Типы сварочных соединений – Типы сварных соединений по ГОСТ
alexxlab | 14.02.2020 | 0 | Вопросы и ответы
Типы сварных соединений и виды сварных швов по ГОСТ
Качество сварного соединения напрямую зависит от типа выбранного шва, электрода и режима работы аппарата. Для этого рекомендуется руководствоваться действующими нормативами, а в частности — ГОСТ 5264-80. В нем подробно описаны характеристики и типы сварных соединений и виды сварных швов. По ГОСТ предъявляются особые требования к выполнению работ.
Стыковые
Наиболее популярный тип соединения, так как он характеризуется минимальным напряжением металла, простотой исполнения и надежностью. В зависимости от толщины свариваемой кромки она может быть обрезана под прямым или косым углом. Также допустимо применение одностороннего скоса.
Преимущества стыковых сварочных швов:
- минимальный показатель расхода основного и сварочного металла;
- оптимальное время сварки;
- хорошее качество соединений.
Последнее достигается только при соблюдении технологии. Угол скоса может варьироваться от 45° до 60°. Это зависит от толщины металла. Подобная геометрия применяема для листов от 20 мм и более. Также учитываются характеристики материала.
Нахлесточные
Формирование соединения методом наложения листов друг на друга актуально для толщины металла в пределах от 8-12 мм. При этом в отличие от стыковой сварки нет необходимости обрабатывать поверхность — достаточно ровно обрезать заготовку. Важно правильно рассчитать величину нахлеста.
Особенности нахлесточного сварного соединения:
- увеличен расход основного и наплавленного материала;
- шов формируется между поверхностью одного листа и торцом другого;
- область применения — точечная, роликовая и контактная сварка.
Перед началом работ листы нужно выровнять, чтобы обеспечить плотный прижим.
Тавровые
Это т-образное соединение, при котором торец одного из листов приваривается к плоскости другого. Для надежности на первом можно сделать одно или двухсторонние скосы. С их помощью увеличивается объем наплавленного металла. Область применения – дуговая сварка металлоконструкций сложной формы.
Перед началом работ нужно учесть следующие факторы:
- расположение свариваемых элементов – верхнее, боковое или нижнее;
- рекомендуемый зазор между стыками 2-3 мм для лучшего соединения;
- стандартное расположение швов – двухстороннее.
- односторонние формируются только при отсутствии возможности обработки стыка с двух сторон.
Конфигурация скосов стандартная, угол зависит от толщины металла.
Угловые
Применяются для соединения двух элементов конструкции под определенным углом. В отличие от таврового соединения наличие зазора недопустимо. Надежность обеспечивается с помощью скосов и большого объема направленного металла.
Специфика угловых сварных швов:
- необходима подготовка поверхности – формирование скосов простой или сложной конфигурации;
- для тонкостенных заготовок допускается одностороннее соединение;
- учитывается геометрия сварного шва.
Подобный способ чаще всего применяется для изготовления резервуаров или аналогичных им по форме конструкции.
Вспомогательные сварные швы
Кроме вышеописанных основных способов соединения стальных элементов в ГОСТ предусмотрены вспомогательные. Они могут применяться для формирования надежного шва с учетом требуемых эксплуатационных качеств изделия.
В зависимости от специфики шва применяются следующие методики формирования сварного стыка:
- Прорезные. Необходимы для достижения максимального показателя надежности. В одном из материалов делают углубление для установки другого листа.
- Торцовые. Относятся к категории боковых. Листы накладываются друг на друга, швы делаются на торцах конструкции.
- С накладками. Рекомендуется для конструкций со сложной конфигурацией поверхности. Применяется специальная накладка, обеспечивающая соединение двух компонентов.
- С электрозаклепками. Процесс формирования соединения аналогичен традиционному заклепыванию. Разница заключается в том, что отверстие заполняется наплавленным металлом.
Выбор того или иного сварного шва зависит от конечного результата – надежности и долговечности соединения.
ismith.ru
Типы сварочных соединений
1. Технология сварки стали
Подготовка конструкций к сварке
Подготовка конструкций к сварке разделяется на три этапа:
1. обработка кромок, подлежащих сварке;
2. сборка элементов конструкции под сварку;
3. дополнительная очистка, если она требуется, собранных под сварку соединений.
Обработка кромок конструкций, подлежащих сварке, производится в соответствии с чертежами конструкций и согласно требованиям ГОСТ 5264–80 и других ГОСТов на основные типы и конструктивные элементы швов сварных соединений. Кромки соединений под сварку обрабатывают на кромкострогальных или фрезерных станках, а также путем кислородной и плазменной резки на специальных станках. Размеры элементов кромок должны соответствовать требованиям ГОСТ.
Важным этапом подготовки конструкции к сварке является сборка под сварку. Под ручную дуговую сварку конструкции собирают при помощи сборочных приспособлений или прихваток. Состав сборочных приспособлений: струбцины 1 выполняют разнообразные операции по сборке углового металла, балок, полос и т.п.; клинья 2 используют для сборки листовых конструкций; рычаги 3 – для сборки углового металла и других конструкций; стяжные уголки 4 и угловые фиксаторы 8 – для сборки листовых конструкций; домкраты 5 – для стягивания обечаек, балок и других конструкций; прокладки с клиньями 7 – для сборки листовых конструкций с соблюдением величины зазора; стяжные планки 10 и угольники. И – для сборки листовых конструкций под сварку без прихваток. Применяют и другие типы приспособлений.
Перед сборкой обработанные элементы конструкций должны быть измерены, осмотрены их кромки, а также прилегающий к ним металл, тщательно очищены от ржавчины, масла, краски, грязи, льда, снега, влаги и окалины. В цеховых условиях элементы конструкций собирают на стеллажах – плитах, имеющих пазы для установки в них приспособлений (болтов, стяжек, штырей и т.п.), крепящих собираемые элементы по размерам, предусмотренным в чертежах. Используются также простейшие стеллажи из горизонтальных балок, установленных на стойках высотой 200–400 мм. На 13.3 показан пример сборки листовых конструкций с помощью простейших приспособлений и сборки конструкций из профильного металла – углового, двутаврового и т.п. Кромки собранных конструкций, подлежащие сварке, по своей форме и размерам должны соответствовать чертежам и стандартам.
Стыки конструкций по мере сборки закрепляют прихватками – короткими сварными швами для фиксации взаимного расположения подлежащих сварке деталей. Прихватки размещают в местах расположения сварных швов, за исключением мест их пересечения Длина прихваток для сталей с пределом текучести до 390 МПа должна быть не менее 50 мм и расстояние между ними – не более 500 м, для сталей с пределом текучести более 390 МПа прихватки должны быть длиной 100 мм и расстояние между ними – не более 400 мм При небольшой толщине собираемых деталей (4–6 мм) прихватки могут быть более короткими (20–30 мм) и расстояние между ними 200–300 мм. При сборке на прихватках громоздких тяжелых конструкций, кантуемых при сварке, расположение прихваток и их величина указываются в проекте производства сварочных работ. Кеудаляемые при сварке прихватки должны выполняться сварщиками, которые впоследствии будут сваривать прихваченные соединения.
