Технология горячее цинкование – Горячее цинкование металлоконструкций: технология, ГОСТ
alexxlab | 07.03.2019 | 0 | Вопросы и ответы
Горячее цинкование металлоконструкций – полное описание технологии
Для предохранения металлов от коррозии существует много способов, отличающихся и эффективностью, и себестоимостью. Один из них – анодное покрытие. Оно производится по различным методикам, которые предполагают использование соответствующего оборудования, характеризуются определенной сложностью процесса и необходимым временем на его проведение.
Пожалуй, самая известная из них (и наиболее широко распространенная) – горячее цинкование. По популярности уступает лишь способу электролитического покрытия металлоконструкций, но только в плане финансовых вложений, так как по долговечности намного его превосходит.
Принцип цинкования
Поверхность заготовки покрывается слоем этого металла (как правило, толщиной 40 – 65 мкм). В результате исключается прямой контакт «основы» с жидкостями и обеспечивается надежная антикоррозийная защита. Применяется (в основном) для обработки железа или стали. Но делается это разными способами.
С точки зрения оптимального сочетания экономичности и высокого результата лучшим вариантом считается именно горячее цинкование. По оценкам специалистов, при эксплуатации металлоконструкций даже в самых неблагоприятных условиях эффективность такого покрытия не снижается на протяжении не менее 65 – 70 лет. Вот эту технологию и рассмотрим подробнее.
Преимущества горячего цинкования
- Возможность обработки любых заготовок, независимо от сложности их формы.
- Способность к «самовосстановлению». Если какой-либо участок металлоконструкции получил механическое повреждение, то дефект покрытия постепенно минимизируется и полностью устраняется без постороннего вмешательства.
- Устойчивость перед жидкостями примерно в 6 раз выше аналогичного показателя «защищенности», обеспеченной другими методиками.
- Все имеющиеся дефекты основы (раковины, поры и так далее) тщательно скрываются слоем цинка.
- Надежное скрепление защитного слоя с поверхностью заготовки.
- Низкие эксплуатационные затраты. Основной пункт экономии – отсутствие необходимости в регулярной обработке и окрашивании металлоконструкций.
Принцип и технология горячего цинкования
Суть процесса коротко можно описать так – после предварительного «освежения» (этап подготовительных мероприятий) деталь погружается в резервуар с расплавленным цинком. Металл буквально «обволакивает» заготовку, проникая в самые труднодоступные места конструкции.
Более подробно ознакомиться со всеми нюансами цинкования по «горячей» методике можно в ГОСТ № 9.307 от 1989 года. Мы же рассмотрим основные операции, и этого будет вполне достаточно, чтобы понять принцип такой обработки деталей.
Подготовка металлоконструкции
Данная работа включает в себя несколько операций (технологических этапов).
Механическая обработка
Производится с целью удаления с поверхности заготовки грязи, окалины и тому подобное. То есть фракций инородных веществ. На производстве это делается пескоструйными аппаратами в специальных боксах.
Обезжиривание
Производится при средней температуре +75 ºС с целью повысить качество скрепления цинка с основой. Присутствие на ней в процессе дальнейшей обработки каких-либо химических соединений (к примеру, масляных пятен) не допускается, так как это может привести впоследствии или к отслоению покрытия, или к неравномерности его толщины (а то и образованию «голых» зон). Удаление посторонних веществ производится специальными средствами (реагентами).
Промывка
Смысл данной операции понятен – удалить с детали все использовавшиеся в процессе обезжиривания химикаты.

Травление
На поверхности металла, подлежащего цинкованию, всегда присутствуют в определенных долях различные окислы (в том числе и ржавчина). Вот от них и очищается заготовка. Это делается с использованием кислоты, преимущественно соляной, при комнатной температуре (порядка 22 – 24 ºС). Ориентировочная концентрация раствора – от 140 до 200 г/л (зависит от степени загрязнения металла).
Особенности
Во-первых, если ранее заготовка подвергалась цинкованию, то сначала в отдельной емкости удаляется защитный слой. Во-вторых, для минимизации воздействия кислоты на материал основы и исключения усиленного выделения водорода используются специальные вещества (ингибиторы), которые вводятся в раствор.
Промывка
Эта операция необходима для удаления продуктов химических реакций, протекавших на этапе травления, и остатков кислотного раствора.
Флюсование
На этом этапе производится окончательная подготовка заготовки к обработке расплавленным цинком. Во-первых, тонкий слой используемого средства (флюса) предотвращает окисление материала (а данный процесс идет постоянно). Во-вторых, по аналогии с пайкой, повышает надежность «сцепки» (цинк + основа).
Обработка производится в условиях + 60 ºС раствором концентрацией порядка 500 г вещества на 1 л воды. Как правило, это состав из хлоридов аммония и цинка.
Особенность
В процессе флюсования осуществляется постоянный контроль над содержанием железа, кислотностью и плотностью раствора. При необходимости вводится перекись водорода. Она снижает процентное содержание железа путем образования его солей, которые выпадают в осадок.
Термическая подготовка металлоконструкции
После обработки растворами заготовку необходимо тщательно просушить. Если в процессе ее погружения на поверхности будут остатки жидкости, то это приведет к образованию ее паров и отразится на качестве конечного покрытия. Кроме того, такое предварительное повышение температуры образца (до 100 ºС) позволяет снизить эн/затраты в ходе операции по цинкованию.
Подача (выемка) заготовок в печь производится механизированным способом. Для обеспечения высокого качества осушки используется не менее 2-х термических камер.

