008-10
- Sun UltraSPARC T2 — 2007-10
- TI OMAP 3 — 2008-02
wp.wiki-wiki.ru
Экструзия (технологический процесс) — Википедия (с комментариями)
Материал из Википедии — свободной энциклопедии
У этого термина существуют и другие значения, см. Экструзия.Экстру́зия (от позднелат. extrusio — выталкивание) — технология получения изделий путём продавливания вязкого расплава материала или густой пасты через формующее отверстие. Обычно используется при формовке полимеров (в том числе резиновых смесей, пластмасс, крахмалсодержащих и белоксодержащих смесей), ферритовых изделий (сердечники), а также в пищевой промышленности (макароны, лапша, кукурузные палочки и т.п.), путём продавливания формуемого вещества через формующее отверстие головной части экструдера.
Описание
Экструзия представляет собой непрерывный технологический процесс, заключающийся в продавливании высоковязкого материала на основе расплава, либо пастообразной многофазной дисперсной системы, либо металла, через формующий инструмент (экструзионную головку, фильеру), с целью получения изделия с поперечным сечением нужной формы. В промышленности переработки полимеров методом экструзии изготавливают различные погонажные изделия, такие, как трубы, листы, плёнки, оболочки кабелей, элементы оптических систем светильников- рассеиватели и т. д. Аналогично полимерам методом экструзии изготавливаются разнообразные алюминиевые профили. Основным технологическим оборудованием для переработки полимеров в изделия методом экструзии являются одночервячные, многочервячные, поршневые и дисковые экструдеры.
Виды экструзии
- Холодная синяя экструзия — возможны только механические изменения в материале вследствие медленного его перемещения под давлением и формованием этого продукта с образованием заданных форм.
- Теплая экструзия — сухие компоненты сырья смешиваются с определенным количеством воды и подают в экструдер, где наряду с механическим его подвергают еще и тепловому воздействию. Продукт нагревается извне. Получаемый экструдат отличается небольшой плотностью, незначительным увеличением в объёме, пластичностью, а также ячеистым строением. Иногда экструдату необходимо подсушивание.
- Горячая экструзия — процесс протекает при высоких скоростях и давлениях, значительном переходе механической энергии в тепловую, что приводит к различным по глубине изменениям в качественных показателях материала. Кроме того, может иметь место регулируемый подвод тепла как непосредственно к продукту, так и через наружные стенки экструдера. Массовая доля влаги в сырье при горячей экструзии составляет 10…20 %, а температура превышает 120 °C.
Оборудование
 Экструдер (экструдинг-пресс) — машина для формирования пластичных материалов, путём придания им формы, при помощи продавливания (экструзии) через профилирующий инструмент (экструзионную головку).
Экструдер (экструдинг-пресс) — машина для формирования пластичных материалов, путём придания им формы, при помощи продавливания (экструзии) через профилирующий инструмент (экструзионную головку).
Экструдер состоит из: корпуса с нагревательными элементами; рабочего органа (шнека (винт Архимеда), диска, поршня), размещённого в корпусе; узла загрузки перерабатываемого материала; силового привода; системы задания и поддержания температурного режима, других контрольно-измерительных и регулирующих устройств. По типу основного рабочего органа (органов) экструдеры подразделяют на одно-, двух- или многошнековые (червячные), дисковые, поршневые (плунжерные) и др. Двухшнековые экструдеры в зависимости от конфигурации шнеков могут быть параллельными или коническими. В зависимости от направления вращения — с сонаправленным или противонаправленным вращением шнеков.
Применение
Химическая промышленность
 В химической промышленности метод экструзии применяется для нагрева, пластификации, гомогенизации и придания необходимой формы исходному сырью. Химический состав конечного продукта при этом идентичен химическому составу исходного сырья, что позволяет добиваться стабильного качества продукта прибегая при этом к минимальному количеству настроек экструдера, этим объясняется относительная простота машин, работающих в химической промышленности.
В химической промышленности метод экструзии применяется для нагрева, пластификации, гомогенизации и придания необходимой формы исходному сырью. Химический состав конечного продукта при этом идентичен химическому составу исходного сырья, что позволяет добиваться стабильного качества продукта прибегая при этом к минимальному количеству настроек экструдера, этим объясняется относительная простота машин, работающих в химической промышленности.
Методом экструзии в химической промышленности изготавливают различные погонажные изделия, такие как трубы, листы, плёнки, оболочки кабелей, элементы оптических систем светильников — рассеиватели и т. д.