Прихватки придают жесткость конструкции и препятствуют перемещению деталей от усадки при сварке, что может привести к образованию трещин, особенно в элементах большой толщины. Поэтому сборку на прихватках применяют при толщине металлов 6–10 мм, а при большей толщине используют сборочные приспособления, фиксирующие форму и размеры конструкций, однако допускающие ее незначительное перемещение от сварочной усадки. Такими приспособлениями являются клиновые стяжки (см. 13.1).
Непосредственно перед сваркой собранные стыки подлежат обязательному осмотру и при необходимости дополнительному исправлению дефектов сборки и очистке.
При сварке в вертикальном положении сила тока уменьшается на 10–20%, при сварке горизонтальных швов – на 15–20% и при сварке потолочных швов – на 20–25%.
Род тока и полярность определяют в зависимости от принятых для сварки электродов, например для электродов МР-3 может быть применен переменный или постоянный ток, для электродов УОНИИ-13/45 – только постоянный ток обратной полярности и т.п.
Скорость сварки (перемещения дуги) в значительной степени зависит от квалификации сварщика и его умения вести процесс сварки с перерывами только на смену электрода. Кроме того, на скорость сварки влияют коэффициент наплавки применяемых электродов и сила сварочного тока. Чем больше коэффициент наплавки и сила тока, тем быстре перемещается дуга и, следовательно, растет скорость сварки. Следует иметь в виду, что произвольное увеличение силы тока может вызвать перегрев электрода.
Коэффициент /С, определяемый по табл. 13.1, зависит от вида покрытия электродов. Например, для электродов с кислым или рутиловым покрытием максимальная величина коэффициента при диаметре 3–4 мм К=45; для электродов с основным покрытием диаметром 3–4 мм Д»=40; с целлюлозным покрытием того же диаметра /(=30.
На основании формулы погонной энергии сварки qn (гл. 3) была выведена приближенная зависимость погонной энергии от площади сечения валика шва, Дж/мм
Яп = Qo Fm t
где Qo – коэффициент, зависящий от типа применяемых электродов или проволоки при механизированных методах сварки; Fm–> площадь сечения валика, мм2.
Для электродов марок УОНИИ-13/45 и СМ-11 величина Qo=65 Дж/мм3. Таким образом, зная погонную энергию, можно легко определить сечение валика шва и наоборот.
2. Типы сварных соединений. Сварные швы
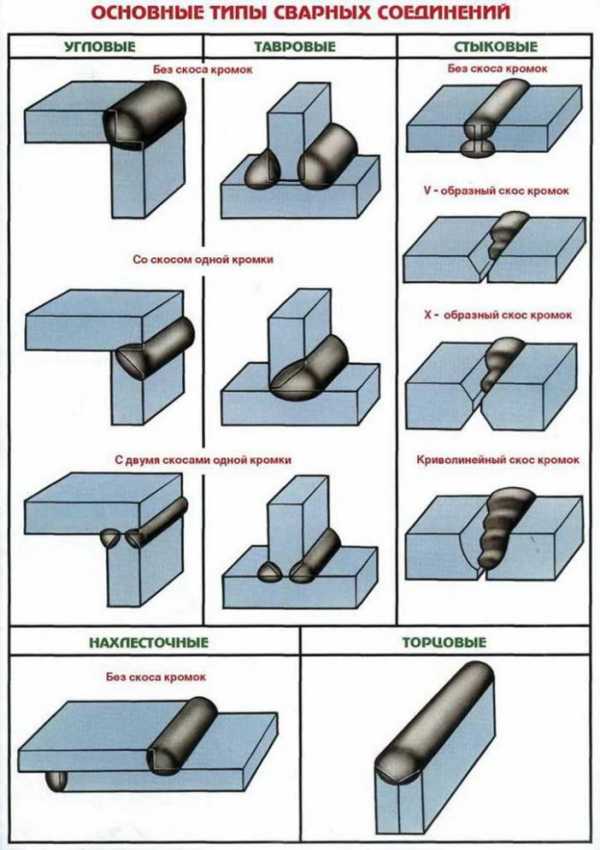
Термины и определения основных понятий по сварке металлов устанавливает ГОСТ 2601–84. Сварные соединения подразделяются на несколько типов, определяемых взаимным расположением свариваемых деталей. Основными из них являются стыковые, угловые, тавровые, нахлесточные и торцовые соединения. Для образования этих соединений и обеспечения требуемого качества должны быть заранее подготовлены кромки элементов конструкций, соединяемых сваркой. Формы подготовки кромок для ручной дуговой сварки стали и сплавов на железоникелевой и никелевой основе установлены ГОСТ 5264–80.
Стыковым соединением называют соединение двух элементов, примыкающих друг к другу торцевыми поверхностями.
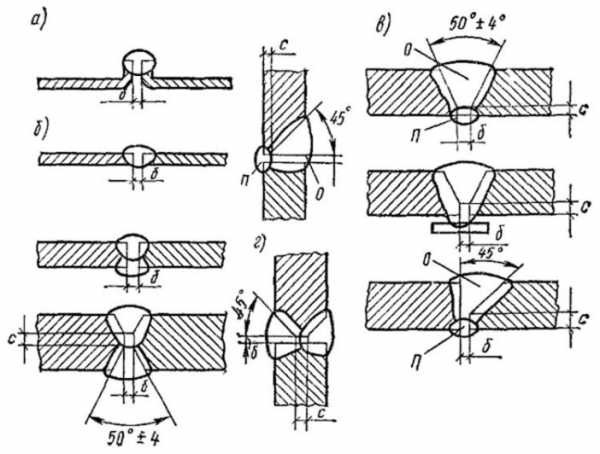
ГОСТ 5264–80 предусмотрено 32 типа стыковых соединений, условно обозначенных Cl, C2, С28 и т.д., имеющих различную подготовку кромок в зависимости от толщины, расположения свариваемых элементов, технологии сварки и наличия оборудования для обработки кромок. При большой толщине металла ручной сваркой невозможно обеспечить проплавление кромок на всю толщину, поэтому делают разделку кромок, т.е. скос их с двух или одной стороны. Кромки скашивают на строгальном станке или термической резкой (плазменной, газокислородной). Общий угол скоса (50±4)°, такая подготовка называется односторонней со скосом двух кромок. При этом должна быть выдержана величина притупления (нескошенной части) и зазор, величины которых установлены стандартом в зависимости от толщины металла. Шов стыкового соединения называют стыковым швом, а подварочный шов – это меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при поседующей сварке основного шва или накладываемая в последнюю очередь, после его выполнения.
При подготовке кромок стали толщиной 8–120 мм. Обе кромки свариваемых элементов скашивают с двух сторон на угол (25±2)° каждую, при этом общий угол скоса составляет (50 ± ±4)°, притупление и зазор устанавливаются стандартом в зависимости от толщины стали. Такая подготовка называется двусторонней со скосом двух кромок. При этой подготовке усложняется обработка кромок, по зато резко уменьшается объем наплавленного металла по сравнению с односторонней подготовкой. Стандартом предусмотрено несколько вариантов двусторонней подготовки кромок: подготовка только одной верхней кромки, применяемая при вертикальном расположении деталей, подготовка с неравномерным пс толщине скосом кромок и др.