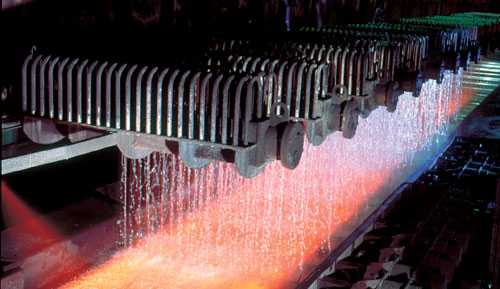
Покрытие слоем цинка
Собственно, это является конечной целью всех подготовительных операций. Необходимый температурный режим выбирается исходя из местных условий и специфики заготовки. В среднем это +420 ºС (предельное значение – до +455).
Особенности
- Наличие эффективной вытяжки, так как процесс цинкования сопровождается интенсивным парообразованием.
- Строгое соблюдение скорости погружения и времени выдержки детали в резервуаре с «расплавом».
- Качество охлаждения металлоконструкции.
Основные операции
- Погружение.
- «Выдержка» в емкости (порядка 4 – 10 минут). Если образуется шлак, то он удаляется механическим способом.
- Выемка заготовки из ванны. Толщина слоя защитного покрытия во многом определяется скоростью извлечения детали из емкости, поэтому рассчитывается индивидуально для каждого образца.
Охлаждение
Может проводиться или принудительно, или протекать естественно, в условиях помещения.
Вот, собственно, и весь смысл технологических операций, которые позволяют обеспечить качественное цинкование материалов. Для общего понимания сути всех процессов вполне достаточно.
ismith.ru
Горячее цинкование металла: технология и оборудование
 Одно из наиболее надежных покрытий для металлических изделий получают методом горячего цинкования. Срок службы такого покрытия составляет около 50 лет. Горячее цинкование металла осуществляется путем погружения изделия в расплав цинка. В результате этого на поверхности металла образуется защитное покрытие, называемое карбонатом цинка, устойчивое к физическим воздействиям, не допускающее возникновения коррозии.
Одно из наиболее надежных покрытий для металлических изделий получают методом горячего цинкования. Срок службы такого покрытия составляет около 50 лет. Горячее цинкование металла осуществляется путем погружения изделия в расплав цинка. В результате этого на поверхности металла образуется защитное покрытие, называемое карбонатом цинка, устойчивое к физическим воздействиям, не допускающее возникновения коррозии.
Горячему цинкованию можно подвергать любые виды сталей, но качество полученных поверхностей будет различным. Это зависит от химического состава конкретного металла. Различие будет касаться цвета, блеска поверхности, толщины покрытия, адгезионной способности изделия.
Преимущества и недостатки горячего цинкования
Почему так ценится горячее цинкование? Давайте убедимся в этом сами, взглянув на некоторые факты:
- Цинковое покрытие увеличивает срок эксплуатации изделий в среднем на 30 лет.
- После обработки методом горячего цинкования изделия не требуют ухода и текущего ремонта.
- Цинковое покрытие имеет возможность самовосстановления в случае механического повреждения.
- Сохраняется высокая теплопроводность изделий, так как цинк отлично проводит тепло.
- Возможность покрытия внутренностей изделия сможет обеспечить только горячее цинкование. ГОСТ предъявляет свои требования к оцинковке изделий.
Нельзя умолчать и о некоторых минусах горячего цинкования:
- Оборудование для горячего цинкования дает возможность обрабатывать далеко не все детали. Все зависит от габаритов изделий, ведь они просто могут не поместиться в ванну.
- Большой расход цинкового расплава.
- Некоторые изделия могут иметь неравномерный слой цинкового покрытия.
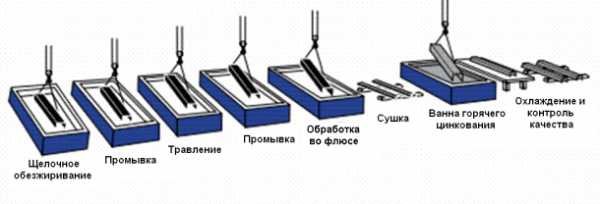
Технология горячего цинкования
Линии горячего цинкования состоят из нескольких последовательных операций, выполнение которых обязательно. Большую часть занимает предварительная подготовка изделия. Перечислим все этапы и дадим комментарии к ним:
- Обезжиривание поверхности изделия для удаления жировых и масляных пятен. Операция проводится при температуре 80-80 градусов.
- Промывка изделия.
- Травление. Деталь опускают в ванну с соляной кислотой для удаления с ее поверхности различных оксидов (ржавчины, потемнения, окалины), которые образуются в процессе хранения изделия.
- Промывка в нескольких ваннах с целью удаления остатков кислоты.
- Флюсование. Это образование защитной пленки флюса, которая препятствует дальнейшему окислению металла, а также улучшает адгезию поверхности с цинковым расплавом. Деталь обрабатывается раствором флюса при температуре около 60 градусов.
- Сушка изделия при температуре 100 градусов. Удаляется влага с поверхности изделия, которая способна вызвать разбрызгивание цинка при погружении в него детали.
- Цинкование. Деталь погружается в расплав цинка с температурой 440-460 градусов. В ванне с цинком изделие находится 3-10 минут.
К сведению: толщина будущего покрытия зависит не только от марки стали, но и от времени извлечения детали из ванны. Скорость кристаллизации цинка для различных деталей регулируется индивидуально.