Пищевая промышленность
В пищевой промышленности метод экструзии применяется намного шире. В ходе процесса под действием значительных скоростей сдвига, высоких скоростей и давления, происходит переход механической энергии в тепловую, что приводит к различным по глубине изменениям в качественных показателях перерабатываемого сырья, например денатурация белка, клейстеризация и желатинизация крахмала, а также другие биохимические изменения. Простейший экструдер, применяемый в быту – кондитерский рукав, механический экструдер – ручная мясорубка.
Продукты, получаемые на пищевых экструдерах
- традиционная жевательная резинка[1]
- пельмени
- кукурузные палочки
- подушечки и трубочки с начинкой
- хрустящие хлебцы и соломка
- фигурные сухие завтраки
- хлопья кукурузные и из других злаков
- быстрозавариваемые каши
- детское питание
- фигурные чипсы
- экструзионные сухарики
- мелкий шарик из риса, кукурузы, гречи, пшеницы, для наполнения и обсыпки шоколадных изделий, мороженого и других кондитерских изделий
- пищевые отруби
- набухающая мука, панировка
- продукты вторичной переработки хлеба
- соевые продукты: соевый текстурат, концентрат (применяются в производстве колбасы, сосисок, котлет и т. д.), кусковые соевые продукты (фарш, гуляш, бифштекс, тушенка и т. д.)
- продукты переработки отходов животноводства
- модифицированный крахмал
- реагент на основе крахмала применяемый в нефте- и газодобыче
- строительные крахмалсодержащие смеси
- основы для клеев
Комбикормовая промышленность
Экструдирование — процесс происходящий в стволе экструдера, при котором происходит механическое перемалывание за счет трения, высокотемпературное воздействие при высоком давлении на кормовое сырье (температура от 110 до 160 градусов и давление от 20 до 30 атмосфер). В процессе такого воздействия, происходит расщепление сложных углеводов на простые сахара, что обеспечивает существенное улучшение органолептических показателей корма, а также повышает усвояемость кормов (от 45 % при традиционных видах обработки до 95 %).
- полножирная соя
- зерновые экструдаты
- корма для КРС, свиней, кроликов
- корма для кошек, собак, домашних грызунов, крупного рогатого скота
- корма для промысловых и аквариумных рыб
Производство твердого биотоплива
Одним из наиболее популярных методов получения топливных брикетов является использование специальных экструдеров. Процесс предствляет собой прессование шнеком отходов (шелухи подсолнечника, гречихи и т. п.) и мелко измельченных отходов древесины (опилок) под высоким давлением при нагревании от 250 до 350 С°. Получаемые топливные брикеты не включают в себя никаких связующих веществ, кроме одного натурального — лигнина, содержащегося в клетках растительных отходов. Температура, присутствующая при прессовании, способствует оплавлению поверхности брикетов, которая благодаря этому становится более прочной, что немаловажно для транспортировки брикета.
См. также
Напишите отзыв о статье “Экструзия (технологический процесс)”
Примечания
- ↑ Imfeld, T CHEWING GUM-FACTS AND FICTION: A REVIEW OF GUM-CHEWING AND ORAL HEALTH // Critical reviews in oral biology and medicine : an official publication of the American Association of Oral Biologists. — 1999. — ISSN [www.sigla.ru/table.jsp?f=8&t=3&v0=1045-4411&f=1003&t=1&v1=&f=4&t=2&v2=&f=21&t=3&v3=&f=1016&t=3&v4=&f=1016&t=3&v5=&bf=4&b=&d=0&ys=&ye=&lng=&ft=&mt=&dt=&vol=&pt=&iss=&ps=&pe=&tr=&tro=&cc=UNION&i=1&v=tagged&s=0&ss=0&st=0&i18n=ru&rlf=&psz=20&bs=20&ce=hJfuypee8JzzufeGmImYYIpZKRJeeOeeWGJIZRrRRrdmtdeee88NJJJJpeeefTJ3peKJJ3UWWPtzzzzzzzzzzzzzzzzzbzzvzzpy5zzjzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzztzzzzzzzbzzzzzzzzzzzzzzzzzzzzzzzzzzzvzzzzzzyeyTjkDnyHzTuueKZePz9decyzzLzzzL*.c8.NzrGJJvufeeeeeJheeyzjeeeeJh*peeeeKJJJJJJJJJJmjHvOJJJJJJJJJfeeeieeeeSJJJJJSJJJ3TeIJJJJ3..E.UEAcyhxD.eeeeeuzzzLJJJJ5.e8JJJheeeeeeeeeeeeyeeK3JJJJJJJJ*s7defeeeeeeeeeeeeeeeeeeeeeeeeeSJJJJJJJJZIJJzzz1..6LJJJJJJtJJZ4….EK*&debug=false 1045-4411].
