Технология хромирования деталей – технология химического и гальванического хромирования металла
alexxlab | 03.06.2018 | 0 | Вопросы и ответы
Хромирование деталей, процесс, виды, составы, хромирование дома

В качестве декоративной отделки отдельных деталей сегодня используется большое количество веществ. Немалое количество из них сделано на основе хрома.
Процесс хромирования
Хромирование представляет собой процесс насыщения поверхностей из металлических материалов хромом. Также данный процесс может означать образование на поверхности отдельных деталей, сделанных из металлов, хромированного осадка, который необходим для декоративной цели. На поверхность металлов хром осаживается под воздействием электрического тока.
Важно: Использование процесса хромирования необходимо не только для того, чтобы сделать поверхность отдельных деталей более привлекательной с эстетической точки зрения, но и для того, чтобы защитить металлы от образования коррозии.
Благодаря хромирования на поверхности образуется тонкий слой защитного вещества, которое делает структуру металла более прочной. Именно поэтому хромированные детали могут прослужить долгие годы. Декоративное хромирование способно продержаться длительное время.
Процесс хромирования деталей
 Процесс хромирования является достаточно время затратным Ведь необходимо все делать аккуратно.
Процесс хромирования является достаточно время затратным Ведь необходимо все делать аккуратно.
Весь процесс можно разделить на несколько этапов, которые заключаются в:
На данном этапе хромирования осуществляется удаление сильный загрязнений с поверхности металлов, что слой хрома лег ровно и аккуратно.
- Тонкой очистке.
Данный шаг предполагает удаление оставшихся следов загрязнений, чтобы они не мешали проведению дальнейших работ.
- Предварительной подготовке.
В зависимости от материала, на который будет наноситься состав хрома, зависит то, какие меры следует предпринимать для того, чтобы подготовить его для проведения дальнейших работ.
- Помещении в ванну с подготовленным раствором.
 На данном этапе хромирования металлические изделия помещаются в ванну с подготовленных составом, состоящим из хрома и других вспомогательных элементов. Здесь осуществляется температурное выравнивание.
На данном этапе хромирования металлические изделия помещаются в ванну с подготовленных составом, состоящим из хрома и других вспомогательных элементов. Здесь осуществляется температурное выравнивание.
- Подключении тока.
Этот шаг заключается в том, чтобы подключить к раствору с материалом для хромирования ток определенной силы. Обработка током происходит для образования на поверхности металла слоя хрома определенной толщины.
Во время хромирования выделяется большое количество токсичных веществ, которые могут навредить здоровью человека.
Внимание: Сегодня имеется большое количество стран в мире, в которых данный процесс хромирования находится под тщательным контролем.
Составы для хромирования
Для хромирования используются следующие виды растворов:
- Раствор шестивалентного хрома. Его главным компонентом является хромовый ангидрид.
- Раствор трехвалентного хрома. В него главным образом входит сульфат хрома или хлорид хрома. Такой раствор применяется достаточно редко. Такая ситуация складывается по причине того, что есть некоторые ограничения на толщину покрытия, его оттенок и насыщенность цвета.
Таблица 1. Составы электролитов для хромирования.
| Компоненты | Составы электролита, г/л | ||
|---|---|---|---|
| Разбавленного | Универсального | Концентрированного | |
| хромовый ангидрид | 150 | 250 | 350 |
| серная кислота | 1,5 | 2,5 | 3,5 |
| катодная плотность тока, А/дм2 | 45–100 | 15–60 | 10–30 |
| температура раствора, °С | 55–60 | 45–55 | 35–45 |
Таблица 2. Состав хромирующих смесей для стали.
| Материал | Состав хромирующей смеси (массовая доля, %) | Температура хромирования, °С | Выдержка, ч | Глубина хромированного слоя, мм |
|---|---|---|---|---|
| Среднеуглеродистая легированная теплостойкая. сталь (пружины, лабиринтные уплотнения) | 60 % металлического хрома, 39 % глинозема, 1 % йодистого аммония |
1020–1050 | 8 | Не менее 0,01 |
| Малоуглеродистая легированная сталь (детали узлов парораспределения турбин) | 1020–1080 | 8–10 | Не менее 0,025 | |
| Жаропрочные сплавы (уплотнительные кольца, втулки, клапаны, гайки, шпильки) | 70 % металлического хрома, 29 % глинозема, 1 % йодистого аммония |
1100–1150 | 5–10 | 0,02–0,03 |
Виды хромирования
В современном мире представлено большое количество разновидностей хромирования.
Выделяются следующие виды данного процесса:
- Гальваническое хромирование
Данный способ хромирования представляет собой метод нанесения на поверхность металлов или пластмассовых материалов специального покрытия методом использования электрического тока. Благодаря этому достигает оснащение обрабатываемого материала уникальных свойств. Они заключаются в: утолщении поверхности, устойчивости к образованию ржавчины, в приобретении привлекательного внешнего вида. Во время использования гальванического хромирования используется трехслойное нанесение металлического вещества. Из-за того, что хром вступает в реакцию с другими металлами, он оседает на поверхности и придает ей блеск.
- Химическое хромирование.
При использовании данного метода хромирования не применяется электрический ток. Весь процесс основан на реакции, которая проявляется между реагентами. При этом очень важно перед обработкой отдельных деталей методом покрытия хромированным составом нанести тонкий слой меди. Для этой цели используется смесь из: сернокислой меди, концентрированной серной кислоты, дистиллированной воды. Для хромирования используется следующий состав: фтористый хром, гипофосфат натрия, охлажденная уксусная кислота, раствор едкого натрия, лимоннокислый натрий, дистиллированная вода.
- Хромирование золочение.
Данный вид хромирования подразумевает нанесение на поверхность металлов тонкого слоя золотого металла. Делается это не только для достижения наилучшего декоративного эффекта, но и для защиты материала от появления коррозии. Золочение делает материал более плотным и износостойким.
Хромирование в домашних условиях

