Точечная сварка ручная – Точечная сварка своими руками – схема, сборка, принцип работы
alexxlab | 07.11.2016 | 0 | Вопросы и ответы
Точечная сварка – 110 фото воздействия металлов и их характеристики
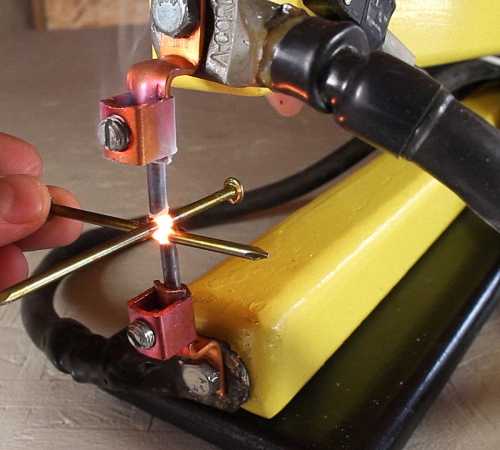
Точечная сварка применяется для приваривания мелких деталей, например, это могут быть болты, зажимы, заклепки или для соединения нескольких деталей между собой. В основном аппарат для точечной сварки применяется в строении самолетов, поездов, машин и в других направлениях промышленности.
Название такого вида сварки получилось от того, что элементы соединяются между собой не полностью, а только в определенных точках. Эффективность соединения в этих местах в основном зависит от их размера. Прочность самих точек зависит от качества электродов и материала.

Краткое содержимое статьи:
Принцип работы аппарата
Способов точечной сварки существует несколько, но принцип их всех заключается в одном. Сварка происходит в результате воздействия электродов на материал. Между электродами проходит ток, и детали под горячим воздействием плавятся.
Сварочная точка получается там, где металлы соприкасаются, зависит она от силы тока. Чем сильней сила тока, тем прочнее будет сварка и тем толще элементы можно соединить.
 Материал для сварки можно использовать с толщиной от 0,05 до 0,8 см.
Материал для сварки можно использовать с толщиной от 0,05 до 0,8 см.

Перед началом работы со сваркой, детали нужно обязательно очистить от всех загрязнений и выбрать подходящий режим, от этого зависит качество в конечном результате работы.

Для проверки качества шва на производстве, разрушают несколько экземпляров. При качественной работе, на одном элементе останется кратер, а на другом ядро сварки. Чтобы легче это понять, посмотрите фото точечной сварки для наглядности.

Если этого не произошло, сварка выполнена не правильно, нужно увеличить время или силу сжатия. Ядро при хорошей работе должно быть в три раза толще более тонкой детали.
 Если размер меньше, то элементы проварены не до конца.
Если размер меньше, то элементы проварены не до конца.
Режимы точечной сварки
В продаже имеется много моделей аппаратов для точечной сварки, у каждой есть свои плюсы и минусы. Также каждая модель аппарата предназначена для определенных материалов, в инструкции точечной сварки каждой модели это указано. Но все модели можно разделить на две большие группы.

Подача жесткого тока с большой плотностью, примерное время сварки 0.3-1.6 секунды. Электрод должен быть толще на 0.4 см, чем сам свариваемый элемент.

Подача мягкого тока с небольшой плотностью, примерное время сварки 3-4 секунды. Электроды могут быть такого же размера, как толщина свариваемого элемента.

Режимы воздействия
Выделяют 2 вида воздействия на металлические элементы:

Двухсторонний. Сваркой соединяются сразу с 2 сторон большие детали, открытые соединения. Делается это с применением щипчиков, которые крепко держат деталь. Шов в результате образуется крепким, но при таком воздействии есть ограничение по размеру щипцов.
Односторонний. При таком воздействии нет шанса сварки с обеих сторон. Детали могут быть любого размера, ограничений нет.

Для наибольшего качества и прочности при односторонней сварке используют медную пластинку. Но даже при этом, качество шва будет ниже, чем при первом виде точечной сварки.
Чем хороши аппараты точечной сварки
Точечную сварку своими руками может сделать любой человек, для этого не нужно иметь особых знаний, достаточно прочитать инструкцию по эксплуатации и технику безопасности.
 Также к преимуществам можно отнести:
Также к преимуществам можно отнести:
- Сварка может проводиться с любыми металлами, даже которые быстро плавятся.
- Шов получается красивый, аккуратный, прочный, качественный в результате.
- Процесс автоматизирован, поэтому высокая производительность.
- Минимальные затраты на электроды и другие нужные аксессуары.
Аксессуары
Приобрести аппарат для сварки мало, чтобы с ним работать, необходимо купить дополнительные элементы (иногда они идут в наборе).
- Электроды и консоли, не совсем такие, как у обычной сварки.
- Клещи и пистолет для сварки, нужны при работе с мелкими элементами или в узких местах, куда трудно добраться.
- Редактирование вмятин.
Для приобретения аппарата точечной сварки нужно знать, где будет проводиться работа и с какими металлами. Этого достаточно, чтобы купить нужную модель сварочного аппарата.
 Если вы не уверены в своих силах, то не нужно самому приступать к сварке, лучше обратиться к специалисту.
Если вы не уверены в своих силах, то не нужно самому приступать к сварке, лучше обратиться к специалисту.

Фото точечной сварки

























Также рекомендуем посетить:
Инструменты из раздела:
zdesinstrument.ru
их виды и основные элементы
 Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
-

- Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.
- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Разновидности аппаратов точечной сварки
Самый простой аппарат точечной сварки управляется вручную, каждый раз выставляться сварочный ток и продолжительность работы. Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Аппараты бывают трех разновидностей:
-
 Автоматические системы позволяют выполнять качественную сварку даже неспециалистам. Что снижает количество бракованных изделий и трудозатраты.
Автоматические системы позволяют выполнять качественную сварку даже неспециалистам. Что снижает количество бракованных изделий и трудозатраты. - Механические приводы — самый популярный вариант аппарата точечной сварки, широко применяется во многих отраслях, изготовить своими руками не составит большого труда.
- Гидравлические и пневматические прижимные устройства используются в стационарных машинах на промышленных объектах.
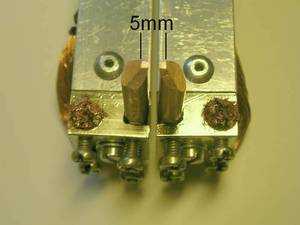
Переносные устройства по своим характеристикам не уступают стационарным. Сварочный аппарат, сделанный в виде ручных клещей, способен соединить металл толщиной 5 мм. А с помощью ручного привода фиксации достигается усилие в 150 кг. Простота использования, высокое качество сварного шва, низкая цена, выделяет этот тип аппаратов среди конкурентов.
Инвентарные устройства имеют небольшие размеры, многофункциональность, легко подключаются к бытовой сети. И даже высокая цена не снижает их популярности.
Аппарат для точечной сварки своими руками
 Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
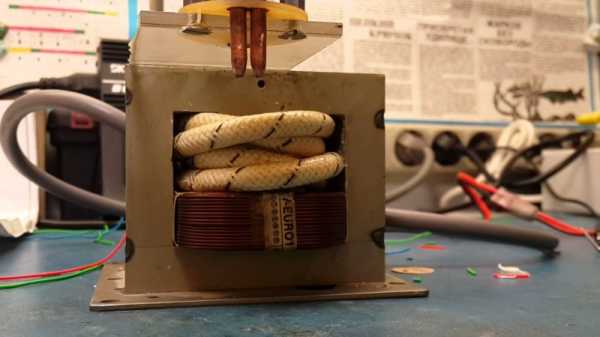
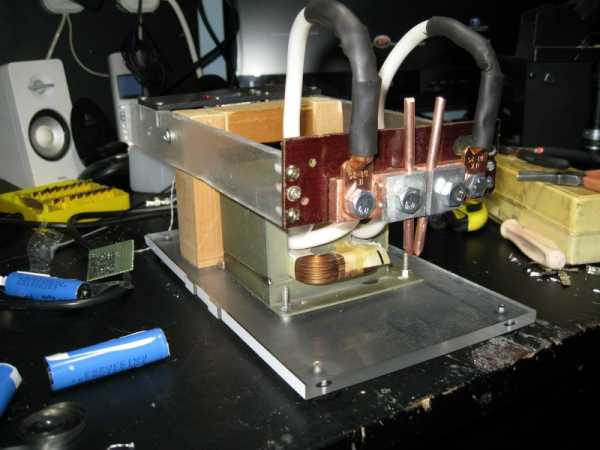
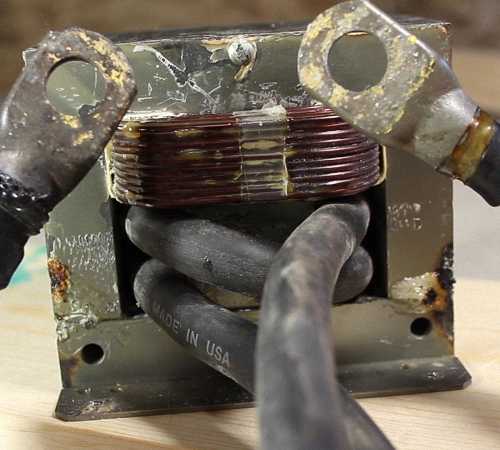
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
 Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
Делается не больше 3 витков. У вас получиться 2 В, этого достаточно для домашних нужд. Но если вам нужен больший ток, то сделайте больше витков, так вы повысите показатели мощности. Также можно использовать несколько трансформаторов. Это хороший вариант когда у вас на руках 2 одинаковых, но их характеристик по отдельности не хватит для сварки металла нужной толщины.
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
 Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.
Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
 Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.
Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
 Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.
Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Эксплуатация
Включать и выключать аппарат нужно когда электроды сжаты, иначе электроды будут искрить и подгорать. Принудительная вентиляция значительно облегчит эксплуатацию, иначе вам придётся следить за температурой трансформатора, электродов, токопроводов и делать частые перерывы. А пока вы опытным путём найдёте температурные режимы элементов, что-то может безвозвратно сгореть.
Чтобы качественно осуществлять точечную сварку нужен опыт сведения двух поверхностей материала, сварки токовым импульсом, определения процесса готовности по цвету и внешнему виду.
При осуществлении точечной сварки своими руками соблюдайте технику безопасности, при возникновении искр и расплавленного металла, немедленно прекращайте работу. Эксплуатация неисправного аппарата представляет большую опасность.
Оцените статью: Поделитесь с друзьями!stanok.guru
Аппарат точечной сварки своими руками

Покупка аппарата для сварки доступна не каждому, так как данный инструмент отличается высокой стоимостью. Поэтому гораздо дешевле изготовить его своими руками из подручных материалов. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее.
Оглавление:
- Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
- Схема аппарата точечной сварки для металлических деталей
- Устройство аппарата точечной сварки и его конструкция
- Как сделать аппарат точечной сварки из микроволновой печи
Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
Сфера применения контактной сварки довольно широкая, данный инструмент используется в ремонте или изготовлении разного рода изделий из металла. Кроме того, с помощью данного аппарата, удается с легкостью выполнить различные работы по изготовлению металлических лестниц, ворот, конструктивных элементов и т.д.
Принцип работы контактной сварки состоит в том, что электрический ток нагревает определенные участки стальных деталей, которые соприкасаются между собой. При этом, образуется сварное соединение, называемое швом. Конечный результат сварки напрямую зависит от типа материала, из которого изготовлена деталь, ее плотности. Кроме того, следует учитывать такие параметры:
- сварочная цепь должна отличаться достаточно низким показателем напряжения, от одного до десяти ватт;
- процесс сваривания длиться не более нескольких секунд;
- сварочный импульс имеет большую силу тока;
- чем меньше зона расплавления, тем качественнее происходит сваривание;
- сварочный шов должен выдерживать большие нагрузки.
От того насколько правильно были соблюдены данные характеристики напрямую зависит результат сваривания. Самостоятельное изготовление сварочного аппарата – довольно сложный процесс, для качественного выполнения которого потребуется соблюсти определенные инструкции и технологические рекомендации.
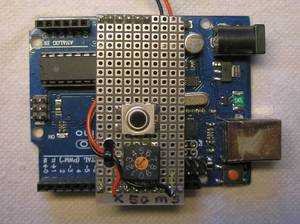
Более простой вариант – сборка сварочного аппарата, имеющего переменную силу тока. Данное устройство управляет процессом сваривания с помощью изменения длительности сварочного импульса, попадающего на деталь. Для того, чтобы выполнить данные действия потребуется наличие часового реле, которое регулируется автоматически или вручную.

Основным узлом самодельного аппарата точечной сварки является сварочный трансформатор, который довольно часто можно встретить в таких бытовых приборах как микроволновая печь, телевизор и т.д. Обмотки трансформаторного устройства перематываются в соотношении с нужной силой тока и напряжения, в процессе подачи которого осуществляется сваривание.
Для подбора сферы управления сварочным аппаратом, следует вначале собрать основные механизмы устройства. Конструктивные элементы сварочного аппарата подбираются в соотношении с его мощностью и параметрами трансформатора – основного механизма.
Изготовление контактно-сварочного аппарата осуществляется в соотношении с типом его применения и характеристик материала, с которым придется работать. Чаще всего, к основному устройству подсоединяют клещи сварочного типа.
Учтите, что все соединения электрического типа должны быть качественно выполненными. Все провода должны быть соответствующего диаметра и сечения. Если цепь будет ненадежной, то электричество будет утеряно. При этом, возможен вариант возникновения искр и процесс сваривания прекратится.

