Тиски гост – ГОСТ 4045-75 Тиски слесарные с ручным приводом. Технические условия (с Изменениями N 1, 2, 3)
alexxlab | 29.04.2019 | 0 | Вопросы и ответы
ГОСТ 4045-75 Тиски слесарные с ручным приводом. Технические условия
Название англ.: Vise with hand driwes. SpecificationsСодержание госта: Настоящий стандарт распространяется на слесарные тиски с ручным приводом с шириной губок от 63 до 200 мм, изготовляемые для нужд народного хозяйства и для экспорта. Стандарт не распространяется на слесарные тиски быстросъемные с устройством для крепления типа струбцины, эксцентрика, пневмоприсоса и т. п.





Похожие документы
- ГОСТ 7890-93 Краны мостовые однобалочные подвесные. Технические условия
- ГОСТ ИСО 10816-3-2002 Вибрация. Контроль состояния машин по результатам измерений вибрации на невращающихся частях. Часть 3. Промышленные машины номинальной мощностью более 15 кВт и номинальной скоростью от 120 до 15000 мин в ст. минус 1
- ГОСТ Р 52659-2006 Нефть и нефтепродукты. Методы ручного отбора проб
- ГОСТ Р 52726-2007 Разъединители и заземлители переменного тока на напряжение свыше 1 кВ и приводы к ним. Общие технические условия
- ГОСТ 12.2.118-2006 Ножницы. Требования безопасности
- ГОСТ ЕН 1005-2-2005 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами
znaytovar.ru
ГОСТ 28241-89 Тиски ручные. Технические условия
ГОСТ 28241-89
Группа Г24
МКС 25.140.30
ОКП 39 2681
Дата введения 1991-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.08.89 N 2618
3. ВЗАМЕН ГОСТ 7226-72 и ГОСТ 17430-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ. Июль 2006 г.
Настоящий стандарт распространяется на ручные тиски, предназначенные для мелких слесарных работ, изготовляемые для нужд народного хозяйства и экспорта.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Ручные тиски должны изготовляться трех типов:
1 – шарнирные;
2 – с коническим креплением;
3 – пружинные.
Тиски типа 1 должны изготовляться трех исполнений:
1 – без струбцины-наковальни;
2 – со съемной струбциной-наковальней;
3 – с несъемной струбциной-наковальней.
1.2. Основные размеры тисков типа 1 исполнения 1 должны соответствовать указанным на черт.1 и в табл.1, типа 1 исполнений 2 и 3 – на черт.2 и в табл.2, типа 2 – на черт.3 и в табл.3, типа 3 – на черт.4 и в табл.4.
Черт.1-4 не определяют конструкцию.
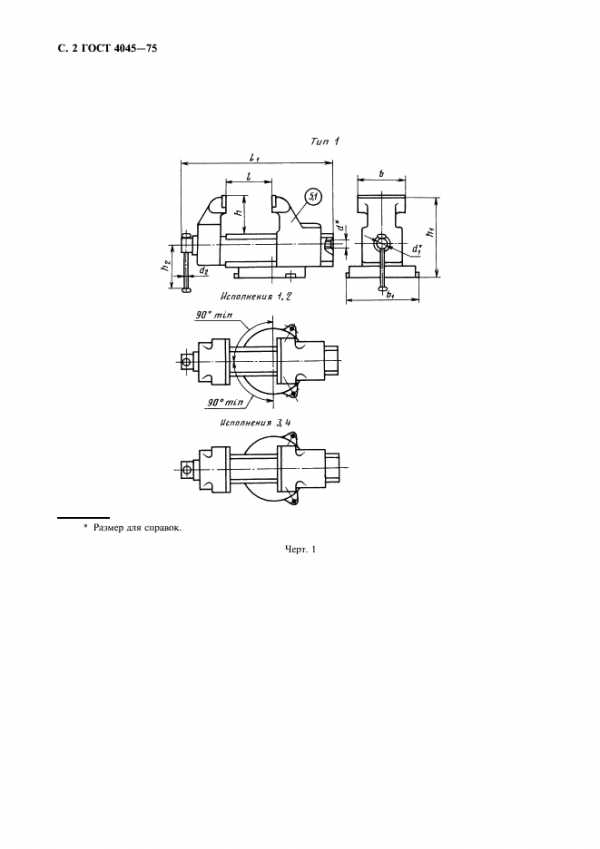
Черт.1. Тип 1. Исполнение 1
Тип 1
________________
* Размеры для справок.
Черт.1
Таблица 1
мм
Обозначение тисков | Приме- | ±0,5 | Раскрытие губок, не менее | ||||||
7827-0031 | 36 | 28 | 36 | 70 | 27 | 100 | 60 | M8 | |
7827-0032 | 40 | 30 | 40 | 75 | 31 | 125 | 80 | M10 | |
7827-0033 | 45 | 40 | 45 | 90 | 40 | 150 | 95 | ||
7827-0035 | 50 | 50 | 50 | 105 | 44 | 170 | 110 | M12 | |
7827-0037 | 56 | 55 | 55 | 112 | 48 | 180 | 115 | M16 |
Черт.2. Тип 1. Исполнение 2, 3
Тип 1
Черт.2
Таблица 2
мм
Обозначение тисков | Приме- | Испол- | ±0,5 | ||||||
7827-0061 | 2 | 45 | 160 | 166 | 35,0 | 48,5 | 25 | 27 | |
7827-0062 | 3 | 148 | 27,0 | 40,0 | 16 | 20 | |||
7827-0063 | 2 | 50 | 176 | 170 | 38,5 | 51,5 | – | – | |
7827-0064 | 3 | ||||||||
7827-0065 | 2 | 56 | 181 | 180 | 43,0 | 52,0 | – | – | |
7827-0066 | 3 |
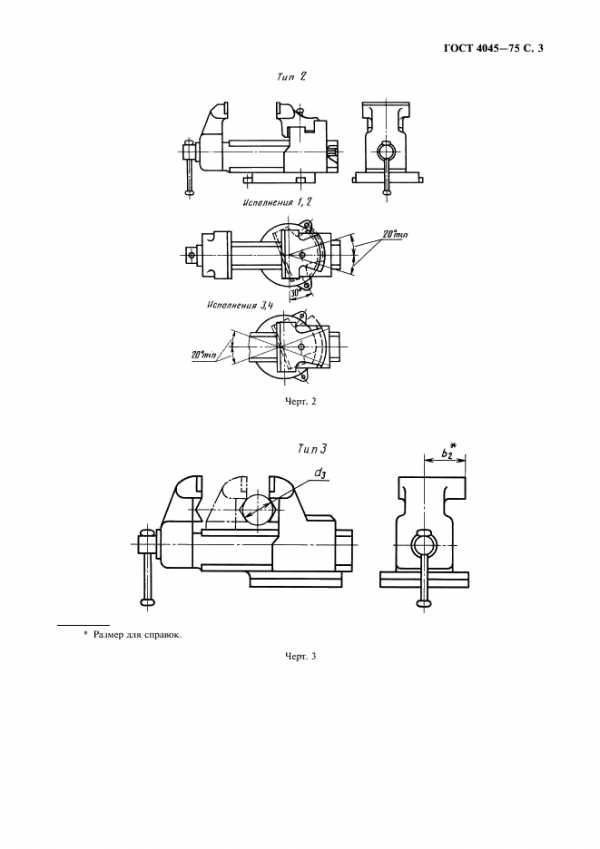
Черт.3. Тип 2
Тип 2
________________
* Размеры для справок.
Черт.3
Примечание. Размеры 16 и даны без учета толщины изоляционных и декоративных рукояток, лакокрасочных, резиновых, пластмассовых и других полимерных покрытий.
Таблица 3
мм
Обозначение тисков | Применяемость | ±0,5 | Раскрытие губок, не менее | |||
7827-0055 | 8 | 4 | 16 | 110 | М6 | |
7827-0041 | 16 | 7 | 34 | 125 | М8 |
Черт.4. Тип 3
Тип 3
________________
* Размеры для справок.