В современном мире встречается немалое количество людей, которые осуществляют домашнее хромирование. Благодаря этому можно значительно сэкономить на обработке хромом отдельных металлических или пластмассовых деталей.
Важно: Процесс гальванического хромирования недоступен в нашей стране для домашнего использования. Его использование является уголовно наказуемым.
С теоретической точки зрения можно произвести хромирование дома, но для этого придется приложиться большое количество усилий. Для этой цели необходимо приобрести большое количество ванн и растворов для проведения процесса. На это уйдет масса времени и средств. Не рекомендуется проводить процедуру хромирования в домашних условиях путем обработки растворов и материалов электрическим током, потому что при этом выделяются токсины, способные нанести вред окружающей среде.
В домашних условиях можно воспользоваться химическим видом хромирования. При этом очень важно изготовить раствор меди хрома. Только после этого можно приступать к обработке металлических и неметаллических изделий.
Во время проведения процедуры хромирования необходимо позаботиться о технике безопасности, как и в промышленных условиях.
Хромирование в домашних условиях видео
lkmprom.ru
Технологический процесс хромирования
Технологические операции при ремонте (восстановлении) деталей хромированием выполняют в следующей последовательности.
Механическая обработка. Поверхности деталей, подлежащие хромированию, шлифуют до выведения следов износа и получения необходимой геометрической формы.
Промывка деталей в органических растворителях и протирка ветошью. В качестве растворителей применяют бензин, керосин, трихлорэтан, бензол и др.
Монтаж деталей на подвеску. Необходимо следить, чтобы детали одинаково отстояли от поверхности анода. Ванну следует загружать однородными деталями, укрепленными на одинаковых подвесках. Подвески и контакты должны быть изготовлены из одинаковых материалов. Контактные крючки рекомендуется изготавливать из бронзы и меди. В качестве материала для подвесок, применяют сталь, сечения подвесок рассчитывают, исходя из плотности тока 0,7… 1,0 А/мм2. Ежедневно аноды очищают от окислов и налета электролита.
Обезжиривание. Рекомендуется применять электролитическое обезжиривание в растворе следующего состава: едкий натр (NaOH)—30… 50 г/л; кальцинированная сода (iNa2C03)—25…30 г/л и жидкое стекло (Na2Si03) — 10 … 20 г/л.
Температура электролита — 60… 70°, плотность тока — 5….15 А/дм2. Время выдержки на катоде — 2… 3 мин, а на аноде — 1…2 мин. После обезжиривания детали сначала промывают горячей водой (60… 80°), а затем холодной. Обезжиривание считается законченным, если после промывки вода равномерно смачивает поверхность. После обезжиривания производится изоляция1 поверхностей, не подлежащих хромированию. Для изоляции можно применять перхлорвиниловый лак, лак АК-20, целлулоид,, винипласт, плексиглас, хлорвиниловые трубки или хлорвиниловую» изоляционную ленту.
Декапирование — это процесс обработки деталей в хромовом* электролите, состоящем из 100 г хромового ангидрида (СгОз) и 2…3 г серной кислоты (H&SO4) на 1 л воды.
Декапирование (травление) стальных деталей проводят в течение 30… 90 с при плотности тока 25… 40 А/дм2. А для деталей из серого чугуна лучшие результаты, в смысле прочности сцепления, достигаются при плотности тока 20… 25 А/дм2 и продолжителыюсти декапирования 25… 30 сек. Температура электролита во всех случаях должна быть 55… 60 °С.
Процесс хромирования. После анодного декапирования детали загружают в ванну хромирования и прогревают их при выключенном токе в течение 5… 6 мин, а затем дают полный ток согласно режиму хромирования. При хромировании чугунных деталей вначале в течение 3… 5 мин дают «толчок тока» при плотности, в 2…2,5 раза превышающей выбранную по режиму. Колебания температуры электролита могут быть в пределах ±1 °С. Не допускаются перерывы тока в процессе электролиза, так как они вызывают отслаивание хромового покрытия. Продолжить процесс после перерыва тока можно, если хромируемую поверхность подвергнуть анодному травлению при плотности тока 25… 30 А/дм2 в течение 30… 40 с, а затем изменить направление тока. В этом случае осаждение хрома следует начинать при катодной плотности тока 20… 25 А/дм2 и постепенно увеличивать до нормальной.
Аноды для хромирования изготавливают из чистого свинца или сплава, состоящего из 92…93% свинца и 7… 8% сурьмы. Аноды из чистого свинца в большей степени покрываются нерастворимой и непроводящей пленкой хромовокислого свинца, чем аноды из сплава свинца и сурьмы. В большинстве случаев аноды изготавливают плоскими и цилиндрическими. При хромировании деталей сложной конфигурации очертания анода определяются формой катода. Расстояние между анодами и деталями рекомендуется делать 30… 35 мм, но не более 50 мм. Расстояние деталей от днища ванны должно составлять не менее 100… 150 мм, а от верхнего уровня электролита — не менее 50… 80 мм. Уровень электролита должен быть ниже верхних кромок ванны на 100…150 мм. При завешивании деталей в ванну необходимо, чтобы все участки анодов были одинаково удалены от противоположных участков катода. При этом толщина слоя хрома откладывается равномерно по всей поверхности детали.
Глубина погружения анодов и деталей (катодов) в ванну должна быть одинаковой, так как при различной глубине на краях хромируемых деталей образуются утолщения, искажающие форму. Скорость осаждения слоя хрома при плотности тока 40… 100 А/дм2 составляет 0,03… 0,06 мм/ч.
По окончании процесса хромирования детали выгружают из ванны и вместе с подвесками промывают в холодной воде (в сборнике электролита) 15… 20 с. Окончательно детали моют в холодной проточной воде.
Обработка после покрытия. Промытые и очищенные от изоляции детали иногда подвергают термической обработке при температуре 150—200°С в течение 2…3 ч, а затем механической.
Для шлифования применяют круги мягкие или средней твердости с размером зерна от 60 до 120. Шлифование ведут при интенсивном охлаждении жидкостью и при скорости круга 20…30.м/с и выше. Скорость вращения детали—12…20 м/мин.
Режимы электролиза. Процесс осаждения хрома и свойства хромовых покрытий зависят от режима, при котором осаждается хром на поверхности металла, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных границах режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 19.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35…50 °С) и широком диапазоне плотностей тока. Осадки блестящего* хрома обладают высокой твердостью (6000… 9000 Н/мм2), высокой износостойкостью и меньшей хрупкостью.
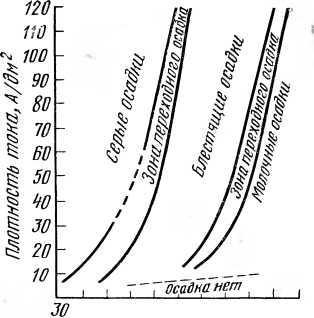
Рис. 19. Зоны хромовых осадков.
Молочный хром получается при более высоких температурах, электролита (выше 70 °С) и широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400..-6000 Н/мм2), пластичностью и повышенной коррозионной стойкостью.
Пористое хромирование. Пористое хромирование применяется при ремонте деталей, работающих на трение в паре с различными металлами и сплавами при высоких удельных давлениях и окружных скоростях или при повышенных температурах. К таким деталям относятся гильзы цилиндров двигателей внутреннего сгорания, коленчатые валы и др.
Пористые хромовые покрытия можно получать механическим,, химическим и электрохимическим способами.
При механическом способе на поверхность детали до хромирования наносят углубления в виде пор или каналов. Такую подготовку обеспечивают накаткой специальным роликом, дробеструйной обработкой и другими способами. После хромирования воспроизводятся неровности, полученные при подготовке.
Химическим способом получают пористость путем травления поверхности в соляной кислоте.
Наибольшее распространение получил электрохимический способ получения пористого хрома. Этот способ заключается в анодной обработке хромированных деталей в электролите того же состава. В зависимости от режимов хромирования пористость хромовых покрытий бывает двух типов — канальчатая и точечная.. При ремонте гильз цилиндров, втулок, коленчатых валов и подобных им деталей применяется канальчатый тип пористости. Такук> пористость и наименьший износ в условиях трения можно получить при хромировании в электролите, состоящем из 250 г Сг03 и 2,5 г h3S04 на 1 л воды, при температуре электролита ¦60+1 °С и катодной плотности тока 55… 60 А/дм2. Травление ведут при плотности анодного тока 35 …45 А/дм2 в течение 8 мин в том же электролите.
Точечная пористость образуется при хромировании в универсальном электролите при плотности тока 45… 55 А/дм2 и температуре 50… 55 °С. Анодную обработку проводят так же, как и при канальчатой пористости, т. е. при плотности тока 35… 45 А/дм2 в течение 8 мин.
Хромирование в саморегулирующемся электролите. В последнее время разработан новый хромовый электролит, называемый скоростным саморегулирующимся, его состав: хромовый’ ангидрид — 225… 300 г/л, кремнефтористый калий — 20 г/л и сернокислый стронций — 6 г/л.
В таком электролите выход по току при хромировании составляет 17… 22%. Саморегулирующимся он назван потому, что при электролизе в нем автоматически поддерживается необходимая концентрация анионов, вводимых в хромовый электролит. Это происходит в результате избыточного количества труднорастворимых солей кремнефтористого калия и сернокислого стронция, растворимость которых изменяется в зависимости от концентрации хромового ангидрида и температуры электролита.
Чтобы получить износостойкое покрытие в саморегулирующемся электролите, рекомендуют соблюдать следующие режимы хромирования: плотность тока 50… 100 А/дм2, температура электролита 45… 55°С. Молочные осадки можно получить при температуре электролита 55… 70 °С и плотности тока 20… 35 А/дм2. Микротвердость покрытий из саморегулирующегося электролита составляет 3000… 13 000 Н/мм2.
Недостаток такого электролита — сильное взаимодействие его со сталью и другими металлами, в результате чего происходит растравливание обрабатываемых поверхностей. Поэтому загружать детали в ванну необходимо только при включенном токе. Аноды для хромирования в саморегулирующемся электролите рекомендуется применять из сплава: 90% свинца и 10% гост олово. Чтобы приготовить саморегулирующийся электролит, в ванне хромирования растворяют нужное количество хромового ангидрида и доливают воду до рабочего уровня. Предварительно хромовый ангидрид подвергают анализу на содержание серной кислоты, которую удаляют из электролита путем добавления в него углекислого бария или стронция. На 1 г серной кислоты вводят 2,2… 2,3 г углекислого бария или 1,53 г углекислого стронция. После осаждения серной кислоты в электролит вводят нужное количество сернокислого стронция и кремнефтористого калия и нагревают до температуры 50…60°С. Нагревание длится 15… 16ч при периодическом перемешивании через каждые 2… 3 ч. После этого электролит готов к эксплуатации.
Корректируют электролит путем систематического добавления хромового ангидрида. Вместе с хромовым ангидридом вводят углекислый стронций. Кремнефторид калия и сернокислый стронций в количестве 1 г/л добавляют, когда поверхность отхромированных деталей приближается к 1 м2.
Контроль хромовых покрытий. В производственных условиях качество покрытий следует проверять внешним осмотром и замером размеров хромированных поверхностей. При внешнем осмотре необходимо обращать внимание на блеск, отслоение и плотность осадка, равномерность и отсутствие шелушения и другие видимые дефекты. Дефекты покрытий получаются в результате неисправностей в работе ванн хромирования, например отслаивание покрытия возникает в результате недостаточного обезжиривания и декапирования, а также при наличии перерывов тока в процессе хромирования. Шелушение осадков появляется при недостаточном контакте детали с подвеской или при повышенной плотности тока. Неравномерное покрытие может быть при образовании пленки хроматов свинца на анодах, недостатке серной кислоты, избытке трехвалентного хрома. Во избежание перечисленных выше дефектов, необходимо откорректировать электролит и устранить другие неполадки в работе ванн хромирования.
Оборудование. Схема расположения оборудования участка восстановления деталей хромированием приведена на рисунке 20.
Источники тока — выпрямители с напряжением 12 В ВАКГ-12/6-3000, ВАГГ-12/600М, ВАС-600/300 и другие, а также низковольтные генераторы АНД 500/250, 750/375, 1000/500, 1500/750. Ванны для гальванического участка изготавливают из листовой стали толщиной 4… 5 мм. Облицовка для ванн промывки и обезжиривания не требуется. Внутреннюю поверхность ванны хромирования облицовывают свинцом.
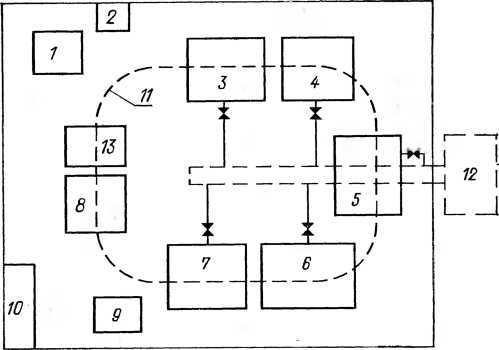
Рис. 20. Расположение оборудования
на участке восстановления
деталей хромированием:
1 — выпрямитель; 2 — электрощитг;
3 — ванна для электрохимического обезжиривания;
4 — ванна для горячей промывки;
5 — ванна для холодной промывки;
6 — ванна для декапирования;
7 — ванна для хромирования;
8 — ванна для улавливания электролита;
9 — шкаф сушильный; 10— стеллаж ремфонда;
11 — электротельфер;
12 — сборник-нейтрализатор;
13 — стол для монтажа и демонтажа.
Материалы. Ориентировочный расход материалов в граммах на 1 дм2 восстановленной поверхности для средней толщины покрытия 0,1 мм при хромировании в универсальном электролите приведен в таблице 13.
Себестоимость восстановления 1 дм2 поверхности хромированием в универсальном электролите при толщине покрытия 0,1 мм ориентировочно составляет 44,8 коп., 0,2 мм — 52,0 коп., 0,3 мм—-58,6 коп.
Электролитическое железо имеет светло-серый цвет, обладает достаточно высокой твердостью и износостойкостью. Химический состав электролитического железа зависит от состава исходных материалов, используемых при электролизе.
При обычном осаждении с применением стальных растворимых анодов содержание примесей в покрытиях находится в пределах: 0,035 …0,06% С; 0,03 …0,05% S; 0,05 …0,01% Р, 0,0009… 0,023% Si; до 0,01% Мп.
В электролитических осадках железа имеются также примеси таких металлов, как Mg, Со, Ni и другие, обусловленные содержанием этих металлов в анодах и электролитах. Кроме этого, электролитическое железо содержит значительное количество водорода, выделяющегося на катоде вместе с железом. Атомный вес железа 55,85 г. Электрохимический эквивалент 1,042 г/А-ч.
Составы электролитов. На ремонтных предприятиях наибольшее распространение для железнения получили горячие хлористые электролиты, состоящие из двух компонентов: хлористого железа и соляной кислоты. В ремонтной практике чаще всего применяют четыре вида хлористых электролитов, отличающихся концентрацией железа.
Малоконцентрированный электролит содержит 200 …250 г/л хлористого железа (FeCl2-4h30). При температуре 60… 80 °С и плотности тока 30… 50 А/дм2 электролит обеспечивает получение плотных, гладких мелкозернистых осадков железа с твердостью 4500… 6500 Н/мм2, толщиной 1,0… 1,5 мм. Выход железа по току составляет 85… 95%. Скорость осаждения железа равна 0,4… 0,5 мм/ч на сторону. Электролит допускает колебание кислотности при электролизе от 0,8 до 1,5 г/л, которое незначительно отражается на механических свойствах покрытий. Недостатком этого электролита является постепенное увеличение концентрации железа в процессе электролиза в результате несоответствия между скоростью растворения анодов и скоростью осаждения железа на катоде, что вызывает затруднения при обслуживании ванны железнения.
Среднеконцентрированный электролит оптимальной концентрации содержит 300…350 г/л хлористого железа (FeCl2-4h30). Катодный выход железа из этого электролита при температуре 75 °С и плотности тока 40 А/дм2 составляет 96%. В этом электролите анодные и катодные выходы железа по току становятся примерно одинаковыми, концентрация железа остается почти неизменной и электролит длительное время по концентрации железа не требует корректировки. В настоящее время этот электролит нашел широкое применение на ремонтных предприятиях.
Среднеконцентрированный электролит содержит 400 …450 г/л хлористого железа. Электролит используется для восстановления деталей, имеющих достаточно высокие износы и сравнительно невысокую твердость. Электролит дает возможность получать гладкие плотные покрытия толщиной до 2 мм и твердостью 2500… 4500 Н/мм2. Электролит также находит применение для восстановления посадочных отверстий в корпусных, деталях.
Высококонцентрированный электролит содержит 600… 680 г/л хлористого железа. Электролит при температуре 95… 105°С и плотности тока 5…20 А/дм2 позволяет получать мягкие (120… 200 кг/мм2), вязкие покрытия толщиной 3… 5 мм..
Электролиты более высокой концентрации рекомендуется применять в случаях, когда к восстанавливаемым деталям не предъявляются повышенные требования по твердости рабочих поверхностей.
За последнее время разработаны холодные электролиты, позволяющие применять более высокие плотности тока и обеспечивающие высокую производительность процесса.
Хлористый марганец МпС12-4Н20 Аскорбиновая кислота Двухлористое железо FeCl2-4h30 Хлористый марганец МпС12-4Н20 Хлористый калий КС1 (или) NaCl Аскорбиновая кислота Двухлористое железо FeCl2*4h30 Сернокислое железо FeS04*7h30 Двухлористое железо FeCl2-4h30 Метилсульфатное железо Fe (Ch4OSO3) 2*4Н20
Хлористые электролиты без добавок, приведенные в таблице* позволяют получать качественные износостойкие покрытия толщиной 0,6… 1,0 мм и обеспечивать восстановление широкой номенклатуры изношенных деталей до нормальной работоспособности и номинальных размеров. Электролит, в состав которого» входят двухлористое железо и йодистый калий, обеспечивает по-пучение качественных осадков, железа’ при условии применения асимметричного переменного тока.
Присутствие аскорбиновой кислоты в электролитах позволяет вести электролиз в широких пределах значений pH от 1,8 до 6,0, что значительно упрощает регулирование кислотности электролита. Электролит, состоящий из двухлористого железа и метил-сульфатного железа, по сравнению с хлористым менее агрессивен и более устойчив к окислению. Покрытия, полученные из этого электролита, имеют меньшее количество трещин, обладают более равномерной структурой.
Приготовление и корректирование электролита. Для приготовления хлористого электролита используют двухлористое железо (Fe€l2-4h30).
Соляная кислота (НС1) применяется в виде водного раствора разной концентрации с плотностью от 1,14 до 1,20. Приготовление электролита производится в следующем порядке. В ванну заливают проточную или дистиллированную воду комнатной температуры и добавляют соляную кислоту из расчета 0,5 г/л воды. В подкисленную воду засыпают двухлористое железо, выдерживая требуемую концентрацию, и перемешивают до полного растворения. После растворения двухлористого железа электролит должен отстояться в течение 1 … 2 ч, пока не примет светло-зеленый цвет. Затем электролит проверяют на кислотность. Нормальная кислотность должна быть pH 0,8… 1,2. При необходимости добавляют недостающее количество кислоты в соответствии с ее плотностью, приведенной ниже.
Плотность кислоты, г/см3 1,14 1,15 1,16 1,17 1,18 1,19 1,20 Количество кислоты, г/л 20 19 18 17 16 15 14 Количество кислоты, см*/л……. 18 16,6 15,5 14,6 13,6 12,6 11,6
Приготовленный таким образом электролит следует проработать током при плотности 30 А/дм2 и соотношение поверхностей анодов и катодов Sa : SK = 2 : 1 в течение двух часов.
Удельный вес электролита (плотность) г/см8 1,12 1,15 1,17 1,20 1,23 1,26 1,29 1,32 1,35
Концентрация железа, г/л … 200 260 300 350 400 450 500 550 600.
Контроль кислотности электролита можно осуществлять с помощью индикаторной бумаги «Рифан» с pH 0,3 …2,2 или потенциометров ЛПУ-01, ЛПМ-60.
sxteh.ru
Хромирование – особенности технологии и методов металлизации хромом + Видео
1 Особенности металлизации хромированием
Несмотря на цивилизованность современного человека, он, как и его предки много веков назад, любит красивые блестящие вещи. Блестящие детали кузовов автомобилей и мотоциклов, хромированные аксессуары в ванных комнатах и кухнях, золоченые и посеребренные статуэтки, оцинкованные покрытия домов – эти красивые вещи становятся с каждым годом все востребованнее.
Процесс металлизации, в зависимости от наносимого металла, бывает таким:
- покрытие цинком;
- хромирование;
- алитирование, нанесение алюминия.
Металлизация цинком применяется для улучшения антикоррозийных характеристик стальных и металлических изделий и конструкций, что увеличивает их срок службы.