- Охлаждение готового изделия.

Области применения изделий, подвергнутых горячему цинкованию
- Промышленное и частное строительство. Любые металлические конструкции и изделия подвергаются подобной обработке с целью продления своего ресурса и защиты от всевозможных воздействий. Чего стоят только водопроводные трубы, металлические сетки для ограждений, оконные отливы, профнастил и масса других изделий.
- Защита металлических емкостей, труб, баков, посуда и прочей хозяйственной утвари.
- Компоненты изделий, эксплуатирующихся под открытым небом, также нуждаются в подобной защите. Это вышки, опоры мостов и ЛЭП, радиомачты, ретрансляторы и т. д.
- Дорожное строительство. Дренажные трубы, ограждения, мостовые конструкции, перила и прочие элементы, подверженные влиянию влаги.
Вывод
Метод горячего цинкования является весьма надежным и современным способом защиты металлических конструкций от воздействия неблагоприятных внешних условий. Результаты, полученные при помощи данного метода, существенно расширяют возможности по внедрению металлоконструкций в нашу жизнь.
Вконтакте
Google+
Одноклассники
sarstroyka.ru
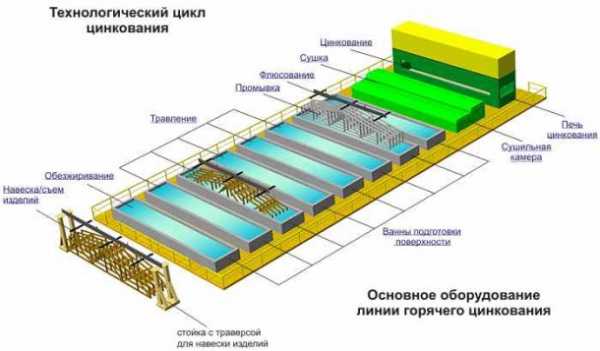
Технология горячего цинкования
Для обеспечения перемещения изделий при горячем цинковании они должны быть закреплены на специальных траверсах.
Перед горячим цинкованием изделия подвергаются химической обработке, т.к. поверхности изделий, предназначенных для горячего цинкования, должны быть чистыми.
Стадии процесса:
Обезжиривание: перед травлением металлов (удаление окисей химическим способом, без которого невозможно цинкование) необходимо удалить маслянистые и смазочные вещества с их поверхности. Таким образом, цель обезжиривания – удаление с поверхности маслянистых и/или смазочных веществ с использованием кислотных растворов.
Травление: необходимо для удаления оксидов железа с поверхности материалов. Для травления используют кислоту с ингибитором коррозии, который необходим для остановки продолжения эффекта травления металла после удаления окиси.
Промывка: для полного удаления кислотного раствора после травления производится промывка изделий в ванной с водой.
Флюсование: производится в горячем жидком растворе хлористого цинка/аммония с целью подготовки поверхности металла для правильной «реакции» с расплавленным цинком и для предотвращения образования окиси при последующем процессе сушки.
Сушка: изделия помещают в камеру сушки, где циркулирует горячий воздух при температуре около 100° C. Таким образом, материал сушится и нагревается, что позволяет снизить термошок от высоких температур горячего цинкования.
Цинкование: производится погружением в цинк, содержание чистого цинка не менее 98,5 %, при температуре около 450° C. При горячем цинковании допускаются добавки алюминия или иных элементов в соответствии со спецификой требований цинкования.
Охлаждение: производится погружением в горячую воду только изделий такой конструкции, которые не деформируются и не разрушатся.
Пассивация: после горячего цинкования материал может быть обработан раствором из несодержащих хром органических солей, который предотвращает образование белой окиси, т.е. того налета оксидированного цинка, который образуется в результате хранения изделий во влажных и непроветриваемых помещениях. Пассивация производится путем погружения конструкций в специальный раствор и сушится при температуре 70°C перед его упаковкой.
Проверка: два свойства покрытия после горячего цинкования, которые тщательно рассматриваются после процесса цинкования, — толщина покрытия и внешний вид покрытия. Различные простые физические и лабораторные тесты выполняются для определения толщины, однородности, уровня прилипания и внешнего вида.
Горячее цинкование – требования к изделиям
В конструкциях изделий, подлежащих горячему цинкованию, не должно быть карманов, закрытых полостей и воздушных мешков; все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов.Полые изделия и изделия сложной формы подвергают пробному горячему цинкованию.
Не допускается во избежание взрыва наносить покрытия на изделия, имеющие закрытые полости.
Сварку элементов конструкций следует производить встык, либо двухсторонними швами, либо односторонним швом с подваркой.
Не допускается цинковать изделия со сварными соединениями внахлест.
Требования к поверхности основного металла:
- на поверхности основного металла не допускается: закатанная окалина, заусеница, поры, включения, сварочные шлаки, остатки формовочной массы, графита, смазки, металлической стружки, маркировочной краски;
- на поверхности литых изделий не должно быть пор и усадочных раковин;
- сварочные швы должны быть равномерными, плотными и сплошными по всей длине;
- острые углы и кромки изделий, за исключением технически обоснованных случаев, должны быть скруглены радиусом не менее 0,3 мм;
- поверхность изделий, подлежащих горячему цинкованию, должна быть очищена обезжириванием, последующим травлением, затем зафлюсована;
- степень очистки поверхности от окалины и продуктов коррозии – 1 по ГОСТ 9.402-80.