Черт.4
Таблица 4
мм
Обозначение тисков | Приме- | ±0,5 | Раскрытие губок, не менее | |||||||
7827-0051 | 6 | 5,5 | 11 | 22 | 12 | 110 | 40 | M4 | 2,5 | |
7827-0052 | 10 | 6,5 | 13 | 25 | 16 | 125 | 46 | M4 | 2,5 | |
7827-0053 | 16 | 15 | 27 | 20 | 140 | 52 | M5 | 3,0 | ||
7827-0054 | 20 | 7,0 | 15 | 27 | 22 | 140 | 64 | M5 | 3,5 |
Пример условного обозначения ручных тисков типа 3, с шириной губок 16 мм, с покрытием Х9:
Тиски 7827-0053 Х9 ГОСТ 28241-89
1.3. Предельные отклонения размеров, указанных в табл.1-4 кроме и : h26, h26, .
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ручные тиски должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, а для продажи через розничную торговую сеть – и по образцам, утвержденным в установленном порядке.
2.2. Корпус, наковальня тисков типа 1, губки и рукоятки тисков типа 2 должны быть изготовлены из стали 45 по ГОСТ 1050 или 45Л по ГОСТ 977; корпус тисков типа 3 – из стали 65Г по ГОСТ 14959.
Твердость губок, наковальни тисков типа 1 должна быть не менее 46,5 HRC; губок тисков типов 2 и 3 и рукоятки тисков типа 2 на длине конуса – не менее 40 HRC.
Примечания:
1. Допускается применять стали других марок с физико-механическими свойствами в термически обработанном состоянии не ниже чем в указанных марках стали.
2. Допускается изготовление рукоятки из полистирола по ГОСТ 20282, его сополимеров, из полиакрилатов или из других материалов по технической документации, утвержденной в установленном порядке.
2.3. Губки тисков типов 1 и 2 должны легко без заеданий раскрываться.
2.4. Допуск прямолинейности верхних кромок рабочих поверхностей губок по линиям, проходящим через вершины зубьев рифлений – 0,1 мм.
Допуск параллельности верхних кромок рабочих поверхностей губок тисков на длине рабочего хода: 1 мм – 0,1 мм, 2/3 величины раскрытия губок – 0,2 мм.
2.5. Относительное смещение верхних кромок рабочих поверхностей губок при закрытых тисках не должно быть более 0,2 мм.
2.6. Пружины тисков типов 1 и 2 и корпус тисков типа 3 должны обеспечивать раскрытие губок на величину, указанную в таблицах.
2.7. На рабочей поверхности губок тисков должны быть нанесены рифления по ГОСТ 21474 с шагом 1…1,6 мм для тисков типа 1 и 0,8…1 мм для тисков типов 2 и 3.
Допускается по согласованию с потребителем губки тисков типов 2 и 3 изготовлять без рифлений.
2.8. Резьба в деталях тисков должна быть выполнена по ГОСТ 24705. Допуски на резьбу – 8h и 7Н по ГОСТ 16093.
2.9. Детали тисков должны иметь одно из защитно-декоративных покрытий, указанных в табл.5.
Таблица 5
Группа условий эксплуатации по ГОСТ 9.303 | Защитно-декоративные покрытия | Обозначение по ГОСТ 9.306 (по ГОСТ 9.032) |
1 | Хромовое с толщиной 9 мкм | Х9 |
Окисное с промасливанием | Хим. Окс. прм | |
Окисное | ||
2-4 | Цинковое толщиной 15 мкм, хроматированное | Ц15 хр. |
Фосфатное с последующей окраской наружных поверхностей тисков (кроме резьб) нитроглифталевой эмалью НЦ-132 или пентафталевой эмалью ПФ-115 разных цветов по IV классу с покрытием осветленных головок губок лаков | ||
5-8 | Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом, толщиной 14 мкм и никеля, нанесенного тем же способом толщиной 7 мкм | Н14. Н7., X1. |
Кадмиевое толщиной 21 мкм, хроматированное | Кд.21.хр. |
Примечания:
1. Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.303, ГОСТ 9.306 и ГОСТ 9.032 по защитно-декоративным свойствам, не уступающие указанным в табл.5.
2. Для деталей, имеющих резьбу, защитно-декоративное покрытие – по ГОСТ 9.303.
3. Допускается по согласованию с потребителем осветлять поверхности деталей с последующим нанесением на них лака или временной противокоррозионной защиты по ГОСТ 18088.
2.10. Рабочая плоскость струбцины-наковальни должна быть параллельна опорной плоскости прижимной части корпуса и перпендикулярна оси прижимного болта. Допуск параллельности – 0,75 мм.
2.11. Шероховатость наружных поверхностей губок тисков типов 1-3, рабочих поверхностей губок тисков типов 2 и 3, выполненных без рифлений, а также рабочей плоскости наковальни должна быть не более 3,2 мкм; конуса рукоятки и сопрягаемых с ним поверхностей губок тисков типа 2 – не более 1,6 мкм, остальных поверхностей деталей тисков типа 1 – не более 6,3 мкм, типов 2 и 3 – не более 3,2 мкм по ГОСТ 2789.
Шероховатость наружных поверхностей под покрытие эмалью допускается не более предыдущего значения в ряду шероховатости.
2.12. Технические требования к качеству покрытий тисков – по ГОСТ 9.301 и ГОСТ 9.032.
2.13. Тиски типа 1 должны выдерживать испытательные крутящие моменты, указанные в табл.6, а тиски типа 2 должны выдерживать испытательный крутящий момент, равный 7,0 Н·м (0,7 кгс·м).
Таблица 6
Ширина губок, мм | Испытательный крутящий момент Н·м (кгс·м) |
36; 40 | 14,7 (1,5) |
45 | 24,5 (2,5) |
50; 56 | 29,4 (3,0) |
2.14. На тисках должна быть четко нанесена маркировка, содержащая:
а) товарный знак предприятия-изготовителя;
б) обозначение тисков.
Допускается цену и обозначение тисков, предназначенных для продажи через розничную торговую сеть, проставлять на индивидуальной упаковке.
2.15. Упаковка тисков и остальные требования к маркировке – по ГОСТ 18088.
3. ПРИЕМКА
Приемка тисков – по ГОСТ 26810.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль размеров, шага насечки и измерение допусков параллельности и перпендикулярности рабочей плоскости наковальни должны проводиться универсальными измерительными средствами или специальными шаблонами.
4.2. Контроль твердости закаленных частей деталей тисков должен проводиться по ГОСТ 9013.
4.3. Отсутствие заеданий и легкость хода губок тисков относительно шарнира проверяют вручную.
4.4. Проверка тисков на соответствие требованиям п.2.4 должна производиться в следующем порядке:
Контроль прямолинейности верхних кромок рабочих поверхностей осуществляется с помощью поверочной лекальной линейки и щупа. При контроле щуп толщиной 0,1 мм не должен проходить в просвет между рабочей поверхностью линейки и контролируемой кромкой.
Отклонение от параллельности верхних кромок рабочих поверхностей на длине рабочего хода определяют как разность расстояний между кромками, измеренными в крайних сечениях губок при последовательном зажиме двух вставок разной толщины, закаленных до 49…53 HRC.
Толщина вставок должна быть равна 1 мм или 2/3 от максимальной величины раскрытия губок. Ширина вставок не должна быть больше 1/6 ширины губок.
Допуск параллельности граней вставок 0,01 мм.
Допуск параллельности верхних кромок губок измеряется с помощью штангенциркуля или щупа в крайних точках тисков.
4.5. Относительное смещение верхних кромок губок проверяют при закрытых тисках универсальными измерительными средствами или специальным шаблоном.
4.6. Резьба и допуски на резьбу должны проверяться микрометром со вставками для измерения метрических и дюймовых резьб по ГОСТ 4380 или резьбовыми калибрами.
4.7. Шероховатость поверхностей ручных тисков проверяют сравнением с образцами шероховатости поверхностей по ГОСТ 9378 или с образцовыми инструментами, имеющими параметры шероховатости не более установленных в п.2.11.
4.8. Качество гальванических покрытий проверяют по ГОСТ 9.302, лакокрасочных – по ГОСТ 22133, ГОСТ 9.032.
4.9. Пружины тисков типов 1 и 2 проверяют многократным сжатием губок до их касания (не менее 20 раз), после этого пружины не должны иметь остаточной деформации.