Металлизация изделий
Рекомендуем ознакомиться
Алитирование применяют для придания высоких антикоррозионных свойств оборудованию, работающему при высоких (до 900 °С) температурах. Это детали и механизмы, используемые для крекинга газа и нефти, элементы газовых турбин, печная арматура и другое оборудование.
Хромирование металлических и других поверхностей применяют для получения красивых декоративных покрытий. С помощью технологии металлизации хромом устраняют небольшие дефекты на поверхностях деталей и улучшают свойства основного материала. Улучшаются следующие характеристики:
- повышение антикоррозийных свойств;
- увеличение твердости металла;
- улучшение защитных характеристик от эрозии;
- повышение жаропрочности;
- усиление износостойкости;
- улучшение внешнего вида;
- возможность получения покрытий с заданными характеристиками.
2 Технология хромирования металлов
Нанесение слоев хрома на металлические поверхности называется химическим хромированием. Покрытие хромом выполняют для декоративности деталей и улучшения функциональных характеристик изделий. Процесс хромирования выполняется следующими методами:
- Гальванический метод нанесения хромированного покрытия.
- Химический способ.
- Нанесение слоев хрома напылением.
Гальваническое хромирование
Нанесение хрома на поверхности деталей гальваническим методом бывает 2 видов: диффузное и электролитическое. Для ведения обоих видов гальваники необходимо иметь специальные резервуары с кислотоупорным покрытием, оборудованные водяными рубашками.
Электролитический метод
Процесс электролитического нанесения хрома основан на методе электролиза металлов. Суть его состоит в прохождении электрического тока через электролит. Электролит представляет собой раствор, в который входят соли хрома, кислота или щелочь. При прохождении электрического тока из раствора хромового ангидрида и серной кислоты выделяются катионы хрома, которые осаждаются на обрабатываемой поверхности.
Гальванический процесс хромирования ведут при следующих средних параметрах:
- хромовый ангидрид – 250 г/л;
- серная кислота – 2,5 г/л;
- температура – 50 °С для декорирования деталей и 55-60 °С для получения функциональных поверхностей;
- плотность тока – 25 А/дм² для декорирования и 60 А/дм² – получается функциональная хромируемая поверхность.