Горячее цинкование – характеристика химического состава стали
Для наилучшего покрытия методом горячего цинкования используются заготовки из низкоуглеродистой стали ГОСТ 380-94, 1050-88, 27772-88. Сталь должна содержать кремнияЗависимость внешнего вида цинкового покрытия от химического состава стали приведена в таблице:
polygonal.com.ua
Горячее цинкование, технология, методы, ванна для горячего цинкования
В современном мире для покрытия металлов защитным раствором применяются различные вещества. одним из самых распространенных является цинк, который покрывает слой тонким слоем и выполняет помимо декоративной функции еще и защитную.
Горячее цинкование металлоконструкций

На современных промышленных предприятиях не редко используется горячее цинкование при обработке стальных материалов. Данный метод обработки представляет собой процедуру, которая заключается в погружении предметов из стальных материалов в специально разработанную емкость с расплавленным цинком. Его температура нагрева составляет не менее 450 градусов Цельсия.
Данная процедура не является сложной, если в наличии имеется необходимое оборудование. Она является проверенным методом покрытия стальной поверхности защитной пленкой, эффективность которой проверена многими годами использования. Ее толщина тщательным образом контролируется, чтобы металлу была обеспечена надежная защита от влияния окружающей среды.
Благодаря цинковому сплаву обеспечивается гораздо более долгая защита от коррозии, чем при использовании обычных методов, в числе которых и адгезия. Во время данного процесса между железным сплавом и цинковым появляется взаимодействие. Они соединяются в одно вещество. Это не просто адгезия железа к цинку. Это уже отдельное вещество, состоящее из смешивания сплавов этих двух металлов. Благодаря этому антикоррозийное свойство сохраняется на более продолжительный период времени.
Кроме придания металлу устойчивости к появлению коррозии обработка горячим цинковым сплавом придает металлу еще ряд свойств, которые проявляются в:
- улучшении внешнего качества изделия,
- увеличению эксплуатационного срока,
- устойчивости е агрессивным влияниям окружающей среды.
Главным отличием покрытия стали цинковым сплавом от всех других методов обработки является то, что этот метод защиты является более надежным. Цинк помогает контролировать появление ржавчины и других дефектов на предметах из стали. Другие же методы лишь маскируют недостатки.
Внимание: На сталь, покрытую цинковым сплавом можно нанести лакокрасочное покрытие, которое может придать не только привлекательный внешний вид с эстетической точки зрения, но и обеспечить двойную защиту металла.
Таблица 1. Сравнение показателей стоимости и срока службы стали после горячего цинкования с другими способами защиты (себестоимость принята за 100%)
| Способ защиты | Средний срок службы до покраски, годы | Себестоимость, % | Расходы после 25 лет эксплуатации, включая уход,% |
|---|---|---|---|
| Горячее цинкование | 25 | 100 | уход не требуется |
| Дробеметная очистка, окраска в три слоя | 12 | 75 | 150 |
| Дробесруйная очистка вручную, окраска в три слоя | 12 | 120 | 195 |
| Травление и окраска в три слоя | 10 | 85 | 200 |
| Очистка металлической щеткой и окраска в три слоя | 8 | 75 | 230 |
| То же и окраска в два слоя | 5 | 55 | 280 |
Метод горячего цинкования

У данного метода обработки стальных предметов имеется большое количество достоинств, которые делают его таким популярным:
Во время погружения отдельных элементов в ванну с горячим цинком происходит покрытие защитным слоем сразу всех элементов предмета. Покрытию подвергаются даже самые недоступные участки, которые можно с легкостью пропустить, используя другие методы обработки.
Процедура обработки стали цинком не является сложной. Для этого достаточно лишь опустить металлический материал в сплав и подождать определенное количество времени.
- Экономичность
На проведение процедуры горячего цинкования предметов из стали не затрачивается изначально большого количества средств. Данный процесс отличается своей дешевизной и способностью изготовлять изделия, которые в среднем служат не менее двадцати лет.
- Доступ к труднодоступным элементам
При обработке предметов из стали обычными методами появляется большое количество трудностей, потому что в некоторые места практически невозможно добраться. При обработке цинковым сплавом такого не происходит.
Технология горячего цинкования

Технология горячего цинкования делится на несколько этапов:
1. подготовка поверхностиПеред процедурой необходимо тщательным образом подготовить стальную поверхность к нанесению цинковой пленки. Сначала необходимо обезжирить поверхность, чтобы с нее были удалены масла или загрязнения. После этого нужно тщательным образом промыть материала или изделия из стали, что поверхность была идеально чистой. На следующем этапе подготовки важно произвести процедуру травления. Она заключается в устранении с поверхности всех оксидов металла. Сделать это можно благодаря нагретой соляной кислоте или ингибоиторам. После этого проводится обработка металла специальными веществами для того, чтобы остановить процессы окисления. На заключительном этапе осуществляется сушка металла или металлического предмета.
2. Подготовка цинкового сплаваНа данном этапе осуществляется нагревание цинка до температуры 450 градусов Цельсия.
- Погружение металла в ванну с горячим цинком
Важно: Во время погружения материалов для покрытия их цинковым сплавом необходимо соблюдать определенную скорость, потому что медленное погружение позволит на поверхности металла образоваться оксидам, чего нельзя допустить.
Данный этап является завершающим. Он осуществляется на открытом воздухе. Сплав на поверхности стали застывает.
Оборудование для горячего цинкования
В современном мире для процедуры горячего цинкования используются виды оборудовании, которые подходят для сильного нагревания цинка. К ним относится ванна горячего цинкования. Ведущими поставщиком такого оборудования в мире является Китай.