Ссылки
К:Википедия:Статьи без источников (тип: не указан)Отрывок, характеризующий Экструзия (технологический процесс)
Красавица направилась к тетушке, но Пьера Анна Павловна еще удержала подле себя, показывая вид, как будто ей надо сделать еще последнее необходимое распоряжение.– Не правда ли, она восхитительна? – сказала она Пьеру, указывая на отплывающую величавую красавицу. – Et quelle tenue! [И как держит себя!] Для такой молодой девушки и такой такт, такое мастерское уменье держать себя! Это происходит от сердца! Счастлив будет тот, чьей она будет! С нею самый несветский муж будет невольно занимать самое блестящее место в свете. Не правда ли? Я только хотела знать ваше мнение, – и Анна Павловна отпустила Пьера.
Пьер с искренностью отвечал Анне Павловне утвердительно на вопрос ее об искусстве Элен держать себя. Ежели он когда нибудь думал об Элен, то думал именно о ее красоте и о том не обыкновенном ее спокойном уменьи быть молчаливо достойною в свете.
Тетушка приняла в свой уголок двух молодых людей, но, казалось, желала скрыть свое обожание к Элен и желала более выразить страх перед Анной Павловной. Она взглядывала на племянницу, как бы спрашивая, что ей делать с этими людьми. Отходя от них, Анна Павловна опять тронула пальчиком рукав Пьера и проговорила:
– J’espere, que vous ne direz plus qu’on s’ennuie chez moi, [Надеюсь, вы не скажете другой раз, что у меня скучают,] – и взглянула на Элен.
Элен улыбнулась с таким видом, который говорил, что она не допускала возможности, чтобы кто либо мог видеть ее и не быть восхищенным. Тетушка прокашлялась, проглотила слюни и по французски сказала, что она очень рада видеть Элен; потом обратилась к Пьеру с тем же приветствием и с той же миной. В середине скучливого и спотыкающегося разговора Элен оглянулась на Пьера и улыбнулась ему той улыбкой, ясной, красивой, которой она улыбалась всем. Пьер так привык к этой улыбке, так мало она выражала для него, что он не обратил на нее никакого внимания. Тетушка говорила в это время о коллекции табакерок, которая была у покойного отца Пьера, графа Безухого, и показала свою табакерку. Княжна Элен попросила посмотреть портрет мужа тетушки, который был сделан на этой табакерке.
– Это, верно, делано Винесом, – сказал Пьер, называя известного миниатюриста, нагибаясь к столу, чтоб взять в руки табакерку, и прислушиваясь к разговору за другим столом.
Он привстал, желая обойти, но тетушка подала табакерку прямо через Элен, позади ее. Элен нагнулась вперед, чтобы дать место, и, улыбаясь, оглянулась. Она была, как и всегда на вечерах, в весьма открытом по тогдашней моде спереди и сзади платье. Ее бюст, казавшийся всегда мраморным Пьеру, находился в таком близком расстоянии от его глаз, что он своими близорукими глазами невольно различал живую прелесть ее плеч и шеи, и так близко от его губ, что ему стоило немного нагнуться, чтобы прикоснуться до нее. Он слышал тепло ее тела, запах духов и скрып ее корсета при движении. Он видел не ее мраморную красоту, составлявшую одно целое с ее платьем, он видел и чувствовал всю прелесть ее тела, которое было закрыто только одеждой. И, раз увидав это, он не мог видеть иначе, как мы не можем возвратиться к раз объясненному обману.
«Так вы до сих пор не замечали, как я прекрасна? – как будто сказала Элен. – Вы не замечали, что я женщина? Да, я женщина, которая может принадлежать всякому и вам тоже», сказал ее взгляд. И в ту же минуту Пьер почувствовал, что Элен не только могла, но должна была быть его женою, что это не может быть иначе.
Он знал это в эту минуту так же верно, как бы он знал это, стоя под венцом с нею. Как это будет? и когда? он не знал; не знал даже, хорошо ли это будет (ему даже чувствовалось, что это нехорошо почему то), но он знал, что это будет.
Пьер опустил глаза, опять поднял их и снова хотел увидеть ее такою дальнею, чужою для себя красавицею, какою он видал ее каждый день прежде; но он не мог уже этого сделать. Не мог, как не может человек, прежде смотревший в тумане на былинку бурьяна и видевший в ней дерево, увидав былинку, снова увидеть в ней дерево. Она была страшно близка ему. Она имела уже власть над ним. И между ним и ею не было уже никаких преград, кроме преград его собственной воли.
– Bon, je vous laisse dans votre petit coin. Je vois, que vous y etes tres bien, [Хорошо, я вас оставлю в вашем уголке. Я вижу, вам там хорошо,] – сказал голос Анны Павловны.
