Типы фрезерных станков и их назначение – Классификация фрезерных станков
alexxlab | 20.03.2019 | 0 | Вопросы и ответы
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
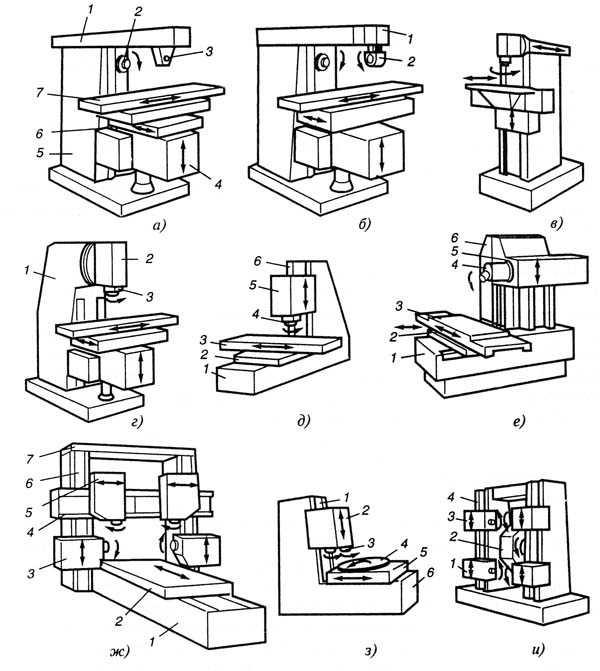
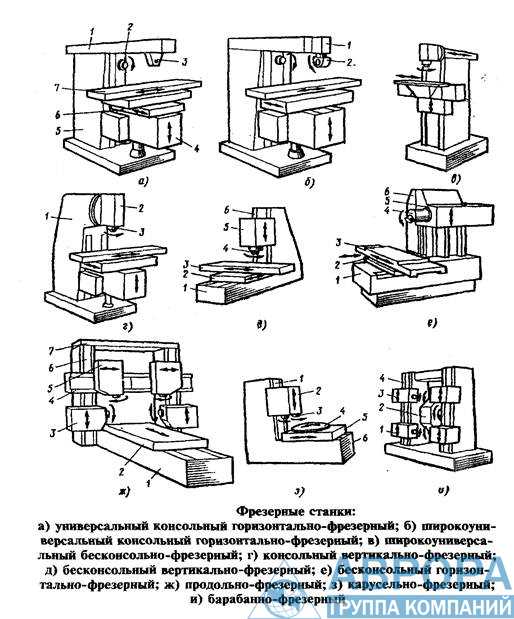
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный, не меняющий своего места шпиндель 2. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от Универсального консольного фрезерного станка рабочий стол не поворачивается вокруг вертикальной оси.
ШирокоУниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Станки консольно-фрезерные
Консольно-фрезерные станки – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
ВМЗ – Воткинский машиностроительный завод. В настоящее время – Воткинский Завод, ОАО
ГЗФС – Горьковский завод фрезерных станков. В настоящее время – Завод Фрезерных Станков ЗФС, ООО
ДЗФС – Дмитровский завод фрезерных станков. В настоящее время – Дмитровский завод фрезерных станков ДЗФС, ООО
УЗТС – Ульяновский завод тяжелых и уникальных станков УЗТС. В настоящее время – Ульяновский завод тяжелых и уникальных станков УЗТС, ООО
ВСЗ – Воронежский станкостроительный завод.
Жальгирис – Вильнюсский станкостроительный завод “Жальгирис”
Обозначение фрезерных станков
6 – фрезерный станок (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 – горизонтально-фрезерный)
1 – исполнение станка – типоразмер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
П – повышенная точность станка – (н, п, в, а, с) по ГОСТ 8-82
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Полезные ссылки по теме
Паспорта и схемы к вертикальным фрезерным станкам и оборудованию
Каталог справочник вертикальных фрезерных станков и их аналогов
Рубикон, ООО
stanki-katalog.ru
Основные типы фрезерных станков. Консольно-фрезерные и бесконсольно-фрезерные станки. . Основы фрезерования |
Основные типы фрезерных станков
На фрезерных станках можно обрабатывать плоские или фасонные поверхности, нарезать шлицы и зубья, выполнять резьбу и производить сверлильные и расточные работы. Фрезерные станки представляют значительную часть парка металлорежущих станков в СССР; удельный вес их составляет около» 10%, а общее количество достигает 180 тыс. единиц. В период 1959—1965 гг. предусмотрено увеличение парка фрезерных, станков до 12,7%.
Из всех фрезерных станков наибольшее распространение получили станки для обработки плоских и криволинейных поверхностей: консольно-фрезерные, бесконсольно-фрезерные, продольно-фрезерные и копировально-фрезерные. Из станков для других видов фрезерной обработки получили распространение зубофрезерные, резьбофрезерные, шлицефрезерные и шпоночно-фрезерные станки. В массовом производстве применяют главным образом многошпиндельные продольно-фрезерные станки и станки непрерывного действия: карусельно-фрезерные и барабанно-фрезерные.
Действующий парк фрезерных станков состоит главным образом из станков отечественного производства и частично из станков различных зарубежных марок. Пополнение парка фрезерных станков в последние годы осуществляется за счет современных моделей, выпускаемых отечественными станкостроительными заводами.
Консольно-фрезерные станки.
Это наиболее распространенный тип станков, применяемых для фрезерных работ. Свое название консольно-фрезерные станки получили от консольного кронштейна (консоли), перемещающегося по вертикальным направляющим станины станка и служащего опорой для горизонтальных перемещений стола.