Угловым соединением называют соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Таких соединений насчитывается 10: от У1 до У10.
Для толщины металла 3 – 60 мм кромку примыкающего элемента скашивают под углом (45±2) 1°, сварной шов основной и под-варочиый. При этой же толщине и сквозном проваре можно обойтись без подварочного шва. Часто применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8–100 мм применяют двустороннюю разделку примыкающего элемента под углом (45±2)°.
Тавровым соединением называют сварное соединение, в котором торец одного элемента примыкает под углом и приварен угловыми швами к боковой поверхности другого элемента. Стандартом предусмотрено несколько типов таких соединений: с Т1 по Т9. Распространенным является соединение, для металла толщиной 2–40 мм. Для такого соединения никакого скоса кромок не делают, а обеспечивают ровную обрезку примыкающего элемента и ровную поверхность другого элемента.
При толщине металла 3–60 мм и необходимости сплошного шва между элементами, что предусматривается проектом конструкции, в примыкающем элементе делают разделку кромок под углом (45±2)°. На практике часто применяют тавровое соединение с подкладкой при толщине стали 8–30 мм, а также соединение с двусторонним скосом кромок примыкающего элемента при толщине стали 8–40 мм. Все эти соединения со скосом кромок примыкающего элемента обеспечивают получение сплошного шва и наилучшие условия работы конструкций
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга. Стандартом предусмотрено два таких соединения: HI и Н2. Применяют иногда разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.
mirznanii.com
классификация, типы сварочных соединений, основные геометрические параметры шва
 Одним из способов соединения частей материала является сварка. Метод нашел очень широкое применение в разных областях. С помощью этого относительно дешевого и вместе с тем надежного метода получают неразъемные соединения. С учетом разновидностей металлов, у каждого из которых свои особенности сваривания, различий условий проведения работ и требования к соединению, выделяют разнообразные виды сварных швов и соединений.
Одним из способов соединения частей материала является сварка. Метод нашел очень широкое применение в разных областях. С помощью этого относительно дешевого и вместе с тем надежного метода получают неразъемные соединения. С учетом разновидностей металлов, у каждого из которых свои особенности сваривания, различий условий проведения работ и требования к соединению, выделяют разнообразные виды сварных швов и соединений.
Зоны сварки
Зона сплавления с частично оплавленными зернами — 0,1−0,4 мм главного металла. Когда металл в этой зоне прогреется, его структура становится игольчатой с высокой хрупкостью и низкой прочностью.
Зона термического делится на четыре участка:
 I — относится к основному металлу, нагревшемуся до температуры превышающей 1100 °C. Структура этого участка крупнозернистая, а зерна в этой области приблизительно в 12 раз больше, чем стандартные. Вследствие перегрева уменьшается, вязкость, пластичность и другие механические свойства металла, и в слабейшем участке сварки часто происходит разрыв.
I — относится к основному металлу, нагревшемуся до температуры превышающей 1100 °C. Структура этого участка крупнозернистая, а зерна в этой области приблизительно в 12 раз больше, чем стандартные. Вследствие перегрева уменьшается, вязкость, пластичность и другие механические свойства металла, и в слабейшем участке сварки часто происходит разрыв.- II — участком является зона нормализации, в которой главный металл прогревается на 900 °C. Структура зерна тут гораздо мельче, чем в предыдущем случае. Занимает этот участок 1−4 мм.
- III — зона неполной кристаллизации, в которой главный металл прогревается до 750− 900 °C. Здесь попадаются и мелкие, и крупные зерна. Механические свойства снижаются вследствие неравномерности распределения кристаллов.
- IV — зона рекристаллизации. Прогревается до 450− 750 °C и восстанавливается форма зерен, деформированных из-за прошлых механических воздействий. Примерная ширина — 5−7 мм.
Зона главного металла начинается от участка, прогревающегося менее чем на 450 °C. Структура здесь сходна со структурой основного металла, но сталь теряет крепость за счет прогревания. По границе выделяются оксиды и нитриды, ослабляющие связь зерен. Металл в этом месте становится более прочным, однако, получает меньшую пластичность и ударную вязкость.
Классификация сварных соединений и швов
Виды швов в зависимости от признаков делятся на несколько категорий. По внешнему виду выделяются:
- Нормальные.
- Выпуклые.
- Вогнутые.
По типу сварные швы бывают одно- и двусторонними. По числу проходов — одно- и многопроходными. По числу слоев: односторонние и многослойные (при сваривании толстых металлов).
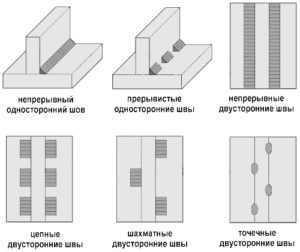
Есть также разновидности по протяженности:
- Односторонние непрерывные.
- Односторонние прерывистые.
- Двусторонние цепные.
- Двусторонние шахматные.
- Точечные швы (создаваемые контактной сваркой).
Типы швов по вектору усилия воздействия:
- Поперечный — усилие перпендикулярно шву.
- Продольный — усилие параллельно шву.
- Косой — усилие под углом.
- Комбинированный — признаки и поперечного и продольного шва.
По пространственному положению:
 полупотолочный;
полупотолочный;- горизонтальный;
- нижний;
- вертикальный;
- полугоризонтальный;
- полувертикальный;
- потолочный;
- в лодочку.
По функциям швы делятся на следующие:
- Прочные.
- Прочно-плотные.
- Герметичные.
По ширине:
- Ниточные швы, чья ширина практически не превышает величину диаметра электрода.
- Уширенные швы делаются поперечными колебательными движениями стержня.
Особенные соединения
 Стыковое. Самый распространенный вариант, представляющий обыкновенное соединение торцевых поверхностей или листов. Для их формирования требуется минимум времени и металла. Могут выполняться без скоса кромок, если листы тонкие. Для изделий толстых нужно подготавливать металла под сварку, где нужно будет скашивать кромки, чтобы увеличить глубину проварки. Актуально это при толщине от 8 мм. Если толщина будет больше 12 мм, понадобится двустороннее стыковое соединение и скашивание кромок. Чаще эти соединения выполняются в горизонтальном положении.
Стыковое. Самый распространенный вариант, представляющий обыкновенное соединение торцевых поверхностей или листов. Для их формирования требуется минимум времени и металла. Могут выполняться без скоса кромок, если листы тонкие. Для изделий толстых нужно подготавливать металла под сварку, где нужно будет скашивать кромки, чтобы увеличить глубину проварки. Актуально это при толщине от 8 мм. Если толщина будет больше 12 мм, понадобится двустороннее стыковое соединение и скашивание кромок. Чаще эти соединения выполняются в горизонтальном положении.
Тавровое. Тавровые соединения имеют Т-образную форму и бывают одно- или двусторонними. С их помощью могут соединяться изделия разной толщины. Если меньшая деталь устанавливается перпендикулярно, в процессе сварки электрод наклоняется до 60°. Для осуществления более простого варианта сварки «в лодочку» пользуются прихватками. Благодаря этому уменьшается вероятность образования подрезов. Обычно шов накладывается за проход. Сегодня выпускается много аппаратов для автоматической тавровой сварки.