И Пьер, со страхом вспоминая, не сделал ли он чего нибудь предосудительного, краснея, оглянулся вокруг себя. Ему казалось, что все знают, так же как и он, про то, что с ним случилось.
Через несколько времени, когда он подошел к большому кружку, Анна Павловна сказала ему:
– On dit que vous embellissez votre maison de Petersbourg. [Говорят, вы отделываете свой петербургский дом.]
(Это была правда: архитектор сказал, что это нужно ему, и Пьер, сам не зная, зачем, отделывал свой огромный дом в Петербурге.)
– C’est bien, mais ne demenagez pas de chez le prince Ваsile. Il est bon d’avoir un ami comme le prince, – сказала она, улыбаясь князю Василию. – J’en sais quelque chose. N’est ce pas? [Это хорошо, но не переезжайте от князя Василия. Хорошо иметь такого друга. Я кое что об этом знаю. Не правда ли?] А вы еще так молоды. Вам нужны советы. Вы не сердитесь на меня, что я пользуюсь правами старух. – Она замолчала, как молчат всегда женщины, чего то ожидая после того, как скажут про свои года. – Если вы женитесь, то другое дело. – И она соединила их в один взгляд. Пьер не смотрел на Элен, и она на него. Но она была всё так же страшно близка ему. Он промычал что то и покраснел.
Вернувшись домой, Пьер долго не мог заснуть, думая о том, что с ним случилось. Что же случилось с ним? Ничего. Он только понял, что женщина, которую он знал ребенком, про которую он рассеянно говорил: «да, хороша», когда ему говорили, что Элен красавица, он понял, что эта женщина может принадлежать ему.
«Но она глупа, я сам говорил, что она глупа, – думал он. – Что то гадкое есть в том чувстве, которое она возбудила во мне, что то запрещенное. Мне говорили, что ее брат Анатоль был влюблен в нее, и она влюблена в него, что была целая история, и что от этого услали Анатоля. Брат ее – Ипполит… Отец ее – князь Василий… Это нехорошо», думал он; и в то же время как он рассуждал так (еще рассуждения эти оставались неоконченными), он заставал себя улыбающимся и сознавал, что другой ряд рассуждений всплывал из за первых, что он в одно и то же время думал о ее ничтожестве и мечтал о том, как она будет его женой, как она может полюбить его, как она может быть совсем другою, и как всё то, что он об ней думал и слышал, может быть неправдою. И он опять видел ее не какою то дочерью князя Василья, а видел всё ее тело, только прикрытое серым платьем. «Но нет, отчего же прежде не приходила мне в голову эта мысль?» И опять он говорил себе, что это невозможно; что что то гадкое, противоестественное, как ему казалось, нечестное было бы в этом браке. Он вспоминал ее прежние слова, взгляды, и слова и взгляды тех, кто их видал вместе. Он вспомнил слова и взгляды Анны Павловны, когда она говорила ему о доме, вспомнил тысячи таких намеков со стороны князя Василья и других, и на него нашел ужас, не связал ли он уж себя чем нибудь в исполнении такого дела, которое, очевидно, нехорошо и которое он не должен делать. Но в то же время, как он сам себе выражал это решение, с другой стороны души всплывал ее образ со всею своею женственной красотою.
В ноябре месяце 1805 года князь Василий должен был ехать на ревизию в четыре губернии. Он устроил для себя это назначение с тем, чтобы побывать заодно в своих расстроенных имениях, и захватив с собой (в месте расположения его полка) сына Анатоля, с ним вместе заехать к князю Николаю Андреевичу Болконскому с тем, чтоб женить сына на дочери этого богатого старика. Но прежде отъезда и этих новых дел, князю Василью нужно было решить дела с Пьером, который, правда, последнее время проводил целые дни дома, т. е. у князя Василья, у которого он жил, был смешон, взволнован и глуп (как должен быть влюбленный) в присутствии Элен, но всё еще не делал предложения.
wiki-org.ru
Экструзия (технологический процесс) — Википедия
У этого термина существуют и другие значения, см. Экструзия.Экстру́зия (от позднелат. extrusio — выталкивание) — технология получения изделий путем продавливания вязкого расплава материала или густой пасты через формующее отверстие. Обычно используется при формовке полимеров (в том числе резиновых смесей, пластмасс, крахмалсодержащих и белоксодержащих смесей), ферритовых изделий (сердечники), а также в пищевой промышленности (макароны, лапша, кукурузные палочки и тп.), путем продавливания формуемого вещества через формующее отверстие головной части экструдера.