4.10. Испытания тисков на прочность проводят путем зажима стального бруска, имеющего размеры, равные ширине губок и 2/3 максимальной величины раскрытия губок соответствующего типоразмера тисков, при трехкратном приложении к тискам крутящих моментов, указанных в п.2.13.
После испытаний тиски не должны иметь остаточных деформаций и должны быть пригодны для дальнейшей работы.
4.11. Рабочие элементы струбцины-наковальни должны испытываться на прочность сгибанием на ней под углом 90° полосы из стали марки 20 по ГОСТ 1050 размером 2х30 мм, расположенной на плоской части наковальни, и загибанием ее на конусной части наковальни по максимальному радиусу конуса.
Испытания должны проводиться молотком массой 200 г. После испытаний не должно быть вмятин, выкрошенных мест на поверхностях наковальни и конусов, а также повреждений прижимного болта, шайбы и других дефектов струбцины-наковальни. Качание тисков в струбцине-наковальне не допускается.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение тисков – по ГОСТ 18088.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие тисков требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения и транспортирования.
6.2. Гарантийный срок эксплуатации тисков – 9 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления – со дня получения потребителем.
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
М.: Стандартинформ, 2006
docs.cntd.ru
ГОСТ 28241-89 Тиски ручные. Технические условия, ГОСТ от 23 августа 1989 года №28241-89
ГОСТ 28241-89
Группа Г24
МКС 25.140.30
ОКП 39 2681
Дата введения 1991-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.08.89 N 2618
3. ВЗАМЕН ГОСТ 7226-72 и ГОСТ 17430-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ. Июль 2006 г.
Настоящий стандарт распространяется на ручные тиски, предназначенные для мелких слесарных работ, изготовляемые для нужд народного хозяйства и экспорта.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Ручные тиски должны изготовляться трех типов:
1 – шарнирные;
2 – с коническим креплением;
3 – пружинные.
Тиски типа 1 должны изготовляться трех исполнений:
1 – без струбцины-наковальни;
2 – со съемной струбциной-наковальней;
3 – с несъемной струбциной-наковальней.
1.2. Основные размеры тисков типа 1 исполнения 1 должны соответствовать указанным на черт.1 и в табл.1, типа 1 исполнений 2 и 3 – на черт.2 и в табл.2, типа 2 – на черт.3 и в табл.3, типа 3 – на черт.4 и в табл.4.
Черт.1-4 не определяют конструкцию.
Черт.1. Тип 1. Исполнение 1
Тип 1
________________
* Размеры для справок.
Черт.1
Таблица 1
мм
Обозначение тисков | Приме- | ±0,5 | Раскрытие губок, не менее | ||||||
7827-0031 | 36 | 28 | 36 | 70 | 27 | 100 | 60 | M8 | |
7827-0032 | 40 | 30 | 40 | 75 | 31 | 125 | 80 | M10 | |
7827-0033 | 45 | 40 | 45 | 90 | 40 | 150 | 95 | ||
7827-0035 | 50 | 50 | 50 | 105 | 44 | 170 | 110 | M12 | |
7827-0037 | 56 | 55 | 55 | 112 | 48 | 180 | 115 | M16 |
Черт.2. Тип 1. Исполнение 2, 3
Тип 1
Черт.2
Таблица 2
мм
Обозначение тисков | Приме- | Испол- | ±0,5 | ||||||
7827-0061 | 2 | 45 | 160 | 166 | 35,0 | 48,5 | 25 | 27 | |
7827-0062 | 3 | 148 | 27,0 | 40,0 | 16 | 20 | |||
7827-0063 | 2 | 50 | 176 | 170 | 38,5 | 51,5 | – | – | |
7827-0064 | 3 | ||||||||
7827-0065 | 2 | 56 | 181 | 180 | 43,0 | 52,0 | – | – | |
7827-0066 | 3 |
Черт.3. Тип 2
Тип 2
________________
* Размеры для справок.
Черт.3
Примечание. Размеры 16 и даны без учета толщины изоляционных и декоративных рукояток, лакокрасочных, резиновых, пластмассовых и других полимерных покрытий.
Таблица 3
мм
Обозначение тисков | Применяемость | ±0,5 | Раскрытие губок, не менее | |||
7827-0055 | 8 | 4 | 16 | 110 | М6 | |
7827-0041 | 16 | 7 | 34 | 125 | М8 |
Черт.4. Тип 3
Тип 3
________________
* Размеры для справок.
Черт.4
Таблица 4
мм
Обозначение тисков | Приме- | ±0,5 | Раскрытие губок, не менее | |||||||
7827-0051 | 6 | 5,5 | 11 | 22 | 12 | 110 | 40 | M4 | 2,5 | |
7827-0052 | 10 | 6,5 | 13 | 25 | 16 | 125 | 46 | M4 | 2,5 | |
7827-0053 | 16 | 15 | 27 | 20 | 140 | 52 | M5 | 3,0 | ||
7827-0054 | 20 | 7,0 | 15 | 27 | 22 | 140 | 64 | M5 | 3,5 |
Пример условного обозначения ручных тисков типа 3, с шириной губок 16 мм, с покрытием Х9:
Тиски 7827-0053 Х9 ГОСТ 28241-89
1.3. Предельные отклонения размеров, указанных в табл.1-4 кроме и : h26, h26, .
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ручные тиски должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, а для продажи через розничную торговую сеть – и по образцам, утвержденным в установленном порядке.
2.2. Корпус, наковальня тисков типа 1, губки и рукоятки тисков типа 2 должны быть изготовлены из стали 45 по ГОСТ 1050 или 45Л по ГОСТ 977; корпус тисков типа 3 – из стали 65Г по ГОСТ 14959.
Твердость губок, наковальни тисков типа 1 должна быть не менее 46,5 HRC; губок тисков типов 2 и 3 и рукоятки тисков типа 2 на длине конуса – не менее 40 HRC.
Примечания:
1. Допускается применять стали других марок с физико-механическими свойствами в термически обработанном состоянии не ниже чем в указанных марках стали.
2. Допускается изготовление рукоятки из полистирола по ГОСТ 20282, его сополимеров, из полиакрилатов или из других материалов по технической документации, утвержденной в установленном порядке.
2.3. Губки тисков типов 1 и 2 должны легко без заеданий раскрываться.
2.4. Допуск прямолинейности верхних кромок рабочих поверхностей губок по линиям, проходящим через вершины зубьев рифлений – 0,1 мм.
Допуск параллельности верхних кромок рабочих поверхностей губок тисков на длине рабочего хода: 1 мм – 0,1 мм, 2/3 величины раскрытия губок – 0,2 мм.
2.5. Относительное смещение верхних кромок рабочих поверхностей губок при закрытых тисках не должно быть более 0,2 мм.
2.6. Пружины тисков типов 1 и 2 и корпус тисков типа 3 должны обеспечивать раскрытие губок на величину, указанную в таблицах.
2.7. На рабочей поверхности губок тисков должны быть нанесены рифления по ГОСТ 21474 с шагом 1…1,6 мм для тисков типа 1 и 0,8…1 мм для тисков типов 2 и 3.
Допускается по согласованию с потребителем губки тисков типов 2 и 3 изготовлять без рифлений.
2.8. Резьба в деталях тисков должна быть выполнена по ГОСТ 24705. Допуски на резьбу – 8h и 7Н по ГОСТ 16093.
2.9. Детали тисков должны иметь одно из защитно-декоративных покрытий, указанных в табл.5.
Таблица 5
Группа условий эксплуатации по ГОСТ 9.303 | Защитно-декоративные покрытия | Обозначение по ГОСТ 9.306 (по ГОСТ 9.032) |
1 | Хромовое с толщиной 9 мкм | Х9 |
Окисное с промасливанием | Хим. Окс. прм | |
Окисное | ||
2-4 | Цинковое толщиной 15 мкм, хроматированное | Ц15 хр. |
Фосфатное с последующей окраской наружных поверхностей тисков (кроме резьб) нитроглифталевой эмалью НЦ-132 или пентафталевой эмалью ПФ-115 разных цветов по IV классу с покрытием осветленных головок губок лаков | ||
5-8 | Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом, толщиной 14 мкм и никеля, нанесенного тем же способом толщиной 7 мкм | Н14. Н7., X1. |
Кадмиевое толщиной 21 мкм, хроматированное | Кд.21.хр. |
Примечания:
1. Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.303, ГОСТ 9.306 и ГОСТ 9.032 по защитно-декоративным свойствам, не уступающие указанным в табл.5.