Угловое. У этих соединений (под разными углами) нередко подкашиваются кромки, чтоб шов залег на требуемую глубину. Двусторонняя проварка делает соединение крепче.
Внахлест. Данным способом сваривают листы толщиной менее 1 см. Они кладутся друг на друга внахлест и провариваются с двух сторон. Между ними не должно быть влаги. Для лучшего скрепления соединение иногда варится с торца.
Геометрия шва
 S — толщина заготовки.
S — толщина заготовки.
E — ширина.
B — зазор между заготовками.
H — глубина залегания проваренного участка.
T — толщина.
Q — величина выпуклой части.
P — расчетная высота, соответствующая перпендикулярной линии из места проплавления к гипотенузе наибольшего прямого треугольника, вписанного во внешнюю часть.
A — толщина углового шва, куда входит величина выпуклости и расчетной высоты.
K — катет представляет собой расстояние от поверхности одной заготовки до границы угла другой.
Q — выпуклость наплавленного участка.
Выбор
 Виды швов и сварных соединений отличаются по свойствам, и для каждого случая подбираются параметры удачного сочетания. Первым делом оценивается пространственное положение. Чем легче идет работа, тем лучшим получается качество. Легче сделать горизонтальные швы, поэтому заготовки стараются выставить именно горизонтально. Иногда, для обеспечения качества деталь приходится переворачивать неоднократно.
Виды швов и сварных соединений отличаются по свойствам, и для каждого случая подбираются параметры удачного сочетания. Первым делом оценивается пространственное положение. Чем легче идет работа, тем лучшим получается качество. Легче сделать горизонтальные швы, поэтому заготовки стараются выставить именно горизонтально. Иногда, для обеспечения качества деталь приходится переворачивать неоднократно.
Сваривание за проход помогает добиться лучшей крепости, чем в случае многократных проходов. Так что, требуется баланс между удобством и числом проходов.
Когда заготовки толстые, кромки разделываются, а поверхность обрабатывается для добавления ей чистоту. Стыковые варианты наиболее простые, предпочтительнее выбирать их, так как проще обеспечивается фиксация во избежание искажений геометрии готовых деталей. Кроме выбора типа внимание обращают также на температурный режим, потому что могут сместиться зоны проварки и изделие не доварится или переплавится.
tokar.guru
Основные сведения по технологии сварочных работ. Типы сварочных швов и соединений. Виды сварки
Сваркой называют процесс получения неразъемных соединений металлических изделий с применением местного нагрева. Металлические части в местах соединения плавятся и соединяются в одно целое. Cварку применяют для соединения однородных и разнородных металлов и сплавов, металлов с неметаллическими материалами (керамикой, стеклом, графитом), а также пластмасс. Физическая сущность процесса сварки заключается в установлении прочных межатомных связей поверхностных слоев соединяемых заготовок.
Для образования соединения необходимо выполнение следующих условий: очистка свариваемых поверхностей от загрязнений, оксидов, инородных атомов, активизация поверхностных и приповерхностных атомов, сближение соединяемых поверхностей на расстояние межатомного взаимодействия
Свариваемость металлов неодинакова и зависит от их физических свойств, методов и режимов, применяемых при сварке. В зависимости от состояния материалов в момент образования сварного соединения все многообразие способов сварки можно разделить на две группы: сварку в жидком и сварку в твердом состоянии, т.е. на сварку плавлением и сварку давлением.
Сварка плавлением. Образование сварного соединения плавлением протекает в 2 стадии:
– расплавление соединяемых поверхностей и образование общей ванны жидкого металла;
-затвердевание этого общего объема металла, образование сварного шва.
Сварка давлением. Для сварки давлением характерны 2 стадии:
-сближение соединяемых поверхностей до образования физического контакта;
– появление участков межатомного взаимодействия с установлением металлической связи под действием пластической деформации.
В результате всех видов сварки образуется сварное соединение. Существуют 4 типа сварных соединений (рис. 8): стыковое соединение 1 – 7 (соединение торцов свариваемых деталей), соединение внахлестку 8 – 9 (соединение боковых поверхностей свариваемых деталей), тавровое соединение 10 – 12 (соединение торца одной детали с боковой поверхностью другой детали), угловое соединение 13 – 15 углов свариваемых деталей.
Способы сварки плавлением. Наиболее распространена электродуговая сварка плавлением с применением металлического электрода.
Электродуговая сварка основана на использовании теплоты от электрической дуги, возникающей между двумя проводниками (электродами) при пропускании электрического тока.
При электродуговой сварке одним полюсом является свариваемая деталь, другим – угольный или металлический электрод. В случае применения угольного электрода необходим присадочный металл, для чего расплавляют специальный пруток, а при металлическом электроде расплавляется сам электрод. При сварке металлическим электродом его конец и свариваемое изделие расплавляются, капли металла электрода заполняют сварной шов и удерживаются на нем силами поверхностного натяжения.
При применении переменного тока расход энергии меньше, чем при применении постоянного тока, а оборудование проще и дешевле. Применение постоянного тока обеспечивает более стабильное горение дуги, чем при переменном токе.
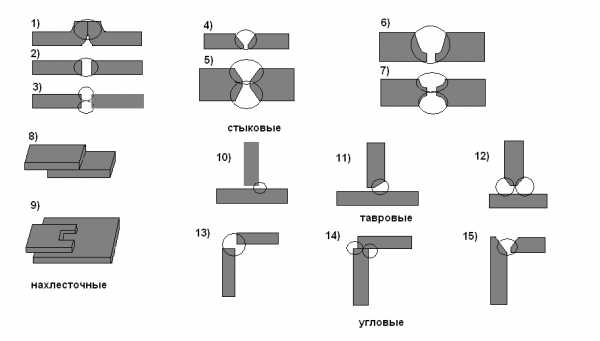
Рисунок 8 – Типы сварных соединений.
Электроды. Электроды, применяемые при сварке изделий должны обеспечивать высокие механические свойства сварного соединения и высокую производительность процесса сварки. Они могут быть плавящимися (стальными, чугунными, алюминиевыми) и неплавящимися (угольными, вольфрамовыми). Качество электрода зависит от марки применяемого металла и вида обмазки.
Стальные электроды изготавливают из проволоки диаметрами от 2 до 12 мм. Электродами диаметром 2 мм сваривают металл толщиной до 2 мм, диаметром 3 мм – металл толщиной 2 мм и выше. Для сварки металла толщиной 5-10 мм применяют электроды диаметром 4-5 мм, а для толщин свыше 10 мм – электроды диаметром 5-8 мм.
Угольные электроды состоят из аморфного угля или графита. Он сгорает достаточно медленно. Угольный электрод не прилипает к металлу, а длина дуги может достигать 30-50 мм.
На электроды наносят различного вида обмазки для повышения устойчивости горения дуги путем ионизации воздушного промежутка, создания вокруг металла и дуги защитного слоя из газов и шлака, необходимого для защиты металла от окисления. В зависимости от толщины покрытия электроды подразделяются на тонкопокрытые с толщиной обмазки 0,1 – 0,3 мм и толстопокрытые с толщиной обмазки 0,25 – 0,35 d, где d – диаметр электрода в мм.