Экструзия представляет собой непрерывный технологический процесс, заключающийся в продавливании высоковязкого материала на основе расплава, либо пастообразной многофазной дисперсной системы, либо металла, через формующий инструмент (экструзионную головку, фильеру), с целью получения изделия с поперечным сечением нужной формы. В промышленности переработки полимеров методом экструзии изготавливают различные погонажные изделия, такие, как трубы, листы, плёнки, оболочки кабелей, элементы оптических систем светильников- рассеиватели и т. д. Аналогично полимерам методом экструзии изготавливаются разнообразные алюминиевые профили. Основным технологическим оборудованием для переработки полимеров в изделия методом экструзии являются одночервячные, многочервячные, поршневые и дисковые экструдеры.
Виды экструзии[править]
- Холодная синяя экструзия — возможны только механические изменения в материале вследствие медленного его перемещения под давлением и формованием этого продукта с образованием заданных форм.
- Теплая экструзия — сухие компоненты сырья смешиваются с определенным количеством воды и подают в экструдер, где наряду с механическим его подвергают еще и тепловому воздействию. Продукт нагревается извне. Получаемый экструдат отличается небольшой плотностью, незначительным увеличением в объёме, пластичностью, а также ячеистым строением. Иногда экструдату необходимо подсушивание.
- Горячая экструзия — процесс протекает при высоких скоростях и давлениях, значительном переходе механической энергии в тепловую, что приводит к различным по глубине изменениям в качественных показателях материала. Кроме того, может иметь место регулируемый подвод тепла как непосредственно к продукту, так и через наружные стенки экструдера. Массовая доля влаги в сырье при горячей экструзии составляет 10…20 %, а температура превышает 120 °C.
 Экструдер в линии по производству пластикового плинтуса
Экструдер в линии по производству пластикового плинтусаЭкструдер (экструдинг-пресс) — машина для формования пластичных материалов, путем придания им формы, при помощи продавливания (экструзии) через профилирующий инструмент (экструзионную головку).
Файл:Extruder.gif
Экструдер состоит из: корпуса с нагревательными элементами; рабочего органа (шнека (винт Архимеда), диска, поршня), размещённого в корпусе; узла загрузки перерабатываемого материала; силового привода; системы задания и поддержания температурного режима, других контрольно-измерительных и регулирующих устройств. По типу основного рабочего органа (органов) экструдеры подразделяют на одно-, двух- или многошнековые (червячные), дисковые, поршневые (плунжерные) и др. Двухшнековые экструдеры в зависимости от конфигурации шнеков могут быть параллельными или коническими. В зависимости от направления вращения — с сонаправленным или противонаправленным вращением шнеков.
Химическая промышленность[править]
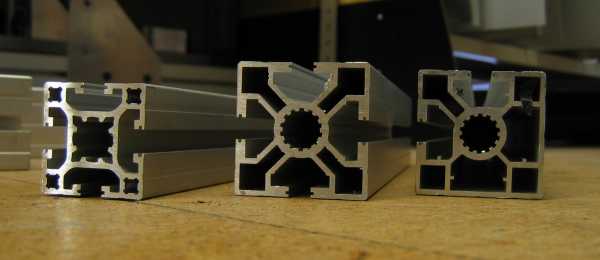
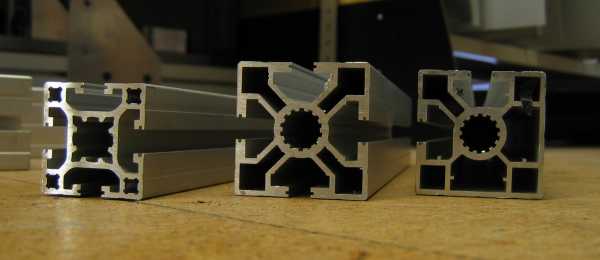 Алюминиевые детали, полученные методом экструзии
Алюминиевые детали, полученные методом экструзииВ химической промышленности метод экструзии применяется для нагрева, пластификации, гомогенизации и придания необходимой формы исходному сырью. Химический состав конечного продукта при этом идентичен химическому составу исходного сырья, что позволяет добиваться стабильного качества продукта прибегая при этом к минимальному количеству настроек экструдера, этим объясняется относительная простота машин, работающих в химической промышленности.
Методом экструзии в химической промышленности изготавливают различные погонажные изделия, такие как трубы, листы, плёнки, оболочки кабелей, элементы оптических систем светильников — рассеиватели и т. д.
Пищевая промышленность[править]
В пищевой промышленности метод экструзии применяется намного шире. В ходе процесса под действием значительных скоростей сдвига, высоких скоростей и давления, происходит переход механической энергии в тепловую, что приводит к различным по глубине изменениям в качественных показателях перерабатываемого сырья, например денатурация белка, клейстеризация и желатинизация крахмала, а также другие биохимические изменения. Простейший экструдер, применяемый в быту – кондитерский рукав, механический экструдер – ручная мясорубка.