Консольно-фрезерные станки подразделяются на горизонтальные и вертикальные.
Горизонтально-фрезерные станки. Эти станки являются наиболее простыми по своему устройству.
На рис. 85 изображен горизонтально-фрезерный станок 6Н82Г производства Горьковского завода фрезерных станков (ГЗФС). Горизонтально-фрезерные станки предназначены для работы цилиндрическими и дисковыми фрезами, но они могут работать и торцовыми фрезами.
Шпиндель горизонтально-фрезерного станка, на котором крепится инструмент, вращается вокруг горизонтальной оси. Он получает вращение через коробку скоростей от электродвигателя.
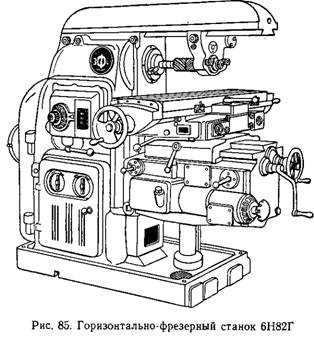
Стол горизонтально-фрезерного станка имеет три направления движения: продольное, поперечное и вертикальное. Эти перемещения стола, или подачи, осуществляются вручную при помощи рукояток или механически от привода станка.
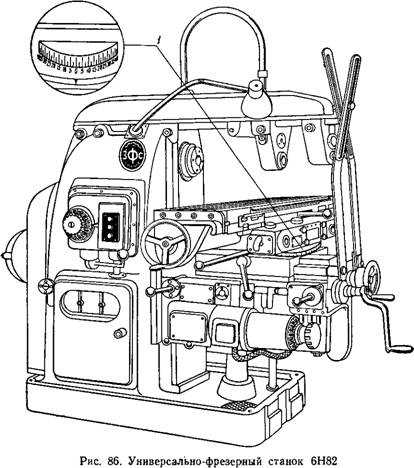
У некоторых горизонтально-фрезерных станков возможен поворот стола по отношению к шпинделю. Станки с таким поворотным столом называются универсальными горизонтально-фрезерными или, сокращенно, универсально-фрезерными станками. На рис. 86 изображен станок такого типа. Стол станка может быть повернут по круговым направляющим на верхней части салазок на 45° в каждую сторону и после установки на заданный угол по шкале 1 закрепляется винтом. Кроме возможности поворота стола (деталь стола в увеличенном виде изображена сбоку на рис. 86), универсально-фрезерный станок ничем не отличается от горизонтального.
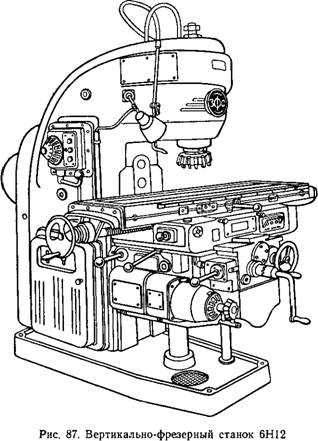
Вертикально-фрезерные станки. Эти станки названы так потому, что их шпиндель смонтирован перпендикулярно рабочей плоскости стола, т. е. расположен вертикально. Все остальные узлы вертикально-фрезерного станка аналогичны узлам горизонтально-фрезерного. На рис. 87 изображен вертикально-фрезерный станок 6Н12.
Вертикально-фрезерные станки предназначаются для работы торцовыми фрезами, фрезерными головками, концевыми и шпоночными фрезами.
Консольные горизонтально-, универсально- и вертикально- фрезерные станки изготовляются разных размеров.
Типоразмеры и гамма консольно-фрезерных станков.
Типоразмеры принято характеризовать по величине рабочей (крепежной) поверхности стола станка. Консольно-фрезерные станки могут иметь горизонтальное, универсальное и вертикальное выполнение при одной и той же величине рабочей поверхности стола. Сочетание разных выполнений станка при одинаковой основной размерной характеристике стола называют гаммой станков.
В СССР освоено производство консольно-фрезерных станков пяти размеров: № 0, 1, 2, 3 и 4, причем по каждому размеру выпускается полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок данной гаммы имеет в шифре модели одинаковое обозначение размера, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
Станки размера № 0 (гамма 6П80Г, 6П80 и 610) — стол 200Х 800 мм „ № 1 (гамма 6Н81Г, 6Н81 и 6Н11) — „ 250X1000 „ „ № 2 (гамма 6Н82Г, 6Н82 и 6Н12) — „ 320X1250 „ „ № 3 (гамма 6Н83Г, 6Н83 и 6Н13) — „ 400×1600 „ „ № 4 (гамма 6Н84Г, 6Н84 и 6Н14) — „ 500×2000 „
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, салазок, консоли, хобота и т. д.), мощность электродвигателя и величины наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
На рис. 88 графически изображены наибольшие перемещения стола,салазок и консоли.
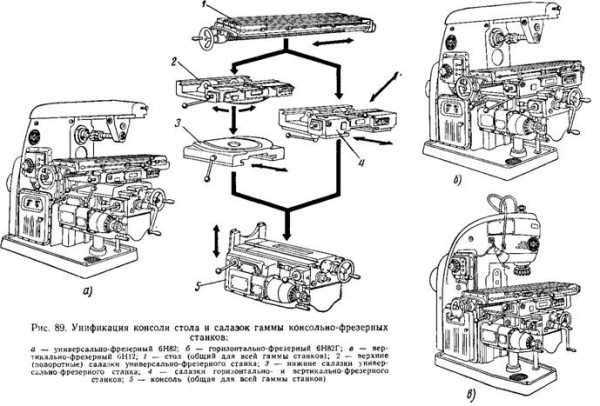
На рис. 89 показана унификация консоли, стола и салазок для гаммы консольно-фрезерных станков 2-го размера. Консоль и стол станка изготовляются одинаковыми для всей гаммы. Салазки универсально-фрезерных станков для обеспечения поворота стола состоят из двух деталей (верхние и нижние салазки), а салазки вертикально- и горизонтально-фрезерных станков данной гаммы выполняются цельными и одинаковыми.
