Типы производства – – ,
alexxlab | 28.10.2018 | 0 | Вопросы и ответы
Типы производства
Тип производства – комплексная характеристика технических, организационных и экономических особенностей машиностроительного производства, обусловленная его специализацией, объемом и постоянством номенклатуры изделий, а также формой движения изделий по рабочим местам.
Уровень специализации рабочих мест выражается рядом показателей, характеризующих конструктивно-технологические и организационно-плановые особенности продукции и производства. К таким показателям относятся удельный вес специализированных рабочих мест в подразделении; число закрепленных за ними наименований деталеопераций; среднее число операций, выполняемых на рабочем месте за определенный период времени. Среди этих показателей последний наиболее полно характеризует организационные и экономические особенности, соответствующие конкретному типу производства, уровню специализации-рабочих мест. Этот уровень определяется коэффициентом закрепления операций Кз.о.
Коэффициент Кз.о показывает отношение числа различных технологических операций, выполняемых или подлежащих выполнению подразделением в течение месяца, к числу рабочих мест. Так как Кз.о отражает частоту смены различных операций и связанную с этим периодичность обслуживания рабочего различными информационными и вещественными элементами производства, то Кз.о оценивается применительно к явочному числу рабочих подразделения за смену. Таким образом,
,
где Рвып – коэффициент выполнения норм времени; Fp – фонд времени рабочего при работе за планируемый период в одну смену; Nj – программа выпуска i-го наименования изделия за планируемый период; Тj – трудоемкость i-го наименования изделия; m – суммарное число различных операций, выполняемых за планируемый период; h – явочное число рабочих подразделения, выполняющих эти операции. При внешней неявности показатель Кз.о объединяет в себе значительное число факторов, определяющих степень стабильности производственных условий на рабочих местах. Все параметры, влияющие на Кз.о, условно можно объединить в три группы: первая группа – параметры конструктивно-технологического порядка, определяющие основу производственного процесса; вторая – объемные параметры, характеризующие “статику” производственного процесса; третья – календарные параметры, определяющие “динамику” производственного процесса.
К первой группе относятся такие параметры, как: коэффициент подготовительно-заключительного времени, число операций, нормы времени операций, число наименований изделий.
Ко второй группе параметров относятся: явочное число основных рабочих, фонд времени рабочего, программа выпуска, коэффициент выполнения норм времени, число рабочих мест.
Третья группа включает следующие параметры: размер и ритм партии изделий, ритм выпуска изделия, коэффициент, межоперационного времени, длительность производственного цикла партии изделий.
Серией простейших подстановок, замен и преобразований можно связать эти параметры с Кз.о.
Коэффициент Кз.о. показывает в среднем по участку частоту смены технологических операций. Следовательно, изменение Кз.о. влияет на специализированные навыки рабочих, трудоемкость обработки и оплату труда рабочих участка, затраты на переналадки и периодичность в обслуживании со стороны мастера, планировщика, наладчика, а также на оплату рабочих в ожидании обслуживания, т. е. на себестоимость выпускаемой продукции.
Коэффициент Кз.о характеризует среднее время выполнения одной операции или совокупности схожих операций при групповой технологии; следовательно, он связан с размером партии изделий, которая изготовляется непрерывно на каждой операции. Изменение размера партии, в свою очередь, сказывается на длительности производственного цикла и величине незавершенного производства. Наличие как увеличивающихся, так и уменьшающихся затрат при однонаправленном изменении Кз.о свидетельствует о необходимости поиска оптимальной величины Кз.о.
Номенклатура изготовляемых на рабочих местах изделий может быть постоянной и переменной. К постоянной номенклатуре относятся изделия, изготовление которых продолжается сравнительно долгое время, т. е. год и более. При постоянной номенклатуре изготовление и выпуск изделий могут быть непрерывными и периодическими, повторяющимися через определенные промежутки времени. При переменной номенклатуре изготовление и выпуск изделий повторяются через неопределенные промежутки.
По степени специализации, величине и постоянству номенклатуры изготовляемых на них изделий все рабочие места делятся на следующие группы: 1) рабочие места массового производства, специализированные на выполнение одной непрерывной повторяющейся операции; 2) рабочие места серийного производства,
В зависимости от значения Кз.о рабочие места серийною производства подразделяются на крупно-, средне- и мелкосерийные: при 1 <= Кз.о < 10 рабочие места относятся к крупносерийному производству, при 10 <= Кз.о < 20 рабочие места соответствуют среднесерийному производству, при 20 <= Кз.о <= 40 – мелкосерийному производству.
Тин производства определяется по преобладающей группе рабочих мест.
Массовый тип производства характеризуется непрерывным изготовлением ограниченной номенклатуры изделий на узкоспециализированных рабочих местах.
Серийный тип производства обусловливается изготовлением ограниченной номенклатуры изделий партиями (сериями), повторяющимися через определенные промежутки времени на рабочих местах с широкой специализацией. Серийный тип производства подразделяется также на крупно-, средне- и мелкосерийный в зависимости от преобладающей группы рабочих мест.
Единичный тип производства характеризуется изготовлением широкой номенклатуры изделий в единичных количествах, повторяющихся через неопределенные промежутки времени или вовсе не повторяющихся, на рабочих местах, не имеющих определенной специализации.
Крупносерийный тип производства приближается по своей характеристике к массовому, а мелкосерийный – к единичному типу производства.
Движение деталей (изделий) по рабочим местам (операциям) может быть: во времени – непрерывным и прерывным; в пространстве – прямоточным и непрямоточным. Если рабочие места расположены в порядке последовательности выполняемых операций, т. е. по ходу технологического процесса обработки деталей (или изделий), то это соответствует прямоточному движению, и наоборот.
Производство, в котором движение изделий по рабочим местам осуществляется с высокой степенью непрерывности и прямоточности, называется поточным.
В связи с этим в зависимости еще от формы движения изделий по рабочим местам массовый и серийный типы производства могут быть поточными и непоточными, т. е. может быть массовый, массово-поточный, серийный и серийно-поточный тип производства. В единичном типе производства осуществить непрерывность и прямоточность прохождения всех изделий, изготовляемых на группе рабочих мест, как правило, трудно, и потому единичный тип производства не может быть поточным.
По преобладающему типу производства определяется и тип участка, цеха и завода в целом.
На заводах массового производства преобладающим является массовый тип производства, но могут быть и другие типы производства. На таких заводах сборка изделий осуществляется по массовому типу, обработка деталей в механических цехах – по массовому и частично серийному, а изготовление заготовок – по массовому и серийному (в основном крупносерийному) типам производства. Заводами массового производства являются, например, автомобильные, тракторные, шарикоподшипниковые и другие заводы.
На заводах, где преобладает серийный тип производства, сборка изделий может осуществляться по массовому и серийному типам производства в зависимости от трудоемкости сборки и от количества выпускаемых изделий. Обработка деталей и изготовление заготовок осуществляется по серийному типу производства.
Для заводов единичного производства характерно преобладание единичного типа производства. Серийный, а иногда даже массовый тип производства встречаются при изготовлении стандартных, нормализованных и унифицированных деталей и сборочных единиц. Этому способствует также типизация технологических процессов и внедрение групповых методов обработки.
По мере повышения степени специализации рабочих мест, непрерывности и прямоточности движения изделий по рабочим местам, т. е. при переходе от единичного к серийному и от серийного к массовому типам производства, увеличивается возможность применения специального оборудования и технологического оснащения, более производительных технологических процессов, передовых методов организации труда, механизации и автоматизации производственных процессов. Все это приводит к повышению производительности труда и снижению себестоимости продукции.
Основными факторами, способствующими переходу к серийному и массовому типам производства, являются повышение уровня специализации и кооперирования в машиностроении, широкое внедрение стандартизации, нормализации и унификации изделий, а также унификация технологических процессов.
Характеристики различных типов производства
Характерной особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени. Так, автомобили, тракторы изготовляются миллионами штук в год, сельскохозяйственные машины – десятками тысяч и т. д. Изготовление таких изделий обычно осуществляется на специализированных заводах ила в специализированных цехах, относящихся к массовому производству.
Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно-два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов.
Смена изделий в массовом производстве происходит не часто и сопровождается, как правило, реконструкцией предприятия или цеха.
Большие объемы выпуска и высокая стабильность конструкции обусловливают экономическую выгоду тщательной разработки технологических процессов. Операции технологического процесса дифференцируются до отдельных переходов и выполняются на специальном оборудовании при помощи специальной оснастки.
Значительные объемы выпуска и дифференциации технологических процессов позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии).
Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа деталеопераций.
Тщательная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем широко используется труд высококвалифицированных рабочих-наладчиков. Резко сокращается объем всякого рода ручных работ, совершенно исключаются доводочные и пригоночные работы.
При любом изменении конструкции изделия, технологических процессов, систем планирования, учета и других сторон организационно-технической деятельности предприятия требуются большие затраты средств и времени и могут возникнуть перерывы в выпуске продукции предприятия в целом. В связи с этим возникнет необходимость большой централизации всех функций управления. Стандартные планы разрабатываются заводским плановым органом, технологические процессы – отделом главного технолога и т. д.
Из всех типов производства поточно-массовое производство является наиболее эффективным.
Серийное производство является наиболее распространенным типом производства. На машиностроительных предприятиях серийного типа изготовляется достаточно большая номенклатура изделий, хотя и более ограниченная, чем в единичном производстве. Часть изделий являются родственными по конструктивно-технологическим признакам.
Другим признаком серийного производства является повторяемость выпуска изделий. Это позволяет организовать выпуск продукции более или менее ритмично.
Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов; изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость.
Относительно большие размеры программ выпуска однотипных изделий, стабильность конструкции, унификация деталей позволяют использовать для их изготовления наряду с универсальным специальное высокопроизводительное оборудование и специальную оснастку.
Поскольку в серийном производстве выпуск изделий повторяется, экономически целесообразно разрабатывать технологические процессы обработки и сборки детально; представлять каждую операцию в виде переходов; устанавливать режимы обработки, точные названия станков и специальной оснастки и технические нормы времени.
Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций. Это позволяет рабочему хорошо освоить инструмент, приспособления и весь процесс обработки; приобрести навыки и усовершенствовать приемы обработки.
Так как в серийном производстве применяется большое количество сложного оборудования и специальной оснастки, наладка оборудования осуществляется специальными рабочими-наладчиками.
Особенности серийного производства обусловливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику. При этом возникают необходимые условия для установления строгого порядка чередования изделий в цехах, на производственных участках и рабочих местах.
Основные особенности единичного производства заключаются в следующем. Программа завода состоит обычно из большой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма мал удельный вес унифицированных деталей.
Технологические процессы обработки деталей и сборки машин разрабатываются укрупнено. Это объясняется тая, что выполняемые заказы обычно не повторяются, поэтому затраты на детальную разработку технологических процессов экономически не оправданы. Исходя из этих же соображений, обычно стремятся сократить количество специальной оснастки, используя универсальные приспособления и универсальный режущий инструмент. В единичном производстве широко применяются универсально-сборные приспособления (УСП), которые собирают из нормализованных элементов, а после использования расчленяют на элементарные детали. Многократное использование элементов УСП экономически эффективно.
Отсутствие специальной оснастки делает невозможным или экономически невыгодным обеспечение требуемой точности размеров некоторых деталей, что, естественно, увеличивает число подгоночных работ в процессе сборки, зачастую выполняемых вручную.
Технологические процессы разрабатываются укрупненно по всей операции в целом. Детализация технологических операций осуществляется непосредственно в цехах мастерами и квалифицированными рабочими.
Так как в единичном производстве используется весьма разнообразная и часто меняющаяся номенклатура машин, в нем широко применяется универсальное оборудование, позволяющее обрабатывать широкий перечень деталей, а специальные станки, полуавтоматы и автоматы используются весьма редко.
Применение универсального оборудования и оснастки требует использования в единичном производстве труда высококвалифицированных рабочих. Они должны обладать широким кругом разнообразных навыков, уметь настраивать станок.
Для устранения разнообразия работ за отдельными рабочими местами закрепляют определенный вид работ. Ограничение видов работ дает хорошие результаты, так как оно позволяет повысить производительность труда рабочих и качество продукции.
Выполнение работ на универсальном оборудовании без специальной оснастки, большая доля ручных работ (в том числе доводочных) вызывают значительное удлинение производственного цикла.
В связи с тем что технологические процессы детализируются и уточняются непосредственно в цехах и централизованное планирование большой номенклатуры затруднено, значительная часть технологического и планового руководства из аппарата заводоуправления переносится в цехи-изготовители.
Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу.
Значительная трудоемкость продукции; высокая квалификация привлекаемых для выполнения операций рабочих; повышенные затраты материалов, связанные с большими допусками, обусловливают высокую себестоимость выпускаемых изделий. В себестоимости продукции значительный удельный вес имеет заработная плата, составляющая нередко 20-25% от полной себестоимости.
Организационно-технические особенности отдельных типов производства существенным образом сказываются на экономике предприятий. Например, съем чугунных отливок с 1 м2 производственной площади литейных цехов в серийном производстве в два-три раза, а в массовом – в четыре-пять, раз больше, чем в единичном. Чем больше объем производства изделий, чем ближе предприятие к массовому типу производства, тем меньше затраты живого труда, тем больше удельный вес расходов по содержанию оборудования.
Таблица 1
Характеристика типов производства
|
Фактор |
Единичное |
Серийное |
Массовое |
|
Номенклатура |
Неограниченная |
Ограничена сериями |
Одно или несколько изделий |
|
Повторяемость выпуска |
Не повторяется |
Периодически повторяется |
Постоянно повторяется |
|
Применяемое оборудование |
Универсальное |
Универсальное, частично специальное |
В основном специальное |
|
Расположение оборудования |
Групповое |
Групповое и цепное |
Цепное |
|
Разработка технологического процесса |
Укрупненный метод (на изделие, на узел) |
Подетальная |
Подетально-пооперацион-ная |
|
Применяемый инструмент |
Универсальный, в незначительной степени специальный |
Универсальный и специальный |
Преимущественно специальный |
|
Закрепление деталей и операций за станками |
Специально не закреплены |
Определенные детали и операции закреплены за станками |
На. Каждом станке выполняется одна и та же операция над одной деталью |
|
Квалификация рабочих |
Высокая |
Средняя |
В основном невысокая, но имеются рабочие высокой квалификации (наладчики, инструментальщики) |
|
Взаимозаменяемость |
Пригонка |
Неполная |
Полная |
|
Себестоимость единицы продукции |
Высокая |
Средняя |
Низкая |
|
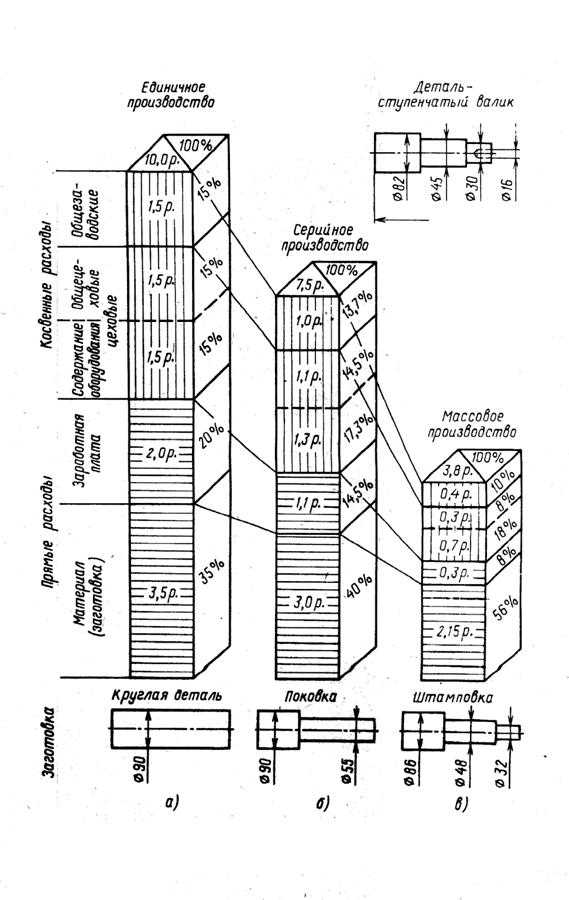
Тип производства оказывает решающее влияние на особенности его организации, управления и экономические показатели (табл. 1). Организационно-технические особенности типов производства влияют на экономические показатели предприятия, на эффективность его деятельности. С повышением технической вооруженности труда и ростом объема выпуска продукции при переходе от единичного к серийному и массовому типам производства уменьшается доля живого труда и возрастают расходы, связанные с содержанием и эксплуатацией оборудования. Это ведет к снижению себестоимости продукции и изменению ее структуры (рис. 1). Такое различие себестоимости изделия в различных типах организации производства определяется сложным взаимодействием разнообразных факторов: концентрацией производства одинаковых деталей (изделий), повышением технологичности конструкций и внедрением прогрессивных типовых технологических процессов, применением производительного оборудования, внедрением совершенных форм организации производственных процессов – непрерывно-поточных механизированных и автоматических поточных линий, лучшей организацией труда и управления производством. Эти процессы на предприятиях осуществляются непрерывно, что создает предпосылки для перехода от единичного к серийному и массовому типам производства.