Продукты, получаемые на пищевых экструдерах[править]
- традиционная жевательная резинка [1]
- пельмени
- кукурузные палочки
- подушечки и трубочки с начинкой
- хрустящие хлебцы и соломка
- фигурные сухие завтраки
- хлопья кукурузные и из других злаков
- быстрозавариваемые каши
- детское питание
- фигурные чипсы
- экструзионные сухарики
- мелкий шарик из риса, кукурузы, гречи, пшеницы, для наполнения и обсыпки шоколадных изделий, мороженого и других кондитерских изделий
- пищевые отруби
- набухающая мука, панировка
- продукты вторичной переработки хлеба
- соевые продукты: соевый текстурат, концентрат (применяются в производстве колбасы, сосисок, котлет и т. д.), кусковые соевые продукты (фарш, гуляш, бифштекс, тушенка и т. д.)
- продукты переработки отходов животноводства
- модифицированный крахмал
- реагент на основе крахмала применяемый в нефте- и газодобыче
- строительные крахмалсодержащие смеси
- основы для клеев
Комбикормовая промышленность[править]
Экструдирование, – процесс происходящий в стволе экструдера, при котором происходит механическое перемалывание за счет трения, высокотемпературное воздействие при высоком давлении на кормовое сырье (температура от 110 до 160 градусов и давление от 20 до 30 атмосфер). В процессе такого воздействия, происходит расщепление сложных углеводов на простые сахара, что обеспечивает существенное улучшение органолептических показателей корма, а также повышает усвояемость кормов (от 45 % при традиционных видах обработки до 95 %)
- полножирная соя
- зерновые экструдаты
- корма для КРС, свиней, кроликов
- корма для кошек, собак, домашних грызунов, крупного рогатого скота
- корма для промысловых и аквариумных рыб
Производство твердого биотоплива[править]
Одним из наиболее популярных методов получения топливных брикетов является использование специальных экструдеров. Процесс предствляет собой прессование шнеком отходов (шелухи подсолнечника, гречихи и т. п.) и мелко измельченных отходов древесины (опилок) под высоким давлением при нагревании от 250 до 350 С°. Получаемые топливные брикеты не включают в себя никаких связующих веществ, кроме одного натурального — лигнина, содержащегося в клетках растительных отходов. Температура, присутствующая при прессовании, способствует оплавлению поверхности брикетов, которая благодаря этому становится более прочной, что немаловажно для транспортировки брикета.
- ↑ Imfeld, T CHEWING GUM-FACTS AND FICTION: A REVIEW OF GUM-CHEWING AND ORAL HEALTH // Critical reviews in oral biology and medicine : an official publication of the American Association of Oral Biologists. — 1999. — ISSN 1045-4411.
wp.wiki-wiki.ru
Технологический процесс в электронной промышленности — Википедия
Процессор Apple.Технологический процесс полупроводникового производства — технологический процесс изготовления полупроводниковых (п/п) изделий и материалов, и состоит из последовательности технологических (обработка, сборка) и контрольных операций, часть производственного процесса производства п/п изделий (транзисторов, диодов и т. п.).
При производстве п/п интегральных микросхем применяется фотолитография и литографическое оборудование. Разрешающая способность (в мкм и нм) этого оборудования (т. н. проектные нормы) и определяет название применяемого конкретного технологического процесса.
Совершенствование технологии и пропорциональное уменьшение размеров п/п структур способствуют улучшению характеристик (размеры, энергопотребление, рабочие частоты, стоимость) полупроводниковых приборов (микросхем, процессоров, микроконтроллеров и т.д.). Особую значимость это имеет для процессорных ядер, в аспектах потребления электроэнергии и повышения производительности, поэтому ниже указаны процессоры (ядра) массового производства на данном техпроцессе.
Этапы технологического процесса при производстве микросхем[править]
Пластина монокристаллического кремния с готовыми микросхемамиТехнологический процесс производства полупроводниковых приборов и интегральных микросхем (микропроцессоров, модулей памяти и др.) включает нижеследующие операции.
- Механическую обработку полупроводниковых пластин — получают пластины полупроводника со строго заданной геометрией, нужной кристаллографической ориентацией (не хуже ±5 %) и классом чистоты поверхности. Эти пластины в дальнейшем служат заготовками в производстве приборов или подложками для нанесения эпитаксиального слоя.