Схема аппарата точечной сварки для металлических деталей
Для самостоятельного изготовления устройства точечной сварки контактного типа, используйте нижеприведенные схемы. Первая их них используется в том случае, если аппарат точечной сварки используется для сваривания листов металла, толщиной до одного миллиметра, а также для проволоки и прута, диаметром до четырех миллиметров.
В таком случае, потребуется наличие такого устройства:
- аппарат, работающий от переменного напряжения в 220 Вт;
- выходной тип напряжения составляет 3-7 В, при холостом ходу;
- максимальное значение сварочного тока до полторы тысячи ампер.
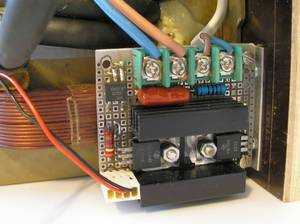
Все устройство отличается наличием схемы принципиального характера, в составе которой присутствует силовая составляющая, автоматизированный выключатель и цепь контроля. Если в процессе работы возникают какие-то аварийные ситуации, то они предотвращаются как раз с помощью выключателя. На первом узле располагается трансформатор для сварки т2 и устройство в виде бесконтактного тиристорного включателя однофазного типа, с помощью которого первичная обмотка подключается к электричеству.

Второй вариант схемы управления подразумевает выполнение обмотки на сварочном трансформаторе определенными витками. На первичной обмотке имеется шесть выводных участков. С помощью их переключения удается регулировать выходной сварочный ток в соотношении с вторичной обмоткой. При этом, постоянное соединение сетевой цепи остается на первом выводе, а с помощью остальных регулируется работа электрического питания.
Пускатель под маркировкой М ТТ4 К, имеет серийное производство. Данный модуль отличается наличием тиристорного ключа, который в процессе замыкания выполняет коммутацию нагрузки через первый и третий контакты. Данное устройство способно работать под нагрузкой в максимальным напряжением до восемьсот ватт и током до восьмидесяти ампер. В составе данной схемы управления присутствует:
- блок питания;
- цепь для настройки механизма;
- реле к1.

Для обеспечения питания сварочного аппарата используется любой тип трансформатора, мощность которого составляет до двадцати ватт. При этом, он должен использоваться при работе на номинальной сети в 220 В. Напряжение, которое выдается на втором варианте обмотки составит около 22 В. Для того, чтобы выпрямить подачу тока, рекомендуется произвести установку диодного моста. Кроме того, возможен вариант применения любого другого механизма, имеющего такие же параметры.
Для того, чтобы замкнуть четвертые и пятые контакты используется реле к1. Данный процесс осуществляется при подаче напряжения от управленческой цепи на обмотку. Значение коммутированного тока при этом составит не более 99 мА. В таком случае, потребуется наличие практически любого реле, обладающего слаботочными электромагнитными характеристиками.
Устройство аппарата точечной сварки и его конструкция
Различают несколько функций цепи управления. При включении к1 на заданном промежутке времени происходит задание определенного типа времени. В данном случае удается задать определенное время подачи электронных импульсов на свариваемых деталях.
В составе электрической цепи присутствуют конденсаторы, от с1 до с6. Они имеют электролитические характеристики, при этом напряжение составляет более 52 В. Кроме того, потребуется наличие конденсатора, емкостью в 46 мкФ. При разомкнутой нормально замкнутой контактной группе реле заряжается непосредственно через питательный блок.
Основной силовой частью данного механизма является трансформатор. С его помощью происходит преобразование одного вида электричества на другой. Для этих целей используется магнитный провод, на 2,5 А. От старой обмотки следует избавиться, на торце магнитного провода устанавливаются кольца для изготовления которых используется электрический картон. Они подгибаются по внутренней и внешней кромке. Далее производится обмотка магнитопровода лакотканью в три или более слоев. Для того, чтобы выполнить обмотку потребуется наличие таких проводов:
- первичная обмотка составляет около 1,5 мм диаметром, для того, чтобы она лучше пропиталась лаковым составом, рекомендуется использовать провод на тканевой основе;
- вторичный вариант обмотки имеет диаметр около двух сантиметров, в его составе присутствует многожильная изоляция, имеющая кремниевоорганическое происхождение.
В процессе выполнение первой обмотки следует оборудовать выводы промежуточного назначения. Далее производится ее пропитка с помощью лака. На первичную катушку наматывается хлопчатобумажная лента, которая также пропитывается с помощью лакового состава. Далее следует процесс вторичной обмотки, и дальнейшее пропитывание лаком.
Изготовление самодельного аппарата точечной сварки также подразумевает конструирование клещей. Клещи бывают двух видов: стационарного или выносного. Первый вариант – более прост в изготовлении, так как они имеют качественную и надежную изоляцию, с прочно соединенными между собой узловыми участками. Но, у данных клещей имеется определенный недостаток, для создания прижимного усилия, необходимо непосредственное участие человека, выполняющего сварочные работы.
Выносные клещи – более удобные в работе, легко снимаются, не занимают много места. Для контроля усилия клещей, достаточно изменить длину их вынесения за аппарат. В месте подсоединения выносных клещей со сваркой следует установить болты, втулки и шайбы, которые обеспечивают надежную гидроизоляцию.
В процессе изготовления клещей для аппарата точечной сварки своими руками, необходимо определить величину вылета из электродного пространства, расстояние между корпусом и местом подвижных соединений на ручке. Данный параметр сказывается на максимально возможном расстоянии между сваркой и кромкой соединения листов.
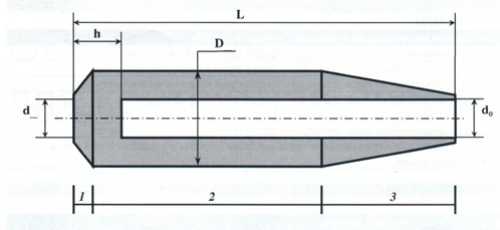
Для изготовления клещевых электродов, используйте медные прутья или бериллиевую бронзу. Возможен вариант использования жала от паяльного аппарата с высокой мощностью. Диаметр электрода должен соответствовать диаметру провода, к которому он подключен. Для того, чтобы сварочные ядра имели хорошее качество концы электрода должны сужаться и иметь минимальный размер.

Как сделать аппарат точечной сварки из микроволновой печи
На аппарат точечной сварки цена довольно высокая, поэтому намного дешевле изготовить его самостоятельно. В процессе работы потребуется наличие микроволновой печи, предпочтительнее выбрать устройство побольше. От данного параметра зависит мощность будущего сварочного аппарата.
Если микроволновой печи у вас нет, вы можете поискать ее на барахолке или поспрашивать у соседей и купить ненужную микроволновую печь совсем недорого. Далее следует разобрать микроволновую печь и извлечь из нее деталь в виде высоковольтного трансформатора.
Обратите внимание: несмотря на то, что вы разбираете микроволновую печь не подключенную к электроснабжению, внутри у нее имеются детали, которые бьются током даже в таком состоянии.
Среди основных частей трансформатора отметим – сердечник и два вида обмотки – первичную и вторичную. Для соединения сердечника используют два тонких сварочных шва, от них следует избавиться. Сделать это можно с помощью молотка и ножовки. Также для его срезывания можно использовать болгарку. Таким образом вы доберетесь до трансформаторных обмоток, старайтесь не повредить их. Для извлечения вторичной обмотки следует аккуратно разрезать вторичную и вытащить нужную.
После этого вы получите сердечник от трансформатора и первичную его обмотку. Сердечник должен состоять из двух частей, разъединенных между собой.