Ванна горячего цинкования
Есть несколько категорий таких ванн:
- ванны для мелкогабаритных изделий,
- ванны для обработки цинковым сплавом труб,
- ванны для крупногабаритных изделий.
Они отличаются своими размерами. Он способна нагреваться благодаря:
- системе электронагревания,
- жидкому топливу,
- сжиженному газу,
- каменному углю.
У каждой ванны имеется своя система нагревания, которая позволяет за короткое время расплавить цинк и нагреть его до определенной температуры.
lkmprom.ru
Технологический процесс горячего цинкования — Цинковый портал
Технологический процесс горячего цинкования — это закономерная последовательность технологических операций по предварительной подготовки металлической поверхности перед оцинковкой, цинкования, финишной обработки . Качество цинкового покрытия напрямую зависит от тщательного соблюдения технологического процесса горячего цинкования.
Предварительный этап технологического процесса горячего цинкования
1. Загрузка металлоизделий
Обрабатываемые детали закрепляются на специальном транспортном приспособлении (траверсе) при помощи проволоки. Для различных по габаритным размерам изделий используется проволока определенной толщины. Обязательным условием при горячем цинковании является наличие на каждом обрабатываемом изделии технологических отверстий для крепежа.
Схема участка горячего цинкования
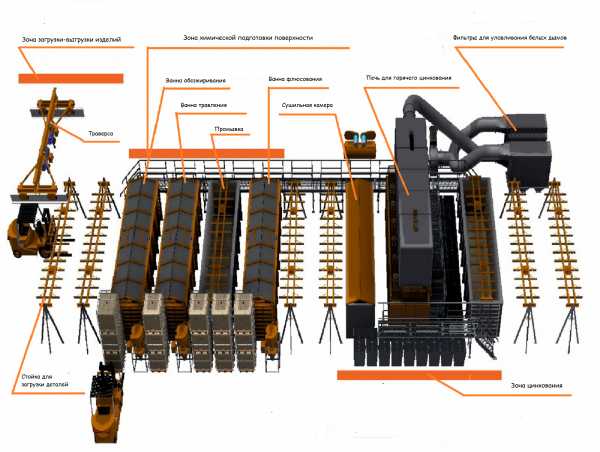
2. Горячее цинкование. Обезжиривание
Процесс предварительной подготовки перед горячим цинкованием включает в себя удаление с обрабатываемой поверхности органических (жировых) и неорганических (пыль, стружка) загрязнений.
Обезжиривание изделий может производиться:
· химическим способом,
· электрохимическим методом,
·путем термической обработки (отжиг).
Химическое и электрохимическое обезжиривание производятся в водных растворах, содержащих щелочь (натр едкий), тринатрийфосфат, жидкое мыло. Поверхностно — активные вещества вводят в рабочий раствор для уменьшения коэффициента сцепления масла и жировых загрязнений с обрабатываемой поверхностью.
Состав и режим химического обезжиривания горячего цинкования
• Натр едкий – 25 г/л,
• Сода кальцинированная – 50 г/л,
• Тринатрийфосфат – 15г/л,
• Жидкое стекло – 3 г/л.
Температура рабочего раствора находится в диапазоне от 80 до 90 ° С.
Альтернативой щелочного обезжиривания при горячем цинковании может служить кислотное удаление жировых пленок и неорганических загрязнений. Основным компонентом рабочего раствора является фосфорная кислота. Рабочая температура технологической операции – 40 ÷ 50 ° С.
Электрохимическое обезжиривание
Состав рабочего раствора такой же, как и при химическом обезжиривании.
Температура электрохимического процесса – 70 ÷80 ° С.
Плотность тока – 2 ÷ 5 А/дм2.
ЭХО активно используется для удаления травильного шлама.
Недостатком электрохимического обезжиривания является:
· наводораживание поверхностного слоя, потому закаленные тонкостенные детали не следует обрабатывать таким способом;
· низкая рассеивающая способность (сложнопрофильные, рельефные изделия не очищаются должным образом в глубоких канавках и впадинах).
3. Промывка
Для удаления остатков щелочного раствора, эмульсии и других остаточных продуктов, обрабатываемые изделия тщательно промывают сначала в промывке с горячей водой, а затем в холодной проточной воде.
Следы коррозии, термическую окалину можно удалить с обрабатываемой поверхности, применяя
· химическую обработку — травление,
· механический способ.
4. Травление
При химическом удалении загрязнений с металлической поверхности в процессе горячего цинкования используются кислотные составы:
• 18 ÷ 22 % — ный водный раствор серной кислоты,
• 20 ÷ 25 % — ный водный раствор соляной кислоты.
Каждый травильный состав обладает определенными специфическими свойствами.
При химической обработке в серной кислоте термическая окалина удаляется на 15 ÷ 20 % от основного объема, при травлении в соляной кислоте этот показатель увеличивается до 40 ÷ 50%.
После травления в кислотном соляном растворе поверхность имеет более гладкую текстуру, чем после обработки в серном растворе.
Травление обрабатываемого изделия в серной кислоте может привести к повреждению матричной основы («растравливанию»). Для устранения этой проблемы используют специальные ингибиторы.
Химическая обработка в соляной кислоте практически не наводораживает поверхностный слой изделия.
Для травления в серной кислоте рабочий раствор необходимо нагреть до 60 ÷ 80 °C.
Себестоимость состава травления в соляной кислоте выше, чем в серном растворе.