- Химическую обработку (предшествующую всем термическим операциям) — удаление механически нарушенного слоя полупроводника и очистка поверхности пластины. Основные методы химической обработки: жидкостное и газовое травление, плазмохимические методы. Для получения на пластине рельефа (профилирование поверхности) в виде чередующихся выступов и впадин определённой геометрии, для вытравливания окон в маскирующих покрытиях, для проявления скрытого изображения в слое экспонированного фоторезиста, для удаления его заполимеризированных остатков, для получения контактных площадок и разводки в слое металлизации применяют химическую (электрохимическую) обработку.
- Эпитаксиальное наращивание слоя полупроводника — осаждение атомов полупроводника на подложку, в результате чего на ней образуется слой, кристаллическая структура которого подобна структуре подложки. При этом подложка часто выполняет лишь функции механического носителя.
- Получение маскирующего покрытия — для защиты слоя полупроводника от проникновения примесей на последующих операциях легирования. Чаще всего проводится путём окисления эпитаксиального слоя кремния в среде кислорода при высокой температуре.
- Фотолитография — производится для образования рельефа в диэлектрической плёнке.
- Введение электрически активных примесей в пластину для образования отдельных p- и n-областей — нужно для создания электрических переходов, изолирующих участков. Производится методом диффузии из твёрдых, жидких или газообразных источников, основными диффузантами в кремний являются фосфор и бор.
- Термическая диффузия — направленное перемещение частиц вещества в сторону убывания их концентрации: определяется градиентом концентрации. Часто применяется для получения введения легирующих примесей в полупроводниковые пластины (или выращенные на них эпитаксиальные слои) для получения противоположного, по сравнению с исходным материалом, типа проводимости, либо элементов с более низким электрическим сопротивлением.
- Ионное легирование (применяемое при изготовлении полупроводниковых приборов с большой плотностью переходов, солнечных батарей и СВЧ-структур) определяется начальной кинетической энергией ионов в полупроводнике и выполняется в два этапа:
- в полупроводниковую пластину на вакуумной установке внедряют ионы
- производится отжиг при высокой температуре
- В результате восстанавливается нарушенная структура полупроводника и ионы примеси занимают узлы кристаллической решётки.
- Получение омических контактов и создание пассивных элементов на пластине — с помощью фотолитографической обработки в слое оксида, покрывающем области сформированных структур, над предварительно созданными сильно легированными областями n+– или p+-типа, которые обеспечивают низкое переходное сопротивление контакта, вскрывают окна. Затем, методом вакуумного напыления всю поверхность пластины покрывают слоем металла (металлизируют), излишек металла удаляют, оставив его только на местах контактных площадок и разводки. Полученные таким образом контакты, для улучшения адгезии материала контакта к поверхности и уменьшения переходного сопротивления, термически обрабатывают (операция вжигания). В случае напыления на материал оксида специальных сплавов получают пассивные тонкоплёночные элементы — резисторы, конденсаторы, индуктивности.
- Добавление дополнительных слоев металла (в современных процессах — около 10 слоев), между слоями располагают диэлектрик (англ. inter-metal dielectric, IMD) со сквозными отверстиями.
- Пассивация поверхности пластины. Перед контролем кристаллов необходимо очистить их внешнюю поверхность от различных загрязнений. Более удобной (в технологическом плане) является очистка пластин непосредственно после скрайбирования или резки диском, пока они ещё не разделены на кристаллы. Это целесообразно и потому, что крошки полупроводникового материала, образуемые при скрайбировании или надрезании пластин, потенциально являются причиной появления брака при разламывании их на кристаллы с образованием царапин при металлизации. Наиболее часто пластины очищают в деионизированной воде на установках гидромеханической (кистьевой) отмывки, а затем сушат на центрифуге, в термошкафу при температуре не более 60°C или инфракрасным нагревом. На очищенной пластине определяются дефекты вносимые операцией скрайбирования и разламывания пластин на кристаллы, а также ранее проводимых операциях — фотолитографии, окислении, напылении, измерении (сколы и микротрещины на рабочей поверхности, царапины и другие повреждения металлизации, остатки оксида на контактных площадках, различные остаточные загрязнения в виде фоторезиста, лака, маркировочной краски и т. п.).
- Тестирование неразрезанной пластины. Обычно это испытания зондовыми головками на установках автоматической разбраковки пластин. В момент касания зондами разбраковываемых структур измеряются электрические параметры. В процессе маркируются бракованные кристаллы, которые затем отбрасываются. Линейные размеры кристаллов обычно не контролируют, так как их высокая точность обеспечивается механической и электрохимической обработкой поверхности (толщина) и последующим скрайбированием (длина и ширина).
- Разделение пластин на кристаллы — механически разделяет (разрезанием) пластину на отдельные кристаллы.