Далее следует выполнить вторичную обмотку трансформаторной детали. Для этих целей потребуется наличие медного кабеля, имеющий такое же сечение, как и трансформаторная прорезь. Намотайте около двух витков. С помощью стандартной двухкомпонентной эпоксидной смолы происходит соединение двух половин сердечника между собой. Для того, чтобы они лучше соединились, поместите их в тиски.
Проверьте уровень напряжения на выходе из трансформаторного механизма, оно не должно превышать двух вольт. При этом минимальное значение силы тока составляет 850 А.
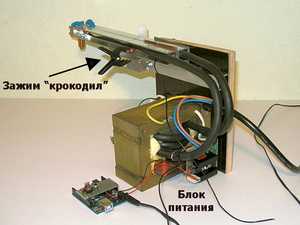
Далее следует позаботиться об изготовлении корпуса сварочного аппарата, для этих целей можно использовать дерево или высокопрочный пластик. Задняя панель корпуса должна иметь несколько отверстий, одно из которых будет отвечать за электроснабжение, а второе за выключение и включение механизма.
Если корпус изготавливается из дерева, то его следует хорошо отшлифовать, покрыть пропиткой и лаком. Для того, чтобы изготовить ручной аппарат для точечной сварки, также потребуется наличие:
- шнура электропитания;
- дверной ручки;
- выключателя;
- держателей из меди, из которых будут выполнены электроды;
- медного провода с большим сечением;
- саморезов по дереву и гвоздей.
После высыхания корпусной части, следует собрать данное устройство и соединить все детали между собой. Далее следует отрезать две части провода, выполненного из меди, размер каждого участка около 25 мм. Они будут выполнять функцию электродов, для их фиксации в держателе, достаточно использовать обычную отвертку. Далее следует зафиксировать выключатель, утолщенный кабель предотвращает его выпадение. Для фиксации трансформатора на корпусной части используйте обычные саморезы. При этом, следует позаботиться о заземлении, которое одевается на одну из клемм.
Для большей безопасности использования данного механизма, рекомендуем установить еще один дополнительный включатель. Для фиксации рычагов также используются саморезы и гвоздь. На торцевых участках рычагов производится установка контактных электродов. Для поднятия верхнего рычага используйте обычную резину. После выгорания электродов, они легко заменяются на новые, изготовленные таким же способом.
strport.ru
Точечная сварка своими руками: преимущества и недостатки
Содержание статьи
Точечная является разновидностью контактной сварки. Она отличается от других видов сварки тем, что деталь соединяется не продолжительным сварочным швом, а одной или несколькими сварочными точками. Это и есть основной особенностью данного вида сварочного соединения. Точечная сварка своими руками производится совсем не сложно.Промышленность, строительство и бытовое хозяйство пользуется точечной сваркой с 1877 года. Главное изучить основные нюансы и аспекты данного типа.
Понятие точечной сварки
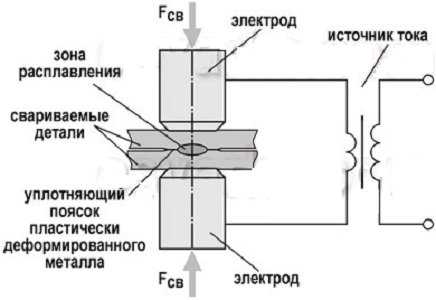
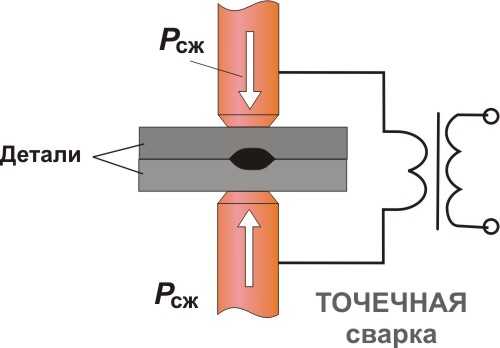
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током, поступающего от электродов, и пластической деформации зоны соединения под действием сжимающего усилия.
Данный вид соединения производится по следующим параметрам:
- время воздействия – 0,2-2,0 секунд;
- высокий ток при работе – больше тысячи ампер;
- маленькое сетевое напряжение – 2-5В;
- сила сжимающего места соединения – до нескольких сотен килограмм;
- минимальная зона расплавления, обеспечивающая точечную сварку.
Точечная сварка в промышленности применяется гораздо чаще, чем другие разновидности контактного способа (шовная, стыковая). Такая популярность связана с широким спектром применения и очень выгодными параметрами самого процесса.
Прочность скрепления зависит от многих факторов. Во-первых, площадь точечной поверхности, то есть самой точки (ядра). Во-вторых, сила сварочного тока и время его воздействия на детали. В-третьих, усилия сжатия свариваемых деталей. Такой метод применяется для изделий разной прочности и толщины, например, от 0,01 до 20-30 миллиметров. Как правило, такой метод применяют на стыковке деталей «внахлест».
Технология точечной сварки
Технология данного вида контактной сварки заключается в следующем: детали, которые необходимо соединить между собой, устанавливаются в необходимое положение и закрепляются, чтобы не съезжали при сваривании. Далее, с двух сторон, к этим деталям подводится ток через электроды,тем самым, в местах контакта материала и электродов, создается высокая температура — металл начинает плавиться. При этом образуется сварочное ядро (схоже со сварочной ванной при иных ). Его диаметр обычно колеблется от нескольких миллиметров до 1,5-2 сантиметров.
Заготовки из стали низкого качества могут поддаваться соединению без расплавления ядра, но при этом соединение будет считаться низкого качества. Специалисты рекомендуют новичкам учиться и набивать руку именно на таких заготовках.
Рассмотрим пошаговую инструкцию и все этапы процесса соединения деталей:
- Подготовительный этап, который включает три основных аспекта:
- подготовка деталей к сплавлению. При этом кромки зачищаются для сцепления с целью удаления остатков лакокрасочных изделий или масляных пятен. После этого их необходимо зафиксировать (для этого используют ручные тиски или струбцины) для спаивания между электродами;
- подготовка рабочего места в соответствии со всеми нормами, правилами и требованиями безопасности;
- подготовка сварщика. Перед началом работы непременно нудно надеть специальный костюм и маску для защиты глаз от искр, которые могут причинить ожоги.
- Непосредственный сварочный процесс, при котором под воздействием высокой температуры, создаваемой электродами, металл плавится. Для этого мастер фиксирует деталь между электродами и подает ток, за счет которого образуется энергия, плавящая металл. Когда появилось ядро, ток снимают, и детали крепко сжимаются между собой, сварочной ядро кристаллизуется (застывает) и образует точечную сварку.
Благодаря простоте процесса, для того, чтобы совершать точеную сварку своими руками, не нужно быть высококвалифицированным сварщиком. Главное понимать саму сущность сварки. Нагрев осуществляется за счет импульса, образующегося сварочным током. Он расплавляет металл (точечно) и образует так называемое сварочное ядро. Затем импульс пропадает, а изделие еще несколько секунд находится под давлением. За это время оно успевает застыть и скрепиться.
Важно: сжимание происходит в момент подачи импульса, для того, чтобы избежать разбрызгивания.
Возможные дефекты
Если вы решили в домашних условиях заниматься сваркой, тогда следует ознакомиться с возможными дефектами и их происхождением, чтобы избежать подобных ошибок. Рассмотрим самые распространенные дефекты, которые могут случиться во время точечной сварки:
- полный или частичный непровар может возникнуть из-за некачественных электродов, которые стоит заменить новыми, малой силой тока, или чрезмерным сжатием. Рассмотреть данную оплошность можно двумя способами: при внешнем осмотре или при использовании специального прибора для контроля сварки (радиационного или ультразвукового;
- трещины во время сварки могут возникать из-за сильного тока или некачественно зачищенных изделий, что из-за возникающего сопротивления нарушает температурный режим сварки;
- разрывы у кромок при сварке внахлест чаще всего происходят из-за того, что мастер слишком близко от края детали располагает сварную точку. То есть, необходимо рассчитывать так, чтобы нахлеста хватило на качественное соединение;
- внутренний выплеск – это такой дефект, при котором расплавленный металл «вылазит» за пределы ядра и создает между заготовками зазор. Основной причиной такой ошибки является длительный импульс или слишком большой ток, из-за чего ядро чрезмерно расплавляется. Чтобы этого избежать, важно ровно устанавливать электроды и контролировать силу тока. Чтобы аппарат настроить, рекомендуется несколько точек попробовать на черновом материале;
- наружный выплеск – это дефект, при котором расплавленная масса «вылазит» наружу. Он возникает в результате недостаточного сжатия деталей. То есть, отсутствует момент ковки, позволяющий соединить заготовки.
- вмятины от электрода остаются из-за малого диаметра электрода или чрезмерного сжатия. Из-за неправильно установленных проводников может увеличиваться зона расплавления, из-за чего возникают дефекты;
- прожог – самая частая ошибка, возникающая у начинающих мастеров при любом виде сварки. Она случается по нескольким причинам: малое усилие сжатия электродов, загрязненная поверхность заготовок или кончика проводника;
- смещение ядра происходит из-за неправильно установленных электродов по отношению у заготовкам;
- трещины внешние и внутренние бывают от сильного тока и длительного импульса или же от несвоевременного ковочного усилия.
Преимущества и недостатки метода

Как делать точечную сварку – разобрались. Сейчас рассмотрим основные достоинства и недостатки, которыми характеризуется данный вид соединения. К преимуществам такого метода относятся следующие факторы:
- в сравнении с другими типами и технологиями этот метод считается самым «культурным» и гигиеничным способом;
- нет необходимости в процессе применять дополнительные материалы – газы, флюсы и так далее;
- нет отходов и шлаков;
- в сварке без газа не выделяются вредные вещества, которые наносят вред здоровью мастера;
- высокий уровень коэффициента полезного действия;
- возможность использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
- высокое качество соединений за краткий промежуток времени.
Если соблюдать вне нормы и правила работы с точечной сваркой, тогда можно получить высококачественное соединение отличающееся аккуратностью и надежностью. По статистике, новичкам намного проще научиться точечной сварке, чем набить руку выкладывать различные виды швов.
Кроме преимуществ, есть и ряд недостатков, с которыми необходимо ознакомиться:
- очень сложно реализовать надежное скрепление при плавке разных металлов, точнее, практически невозможно;
- при подаче сильного импульса происходит разбрызгивание металла;
- сложность конструкции сварочной головки и механизма сжатия при одновременной сварке нескольких точек;
- усложнение конструкции электродов и их эксплуатации, особенно при многоточечной сварке.
Аппарат для точечной сварки

Аппарат для точечной сварки выглядит следующим образом и включает в себя такие детали:
- трансформатор тока;
- сварочный зажим;
- включающее и выключающее реле;
- механизм сжатия электродов;
- регулятор силы и длительности подачи тока.
У тех аппаратов, которые предназначены для домашнего и бытового применения регулятор силы может отсутствовать. Тогда мастер сам регулирует силу сжатия проводников и время воздействия на деталь, отталкиваясь от своего опыта и полагаясь на свои умения и навыки.
В процессе работы очень важно контролировать состояние электродов. Если их диаметр увеличивается, тогда уровень тепла в месте воздействия на ядро уменьшается. Диаметр электрода должен совпадать в диаметром сварной точки. Обычно проводники изготавливаются из жаропрочных материалов – меди, бронзы. Но под воздействием высокой температуры со временем они теряют свою форму, поэтому важно их своевременно менять.
Оборудование для точечной сварки
Рассматривая оборудование, можно провести следующую классификацию:
- по способу передвижения – мобильные, подвесные, стационарные;
- по способу механизации – ручной и автоматический;
- по расположению электродов – параллельно и друг напротив друга.
Для производственных целей необходимо использовать высококлассное оборудование. Для дома отлично подойдет и самодельная точечная сварка, которую можно собственноручно сделать из любого электрического прибора. Ниже в видео подробно рассказывается, как самостоятельно соорудить сварочный аппарат.
[Всего голосов: 1 Средний: 5/5]
svarkaed.ru
Точечная сварка – технология, аппараты, преимущества
Точечная сварка – достаточно распространенный и востребованный метод соединения металла, являющийся разновидностью контактной сварки. В этой статье мы рассмотрим принцип действия точечной сварки, разновидности машин для точечной сварки, их особенности, а также сам процесс точечной сварки и технику безопасности при ведении точечной сварки.
Что такое точечная сварка?
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной либо нескольких точках – отсюда и название. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.

Сварка, имеет высокую степень травматизма, поэтому соблюдайте технику безопасности
Точечная контактная сварка – весьма перспективный метод соединения металла. Он отличается высокой производительностью и широкой областью применения – от соединения тонких деталей электронных приборов до разнообразных конструкций из стальных листов толщиной до 20 миллиметров для автомобилестроения, самолетостроения, судостроения, машиностроения и других областей промышленности. Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
За счет легкой автоматизации процесса контактная точечная сварка широко применяется на различных производствах, при серийном массовом производстве каких-либо изделий. Здесь стоит отметить то, что прочность получаемых контактной сваркой соединений мало зависит от квалификации сварки и находится на высоком уровне.
Принцип действия точечной сварки
Как уже говорилось выше, точечная сварка – разновидность контактной. При этом сварное соединение образуется посредством нагревания металла с помощью пропускаемого через него тока и пластической деформации сварной зоны под воздействием сжимающих усилий.
В основе контактной сварочной технологии лежит разогрев металла под воздействием электричества по закону Джоуля-Ленца. При сварке ток идет между электродами, проходя при этом через металл свариваемых деталей. При этом электроды изготавливают из материалов с хорошей электропроводностью, чтобы сопротивление контакта детали и электрода было наименьшим.
За счет наибольшего сопротивления контакта деталей между собой наибольший нагрев происходит именно там. При этом нагрев и плавление металла приводит к появлению литых ядер сварных точек. Как правило, их диаметр составляет 4-12 миллиметров.
Разновидности и аппараты точечной сварки
Методы точечного соединения металла можно разделить на две группы: мягкие и жесткие.
Мягкие режимы отличаются плавным нагревом деталей с помощью умеренного тока (плотность тока на поверхности электродов обычно не превышает ста ампер на квадратный миллиметр). Разогрев происходит за 0.5-3 секунды. Такие режимы характеризуются меньшей потребляемой мощностью (если их сравнивать с жесткими режимами), меньшими нагрузками на электросеть, меньшими требованиями к мощности и цене сварочных машин, меньшей закалкой сварочной зоны. Такие режимы часто используются для сваривания склонных к закалке сталей.
Жесткие режимы отличаются меньшей продолжительностью процесса, более сильными токами и давлением при сжатии деталей. Плотность тока достигает трехсот ампер на квадратный миллиметр при сваривании стали. Время разогрева длится от 0.1 до 1.5 секунд. Давление электродов обычно составляет от 3 до 8 килограмм на квадратный миллиметр. Недостатками таких режимов являются повышенные требовании к мощности аппаратов контактной точечной сварки, большие нагрузки на сеть. Преимущества – меньшее время процесса и большая производительность. Жесткие режимы контактной сварки часто используют для сварки сплавов меди и алюминия, деталей с высокой теплопроводностью, неравной толщины, а также для сварки высоколегированных сталей, так как такие режимы сохраняют их коррозионную стойкость.

Точечная сварка не только надежна, но и выглядит эстетично
Время приложения усилий сжатия и подачи сварочного тока определяются заданной циклограммой процесса соединения металла.
Таким образом, аппараты точечной сварки разделяются по мощности. Существует достаточно большое количество моделей машин для этого не сложного, но в тоже время серьезного процесса — от мощных станков с высокой производительностью до ручных переносных аппаратов.
Преимущества точечной сварки
Этот процесс соединения металла имеет массу преимуществ. К достоинствам метода соединения различных металлов следует отнести:
- Возможность сварки тонких и очень тонких деталей из металлов различной природы (в том числе и дорогостоящих или легкоплавких сплавов). Во многих случаях такая возможность бывает весьма полезной, а аппарат точечной сварки – незаменимой машиной.
- Хорошие прочностные характеристики сварочного соединения, а также хороший внешний вид соединений. Соединения, полученные контактной сваркой, не подвержены старению, структура металла в зоне сварки практически не меняется, за исключением некоторого увеличения размера зерен.
- Высокую производительность контактной точечной сварки. Существуют машины контактной точечной сварки, позволяющие выполнять до восьмисот сварочных точек в минуту.
- Возможность полной автоматизации процесса точечной сварки. Все большее распространение приобретают автоматизированные машины контактной сварки, сварочные роботы и т.д. Это позволяет существенно сократить затраты труда, снизить себестоимость оборудования и повысить продуктивность работы.
- Экономичное расходование электродов, электрической энергии и других материалов. Себестоимость сварных точек также достаточно низка – хотя аппарат точечной сварки стоит достаточно дорого, за счет экономичного расходования материалов, высокой производительности аппарата и длительного срока службы себестоимость этого бесспорно не заменимого оборудования получается низкой.
- Низкие требования к квалификации персонала – для того, чтобы использовать аппарат точечной контактной сварки, вовсе не обязательно быть высококвалифицированным специалистом.
Техника безопасности при точечной сварке
Как и любой сварочный процесс, этот метод тоже требует беспрекословного соблюдения определенных мер безопасности.
Средства защиты
Основная угроза при работе со сварочным оборудованием – поражение электрическим током и высокой температурой. Для предотвращения поражения электрическим током необходимо соблюдать такие меры безопасности, как заземление тех частей оборудования, которые должны быть заземлены, проверка исправности оборудования перед работой, использование средств защиты. Управляющие элементы аппарата для точечного соединения металлических деталей не должны быть под высоким напряжением. Все провода должны иметь достаточное сечение.
При контактной точечной сварке выделяются брызги и пары металла. Для предотвращения ожогов брызгами металла сварщик должен использовать рукавицы, спецодежду и очки с прозрачными стеклами либо головной щиток. Пары металла могут быть вредны для здоровья, поэтому необходимо использовать вентиляцию, а при необходимости – средства защиты органов дыхания.
Части аппарата для соединения металла, должны быть хорошо зачищены
Меры безопасности
Все блокировочные устройства и устройства быстрого отключения аппарата точечной сварки должны быть исправны, находиться на виду, к ним должен быть легкий доступ.
При проведении таких технических работ, как зачистка или смена электродов, нужно соблюдать меры, исключающие возможность смещения электрода и травмирования рук. При работе аппарата точечной сварки пространство зажимных механизмов нужно закрывать щитком, а при работе на мощных машинах – огораживать ширмами.
Должна быть исключена возможность травмирования сварщика движущимися частями аппарата точечной сварки.
Заключение
Мы рассмотрели технологию контактной точечной сварки, выявили основные ее преимущества, принцип действия, рассмотрели аппараты точечной сварки и технику безопасности при выполнении всего процесса.
zavarimne.ru
Точечная сварка: аппараты, методы, советы
В настоящее время точечная сварка получила широкое распространение, как в промышленной сфере, так и быту, так как позволяет решать даже самые сложные задачи по своему прямому назначению.
На самом деле существует большое количество разновидностей сварочных процессов, каждый из которых характеризуется только своими энергоносителями, а также рабочими элементами и принципами проведения работ, у каждого своя технология.
Именно такая сварка наиболее часто используется в бытовых целях домашними мастерами.
Суть самого процесса состоит в том, что аппарат точечной сварки вырабатывает токовый импульс, который необходимо определенное время выдержать непосредственно на поверхности скрепляемых заготовок, в результате чего и происходит их точечная фиксация.
Как правило, время скрепления сварочной точки определяется визуальным способом, путем наблюдения за ней.

В этом случае прочностные характеристики самого соединения определяются, исходя из нескольких факторов одновременно, а именно, структуры материала, размеров точки, а также формы используемых электродов.
Также на качество соединения оказывает влияние сварочный ток, производимое усилие при сжатии, а также реальное состояние лицевой поверхности заготовки.
Данный тип сварки предназначен для скрепления меди, стали и многих других металлов, в том числе и нержавейки.
Особенности процесса сварки
Точечную сварку активно используют, как в промышленных целях, так и в бытовых.
На производстве, как правило, ее используют при необходимости сварить между собой всевозможные листовые заготовки из стали самых разных марок, в том числе нержавейки, меди, а также многих других категорий цветных металлов.
При помощи нее сваривают профильные заготовки различной толщины и формы, а также пересекающиеся стержни.
В домашних целях точечной сваркой в большинстве случаев пользуются при необходимости произвести ремонт самой разной бытовой техники, если требуется сварить кабель, а также для починки всевозможной кухонной утвари в виде кастрюль и тазов.
Следует отметить, что технология сварки точечного типа состоит из нескольких отдельных этапов. Принцип проведения работы всегда один и тот же.
Для начала заготовки из стали, нержавейки, меди, либо других металлов соединяются между собой в определенном положении, после чего помещаются в станок между электродами и тщательно прижимаются.
Далее запускается трансформатор, обеспечивающий необходимый нагрев металла до пластического состояния, в результате чего происходит требуемая деформация. О том, как сделать точечную сварку сварочным аппаратом полуавтоматом, рассказано на видео ниже.
Видео:
В промышленной сфере на крупных предприятиях в большинстве случаев используют оборудование автоматического типа, в домашних условиях пользуются сварочным полуавтоматом.
В некоторых случаях при использовании точечной сварки можно добиться скорости работы порядка шестисот точек в минуту.
Есть еще одна технология точечной сварки — лазерная, которая позволяет выполнять необходимые работы с большой точностью при максимальной прочности соединения.
Принцип точечной сварки состоит в сильном нагреве рабочих поверхностей металлов, в результате чего и происходит их плавление и далее образование однородной структуры.
Основную роль в сварочном процессе играет импульсная характеристика тока, которая и является основным параметром, обеспечивающим необходимый нагрев.
Также имеет значение при точечной сварке время, а также сила удержания заготовок, в результате которых металлическая структура кристаллизуется.
Данная импульсная сварка обеспечивает максимальную прочность швов при полной автоматизации самого процесса. К недостаткам можно отнести невозможность выполнить полностью герметичное соединение металлов между собой.
Некоторые характеристики
Исходя из названия, можно предположить, что при точечной сварке материал скрепляется между собой сразу в нескольких отдельных точках. Большое влияние на прочность самого соединения оказывает сразу несколько факторов.
Определяющими факторами в этом случае являются размеры и непосредственно структура самой точки. Кроме этого, большое значение играет материал электродов, параметры тока, а также передаваемое усилие сжатия.