2. Для деталей, имеющих резьбу, защитно-декоративное покрытие – по ГОСТ 9.303.
3. Допускается по согласованию с потребителем осветлять поверхности деталей с последующим нанесением на них лака или временной противокоррозионной защиты по ГОСТ 18088.
2.10. Рабочая плоскость струбцины-наковальни должна быть параллельна опорной плоскости прижимной части корпуса и перпендикулярна оси прижимного болта. Допуск параллельности – 0,75 мм.
2.11. Шероховатость наружных поверхностей губок тисков типов 1-3, рабочих поверхностей губок тисков типов 2 и 3, выполненных без рифлений, а также рабочей плоскости наковальни должна быть не более 3,2 мкм; конуса рукоятки и сопрягаемых с ним поверхностей губок тисков типа 2 – не более 1,6 мкм, остальных поверхностей деталей тисков типа 1 – не более 6,3 мкм, типов 2 и 3 – не более 3,2 мкм по ГОСТ 2789.
Шероховатость наружных поверхностей под покрытие эмалью допускается не более предыдущего значения в ряду шероховатости.
2.12. Технические требования к качеству покрытий тисков – по ГОСТ 9.301 и ГОСТ 9.032.
2.13. Тиски типа 1 должны выдерживать испытательные крутящие моменты, указанные в табл.6, а тиски типа 2 должны выдерживать испытательный крутящий момент, равный 7,0 Н·м (0,7 кгс·м).
Таблица 6
Ширина губок, мм | Испытательный крутящий момент Н·м (кгс·м) |
36; 40 | 14,7 (1,5) |
45 | 24,5 (2,5) |
50; 56 | 29,4 (3,0) |
2.14. На тисках должна быть четко нанесена маркировка, содержащая:
а) товарный знак предприятия-изготовителя;
б) обозначение тисков.
Допускается цену и обозначение тисков, предназначенных для продажи через розничную торговую сеть, проставлять на индивидуальной упаковке.
2.15. Упаковка тисков и остальные требования к маркировке – по ГОСТ 18088.
3. ПРИЕМКА
Приемка тисков – по ГОСТ 26810.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль размеров, шага насечки и измерение допусков параллельности и перпендикулярности рабочей плоскости наковальни должны проводиться универсальными измерительными средствами или специальными шаблонами.
4.2. Контроль твердости закаленных частей деталей тисков должен проводиться по ГОСТ 9013.
4.3. Отсутствие заеданий и легкость хода губок тисков относительно шарнира проверяют вручную.
4.4. Проверка тисков на соответствие требованиям п.2.4 должна производиться в следующем порядке:
Контроль прямолинейности верхних кромок рабочих поверхностей осуществляется с помощью поверочной лекальной линейки и щупа. При контроле щуп толщиной 0,1 мм не должен проходить в просвет между рабочей поверхностью линейки и контролируемой кромкой.
Отклонение от параллельности верхних кромок рабочих поверхностей на длине рабочего хода определяют как разность расстояний между кромками, измеренными в крайних сечениях губок при последовательном зажиме двух вставок разной толщины, закаленных до 49…53 HRC.
Толщина вставок должна быть равна 1 мм или 2/3 от максимальной величины раскрытия губок. Ширина вставок не должна быть больше 1/6 ширины губок.
Допуск параллельности граней вставок 0,01 мм.
Допуск параллельности верхних кромок губок измеряется с помощью штангенциркуля или щупа в крайних точках тисков.
4.5. Относительное смещение верхних кромок губок проверяют при закрытых тисках универсальными измерительными средствами или специальным шаблоном.
4.6. Резьба и допуски на резьбу должны проверяться микрометром со вставками для измерения метрических и дюймовых резьб по ГОСТ 4380 или резьбовыми калибрами.
4.7. Шероховатость поверхностей ручных тисков проверяют сравнением с образцами шероховатости поверхностей по ГОСТ 9378 или с образцовыми инструментами, имеющими параметры шероховатости не более установленных в п.2.11.
4.8. Качество гальванических покрытий проверяют по ГОСТ 9.302, лакокрасочных – по ГОСТ 22133, ГОСТ 9.032.
4.9. Пружины тисков типов 1 и 2 проверяют многократным сжатием губок до их касания (не менее 20 раз), после этого пружины не должны иметь остаточной деформации.
4.10. Испытания тисков на прочность проводят путем зажима стального бруска, имеющего размеры, равные ширине губок и 2/3 максимальной величины раскрытия губок соответствующего типоразмера тисков, при трехкратном приложении к тискам крутящих моментов, указанных в п.2.13.
После испытаний тиски не должны иметь остаточных деформаций и должны быть пригодны для дальнейшей работы.
4.11. Рабочие элементы струбцины-наковальни должны испытываться на прочность сгибанием на ней под углом 90° полосы из стали марки 20 по ГОСТ 1050 размером 2х30 мм, расположенной на плоской части наковальни, и загибанием ее на конусной части наковальни по максимальному радиусу конуса.
Испытания должны проводиться молотком массой 200 г. После испытаний не должно быть вмятин, выкрошенных мест на поверхностях наковальни и конусов, а также повреждений прижимного болта, шайбы и других дефектов струбцины-наковальни. Качание тисков в струбцине-наковальне не допускается.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение тисков – по ГОСТ 18088.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие тисков требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения и транспортирования.
6.2. Гарантийный срок эксплуатации тисков – 9 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления – со дня получения потребителем.
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
М.: Стандартинформ, 2006
docs.cntd.ru
ГОСТ 28241-89 Тиски ручные. Технические условия
Текст ГОСТ 28241-89 Тиски ручные. Технические условия
БЗ 12-2004
ГОСТ 28241-89
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТИСКИ РУЧНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Издание официальное
Москва
Стандартинформ
2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТИСКИ РУЧНЫЕ Технические условия
Hand vices. Specifications
ГОСТ
28241-89
МКС 25.140.30 ОКП 39 2681
Дата введения 01.01.91
Настоящий стандарт распространяется на ручные тиски, предназначенные для мелких слесарных работ, изготовляемые для нужд народного хозяйства и экспорта.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Ручные тиски должны изготовляться трех типов:1 — шарнирные;
2 — с коническим креплением;
3 — пружинные.
Тиски типа 1 должны изготовляться трех исполнений:
1 — без струбцины-наковальни;
2 — со съемной струбциной-наковальней;
3 — с несъемной струбциной-наковальней.
1.2. Основные размеры тисков типа 1 исполнения 1 должны соответствовать указанным на черт. 1 и в табл. 1, типа 1 исполнений 2 и 3 — на черт. 2 и в табл. 2, типа 2 — на черт. 3 и в табл. 3, типа 3 — на черт. 4 и в табл. 4.
Черт. 1—4 не определяют конструкцию.
Издание официальное
Перепечатка воспрещена
© Издательство стандартов, 1989 © Стандартинформ, 2006
исполнение 1
* Размеры для справок.
Черт. 1
Таблица 1 мм
|
Обозначение тисков |
Приме няемость |
Ъ± 0,5 |
Раскрытие губок, не менее |
/ |
h |
h |
h\ |
h2 |
d |
|
7827-0031 |
36 |
28 |
36 |
70 |
27 |
100 |
60 |
M8 | |
|
7827-0032 |
40 |
30 |
40 |
75 |
31 |
125 |
80 |
M10 | |
|
7827-0033 |
45 |
40 |
45 |
90 |
40 |
150 |
95 | ||
|
7827-0035 |
50 |
50 |
50 |
105 |
44 |
170 |
ПО |
M12 | |
|
7827-0037 |
56 |
55 |
55 |
112 |
48 |
180 |
115 |
M16 |
Исполнение 2
А-А
Таблица 2 мм
|
Обозначение тисков |
Приме няемость |
Исполне ние |
Ь± 0,5 |
h |
*3 |
*4 |
а |
а\ |
а2 |
|
7827-0061 |
2 |
45 |
160 |
166 |
|
48,5 |
25 |
27 | |
|
7827-0062 |
3 |
148 |
27,0 |
40,0 |
16 |
20 | |||
|
7827-0063 |
2 |
50 |
176 |
170 |
38,5 |
51,5 | |||
|
7827-0064 |
3 | ||||||||
|
7827-0065 |
2 |
56 |
181 |
180 |
43,0 |
52,0 | |||
|
7827-0066 |
3 |
Размеры для справок.