students-library.com
Типы процессов и типы производства
Степень разнообразия номенклатуры продукции и объема выпуска, их стабильность и повторяемость в течение определенных периодов времени определяют характер применяемых производственных процессов.
Типы процессов. В отечественной теории и практике организации производства по указанным признакам выделяют три типа производства — массовое, серийное и единичное. В зарубежной теории и практике производственного (операционного) менеджмента выделяются стратегии управления процессами трех типов: стратегии, сфокусированные на продукте; стратегии, сфокусированные на процессе и стратегии управления повторяющимися процессами.
Большой и однородный по номенклатуре объем выпуска, постоянство и малое разнообразие производственных процессов — это характерные черты массового производства. Процессы производства такого типа известны под названием постоянных процессов. Для них характерны стратегии, сфокусированные на продукте. Они позволяют применять специальные высокопроизводительные средства технологического оснащения и поточные методы организации производства, создавать предметные рабочие центры. Им свойственны высокая стандартизация и статистический контроль качества.
Малый и диверсифицированный объем производства, неповторяемость и высокое разнообразие производственных процессов – это характерные черты единичного производства. Процессы производства такого типа известны под названием переменных (изменяющихся) процессов. Для них характерны стратегии, сфокусированные на процессе. Они требуют применения универсальных средств технологического оснащения, создания технологических рабочих центров. Более 75% мирового производства и сервиса приходится на их долю — это «заказы на изготовление» (индивидуальные, штучные, разовые).
Производство разнообразной продукции сериями разного размера через различные интервалы времени, разнообразие, но повторяемость и схожесть в отдельных частях производственных процессов – характерные черты серийного производства. Его наиболее распространенной разновидностью в современных условиях является так называемое модульное производство. Процессы производства такого типа, занимающие промежуточное положение между постоянными и переменными процессами, известны под названием повторяющихся процессов; они строятся на производстве модулей. Модули – это части или компоненты конечного изделия, предварительно изготавливаемые с использованием постоянных процессов, на основе которых с использованием переменных процессов осуществляется общая сборка конечного изделия по заказу конкретного потребителя. Таким способом фирма приобретает экономические преимущества как постоянных процессов (снижение себестоимости при поточном производстве модулей), так и переменных процессов (увеличение прибыли при удовлетворении разнообразного спроса).
Типы производства. В отечественной системе государственных стандартов инженерно-технической и организационно-плановой документации используется понятие типа производства. Тип производства — это классификационная категория производства, выделяемая по технико-экономическим признакам постоянства и широты номенклатуры, а также регулярности и объема выпуска продукции. Как уже отмечалось, выделяют три типа производства — массовое, серийное и единичное.
Массовое производство характеризуется непрерывным выпуском в течение длительных периодов узкой и постоянной номенклатуры продукции в крупном объеме (в массовом количестве). Процессы производства массового типа выполняются на рабочих местах с узкой специализацией.
Серийное производство характеризуется периодическим выпуском в крупном объеме широкой постоянной или узкой переменной номенклатуры продукции индивидуальными сериями (партиями) малого объема, повторяющимися через определенные или неопределенные интервалы времени. Процессы производства серийного типа выполняются на рабочих местах с широкой специализацией. В зависимости от размера серий (партий), широты их номенклатуры и периодичности повторения запуска серийное производство подразделяется на крупно-, средне- и мелкосерийное. Крупносерийное производство приближается по своим характеристикам к массовому, мелкосерийное — к единичному, среднесерийное занимает промежуточное, среднее положение. Серийный тип преобладает практически во всех секторах производства и сервиса, так как в наибольшей степени соответствует условиям рынка покупателя.
Единичное производство характеризуется выпуском широкой номенклатуры продукции в малом объеме (в единичном количестве), повторяющейся через неопределенные интервалы времени или не повторяющейся вообще. Процессы производства единичного Типа выполняются на рабочих местах, не имеющих определенной специализации.
Примерами массового производства могут служить процессы изготовления автомобилей, компьютеров, бытовой электронной техники, шарикоподшипников; массовое обслуживание в сфере сервиса — процессы функционирования метро, универмагов, аэропортов. К единичному производству можно отнести опытное и экспериментальное производство, изготовление уникальных образцов техники и строительство зданий по индивидуальным проектам, ювелирные работы, пошив одежды на заказ, художественное и техническое творчество, гувернерство, частную адвокатскую и врачебную практику.
По типу процесса задается преобладающий тип рабочих мест, используемых для реализации этого процесса. Тип рабочего места — это комплексная технологическая, организационная и экономическая характеристика рабочего места, обусловленная степенью его специализации, широтой и постоянством номенклатуры предметов, над которыми выполняются операции на рабочем месте, а также их трудоемкостью и объемом.
Степень специализации рабочих мест характеризуется коэффициентом серийности. Коэффициент серийности — это число детале-операций, выполняемых на одном рабочем месте. При одинаковом коэффициенте серийности, например равном пяти, на одном рабочем месте могут выполняться операции пяти разных наименований над деталями одного наименования, а на другом рабочем месте – операция одного наименования над предметами пяти разных наименований. Для группы рабочих мест коэффициент серийности определяется как отношение общего числа детале-операций к числу рабочих мест в группе (К).
Номенклатура предметов, над которыми выполняются операции на рабочих местах, может быть постоянной и переменной. Если в течение года и более номенклатура не изменяется, то она считается постоянной, если номенклатура изменяется, то она считается переменной. При постоянной номенклатуре выполнение операций над предметами может быть непрерывным и периодическим, повторяющимся через определенные интервалы времени. При переменной номенклатуре выполнение операций над предметами может повторяться через неопределенные интервалы времени или не повторяться вообще.
Степень специализации рабочих мест, широта и постоянство номенклатуры, закрепляемой за рабочими местами, зависят от трудоемкости выполнения детале-операций и объема выпуска продукции каждого наименования (типоразмера) за определенный период. При небольшой трудоемкости операций и незначительном объеме продукции каждое рабочее место приходится загружать выполнением нескольких операций над предметами одного или нескольких наименований. На рабочих местах, где выполняются операции нескольких наименований, запуск предметов осуществляется партиями. Партия — это определенное количество одинаковых предметов, над которыми каждая операция выполняется непрерывно, с однократной затратой подготовительно-заключительного времени.
По степени специализации, широте и постоянству номенклатуры продукции, ее трудоемкости и объему выпуска рабочие места делятся на три группы:
- рабочие места массового типа, специализированные на выполнении одной непрерывно повторяющейся детале-операций;
- рабочие места серийного типа, специализированные на выполнении нескольких различных детале-операций, повторяющихся через определенные интервалы времени;
- рабочие места единичного типа, специализированные на выполнении большого числа различных детале-операций, повторяющихся через неопределенные интервалы времени или не повторяющихся вообще.