На базе основных моделей консольно-фрезерных станков выпускают модификации, позволяющие расширить область применения станков данной гаммы.
Так, для потребностей главным образом инструментальных и ремонтных цехов некоторые вертикально-фрезерные станки изготовляются с поворотной шпиндельной головкой (рис. 90). Шпиндельная головка 3 может быть установлена как в вертикальном положении, так и под углом к плоскости стола. Это особенно удобно при фрезеровании скосов. Необходимый поворот шпиндельной головки 3 по отношению к станине 1 устанавливается по шкале 2.
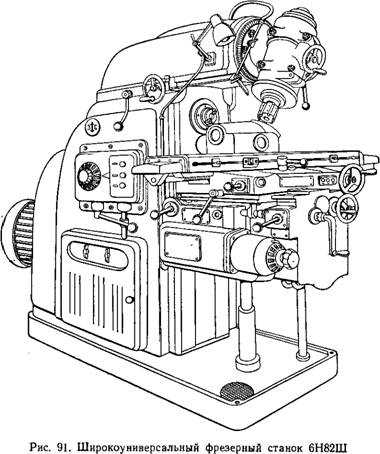
На базе горизонтально-фрезерных станков выпускаются их модификации, имеющие добавочную вертикальную головку. Широкоуниверсальный фрезерный станок 6Н82Ш (рис. 91) является модификацией горизонтально-фрезерного станка 6Н82Г. Он имеет два шпинделя, из которых один — горизонтальный, как у станка 6Н82Г, а второй расположен в поворотной головке и может быть установлен под углом ±90° в продольной плоскости стола и под углом ±45° в поперечной плоскости стола. На широкоуниверсальных станках могут выполняться самые разнообразные фрезерные операции, а также сверление, растачивание отверстий, подрезание торцов в разных плоскостях заготовки с одной ее установки.

Бесконсольно-фрезерные станки.
Консоль является наиболее слабым узлом фрезерного станка по жесткости, поэтому для фрезерования больших и тяжелых деталей применяются бесконсольно-фрезерные станки.
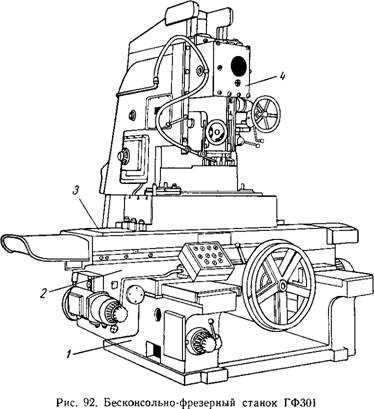
На рис. 92 изображен бесконсольный вертикально-фрезерный станок мод. ГФ301 производства Горьковского завода фрезерных станков. Стол 3 размером 500×2000 мм имеет продольное перемещение вдоль горизонтальных направляющих салазок 2 У которые имеют поперечное перемещение по направляющим станины 1. Вертикальное перемещение получает шпиндельная головка 4 по вертикальным направляющим стойки. Мощность электродвигателя привода шпинделя равна 13,5 л. с., скорости вращения шпинделя можно регулировать от 25 до 1250 об/мин. Такие станки широко применяются для скоростного фрезерования плоскостей у крупногабаритных деталей.
Продольно-фрезерные станки. У консольно-фрезерных станков большого размера производить подъем и опускание консоли стола становится неудобным, поэтому в этих станках подъемные консольные столы заменены столами, имеющими только продольное перемещение. Вертикальное же перемещение, вместо стола, получают шпиндели. Такие станки называют продольно-фрезерными.
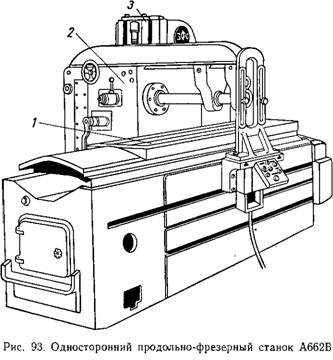
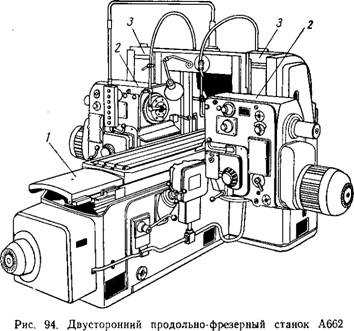
На рис. 93 изображен односторонний продольно-фрезерный станок, имеющий один горизонтальный шпиндель, а на рис. 94 — двусторонний продольно-фрезерный станок, имеющий два горизонтальных шпинделя. Станок с двумя шпинделями служит для одновременной обработки двух поверхностей.
Стол 1 продольно-фрезерных станков (рис. 93 и 94) имеет только продольное перемещение. Подвод фрезы по вертикали к обрабатываемой детали производится подъемом и опусканием шпиндельных головок 2 по стойкам 3.