Отработанную серную кислоту можно использовать в дальнейшем для других технологических нужд.
Механический метод очистки
Сущность метода — воздействие на обрабатываемую поверхность мелких, дисперсионных частиц под высоким давлением.
Оборудование для очистки – дробеструйный агрегат, дробеметный аппарат.
5. Промывка
Промывка производится в проточной воде. Служит для удаления травильного раствора и остатков химического воздействия. Температура технологической операции – 25 ÷ 30°C.
6. Флюсование
Заключительная подготовительная операция перед цинкованием. Флюсование предназначено для химического удаления
• образовавшихся после травления металлических оксидов и солей с обрабатываемой поверхности,
• солей с поверхности расплавленного цинка в местах соприкосновения при погружении изделия в рабочий раствор,
• для улучшения параметра смачиваемости обрабатываемой поверхности расплавленным цинком при погружении (путем снижения коэффициента поверхностного натяжения цинкового расплава).
Операция по нанесению флюса может проходить двумя способами.
1. Расплавленное флюсование («мокрый» способ). Флюсовый слой находится непосредственно на зеркале расплава цинка. Обрабатываемое изделие перед оцинковкой проходит сначала безводный расплавленный флюсовый слой, а затем погружается в рабочий цинковый расплав.
2. Флюсование в специальном водном растворе с последующей сушкой. После такого способа обработки на металлической поверхности образуется слой «сухого» флюса.
Флюсовая смесь состоит из солей хлористого цинка и хлористого аммония.
Состав и режим флюсования
• раствор хлористого цинка (водный) – 150 ÷ 300 г/л.
• раствор (водный) хлористого аммония — 100 ÷ 150г/л.
Температура обработки – 60 °C.
7. Сушка
Сушка офлюсованных изделий позволяет решить ряд технологических вопросов.
- Получение на обрабатываемой поверхности равномерного флюсового слоя.
- Подогрев изделия перед оцинковкой облегчает нагрев рабочей ванны цинкования, улучшая технологические параметры процесса.
- После сушки образуется плотная солевая пленка на обрабатываемой поверхности, которая предохраняет изделия от окисления перед цинкованием.
Сушку производят в специальных камерах. Для ускорения процесса и улучшения качества обработки сушильные камеры оснащают системой рециркуляции горячего воздуха.
Продолжительность обработки и температурный режим зависят от массы обрабатываемых изделий.
Оптимальная температура поверхности после сушки находится в диапазоне от 120 до 150°C, при таком нагреве флюс не разлагается, сохраняя технологические свойства.
Горячее цинкование
1. Цинкование
При горячем цинковании обрабатываемое изделие погружают в цинковый расплав (450°C). Погружение деталей в рабочий раствор производится на большой скорости, чтобы предотвратить возможность дополнительного окисления обрабатываемой поверхности.
Скорость извлечения изделий из рабочего расплава невелика. Это дает возможность излишкам расплава стечь обратно в ванну цинкования. Чтобы получить равномерное покрытие по всей длине, на поверхности обрабатываемой детали должны присутствовать дополнительные технологические отверстия (для улучшения оттока излишков расплава).
Толщина цинкового слоя напрямую зависит от
• времени выдержки в цинковом расплаве,
• температуры цинкового расплава,
• скорости извлечения детали после оцинковки.
Финишная обработка технологического процесса горячего цинкования
1. Охлаждение
Обработанное изделие после оцинковки имеет температуру поверхности ~ 450°C. Охлаждение до комнатной температуры может производиться:
• на открытом воздухе,
• в специальной ванне с чистой водой.
2. Разгрузка металлоизделий
Оцинкованные изделия снимаются со специального транспортного приспособления (траверсы).
Путем шлифования убираются застывшие излишки цинкового расплава.
Контролируемые параметры технологического процесса горячего цинкования — это толщина цинкового покрытия и внешний вид изделия.Готовые изделия после технологического процесса горячего цинкования пакетируются для последующей транспортировки.
www.zinkportal.ru
Технология процесса горячего цинкования
Как любая обработка поверхности, горячее цинкование требует правильной подготовки поверхности для того, чтобы во время погружения деталей в ванну цинкования реакция железа и цинка была однородной.
Последовательность этапов следующая: обезжиривание, промывка, травление, промывка и флюсование.
1. Обезжиривание
Назначение обезжиривания – удаление масла, загрязнений от этого зависит качество цинкования в целом. Обработка осуществляется с помощью обезжиривающего реагента, выбранного в зависимости от загрязняющего вещества, при температуре от 60 до 80°C. Удаление масляных пятен является необходимым перед этапом травления, во избежание дефектов цинкования металла таких как, например, отсутствие или расслоение цинкового покрытия.
2. Промывка после обезжиривания
Промывка должна выполняться эффективно, она позволит удалить с деталей жирные вещества и пену, оседающую на деталях из ванны обезжиривания.
3. Травление

Операция травления состоит из очистки поверхности металла, посредством удаления с нее слоя оксидов, образующихся в результате горячей обработки (окалина) или неблагоприятных условий хранения (ржавчина).
Обработка выполняется с помощью соляной кислоты, имеющей концентрацию от 120 до 210 г/л, при температуре окружающей среды (20 – 25°C). Преимуществом соляной кислоты является хорошая растворимость хлоридов железа и достижение чистой блестящей поверхности и достаточной смачиваемости расплавленным цинком.