Гальваническое хромирование
Качественная гальваника зависит от температуры электролита и плотности тока. Эти параметры влияют на внешний вид и характеристики нанесенного слоя.
Важно помнить: увеличение температуры снижает выход хрома по току, увеличение плотности тока увеличивает выход хрома по току.
Низкая температура технологического процесса и постоянная плотность тока дают серое покрытие, неизменная плотность тока и высокие температуры дают молочный оттенок покрытия.
Диффузный метод
Термическая обработка стали хромированием придает поверхности материала улучшенные свойства: прочность, твердость, вязкость, упругость, износостойкость, жаро- и коррозионную стойкость. При определенных температурах на поверхность обрабатываемых деталей воздействуют реагенты, и методом диффузии поверхностный слой насыщается хромом. Метод диффузии применяется для насыщения поверхностного слоя кремнием, углеродом, азотом, алюминием.
Термо хромирование порошковое проводят смесями, включающими в себя феррохром и шамот. Смесь смачивается соляной кислотой. Другой вид обработки методом диффузии – конденсация паров хлорида хрома CrCl₂.
Химическая металлизация
Хромирование металлов и диэлектриков проводят химическим способом. Реагенты для проведения метода:
- хлористый хром;
- гипофосфат натрия;
- лимоннокислый натрий;
- уксусная ледяная кислота;
- 20 % раствор едкого натра;
- вода.

Реагенты для химической металлизации
Реакцию ведут при температуре 80 °С. Перед нанесением хромового покрытия на стальные детали на них предварительно наносят слой меди. По окончании процесса обработанные изделия моются в воде и тщательно высушиваются. Применяя кислощелочной раствор, проводят химическую металлизацию диэлектриков.
Еще один вид химической металлизации – вакуумное хромирование или PVD-процесс. При этом методе происходит конденсация паров хрома на поверхности обрабатываемых деталей в вакуумных камерах. В безвоздушном пространстве установки нагревают металл до температуры испарения, и он в виде тумана оседает на поверхность изделия. Слой металла настолько тонкий, что его покрывают лаком для защиты от царапин. Этим методом проводят хромирование алюминия.
Каталитическое хромирование
Каталитическое напыление основано на реакции «серебряного зеркала». Реагентами в этом процессе выступают комплексные соли серебра в щелочных растворах аммиака. В качестве восстановителя применяют растворы инвертного сахара, гидразина или формалина.
Одновременное напыление серебра и восстановителя образует на обрабатываемой поверхности белоснежное зеркальное металлическое покрытие.

Каталитическое напыление
Данное покрытие характеризуется высокой отражательной способностью. Следующий этап каталитического напыления – нанесение защитных лаков с добавлением красящего светостойкого тонера хром. Тонер хром получают смешиванием фиолетового, синего и черного цветов в соотношении 3:1:1.
Технология хромирования реакцией «серебряного зеркала» включает следующие процессы:
- Анализ и подготовка материала, поверхность изделия очищается, промывается, для улучшения адгезии поверхность шлифуется шлифовальной бумагой зернистостью Р500-600.
- Нанесение глянцевой основы. На подготовленную поверхность наносят черную базу. Черное глянцевое покрытие позволит исключить желтизну зеркальной поверхности. Режимы сушки нанесенных лаков: при температуре 20-25 °С, без применения сушильного оборудования – 8 часов, в окрасочно-сушильных устройствах при температуре 60 °С – 45 минут.
- Сушка изделий.
- Травление поверхности деталей для лучшей адгезии серебра и промывание дистиллированной водой.
- Процесс сенсибилизации. Сенсибилизация – обработка поверхности активатором, в результате чего на ней появляется защитная пленка.
- Металлизация поверхности изделия серебром.
- Нанесение защитного лака. Защищает обработанные поверхности от потускнения и механического износа.
3 Гидрофобизация хромовых поверхностей
Гидрофобизация – процесс уменьшения способности материала увлажняться, смачиваться водой или водными растворами. При этом сохраняются характеристики паро- и газопроницаемости материала. Гидрофобизацию проводят с помощью обработки хромовых поверхностей растворами солей жирных кислот. Молекулы кислоты адсорбируются на обрабатываемой поверхности и препятствуют проникновению капель воды в хромированный слой, что улучшает его антикоррозионные свойства.
tutmet.ru
5 этапов процесса + видео

Содержание статьи
Зачем нужно хромирование
Чаще всего к хромированию прибегают автолюбители. Однако им интересуются и в целях украшения домашнего интерьера. Декоративное хромирование представляет собой прибыльный бизнес. Автолюбители наносят покрытие из хрома на металлические детали корпуса транспортного средства и достигают таким образом оригинального дизайна. При помощи химической металлизации достигаются и другие цели: напыление металла на деревянные составляющие авторской мебели, создание оформления под металл пластиковых деталей, изготовление оригинальных сувениров из бытовых предметов и т.д.

Хромирование влияет не только на внешний вид поверхности. Оно также улучшает эксплуатационные свойства. Функции хромирования перечислены ниже.
- Защитная функция. Слой из хрома обладает хорошей устойчивостью к резким перепадам температуры и улучшает физико-химические свойства покрываемой поверхности. Этот слой защищает поверхность от окисления, добавляя деталям автомобиля и бытовым предметам прочности.
- Декоративная функция. В результате хромирования получается красивый и оригинальный внешний вид автомобиля (или сувенирного изделия). Детали домашнего интерьера (ручки дверей и потолочные карнизы) также выглядят гораздо более эстетично после хромирования.
- Восстанавливающая функция. Хромирование позволяет продлить срок службы покрываемой поверхности (например, валов и втулок в случае, если глубина износа менее 1 миллиметра). Срок эксплуатации благодаря этому также увеличивается.
- Повышение износоустойчивости. Двигатель внутреннего сгорания после хромирования становится более устойчивым к износу, как и различные мелкие детали (штампы, матрицы, мерильные инструменты).
- Улучшение отражательных свойств. Хромирование отражателей зеркал и других элементов повысит различимость транспортного средства в тёмное время суток, а декоративным элементам позволит отсвечивать, отражая солнечные лучи и свет лампы.
Технологии хромирования
Хромирование деталей в домашних условиях может осуществляться с помощью использования технологий, описанных ниже.
- Гальванический или электролитический метод. При таком методе атомы хрома из раствора электролита осаждаются на поверхность заготовки при воздействии электрического тока. Этот способ наиболее популярен. Его сфера применения весьма обширна и включает создание изделий с высокими отражающими свойствами. Гальваническое осаждение хрома способствует созданию качественного покрытия, которое обладает высокой устойчивостью к механическим и даже химическим повреждениям.
- Химический или каталитический метод. Он основывается на взаимодействии реагентов и восстановлении хрома из собственных солей. Электрический ток при этом методе не нужен. Слой изначально обладает характерным серым оттенком и нуждается в полировке. Химическое хромирование благодаря присутствию реагентов фосфора позволяет наносить качественный твёрдый слой на изделия сложной формы с полостями. Химическое хромирование в домашних условиях подразумевает соблюдение техники безопасности при работе с токсичными веществами.
- Диффузионный метод. Напыление хрома в данном случае происходит с помощью гальванической кисти. Этот способ самый компактный и наиболее доступный для самостоятельного хромирования. Контроль толщины и качества покрытия осуществляется только во время самого хромирования.
Хромирование своими руками
Подготовка к хромированию
Выполняя хромирование своими руками в домашних условиях, вы можете столкнуться с выделением токсичных и канцерогенных веществ. Эти вещества могут нанести вред здоровью, поэтому необходимо соблюдать технику безопасности. Перед началом работ выполните действия, перечисленные ниже.
- Обеспечьте надёжную вентиляцию помещения, в котором будут выполняться работы по хромированию. В качестве полигона для работ неплохо подойдёт даже обычный гараж. Желательно при возможности организовать принудительную вентиляцию.
- Найдите средства обеспечения личной безопасности (защитные очки и респираторы, а также резиновые перчатки и фартук).
- Заранее подумайте об утилизации отходов, возникших во время процесса. Эти отходы могут быть довольно токсичны.
Помните, что хромовый электролит способен выделять летучие соединения, которые хорошо контактируют с органикой. При этом органика в результате подобного контакта может подвергаться разрушению.
Такие соединения особо опасны для кожи и органов зрения и дыхания. Очки и респиратор — это минимум для хромирования в домашних условиях.