В случае необходимости одновременной обработки более двух поверхностей применяют многошпиндельные продольно-фрезерные станки, имеющие, кроме горизонтальных, также и вертикальные шпиндели. На рис. 95 изображен четырехшпиндельный продольно-фрезерный станок, имеющий стол размером 3,6X12 м и предназначенный для обработки с трех сторон крупногабаритных деталей весом до 120 г, длиной до 12 м, шириной и высотой до 3,6 м.
Станок имеет четыре поворотные шпиндельные головки: две вертикальные головки 1 и 2, расположенные на траверсе, и две горизонтальные головки 3 и 4, расположенные на стойках. Стол 5 имеет только продольное перемещение. Обработка заготовки может производиться одновременно четырьмя фрезами подачей стола, подачей шпиндельных бабок при неподвижном столе, подачей стола и шпиндельных бабок одновременно, подачей траверсы вниз при неподвижном столе.
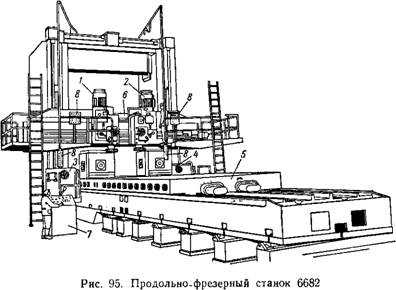
Вертикальную установку шпиндельных головок 1 и 2 производят перемещением поперечины 6 по стойкам станка, а горизонтальную (боковую) установку — перемещением самих головок вдоль поперечины 6.
Вертикальную установку шпиндельных головок 3 и 4 производят перемещением их по стойкам станка.
Управление станком осуществляется с центрального пульта 7. Необходимое число оборотов каждого шпинделя устанавливают с помощью рукояток, расположенных на шпиндельных головках.
Для включения в работу и выключения шпинделей, стола, охлаждения и пр. непосредственно с рабочего места имеются кнопочные станции S, дублирующие друг друга и расположенные у каждой шпиндельной головки.
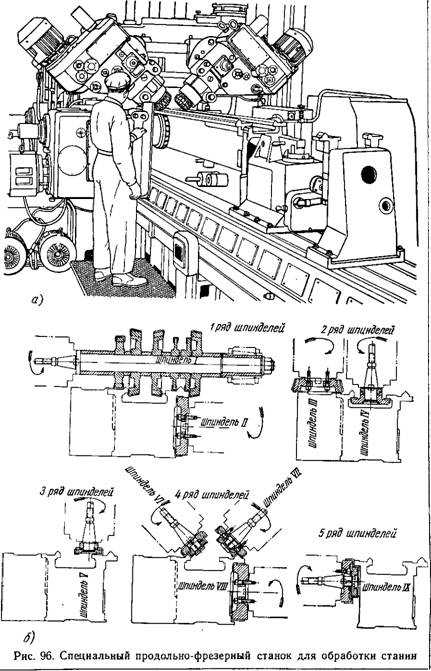
Продольно-фрезерные станки изготовляются различных размеров, начиная с небольших станков (см. рис. 93 и 94), имеющих размеры стола 450X1600 мм, и кончая гигантскими, подобно изображенному на рис. 95. Шпиндельные головки могут иметь горизонтальное и вертикальное расположение и, кроме того, могут быть поворотными, что облегчает обработку наклонных поверхностей деталей. Количество шпиндельных головок зависит от числа обрабатываемых поверхностей. На заводе «Красный пролетарий» для одновременной обработки всех направляющих станины токарного станка применяют продольно-фрезерные станки, имеющие по 9 шпинделей, на которых установлено до 17 фрез. На рис. 96, а показана обработка станины на таком станке, а на рис. 96, б — схема его настройки.
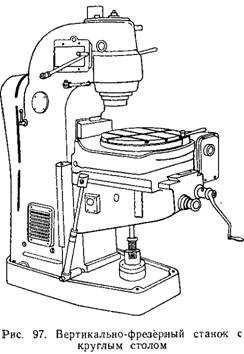
Станки непрерывного действия. В крупносерийном производстве применяют вертикально-фрезерные станки с круглым поворотным столом (рис. 97), позволяющим снимать готовую деталь и закреплять новую заготовку в то время, когда фреза обрабатывает очередную заготовку.
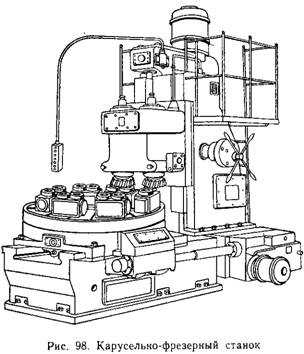
Дальнейшее усовершенствование конструкции станков с поворотным столом привело к созданию карусельно-фрезерного станка. Такие станки строят с диаметром круглого стола 1000мм (мод. 621) и 1500 мм (мод. 623 в двухшпиндельном выполнении и мод. 623В в трехшпиндельном). На рис. 98 изображен двух- шпиндельный карусельно-фрезерный станок выпуска Горьковского завода: один шпиндель несет фрезу для черновой обработки, а другой — для чистовой.
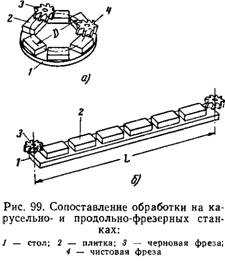
На рис. 99 дано сопоставление трудоемкости обработки чугунной плитки длиной 350 мм и шириной 200 мм на двухшпиндельном карусельно-фрезерном станке и на продольно-фрезерном станке с одним шпинделем.