Существуют различные режимы точечной сварки, которые позволяют выполнять необходимые работы, исходя из поставленных задач.
На сегодняшний день контактная точечная сварка постоянно совершенствуется и видоизменяется, что делает ее перспективным методом, позволяющим эффективно соединять между собой заготовки из стали, меди и других металлов.
Аппарат точечной сварки представляет собой своеобразный сварочный станок, который оснащен инвертором, в его состав обязательно входит трансформатор, а также специальные клещи.
На промышленных предприятиях, как правило, используют автоматические устройства, в быту пользуются полуавтоматом.
И пользование ручным полуавтоматом, и полностью автоматическая и даже лазерная типы сварок обязательно должны полностью соответствовать ГОСТ.
Характерной особенностью данного вида сварки полуавтоматом является то, что при помощи него можно сваривать как листы стали и меди, так и нержавейки. Не играют роли размеры и толщина заготовок, а также их предназначение.
Если используется лазерная сварка, то удается добиться максимальной прочности и точности соединений.
В настоящее время лазерная сварка широко используется в самолетостроении, автомобильной промышленности, кораблестроении для сварки стали, меди, нержавейки и многих других металлов.
В условиях небольших мастерских пользуются полуавтоматом, который обязательно имеет трансформатор и отвечает стандартом ГОСТ.
В промышленных целях в большинстве случаев применяется машина контактной точечной сварки, в состав которой также входит трансформатор, а также конденсаторная установка, по стандартам ГОСТ.
Несмотря на некоторые различия сварки полуавтоматом, схема и принцип точечной сварки всегда одинаковы. Электроды для точечной сварки производят преимущественно из бронзы с небольшим добавлением кадмия или хрома.
Сам процесс точечной сварки можно увидеть на видео, которое размещено ниже.
Видео:
Методы и способы
В основе данного типа сварки лежит уже давно известный и достаточно часто практикуемый метод контактной сварки.
В данном случае сварное соединение на поверхности стали, меди, нержавейки либо каких-то других металлов получается за счет определенного нагрева заготовок.
Это происходит за счет того, что через трансформатор ток поступает на поверхность металла и далее на свариваемую поверхность, в результате чего металл пластически деформируется и под определенным сжимающим усилием прочно фиксируется, образуя однородную структуру.
Получаемый таким образом сварной шов должен обязательно соответствовать ГОСТ и обеспечивать прочность соединения на должном уровне.
В данном типе сварки электроды не только подают ток на поверхность металлов, но и обеспечивают необходимое сжатие, как клещи. В зависимости от металла подбираются электроды, которые могут иметь самый разный состав.
Их размер и диаметр регламентирует ГОСТ. Следует отметить, что точечная сварка алюминия производится электродами с наконечниками, так как плоские могут привести к образованию вмятин.
В любом случае, клещи должны обеспечивать эффективное прижимное усилие, которое обеспечит качественное сжатие поверхностей. Для более точной работы используется конденсаторная сварка.
Конденсаторная сварка является полным аналогом точечной и обеспечивает скрепление мелких деталей. Используется конденсаторная сварка там, где нужна точность — чаще всего в ремонте техники.
При необходимости на металлическую поверхность наложить заплатку, лучше всего воспользоваться сварочным полуавтоматом. Полуавтоматом можно нанести на металл несколько разновидностей швов.
Данное устройство достаточно часто используют для данного типа сварки в автомастерских или в домашних условиях.
Следует отметить, что сварным полуавтоматом можно получить сварной шов точечного типа и о том, как это сделать, рассказывает видео, размещенное ниже. В данном случае в процесс сварки клещи не участвуют, кроме этого, используются обыкновенные электроды.
Видео:
В любом случае получаемое соединение должно обязательно соответствовать ГОСТ и иметь необходимую прочность. Очень часто для сварки стали, меди, нержавейки или алюминия используется лазерная сварка.
В этом случае металл достигает необходимой температуры не через клещи, а посредством специального излучения — именно так происходит лазерная сварка.
Лазерная сварка характеризуется такими параметрами, как мощность излучения, фокусирующим пятном, а также скоростью подачи металлических листов. Следует отметить, что лазерная сварка имеет свой ГОСТ, который и определяет ее режимы работы.
Схема точечной сварки, а также тип точечного соединения и его принцип во многом зависит от используемого оборудования.
Точечная сварка характеризуется крепким швом, который иногда приходится убирать путем высверливания. Сверло применяется обычно в случае ремонта автомобиля. Именно там приходится высверлить шов.
Нужно отметить, что существует специальное сверло для быстрого высверливания точечной сварки. Сверло лучше купить, а не использовать какое-то подходящее на ваш взгляд сверло. Цена на такое сверло невысока.
Работа высверливания должна быть проделана достаточно аккуратно, чтобы можно было в дальнейшем отремонтировать кузов.
Виды и типы аппаратов
Существует несколько методов, при которых можно сделать сварное соединение данного типа, а именно, мягкий и жесткий. Исходя из этого, и подбираются аппараты, соответствующие ГОСТ.
В настоящее время для данного типа сварки в специализированных магазинах предлагается большой выбор соответствующих аппаратов, на каждый из которых установлена своя цена.
Цена на сварочный аппарат зависит, в том числе, и от того, какой именно трансформатор установлен. В большинстве случаев на предприятиях установлен станок для данного типа сварки, цена которого достаточно высокая.
Такой станок позволяет выполнять большой объем работы с самым разным металлом. Также станок для данного типа сварки имеет большие функциональные возможности и высокий потенциал работы.
Кроме этого, на крупных предприятиях используется и лазерная сварка, цена которой также находится на высоком уровне.
В бытовых целях используют более компактные аппараты, в состав которых входят трансформатор определенной мощности и, соответственно, клещи.
Цена на такие мини устройства определяется, исходя из его функциональных возможностей и марки производителя. И станок, и компактный сварочный аппарат обеспечивают точечное соединение меди, стали, нержавейки, а также многих других металлов.
Наиболее востребованной машиной считается споттер, цена которого достаточно доступная. В таких агрегатах отсутствуют специальные клещи, а ток передается через вывод, подсоединенный непосредственно к детали и электроду.
Видео:
Споттер имеет компактные размеры, притом, что прижимное усилие заготовкам передается ручным методом. Его основным достоинством является низкая цена при возможности осуществлять соединение стали, меди, а также нержавейки.
Схема работы споттера достаточно примитивная, при этом качество работы полностью отвечает ГОСТ. В данном устройстве установлен достаточно мощный трансформатор, который и обеспечивает необходимое напряжение.
На видео, которое размещено выше, показана схема работы ручного споттера. При покупке ручного устройства следует учитывать, что цена определяется, исходя из нескольких условий, в том числе и от того, какой именно трансформатор установлен.
Более профессиональное оборудование, такое как лазерная сварка или специальный станок, как правило, в домашних условиях не используется, так как цена на него достаточно высокая.
Советы и рекомендации
Трансформатор для данного типа сварки имеет некоторые отличия от остальных. В данном случае производится точечный нагрев поверхности металла, который обеспечивают специальные клещи, в которых установлены электроды.
При выполнении данного вида соединения размеры металлических листов не играют роли, кроме этого, работы могут вестись, в том числе, и с нержавеющей сталью. При выборе аппарата для домашнего использования главным фактором не должна быть его цена.
Рекомендуется, прежде всего, обратить внимание на функциональные возможности устройства, а также прочностные характеристики соединения.
Также имеет значение и производительность агрегата, и наличие автоматизации самого процесса.
Все устройства данного типа отличаются доступностью выполнения необходимых работ, даже при отсутствии соответствующей квалификации, что делает их доступными и популярными среди домашних мастеров.
Собрать такое устройство можно и самостоятельно.
В этом случае потребуется соответствующий трансформатор, который сможет обеспечить необходимый электрический импульс, а также материал, из которого изготовятся клещи.
Все необходимые элементы следует собрать по определенному принципу и схеме, и если всю работу выполнить не только правильно, но и в соответствии с технологией, то можно будет получить устройство, которое обеспечит прочное соединение между собой самых разных металлов.
О том, как самостоятельно собрать аппарат точечной сварки в домашних условиях, подробно рассказано на видео, которое размещено ниже.
Видео:
rezhemmetall.ru
Точечная сварка своими руками | Строительный портал

О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около – 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 – 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.

Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
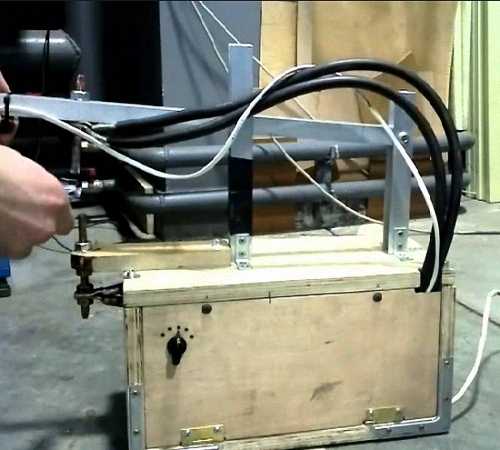
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.

Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной – электрод.
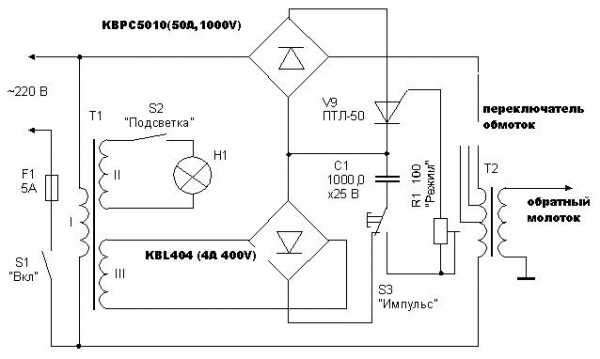
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
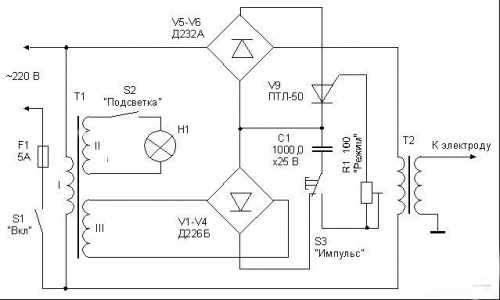
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса – с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.

Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
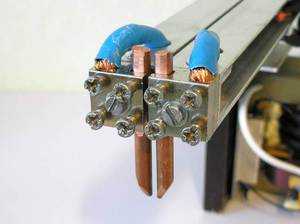
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом – рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата – небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
strport.ru