По преобладающему типу рабочих мест определяется тип каждого рабочего центра последовательно на всех уровнях управления (от нижних к верхним). Участки в цехе могут различаться по типу производства, также как и разные цехи одного предприятия.
infomanagement.ru
Типы производств: единичное, серийное, массовое
Загрузка…Все производства можно разделить на несколько типов согласно применяемым методам выпуска продукции.
Типы производств
Производственные системы делятся на
- единичные,
- серийные
- массовые,
которые различаются по таким особенностям, как
- размер производства,
- его технические и
- организационные методы управления.
Ниже описаны все типы производств с кратки определением и характерными особенностями.
Производство единичного типа
Производства единичного типа, занимаются изготовлением продукции в единичном или нескольких экземплярах.
Характерные особенности производства единичного типа:
- Большой перечень продукции различного назначения.
- Продукция выпускается единичными экземплярами или небольшими сериями
- Каждая экземпляр конечной продукции или серия товаров уникальна.
- Производственный процесс создания товара имеет прерывистый характер.
- Используется универсальное оборудование, широкого спектра назначения
- Присутствует большая доля ручного и не автоматизированного труда.
- Персонал обладает высокой квалификацией и универсальными навыками
- Себестоимость товара очень высокая
Пример данного типа производства- предприятия тяжелого машиностроения, занимающиеся выполнением заказов предприятий энергетики или атомной промышленности.
Производство серийного типа
Производство серийного типа занимаются регулярным выпуском продукции и осуществляют большие регулярные поставки.
Характерные особенности серийного производства:
- Регулярное производство продукции

- Единообразие выпускаемых товаров, что ведет к стандартизации производства
- Средняя себестоимость товара
- Узкая специализация труда. Каждый работник выполняет определенную функцию в производственном процессе.
Пример — предприятия станкостроения, где производятся станки, которые используются на других производствах.
Производство массового типа
При этом типе производство имеет непрерывный характер.
Характерными особенностями массового производства являются:
- Изготовление однотипной продукции в больших объёмах и в течение продолжительного периода времени.
- Полная унификация и высокая стандартизация производственных процессов.
- Короткий цикл производства одного товара.
- Высокая степень автоматизации производства.
- Узкоспециализированный труд с ярко выраженной специализация
- Низкая себестоимость товара.
Пример — производство агрегатных станков или автоматов.
© 2017 — 2018, Все о финансах. Все права защищены. Копирование материалов только с разрешения автора.
Загрузка…vseofinansah.ru
Типы производства
Типы производства
Типы производства
Тип производства – комплексная характеристика технических, организационных и экономических особенностей машиностроительного производства, обусловленная его специализацией, объемом и постоянством номенклатуры изделий, а также формой движения изделий по рабочим местам.
Уровень специализации рабочих мест выражается рядом показателей, характеризующих конструктивно-технологические и организационно-плановые особенности продукции и производства. К таким показателям относятся удельный вес специализированных рабочих мест в подразделении; число закрепленных за ними наименований деталеопераций; среднее число операций, выполняемых на рабочем месте за определенный период времени. Среди этих показателей последний наиболее полно характеризует организационные и экономические особенности, соответствующие конкретному типу производства, уровню специализации-рабочих мест. Этот уровень определяется коэффициентом закрепления операций Кз.о.
Коэффициент Кз.о показывает отношение числа различных технологических операций, выполняемых или подлежащих выполнению подразделением в течение месяца, к числу рабочих мест. Так как Кз.о отражает частоту смены различных операций и связанную с этим периодичность обслуживания рабочего различными информационными и вещественными элементами производства, то Кз.о оценивается применительно к явочному числу рабочих подразделения за смену. Таким образом,
,
где Рвып – коэффициент выполнения норм времени; Fp – фонд времени рабочего при работе за планируемый период в одну смену; Nj – программа выпуска i-го наименования изделия за планируемый период; Тj – трудоемкость i-го наименования изделия; m – суммарное число различных операций, выполняемых за планируемый период; h – явочное число рабочих подразделения, выполняющих эти операции. При внешней неявности показатель Кз.о объединяет в себе значительное число факторов, определяющих степень стабильности производственных условий на рабочих местах. Все параметры, влияющие на Кз.о, условно можно объединить в три группы: первая группа – параметры конструктивно-технологического порядка, определяющие основу производственного процесса; вторая – объемные параметры, характеризующие “статику” производственного процесса; третья – календарные параметры, определяющие “динамику” производственного процесса.
К первой группе относятся такие параметры, как: коэффициент подготовительно-заключительного времени, число операций, нормы времени операций, число наименований изделий.
Ко второй группе параметров относятся: явочное число основных рабочих, фонд времени рабочего, программа выпуска, коэффициент выполнения норм времени, число рабочих мест.
Третья группа включает следующие параметры: размер и ритм партии изделий, ритм выпуска изделия, коэффициент, межоперационного времени, длительность производственного цикла партии изделий.
Серией простейших подстановок, замен и преобразований можно связать эти параметры с Кз.о.
Коэффициент Кз.о. показывает в среднем по участку частоту смены технологических операций. Следовательно, изменение Кз.о. влияет на специализированные навыки рабочих, трудоемкость обработки и оплату труда рабочих участка, затраты на переналадки и периодичность в обслуживании со стороны мастера, планировщика, наладчика, а также на оплату рабочих в ожидании обслуживания, т. е. на себестоимость выпускаемой продукции.
Коэффициент Кз.о характеризует среднее время выполнения одной операции или совокупности схожих операций при групповой технологии; следовательно, он связан с размером партии изделий, которая изготовляется непрерывно на каждой операции. Изменение размера партии, в свою очередь, сказывается на длительности производственного цикла и величине незавершенного производства. Наличие как увеличивающихся, так и уменьшающихся затрат при однонаправленном изменении Кз.о свидетельствует о необходимости поиска оптимальной величины Кз.о.
Номенклатура изготовляемых на рабочих местах изделий может быть постоянной и переменной. К постоянной номенклатуре относятся изделия, изготовление которых продолжается сравнительно долгое время, т. е. год и более. При постоянной номенклатуре изготовление и выпуск изделий могут быть непрерывными и периодическими, повторяющимися через определенные промежутки времени. При переменной номенклатуре изготовление и выпуск изделий повторяются через неопределенные промежутки.
По степени специализации, величине и постоянству номенклатуры изготовляемых на них изделий все рабочие места делятся на следующие группы: 1) рабочие места массового производства, специализированные на выполнение одной непрерывной повторяющейся операции; 2) рабочие места серийного производства, на которых выполняется несколько различных операций, повторяющихся через определенные промежутки: времени; 3) рабочие места единичного производства, на которых выполняется большое число различных операций, повторяющихся через неопределенные промежутки времени или вовсе не повторяющихся.
В зависимости от значения Кз.о рабочие места серийною производства подразделяются на крупно-, средне- и мелкосерийные: при 1 <= Кз.о < 10 рабочие места относятся к крупносерийному производству, при 10 <= Кз.о < 20 рабочие места соответствуют среднесерийному производству, при 20 <= Кз.о <= 40 – мелкосерийному производству.
Тин производства определяется по преобладающей группе рабочих мест.
Массовый тип производства характеризуется непрерывным изготовлением ограниченной номенклатуры изделий на узкоспециализированных рабочих местах.
Серийный тип производства обусловливается изготовлением ограниченной номенклатуры изделий партиями (сериями), повторяющимися через определенные промежутки времени на рабочих местах с широкой специализацией. Серийный тип производства подразделяется также на крупно-, средне- и мелкосерийный в зависимости от преобладающей группы рабочих мест.
Единичный тип производства характеризуется изготовлением широкой номенклатуры изделий в единичных количествах, повторяющихся через неопределенные промежутки времени или вовсе не повторяющихся, на рабочих местах, не имеющих определенной специализации.
Крупносерийный тип производства приближается по своей характеристике к массовому, а мелкосерийный – к единичному типу производства.