Рекомендуется добавлять ингибиторы для удаления только окислов и гидроксилов, ограничивая воздействие на основной метал и избегая риска водородного насыщения.
Правильный контроль концентрации ванны позволит оптимизировать качество обработки, расходы, выбросы и, как следствие, защиту окружающей среды. Для дефектных изделий предусмотрена ванна для удаления цинкового покрытия, которая позволяет очищать детали за счет использования отработанного раствора кислоты.
4. Промывка после травления
За травлением следует тщательная промывка для нейтрализации возможных остаточных следов кислоты и удаления солей. Использование нескольких последовательных промывочных ванн позволит оптимизировать промывку и сократить расход воды.
5. Флюсование
Операция “флюсование” имеет три цели:
- Завершение подготовки поверхности (растворение оксидов железа, заново образовавшихся на поверхности во время промывки),
- Защита поверхности деталей с помощью пассивированной пленки флюса от дальнейшего окисления стали,
- Обеспечение хорошей смачиваемости расплавленным цинком.
Применяемый флюс состоит из хлорида цинка и хлорида аммония.
Обработка выполняется концентрированным раствором флюса (400 – 600 г/л) при температуре 60°C.
Раствор ванны флюсования должен периодически контролироваться (плотность, pH и содержание железа). Очистка осуществляется с помощью добавления перикиси водорода, которая непрерывно осаждает соли трёхвалентного железа на дно ванны, а далее осадок попадает в систему отстаивания и фильтрации.
6. Предварительный нагрев, сушка перед нанесением цинка

Данная операция после флюсования позволяет испарять влагу с поверхности деталей и в пустотелых элементах, во избежание выплескивания цинка парами воды во время погружения в печь и деформации деталей. Она также позволяет предварительного нагревать детали приблизительно до 100°C, что эффективность печи цинкования, экономит энергию и снижает себестоимости цинкования.
Время сушки превышает время цинкования, следовательно, сушильная печь должна иметь несколько камер (минимум 2). Принятая в расчет производительность – максимальная загрузка сушильной печи.
Загрузочное и разгрузочное устройства обеспечат своевременное перемещение садок и оптимальной нагрузке печи цинкования.
7. Цинкование

После всех предварительно описанных операций, можно считать, что контакт между сталью и жидким цинком будет обеспечен наилучшим образом.
Основные параметры успешной операции:
- Качество стали;
- Качество цинка;
- Температура цинкового расплава;
- Продолжительность погружения;
- Скорость погружения и поднятия;
- Охлаждение.
Температура цинкового расплава составляет 419°C, цинкование выполняется в классических пределах от 445 до 460°C, что позволяет сократить образование штейна, оксидов и т.д.
Вытяжка отходящих газов обеспечивается системой аспирации и фильтрации в полном соответствии с экологическими нормами.

Фаза погружения:
Во время этой фазы имеют место несколько этапов: теплообмен внутри детали, расплав и разрушение флюса на поверхности деталей, приводящее к оптимальной смачиваемости расплавленного цинка.
Скорость погружения тоже является важным фактором. Слишком медленная скорость приведет к освобождению поверхности стали от пассивированной пленки с риском повторного окисления, а слишком быстрая скорость погружения приведет к захвату с поверхности остатков солей, флюс не успеет расплавится и, как следствие, это вызывает образование дефектов.
Длительность погружения:
Длительность погружения изменяется в зависимости от садки (массы, размеров, формы), в среднем от 3 до 10 мин.
Перед удалением деталей необходимо удалить шлак с помощью скребка с поверхности расплава, во избежание его оседания на деталях.
Фаза извлечения из ванны:
Скорость извлечения влияет на конечную толщину полученного покрытия. Она воздействует на толщину слоя чистого цинка (мкм), связанную с растеканием цинка и скоростью отвердевания.
Скорости подбираются, исходя из производительности, длительности погружения и качеством поверхности (подтёки, капли), учитывая регулировку наклона деталей на монтаже в зависимости от их геометрии.
8. Охлаждение
Охлаждение происходит на открытом воздухе на участке складирования и хранения совмещенной с участком ОТК перед упаковкой.
galvanazing-line.ru
Горячее цинкование металла: технология, ГОСТ
Самое большое разрушающее воздействие на стальные и железные предметы оказывается коррозия. В результате окисления металла при воздействии с окружающей средой происходит его разрушение и рабочее изделие или конструкцию необходимо заменять. Поэтому горячее цинкование является надежной защитой стальной или железной поверхности и очень актуально на сегодняшний день.

Для решения этой проблемы разработаны и применяются различные технологии. Все они основаны на создании защитного слоя на поверхности металла. Однако большая часть из них недолговечна и требует периодического восстановления, а другие способы очень дороги или слишком сложные в выполнении.
Как показал практический опыт, наиболее оптимальным материалом для защиты стальных изделий является расплавленный цинк, который покрывает поверхность ровным тонким слоем при контакте с железом. Этот способ создания защитного покрытия называют горячее цинкование.
На открытом воздухе чистый цинк вступает в химическую реакцию окисления с атмосферным кислородом, создавая на поверхности оксидную пленку ZnO, которая способна замедлить коррозию. Однако на этом химические реакции не останавливаются. Наличие в воздухе диоксида углерода CO2 преобразует состав поверхностной пленки карбоната цинка ZnCO2, который полностью прекращает все коррозионные процессы.

Обоснование применения защитных цинковых покрытий
Для стальных конструкций, изделий и материалов горячее цинкование признано, как технология имеющая наилучшее соотношение между производственными затратами и уровнем надежности защитного покрытия. Толщина слоя цинка может быть в пределах 30-100 мкм (в большинстве случаев 40-60 мкм).