Черт.З
Примечание. Размеры 0 16 и h даны без учета толщины изоляционных и декоративных рукояток, лакокрасочных, резиновых, пластмассовых и других полимерных покрытий.
|
Обозначение тисков |
Приме няемость |
Ь± 0,5 |
Раскрытие губок, не менее |
h |
h |
d |
|
7827-0055 |
8 |
4 |
16 |
по |
Мб | |
|
7827-0041 |
16 |
7 |
34 |
125 |
М8 |
* Размеры для справок.
Черт. 4
Таблица 4 мм
|
Обозначение тисков |
Приме няемость |
Ь± 0,5 |
Раскрытие губок, не менее |
/ |
h |
h |
h\ |
h2 |
d |
di |
|
7827-0051 |
6 |
5,5 |
11 |
22 |
12 |
110 |
40 |
M4 |
2,5 | |
|
7827-0052 |
10 |
6,5 |
13 |
25 |
16 |
125 |
46 |
M4 |
2,5 | |
|
7827-0053 |
16 |
15 |
27 |
20 |
140 |
52 |
М5 |
3,0 | ||
|
7827-0054 |
20 |
7,0 |
15 |
27 |
22 |
140 |
64 |
М5 |
3,5 |
Пример условного обозначения ручных тисков типа 3, с шириной губок b = = 16 мм, с покрытием Х9:
Тиски 7827-0053 Х9 ГОСТ 28241-89
1.3.
Предельные отклонения размеров, указанных в табл. 1—4 кроме h и d: Н16, hi6, ±
IT16
2
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ручные тиски должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, а для продажи через розничную торговую сеть — и по образцам, утвержденным в установленном порядке.
2.2. Корпус, наковальня тисков типа 1, губки и рукоятки тисков типа 2 должны быть изготовлены из стали 45 по ГОСТ 1050 или 45Л по ГОСТ 977; корпус тисков типа 3 — из стали 65Г по ГОСТ 14959.
Твердость губок, наковальни тисков типа 1 должна быть не менее 46,5 HRC3; губок тисков типов 2 и 3 и рукоятки тисков типа 2 на длине конуса — не менее 40 HRC3.
Примечания:
1. Допускается применять стали других марок с физико-механическими свойствами в термически обработанном состоянии не ниже чем в указанных марках стали.
2. Допускается изготовление рукоятки из полистирола по ГОСТ 20282, его сополимеров, из полиакрилатов или из других материалов по технической документации, утвержденной в установленном порядке.
2.3. Губки тисков типов 1 и 2 должны легко без заеданий раскрываться.
2.4. Допуск прямолинейности верхних кромок рабочих поверхностей губок по линиям, проходящим через вершины зубьев рифлений — 0,1 мм.
Допуск параллельности верхних кромок рабочих поверхностей губок тисков на длине рабочего хода: 1 мм — 0,1 мм, 2/3 величины раскрытия губок — 0,2 мм.
2.5. Относительное смещение верхних кромок рабочих поверхностей губок при закрытых тисках не должно быть более 0,2 мм.
2.6. Пружины тисков типов 1 и 2 и корпус тисков типа 3 должны обеспечивать раскрытие губок на величину, указанную в таблицах.
2.7. На рабочей поверхности губок тисков должны быть нанесены рифления по ГОСТ 21474 с шагом 1 … 1,6 мм для тисков типа 1 и 0,8 … 1 мм для тисков типов 2 и 3.
Допускается по согласованию с потребителем губки тисков типов 2 и 3 изготовлять без рифлений.
2.8. Резьба в деталях тисков должна быть выполнена по ГОСТ 24705. Допуски на резьбу — 8h и 7Н по ГОСТ 16093.
2.9. Детали тисков должны иметь одно из защитно-декоративных покрытий, указанных в табл. 5.
Таблица 5
|
Группа условий эксплуатации по ГОСТ 9.303 |
Защитно-декоративные покрытия |
Обозначение по ГОСТ 9.306 (по ГОСТ 9.032) | ||
|
1 |
Хромовое с толщиной 9 мкм |
Х9 | ||
|
Окисное с промасливанием |
Хим. Оке. прм | |||
|
Окисное |
( Xим. Оке. ] 1. Лак J | |||
|
2-4 |
Цинковое толщиной 15 мкм, хроматированное |
Ц15 хр. | ||
|
Фосфатное с последующей окраской наружных поверхностей тисков (кроме резьб) нитроглифталевой эмалью НЦ-132 или пентафталевой эмалью ПФ-115 разных цветов по IV классу с покрытием осветленных головок губок лаков |
/ Хим. Фос. / | |||
|
Эмаль НЦ-132 разн. цв. IV ^ Лак ‘ | ||||
|
С/1 1 со |
Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом, толщиной 14 мкм и никеля, нанесенного тем же способом толщиной 7 мкм |
Н14. Н7., XI. | ||
|
Кадмиевое толщиной 21 мкм, хроматированное |
Кд.21.хр. | |||
Примечания:
1. Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.303, ГОСТ 9.306 и ГОСТ 9.032 по защитно-декоративным свойствам, не уступающие указанным в табл. 5.
2. Для деталей, имеющих резьбу, защитно-декоративное покрытие — по ГОСТ 9.303.
3. Допускается по согласованию с потребителем осветлять поверхности деталей с последующим нанесением на них лака или временной противокоррозионной защиты по ГОСТ 18088.
2.10. Рабочая плоскость струбцины-наковальни должна быть параллельна опорной плоскости прижимной части корпуса и перпендикулярна оси прижимного болта. Допуск параллельности — 0,75 мм.
2.11. Шероховатость наружных поверхностей губок тисков типов 1—3, рабочих поверхностей губок тисков типов 2 и 3, выполненных без рифлений, а также рабочей плоскости наковальни должна быть не более Ra 3,2 мкм; конуса рукоятки и сопрягаемых с ним поверхностей губок тисков типа 2 — не более Ra 1,6 мкм, остальных поверхностей деталей тисков типа 1 — не более Ra 6,3 мкм, типов 2 и 3 — не более Ra 3,2 мкм по ГОСТ 2789.
Шероховатость наружных поверхностей под покрытие эмалью допускается не более предыдущего значения в ряду шероховатости.
2.12. Технические требования к качеству покрытий тисков — по ГОСТ 9.301 и ГОСТ 9.032.
2.13. Тиски типа 1 должны выдерживать испытательные крутящие моменты, указанные в табл. 6, а тиски типа 2 должны выдерживать испытательный крутящий момент, равный 7,0 Н • м (0,7 кгс • м).
|
Таблица 6 | |
|
Ширина губок, мм |
Испытательный крутящий момент Н ■ м (кгс ■ м) |
|
36; 40 |
14,7 (1,5) |
|
45 |
24,5 (2,5) |
|
50; 56 |
29,4 (3,0) |
2.14. На тисках должна быть четко нанесена маркировка, содержащая:
а) товарный знак предприятия-изготовителя;
б) обозначение тисков.
Допускается цену и обозначение тисков, предназначенных для продажи через розничную торговую сеть, проставлять на индивидуальной упаковке.
2.15. Упаковка тисков и остальные требования к маркировке — по ГОСТ 18088.
3. ПРИЕМКА
Приемка тисков — по ГОСТ 26810.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль размеров, шага насечки и измерение допусков параллельности и перпендикулярности рабочей плоскости наковальни должны проводиться универсальными измерительными средствами или специальными шаблонами.
4.2. Контроль твердости закаленных частей деталей тисков должен проводиться по ГОСТ 9013.
4.3. Отсутствие заеданий и легкость хода губок тисков относительно шарнира проверяют вручную.