Тонкие предназначаются для увеличения устойчивости дуги, поэтому называются ионизирующими покрытиями. Наиболее распространенным является меловое покрытие, состоящее из 80 – 85% мелко просеянного мела и 15 – 20% жидкого стекла. К более сложным тонким покрытиям относится покрытие МВТУ, состоящее из 62 % титанового концентрата, 31 % полевого шпата и 7 % калия хромовокислого, которое позволяет с высоким качеством сваривать тонкий металл.
Для получения сварных швов с высокими показателями прочности и пластичности используют электроды с толстым покрытием. В состав толстого покрытия входят газообразующие, шлакообразующие и легирующие вещества и раскислители в виде ферросплавов (ферротитана, ферромарганца, ферросилиция и др.). Газообразующие добавки (мука, крахмал, целлюлоза и др.) предназначаются для создания в процессе плавления электрода газовой защитной среды, состоящей в основном из водорода и оксида углерода. Шлакообразующие вещества (полевой шпат, марганцевая или титановая руда, мел, каолин и др.) образуют при плавлении электрода шлаки, защищающие расплавленный металл от воздействия воздуха и улучшающие условия формирования металла шва. Легирующие элементы из покрытия, выгорая, переходят в шов, что повышает его механические свойства. Раскислители вводят для раскисления металла шва.
Сварочные машины и аппараты для дуговой сварки. Для получения равномерного процесса сварки необходимо, чтобы характеристика источника питания обеспечивала постоянство рабочего тока. Питание дуги постоянным током осуществляется сварочной машиной – генератором. Питание переменным током производится от сварочного трансформатора. Осцилляторы применяют для повышения устойчивости горения дуги при сварке переменным током и представляют собой искровый генератор токов высокой частоты.
Дуговую сварку используют для сваривания малоуглеродистых, конструкционных и легированных сталей.
Газовая сварка основана на получении необходимой теплоты для расплавления свариваемых деталей за счет химической реакции горения газа (ацетилена, водорода, бутана и др.). Газовое пламя получают при сгорании горючего газа в атмосфере технически чистого кислорода. Чаще всего в качестве горючего газа используют ацетилен, так как он обеспечивает получение пламени с более высокой температурой горения – 3200о С. Совокупность ацетиленового и кислородного баллонов с горелкой или резаком составляют оборудование газосварочного поста. При газовой сварке для создания сварочного шва вводят присадочные прутки, имеющие химический состав, близкий к составу свариваемого металла.
Наибольшее значение этот вид сварки получил при изготовлении различных тонкостенных конструкций и деталей из жаропрочных и нержавеющих сплавов и сплавов из алюминия.
Плазменная сварка – процесс сваривания плавлением, при котором соединение деталей осуществляется при нагреве плазменной струей. Плазменная струя – это поток ионизированных частиц газа, имеющий температуру 10000 – 30000о. Плазму получают, пропуская поток газа через столб электрической дуги. Дугу можно создавать как между электродом и деталью (горелка прямого действия), так и между электродом и водоохлаждаемой горелкой (горелка косвенного действия). В качестве плазмообразующего газа используют аргон, водород и азот.
Способы сварки давлением. Контактная сварка – это процесс сварки давлением, заключающийся в совместном термическом и деформационном воздействии на соединяемые детали. Она основана на нагревании места сварки электрическим током высокой плотности с одновременным сдавливанием деталей для облегчения взаимного проникновения атомов свариваемых металлов. Детали, зажатые в электродах сварочной машины, сжимают для обеспечения физического контакта свариваемых поверхностей. Затем включают ток, металл разогревается до пластического состояния, далее его деформируют до образования неразъемного соединения.
Существуют следующие виды контактной сварки: стыковая сварка сопротивлением, стыковая сварка оплавлением, точечная сварка, шовная сварка, сварка запасенной энергией, сварка по методу Игнатьева.
Стыковая сварка сопротивлением является видом контактной сварки, при которой детали соединяются по всей поверхности соприкосновения. Детали, зажатые в электродах сварочной машины, сжимают для обеспечения физического контакта свариваемых поверхностей. Затем включают ток, металл разогревается до пластического состояния, далее его деформируют до образования неразъемного соединения.
Стыковая сварка оплавлением заключается в сближении деталей одновременно с включением тока. В момент сближения торцов начинается процесс расплавления сначала отдельных контактов, затем число их непрерывно растет и заканчивается, когда обе торцовые поверхности будут покрыты тонким и равномерным слоем жидкого металла. Процесс протекает очень быстро и для оплавления всей торцевой поверхности детали в зависимости от сечения необходимо затратить от 0,5 до 3 с.
Точечная сварка – самый распространенный вид контактной сварки. Она применяется при соединении деталей в отдельных местах в виде небольших площадок (точек). Необходимая для разогревания теплота создается электрическим током, подводимым медными электродами, между которыми помещается и зажимается свариваемая деталь. Точечная сварка используется при сваривании пересечений арматуры для железобетонных конструкций, прокатных и штампованных профилей и др.
Шовная сварка – это модернизированный вид точечной сварки. Процесс такой же, только электроды выполняются в виде роликов. Ролику сообщают вращательное движение с одновременным пропусканием тока и получают перекрывающие друг друга сварные точки, образующие сплошной герметичный сварной шов.
Сварка запасенной энергией – это вид контактной сварки, при которой используется энергия, запасенная в соответствующем аккумулирующем устройстве. Наиболее широкое применение получила конденсаторная сварка, при которой энергия от питающей электрической сети накапливается в батарее конденсаторов, а затем расходуется на сварку металлов.
Сварка по методу Игнатьева– это вид контактной сварки, при которой электрический ток протекает параллельно плоскости соединения. Ток подводят к одной из деталей, от которой нагревается другая деталь. Когда достигается необходимая для сварки температура, детали сжимают. При этом образуется неразъемное соединение.
Диффузионная сварка – это процесс сварки давлением, при котором соединение образуется в результате взаимной диффузии атомов поверхностных слоев соединяемых деталей, находящихся в твердом состоянии. Свариваемые детали с тщательно зачищенными поверхностями загружают в специальную камеру, где для активизации процесса диффузии создают постоянную нагрузку на детали, разряжение атмосферы (вакуум) и нагрев.
Ультразвуковая сварка – это процесс сварки давлением, при котором соединение образуется в результате ультразвуковых колебаний одной детали относительно другой. В ультразвуковой сварке используют давления, нагрев и трение, возникающие при перемещение свариваемых поверхностей. Источником ультразвука является преобразователь, вызывающий возвратно-поступательные движения высокой частоты одной детали относительно другой. В результате сдвиговых деформаций контактные поверхности взаимно очищаются, нагреваются, с усилием сближаются и, пластически деформируясь, образуют сварное соединение.
Холодная сварка – это процесс сварки давлением, при котором соединение деталей проводится при значительной пластической деформации без применения внешнего нагрева. Металл деталей деформируется с помощью пуансонов. В процессе деформации пленка окислов выдавливается в периферийную область, а между соединяемыми поверхностями устанавливаются межатомные связи, т.е. происходит сварка деталей.
studfiles.net
их типы и чертежи согласно ГОСТ
Сваркой металлов пользуются в тех случаях, когда необходимо получить наиболее прочные, герметичные и надежные неразъемные соединения. Сварочные технологии послужили толчком для бурного развития технического прогресса.