Продолжительный практический опыт эксплуатации оцинкованных изделий показал, что горячее цинкование может обеспечить защиту от коррозии:
- в агрессивных условиях промышленной эксплуатации до 55 лет;
- в жарких и влажных тропиках до 70 лет;
- в обычных условиях на открытом воздухе до 85 лет.
В нашей стране контроль и требования к защите от коррозии методом нанесения цинковых покрытий определяются ГОСТ 9.307-89.
Технология горячего цинкования
Технологический процесс нанесения защитного цинкового покрытия состоит из нескольких последовательных этапов, происходящих в режиме конвейера, в числе которых:
- обезжиривание;
- травление металла;
- промывка;
- флюсование;
- сушка и нагрев стальных изделий;
- горячее цинкование;
- охлаждение обработанных материалов.
Перед загрузкой стальных изделий и материалов должен быть произведен их осмотр и при необходимости механическая, пескоструйная или другая очистка от сильных загрязнений.

Обезжиривание
Эта операция при выполнении цинкования необходима для удаления остатков смазки и масел с поверхности обрабатываемых заготовок. Ее производят путем погружения деталей в специальный обезжиривающий раствор, нагретый до 70-80°C. Такой температурный режим позволяет полностью удалить жировые остатки и избежать в дальнейшем пропусков слоя и возможного расслоения оцинковки. После этого под сильными струями воды смывают остатки образовавшейся при обезжиривании пены.
Травление
Процесс травления направлен на очистку поверхности заготовок от остаточной окалины после термической обработки, ржавчины и оксидных пленок. Обработка производится раствором соляной кислоты с концентрацией не более 200 г/литр, подогретым до 25°C. Кислота хорошо растворяет хлориды железа, а расчетная концентрация обеспечивает сохранение для горячего цинкования чистого металла без повреждений.
Для удаления окислов и гидроксилов используют специальные ингибиторы, которые так же не оказывают химического воздействия на сталь и железо. Контроль концентрации растворов и применение правильно подобранных соотношений позволяют получить идеально чистую поверхность.
Промывка
После проведения травления необходимо тщательно удалить все остатки химически активных веществ. Для этого детали несколько раз погружают в последовательно установленные ванны и обрабатывают сильными струями воды.
Флюсование
Нанесение флюса завершает этапы предварительной подготовки поверхности перед горячим цинкованием. При этом происходит покрытие деталей сплошным слоем пленки, который предотвращает возможность дальнейшего окисления стали и обеспечивает хорошую смачиваемость поверхности расплавленным цинком.
Флюс представляет собой концентрированный до 500 г/литр раствор хлорида цинка и хлорида аммония, нагретый до 60°C. Для обеспечения гарантии качества покрытия ведется постоянный контроль плотности флюса, щелочности и содержания солей железа.
В случае изменения химического состава флюса его восстанавливают перекисью водорода, которая активно осаждает образующиеся при обработке соли.
Сушка и предварительный нагрев
На этом этапе путем постепенного нагрева обрабатываемых деталей и материалов до 100°C удаляется остаточная влага, которая может оставаться на поверхности, особенно у деталей сложной пространственной формы. Остатки воды при погружении в ванну с расплавленным цинком могут привести к его разбрызгиванию паром, деформации деталей и нарушению целостности покрытия. Кроме этого предварительный нагрев позволяет печам цинкования более экономно расходовать энергию, способствуя снижению общей себестоимости процесса.
Продолжительность сушки обычно превышает время погружения заготовок в расплавленный цинк, поэтому на линии обработки устанавливают несколько сушильных камер. И материал к ваннам подается из расчета полной загрузки.
Горячее цинкование
Качественное выполнение завершающего этапа обработки определяется:
- соответствием марки стали;
- качеством и чистотой цинка;
- соблюдением температурного режима цинкового расплава;
- временем, затраченным на погружение в цинк и обратное поднятие деталей;
Температура плавления цинка без примесей равна 419°C. В зависимости от марки покрываемой стали температура расплава горячем цинковании может находиться в пределах от 440°C до 460°C. При погружении детали в цинк происходит ее резкий нагрев, растворение пленки флюса и сплошное смачивание поверхности.
Очень важным технологическим моментом цинкования является скорость погружения деталей в расплавленный металл. При слишком малой скорости сталь нагреется до окончания процесса, и слой флюса выгорит еще до начала горячего цинкования. В случает быстрого погружения флюс не успевает расплавиться. В обоих случаях будет нарушена целостность сплошного покрытия и брак в работе.
Длительность погружения определяется инженером технологом и может составлять от 3 до 10 минут. От этого параметра зависит толщина защитного покрытия и его надежное сцепление с базовым металлом. Продолжительность выдержки определяется в зависимости от уровня требований к оцинковке, марки стали, геометрической конфигурации заготовок и некоторых других факторов.
После горячего цинкования в расплаве детали подаются для охлаждения на открытый воздух, а потом перевозятся для проверки качества выполненной обработки.

Процесс нанесения защитных цинковых покрытий требует организации довольно сложного промышленного производства. Это увеличивает стоимость готовой продукции, но можно с уверенностью сказать, что дополнительные затраты полностью окупаются за счет увеличения сроков службы деталей, конструкций и материалов.
Оцените статью:Рейтинг: 0/5 – 0 голосов
prompriem.ru