Движение деталей (изделий) по рабочим местам (операциям) может быть: во времени – непрерывным и прерывным; в пространстве – прямоточным и непрямоточным. Если рабочие места расположены в порядке последовательности выполняемых операций, т. е. по ходу технологического процесса обработки деталей (или изделий), то это соответствует прямоточному движению, и наоборот.
Производство, в котором движение изделий по рабочим местам осуществляется с высокой степенью непрерывности и прямоточности, называется поточным.
В связи с этим в зависимости еще от формы движения изделий по рабочим местам массовый и серийный типы производства могут быть поточными и непоточными, т. е. может быть массовый, массово-поточный, серийный и серийно-поточный тип производства. В единичном типе производства осуществить непрерывность и прямоточность прохождения всех изделий, изготовляемых на группе рабочих мест, как правило, трудно, и потому единичный тип производства не может быть поточным.
По преобладающему типу производства определяется и тип участка, цеха и завода в целом.
На заводах массового производства преобладающим является массовый тип производства, но могут быть и другие типы производства. На таких заводах сборка изделий осуществляется по массовому типу, обработка деталей в механических цехах – по массовому и частично серийному, а изготовление заготовок – по массовому и серийному (в основном крупносерийному) типам производства. Заводами массового производства являются, например, автомобильные, тракторные, шарикоподшипниковые и другие заводы.
На заводах, где преобладает серийный тип производства, сборка изделий может осуществляться по массовому и серийному типам производства в зависимости от трудоемкости сборки и от количества выпускаемых изделий. Обработка деталей и изготовление заготовок осуществляется по серийному типу производства.
Для заводов единичного производства характерно преобладание единичного типа производства. Серийный, а иногда даже массовый тип производства встречаются при изготовлении стандартных, нормализованных и унифицированных деталей и сборочных единиц. Этому способствует также типизация технологических процессов и внедрение групповых методов обработки.
По мере повышения степени специализации рабочих мест, непрерывности и прямоточности движения изделий по рабочим местам, т. е. при переходе от единичного к серийному и от серийного к массовому типам производства, увеличивается возможность применения специального оборудования и технологического оснащения, более производительных технологических процессов, передовых методов организации труда, механизации и автоматизации производственных процессов. Все это приводит к повышению производительности труда и снижению себестоимости продукции.
Основными факторами, способствующими переходу к серийному и массовому типам производства, являются повышение уровня специализации и кооперирования в машиностроении, широкое внедрение стандартизации, нормализации и унификации изделий, а также унификация технологических процессов.
Характеристики различных типов производства
Характерной особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени. Так, автомобили, тракторы изготовляются миллионами штук в год, сельскохозяйственные машины – десятками тысяч и т. д. Изготовление таких изделий обычно осуществляется на специализированных заводах ила в специализированных цехах, относящихся к массовому производству.
Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно-два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов.
Смена изделий в массовом производстве происходит не часто и сопровождается, как правило, реконструкцией предприятия или цеха.
Большие объемы выпуска и высокая стабильность конструкции обусловливают экономическую выгоду тщательной разработки технологических процессов. Операции технологического процесса дифференцируются до отдельных переходов и выполняются на специальном оборудовании при помощи специальной оснастки.
Значительные объемы выпуска и дифференциации технологических процессов позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии).
Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа деталеопераций.
Тщательная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем широко используется труд высококвалифицированных рабочих-наладчиков. Резко сокращается объем всякого рода ручных работ, совершенно исключаются доводочные и пригоночные работы.
При любом изменении конструкции изделия, технологических процессов, систем планирования, учета и других сторон организационно-технической деятельности предприятия требуются большие затраты средств и времени и могут возникнуть перерывы в выпуске продукции предприятия в целом. В связи с этим возникнет необходимость большой централизации всех функций управления. Стандартные планы разрабатываются заводским плановым органом, технологические процессы – отделом главного технолога и т. д.
Из всех типов производства поточно-массовое производство является наиболее эффективным.
Серийное производство является наиболее распространенным типом производства. На машиностроительных предприятиях серийного типа изготовляется достаточно большая номенклатура изделий, хотя и более ограниченная, чем в единичном производстве. Часть изделий являются родственными по конструктивно-технологическим признакам.
Другим признаком серийного производства является повторяемость выпуска изделий. Это позволяет организовать выпуск продукции более или менее ритмично.
Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов; изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость.
Относительно большие размеры программ выпуска однотипных изделий, стабильность конструкции, унификация деталей позволяют использовать для их изготовления наряду с универсальным специальное высокопроизводительное оборудование и специальную оснастку.
Поскольку в серийном производстве выпуск изделий повторяется, экономически целесообразно разрабатывать технологические процессы обработки и сборки детально; представлять каждую операцию в виде переходов; устанавливать режимы обработки, точные названия станков и специальной оснастки и технические нормы времени.
Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций. Это позволяет рабочему хорошо освоить инструмент, приспособления и весь процесс обработки; приобрести навыки и усовершенствовать ïðèåìû îáðàáîòêè.
Так как в серийном производстве применяется большое количество сложного оборудования и специальной оснастки, наладка оборудования осуществляется специальными рабочими-наладчиками.
Особенности серийного производства обусловливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику. При этом возникают необходимые условия для установления строгого порядка чередования изделий в цехах, на производственных участках и рабочих местах.
Основные особенности единичного производства заключаются в следующем. Программа завода состоит обычно из большой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма мал удельный вес унифицированных деталей.
Технологические процессы обработки деталей и сборки машин разрабатываются укрупнено. Это объясняется тая, что выполняемые заказы обычно не повторяются, поэтому затраты на детальную разработку технологических процессов экономически не оправданы. Исходя из этих же соображений, обычно стремятся сократить количество специальной оснастки, используя универсальные приспособления и универсальный режущий инструмент. В единичном производстве широко применяются универсально-сборные приспособления (УСП), которые собирают из нормализованных элементов, а после использования расчленяют на элементарные детали. Многократное использование элементов УСП экономически эффективно.
Отсутствие специальной оснастки делает невозможным или экономически невыгодным обеспечение требуемой точности размеров некоторых деталей, что, естественно, увеличивает число подгоночных работ в процессе сборки, зачастую выполняемых вручную.
Технологические процессы разрабатываются укрупненно по всей операции в целом. Детализация технологических операций осуществляется непосредственно в цехах мастерами и квалифицированными рабочими.
Так как в единичном производстве используется весьма разнообразная и часто меняющаяся номенклатура машин, в нем широко применяется универсальное оборудование, позволяющее обрабатывать широкий перечень деталей, а специальные станки, полуавтоматы и автоматы используются весьма редко.
Применение универсального оборудования и оснастки требует использования в единичном производстве труда высококвалифиöèðîâàííûõ рабочих. Они должны обладать широким кругом разнообразных навыков, уметь настраивать станок.
Для устранения разнообразия работ за отдельными рабочими местами закрепляют определенный вид работ. Ограничение видов работ дает хорошие результаты, так как оно позволяет повысить производительность труда рабочих и качество продукции.
Выполнение работ на универсальном оборудовании без специальной оснастки, большая доля ручных работ (в том числе доводочных) вызывают значительное удлинение производственного цикла.
В связи с тем что технологические процессы детализируются и уточняются непосредственно в цехах и централизованное планирование большой номенклатуры затруднено, значительная часть технологического и планового руководства из аппарата заводоуправления переносится в цехи-изготовители.
Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу.
Значительная трудоемкость продукции; высокая квалификация привлекаемых для выполнения операций рабочих; повышенные затраты материалов, связанные с большими допусками, обусловливают высокую себестоимость выпускаемых изделий. В себестоимости продукции значительный удельный вес имеет заработная плата, составляющая нередко 20-25% от полной себестоимости.
Организационно-технические особенности отдельных типов производства существенным образом сказываются на экономике предприятий. Например, съем чугунных отливок с 1 м2 производственной площади литейных цехов в серийном производстве в два-три раза, а в массовом – в четыре-пять, раз больше, чем в единичном. Чем больше объем производства изделий, чем ближе предприятие к массовому типу производства, тем меньше затраты живого труда, тем больше удельный вес расходов по содержанию оборудования.