При закреплении шести плиток на круглом столе карусельно- фрезерного станка (рис. 99, а), принимая средний диаметр фрезерования D равным 900 мм, получаем развернутую длину фрезерования, равную 2800 мм. При подаче 200 мм/мин за 7-часовой рабочий день на станке можно обработать:
При этом установка, зажим и снятие плиток производятся во время обработки.
При закреплении шести плиток на столе продольно-фрезерного станка (рис. 99, б) требуется длина прохода L около 3000 мм,
отдельно на черновую и чистовую обработку. Принимая время на закрепление шести плиток и переключение с черновой на чистовую обработку в 2 мин., рабочую подачу, равную 200 мм/мин, и быстрый обратный ход в 5 м/мин, получаем потребное время на обработку шести плиток в два перехода, равное 33,2 мин.
За 7-часовой рабочий день на станке можно обработать:
Таким образом, продольно-фрезерный станок дает почти в три раза меньшую производительность против карусельной обработки и, кроме того, занимает значительно большие площади цеха.
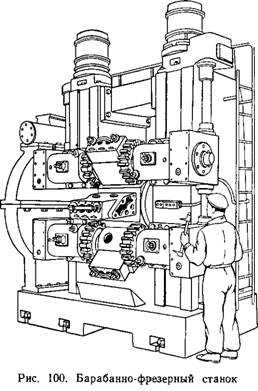
Для одновременной непрерывной обработки заготовок с обоих торцов применяют барабанно-фрезерные станки. На барабанно- фрезерном станке, показанном на рис. 100, заготовки закреплены на круглом, вращающемся вокруг горизонтальной оси, барабане таким образом, что их оба торца могут быть одновременно обработаны поочередно черновыми и чистовыми фрезами. По сравнению с карусельно-фрезерным станком обработка на барабанно-фрезерном станке деталей, имеющих два обрабатываемых торца, будет вдвое производительнее.
В СССР изготовляют барабанно-фрезерные станки с барабаном диаметром 1000 мм (мод. 6021), 650 мм (мод. 6022) и 900 (мод. 6023).
Карусельно-фрезерные и барабанно-фрезерные станки широко применяются для обработки корпусных деталей автомобилей и тракторов при крупносерийном и массовом производстве.
Специальные фрезерные станки. На фрезерных станках возможно достаточно точно обработать все виды поверхностей. Консольно-фрезерные, бесконсольно-фрезерные, продольно-фрезерные станки и станки непрерывного действия являются станками общего назначения и могут применяться для обработки самых разнообразных деталей.
В отличие от станков общего назначения для выполнения определенных фрезерных операций применяют фрезерные станки целевого назначения. К числу таких станков относятся зубофрезерные, резьбофрезерные, шпоночнофрезерные и др.
В связи с развитием крупносерийного и массового производства в настоящее время весьма широко внедряются в производство фрезерные станки, предназначенные для обработки деталей определенной конфигурации. Эти станки сконструированы с учетом наибольшей производительности и часто имеют автоматизированное управление. В отличие от станков целевого назначения их называют специальными. К числу специальных относятся станки, применяемые в часовой промышленности; станки для фрезерования сверл, метчиков, разверток; станки, применяемые в автомобильной, тракторной и станкостроительной промышленности для фрезерования ряда деталей на автоматических и поточных линиях; копировально-фрезерные станки и т. п.
В связи с быстрым развитием техники изделия часто меняют свою конфигурацию, поэтому применение специальных фрезерных станков, не позволяющих, в отличие от станков общего назначения, производить переналадку их на обработку любых деталей, не всегда является выгодным.
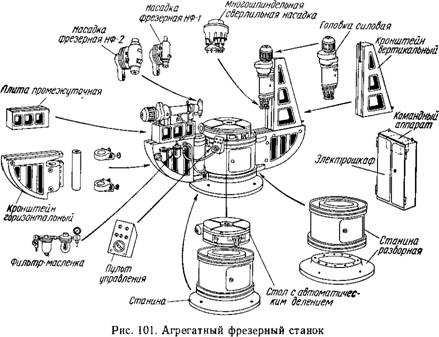
В последние годы широкое применение начинают находить так называемые агрегатные фрезерные станки, которые позволяют производить любую комбинацию составляющих их сменных унифицированных узлов (агрегатов) в соответствии с конфигурацией детали и расположением обрабатываемых поверхностей. Для перехода на обработку других деталей достаточно сменить или перекомпоновать отдельные узлы агрегатного станка. На рис. 101 показан агрегатный фрезерный станок для обработки кольцевых заготовок.
|
Горизонтально-фрезерные станки. На рис. 102 показаны основные узлы горизонтально-фрезерного станка 6Н82Г производства Горьковского завода фрезерных станков. Выпуск этих станков освоен в 1952 г., они часто встречаются в цехах наших заводов. Хорошее знание станка 6Н82Г дает возможность быстро освоить работу на горизонтально-фрезерных станках всех типов, так как их основные узлы мало отличаются от узлов этого станка.
Основание станка отливается из серого чугуна и точно прострагивается с обеих сторон. На одну сторону основания устанавливается и закрепляется болтами станина станка; другая сторона прилегает к полу цеха. В основании имеется корыто для охлаждающей жидкости, которая стекает по трубкам со стола. На основании смонтирован электронасос для подачи охлаждающей жидкости к инструменту.
dlja-mashinostroitelja.info
Классификация, назначение и устройство фрезерных станков.
Фре́зерные станки́ — группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся инструментом). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ (CNC).
Металлорежущий инструмент фрезерной группы станков. Концевые фрезы.