4.4. Проверка тисков на соответствие требованиям п. 2.4 должна производиться в следующем порядке:
Контроль прямолинейности верхних кромок рабочих поверхностей осуществляется с помощью поверочной лекальной линейки и щупа. При контроле щуп толщиной 0,1 мм не должен проходить в просвет между рабочей поверхностью линейки и контролируемой кромкой.
Отклонение от параллельности верхних кромок рабочих поверхностей на длине рабочего хода определяют как разность расстояний между кромками, измеренными в крайних сечениях губок при последовательном зажиме двух вставок разной толщины, закаленных до 49 . . . 53 Н RC3.
Толщина вставок должна быть равна 1 мм или 2/3 от максимальной величины раскрытия губок. Ширина вставок не должна быть больше 1/6 ширины губок.
Допуск параллельности граней вставок 0,01 мм.
Допуск параллельности верхних кромок губок измеряется с помощью штангенциркуля или щупа в крайних точках тисков.
4.5. Относительное смещение верхних кромок губок проверяют при закрытых тисках универсальными измерительными средствами или специальным шаблоном.
4.6. Резьба и допуски на резьбу должны проверяться микрометром со вставками для измерения метрических и дюймовых резьб по ГОСТ 4380 или резьбовыми калибрами.
4.7. Шероховатость поверхностей ручных тисков проверяют сравнением с образцами шероховатости поверхностей по ГОСТ 9378 или с образцовыми инструментами, имеющими параметры шероховатости не более установленных в п. 2.11.
4.8. Качество гальванических покрытий проверяют по ГОСТ 9.302, лакокрасочных — по ГОСТ 22133, ГОСТ 9.032.
4.9. Пружины тисков типов 1 и 2 проверяют многократным сжатием губок до их касания (не менее 20 раз), после этого пружины не должны иметь остаточной деформации.
4.10. Испытания тисков на прочность проводят путем зажима стального бруска, имеющего размеры, равные ширине губок и 2/3 максимальной величины раскрытия губок соответствующего типоразмера тисков, при трехкратном приложении к тискам крутящих моментов, указанных в п. 2.13.
После испытаний тиски не должны иметь остаточных деформаций и должны быть пригодны для дальнейшей работы.
4.11. Рабочие элементы струбцины-наковальни должны испытываться на прочность сгибанием на ней под углом 90° полосы из стали марки 20 по ГОСТ 1050 размером 2 х 30 мм, расположенной на плоской части наковальни, и загибанием ее на конусной части наковальни по максимальному радиусу конуса.
Испытания должны проводиться молотком массой 200 г. После испытаний не должно быть вмятин, выкрошенных мест на поверхностях наковальни и конусов, а также повреждений прижимного болта, шайбы и других дефектов струбцины-наковальни. Качание тисков в струбцине-наковальне не допускается.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение тисков — по ГОСТ 18088.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие тисков требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения и транспортирования.
6.2. Гарантийный срок эксплуатации тисков — 9 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления — со дня получения потребителем.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.08.89 № 2618
3. ВЗАМЕН ГОСТ 7226-72 и ГОСТ 17430-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 9.032-74 |
2.9; 2.12; 4.8 |
ГОСТ 9378-93 |
4.7 |
|
ГОСТ 9.301-86 |
2.12 |
ГОСТ 14959-79 |
2.2 |
|
ГОСТ 9.302-88 |
4.8 |
ГОСТ 16093-2004 |
2.8 |
|
ГОСТ 9.303-84 |
2.9 |
ГОСТ 18088-83 |
2.9; 2.15; 5 |
|
ГОСТ 9.306-85 |
2.9 |
ГОСТ 20282-86 |
2.2 |
|
ГОСТ 977-88 |
2.2 |
ГОСТ 21474-75 |
2.7 |
|
ГОСТ 1050-88 |
2.2; 4.11 |
ГОСТ 22133-86 |
4.8 |
|
ГОСТ 2789-73 |
2.11 |
ГОСТ 24705-2004 |
2.8 |
|
ГОСТ 4380-93 |
4.6 |
ГОСТ 26810-86 |
3 |
|
ГОСТ 9013-59 |
4.2 |
5. Ограничение срока действия снято по протоколу № 5—94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12—94)
6. ПЕРЕИЗДАНИЕ. Июль 2006 г.
|
Сдано в набор 25.07.2006. Печать офсетная. |
Редактор Л А. Шебаронина Технический редактор Л.А. Гусева Корректор М.В. Бучная Компьютерная верстка И.А. Налейкиной Подписано в печать 07.08.2006. Формат 60 х 84 Vs- Бумага офсетная. Гарнитура Таймс. Уел. печ. л. 1,40. Уч.-изд. л. 0,70. Тираж 50 экз. Зак. 532. С 3126. |
|
ФГУП «Стандартинформ», 123995 Москва, Гранатный пер., 4. |
Набрано во ФГУП «Стандартинформ» на ПЭВМ
Отпечатано в филиале ФГУП «Стандартинформ» — тип. «Московский печатник», 105062 Москва, Лялин пер., 6
allgosts.ru
ГОСТ 28241-89 Тиски ручные. Технические условия
ГОСТ 28241-89
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТИСКИ РУЧНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва
Стандартинформ
2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.01.91
Настоящий стандарт распространяется на ручные тиски, предназначенные для мелких слесарных работ, изготовляемые для нужд народного хозяйства и экспорта.
1.1. Ручные тиски должны изготовляться трех типов:
1 – шарнирные;
2 – с коническим креплением;
3 – пружинные.
Тиски типа 1 должны изготовляться трех исполнений:
1 – без струбцины-наковальни;
2 – со съемной струбциной-наковальней;
3 – с несъемной струбциной-наковальней.
1.2. Основные размеры тисков типа 1 исполнения 1 должны соответствовать указанным на черт. 1 и в табл. 1, типа 1 исполнений 2 и 3 – на черт. 2 и в табл. 2, типа 2 – на черт. 3 и в табл. 3, типа 3 – на черт. 4 и в табл. 4.
Черт. 1 – 4 не определяют конструкцию.
Тип 1
Исполнение 1
* Размеры для справок.
Черт. 1
Таблица 1
мм
|
Обозначение тисков |
Применяемость |
b ± 0,5 |
Раскрытие губок, не менее |
l |
l1 |
h |
h1 |
h2 |
d |
|
7827-0031 |
|
36 |
28 |
36 |
70 |
27 |
100 |
60 |
M8 |
|
7827-0032 |
|
40 |
30 |
40 |
75 |
31 |
125 |
80 |
M10 |
|
7827-0033 |
|
45 |
40 |
45 |
90 |
40 |
150 |
95 |
|
|
7827-0035 |
|
50 |
50 |
50 |
105 |
44 |
170 |
110 |
M12 |
|
7827-0037 |
|
56 |
55 |
55 |
112 |
48 |
180 |
115 |
M16 |
Тип 1
Исполнение 2
Черт. 2
Таблица 2
мм
|
Обозначение тисков |
Применяемость |
Исполнение |
b ± 0,5 |
l2 |
h3 |
h4 |
а |
а1 |
a2 |
|
7827-0061 |
|
2 |
45 |
160 |
166 |
35,0 |
48,5 |
25 |
27 |
|
7827-0062 |
|
3 |
148 |
27,0 |
40,0 |
16 |
20 |
||
|
7827-0063 |
|
2 |
50 |
176 |
170 |
38,5 |
51,5 |
– |
– |
|
7827-0064 |
|
3 |
|||||||
|
7827-0065 |
|
2 |
56 |
181 |
180 |
43,0 |
52,0 |
– |
– |
|
7827-0066 |
|
3 |
Тип 2
* Размеры для справок.
Черт. 3
Примечание. Размеры Æ16 и h даны без учета толщины изоляционных и декоративных рукояток, лакокрасочных, резиновых, пластмассовых и других полимерных покрытий.
Таблица 3
мм
|
Обозначение тисков |
Применяемость |
b ± 0,5 |
Раскрытие губок, не менее |
l1 |
h |
d |
|
7827-0055 |
|
8 |
4 |
16 |
110 |
М6 |
|
7827-0041 |
|
16 |
7 |
34 |
125 |
М8 |
Тип 3
* Размеры для справок.