Многие конструкции просто не могли быть созданы без их использования. Существуют различные сварочные технологии, основанные на применении процессов электрической или газовой сварки, а также типы сварочных соединений, классификация которых довольно проста.
Типы сварки
Практически все многообразие применяемых сварочных технологий можно отнести к одному из следующих типов:
Электродуговая сварка заключается в том, что между соединяемой заготовкой и сварочным электродом подается напряжение, вызывающее зажигание электрической дуги.
Высокая температура, возникающая при горении дуги, приводит к расплавлению участков соединяемых деталей, непосредственно прилегающих к месту будущего сопряжения.
В месте будущего шва образуется так называемая сварочная ванна, то есть, расплавленный металл, после кристаллизации которого, образуется надежный и прочный сварной шов.

По уровню использования автоматизации процесса, электродуговая сварка может быть ручной, с применением штучного сменяемого сварочного электрода, полуавтоматической, с бесконечным, непрерывно подаваемым проволочным электродом, и автоматической, осуществляемой без участия сварщика.
Кроме перечисленного, электродуговой сварочный процесс может быть атмосферным, либо в среде защитных газов, препятствующих окислению расплавленного металла и способствующих образованию более качественного сварного шва.
В случае электрической контактной сварки соединяемые элементы сжимаются с большим усилием, и через место контакта пропускается значительный электрический ток.
В результате, соединяемые металлические детали разогреваются до пластичного состояния, и под воздействием сжимающего усилия свариваются между собой.
Газовый сварочный процесс происходит благодаря плавлению соединяемых металлов, а также присадочного материала при горении газа с применением специального газопламенного оборудования.
Как соединяют детали
Технологию производства сварочных соединений, включая их виды, размеры основных элементов и их условные обозначения на чертежах, устанавливает ГОСТ 5264-80. Чтобы правильно прочитать чертеж, предназначенный для сварки конструкции, надо ознакомиться с данным стандартом.
В соответствии с ГОСТом, при выполнении сварочных работ, могут применяться следующие виды соединений:
- стыковые;
- угловые;
- тавровые;
- нахлесточные.
О каждом из них стоит поговорить отдельно, поскольку выбор сварочного соединения и подготовка кромок заготовок напрямую влияют на качества шва.
Стыковые
 Такое сварочное соединение характеризуется примыканием боковых поверхностей свариваемых деталей, находящихся в одной плоскости.
Такое сварочное соединение характеризуется примыканием боковых поверхностей свариваемых деталей, находящихся в одной плоскости.
Существуют разновидности выполнения данной сварочной операции. Работа может выполняться без подготовки соединяемых поверхностей. При сваривании сравнительно тонкого листового материала, его края могут быть предварительно отбортованы, то есть, загнуты под углом 90 °C.
У более толстых заготовок для осуществления полного провара материала по толщине применяется скашивание кромок с одной или с двух сторон. Форма скоса кромок может быть прямолинейной или криволинейной.
Для удержания сварочной ванны в зоне шва, под свариваемые листовые заготовки иногда помещается плоская подкладка, которая после выполнения работ удаляется.
Сам шов при выполнении стыкового соединения может быть односторонним или двухсторонним.
Угловые
Это соединение применяют к деталям, не находящимся в одной плоскости, кромки которых расположены под некоторым углом друг относительно друга. Такие соединения также выполняются с предварительной подготовкой поверхностей, или без нее.
Подготовка заключается в скашивании соединяемых кромок разными способами, одна из плоскостей может быть отбортована. Сварные швы, в зависимости от конструктивных требований, односторонние или двухсторонние.
Тавровые
При тавровом соединении, кромка одной из свариваемых деталей присоединяется к поверхности другой детали под углом 90 °. Таким образом, поперечный разрез соединения имеет форму буквы «Т».
Для улучшения качества соединения применяются односторонние или двухсторонние скосы кромок присоединяемого элемента. Обработке подвергаются те детали, торцы которых привариваются к плоскостям других деталей.
Для лучшей проварки металла обычно при закреплении деталей обеспечивают наличие небольшого зазора между ними. Величина зазора составляет 2 – 3 мм.
Вообще, для каждой конкретной процедуры должна быть составлена технологическая карта операции, учитывающая все требования проекта собираемой конструкции.
Внахлест
Детали, соединяемые внахлест, накладываются одна на другую, находясь при этом в параллельных плоскостях. Швы выполняются с одной или с обеих сторон.
Производить скос кромок в этом случае не имеет смысла, так как торцевые участки и плоскости соединяемых деталей образуют вогнутый угол, хорошо удерживающий сварочную ванну и позволяющий выполнить прочный шов.
Другие классификации
 В зависимости от протяженности шва сварочные соединения могут быть прерывистыми (стежками) и непрерывными. Последние используют для получения герметичной конструкции (трубы, различные емкости).
В зависимости от протяженности шва сварочные соединения могут быть прерывистыми (стежками) и непрерывными. Последние используют для получения герметичной конструкции (трубы, различные емкости).
Меняя длину дуги, скорость сварки, глубину разделки, можно получать выпуклые и вогнутые сварочные соединения. Существует также нормальный вариант, когда соединение практически ровное, и шов не выступает над поверхностью, но и не образуем выемки.
Сварочные швы получают при различных положениях заготовки. В зависимости от этого они могут быть нижними (самое простое соединение), горизонтальными, вертикальными и потолочными (самый сложный вариант сварочных работ).
Расчеты
При проектировании различных конструкций, все технические параметры, включая применение определенного вида сварки, а также выбор способа соединения деталей, осуществляется на основании предварительного расчета. В первую очередь, производится расчет конструкции на прочность.
Исходными данными для этого служит моделирование нагрузок, которым будет подвергаться конструкция в процессе эксплуатации. Исходя из этого, выбирается материал и способ соединения отдельных элементов. Методы расчета каждого вида сварного соединения стандартизованы и унифицированы.
При проведении расчетов на прочность сварных швов определяют характер, направления и величины нагрузок на участки соединения. Полученные величины сравнивают с максимально допустимыми значениями для применяемых материалов.
На основании их сравнения делают заключение о запасе прочности конструкции. Такой расчет производится многократно, отдельно для каждого варианта соединения, вида применяемой сварки и конструкционного материала. Только в случае правильного расчета можно получить надежное соединение.
svaring.com
Основные виды сварных соединений и швов
Приветствую вас, уважаемые читатели. В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов. Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными, хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.