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д. Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Универсально-фрезерный станок
Имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и не тяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине смонтированы все основные узлы станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот с серьгами (подвесками). По вертикальным направляющим станины перемещается консоль, несущая коробку подач. По направляющим консоли в поперечном направлении движутся салазки с поворотным устройством, которое несет продольный стол и позволяет поворачивать стол вокруг вертикальной оси на 45° в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя. Крутящий момент от двигателя посредством коробки передач передаётся на шпиндель – полый вал в верхней части станины. В передний торец шпинделя вставляется оправка и закрепляется штревелем – стержнем, закреплённым в шпинделе. Оправка обычно стержень имеющий коническое посадочное место-конус Морзе, воспринимающий вращение от шпинделя; на оправку одеваются фреза и фиксирующие её кольца, зажимаются гайкой. Жёсткость оправки поддерживается подвеской.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (1 — фундаментная плита, 2 — станина, 3 — консоль, 4 — салазки, 5 — стол, 6 — хобот, 7 — оправка со фрезой)
Отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.
Широкоуниверсальный фрезерный станок
В отличие от горизонтально-фрезерного станка имеет ещё одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.
В некоторых станках этого типа отсутствует консоль, а вместо неё по вертикальным направляющим станины, перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
Вертикальный консольно-фрезерный станок
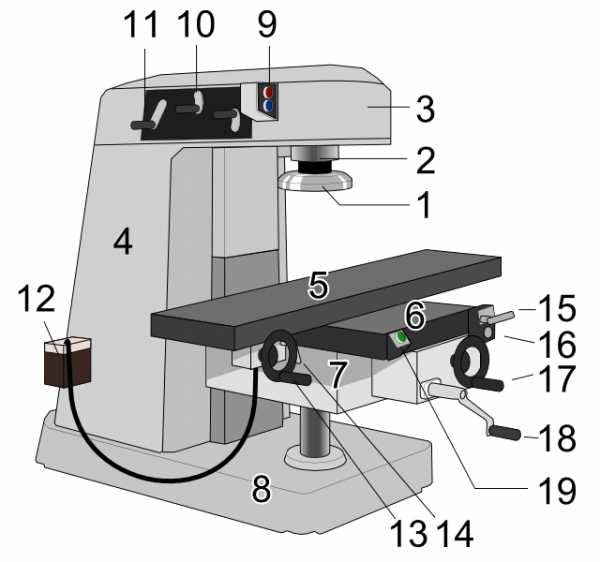
Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита)
В отличие от горизонтально-фрезерного имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка. В отличие от горизонтально-фрезерных станков оправка для вертикальных станков представляет собой фланец с конусом Морзе с одной стороны и коническим отверстием с другой (тоже конус Морзе), куда и вставляется концевая фреза. Если требуется установить дисковую фрезу применяется оправка как на горизонтально-фрезерном станке, но много короче; так же и на горизонтальных станках возможно применяются оправки вертикальных станков для крепления концевых фрез. Вертикальное движение подачи, как правило, возможно осуществлять и инструментом.
Вертикально- и горизонтально-фрезерные бесконсольные станки
Предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Продольно-фрезерные станки
Используют для обработки крупногабаритных деталей, главным образом, торцовым; а также цилиндрическими, концевыми, дисковыми и фасонными фрезами. Станки делятся на одностоечные и двухстоечные. В четырёхшпиндельном двухстоечном продольно-фрезерном станке станина имеет стол и портал, состоящий из двух стоек и балки. По направляющим стоек перемещается траверса и две горизонтальные поворотные фрезерные головки. Две другие фрезерные головки перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головках.
infopedia.su
48.Фрезерные станки, общее устройство, виды выполняемых работ, основные типы.
Предназначены для обработки крупных плоских призматических и фасонных поверхностей, нарезки пазов, канавок и зубьев. Существует виды фрезерных станков в зависимости от положения шпинделя: вертикально-фрезерные и горизонтально-фрезерные, в зависимости от наличия или отсутствия стола: простые и универсальные. При наличии консоли станок называется консольно-фрезерным.
Горизонтально-фрезерные станки. Состоят из станины, консоли – жесткой опоры для размещения и перемещения по вертикали стола, стола для установки заготовки, хобота с серьгой – выступа для закрепления второго конца оправки(стержня) с фрезой, коробок скоростей и подачи. Фреза вращается и перемещается вдоль заготовки, и при этом ее зубья снимают слой стружки.
Вертикально-фрезерные станки. Отличаются тем, что шпиндель с вращающейся фрезой расположен вертикально, отсутствует хобот. Зубья фрезы находятся на ее конце и при вращении снимают стружку. Для каждого станка существует свой набор режущих инструментов – фрез. Для горизонтальных – цилиндрические, дисковые, для вертикальных – торцевые, концевые и т.п. Функционально продольно- и вертикально-фрезерные станки очень близки и по большинству функций взаимозаменяемы. Кроме указанных широко применяющихся станков станов, в отдельных случаях используются продольно-фрезерные станки для обработки 2-4 шпинделями крупных заготовок. Копировально-фрезерные станки – для обработки заготовок по заданному контуру модели детали за формой которой следит специальный копир и фреза, выполняющая его движения.
49.Сверлильные станки: общее устройство, виды выполняемых работ, основные типы.