Таблица 1
Характеристика типов производства
Теги: Типы производства Реферат МенеджментПросмотров: 16921
Найти в Wikkipedia статьи с фразой: Типы производства
diplomba.ru
Типы производства
Типы производства
Тип производства – комплексная характеристика технических, организационных и экономических особенностей машиностроительного производства, обусловленная его специализацией, объемом и постоянством номенклатуры изделий, а также формой движения изделий по рабочим местам.
Уровень специализации рабочих мест выражается рядом показателей, характеризующих конструктивно-технологические и организационно-плановые особенности продукции и производства. К таким показателям относятся удельный вес специализированных рабочих мест в подразделении; число закрепленных за ними наименований деталеопераций; среднее число операций, выполняемых на рабочем месте за определенный период времени. Среди этих показателей последний наиболее полно характеризует организационные и экономические особенности, соответствующие конкретному типу производства, уровню специализации-рабочих мест. Этот уровень определяется коэффициентом закрепления операций Кз.о.
Коэффициент Кз.о показывает отношение числа различных технологических операций, выполняемых или подлежащих выполнению подразделением в течение месяца, к числу рабочих мест. Так как Кз.о отражает частоту смены различных операций и связанную с этим периодичность обслуживания рабочего различными информационными и вещественными элементами производства, то Кз.о оценивается применительно к явочному числу рабочих подразделения за смену. Таким образом,
,
где Рвып – коэффициент выполнения норм времени; Fp – фонд времени рабочего при работе за планируемый период в одну смену; Nj – программа выпуска i-го наименования изделия за планируемый период; Тj – трудоемкость i-го наименования изделия; m – суммарное число различных операций, выполняемых за планируемый период; h – явочное число рабочих подразделения, выполняющих эти операции. При внешней неявности показатель Кз.о объединяет в себе значительное число факторов, определяющих степень стабильности производственных условий на рабочих местах. Все параметры, влияющие на Кз.о, условно можно объединить в три группы: первая группа – параметры конструктивно-технологического порядка, определяющие основу производственного процесса; вторая – объемные параметры, характеризующие “статику” производственного процесса; третья – календарные параметры, определяющие “динамику” производственного процесса.
К первой группе относятся такие параметры, как: коэффициент подготовительно-заключительного времени, число операций, нормы времени операций, число наименований изделий.
Ко второй группе параметров относятся: явочное число основных рабочих, фонд времени рабочего, программа выпуска, коэффициент выполнения норм времени, число рабочих мест.
Третья группа включает следующие параметры: размер и ритм партии изделий, ритм выпуска изделия, коэффициент, межоперационного времени, длительность производственного цикла партии изделий.
Серией простейших подстановок, замен и преобразований можно связать эти параметры с Кз.о.
Коэффициент Кз.о. показывает в среднем по участку частоту смены технологических операций. Следовательно, изменение Кз.о. влияет на специализированные навыки рабочих, трудоемкость обработки и оплату труда рабочих участка, затраты на переналадки и периодичность в обслуживании со стороны мастера, планировщика, наладчика, а также на оплату рабочих в ожидании обслуживания, т. е. на себестоимость выпускаемой продукции.
Коэффициент Кз.о характеризует среднее время выполнения одной операции или совокупности схожих операций при групповой технологии; следовательно, он связан с размером партии изделий, которая изготовляется непрерывно на каждой операции. Изменение размера партии, в свою очередь, сказывается на длительности производственного цикла и величине незавершенного производства. Наличие как увеличивающихся, так и уменьшающихся затрат при однонаправленном изменении Кз.о свидетельствует о необходимости поиска оптимальной величины Кз.о.
Номенклатура изготовляемых на рабочих местах изделий может быть постоянной и переменной. К постоянной номенклатуре относятся изделия, изготовление которых продолжается сравнительно долгое время, т. е. год и более. При постоянной номенклатуре изготовление и выпуск изделий могут быть непрерывными и периодическими, повторяющимися через определенные промежутки времени. При переменной номенклатуре изготовление и выпуск изделий повторяются через неопределенные промежутки.
По степени специализации, величине и постоянству номенклатуры изготовляемых на них изделий все рабочие места делятся на следующие группы: 1) рабочие места массового производства, специализированные на выполнение одной непрерывной повторяющейся операции; 2) рабочие места серийного производства, на которых выполняется несколько различных операций, повторяющихся через определенные промежутки: времени; 3) рабочие места единичного производства, на которых выполняется большое число различных операций, повторяющихся через неопределенные промежутки времени или вовсе не повторяющихся.
В зависимости от значения Кз.о рабочие места серийною производства подразделяются на крупно-, средне- и мелкосерийные: при 1 <= Кз.о < 10 рабочие места относятся к крупносерийному производству, при 10 <= Кз.о < 20 рабочие места соответствуют среднесерийному производству, при 20 <= Кз.о <= 40 – мелкосерийному производству.
Тин производства определяется по преобладающей группе рабочих мест.
Массовый тип производства характеризуется непрерывным изготовлением ограниченной номенклатуры изделий на узкоспециализированных рабочих местах.
Серийный тип производства обусловливается изготовлением ограниченной номенклатуры изделий партиями (сериями), повторяющимися через определенные промежутки времени на рабочих местах с широкой специализацией. Серийный тип производства подразделяется также на крупно-, средне- и мелкосерийный в зависимости от преобладающей группы рабочих мест.
Единичный тип производства характеризуется изготовлением широкой номенклатуры изделий в единичных количествах, повторяющихся через неопределенные промежутки времени или вовсе не повторяющихся, на рабочих местах, не имеющих определенной специализации.
Крупносерийный тип производства приближается по своей характеристике к массовому, а мелкосерийный – к единичному типу производства.
Движение деталей (изделий) по рабочим местам (операциям) может быть: во времени – непрерывным и прерывным; в пространстве – прямоточным и непрямоточным. Если рабочие места расположены в порядке последовательности выполняемых операций, т. е. по ходу технологического процесса обработки деталей (или изделий), то это соответствует прямоточному движению, и наоборот.
Производство, в котором движение изделий по рабочим местам осуществляется с высокой степенью непрерывности и прямоточности, называется поточным.
В связи с этим в зависимости еще от формы движения изделий по рабочим местам массовый и серийный типы производства могут быть поточными и непоточными, т. е. может быть массовый, массово-поточный, серийный и серийно-поточный тип производства. В единичном типе производства осуществить непрерывность и прямоточность прохождения всех изделий, изготовляемых на группе рабочих мест, как правило, трудно, и потому единичный тип производства не может быть поточным.
По преобладающему типу производства определяется и тип участка, цеха и завода в целом.
На заводах массового производства преобладающим является массовый тип производства, но могут быть и другие типы производства. На таких заводах сборка изделий осуществляется по массовому типу, обработка деталей в механических цехах – по массовому и частично серийному, а изготовление заготовок – по массовому и серийному (в основном крупносерийному) типам производства. Заводами массового производства являются, например, автомобильные, тракторные, шарикоподшипниковые и другие заводы.
На заводах, где преобладает серийный тип производства, сборка изделий может осуществляться по массовому и серийному типам производства в зависимости от трудоемкости сборки и от количества выпускаемых изделий. Обработка деталей и изготовление заготовок осуществляется по серийному типу производства.
Для заводов единичного производства характерно преобладание единичного типа производства. Серийный, а иногда даже массовый тип производства встречаются при изготовлении стандартных, нормализованных и унифицированных деталей и сборочных единиц. Этому способствует также типизация технологических процессов и внедрение групповых методов обработки.
По мере повышения степени специализации рабочих мест, непрерывности и прямоточности движения изделий по рабочим местам, т. е. при переходе от единичного к серийному и от серийного к массовому типам производства, увеличивается возможность применения специального оборудования и технологического оснащения, более производительных технологических процессов, передовых методов организации труда, механизации и автоматизации производственных процессов. Все это приводит к повышению производительности труда и снижению себестоимости продукции.
Основными факторами, способствующими переходу к серийному и массовому типам производства, являются повышение уровня специализации и кооперирования в машиностроении, широкое внедрение стандартизации, нормализации и унификации изделий, а также унификация технологических процессов.