Какое оборудование понадобится?
Для проведения хромирования в домашних условиях потребуется следующий инструментарий:
- Гальваническая ванна. Она представляет собой пластиковый, полиэтиленовый или стеклянный сосуд, обладающий устойчивостью к агрессивной среде. Для повышения качества электролиза необходимо повысить теплоизоляцию ванны. Для этого достаточно поместить её в ящик, обитый изнутри материалом с дополнительным утеплением.
- Источник питания, имеющий следующие характеристики: возможность регулировки входного напряжения, наличие сечения проводов, при котором катод и анод соединяются с источником тока (должно составлять не менее 2,5 квадратных миллиметра), сила тока 50 Ампер, допустимое напряжение 12 Вольт, и общая мощность не более 1 киловатт.
- Нагревающее устройство для электролита. Для этого подойдёт внешний подогреватель, который также должен быть устойчив к агрессивной среде.
- Термометр, предварительно откалиброванный до ста градусов по Цельсию.
- Герметично прикреплённая к сосуду с электролитом крышка. Она не должна быть металлической.
- Свинцовая пластина, которая погружается в ёмкость, а катод присоединяется к хромированному образцу. Деталь при этом размещена в электролите таким образом, чтобы не касаться стенок, дна и анода.

Состав, технология и правила приготовления электролитического раствора
Данная смесь содержит: дистиллированную или прокипячённую водопроводную и фильтрованную воду, хромовый ангидрид (CrO3) в количестве 250 г на 1 л воды и серную кислоту (h3SO4) в количестве 2 — 2.5 грамма на литр.
Приготовление осуществляется следующим образом: сосуд наполовину заполняется нагретой до 60 градусов по Цельсию водой, затем высыпается хромовый ангидрид, который необходимо полностью растворить. После этого доливается оставшаяся вода и аккуратно добавляется кислота. Весь раствор перемешивается.
Электролит необходимо выдержать в течение трёх с половиной часов под номинальным током.
Подготовка изделия (детали) к хромированию
Качество и долговечность покрытия из хрома зависят от правильной подготовки поверхности. Хромируемая поверхность должна быть очищена. Во время очистки с поверхности удаляется в первую очередь грязь, а также любые инородные тела. Для очистки можно воспользоваться как обычной наждачной бумагой, так и шлифовальной машинкой (в зависимости от степени загрязнения).
Кроме того, поверхность должна быть подвергнута обезжириванию. Для этого отлично подойдёт специальный раствор. Он включает: гидроокись натрия (150 грамм на литр), силикатный клей (5 грамм на литр) и кальцинированную воду (50 грамм на литр). Раствор нагревается до температуры 90 градусов по Цельсию. Изделие выдерживается в растворе в течение 20 минут.

Если поверхность покрыта большим слоем жира и грязи, время выдержки можно увеличить до часа.
Процесс хромирования
Химическая металлизация своими руками в домашних условиях проходит следующим образом:
- Электролит необходимо нагреть до температуры 52 градуса по Цельсию и далее поддерживать такой температурный режим.
- В сосуд с предварительно закреплённым анодом необходимо поместить деталь с прикреплённым катодом и прогреть всё до уравнивания температур.
- Необходимо подать напряжение. Время осаждения может варьироваться от 20 минут до часа. Всё зависит от формы поверхности.
- Необходимо вынуть деталь и промыть её в дистиллированной воде, а затем высушить в течение 3 часов. Во время сушки поверхность не должна контактировать с грязью (в том числе её нельзя трогать руками даже в перчатках). Таким образом хромируются поверхности из стали, латуни и бронзы.
Особо стоит выделить хромирование пластика своими руками в домашних условиях. Хром на пластик необходимо наносить в хорошо проветриваемом помещении, так как подобный процесс запрещён жилым законодательством. Пластик в результате хромирования будет выглядеть более утончённо, и повысится его устойчивость к повреждениям. Для такого вида хромирования применяется гальваническая кисть. Щетина диаметром около 25 миллиметров должна быть плотно обмотана свинцовым проводом. Она закрепляется с торца сосуда, имеющего цилиндрическую форму, заправленного электролитом. С другого конца прикрепляется диод. В электрической цепи используется понижающий трансформатор. Его минус прикрепляется на хромируемую поверхность. Плюс направлен на анод диода, а катод диода должен быть подсоединён к щетиновой обмотке. Далее на обрабатываемую поверхность равномерными движениями наносится жидкость. Каждый её участок необходимо обработать кистью не менее 20 раз. В конце элемент подвергается обработке и сушке, а грязь удаляется с помощью компрессора.
Особенности технологии
При выполнении подготовки необходимо учитывать, что полировка изделия перед хромированием должна выполняться качественно. Химические реагенты должны отмеряться в точных пропорциях. При приготовлении электролита допускается использовать химически чистую серную кислоту.
Хромовый ангидрид найти сложнее, поэтому придётся долго повозиться с его поисками.
Некоторые дефекты, с которыми можно столкнуться после хромирования
- Блеск на покрытии неравномерный. Причиной может служить слишком высокая сила тока, подаваемого на анод и поверхность. Другая причина — некорректная температура электролита.
- Блеск отсутствует. Это обуславливается недостатком или избытком хромового ангидрида. Также причина может крыться в недостаточном количестве серной кислоты или в превышенном номинале рабочего тока.
- Появление коричневых пятен на поверхности. Вы однозначно превысили содержание хромового ангидрида в растворе. Также может сказаться нехватка серной кислоты.
- Появление мелких раковинок. Поверхность была некачественно отполирована, а также с неё не был удалён водород.
- Хромовое покрытие неравномерно. Такое возникает, если сила рабочего тока была превышена.
- Нанесённое покрытие слишком мягкое. В этом случает сила тока, наоборот, была занижена, а температура электролита не достигла нужных значений.
- Отслоение хромового покрытия. В этом случае имело место быть нестабильное напряжение, а поверхность была обезжирена не полностью. Температура электролита могла снизиться в процессе.

Итоги
Чтобы избежать вышеперечисленных дефектов, чётко следуйте инструкции по хромированию поверхностей в домашних условиях.
Пожалуйста, оцените этот материал!
Загрузка…Если Вам понравилась статья, поделитесь ею с друзьями!
motorsguide.ru
Технология хромирования деталей автомобиля в домашних условиях
Для того чтобы создать защитное, декоративное или износостойкое хром покрытие, выполнить восстановление отдельных элементов и деталей автомобиля, используется соответствующая требованиям и целям технология хромирования Какой метод создания хром покрытия применяется в тех или иных случаях, как это сделать самостоятельно и особенности ухода за хромированными деталями – ответы на эти и другие интересные вопросы вы узнаете прямо сейчас.
Вернуться к оглавлению
Плюсы и минусы различных способов нанесения зеркального покрытия
Существует три основных способа создания хромового покрытия. Рассмотрим особенности подробнее.
Вакуумное напыление – процесс хромирования, осуществляемый в вакуумных установках, где металлы напыляются на пластик, металл, керамику и любые другие поверхности. Это современная, экологически чистая технология. Нанесение износостойкого слоя осуществляется низкотемпературным напылением упрочняющих покрытий.
Деталь предварительно нагревается до 400 °С, наносится хром или другой металл. Защитное декоративное хромирование применяют на небольших элементах авто для придания поверхности красивого зеркального блеска. Преимущества этой технологии заключаются в следующем:
- можно наносить хром, алюминий и другие металлы на стекло, любые виды пластика и металла;
- экологичный процесс;
- самый недорогой метод покрытия хромом.
Эта технология имеет только один недостаток: маленькие габариты обрабатываемых деталей, не больше 1 м.
Никелирование гальваническое – электрохимический способ нанесения никеля на поверхность стальных деталей, а также изделий из сплавов. Этот способ применяется для антикоррозийной защиты деталей, улучшения их прочности и износостойкости. Никелирование используется и в защитно-декоративных целях. Достоинство этой технологии – получение высококачественного твердого износостойкого покрытия. Среди недостатков гальванического метода нанесения никеля на поверхность:
- высокая стоимость оборудования;
- можно хромировать элементы размером не более 1.5м;
- токсичное производство;
- дорогое покрытие;
- можно обрабатывать только один вид пластмассы – АБС.
Гальваническое – представляет собой технологию хромирования электрохимическим способом. Металлические покрытия наносятся на пластики и металлы для придания поверхностям разнообразных свойств: защитных, антикоррозийных, антифрикционных, декоративных. При этом способе на изделия наносятся три слоя металлов в таких сочетаниях.
- 1-й слой: медь; 2-й слой: никель; 3-й слой: хром.
- 1-й слой: никель матовый; 2-й слой: никель блестящий; 3-й слой: хром.
Вступая в химическую реакцию, хром равномерно распределяется по поверхности конструкции или детали. Для этого способа необходимо наличие специального оборудования. При помощи гальваники осуществляют хромирование различных деталей автомобиля.
Вернуться к оглавлению
Подготовка деталей к хромированию
Выполнить хромирование деталей автомобиля своими руками можно при наличии специального оборудования. Процессы подготовки поверхности элементов автомобиля к защитно-декоративному и износостойкому покрытию хромом сходны и определяется следующим алгоритмом действий.
- Надо очистить изделие. Для удаления царапин, раковин, трещин поверхность следует отшлифовать, применяя шлифовальную машинку. Также для этого можно воспользоваться абразивным кругом или войлочным диском, покрытым клеем с абразивным материалом.
- Следующий шаг – полировка. Если ваша цель – восстановление изделий хромированием или увеличение износостойкости, их не надо полировать. Детали, которые вы хотите защитить от коррозии или сделать декоративное покрытие, обязательно следует отполировать. Это можно сделать своими руками, используя войлочные или фетровые диски, покрыв их полировочной пастой.
 Теперь необходимо очистить поверхность металла или пластика от жировых загрязнений. Чтобы хорошо почистить деталь, надо использовать бензин, ацетон. А затем:
Теперь необходимо очистить поверхность металла или пластика от жировых загрязнений. Чтобы хорошо почистить деталь, надо использовать бензин, ацетон. А затем:
- Все участки изделия, на которые не должен наноситься хром, изолируются при помощи целлулоидного клея. С использованием целлулоида заделываются и отверстия.
- Непосредственно перед гальванической обработкой деталь надо очистить раствором серной или соляной кислоты. Этот процесс – декапирование – улучшит адгезию.
Изделие готово к хромированию своими руками, можно приступать к основному действию.
Вернуться к оглавлению
Самостоятельное нанесение покрытия хромом
Технология нанесения хрома на поверхность металла или пластиковую довольно проста. Приготовьте все необходимое:
- стеклянную емкость;
- ТЭН;
- деревянный короб;
- стеклоткань;
- минеральную вату;
- «крокодилы»;
- пластиковый таз;
- закрепитель для детали;
- стержневой или пластинчатый анод.
Деревянный короб оббейте стеклотканью и сделайте термос своими руками, утеплив его минеральной ватой или песком. Стеклянную емкость поместите в таз, «крокодилы» в качестве катода присоедините к минусу, закрепите анод. Установите закрепитель для деталей, необходимый, чтобы покрытие наносилось равномерно.
Чтобы приготовить электролит, надо взять 250 грамм хромового ангидрита и 2,5 грамм серной кислоты. Нагрейте дистиллированную воду (1 литр) до 60 °С и залейте ее в емкость, добавив хромовый ангидрид. Перемешайте и влейте кислоту. Полученную смесь надо несколько часов гонять через ток до приобретения бордового цвета.
На 1 литр смеси подается сила тока в 6,5 ампер.
Через сутки электролит, приготовленный своими руками, можно использовать для гальванического хромирования изделий из пластика или металла. Температура смеси должна поддерживаться на уровне в 50 °С, периодически надо подавать напряжение. После окончания хромирования детали надо очистить водой и высушить.
Вернуться к оглавлению
Рекомендации по уходу за хромированными деталями
Вне зависимости от вида покрытия, автомобиль следует мыть как можно чаще, не используя при этом воду под высоким давлением, потому что под таким напором частички грязи могут поцарапать поверхность. Но даже если вы регулярно моете машину, хромированные детали со временем все равно потеряют свой блеск, станут блеклыми и тусклыми.
Чтобы избежать этого, а также защитить авто от внешних воздействий, надо отполировать хромированные поверхности. Уход за хромированными деталями автомобиля предполагает использование специальных полировочных смесей, в состав которых входят воск, масла и прочие компоненты.
Такая защита металла и пластика еще и сглаживает небольшие неровности покрытия. Отполировать хром поверхности можно при помощи пасты, аэрозоля, хороший результат дает жидкая полировка. Для мойки хромированных элементов не применяйте активные чистящие средства.
Состав не должен содержать ацетон, различные соли и прочие агрессивные компоненты. Пользуйтесь мягкой губкой или флисовой тканью. Хромированные диски колес регулярно вытирайте насухо. Для колесных дисков хорошая защита – нанесение слоя прозрачного лака.
Вернуться к оглавлению
Особенности окрашивания хром поверхностей
Хром – это твердый металл, поэтому краска или лак, нанесенные обычным способом, держатся плохо и недолго. Кроме того, нарушение технологии нанесения ЛКМ и плохая адгезия могут повредить покрытие. Для покраски хромированных деталей их надо матировать. Это можно сделать при помощи кислотных средств или используя другую подходящую грунтовку.
Кислотный грунт можно применять для металлических деталей. Он въедается в поверхность и способствует лучшему сцеплению ЛКМ на хроме. Можно использовать двухкомпонентный фосфатирующий грунт, в состав которого входят основа и кислотный разбавитель.
Такое грунтование используют, осуществляя восстановление металла. Затем наносится обычный грунт, и, наконец – краска или лак. Покраска деталей с хром покрытием возможна и без применения кислотных средств. Надо подобрать подходящий грунт, на котором будет хорошо держаться лакокрасочный материал.
Хромированную поверхность обязательно следует обезжирить, сначала растворителем, а затем антисиликоном. Затем при помощи мелкозернистой наждачной бумаги удалите глянец. Матированную поверхность покройте грунтом. Нанесите грунтовку тонким слоем, а после высыхания сделайте еще один проход. После этого поверхность готова для покраски.
Окрашивание подготовленных поверхностей, в зависимости от их конфигурации, можно выполнять кистью, валиком или распылителем.
krasymavto.ru
Хромирование деталей – декоративное покрытие хромом: технология
Под термином «хромирование» может пониматься как диффузионное насыщение поверхности обрабатываемого изделия слоем хрома, так и нанесение хрома по гальванической технологии. Существует также более общий термин – «металлизация». Под ним подразумевается нанесение на обрабатываемую поверхность слоя металла, в роли которого может выступать в том числе и хром.

Истинные фанаты хромирования не прочь покрыть хромом все, что только можно
Среди гальванических методов нанесения металла покрытие хромом является наиболее популярным. Именно поэтому термин «металлизация» часто используется в качестве синонима слова «хромирование».
Для чего нужен хромовый слой
Нанесение слоя хрома может выполняться для улучшения декоративных характеристик изделия из металла (декоративное хромирование), а также для защиты металлической детали от коррозии и придания ее поверхности большей твердости. Таким образом, за счет хромирования можно не только улучшить механические и декоративные характеристики изделия, но и значительно продлить срок его эксплуатации.
Множество разнообразных хромированных изделий можно встретить как в быту, так и в разных отраслях промышленности. Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.

Восстановление хромированного покрытия возвращает былой внешний вид и продлевает срок службы конструкции
В бытовых условиях наиболее активно используются следующие изделия с хромированным покрытием:
- мебельная фурнитура;
- элементы для оформления домашних и офисных интерьеров;
- автомобильные диски и детали транспортного средства;
- сувенирная продукция;
- сантехническое оборудование.

Хромированный бензобак
В промышленности технология хромирования применяется в следующих целях:
- при производстве изделий по порошковой технологии;
- при изготовлении пресс-форм, используемых для изготовления изделий из резины и полимерных материалов;
- при производстве отражателей различного назначения;
- для повышения твердости поверхностного слоя и износостойкости режущего, а также специального измерительного инструмента;
- для придания исключительных декоративных характеристик кузовным и другим деталям транспортных средств;
- для обработки деталей, эксплуатируемых в условиях постоянного трения и негативного воздействия внешней среды (элементы парового оборудования и теплосетей, детали автомобильных двигателей и морских судов).

Промышленная гальваническая линия, предназначенная для нанесения твердого хрома на изделия из сталей и цветных металлов
Хромированные детали отличаются следующими характеристиками:
- высокой устойчивостью к коррозии;
- микротвердостью, показатели которой достигают значений 950–1100 единиц по шкале HV;
- высокой пористостью покрытия, его износо- и жаростойкостью;
- низким коэффициентом трения сформированного покрытия;
- большим разбросом толщины хромового слоя (5–300 мкм и даже более).
Перечисленные характеристики, которых можно добиваться с помощью хромирования стали и других металлов, делает такую технологию настолько популярной. Перечислять все сферы, где активно используется процесс хромирования, можно достаточно долго.
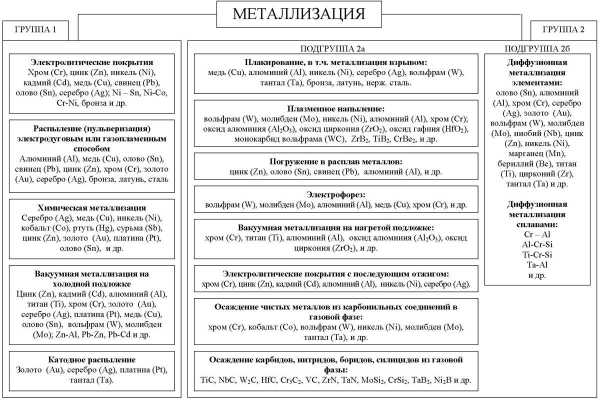
Разновидности металлизации по способу взаимодействия металлизируемой поверхности с наносимым металлом (нажмите для увеличения)
Основные методы
На сегодняшний день выделяют следующие виды хромирования, каждый из которых отличается своими преимуществами и недостатками:
- хромирование, выполняемое по гальванической технологии;
- диффузионное хромирование, проводимое в герметичной емкости при высокой температуре;
- вакуумное хромирование, требующее использования специальной камеры, в которой создается вакуум;
- каталитическое хромирование, предполагающее, что на поверхность обрабатываемого изделия наносятся специальные жидкости без кислот;
- химическое хромирование изделий из стали и других металлов, которое по технологии выполнения напоминает обычную покраску;
- хромирование по гальванической технологии.
Гальваническое хромирование
Покрытия, получаемые в результате гальванического хромирования, могут быть нескольких типов.
«Твердый хром»Нанесение покрытий данного типа осуществляется при использовании тока, отличающегося высокой плотностью (более 100 А/дм2). Температура электролитического раствора не должна превышать значения 40°. Слой хрома, нанесенный по данной технологии, делает поверхность изделия более твердой, но в то же время и более хрупкой.
«Блестящий хром»Покрытия данного типа наносятся с использованием тока, плотность которого находится в интервале 30–100 А/дм2 и в растворе с температурой в пределах 45–60°. Поверхностный слой металла, на который хромовое покрытие нанесено по данной технологии, приобретает исключительно высокую твердость и износостойкость, а также зеркальный блеск.
«Молочный хром»Для получения хромированных покрытий данного типа используется ток минимальной плотности (до 25 А/дм2). Данный метод хромирования деталей не позволяет получать на них покрытия высокой твердости. Слой хрома, наносимый на поверхность изделия в таких случаях, напоминает очень эластичную массу, в структуре которой практически отсутствуют поры.
Для выполнения такого хромирования необходим трех- или шестивалентный хром. При хромировании металла с применением трехвалентного хрома в качестве основного компонента электролитического раствора используется хромовый ангидрид. При применении шестивалентного хрома в роли такого элемента выступает хлорид или сульфат хрома.

Составы электролитов для хромирования
Растворы, выполненные на основе шестивалентного хрома, содержат в своем составе следующие компоненты:
- серную кислоту – 2,25–3 г/л;
- хромовый ангидрид – 225–300 г/л;
- свинец, который обычно входит в состав анода в сочетании с сурьмой или оловом, – 4–6%.
Большое значение для качества наносимого хромированного покрытия имеет пропорция серной кислоты и хромового ангидрида в используемом электролитическом растворе. Как правило, такое соотношение стараются выдерживать в пределах 1:100. Если оно будет меньше, то поверхность хромируемой детали не будет отличаться высоким качеством, на ней могут возникать отслоения, матовость и различные пятна. Например, если для хромирования используется электролитический раствор, в котором серная кислота и хромовый ангидрид содержатся в соотношении 1:50, то хромовое покрытие не получит достаточно высокой кроющей и рассеивающей способности.
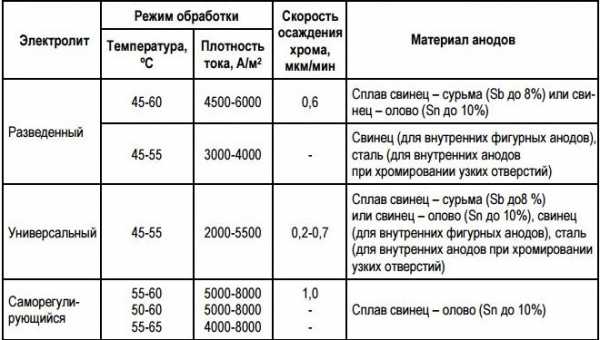
Режимы хромирования и материалы для анодов
Важными параметрами при нанесении хромированного покрытия также являются плотность электрического тока (не выше 310 кА/дм2) и температура электролитического раствора (45–60°). Если увеличить плотность тока, то на угловых и торцевых элементах хромируемой детали могут формироваться дендриты, которые значительно ухудшают декоративные характеристики изделия.
Кроме свинцовых анодов, химический состав которых дополнен сурьмой (не более 6%), для выполнения хромирования сегодня используются аноды из титана, покрытого платиновым слоем. При проведении хромирования желательно не применять растворимые аноды: для изготовления таких элементов лучше использовать листы или стержни из металла, сечение которых составляет порядка 1,5 см.
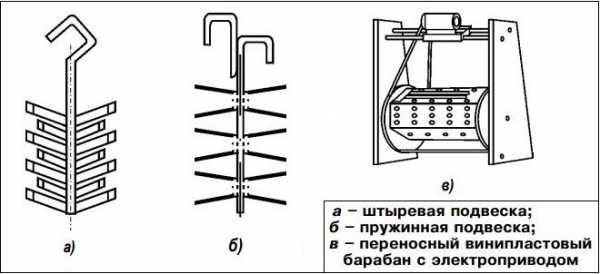
Для погружения изделий в ванну используются специальные контактные приспособления
Аноды для хромирования, изготовленные из свинца, необходимо регулярно чистить при помощи металлической щетки, так как на их поверхности постоянно образуется хромовокислый налет. В том случае, если для нанесения хрома используются титановые аноды, покрытые слоем платины, такую чистку выполнять не потребуется. Если аноды, при помощи которых осуществляется хромирование изделий из стали и других металлов, не применяются в течение нескольких дней, их необходимо извлечь из электролитического раствора и держать все это время в воде.
Как подготовить изделие
Технология декоративного хромирования (как и нанесение слоя хрома в защитных целях) предусматривает тщательную подготовку изделия. Такая подготовка заключается в выполнении таких процедур, как:
- шлифовка обрабатываемой поверхности, а также ее тщательная полировка;
- промывка изделия и протирание его мягкой тканью;
- изолирование тех участков поверхности, где хромировка не требуется;
- обезжиривание хромируемой детали;
- декапирование изделия, которое позволяет улучшить адгезию наносимого хромового слоя с основным металлом;
- размещение изделия в электролитическом растворе при помощи специального кронштейна.

Шлифовка изделия перед хромированием
В отдельных случаях технология декоративного хромирования предусматривает предварительное травление обрабатываемой поверхности и нанесение на нее слоя другого металла (меди или никеля), что способствует увеличению прочности хромового покрытия.
Как проводят процедуру хромирования
Сама технология декоративного хромирования заключается в следующем.
- Изделие после предварительной подготовки помещается в емкость с электролитическим раствором, в которой уже находится анод.
- Раствор, в который погружают изделие, должен быть предварительно нагрет до требуемой рабочей температуры. Следует иметь виду, что рабочая температура электролитического раствора должна поддерживаться на протяжении всего процесса хромирования. Это необходимо для того, чтобы обеспечить хорошую адгезию наносимого слоя, а также его однородность по структуре и толщине.
- В зависимости от того, какой толщины должен быть хромированный слой, определяют время нахождения изделия в электролитическом растворе.
Рекомендуемые режимы сушки хромированных изделий
Технология декоративного хромирования предусматривает также выполнение термообработки детали (этот этап нужен для того, чтобы хромовое покрытие было более твердым и прочным). Изделие, на поверхность которого уже нанесен слой хрома, выдерживают в течение нескольких часов в нагревательной печи при температуре порядка 200°.
На видео ниже подробно показан процесс гальванического хромирования с комментариями в виде субтитров.
Химический способ
В настоящее время активно применяется технология декоративного хромирования, не предполагающая использования электролитического раствора. Таким способом, суть которого заключается в том, что хром из рабочего раствора осаждается на поверхности обрабатываемого изделия, выполняется хромирование алюминия и других металлов, а также деталей из полимерных материалов.
Рабочий раствор, используемый для выполнения такого хромирования, готовится на основе хромосодержащего реагента, дистиллированной воды и гипофосфита натрия. В процессе хромирования, которому подвергается алюминиевый или любой другой сплав, гипофосфит натрия восстанавливает хром из его солей, и металл оседает тонким слоем на поверхности обрабатываемого изделия. За счет того, что в используемых для выполнения такого хромирования химических реагентах содержится фосфор, готовый хромовый слой, частично насыщаемый данным элементом, отличается достаточно высокой прочностью.
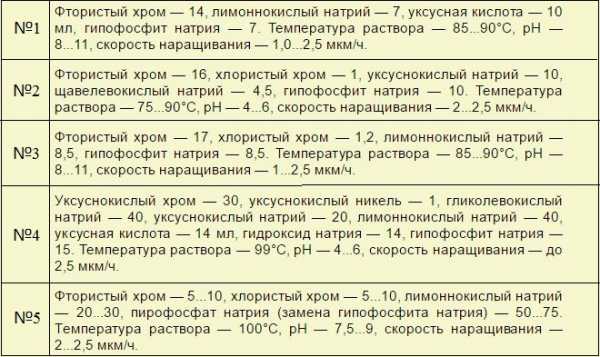
Составы растворов для химического хромирования
Химический способ нанесения хромового покрытия отличается не только простотой реализации, но и большей экологической безопасностью, если сравнивать его с другими технологиями хромирования. Такой способ, при помощи которого можно хромировать алюминий, сталь и даже полимерные материалы, используют даже в домашних условиях.
Выполняя хромирование деталей автомобиля или других изделий по химической технологии, следует иметь в виду, что готовое покрытие получается матовым и отличается непривлекательным сероватым оттенком. Чтобы придать такому покрытию характерный хромовый блеск, необходимо провести финишную полировку.
При помощи технологии хромирования изделиям из различных металлов и полимерных материалов можно придавать не только защитные свойства, но и исключительные декоративные характеристики. Например, возможно нанесение на различные детали черного хрома, покрытие из которого делает их внешний вид эффектным и презентабельным.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Хромирование деталей авто. Технологический процесс работ + видео инструкция.
Вы наверняка замечали блестящие серебристые детали на многих тюнингованных да и не только автомобилях. За счет таких акцентов автолюбители хотят выделить свое авто среди остальных и обеспечить хорошее защитное покрытие как для металлических так и для пластиковых деталей. Достигают такого эффекта с помощью хромирования деталей автомобиля. Очень часто хромом обрабатывают дефлекторы, боковые зеркала, молдинги, радиаторную решетку и прочие элементы кузовной конструкции машины.
При длительной эксплуатации такие покрытия теряют былой вид, и приходит необходимость их реставрации. У владельца авто в таком случае есть два выхода. Первый — это обратится в автомастерскую, и заказать услугу у специалистов, как впрочем, многие и делают. Второе – это самостоятельный ремонт покрытия, который выбирают автолюбители толи с экономических причин, толи у них есть желание, самостоятельно выполнят хромирование деталей авто своими руками в домашних условиях. Чтобы в будущем можно было за минимальные средства выполнять тюнинг своих автомобилей.

По своей сути хромирование – это процесс насыщения хромом методом диффузии или же его осаждение на детали в электролите под действием электрического тока.
Такое покрытие позволяет защитить металлические поверхности от коррозии и придает им после полировки красивый блестящий вид.
Чтобы выполнить всю технологию на дому, вам нужно понимать, что это сложный и скрупулезный процесс, который требует хорошей подготовки поверхности детали и четкого соблюдения всей инструкции.
Что нужно из оборудования и расходных материалов?
Содержание статьи
Для нанесения хрома на металлические поверхности деталей автомобиля вам потребуется определенный список оборудования и материалов для проведения работ.
Чтобы собрать аппарат для нанесения хрома, вам потребуются:
- пластмассовая или пропиленовая ванна. Можно использовать пластиковые ведра или же стеклянные емкости (например, банки).
- кислостойкий калорифер, для нагревания электролита до нужных температур.
- термометр, со шкалой измерения от 1 до 100 градусов Цельсия.
- выпрямитель, который может выдавать напряжение 12V и силу тока до 50 ампер. В этих целях можно использовать устройство для зарядки автомобильного аккумулятора, оно вполне подойдет для обработки небольших деталей.
- фиксатор, для того, чтобы подвесить деталь. Это обеспечит равномерную обработку всех поверхностей, поскольку она не будет торкаться к стенкам емкости, в которую погружается.
- катода в виде зажима и анода в форме стержня или пластины.
Это основной комплект для сборки установки под эту работу. Следует помнить, что процесс хромирование деталей машин является вредным, поэтому рабочая зона должна хорошо проветриваться. Также если вы решили работать в гараже, обязательно позаботьтесь о средствах личной защиты: респиратор, перчатки, защитные очки и одежда.

Размеры емкостей для электролита будут зависеть от объема деталей, которые вы собираетесь обрабатывать. По возможности, в целях экономии, старайтесь выбирать наиболее оптимальный размер, чтобы не расходовать лишний материал.
Также, для хранения раствора, и избегания его испарения, желательно придумать плотно закрывающуюся крышку, или же отдельную герметичную емкость для хранения материала.
Из чего состоит электролит?
Электролит готовят из следующих компонентов:
- дистиллированная вода (с небольшим содержанием соли).
- хромового ангидрида концентрацией 220-250 г/л.
- серной кислоты концентрацией 2,2-2,5 г/л.
Дополнительно вам будут нужны: соляная кислота, растворитель по типу 646, чистый листовой свинец.
Процесс приготовления электролита следующий:
- Наполняем емкость нагретой водой до 45 — 60 градусов Цельсия, или же нагреваем ее в емкости.
- Засыпаем и постепенно размешиваем хромовый ангидрид из расчёта 250 г на 1 л воды.
- Наливаем и размешиваем серную кислоту из расчёта 2,5 г на 1 л воды.
- Прогоняем полученный раствор через электролитическое поле на интервале времени около 3-х часов. Силу тока при этом выставляют на значение около 6,5 ампер на 1 литр раствора. Когда раствор будет готовый он сменит цвет на бордовый.
- Дать электролиту постоять около суток.
Технологический процесс гальванического хромирования деталей
Нужно понимать, что нанести хром на металлическую деталь можно, только если она состоит из меди, латуни или никеля. Чтобы обработать стальную поверхность, нужно предварительно нанести на нее подложку из меди латуни или никеля.

Технология хромирования деталей следующая:
- Сначала нужно подготовить деталь. Для этого она зачищается и обезжиривается с помощью растворителя, например 646.
- Нагреть электролит до температуры 45 – 60 градусов Цельсия.
- Далее деталь для активации поверхности помещают в раствор соляной кислоты на период 15 – 20 минут в зависимости от состояния поверхности. Соляную кислоту разбавляют с водой в пропорции 100 грамм/литр.
- После этого промываем детали в воде и погружаются с помощью фиксатора в ванну с электролитом. Обычно подвес выполняют из медной проволоки, на которую и вешают деталь. К этой проволоке присоединяется зажим минус от выпрямителя. Рядом на емкости с помощью медной проволоки крепим свинцовый анод, к которому подают плюс от питания.
- По истечению периода в 20 – 40 минут детали извлекают из емкости и промывают в воде. После полного высыхания можно провести полировку поверхности.
Какие дефекты встречаются при хромировании?
Если покрытие получилось с дефектами, не нужно расстраиваться, нанесенный слой можно снять в растворе соляной кислоты разбавив ее с водой в пропорции 100 – 200 грамм/литр. После чего процедуру можно повторить, учтя ошибки.

Из основных дефектов можно выделить:
- сколы хромовой пленки. Обычно это следствие плохой подготовки поверхности, в частности обезжиривания, что приводит к плохой адгезии материала и поверхности.
- наплывы хрома на краях. Это показатель высокой плотности тока в этих местах. В проблемных зонах можно попробовать установить экраны.
- матовость покрытия. Тут есть три метода решения проблемы: повысить температуру электролита, немного снизить силу тока или добавить больше хромового ангидрида.
Видео пример, хромирования деталей.
Как можно восстановить хром на пластике?
 Для того чтобы осуществить хромирование пластиковых деталей автомобиля, можно использовать немного другой способ нанесения металлизированного покрытия.
Для того чтобы осуществить хромирование пластиковых деталей автомобиля, можно использовать немного другой способ нанесения металлизированного покрытия.
Технология работ в таком случае будет следующей.
- Ставим деталь на подставку для более удобно работы, можно металлическую.
- Если пластиковая деталь полностью зачищена от ЛКП, нужно предварительно нанести на нее связующую грунтовку. Перед нанесением грунта нужно матировать поверхность абразивом P800 – 1000 и обезжирить. Наносят обычно 2 – 3 слоя грунта. При комнатной температуре покрашенная деталь сушиться 6 – 7 часов.
- Проводим огневую обработку загрунтованной поверхности.
- Подготавливаем распылители с ручным накачиванием воздуха, в которые будут залиты необходимые для работы материалы. И прокачиваем воздух.
- Промываем поверхность детали дистиллированной водой.
- Распыляем на поверхность активатор, по типу хим. реактив Активатор СТ.2516.
- Опять промываем поверхность дистиллированной водой.
- Одновременно распыляем химические реактивы по типу МЕТА-ХРОМ из одной емкости и восстановители АВ.101 и АВ.202 и проводим процесс металлизации.
- Промываем поверхность дистиллированной водой.
- С помощью фена убираем капли и подсушиваем поверхность пластиковой детали. Далее оставляем деталь сохнуть на 1,5 – 2 часа при комнатной температуре.
На этом все, дополнительно можно провести лакирование поверхности.
Вот видео пример работ.
Стоимость работ в автомастерских
Если вы решили не выполнять работы своими руками, а обратится в мастерскую, то в таком случае нужно знать, сколько стоит хромирование деталей у специалистов. Для примера, чтобы покрыть 4 диска размером в 20 дюймов хромом, вам обойдется минимум в $500. Тут работает формула, чем больше заказ, тем дешевле работа. В некоторых компаниях работает даже правило минимального чека, который составляет от $200.
krasimauto.com