На сверлильных станках выполняют следующие работы:
– сверление
– зенкерование – обработка цилиндрических отверстий зенкером для придания им правильной формы, установленных допусков, размеров и шероховатостей
– развертывание – то же что и зенкерование, но с большей точностью при помощи развертки
– зенкование – образование цилиндрических или конических отверстий под головку винта
– цекование – обработка плоскости под головки винтов и гаек
– нарезание внутренней резьбы метчиком
Сверлильные станки подразделяются на вертикально-сверлильные, горизонтально-сверлильные, радиально-сверлильные и многошпинделевые.
Вертикально-сверлильные станки. Выпускают различных типов размеров по диаметру сверла и применяют в цехах единичного и серийного производства. Станок состоит из фундаментной плиты, на которой устанавливается станина, двигателя, коробки скоростей и подачи, кронштейна для установки шпинделя и перемещающегося по вертикали стола.
Радиально-сверлильные станки для сверления отверстий в крупногабаритных заготовках. Устройство: на плите установлена колонна, вокруг которой вращается гильза с траверсой(поперечиной). На траверсе установлены двигатель, коробка подачи скоростей. Шпиндель может перемещаться вдоль траверсы и вместе с траверсой вокруг колонны.
Расточные станки. Служат для обработки крупных корпусных деталей. На них можно сверлить отверстия, растачивать и обтачивать цилиндрические поверхности, зенкеровать, фрезеровать и т.д., т.е. производить полную обработку заготовки без её перестановки, что предохраняет от смещения обрабатываемых поверхностей и центров. Применяются при изготовлении матриц и других заготовок, требующих точного расположения отверстия относительно базовой поверхности. Станки дорогие и малопроизводительные. Особой точностью отличаются координатно-расточные и алмазно-расточные.
studfiles.net
Типы фрезерных станков и их назначение – Группа компаний Аврора
На металлообрабатывающем оборудовании фрезерной группы можно выполнять различные операции обработки цилиндрическими, пазовыми, концевыми, торцевыми, фасонными фрезами, а также операции с использованием расточных резцов, сверл, разверток, зенкеров, приспособлений для нарезания резьбы. Таким образом стирается грань между оборудованием сверлильно-расточной и фрезерной групп. Спектр возможностей обрабатывающих центров еще шире: они производят, наряду с фрезерной, токарную обработку заготовок. Оснащение станков магазинами инструмента, револьверными головками, станочными приспособлениями расширяет возможности станков ЧПУ фрезерной группы, делает их более универсальными, значительно сокращает время перенастройки.
Разнообразие задач обработки металла определяет, какой тип или вид фрезерных станков нужен для реализации операций резания с требуемым качеством поверхности и необходимой точностью размеров, а также, каковы оптимальные финансовые вложения на покупку оборудования.
Основные виды фрезерных станков
Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Горизонтально-фрезерные
Оснащены горизонтальным шпинделем и рабочим столом в виде консоли. Стол совершает продольные, поперечные и вертикальные перемещения относительно шпиндельного вала и обрабатывающего инструмента (фрезы), закрепленного в нем.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Универсальные и широкоуниверсальные станки
Снабжены: в первом случае поворотным столом, во втором — поворотной шпиндельной головкой. Такой тип оборудования значительно расширяет перечень проводимых фрезерных операций.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Продольно-фрезерные
Снабжены столом, совершающим продольные перемещения относительно оси станка. Шпиндельная бабка, в свою очередь, двигается в поперечном и вертикальном направлении, поворачивается на заданный угол (опция). Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки.
Копировально-фрезерные (объемно-фрезерные)
Производят фрезеровку заготовки, считывая заданную конфигурацию с образца с помощью специального копировального инструмента.
Шпоночные фрезерные
Характеризуются планетарным движением шпинделя, стол агрегата совершает возвратно-поступательные перемещения.
Карусельные фрезерные (непрерывного действия)
Имеют один или несколько вертикальных шпинделей, последовательно обрабатывающих подающиеся к ним заготовки. В конструкции применен принцип многопозиционной обработки.
Особую нишу в промышленном производстве занимают фрезерные станки с ЧПУ и обрабатывающие центры.
Фрезерные станки, оснащенные модулем ЧПУ
При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные модулем числового программного управления, имеют следующие особенности компоновки:
- Положение шпинделя. Вращение многолезвийного обрабатывающего инструмента (фрезы) производится при горизонтальном или вертикальном положении оси, либо шпиндель поворачивается и устанавливается наклонно под заданным углом к заготовке.
- Количество шпиндельных головок. Конструктивно фрезерное оборудование может включать один, два и более шпиндельных валов, расположенных в различных плоскостях. Нередко станки с ЧПУ (например, продольно-фрезерные, универсальные или горизонтально-фрезерные) и обрабатывающие центры оснащаются дополнительной съемной шпиндельной головкой, расширяющей диапазон производимых работ и повышающих сложность получаемых поверхностей изделий из металла и других материалов.
- Конструкция рабочего стола. В зависимости от компоновки, стол перемещается в продольном (продольно-фрезерные), продольно-поперечном (горизонтально-фрезерные и вертикальные фрезерные агрегаты), поднимается или опускается (консольные фрезерные), поворачивается вокруг своей оси (карусельные, барабанного типа). Опционно устройством для поворота заготовки могут оснащаться агрегаты со столом, совершающим продольно-поперечные перемещения (например, горизонтально-фрезерные, в том числе консольные, или универсальные). При этом поворотное устройство монтируется на рабочий стол станка или встраивается в его плоскость, позволяя обрабатывать как поверхности вращения, так и длинномерные заготовки без дополнительных затрат времени на установку/снятие оснастки.