- Сборка кристалла и последующие операции монтажа кристалла в корпус и герметизация — присоединение к кристаллу выводов и последующая упаковка в корпус, с последующей его герметизацией.
- Электрические измерения и испытания — проводятся с целью отбраковки изделий, имеющих несоответствующие технической документации параметры. Иногда специально выпускаются микросхемы с «открытым» верхним пределом параметров, допускающих впоследствии работу в нештатных для остальных микросхем режимах повышенной нагрузки (см., например, Разгон компьютеров).
- Выходной контроль (англ.), завершающий технологический цикл изготовления устройства весьма важная и сложная задача (так, для проверки всех комбинаций схемы, состоящей из 20 элементов с 75 (совокупно) входами, при использовании устройства, работающего по принципу функционального контроля со скоростью 104 проверок в секунду, потребуется 1019 лет!)
- Маркировка, нанесение защитного покрытия, упаковка — завершающие операции перед отгрузкой готового изделия конечному потребителю.
Для выполнения требований электронной производственной гигиены строят особо чистые помещения («чистые комнаты»), в которых люди могут находиться только в специальной одеждеТехнологии производства полупроводниковой продукции с субмикронными размерами элементов основана на чрезвычайно широком круге сложных физико-химических процессов: получение тонких плёнок термическим и ионно-плазменным распылением в вакууме, механическая обработка пластин производится по 14-му классу чистоты с отклонением от плоскостности не более 1 мкм, широко применяется ультразвук и лазерное излучение, используются отжиг в кислороде и водороде, рабочие температуры при плавлении металлов достигают более 1500 °C, при этом диффузионные печи поддерживают температуру с точностью 0,5 °C, широко применяются опасные химические элементы и соединения (например, белый фосфор).
Всё это обусловливает особые требования к производственной гигиене, так называемую «электронную гигиену», ведь в рабочей зоне обработки полупроводниковых пластин или на операциях сборки кристалла не должно быть более пяти пылинок размером 0,5 мкм в 1 л воздуха. Поэтому в чистых комнатах на фабриках по производству подобных изделий все работники обязаны носить специальные комбинезоны.[1]. В рекламных материалах Intel спецодежда работников получила название bunny suit («костюм кролика») [2][3].
Техпроцессы 1970-ых – 1980-ых[править]
Ранние техпроцессы, до стандартизации NTRS (National Technology Roadmap for Semiconductors) и ITRS, обозначались “xx мкм” (xx микрон), где xx сперва обозначало техническое разрешение литографического оборудования, затем стало обозначать длину затвора транзистора, полушаг линий металла (half pitch) и ширину линий металла. В 1970-ых существовало несколько техпроцессов, в частности 10, 8, 6, 4, 3, 2 мкм; в среднем, каждые три года происходило уменьшение шага с коэффициентом 0.7[4]
3 мкм[править]
3 мкм — техпроцесс, соответствующий уровню технологии, достигнутому в 1975 году Zilog (Z80) и в 1979 году Intel (Intel 8086). Соответствует линейному разрешению литографического оборудования, примерно равному 3 мкм.
1,5 мкм[править]
1,5 мкм — техпроцесс, соответствующий уровню технологии, достигнутому Intel в 1982 году. Соответствует линейному разрешению литографического оборудования, примерно равному 1,5 мкм.
0,8 мкм[править]
0,8 мкм — техпроцесс, соответствующий уровню технологии, достигнутому в конце 1980-х — начале 1990-х годов компаниями Intel и IBM.
0,6-0,5 мкм[править]
Техпроцесс, достигнутый производственными мощностями компаниями Intel и IBM в 1994—1995 годах.
- 80486DX4 CPU (1994 год)
- IBM/Motorola PowerPC 601, первый чип архитектуры PowerPC
- Intel Pentium на частотах 75, 90 и 100 МГц
- МЦСТ-R100 (1998 г., 0,5 мкм, 50 МГц)
Техпроцессы после середины 1990-ых[править]
Обозначения для техпроцессов, внедренных начиная с середины 1990-ых годов, были стандартизованы NTRS и ITRS и стали называться “Technology Node” или “Cycle”. Реальные размеры затворов транзисторов логических схем стали несколько меньше, чем обозначено в названии техпроцессов 350 нм – 45 нм, благодаря внедрению технологий resist-pattern-thinning и resist ashing. С этих пор коммерческие названия техпроцессов перестали соответствовать длине затвора.[4][5]
С переходом на следующий техпроцесс ITRS площадь, занимаемая стандартной ячейкой 1 бита памяти SRAM, в среднем уменьшалась вдвое. В период
www.wiki-wiki.ru