Характеристики различных типов производства
Характерной особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени. Так, автомобили, тракторы изготовляются миллионами штук в год, сельскохозяйственные машины – десятками тысяч и т. д. Изготовление таких изделий обычно осуществляется на специализированных заводах ила в специализированных цехах, относящихся к массовому производству.
Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно-два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов.
Смена изделий в массовом производстве происходит не часто и сопровождается, как правило, реконструкцией предприятия или цеха.
Большие объемы выпуска и высокая стабильность конструкции обусловливают экономическую выгоду тщательной разработки технологических процессов. Операции технологического процесса дифференцируются до отдельных переходов и выполняются на специальном оборудовании при помощи специальной оснастки.
Значительные объемы выпуска и дифференциации технологических процессов позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии).
Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа деталеопераций.
Тщательная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем широко используется труд высококвалифицированных рабочих-наладчиков. Резко сокращается объем всякого рода ручных работ, совершенно исключаются доводочные и пригоночные работы.
При любом изменении конструкции изделия, технологических процессов, систем планирования, учета и других сторон организационно-технической деятельности предприятия требуются большие затраты средств и времени и могут возникнуть перерывы в выпуске продукции предприятия в целом. В связи с этим возникнет необходимость большой централизации всех функций управления. Стандартные планы разрабатываются заводским плановым органом, технологические процессы – отделом главного технолога и т. д.
Из всех типов производства поточно-массовое производство является наиболее эффективным.
Серийное производство является наиболее распространенным типом производства. На машиностроительных предприятиях серийного типа изготовляется достаточно большая номенклатура изделий, хотя и более ограниченная, чем в единичном производстве. Часть изделий являются родственными по конструктивно-технологическим признакам.
Другим признаком серийного производства является повторяемость выпуска изделий. Это позволяет организовать выпуск продукции более или менее ритмично.
Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов; изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость.
Относительно большие размеры программ выпуска однотипных изделий, стабильность конструкции, унификация деталей позволяют использовать для их изготовления наряду с универсальным специальное высокопроизводительное оборудование и специальную оснастку.
Поскольку в серийном производстве выпуск изделий повторяется, экономически целесообразно разрабатывать технологические процессы обработки и сборки детально; представлять каждую операцию в виде переходов; устанавливать режимы обработки, точные названия станков и специальной оснастки и технические нормы времени.
Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций. Это позволяет рабочему хорошо освоить инструмент, приспособления и весь процесс обработки; приобрести навыки и усовершенствовать приемы обработки.
Так как в серийном производстве применяется большое количество сложного оборудования и специальной оснастки, наладка оборудования осуществляется специальными рабочими-наладчиками.
Особенности серийного производства обусловливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику. При этом возникают необходимые условия для установления строгого порядка чередования изделий в цехах, на производственных участках и рабочих местах.
Основные особенности единичного производства заключаются в следующем. Программа завода состоит обычно из большой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма мал удельный вес унифицированных деталей.
Технологические процессы обработки деталей и сборки машин разрабатываются укрупнено. Это объясняется тая, что выполняемые заказы обычно не повторяются, поэтому затраты на детальную разработку технологических процессов экономически не оправданы. Исходя из этих же соображений, обычно стремятся сократить количество специальной оснастки, используя универсальные приспособления и универсальный режущий инструмент. В единичном производстве широко применяются универсально-сборные приспособления (УСП), которые собирают из нормализованных элементов, а после использования расчленяют на элементарные детали. Многократное использование элементов УСП экономически эффективно.
Отсутствие специальной оснастки делает невозможным или экономически невыгодным обеспечение требуемой точности размеров некоторых деталей, что, естественно, увеличивает число подгоночных работ в процессе сборки, зачастую выполняемых вручную.
Технологические процессы разрабатываются укрупненно по всей операции в целом. Детализация технологических операций осуществляется непосредственно в цехах мастерами и квалифицированными рабочими.
Так как в единичном производстве используется весьма разнообразная и часто меняющаяся номенклатура машин, в нем широко применяется универсальное оборудование, позволяющее обрабатывать широкий перечень деталей, а специальные станки, полуавтоматы и автоматы используются весьма редко.
Применение универсального оборудования и оснастки требует использования в единичном производстве труда высококвалифицированных рабочих. Они должны обладать широким кругом разнообразных навыков, уметь настраивать станок.
Для устранения разнообразия работ за отдельными рабочими местами закрепляют определенный вид работ. Ограничение видов работ дает хорошие результаты, так как оно позволяет повысить производительность труда рабочих и качество продукции.
Выполнение работ на универсальном оборудовании без специальной оснастки, большая доля ручных работ (в том числе доводочных) вызывают значительное удлинение производственного цикла.
В связи с тем что технологические процессы детализируются и уточняются непосредственно в цехах и централизованное планирование большой номенклатуры затруднено, значительная часть технологического и планового руководства из аппарата заводоуправления переносится в цехи-изготовители.
Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу.
Значительная трудоемкость продукции; высокая квалификация привлекаемых для выполнения операций рабочих; повышенные затраты материалов, связанные с большими допусками, обусловливают высокую себестоимость выпускаемых изделий. В себестоимости продукции значительный удельный вес имеет заработная плата, составляющая нередко 20-25% от полной себестоимости.
Организационно-технические особенности отдельных типов производства существенным образом сказываются на экономике предприятий. Например, съем чугунных отливок с 1 м2 производственной площади литейных цехов в серийном производстве в два-три раза, а в массовом – в четыре-пять, раз больше, чем в единичном. Чем больше объем производства изделий, чем ближе предприятие к массовому типу производства, тем меньше затраты живого труда, тем больше удельный вес расходов по содержанию оборудования.
Таблица 1
Характеристика типов производства
| Фактор | Единичное | Серийное | Массовое |
| Номенклатура | Неограниченная | Ограничена сериями | Одно или несколько изделий |
| Повторяемость выпуска | Не повторяется | Периодически повторяется | Постоянно повторяется |
| Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
| Расположение оборудования | Групповое | Групповое и цепное | Цепное |
| Разработка технологического процесса | Укрупненный метод (на изделие, на узел) | Подетальная | Подетально-пооперацион-ная |
| Применяемый инструмент | Универсальный, в незначительной степени специальный | Универсальный и специальный | Преимущественно специальный |
| Закрепление деталей и операций за станками | Специально не закреплены | Определенные детали и операции закреплены за станками | На. Каждом станке выполняется одна и та же операция над одной деталью |
| Квалификация рабочих | Высокая | Средняя | В основном невысокая, но имеются рабочие высокой квалификации (наладчики, инструментальщики) |
| Взаимозаменяемость | Пригонка | Неполная | Полная |
| Себестоимость единицы продукции | Высокая | Средняя | Низкая |
Тип производства оказывает решающее влияние на особенности его организации, управления и экономические показатели (табл. 1). Организационно-технические особенности типов производства влияют на экономические показатели предприятия, на эффективность его деятельности. С повышением технической вооруженности труда и ростом объема выпуска продукции при переходе от единичного к серийному и массовому типам производства уменьшается доля живого труда и возрастают расходы, связанные с содержанием и эксплуатацией оборудования. Это ведет к снижению себестоимости продукции и изменению ее структуры (рис. 1). Такое различие себестоимости изделия в различных типах организации производства определяется сложным взаимодействием разнообразных факторов: концентрацией производства одинаковых деталей (изделий), повышением технологичности конструкций и внедрением прогрессивных типовых технологических процессов, применением производительного оборудования, внедрением совершенных форм организации производственных процессов – непрерывно-поточных механизированных и автоматических поточных линий, лучшей организацией труда и управления производством. Эти процессы на предприятиях осуществляются непрерывно, что создает предпосылки для перехода от единичного к серийному и массовому типам производства.
Список литературы
Для подготовки данной работы были использованы материалы с сайта http://www.cfin.ru/
coolreferat.com
Типы производства и их характеристика
1.3 Типы производства и их характеристика
Тип производства – организационно-технологическая и экономическая характеристика производственного процесса, основанная на его специализации, повторяемости и ритмичности. Понятие типа производства можно отнести как к рабочему месту, так и к цеху и производству завода в целом.