- Количество осей или степеней свободы. Варьируется от 2-х до 5-и. Такая особенность практически всех видов фрезерных станков по металлу определяет сложность конфигурации обрабатываемой поверхности, количество переустановок детали при проведении полного цикла фрезерных работ.
- Точность обработки характеризуется не только жесткостью узлов агрегата и конструкции в целом, но и возможностью точного позиционирования детали, применением различных измерительных приборов для контроля конфигурации режущих кромок, перемещения инструмента, а также определения положения и размеров детали.
- Наличие магазина инструмента и количество возможных позиций в нем. Число устанавливаемых и используемых при обработке резанием фрез доходит до нескольких десятков. Вариативность производимых операций повышает применение в конструкции таких видов фрезерных станков приводных державок для инструмента.
- Мощность оборудования определяет тип обрабатываемого материала, его прочностные характеристики. На мощных агрегатах всех основных типов фрезерных станков при использовании твердосплавного режущего инструмента возможна обработка резанием закаленных металлов (до HRC 60…75), высокопрочных и жаропрочных сталей, титановых сплавов, твердых композитных материалов, а также применение форсированных режимов — высокой скорости резания при значительной глубине обработки.
- Частота вращения шпинделя. Определяет диапазон материалов, поддающихся обработке, а также качество (чистоту) получаемой поверхности. Выбор станка для фрезерования зависит от того, какой материал планируется на нем обрабатывать. Например, универсальные станки с высокоскоростными режимами резания реализуют точную обработку вязких материалов, например, дюралюминия, латуни, цинкосодержащих сплавов и т.д.
- Размеры необходимой рабочей зоны основных типов фрезерных станков определяют габариты обрабатываемых заготовок.
nhcoo.ru
общее устройство, виды выполняемых работ.
На станках токарной группы обрабатывают цилиндрические, конические наружные и внутренние поверхности тел вращения, а также плоскости, перпендикулярные к оси вращения. Наиболее универсальными станками токарной группы являются токарно-винторезные станки. Конструкторская компоновка однотипна. Основные детали и узлы: – станина, на которой монтируются все механизмы станка; – передняя шпиндельная бабка, где размещается коробка скоростей, шпиндель и другие элементы; – задняя бабка, которая служит для закрепления второго конца заготовки или сверла при сверлении заготовки по центру; – коробка передач, которая служит для передачи движения от шпинделя к суппорту с помощью ходового винта при нарезании резьбы или ходового валика при других работах; – фартук – часть станка, где вращательное движение от двигателя преобразуется в поступательное движение суппорта с инструментом с помощью винта или валика; – суппорт для закрепления и подачи(перемещения) режущего инструмента.
Заготовка устанавливается одним концом в патрон передней бабки, вторым – на конце задней бабки. При вращении заготовки с её поверхности резцом, установленным в суппорте, снимается слой стружки до заданного размера. Основными параметрами станков являются наибольший диаметр заготовки, обрабатываемой над станиной, и наибольшее расстояние между центрами.
– Токарно-револьверные станки, для обработки небольших деталей в серийном и массовом производстве. На револьверном станке вместо задней бабки устанавливается револьверный суппорт с закреплёнными в нем резцами. Он позволяет производить ряд операций, не перестраивая станок, за счёт смены резцов при повороте револьверного суппорта. – Лобовые токарные станки. Предназначены для обработки коротких деталей диаметром не более метра. Станок имеет пассивную переднюю бабку с планшайбой(диск большого диаметра), где закрепляется заготовка. Заготовка обрабатывается по торцевой стороне. – Карусельные станки. Служат для обработки больших заготовок по торцевой и боковой поверхностям. Заготовка устанавливается на горизонтально лежащей планшайбе. На таких станках обрабатываются детали диаметром до 26 метров. Обработка производится резцами, закреплёнными вертикально и горизонтально перемещающимися суппортами. – Токарные автоматы и полуавтоматы. Служат для изготовления крепежа, втулок и других мелких деталей. Управление станком осуществляется автоматически распределительным валом с помощью кулачков. – Сверлильные и расточные станки.
4. Фрезерные станки, общее устройство, виды выполняемых работ.
Предназначены для обработки крупных плоских призматических и фасонных поверхностей, нарезки пазов, канавок и зубьев. Существует виды фрезерных станков в зависимости от положения шпинделя: вертикально-фрезерные и горизонтально-фрезерные, в зависимости от наличия или отсутствия стола: простые и универсальные. При наличии консоли станок называется консольно-фрезерным.
Горизонтально-фрезерные станки. Состоят из станины, консоли – жесткой опоры для размещения и перемещения по вертикали стола, стола для установки заготовки, хобота с серьгой – выступа для закрепления второго конца оправки(стержня) с фрезой, коробок скоростей и подачи. Фреза вращается и перемещается вдоль заготовки, и при этом ее зубья снимают слой стружки.
Вертикально-фрезерные станки. Отличаются тем, что шпиндель с вращающейся фрезой расположен вертикально, отсутствует хобот. Зубья фрезы находятся на ее конце и при вращении снимают стружку. Для каждого станка существует свой набор режущих инструментов – фрез. Для горизонтальных – цилиндрические, дисковые, для вертикальных – торцевые, концевые и т.п. Функционально продольно- и вертикально-фрезерные станки очень близки и по большинству функций взаимозаменяемы. Кроме указанных широко применяющихся станков станов, в отдельных случаях используются продольно-фрезерные станки для обработки 2-4 шпинделями крупных заготовок. Копировально-фрезерные станки – для обработки заготовок по заданному контуру модели детали за формой которой следит специальный копир и фреза, выполняющая его движения.
studfiles.net