Сварные соединения и швы классифицируются по нескольким признакам
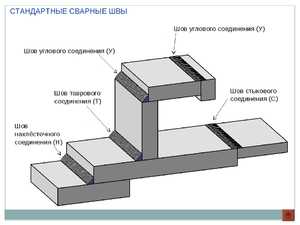
Существует ряд типов сварных швов в зависимости от вида соединения:
- – шов стыкового соединения
- – шов таврового соединения
- – шов нахлесточного соединения
- – шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
- – Односторонним
- – Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
- – Без скоса кромок
- – Со скосом кромок
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение – процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединение
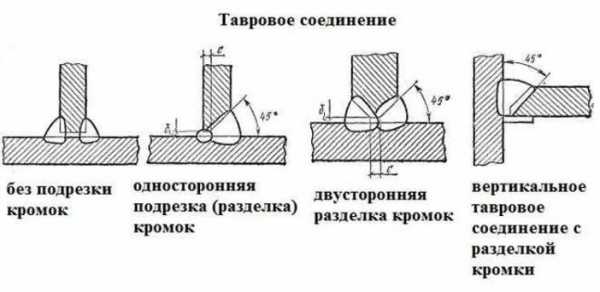
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т». Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
Некоторые советы по сварке таврового соединения:
- 1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу. Как это показано ниже:
- 2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки.
Сварка “в лодочку” используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.
- 3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны. Подробнее о сварочном процессе Rapid Weld можно ознакомиться здесь. О сварочном оборудовании для односторонней сварки таврового шва с обратным вормированием валика можно узнать в разделе “сварочный полуавтомат QINEO TRONIC PULSE”
Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон. Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости:
- – нормальные
- – выпуклые
- – вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки. Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Типы соединений по положению в пространстве:
- – нижнее
- – горизонтальное
- – вертикальное
- – потолочное
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени протяженности:
- – сплошные (непрерывные)
- – прерывистые
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
Надеюсь, данная информация по типам сварных швов и соединений будет полезна вам и поможет увеличить качество и производительность ваших сварных конструкций при проектировании. А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание, читайте также другие статьи.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
www.smart2tech.ru
Основные типы сварных соединений :: BusinessMan.ru
Сварка металла применяется во многих отраслях промышленности. От того, как проведены эти работы, зависит долговечность любой конструкции. На качество сварки влияет то, насколько правильно подобран тип соединения и шов. Существует целый ряд классификаций и видов стыков. Следует рассмотреть основные типы, элементы сварных соединений.
Меры безопасности
Сварка является опасным видом деятельности для здоровья и жизни человека. Поэтому без применения средств индивидуальной защиты при таких работах не обойтись. Сварка сопровождается целым рядом вредных факторов: излучение, газы, расплавленные капли металла. Поэтому потребуется следующий комплект СИЗ:
- Костюм. Производится из брезентовых тканей.
- Ботинки сварщика или сапоги. При этом шнурки должны быть закрытыми.
- Очки, маска сварщика.
- Респиратор от сварочных газов.
- Рукавицы брезентовые.
Как видим, понадобится достаточно серьёзный комплект. Но именно он поможет уберечься от ожогов, потери зрения, отравления. Поэтому его использование является необходимым.
Определение сварки
Очень часто на стройке или производстве требуется неразъёмным образом соединить металлические плоскости, детали. Для этого и применяется сварка, в процессе которой образуется шов. Такой стык становится неразъёмным за счёт процесса оплавления самого металла и присадочных материалов (электродов). Основные типы сварных соединений состоят из самого шва, зоны сплавления, участка термического влияния, прилегающего материала. Детали стыкуются на межмолекулярном или межатомном уровне под действием высоких температур. Бывают разные типы сварных соединений. ГОСТ 5264-80 содержит подробную информацию о каждом из них. Ниже мы рассмотрим всё это более подробно.
Стыковое
Этот вид является самым популярным. Он применяется повсеместно. Причём сварка может осуществляться с любым видом кромок. Может быть односторонней и двухсторонней, со съёмной подкладкой, несъёмной и без неё. Применяется для следующих вариантов кромок: отбортовки двух деталей или одной, без неё, а также при отсутствии скоса кромок. Но это ещё не всё. Кромка также может быть замковой, с односторонними и двусторонними, симметричными и несимметричными, криволинейными и ломаными скосами и так далее. Стыковые типы сварных соединений отличаются многообразием и универсальностью. Важно соблюсти технологию работ, чтобы получить качественный шов.
Угловое
Это стыкование деталей используется при работе с угловыми элементами конструкций. Порой возникает сложность со сцеплением труднодоступных мест. Поэтому есть некоторое ограничение по кромкам, которые необходимо стыковать. Сварка может быть односторонней и двухсторонней. Применяется для следующих видов кромок:
- Без скоса.
- С отбортовкой одного края.
- С односторонним и двусторонним скосом.
- Со скосом обеих кромок.
Как видно, ряд стыковочных элементов отпадает в связи со сложностью или невозможностью их скрепить, используя угловые типы сварных соединений.
Тавровое
Такой тип в разрезе выглядит как Т-образное соединение деталей. Но оно же характерно для деталей, при соединении которых был использован небольшой угол наклона одной поверхности к другой. Сварка может быть односторонней и двухсторонней. При работе с таким стыкованием подготавливают следующий ряд кромок:
- Без скоса.
- С односторонним и двусторонним вариантом на одной кромке При этом они могут быть симметричными и несимметричными.
- С криволинейным односторонним и двусторонним скосом одной плоскости.
Тавровые типы сварных соединений также позволяют работать с ограниченным видом плоскостей.
Нахлесточное и торцевое соединение
Первое стыкование применяется в случаях, когда требуется скрепить детали внахлест. Кромкам без скосов отдают предпочтение мастера, используя этот тип. Вид сварного соединения, торцевой, применяется редко. Но всё же его выделяют в отдельную группу. Таким способом соединяют торцевые стороны деталей. Помните, что для каждого стыка может применяться различный вид шва. Для удобства работы с таблицей, в которой прописаны все типы сварных соединений, ГОСТ ввёл их буквенное обозначение. Каждому сварщику стоит ознакомиться с их основными характеристиками.
Классификации швов
Существует несколько вариантов классификаций:
- По расположению относительно поверхности – односторонние и двухсторонние.
- По назначению – рабочие (эксплуатация сварных поверхностей под нагрузкой), нерабочие (без неё).
- По протяжённости – короткие (до 250 мм), средние (до 1 м), длинные (свыше метра).
- По конфигурации – прямолинейные, криволинейные.
- По ширине – ниточные (ширина равна диаметру электродов или она является существенно меньшей), уширенные (получаются при колебательных движениях электродов).
Типы сварных швов и соединений имеют ещё несколько классификаций, которые следует рассмотреть подробно.
По положению в пространстве
Эта классификация выделяет следующие положения:
- Нижнее. Угол работ относительно горизонта – от 0 до 60°.
- Вертикальное. Угол относительно земли – от 60 до 120°.
- Потолочное. Угол работы лежит в диапазоне от 120 до 180°.
Положение в пространстве может влиять и на качество шва, и на выбор вида стыкования.
По степени непрерывности
Выделяют следующие типы сварных швов и соединений при такой классификации: непрерывные (не имеют промежутков по всей своей длине) прерывистые (выполняются с прерываниями). Второй вариант характерен больше для угловых и тавровых стыков.  Прерывистые, в свою очередь, могут быть:
Прерывистые, в свою очередь, могут быть:
- Цепными, когда с обеих сторон делаются одинаковые прерывистые цепочки швов.
- Шахматными, когда швы с одной и другой стороны наносятся со сдвигом относительно друг друга.