Черт. 4
Таблица 4
мм
|
Обозначение тисков |
Применяемость |
b ± 0,5 |
Раскрытие губок, не менее |
l |
l1 |
h |
h1 |
h2 |
d |
d1 |
|
7827-0051 |
|
6 |
5,5 |
11 |
22 |
12 |
110 |
40 |
M4 |
2,5 |
|
7827-0052 |
|
10 |
6,5 |
13 |
25 |
16 |
125 |
46 |
M4 |
2,5 |
|
7827-0053 |
|
16 |
15 |
27 |
20 |
140 |
52 |
М5 |
3,0 |
|
|
7827-0054 |
|
20 |
7,0 |
15 |
27 |
22 |
140 |
64 |
М5 |
3,5 |
Пример условного обозначения ручных тисков типа 3, с шириной губок b = 16 мм, с покрытием Х9:
Тиски 7827–0053 Х9 ГОСТ 28241–89
1.3. Предельные отклонения размеров, указанных в табл. 1 – 4 кроме h и d: h26, h26,
2.1. Ручные тиски должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, а для продажи через розничную торговую сеть – и по образцам, утвержденным в установленном порядке.
2.2. Корпус, наковальня тисков типа 1, губки и рукоятки тисков типа 2 должны быть изготовлены из стали 45 по ГОСТ 1050 или 45Л по ГОСТ 977; корпус тисков типа 3 – из стали 65Г по ГОСТ 14959.
Твердость губок, наковальни тисков типа 1 должна быть не менее 46,5HRCэ; губок тисков типов 2 и 3 и рукоятки тисков типа 2 на длине конуса – не менее 40HRCэ.
Примечания:
1. Допускается применять стали других марок с физико-механическими свойствами в термически обработанном состоянии не ниже чем в указанных марках стали.
2. Допускается изготовление рукоятки из полистирола по ГОСТ 20282, его сополимеров, из полиакрилатов или из других материалов по технической документации, утвержденной в установленном порядке.
2.3. Губки тисков типов 1 и 2 должны легко без заеданий раскрываться.
2.4. Допуск прямолинейности верхних кромок рабочих поверхностей губок по линиям, проходящим через вершины зубьев рифлений – 0,1 мм.
Допуск параллельности верхних кромок рабочих поверхностей губок тисков на длине рабочего хода: 1 мм – 0,1 мм, 2/3 величины раскрытия губок – 0,2 мм.
2.5. Относительное смещение верхних кромок рабочих поверхностей губок при закрытых тисках не должно быть более 0,2 мм.
2.6. Пружины тисков типов 1 и 2 и корпус тисков типа 3 должны обеспечивать раскрытие губок на величину, указанную в таблицах.
2.7. На рабочей поверхности губок тисков должны быть нанесены рифления по ГОСТ 21474 с шагом 1 … 1,6 мм для тисков типа 1 и 0,8 … 1 мм для тисков типов 2 и 3.
Допускается по согласованию с потребителем губки тисков типов 2 и 3 изготовлять без рифлений.
2.8. Резьба в деталях тисков должна быть выполнена по ГОСТ 24705. Допуски на резьбу – 8h и 7Н по ГОСТ 16093.
2.9. Детали тисков должны иметь одно из защитно-декоративных покрытий, указанных в табл. 5.
Таблица 5
|
Группа условий эксплуатации по ГОСТ 9.303 |
Защитно-декоративные покрытия |
Обозначение по ГОСТ 9.306 (по ГОСТ 9.032) |
|
|
1 |
Хромовое с толщиной 9 мкм |
Х9 |
|
|
Окисное с промасливанием |
Хим. Окс. прм |
|
|
|
Окисное |
|
|
|
|
2 – 4 |
Цинковое толщиной 15 мкм, хроматированное |
Ц15 хр. |
|
|
Фосфатное с последующей окраской наружных поверхностей тисков (кроме резьб) нитроглифталевой эмалью НЦ-132 или пентафталевой эмалью ПФ-115 разных цветов по IV классу с покрытием осветленных головок губок лаков |
|
||
|
5 – 8 |
Хромовое толщиной 1 мкм с подслоем никеля, нанесенного электролитическим способом, толщиной 14 мкм и никеля, нанесенного тем же способом толщиной 7 мкм |
Н14. Н7., X1. |
|
|
Кадмиевое толщиной 21 мкм, хроматированное |
Кд.21.хр. |
|
Примечания:
1. Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.303, ГОСТ 9.306 и ГОСТ 9.032 по защитно-декоративным свойствам, не уступающие указанным в табл. 5.
2. Для деталей, имеющих резьбу, защитно-декоративное покрытие – по ГОСТ 9.303.
3. Допускается по согласованию с потребителем осветлять поверхности деталей с последующим нанесением на них лака или временной противокоррозионной защиты по ГОСТ 18088.
2.10. Рабочая плоскость струбцины-наковальни должна быть параллельна опорной плоскости прижимной части корпуса и перпендикулярна оси прижимного болта. Допуск параллельности – 0,75 мм.
2.11. Шероховатость наружных поверхностей губок тисков типов 1 – 3, рабочих поверхностей губок тисков типов 2 и 3, выполненных без рифлений, а также рабочей плоскости наковальни должна быть не более Ra 3,2 мкм; конуса рукоятки и сопрягаемых с ним поверхностей губок тисков типа 2 – не более Ra 1,6 мкм, остальных поверхностей деталей тисков типа 1 – не более Ra 6,3 мкм, типов 2 и 3 – не более Ra 3,2 мкм по ГОСТ 2789.
Шероховатость наружных поверхностей под покрытие эмалью допускается не более предыдущего значения в ряду шероховатости.
2.12. Технические требования к качеству покрытий тисков – по ГОСТ 9.301 и ГОСТ 9.032.
2.13. Тиски типа 1 должны выдерживать испытательные крутящие моменты, указанные в табл. 6, а тиски типа 2 должны выдерживать испытательный крутящий момент, равный 7,0 Н м (0,7 кгс м).
Таблица 6
|
Ширина губок, мм |
Испытательный крутящий момент Н · м (кгс · м) |
|
36; 40 |
14,7 (1,5) |
|
45 |
24,5 (2,5) |
|
50; 56 |
29,4 (3,0) |
2.14. На тисках должна быть четко нанесена маркировка, содержащая:
а) товарный знак предприятия-изготовителя;
б) обозначение тисков.
Допускается цену и обозначение тисков, предназначенных для продажи через розничную торговую сеть, проставлять на индивидуальной упаковке.
2.15. Упаковка тисков и остальные требования к маркировке – по ГОСТ 18088.
Приемка тисков - по ГОСТ 26810.
4.1. Контроль размеров, шага насечки и измерение допусков параллельности и перпендикулярности рабочей плоскости наковальни должны проводиться универсальными измерительными средствами или специальными шаблонами.
4.2. Контроль твердости закаленных частей деталей тисков должен проводиться по ГОСТ 9013.
4.3. Отсутствие заеданий и легкость хода губок тисков относительно шарнира проверяют вручную.
4.4. Проверка тисков на соответствие требованиям п. 2.4 должна производиться в следующем порядке:
Контроль прямолинейности верхних кромок рабочих поверхностей осуществляется с помощью поверочной лекальной линейки и щупа. При контроле щуп толщиной 0,1 мм не должен проходить в просвет между рабочей поверхностью линейки и контролируемой кромкой.
Отклонение от параллельности верхних кромок рабочих поверхностей на длине рабочего хода определяют как разность расстояний между кромками, измеренными в крайних сечениях губок при последовательном зажиме двух вставок разной толщины, закаленных до 49… 53 HRCэ.
Толщина вставок должна быть равна 1 мм или 2/3 от максимальной величины раскрытия губок. Ширина вставок не должна быть больше 1/6 ширины губок.
Допуск параллельности граней вставок 0,01 мм.
Допуск параллельности верхних кромок губок измеряется с помощью штангенциркуля или щупа в крайних точках тисков.
4.5. Относительное смещение верхних кромок губок проверяют при закрытых тисках универсальными измерительными средствами или специальным шаблоном.
4.6. Резьба и допуски на резьбу должны проверяться микрометром со вставками для измерения метрических и дюймовых резьб по ГОСТ 4380 или резьбовыми калибрами.