Основным определяющим показателем типа производства является специализация рабочих мест по выполнению тех или иных операций. Укрупнено степень специализации определяется коэффициентом закрепления операций за рабочим местом (коэффициент серийности). Нужно количество деталей (операций), выполняемых данным подразделением, группой в течение месяца разделить на число рабочих мест в подразделении.
-для массового от 1 до 2
-для крупносерийного от 2 –5
-для среднесерийного от 6 –10
-для мелкосерийного до 40
-для единичного более 40 или детали (операции) не закрепляются.
Показатели, по которым характеризуется тип производства:
1. Номенклатура (устойчивость по позициям, сколько их в номенклатуре)
2. Специализация рабочих мест
3. Особенности технологии
4. Оборудование и оснастка
5. Производственная структура
6. Степень параллельности, непрерывности и прямоточности
7. Длительность производственного цикла
8. Квалификация персонала
9. Соотношение затрат на основные материалы и з/пл
10. Особенности организации и планирования
Единичный тип производства – номенклатура характеризуется неустойчивостью, выпуск деталей, машин неповторяемый либо нерегулярно повторяемый отдельными экземплярами или машинами от 2 до 10 штук сериями. Узкая специализация рабочих мест отсутствует, на рабочих местах универсальное оборудование, универсальное оснащение. Производственная структура организована по технологическому признаку. Низкая степень параллельности, прямоточности и непрерывности. Последовательный вид движения предметов труда, наиболее длительный цикл. Соотношение затрат в себестоимости на з/п и на основные материалы от 1:1 до 1:2. В подготовке производства и в планировании преобладают укрупненные методы. Велики затраты на подготовительно заключительное время. Квалификация рабочих высокая.
Массовое производство – номенклатура устойчивая, выпуск постоянный, устойчивый. Специализация предметная, оборудование, оснастка и инструмент специальный. Степень параллельности и прямоточности высокая. Преобладает параллельный вид движения. Широко используется поточный вид организации производства. Короткий производственный цикл. Соотношение затрат на з/п и основные материалы 1:7. Подготовительно заключительное время отсутствует, Квалификация основных рабочих низкая, наладчиков – высокая. В подготовке производства и планирования – дифференцированные методы.
Промежуточное положение серийное производство – машины выпускаются сериями, детали обрабатываются партиями. Номенклатура достаточно устойчивая, оборудование специализированное, применяется групповые и типовые методы обработки. Преобладающий тип производства параллельно – последовательный. Соотношение затрат на з/п и материалы к 1:3.
Тип производства для предприятия определяется по ведущему цеху, а внутри цеха – по ведущим группам оборудования. (Механообрабатывающий и сборочный цехи, чаще всего они ведущие).
Опытное производство – особый тип самостоятельного производства. Цель его – не выпуск товарной продукции, а выпуск опытных образцов для проведения испытаний, исследований с целью совершенствования оборудования, конструкций, их доработки.
Все промышленные предприятия участвующие в изготовлении продукции условно можно разделить на 3 типа производства: единичное, серийное (мелкосерийное, среднесерийное, крупносерийное), массовое ( массовое непрерывнопоточное, массовое прерывнопоточное, массовое автоматизированное производство).
Основным показателем характеризующий тип производства является коэффициент специализации:
Кспец.= N/m , где N-количество выпускаемых деталей m -число рабочих мест
Единичный тип производства характеризуется- номенклатура крайне неустойчива, большим разнообразием выпускаемых изделий, партия 1-10 штук, коэффициент специализации больше 40; применяется универсальное оборудование и оснастка, производственная структура предприятия строится по технологическому принципу (загот. цехи, ковочные цехи, механ. цехи и т.д.), длительность производственного цикла большая, квалификация рабочих должна быть высокой, трудоёмкость изготовления и себестоимость продукции большая, соотношение затрат на основные материалы и заработной платы примерно 1/1 до 2/1. Это заводы тяжелого, химического, энергетического машиностроения.
Серийный тип производства характеризуется – номенклатура устойчива в коротком временном периоде, небольшим разнообразием выпускаемых изделий, партия 10-100 штук, коэффициент специализации от 1 до 10 крупносерийное производство, от 11 до 20 среднесерийное производство, от 21 до 40 мелкосерийное производство, применяется универсальное и специальное оборудование и оснастка, производственная структура предприятия строится по технологическому принципу ( загот. цехи, ковочные цехи, механ. цехи и т.д.) + предметно-замкнутые участки в обрабатывающих и сборочных цехах, длительность производственного цикла средняя, вид движения предметов труда параллельно-последовательный, квалификация рабочих может быть средней, трудоёмкость изготовления и себестоимость продукции средняя, соотношение затрат на основные материалы и заработной платы примерно 2/1 до 5/1.Это предприятия станкостроения, авиастроения, машиностроительные заводы.
Массовый тип производства характеризуется – номенклатура устойчива в длительном периоде ( 5-10 лет) и ограничена , партия до сотен тысяч штук, коэффициент специализации равен 1, применяется специальное оборудование и оснастка, производственная структура предприятия строится по предметной специализации в обрабатывающих и сборочных цехах и смешанной специализации в заготовительном производстве, длительность производственного цикла низкая применяется параллельный вид движения предметов труда, квалификация рабочих может быть достаточно низкой на основном производстве и высокой в службе ремонта и наладки оборудования, трудоёмкость изготовления и себестоимость продукции низкая, соотношение затрат на основные материалы и заработной платы примерно 5/1 до 10/1.
Массовый тип организован как поточное производство, т.е. операции производственного процесса закреплены за строго определенными рабочими местами и оборудованием, оборудование располагается по ходу технологического процесса, большая механизация и автоматизация передачи предметов труда с операции на операцию, операции синхронизированы и равны и кратны такту.
Такт – это отношение действительного фонда работы поточной линии к программе запуска изделий или отношение длительности операции к количеству рабочих. r =Fд / Nз
Скорость конвейера – это отношение шага конвейера (расстояние между двумя предметами труда) к такту. U= l / r
Ритм линии – это произведение такта на количество транспортной партии. R= p r
vunivere.ru
Типы производства – это… Что такое Типы производства?
Типы производства — это категорийность производства продукта или услуги по видам организации структуры производственных факторов в отношении количества самого продукта или услуги. В машиностроении определяется в зависимости от коэффициента закрепления операций.
Определение
Тип производства определяется согласно ГОСТ 3.1108-74 и характеризуется коэффициентом закрепления операции за одним рабочим местом или единицей оборудования:
где N – число различных операций, выполняемых в течение календарного времени;
Pm – число рабочих мест, на которых выполняются данные операции.
Таким образом коэффициент закрепления операций:
- больше 40 — определяет единичное производство;
- 20…40 — определяет мелкосерийное производство;
- 10…20 — определяет среднесерийное производство;
- 1…10 — определяет крупносерийное производство;
- не больше 1 — определяет массовое производство.
- Серийное производство характеризуется изготовлением ограниченной номенклатуры продукции партиями (сериями), повторяющимися через определенные промежутки времени. В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производства. Особенности организации серийного производства заключаются в том, что удается специализировать рабочие места для выполнения нескольких подобных технологических операций, наряду с универсальным применять специальное оборудование и технологическую оснастку, широко применять труд рабочих средней квалификации, эффективно использовать оборудование и производственные площади, снизить, по сравнению с единичным производством, расходы на заработную плату. Серийное производство характерно для выпуска продукции установившегося типа, например, металлорежущих станков, насосов, компрессоров и другого широко применяемого оборудования.
Учёт типов производства важен в точном калькулировании (расчёте) затрат производства с целью:
Хотя и типы производства в реальности отчасти менее чётко разделены, такое деление позволяет чётче представлять себе производственные процессы предприятий и рассчитывать на них опирающиеся структуры затрат. Структурированные затраты позволяют более точно планировать их развитие для предприятия (бюджетирование), продукта или подразделения.
Типы производства отличны от видов производства.
Примечания
dic.academic.ru