- Точечными. Выполняются точками в шахматном порядке с двух сторон.
Непрерывные швы выдерживают большую нагрузку. Они меньше подвержены коррозии, поэтому для рабочих поверхностей чаще применяют именно их.
По типу получаемого сварного соединения
Эта классификация выделяет следующие виды швов:
- Стыковой.
- Угловой. Применяется в тавровых, стыковочных, угловых соединениях.
- Проплавной. Характерен для тавровых и нахлесточных стыков. При этом толщина поверхностей должна быть не более 10 мм.
- Электрозаклепочные. Также применяются для тавровых и нахлесточных соединений. Сначала сверлится первая поверхность. Через неё сваркой прихватывают вторую. Если же толщина первой поверхности не более 3 мм, её не сверлят. Такие листы пробиваются сваркой. Конструкции получаются прочными, но неплотными.
- Торцевые. Применяются для сцепления боковых поверхностей частей (торцов).
Как видим, типы сварных швов и соединений взаимосвязаны по такой классификации. Они имеют даже ряд одинаковых названий.
По профильным данным сечения
Если любое стыковое соединение разрезать, то можно точно определить вид шва по этой классификации:
- Выпуклый. Применяется для изделий, испытывающих статическую нагрузку. Считается усиленным. При выполнении такого шва используется большое количество электродов.
- Вогнутый. Характерен для конструкций с динамической и знаковопеременной нагрузкой. Считается ослабленным.
- Нормальный. Рекомендуется применение, как и для вогнутого.
Тавровые и угловые типы сварных соединений подразумевают ещё одну разновидность шва – специального. Если рассмотреть его в разрезе, то будет видно, что один из катетов будет больше, т. е. получается неравнобедренный треугольник. Используется для изделий с переменной нагрузкой. Снижает напряжение.
По направлению прилагаемых усилий
Эта классификация связана с технологией сварки. Итак, швы бывают:
- Продольные. Усилие направляется вдоль оси шва.
- Поперечные. Направление усилия поперёк.
- Комбинированные. Иногда конструкции требуют сочетание нескольких видов усилий. Например, и поперечных, и продольных.
- Косые. Усилие прилагается под углом.
По количеству слоёв
Выделяют всего два вида швов в разрезе этой классификации: однослойные и многослойные. Кроме того, они бывают однопроходными и многопроходными. Если с первым вариантом всё понятно, то для второго характерно наличие нескольких новых определений:
- Проход. Простыми словами, это разовое прохождение по месту сцепления сваркой.
- Валик. Так именуют часть оплавленного металла, полученного при одном проходе. Кстати, слой шва может состоять из одного или нескольких валиков, выполненных на одном уровне.
- Корень шва. Это наиболее удалённый валик от облицовочного уровня.
Многослойный, многопроходный тип шва сварного соединения применяют для сцепления толстых материалов и уменьшения зоны нагрева. Эта же классификация выделила дополнительные типы сварных швов и соединений. ГОСТ их обозначил как:
- Подварочный. Меньшая часть подготовительного двустороннего шва. Выполняется для того, чтобы предотвратить прожог при выполнении других уровней. Или в последнюю очередь наносится в корень шва.
- Облицовочный. Само название говорит за себя. Выполняется для лицевой части многоуровневого шва. Улучшает внешний вид.
Многорядные швы обычно являются сложными. Они требуют аккуратности и профессионализма.
Недопустимые погрешности
Типы сварных соединений и виды сварных швов следует выполнять согласно технологии.  Качество работ напрямую связано с дальнейшей эксплуатацией изделий, конструкций. Нельзя допускать при сварке следующие погрешности:
Качество работ напрямую связано с дальнейшей эксплуатацией изделий, конструкций. Нельзя допускать при сварке следующие погрешности:
- Подрез, прожог. Образуется при длительном тепловом воздействии на одну точку.
- Непровар. Недостаточно долгое тепловое воздействие, в результате которого образуется плохо зачищенное основание. Конструкция получается ненадёжной.
- Шлаковые вкрапления. Могут появляться из-за некачественных электродов.
- Поры. Образуются в результате появления брызг раскалённого металла. Следует отрегулировать температуру сварки.
- Трещины. Могут появляться при стыковке разных видов металла. У них может различаться температура плавления.
- Полости. Образование под наплывом пустот. Это чревато при эксплуатации появлением трещин.
- Несплавление. Причины: недостаточная температура для сварки, плохо зачищенная поверхность, непровар.
Всё это может в дальнейшем сказаться на качестве металлоконструкций, изделий.
Контроль качества
Выполнение сварочных работ требует контроля качества. Осуществить его можно несколькими способами:
- Визуальный осмотр. Поможет обнаружить видимые погрешности: поры, трещины, шлаковые вкрапления.
- Обмер. С помощью измерительных приборов контролируется длина и ширина шва. Проверяется соответствие с техническим заданием и ГОСТом.
- Испытание на герметичность. Требуется при некоторых видах конструкций. Проверяется оно с помощью специальной опрессовки.
- Контрольно-измерительными приборами. Новые технологии нашли своё применение и в этой сфере.
- Лабораторные исследования. Проверяется физическими и химическими реакциями.
Конечно же, качество работ зависит от опыта и квалификации самого сварщика.  Он легко определит возможность выполнения того или иного вида работ, совместимость материала, подберёт нужное соединение и шов и выполнит работы на должном уровне. Хороший сварщик всегда был и будет в цене. Но этому учатся и теоретически, и практически. У некоторых уходят на это годы.
Он легко определит возможность выполнения того или иного вида работ, совместимость материала, подберёт нужное соединение и шов и выполнит работы на должном уровне. Хороший сварщик всегда был и будет в цене. Но этому учатся и теоретически, и практически. У некоторых уходят на это годы.
Заключение
Как уже оговаривалось ранее, сварка – сложный технологический процесс, требующий профессиональных навыков и знаний. Также не следует забывать и о средствах индивидуальной защиты. Они помогут избежать ожога роговицы глаза, пагубного для кожи термического воздействия. Если требуется применить сварку для сложных конструкций, лучше довериться профессионалу.  А всё потому, что от качества проведённых работ в дальнейшем будет зависеть надёжность самой конструкции. Для приобретения опыта лучше начинать с несложных изделий. При этом следует точно соблюдать технологию сварочных работ и технику безопасности. Следует понимать, что и подготовка кромки играет немаловажную роль. Поэтому следует тщательно зачищать поверхность перед началом работ. Также по их окончании следует очищать шов от шлака. Иногда он получается неровным. Это нельзя увидеть за слоем шлака, что остался от электрода. Итак, мы выяснили основные типы сварных швов и соединений.
А всё потому, что от качества проведённых работ в дальнейшем будет зависеть надёжность самой конструкции. Для приобретения опыта лучше начинать с несложных изделий. При этом следует точно соблюдать технологию сварочных работ и технику безопасности. Следует понимать, что и подготовка кромки играет немаловажную роль. Поэтому следует тщательно зачищать поверхность перед началом работ. Также по их окончании следует очищать шов от шлака. Иногда он получается неровным. Это нельзя увидеть за слоем шлака, что остался от электрода. Итак, мы выяснили основные типы сварных швов и соединений.
businessman.ru