4.7. Шероховатость поверхностей ручных тисков проверяют сравнением с образцами шероховатости поверхностей по ГОСТ 9378 или с образцовыми инструментами, имеющими параметры шероховатости не более установленных в п. 2.11.
4.8. Качество гальванических покрытий проверяют по ГОСТ 9.302, лакокрасочных – по ГОСТ 22133, ГОСТ 9.032.
4.9. Пружины тисков типов 1 и 2 проверяют многократным сжатием губок до их касания (не менее 20 раз), после этого пружины не должны иметь остаточной деформации.
4.10. Испытания тисков на прочность проводят путем зажима стального бруска, имеющего размеры, равные ширине губок и 2/3 максимальной величины раскрытия губок соответствующего типоразмера тисков, при трехкратном приложении к тискам крутящих моментов, указанных в п. 2.13.
После испытаний тиски не должны иметь остаточных деформаций и должны быть пригодны для дальнейшей работы.
4.11. Рабочие элементы струбцины-наковальни должны испытываться на прочность сгибанием на ней под углом 90° полосы из стали марки 20 по ГОСТ 1050 размером 2 × 30 мм, расположенной на плоской части наковальни, и загибанием ее на конусной части наковальни по максимальному радиусу конуса.
Испытания должны проводиться молотком массой 200 г. После испытаний не должно быть вмятин, выкрошенных мест на поверхностях наковальни и конусов, а также повреждений прижимного болта, шайбы и других дефектов струбцины-наковальни. Качание тисков в струбцине-наковальне не допускается.
Транспортирование и хранение тисков – по ГОСТ 18088.
6.1. Изготовитель гарантирует соответствие тисков требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения и транспортирования.
6.2. Гарантийный срок эксплуатации тисков – 9 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления – со дня получения потребителем.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.08.89 № 2618
3. ВЗАМЕН ГОСТ 7226-72 и ГОСТ 17430-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ. Июль 2006 г.
СОДЕРЖАНИЕ
files.stroyinf.ru
Слесартные тиски: ГОСТ, устройство, видео
Слесарные тиски – это приспособление для закрепления заготовок при обработке ручным или механическим способом. Выпускаются они в соответствии с ГОСТ. Как правило, имеют стальные детали, иногда допускается использование чугуна.
 Слесарные тиски
Слесарные тискиКонструкция
Слесарные тиски настольные изготавливаемые по ГОСТ 4045-75 имеют такие основные конструкционные элементы:
- неподвижная губка (как правило, оборудована наковальней) и подвижная.
- основание.
- зажимной винт.
- сменные щёчки (пластинки) с насечкой.
- поворотная рукоятка.

Устройство слесарных тисков
Кроме них в конструкцию могут входить и другие элементы, которые будут менять модификацию и специализацию устройства.
Основной параметр, который имеют слесарные тиски, — это максимально возможное расстояние между щёчками. Оно определяет наибольший размер заготовки, закреплённой в устройстве.
Все детали зажимного устройства стальные. Чугун, из-за своей хрупкости, используется намного реже. Особенно, когда слесарные тиски используют, как наковальню. А стальные детали способны переносить ударные нагрузки без разрушения.
Виды слесарных тисков
Слесарные тиски имеют такие наиболее распространённые виды, выпускаемые в соответствии с ГОСТами:
- Стуловые. Их особенностью является способ раздвижения губок. Подвижная — отдаляется от неподвижной не по прямой, а по дуге с большим радиусом окружности. Недостаток данной конструкции – это удержание обрабатываемой детали не всей плоскостью щёчек: узкая – зажимается верхним краем накладок, а широкая, требующие сильного раздвижения губок, — нижним краем. Другая отличительная особенность устройства — это возможность крепления только на краю верстака.
- Ручные. Это маленькое устройство, предназначенное для удержания его в руках слесаря. Очень удобные для крепления небольших заготовок при обработке их в сверлильных станках или ручным способом с частым переворачиванием. Бывают нескольких типов: пружинные, шарнирные, с коническим креплением.
- Параллельные. Их выпуск регламентирован ГОСТ 4045-75. Особенность и удобство этого механизма заключается в способе раздвижения губок. Подвижная — отдаляется от неподвижной равномерно (параллельно, отсюда и название). Размер заготовки не влияет на то, какая часть щёчек будет её удерживать. Кроме того, такой вид устройства позволяет устанавливать его в любом месте верстака (и посредине тоже) и даже на полу. Имеет несколько типов конструкции: поворотные, неповоротные, со свободным ходом. Поворотные отличаются от неповоротных только способностью вращательного смещения на произвольный угол относительно основания. Это делает их более удобными в эксплуатации. Слесарные тиски со свободным ходом обеспечивают очень быстрое и удобное закрепление заготовки. Одним поворотом рукоятки освобождается зубчатая гайка из зацепления с пиловидными рейками; движением на себя – освобождается подвижная губка, которая устанавливает рабочий зазор между щёчками; движением от себя фиксируется заготовка; поворотом рукоятки зажимается.
[Not a valid template]
Поворотные параллельные слесарные тиски — конструкционные особенности
Массивное основание устройства имеет три уха с отверстиями. Их назначение – это закрепления устройства на верстаке с помощью болтов. Основание может быть стальным или чугунным, так как оно не несёт ударных нагрузок. Верстак, стол или бревно, к которому будут крепить устройство, должно иметь большой вес, быть устойчивым и труднопереворачиваемым. Устанавливать приспособление нужно на горизонтальной поверхности поворотной рукояткой к краю. Самое удобное положение – это, когда поворотная рукоятка свободно вращается без перекидывания и не задевает за край верстака.
Неподвижная губка в своём основании имеет два винта, которые предназначены для фиксирования её положения относительно основания. После ослабления обеих винтов, механизм слесарных тисков можно поворачивать за и против часовой стрелки на произвольный угол (до 120°) относительно основания. После установки необходимого рабочего положения, фиксирующие винты необходимо затянуть.
В верхней части неподвижная губка переходит в плоскость, которая имеет назначение наковальни. Именно пользование слесарными тисками, изготовленными по ГОСТ 4045-75, как наковальней обуславливает использование стальных составляющих.
Скачать ГОСТ 4045-75 «Тиски слесарные с ручным приводом»
Часть верхней губки в месте зажима заготовки оборудована сменной щёчкой. Она крепится посредством двух винтов с потайными головками. Полное закручивание винтов не приводит к неподвижности накладки. Это необходимо для того, чтобы заготовка не повреждалась при сильном закручивании зажимного винта. Щёчки всегда стальные, даже если другие части выполнены из чугуна. Сменные накладки закаляются и могут иметь насечки двух видов: крестообразной или точечной. При закреплении мягких материалов, их поверхность может повреждаться насечкой. Если это критично, то можно использовать на щёчках мягкие прокладки (из дерева, алюминия). Кроме того, при закреплении деталей, имеющих форму близкую к сферической или цилиндрической, рекомендуется устанавливать щёчки специальной геометрической формы вместо обычных плоских, которые тоже предусмотрены ГОСТом.
Подвижная губка тоже оборудована аналогичной стальной щёчкой с насечкой. Своё прямолинейное перемещение она обеспечивает наличием направляющим пустотелым прямоугольным параллелепипедом (хоботом), который движется сквозь прямоугольное отверстие в неподвижной губке (направляющий хобот и отверстие могут быть и другой формы – полукруглой, трапецевидной).
Фиксация заготовки и перемещение подвижной губки осуществляется благодаря винту, который вращают с помощью поворотной рукоятки. Винт может иметь различный шаг резьбы. Чем он мельче, тем более точно можно зажать заготовку.
При закреплении заготовки нельзя пользоваться накладками или удлинителями для поворотной рукоятки. Это может привести к поломке витков на зажимном винте (сорвать резьбу).
Пневматические параллельные слесарные тиски
Выпуск таких приспособлений регламентирован ГОСТ 12.2.029-77. Конструкционно это приспособление отличается от обычного зажимного слесарного механизма (изготовленного по ГОСТ 4045-75) только наличием пневматического привода, который обеспечивает высокую скорость работы (2-3 с для одного закрепления), одинаковое зажимное усилие и исключает применение большой физической силы. Управление осуществляется с помощью рычага или педали.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru