Ток сварочного аппарата – Ток сварочного аппарата
alexxlab | 23.08.2020 | 0 | Вопросы и ответы
Самодельный сварочный аппарат: схема и технические характеристики
Нередко неотложные дела в хозяйстве требуют изготовления самодельного сварочного аппарата. Собрать из подручных материалов такой аппарат не так сложно, а опыт такого рода будет полезен любому мастеру. Вопрос сварки деталей часто возникает в самых разных ситуациях, и при этом купить сварочный аппарат не все могут себе позволить. Предпочтительнее собрать его из трехфазного трансформатора, так как в этом случае никакой перемотки он не потребует.

Схема устройства сварочного аппарата.
Материалы и инструменты для сборки понадобятся следующие:
- электротехническая сталь;
- старый трансформатор;
- шпильки из проволоки;
- напильник;
- электрокартон;
- изолента;
- обмоточный провод;
- электроды;
- диоды;
- радиаторы.
Схема и технические характеристики сварочных аппаратов
Рисунок 1. Принципиальная электрическая схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла.
Аппарат, собираемый дома, должен обладать следующими характеристиками:
- габариты и вес небольшие;
- 220 В питания;
- длительность работы, которая составит не менее 5-7 электродов dэ=3-4 мм.
Масса изделия и его габариты могут быть скорректированы уменьшением его мощности, потому что зависят от нее. Длительность его нормальной работы зависит от качества материала, из которого выполнен сердечник и степени термостойкости провода, которым выполнена обмотка. Чтобы максимально увеличить время сварки, используют сердечник из стали с высокой магнитной проницаемостью.
Вернуться к оглавлению
Какой ток использовать для сварочного аппарата
В самодельных сварочных аппаратах может применяться ток постоянный или переменный. Те агрегаты, в которых применяют малые переменные токи, могут использоваться для сварки кровельного и автомобильного железа, а также любого другого тонколистового металла. Такие самодельные сварочные аппараты отличаются устойчивостью сварочной дуги, а сам процесс сварки с их помощью может производиться прямой или же обратной полярностью при условии подаваемого постоянного напряжения.
Функциональная схема источника питания сварочного аппарата.
При подаче постоянного тока можно сваривать при помощи электродной проволоки, не используя обмазку, в том числе и электродами, которые изначально предназначены для сварки металлов постоянным или переменным током. Чтобы дуга загоралась при подаче малого тока, изоляционной обмотке желательно придать завышенное напряжение на холостом ходу. Чтобы выпрямить дугу переменного тока используются мостовые выпрямители с диодами большой мощности и обязательными радиаторами охлаждения (рис.1).
На этом рисунке видно, что для уменьшения скачков напряжения к держателю электродов присоединяется один вывод СА, используя для этого Т-образный специальный фильтр. Сам этот фильтр должен состоять из дросселя L1, который является катушкой, обмотанной медной шиной в 50-70 витков с обязательным отводом от середины, с конденсатором С1.
Таблица требуемых технических характеристик для сварочного аппарата.
Медную шину наматывают на сердечник ОСО-12, который можно взять от ненужного понижающего трансформатора, либо аналогичного по характеристикам другого, но с условием, что мощность его будет не меньше. При этом прослеживается следующая закономерность: чем сечение железа уменьшающего скачки дросселя больше, тем меньше вероятность его магнитной системе входить в насыщение при работе.
Это важный пункт при сварке, так как если при больших токах магнитная система входит в насыщение, как бывает при резке, то скачкообразно и быстро уменьшается индуктивность дросселя, отчего сглаживание тока не происходит. Сварочная дуга в таких условиях функционирует неустойчиво. Сам конденсатор С1 представляет собой батарею меньшей емкости, на 350-400 МКФ, и напряжение не менее 220 В конденсаторов типа МБМ, МБГ или других, имеющих те же характеристики.
Вернуться к оглавлению
Общие принципы изготовления и обслуживания
Рисунок 2. Падающая внешняя характеристика сварочного аппарата.
Чтобы в самодельном сварочном аппарате выпрямить и отрегулировать сварочный ток, используется схема, работающая при помощи управляемых тиристоров большой мощности, которые при этом должны давать возможность изменять напряжение от 0,1 до 0,9 Uхх. Эти же регуляторы помимо сварки используются, для того чтобы зарядить аккумуляторные батареи или чтобы питать электронагревательные элементы. Самодельный сварочный аппарат переменного тока используют при этом специальный, предназначающийся исключительно для работы при переменном токе; берут соответствующие электроды.
Чтобы сварочный аппарат функционировал качественно, требуется выполнение целого некоторых правил. Чтобы зажигание дуги считалось нормальным, требуется получить достаточно большую величину выходного напряжения. Если сделать аппарат, используя схемы, самостоятельно, выходное напряжение не должно превышать Uхх=60-65 В, так как в противном случае не гарантируется безопасная работа, более высокое напряжение холостого хода может представлять опасность. Сварочные аппараты, изготовленные с применением специализированного промышленного оборудования, могут иметь Uхх=70-75 В. При этом величина I св, обозначающая напряжение сварки, требуется такая, чтобы обеспечить горение дуги устойчиво, вне зависимости от того, каков диаметр электрода. Значение величины напряжения сварки Uсв может равняться 18-24 В.
Магнитопровод стержневого типа.
Сварочный номинальный ток, как показывает схема, должен составлять I св=KK1*dэ. В этой формуле I св обозначает величину подаваемого сварочного тока, А; K1=30-40 — тот коэффициент, который зависит от типа и величины используемого для сварки электрода, dэ, мм. При этом ток короткого замыкания номинальный сварочный ток не должен превышать по своим значениям больше, чем на 30-35%. Дуга, как было замечено, горит устойчиво только в случае, если сам сварочный аппарат обладает падающей внешней характеристикой. Именно она определяет величину зависимости, возникающей между силой тока и рабочим напряжением, проходящим в момент работы по сварочной цепи схемы (рис. 2).
Изготавливая из подручных материалов аппарат для сварки в домашних условиях, следует помнить, что универсальный, перекрывающий токи от 15-20 до 150-180 А, аппарат собрать будет сложно. Более рациональным будет для начального этапа ограничиться агрегатом, работающим с электродами, диаметр которых 2-4 мм. В случае если все же возникнет необходимость работать сваркой на малых токах, этот же аппарат можно снабдить отдельно сконструированным устройством-выпрямителем, которое будет плавно регулировать сварочный ток.
Вернуться к оглавлению
Как правильно выбрать сердечник
Магнитопровод тороидального типа: 1 — сердечник автотрансформатора до перемотки; 2- сердечник после перемотки.
Если при этом использовать сердечник тороидального (круглого) типа, собранный такими комплектующими инструмент будет иметь технические характеристики, превышающие стержневые сердечники в 4-5 раз, и электропотери в нем будут невелики. Это будет зависеть от многослойности и размещения намоток на кольце. Для изготовления такого сердечника используется полоса трансформаторного ленточного железа, уложенного особым образом в тор. Характеристики этого трансформатора будут лучше, чем у «П» и «Ш»- образных аналогов. Часто для изготовления тороида не удается найти железо, но можно использовать пластины из старого сварочного трансформатора или из трансформатора от телевизора старой модели. Для этого нужно разбить «П»- образный сердечник на отдельные пластины и выправить их затем на наковальне.
Чтобы собирать самостоятельно сварочные аппараты, пользуются чаще всего магнепроводами со стержневым типом, так как они более технологичны в изготовлении. Можно набрать такой сердечник самостоятельно, используя при этом пластины электротехнической стали в произвольных конфигурациях. Толщина пластин должна составлять 0,35-0,55 мм, а стянуть между собой их можно при помощи шпилек, которые требуется предварительно изолировать от сердечника. Считаться при этом следует с тем, что в конфигурацию сердечника должны целиком уместиться обмотки сварочного аппарата. Сама общая площадь поперечного сердечника вычисляется по формуле S=а*b в см².
Способы намотки обмоток сварочного аппарата на сердечнике стержневого типа.
Получив пластины, из них клепают обруч, внешний диаметр которого составит 260 мм. Первую пластину, вставляя внутрь обруча, придерживают рукой от раскручивания и встык к ней ставят вторую, чтобы внутренний диаметр был 120 мм. Края полученного тороида обрабатываются напильником. Затем из электрокартона вырезают 2 круга, внешним диаметром 270 мм, а внутренним 110 мм, из того же картона требуется вырезать полосу 90 мм шириной. Заготовки кладут с 2-х сторон кольца, обматывают изоляцией.
Чтобы выполнить на сварочном аппарате первый слой изоляционной обмотки, лучше всего использовать обмоточный провод из меди специального назначения и при этом обязательно термостойкий. Тип изоляции на нем должен быть стеклотканевым или хлопчатобумажным. У проводов в изоляционной оболочке из резины или резиноткани также неплохие характеристики теплостойкости.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике: 1. равномерная; 2. секционная; а — сетевая обмотка; б — силовая обмотка
А проводами в ПВХ изоляции пользоваться не рекомендуют, так как повышенную температуру этот тип изоляции не выдерживает и начинает плавиться. В этом случае очень велик риск короткого замыкания. Можно использовать такие провода, если самостоятельно заменить в них изоляцию. Можно также ее не снимать, а обмотать провода непосредственно поверх вторым слоем. Так меньше риска повредить провод, чем при снятии.
При выборе значений для этой формулы не следует ставить на минимальные, так как при таких значениях агрегат не получит необходимый запас мощности, а поэтому хорошую сварку по всем параметрам качества осуществить будет невозможно. Такая конструкция будет перегреваться уже после недолгого времени работы. Избежать этого можно, установив сечение сердечника в сварочном аппарате на величину от 45 до 55 см, но, используя такой вариант, нужно помнить, что конструкция прибавит от этого в весе.
Вернуться к оглавлению
Как выбрать провода для обмотки
Обычно первичная обмотка делается при помощи медной проволоки ПЭВ-2, диаметр этого провода равен 2 мм, при этом для сети 220 В общее количество наложенных витков будет не менее 170. Во многом это связано и с плотностью сборки пластин.
Чтобы проверить точное количество витков, следует провести эксперимент и затем, если ток на холостом ходу составит больше 1-2 А, количество витков доматывают, а если меньше, то разматывают некоторые.
Вторичной обмотки делается 30 витков, для нее берут провод ПВЗ, сечение которого 15-20 мм. Третья обмотка тоже состоит из 30 витков, но для нее используется провод МГТФ сечением 0,35 мм. Между слоями обмотки обязательно прокладывают изоляцию из тесьмы. Работы над обмоткой проще всего производить вдвоем, когда один удерживает свободный конец и предохраняет его от скручивания, а второй осторожно укладывает витки. При этом желательно не повреждать изоляцию и не задевать поэтому за соседние витки.
moiinstrumenty.ru
Схема сварочного аппарата постоянного тока
Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой аппарат выполняет без особых проблем.
Основным преимуществом таких устройств является тот факт, что пользователь самостоятельно решает, какие изменения вносить в конструкцию, преобразуя, таким образом, технические характеристики агрегата, исключая и добавляя разные функции.
Самые примитивные самодельные рабочие сварочные аппараты сделаны в виде трансформатора с рабочей и сетевой обмоткой. Рабочая обмотка, как правило, проектируется с напряжением 45-70 В, а сетевая – с напряжением 220-240 В. Сила тока при этом изменяется за счёт увеличения или уменьшения витков рабочей обмотки.
Что нужно для сборки сварочного аппарата?
Схема сварочного аппарата постоянного тока представляет собой, как правило, корпус старого асинхронного двигателя или понижающего трёхфазного трансформатора.
Блок питания помещается в корпус, который оборудован всеми необходимыми мелочами:
- регуляторами;
- клеммами;
- соединительными разъёмами;
- специальными выключателями;
- переходниками и т. п.

Для удобства переноски и транспортировки, корпус сварочного аппарата можно оборудовать специальными колёсиками или ручками.
Чтобы собрать в домашних условиях сварочный аппарат постоянного тока, необходимо минимум инструментов и оборудования:
- плоскогубцы;
- отвёртка;
- паяльник;
- нож (ножницы), ножовка;
- молоток;
- электродрель;
- винты, шайбы и гайки разных размеров;
- алюминиевые заклёпки и пластины.
ВАЖНО: если вы решили самостоятельно собрать сварочный трансформатор постоянного тока, необходимо ознакомиться с базовыми теоретическими знаниями и навыками, которые касаются момента плавления электрода и горения сварочной дуги, технических характеристик трансформаторов, обмоток сварочного аппарата.
Основные сведения об обмотках сварочного аппарата
В процессе создания проекта своего сварочного агрегата необходимо рассчитывать первичную обмотку с током 25 А. Вторичную обмотку нужно проектировать на 160 А.
Не менее важным моментом является правильный подбор оптимального сечения проводов. Расчёт нужно производить по следующей схеме: на 1 мм2 провода разрешается подача тока не более 10 А. Если провода алюминиевые, ток должен быть уменьшен вообще до 4 А.
Изначально рассчитывается площадь сечения окна железа в см2, а исходя из этого – число витков обмоток. Количество витков обмоток рассчитывается сначала на 1 В (48 делится на площадь сечения окна рабочей площади трансформатора), после чего – для суммарного значения.
Сборка самодельного сварочного агрегата должна производиться только после завершения всех расчётов. Чтобы сварочный трансформатор постоянного тока работал правильно, необходимо добиться правильности расчётов. Если необходимо, нужно вносить частые изменения в характеристики конструкции.

Сварочный аппарат своими руками
Сварочный трансформатор является главным элементом любого сварочного устройства (он отвечает за понижение сетевого напряжение до 50-80 В). Схема сварочного аппарата постоянного тока подразумевает максимальную отдачу мощности, из-за чего трансформатор должен спокойно выдерживать подачу тока до 200 А.
Самодельные конструкции сварочных аппаратов очень простые, так как в них отсутствует, как правило, даже дополнительные компоненты для регулировки тока (нет переключателя силы тока). Сила тока регулируется за счёт переключения витков катушек (или других специализированных устройств).
Сварочный трансформатор постоянного тока состоит из магнитопровода (состоит из пластин трансформаторной стали повышенной прочности), первичной и вторичной обмотки. Первичную обмотку обычно изготавливают с отводами, так как это позволяет изменять сварочный ток во время процесса сварки. Если же трансформатор рассчитан на определённый ток, то варить можно сразу после прохода вторичной обмотки.
Не менее важной деталью сварочного трансформатора является магнитопровод, в процессе изготовления которого применяются детали из старых телевизионных трансформаторов или электродвигателей.
Во время сварки важное свойство имеет и эластичность дуги, основным критерием которой является её максимальная длина, при которой дуга может существовать. Дуга может зажигаться и гаснуть до 100 раз в секунду (это зависит от фазового сдвига между током дуги и напряжением на холостом ходу).
Чтобы уменьшить паузы горения, можно повысить напряжение на холостом ходу (не выше уровня 80 В) с помощью включения в цепь дросселей, которые приводят к фазовому сдвигу между напряжением и током.
В таком случае сварочная дуга вообще может гореть беспрерывно, потому, как она будет поддерживаться ЭДС самоиндукцией. А когда дуга более стабильна, сварной шов ложится тоже более ровно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Выбор режима ручной дуговой сварки. От чего зависит сила сварочного тока
Для правильного определения нужной силы тока при ручной электродуговой электродной сварке необходимо учесть много факторов. Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы.
Режим сварки, факторы влияющие на его выбор
Для выбора нужного нам режима сварки требуется определить состав свариваемого материала, его геометрические размеры, конфигурацию и планируемый тип сварного шва. Только зная ответы на все эти вопросы мы сможем верно выбрать электрод и характеристики сварного тока.
Так как факторов множество и каждый из них по своему влияет на сам процесс сварки — рассмотрим их основные параметры:
- типоразмер электрода;
- значение тока;
- длина дуги;
- скорость провара;
- тип и полярность;
- количество швов.
Анализируя данный список мы видим, что главные критерии режима сварки связаны с условиями и характером горения сварочной дуги. Поэтому перед началом работ нужно выполнить подбор значений этих параметров для получения нужной конфигурации и, следовательно, отличного качества места сварки.
Хорошее увеличение производительности труда получают путем использования сварки, где применяется трехфазный ток.
Применяя трехфазную сварку КПД возрастает в 2—2,5 раза. Проходя сквозь дугу трех токов смещенных по фазе на 120 градусов качество и устойчивость дуги становится намного выше чем при применении однофазного тока. Данный тип сварки позволяет применять электроды с фтористо-кальциевыми покрытиями, которые не годятся при работе на однофазном переменном токе.
ТОК И ЭЛЕКТРОД
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей. При вертикальных проварах силу тока уменьшают на 15%, при потолочных – уменьшают на 20%.
Зачастую данные о силе тока нанесены на пачке от сварочных электродов. Вдобавок ее можно узнать с помощью расчетов или таблиц.
Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва.
Для каждого отдельного случая подбирается определенное количество Ампер:
- Электродом 1 мм. сваривают материал толщиной до 1 мм, сила тока выставляется в пределах 10-30 А.
- Электродом 1,5-2 мм. сваривают материал толщиной до 2 мм, подают на электрод 30-50 А.
- Электродом 3 мм. сваривают материал толщиной до 4 мм, подают на электрод 60-120 А.
- Электродом 4 мм. сваривают материал толщиной до 11 мм, подают на электрод 140-2000 А.
- Электродом 5 мм. сваривают материал толщиной до 15 мм, подают на электрод 150-270 А.
- Электродом 6 мм. сваривают материал толщиной до 16 мм, подают на электрод 210-340 А.
Такой разброс ампер существует из-за разности применяемых металлов и положения заготовок при сварке. При начале сварки советуют выставлять среднее значение силы тока.
ДЛИНА ДУГИ
Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва. Наилучшим вариантом будет применение короткой дуги (длина дуги не больше диаметра применяемого электрода) Даже имея солидный опыт сварщика данное требование выполнить будет очень тяжело. Длина дуги имеет связь с калибром электрода и силой тока. Для обеспечения хорошего сварного шва требуется придерживаться зависимости между диаметром электрода и длиной дуги:
- При размере 1,5-2 мм – дуга составит 2,5 мм.
- При размере 3 мм – дуга составит 3,5 мм.
- При размере 3-4 мм – дуга составит 4 мм.
- При размере 4 мм – дуга составит 4,5 мм.
- При размере 4-5 мм – дуга составит 5 мм.
- При размере 5 мм – дуга составит 5,5 мм.
- При размере 6-8 мм – дуга составит 6,5 мм.
СКОРОСТЬ НАЛОЖЕНИЯ СВАРОЧНЫХ ШВОВ
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При

Влияние скорости сварки на форму шва
малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет
прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.
Для определения наилучшего скоростного режима советуется придерживаться полученных экспериментальным способом характеристик ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм. При повышении скорости перемещения электрода ширина шва становится меньше, причем глубина провара фактически останется прежней. Получается, что швы наилучшего качества получим при соблюдении скорости 30-40 м/ч.
ПОЛЯРНОСТЬ
На выбор нужной нам силы тока влияет и полярность. Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?
Виды полярности сварочного тока
Поток электронов при сварке направлен от отрицательной клеммы к положительной. Клемма, на какую приходят электроны (положительная) имеет более сильный прогрев. Эти знания применяют для улучшения качества сварки при различных металлах и толщинах заготовок. При сварке габаритных деталей имеющих большую массу и плотность положительная клемма крепится к их поверхности, данный тип подключения будет считаться «с прямой
полярностью». Зачастую при сварке используют именно этот тип. При работе с металлами имеющими тонкую стенку или высоколегированный сплав склонный к выгоранию легирующих элементов к ним подключают отрицательную клемму (обратная полярность). При использовании данного подключения наибольшая температура припадает на электрод, а свариваемые поверхности имеют меньший нагрев. Большая сила тока также будет меньшее влиять на деталь.
Верный подбор описанных выше показателей (силе тока, полярность, диаметр и вид электрода) гарантируют наилучшие показатели сварных швов. Для повседневной обычной сварки наиболее лучше подойдет сварочный инвертор с размером электродов диаметром 3-4 мм, выставленной силой тока приблизительно 100 А и использованием прямой полярности. Данный выпрямитель потребляет небольшое количество энергии, имеет малый вес и габаритные размеры и очень удобен в использовании. При работе нужно учесть, что любой сварочный аппарат имеет свои огрехи, поэтому проводить регулировку нужно на свое усмотрению отталкиваясь от заданных режимов. Помните, что подбор силы тока происходит в зависимости от совокупности большого количества факторов. Ошибочное определение режима может стать причиной того, что металл не будет провариваться при нехватке тока, а при его переизбытке-материал прожжется. При применении электродов с большим калибром плотность сварочного тока уменьшится, что обусловит появление блуждания сварочной дуги, её колебания и изменения длины. Все это приведет к увеличению ширины сварочного шва и меньшей глубине провара.
Источники питания
В настоящее время по роду электричества может применяться сварка переменным и постоянным током. Важно не только правильно выбрать режим сварки и толщину электрода, но и подобрать нужный источник питания. Давайте рассмотрим самые распространенные источники сварочного тока и узнаем в чем их отличия:
Сварочные трансформаторы
Создают сварочный ток просто понижая сетевое напряжение. Это определяет их хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
Сварочные выпрямители
Преобразовывает сетевое напряжение с дальнейшим его выпрямлением используя диодные или тиристорные блоки. Данные источники питания очень просты и имеют высокую надежность. Применяют для сварки фактически любых сталей и сплавов различными типами электродов. При работе данной сваркой образование брызг металла происходит в меньшей мере чем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
Сварочные инверторы
Их принцип базируется на превращении переменного тока на входе прибора в постоянный, далее с помощью транзисторных ключей постоянный перерабатывается в переменный с частотой выше 50 кГц и поступает к высокочастотному трансформатору с последующим выпрямлением. Данные источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
svarkagid.ru
Аппарат переменного тока: как получить качественное соединение?
Сварочный аппарат переменного тока является отличным помощником в быту, либо в профессиональной деятельности. Состоит аппарат из понижающего трансформатора, а также специализированного устройства, которое способно регулировать показатель тока. Устройства переменного тока могут быть подразделены на несколько групп.
Группы аппаратов:
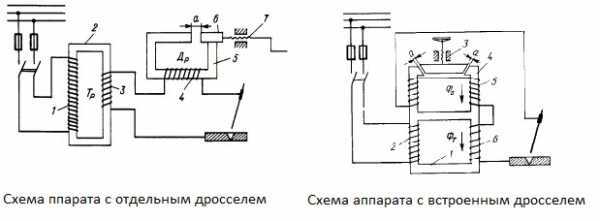
- Аппарат с отдельным дросселем;
- Аппарат со встроенным дросселем;
- Аппарат с подвижным магнитным шунтом;
- Аппарат с увеличенным магнитным рассеянием, а также с подвижной обмоткой.
Вышеперечисленные группы устройств имеют некоторые отличия в конструкции, а также в электрической схеме.Аппарат переменного тока состоит из понижающего трансформатора и дросселя, подвижной обмотки, подвижного магнитного шунта. Устройство имеет подвижную обмотку, необходимую для регулирования сварочного тока. Устройство служит для обеспечения питания дуги переменным током в условиях напряжения в диапазоне 60-70В.
Аппарат с отдельным дросселем (рис. №1)
Принципиальное устройство
Сварочный трансформатор, в основе которого лежит воздействие переменного тока, состоит из трансформатора и дросселя. Таким образом, устройство (Тр) располагает сердечником (магнитопроводом) из пластин (пластины, отштампованные из тонкой трансформаторной стали, толщина которых составляет 0,5 миллиметра).
На сердечнике располагаются обмотки (первичная и вторичная). Первичная обмотка, выполненная из изолированной проволоки, питается от сети переменного тока напряжением 220, либо 380В. Относительно вторичной обмотки, то она выполнена из медной шины. Вторичная обмотка способна выдавать напряжение в пределах 60-70В.
Незначительное магнитное рассеивание, а также малое сопротивление обмоток, которыми располагается варочный трансформатор, дают возможность обеспечивать несущественное высокий коэффициент полезного действия (КПД), а также внутреннее падение напряжения.
Тонкости функционирования
В сварочную цепь с вторичной обмоткой последовательно включена обмотка дросселя (Др), выполненная из голой медной шины. Обмотка располагает асбестовыми прокладками, которые, в свою очередь, пропитаны теплостойким лаком. Относительно сердечника дросселя скажем, что он также набирается из пластин тонкой стали, и состоит из неподвижной и подвижной частей.
На неподвижной части сердечника расположена обмотка дросселя, а подвижная часть способна перемещаться посредством винтовой пары. Во время вращения рукоятки по ходу движения стрелке часов воздушный зазор начинает увеличиваться, в то время как при движении рукоятки против часовой стрелки воздушный зазор уменьшается.
В процессе возбуждения электрической дуги посредством короткого замыкания (КЗ) наблюдается образование большого тока, который проходит через обмотку дросселя, и создает достаточно мощный магнитный поток. В свою очередь, магнитный поток наводит электродвижущую силу (ЭДС) дросселя, которая направлена против напряжения устройства. Вторичное напряжение, которое развивает трансформатор, поглощается в процессе падения напряжения в дросселе. Таким образом, напряжение цепи опускается до нулевого значения.
В процессе возникновения электрической дуги происходит уменьшение сварочного тока, после чего уменьшается и ЭДС самоиндукции дросселя, которая направлена против напряжения устройства. В результате этого в цепи сварки устанавливается рабочее напряжение для устойчивого последующего горения дуги, при этом показатель меньше, чем напряжение на холостом ходу.
Изменение зазора между подвижным и неподвижным магнитопроводом влияет на индуктивное сопротивление дросселя, изменяя его, в результате его наблюдается изменение тока в цепи сварки. Во время увеличения зазора производится увеличение магнитного сопротивления магнитопровода дросселя, ослабляется магнитный поток, а ЭДС самоиндукции катушки, а также ее сопротивление уменьшаются.
В результате подобных действий происходит возрастание тока. В процессе уменьшения зазора показатель тока уменьшается. Стоит отметить, что один поворот рукоятки винтовой пары способен изменить показатель тока на 20А.
Данная схема применяется в изготовлении такого устройства, как трансформатор типа СТЭ. Трансформатор типа СТЭ совершенно просто устроен, к тому же достаточно безопасен в эксплуатации. В связи с этим применяется сварочный трансформатор СТЭ практически повсеместно, где испытывается необходимости в ручной дуговой сварке.
Сварочные аппараты со встроенным дросселем (рис. №2)

Принципиальнее устройство и функционирование
Сварочный аппарат имеет схему, которая была разработана академиком В. П. Никитиным. Магнитопровод, которым располагает сварочный трансформатор, состоит из основного сердечника с располагающихся на нем первичной и вторичной обмотках трансформатора, а также из добавочного сердечника с обмоткой регулятора параметра (дросселя).
Добавочный магнитопровод имеет расположение над основным. Добавочный магнитопровод состоит из неподвижной, а также подвижной частей, между которыми, в свою очередь, посредством винтовой пары устанавливается нужный воздушный зазор.
Магнитный поток, создающийся обмоткой регулятором тока, может располагать попутным, либо встречным направлением с потоком, который создает трансформатор и его вторичная обмотка (в зависимости от одной тонкости – особенности включения обмоток).
Доступна регулировка основного рабочего параметра посредством изменения воздушного зазора. Таким образом, чем больше воздушный зазор, тем больше наблюдается показатель рабочего тока, необходимого для осуществления качественной сварки металлических изделий.
Данный принцип положен в конструктивную основу сварочных устройств типа СТЭ-24-У, СТЭ-34-У, СТН-500, СТН-350, СТН-700, ТСД-500, ТСД-1000, а также ТСД-2000. Каждый из перечисленных сварочный трансформатор может успешно соединять металлы посредством применения переменного тока.
Аппараты для сварки с увеличенным магнитным рассеянием, подвижным магнитным шунтом
Принципиальные особенности устройства, а также принцип действия
Сварочный аппарат, работающий от сети переменного тока, имеет замкнутый магнитопровод. На одном стержне магнитопровода располагается первичная, а также вторичная обмотки трансформатора, в то время как другой стержень оснащен реактивной обмоткой. Между ними располагается магнитный шунт, который замыкает магнитные потоки, создаваемые, в свою очередь, первично, а также реактивной обмотками.
В данном процессе происходит образование магнитных потоков рассеяния, создающих существенное индуктивное сопротивление. В результате этого обеспечивается падающая внешняя характеристика, которую имеет сварочный трансформатор. Интенсивность рабочего параметра регулируют посредством перемещения магнитного шунта вдоль направления магнитного потока.
Во время выдвижения шунта рассеивание магнитных потоков реактивной и первичной обмоток уменьшается, из-за чего сварочный трансформатор в корпусе уменьшает индуктивное сопротивление. На протяжении всей процедуры наблюдается возрастание тока. Сварочный аппарат типа СТАН функционирует по такому же принципу, как это описано выше. Также схема используется в работе такого приспособления, как сварочный трансформатор типа СТШ.
Аппараты для сварки с увеличенным магнитным рассеянием, а также подвижной обмоткой
Сварочный аппарат, работающий от сети переменного тока, располагает магнитопроводом, который имеет на обоих стержнях по две катушки с первичной и вторичной обмотками. Катушки первичной обмотки закрепляются внизу сердечника в неподвижном состоянии, в то время как катушки вторичной обмотки перемещаются вдоль стержня винтовой пары.
Регулировка рабочего параметра производится путем изменения расстояния между первичной и вторичной обмотками. Во время увеличения данного состояния магнитный поток рассеяния увеличивается, а параметр уменьшается. Данный принцип использует сварочный трансформатор ТС-120, трансформаторный аппарат ТС-300 и ТС-500. Также подобная схема положена в основу работы такого приспособления, как сварочный аппарат типа ТСК-300, ТСК-500, ТД-300 и ТД-500.
Преимущества современного трансформаторного аппарат переменного тока
Трансформатор переменного тока, выпускающийся сегодня, — универсальный аппарат для подключения к однофазной сети переменного тока 220В, а также трехфазной сети 3х380. Современный сварочный аппарат трансформаторного типа широко распространен в среде профессиональных и любительских сварщиков.
Стоит отметить, что сварочный аппарат позволяет производить различного рода ремонтные работы в мастерских, оборудованных для работы, а также в неприспособленных бытовых условиях, в строительной отрасли. Как уже было сказано, современные аппараты способны взаимодействовать с однофазной или трехфазной сетью, что прибавляет им удобство и универсальность.
Сварочный аппарат может снабжаться неразъемными кабелями: кабелем с держателем электрода, с зажимом массу (удобно при заземлении), сетевым кабелем. Практически каждый современный сварочный аппарат располагает удобной системой плавной регулировки параметра, функцией защиты от залипания, перегрузок, мощным вентилятором принудительного охлаждения.
Интересно знать, что некоторые производители беспокоятся заранее об удобстве транспортировки устройства, и снабжают трансформатор колесами. Детального рассмотрения требуют технические характеристики, которые в большинстве случаев не отличаются, и являются стандартными для многих устройств.
Технические характеристики:
- Напряжение (номинальное) 1 – 220В;
- Напряжение (номинальное) 2 – 380В;
- Минимальный показатель тока – 55А;
- Максимальный показатель – 250А;
- Минимальный диаметр электрода – 2 миллиметра;
- Максимальный диаметр электрода – 5 миллиметров.
Трансформатор переменного тока помогает как в профессиональной деятельности, так и в бытовой жизни, что делает его универсальным и выгодным в работе. Владея всей необходимой информацией касательно данных устройств, можно выбрать удачный трансформатор для удобной работы.
Похожие статьиgoodsvarka.ru
Как правильно выбрать сварочный ток и диаметр электрода?
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.

В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Содержание статьи
Общая информация
Сила тока при сварке электродом должна подбираться исходя из многих параметров. Мы подробно рассказывали о режимах сварки в этой статье, обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода. Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны. Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Читайте также: Маркировка электродов
Все эта кажется несколько запутанным, но мы поможем вам правильно подобрать сварочный ток. Здесь всегда действует «железное» правило: чтобы определить оптимальную силу тока нужно прежде всего посмотреть на диаметр электрода, которым вы собираетесь варить. Естественно, это не единственный вариант, но он является основой, базой для дальнейших настроек.
Подбор электродов, в свою очередь, тоже очень важный этап. Диаметр подбирают исходя из толщины металла. Чем толщина больше, тем больше и диаметр. Параллельно нужно смотреть, для какого пространственного положения предназначены выбранные вами электроды. Идеальный вариант — сварка электродами в том положении, для которого они предназначены. Но все мы понимаем, что ни каждый сварщик (особенно домашний) может позволить себе покупать разные электроды для выполнения различных швов.
Эту проблему можно легко решить. Например, вы приобрели электроды, предназначенные для сварки в нижнем пространственном положении, но вам нужно сварить вертикальный шов. Для этого уменьшите амперы на 10-15%. Этот метод работает и при сварке потолочных швов, уменьшите амперы на 25-30%. Но учтите, что при сварке потолочных швов диаметр электрода не должен превышать 4 миллиметров.
Благодаря таким настройкам металл будет плавиться медленнее и соответственно не будет сильно стекать вниз. Как вы понимаете, сварочный ток и диаметр электрода всегда взаимосвязаны.
Настройка силы тока в зависимости от электрода
Теперь перейдем непосредственно к электродам и настройкам силы тока. Как мы писали выше, диаметр электрода подбирается исходя из толщины металла. Если вам нужно сварить деталь толщиной от 3 до 5 миллиметров, то используйте электроды диаметром 3-4 миллиметра. Если толщина до 8 миллиметров, то электрода диаметром 5 миллиметров вам будет достаточно.
А что насчет силы тока? Здесь все просто.
При сварке металла электродом 3 мм сила сварочного тока должна быть от 65 до 100 Ампер. Вас может удивить такая большая разница в цифрах, но не стоит беспокоиться. Вы будете сами выбирать удобное значение в зависимости от металла и его характеристик. Новичкам рекомендуем устанавливать 80 Ампер, это наиболее универсальное значение.
Сила сварочного тока при сварке электродом 4 мм может составлять от 120 до 200 Ампер. Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы. Он широко используется в промышленной и домашней сварке. Поэтому крайне важно научиться настраивать сварочный ток именно в этом диапазоне.
Если планируете использовать электрод диаметром 5 миллиметров, то здесь понадобятся довольно большие значения сварочного тока. Минимум 160 Ампер. Рекомендуемое значение — 200 Ампер. Чтобы работа была непрерывной, а дуга горела стабильно, рекомендуем использовать полупрофессиональный трансформатор.
А что, если вы собираетесь работать с электродами большой толщины? Скажем, 8 миллиметров. Здесь вам не обойтись без профессионального мощного оборудования. Минимальное значение тока должно составлять 250 Ампер. Но, скорее всего, в своей работе вам придется использовать куда большие значения, вплоть до 350 Ампер.
Отдельно хотим сказать про компактные инверторные сварочные аппараты, которые сейчас продаются в каждом специализированном магазине. Их полюбили многие домашние сварщики, за их простоту, компактность и надежность. Но есть и недостаток: зачастую такие аппараты способны работать только с проволокой малого диаметра, до 2 миллиметров. Для таких аппаратов сила тока в 40-50 Ампер будет достаточной. Мы рекомендуем приобретать модели таких аппаратов, которые способны плавно регулировать ток. Тогда погрешность будет минимальной.
Не устанавливайте силу тока наугад или опираясь на неаргументированные советы других сварщиков. Этому вопросу нужно уделять должное внимание, иначе вам металл либо не будет плавиться на нужную глубину, либо будет прожигаться. В любом случае, качество швов от такой работы не назовешь хорошим или даже сносным. Ваш главный советник — ГОСТы и прочие нормативные документы, в которых четко прописаны все настройки. Изучайте их, только так вы сможете получить правильную информацию.
Ниже вы можете видеть таблицы, которые помогут вам настроить силу сварочного тока в зависимости от диаметра применяемого электрода. Установите на сварочном аппаратенастройки из первой таблицы, если планируете варить стыковые швы.
Настройки из второй таблицы, которую вы можете видеть ниже, более универсальные. С них можно начинать свои первые попытки настроить сварочный аппарат. Такая таблица сварочных токов обязательно пригодится вам, так что запишите ее или запомните.
Вместо заключения
Выбор сварочного тока — один из ключевых этапов настройки аппарата. Но не стоит беспокоиться о возможных ошибках. При сварке инвертором многие параметры настраиваются интуитивно, а в современных сварочниках и вовсе режим сварки можно устанавливать в автоматизированном режиме (например, во многих моделях инверторов есть возможность автоматической настройки напряжения дуга).
Чтобы избежать ошибок имейте под рукой простые таблицы, которые вы уже видели в нашей статье. А еще лучше просто запомнить все возможные комбинации настроек. Поверьте, это не так сложно, как может показаться на первый взгляд. Со временем вы обретете свой личный опыт и начнете настраивать инвертор исходя из его погрешностей. Вы также будете знать особенности металлов, с которыми будете работать, а это упрощает настройку сварочного аппарата. Поделитесь в комментариях своим опытом настройки сварочного тока в зависимости от диаметра электрода.
[Всего голосов: 6 Средний: 2.5/5]svarkaed.ru
Сварочный аппарат переменного тока и постоянного в чем разница
Главная » Статьи » Сварочный аппарат переменного тока и постоянного в чем разницасварка постоянным током — сварочные аппараты переменного и постоянного тока, в чем разница? — 2 ответа
В разделе Добро пожаловать на вопрос сварочные аппараты переменного и постоянного тока, в чем разница? заданный автором Евгений Савчук лучший ответ это разная дуга – разные электроды.. .Устройство сварочных трансформаторов: под корпусом находится сердечник – замкнутый магнитопровод, первичная и вторичная обмотка. Проходя через первичную обмотку, ток намагничивает сердечник. Магнитный поток на вторичной обмотке индуцирует переменный ток. Напряжение полученного переменного тока зависит от количества витков на вторичной обмотке. Чем больше вторичная обмотка, тем выше напряжение. Результат работы – переменный сварочный ток; сварочный трансформатор постоянного тока включает в свою конструкцию выпрямитель.Сварка на постоянном токе обеспечивает получение сварного соединения более высокого качества по сравнению со сваркой на переменном токе. Из-за отсутствия нулевых значений тока повышается стабильность горения дуги, увеличивается глубина проплавления, снижается разбрызгивание, улучшается защита дуги, повышаются прочностные характеристики металла сварного шва, снижается количество дефектов шва, а пониженное разбрызгивание улучшает использование присадочного материала и упрощает операции зачистки сварного соединения от шлака и застывших брызг металла. Всё это привело к тому, что для сварки качественных швов ответственных соединений больше применяют сварку на постоянном токе.
ссылка
2oa.ru
Чем отличается сварочный аппарат от инвертора?
При необходимости самостоятельного проведения сварочных работ возникает вопрос: какого типа сварочный аппарат приобрести. Сварка — это создание неразъёмных соединений между свариваемыми частями на уровне атомов. Сварное соединение является одним из самых прочных и поэтому применяется довольно часто.
При электросварке нагрев и плавление металла происходит за счёт образования электрической дуги между торцевой частью электрода и свариваемой поверхностью. Источники образования и поддержания дуги делятся на несколько типов:
- Трансформаторные.
- Инверторные.
- Выпрямители.
- Сварочные агрегаты на основе двигателя внутреннего сгорания.
Рассмотрим два типа, нашедших наиболее широкое применение: сварочный аппарат на основе трансформатора и инверторный источник электрической дуги.
Трансформаторный сварочный аппарат
Это самый простой из сварочных аппаратов, использующий переменный ток сети. Работает за счёт трансформатора, который регулирует напряжение сети до сварочного. Трансформаторные или индукционные сварочные аппараты имеют деление по следующим признакам:
- Мощность (чем больше сила сварочного тока, тем более толстый металл возможно обрабатывать).
- Количество постов, то есть рабочих мест (сколько человек одновременно могут работать).
- Напряжение (однофазная или трёхфазная сеть).
Преимуществом его является более простая и надёжная конструкция, невысокая стоимость, высокая ремонтопригодность.
Трансформаторный сварочный аппарат
К недостаткам относят зависимость дуги от скачков напряжения сети, большой вес и габаритные размеры, сильный нагрев во время проведения работ.

Что такое инвертор?
Инверторный сварочный аппарат или просто инвертор — один из источников энергии для электродуговой сварки, в основе которого лежит использование тока высокой частоты. Его работа осуществляется за счёт силовой электроники и небольшого трансформатора.

Инверторный сварочный аппарат
Достоинствами его признано низкое энергопотребление, компактность, небольшой вес и размеры, достаточно высокое качество шва.
К отрицательным сторонам инвертора можно отнести относительно высокую стоимость, боязнь влаги, пыли и низких температур (характерно для бюджетных моделей), чувствительность к скачкам напряжения, дорогостоящий ремонт.

Что общего у инвертора и трансформаторного сварочного аппарата
Сходство этих аппаратов в их назначении — образование и поддержание электрической дуги. Но есть ещё некоторые моменты, которые их объединяют:
- Рассматриваемые аппараты объединяет наличие трансформатора, но разного размера. За счёт предварительного получения тока высокой частоты, в инверторах нет необходимости в использовании больших трансформаторов. Для получения тока 160 А нужен трансформатор весом 0,25 кг. Для получения такого же тока в индуктивных аппаратов необходим трансформатор весом 18-20 кг.
- Возможность плавной регулировки тока. Трансформаторные аппараты имеют такую возможность благодаря изменению величины воздушного зазора в магнитопроводе.
- Питание аппаратов осуществляется от бытовой (220В) или промышленной (380В) сети.
- У большинства сварочных аппаратов есть защита от короткого замыкания.
Чем отличаются инверторный и трансформаторный источник электрической дуги
- Габариты и вес сварочного аппарата трансформаторного типа больше, чем у инвертора. Промышленные образцы могут весить более ста килограммов.
- Принцип действия. В инверторе переменный ток сети преобразуется первичным выпрямителем в постоянный, затем снова в переменный ток высокой частоты и далее снова происходит изменение на постоянный на вторичном выпрямителе. У сварочных аппаратов трансформаторного типа сила тока изменяется за счёт изменения положения магнитопровода, то есть сердечника понижающего трансформатора или включения в цепь разного количества витков обмоток.
- Инвертор имеет более устойчивую дугу, благодаря стабильности сварочного тока, что влияет на качество шва.
- Разница в конструкции. Инвертор более сложный и может оснащаться следующими дополнительными функциями: HOT START – увеличение начального тока для улучшения поджига сварочной дуги. ARC FORCE — увеличение сварочного тока для ускорения процесса плавления и препятствия залипанию, то есть происходит форсирование дуги. ANTI-STICK – снижение тока при залипании электрода для увеличения времени на его отрыв и защиты от перегрузки.
- Процесс обучения работе на трансформаторе более сложный и трудоёмкий. Однако, освоив эти навыки, без труда можно работать на инверторе.
- Инвертор выдаёт постоянный ток, трансформатор работает на переменном с частотой бытовой электросети 50 Гц.
- Коэффициент мощности инвертора наибольший из всего сварочного оборудования, а КПД превышает трансформаторные аналоги на 20-30%.
- Широкий диапазон изменения тока сварки.
- Инвертор имеет такой показатель как коэффициент прерывистости работы (КП). Он определяет время непрерывной работы на максимальном сварочном токе. То есть, если КП равен 50%, то после 10 минут работы ему требуется 5 минут на охлаждение. К трансформаторному сварочному аппарату такие требования не предъявляются.
- Возможность использования электродов, предназначенных как для постоянного, так и для переменного тока.
На сегодняшний день на рынке довольно широкий выбор оборудования для сварки различных производителей. Выбор сварочного аппарата следует производить исходя из задач, которые с его помощью предстоит выполнять.
vchemraznica.ru
Преимущества и недостатки аппаратов переменного тока для сварки
В двадцатом веке сварочный аппарат переменного тока был самым распространенным устройством сварки металлов в строительстве и промышленности. Это объясняется простотой конструкцией аппарата. Если говорить кратко, он представляет собой силовой понижающий трансформатор, вторичная обмотка которого имеет несколько выводов. В зависимости от того какой метал нужно варить, какой толщины, каким электродом, сварщик выбирает тот или иной вывод вторичной обмотки.

Виды устройств
Сварочные аппараты, работающие за счет действия переменного тока, подразделяются на следующие виды:
- оборудование для ручной электродуговой сварки с помощью отдельных электродов покрытых флюсом;
- оборудование для ручной аргоновой электросварки с помощью неплавящихся электродов из вольфрама;
- полуавтоматическое оборудование, осуществляющее сварку в среде защитного и инертного газа с помощью электродной проволоки;
- оборудование контактной сварки.
В международной классификации электродуговая сварка получила обозначение ММА-АС или ММА-DC, в случае ручной электросварки одиночными электродами, а аргоновая сварка с неплавящимися электродами – TIG.

Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.
 Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой. При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока. Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой. При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока. Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя. Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.
Оборудование для контактной сварки
У аппаратов контактной сварки в момент сварочного процесса у маломощных устройств сварочный ток достигает 5000-10000 А, в мощных устройствах доходит до 500 кА. Поэтому к трансформаторам предъявляются высокие требования.
Они являются понижающими трансформаторами с рядом конструктивных особенностей:
- чтобы получить максимальный электроток вторичная обмотка выполняется из одного витка;
- первичная обмотка выполняется на дисковом сердечнике в виде отдельных секций. Разбивка катушек на секции необходима для регулировки электротока, а диск для равномерного охлаждения;
- вторичная обмотка выполнена в виде параллельно соединенных медных дисков. Для защиты от влаги они залиты эпоксидной смолой;
- предусматривается воздушное или водяное охлаждение.
Аппараты контактной сварки в большинстве своем однофазные с сердечниками броневого типа. Так как качество сварки сильно зависит от длительности сварочного импульса, то коммутационное оборудование достаточно сложное – плата за точность. Аппараты испытывают большие механические нагрузки, до 400 пусков минуту, поэтому к ним предъявляются дополнительные требования по прочности конструкции.
Маломощные аппараты контактной сварки имеют сварочной ток до 5000 А, весят около 20 кг и сваривают металл толщиной до 2,5 мм. Широко применяются в домашних условиях и мелких мастерских.
Конструкция инвертора
Инверторы иногда называют сварочными аппаратами постоянного тока, поскольку при их работе на первом этапе происходит преобразование переменного напряжения в постоянное.
Инверторы активно вытесняют аппараты на трансформаторах благодаря небольшому весу, компактным размерам и высокой производительности.
Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Напряжение 220 В 50 Гц подается на выпрямительный мост, где происходит его выпрямление, фильтр снижает пульсации и поступает на электронные ключи выполненные на биполярных транзисторах с изолированным затвором или полевых транзисторах. На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора. На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
Из-за быстрого перехода через ноль сварочные инверторные аппараты переменного тока имеют устойчивую, равномерную дугу, что положительно сказывается на качестве шва. Использование инвертора позволяет получить малогабаритный аппарат большой мощности. Недостатком инвертора можно считать высокую чувствительность к скачкам напряжения.
Достоинства и недостатки
Ручная дуговая сварка переменным током работает на основе силового трансформатора, имеющего простую, надежную и недорогую конструкцию. Она может работать практически в любых условиях и длительное время без перерывов. К недостаткам нужно отнести невысокую производительность сварочных работ, необходимость постоянного удаления шлака. Сварочный шов получается хуже, чем дает сварка постоянным током.
Аргоновая сварка с использованием аппарата переменного тока с неплавящимися электродами дает сварной шов высочайшего качества, позволяет варить металл большого сечения, отсутствуют брызги. К недостаткам нужно отнести необходимость использования дополнительного оборудования в виде газовых баллонов и низкую производительность работ.
Электроды и особенности работ
 Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Наиболее широко применяются электроды марок АНО, ОЗС, МР. Они используются для сварки углеродистых и низколегированных сталей. Обеспечивают легкое разжигание электрической дуги и равномерность ее поддержания, легкое удаление шлака. Могут применяться для сварочных аппаратов переменного и постоянного тока.
Главная особенность сварки переменным током заключается в изменении полярности протекающего через электрическую дугу тока. Из-за того, что на частоте 50 Гц время перехода через ноль довольно большое, дуга почти гаснет, получается неравномерной. Это приводит часто к пористости шва, снижению его качества. При использовании высокочастотного переменного электротока этот недостаток практически преодолевается. Использование постоянного позволяет получать сварочные швы более высокого качества за счет равномерного выделения теплоты в сварочной ванне. На постоянном токе электрическая дуга зажигается при меньшем напряжении, и ее легче поддерживать сварщику.
Похожие статьи
svaring.com
В чем разница переменного тока и постоянного?
Лишь немногие способны реально осознать, что переменный и постоянный ток чем-то отличаются. Не говоря уже о том, чтобы назвать конкретные различия. Цель данной статьи – объяснить основные характеристики этих физических величин в терминах, понятных людям без багажа технических знаний, а также предоставить некоторые базовые понятия, касающиеся данного вопроса.
Сложности визуализации
Большинству людей не составляет труда разобраться с такими понятиями, как «давление», «количество» и «поток», поскольку в своей повседневной жизни они постоянно сталкиваются с ними. Например, легко понять, что увеличение потока при поливе цветов увеличит количество воды, выходящей из поливочного шланга, в то время как увеличение давления воды заставит ее двигаться быстрее и с большей силой.
Электрические термины, такие как «напряжение» и «ток», обычно трудно понять, поскольку нельзя увидеть или почувствовать электричество, движущееся по кабелям и электрическим контурам. Даже начинающему электрику чрезвычайно сложно визуализировать происходящее на молекулярном уровне или даже четко понять, что собой представляет, например, электрон. Эта частица находятся вне пределов сенсорных возможностей человека, ее невозможно увидеть и к ней нельзя прикоснуться, за исключением случаев, когда определенное количество их не пройдет через тело человека. Только тогда пострадавший определенно ощутит их и испытывает то, что обычно называют электрическим шоком.
Тем не менее, открытые кабели и провода большинству людей кажутся совершенно безвредными только потому, что они не могут увидеть электронов, только и ждущих того, чтобы пойти по пути наименьшего сопротивления, которым обычно является земля.

Аналогия
Понятно, почему большинство людей не могут визуализировать то, что происходит внутри обычных проводников и кабелей. Попытка объяснить, что что-то движется через металл, идет вразрез со здравым смыслом. На самом базовом уровне электричество не так сильно отличается от воды, поэтому его основные понятия довольно легко освоить, если сравнить электрическую цепь с водопроводной системой. Основное различие между водой и электричеством заключается в том, что первая заполняет что-либо, если ей удастся вырваться из трубы, в то время как второе для передвижения электронов нуждается в проводнике. Визуализируя систему труб, большинству легче понять специальную терминологию.
Напряжение как давление
Напряжение очень похоже на давление электронов и указывает, как быстро и с какой силой они движутся через проводник. Эти физические величины эквивалентны во многих отношениях, включая их отношение к прочности трубопровода-кабеля. Подобно тому, как слишком большое давление разрывает трубу, слишком высокое напряжение разрушает экранирование проводника или пробивает его.

Ток как поток
Ток представляет собой расход электронов, указывающий на то, какое их количество движется по кабелю. Чем он выше, тем больше электронов проходит через проводник. Подобно тому, как большое количество воды требует более толстых труб, большие токи требуют более толстых кабелей.
Использование модели водяного контура позволяет объяснить и множество других терминов. Например, силовые генераторы можно представить как водяные насосы, а электрическую нагрузку – как водяную мельницу, для вращения которой требуется поток и давление воды. Даже электронные диоды можно рассматривать как водяные клапаны, которые позволяют воде течь только в одну сторону.
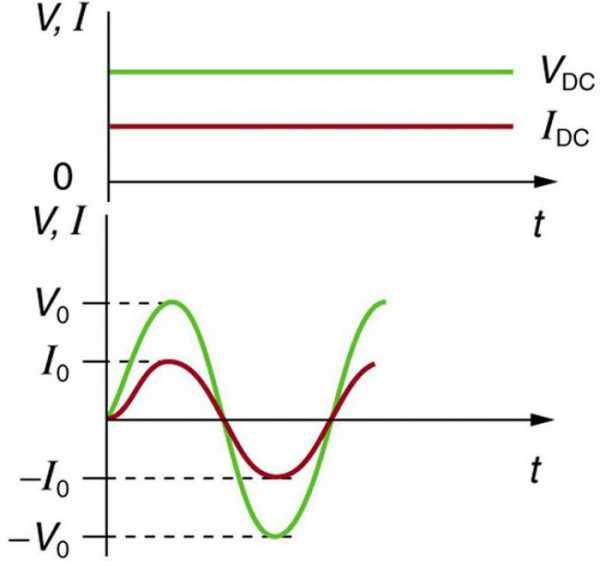
Постоянный ток
Какая разница между постоянным и переменным током, становится ясно уже из названия. Первый представляет собой движение электронов в одном направлении. Очень просто визуализировать его с использованием модели водяного контура. Достаточно представить, что вода течет по трубе в одном направлении. Обычными устройствами, создающими постоянный ток, являются солнечные элементы, батареи и динамо-машины. Практически любое устройство можно спроектировать так, чтобы оно питалось от такого источника. Это почти исключительная прерогатива низковольтной и портативной электроники.
Постоянный ток довольно прост, и подчиняется закону Ома: U = I × R. Мощность нагрузки измеряется в ваттах и равна: P = U × I.
Из-за простых уравнений и поведения постоянный ток относительно легко осмыслить. Первые системы передачи электроэнергии, разработанные Томасом Эдисоном еще в XIX веке, использовали только его. Однако вскоре разница в переменном токе и постоянном стала очевидной. Передача последнего на значительные расстояния сопровождалась большими потерями, поэтому через несколько десятилетий он был заменен более выгодной (тогда) системой, разработанной Николой Теслой.
Несмотря на то что коммерческие силовые сети всей планеты в настоящее время используют переменный ток, ирония заключается в том, что развитие технологии сделало передачу постоянного тока высокого напряжения на очень больших расстояниях и при экстремальных нагрузках более эффективной. Что, например, используется при соединении отдельных систем, таких как целые страны или даже континенты. В этом заключается еще одна разница в переменном токе и постоянном. Однако первый по-прежнему используется в низковольтных коммерческих сетях.

Постоянный и переменный ток: разница в производстве и использовании
Если переменный ток намного проще производить с помощью генератора, используя кинетическую энергию, то батареи могут создавать только постоянный. Поэтому последний доминирует в схемах питания низковольтных устройств и электроники. Аккумуляторы могут заряжаться только от постоянного тока, поэтому переменный ток сети выпрямляется, когда аккумулятор является основной частью системы.
Широко распространенным примером может служить любое транспортное средство – мотоцикл, автомобиль и грузовик. Генератор, устанавливаемый на них, создает переменный ток, который мгновенно преобразуется в постоянный с помощью выпрямителя, поскольку в системе электроснабжения присутствует аккумулятор, и большинству электроники для работы требуется постоянное напряжение. Солнечные элементы и топливные ячейки также производят только постоянный ток, который затем при необходимости можно преобразовать в переменный с помощью устройства, называемого инвертором.

Направление движения
Это еще один пример разницы постоянного тока и переменного тока. Как следует из названия, последний представляет собой поток электронов, который постоянно меняет свое направление. С конца XIX века почти во всех бытовых и промышленных электрических всего мира используется синусоидальный переменный ток, поскольку его легче получить и гораздо дешевле распределять, за исключением очень немногих случаев передачи на большие расстояния, когда потери мощности вынуждают использовать новейшие высоковольтные системы постоянного тока.
У переменного тока есть еще одно большое преимущество: он позволяет возвращать энергию из точки потребления обратно в сеть. Это очень выгодно в зданиях и сооружениях, которые производят больше энергии, чем потребляют, что вполне возможно при использовании альтернативных источников, таких как солнечные батареи и ветряные турбины. Тот факт, что переменный ток позволяет обеспечить двунаправленный поток энергии, является основной причиной популярности и доступности альтернативных источников питания.
Частота
Когда дело доходит до технического уровня, к сожалению, объяснить, как работает переменный ток, становится сложно, поскольку модель водяного контура к нему не совсем подходит. Однако можно визуализировать систему, в которой вода быстро меняет направление потока, хотя не понятно, как она при этом будет делать что-то полезное. Переменный ток и напряжение постоянно меняют свое направление. Скорость изменения зависит от частоты (измеряемой в герцах) и для бытовых электрических сетей обычно составляет 50 Гц. Это означает, что напряжение и ток меняют свое направление 50 раз в секунду. Вычислить активную составляющую в синусоидальных системах довольно просто. Достаточно разделить их пиковое значение на √2.
Когда переменный ток меняет направление 50 раз в секунду, это означает, что лампы накаливания включаются и выключаются 50 раз в секунду. Человеческий глаз не может это заметить, и мозг просто верит, что освещение работает постоянно. В этом заключается еще одна разница в переменном токе и постоянном.
Векторная математика
Ток и напряжение не только постоянно меняются – их фазы не совпадают (они несинхронизированные). Подавляющее большинство силовых нагрузок переменного тока вызывает разность фаз. Это означает, что даже для самых простых вычислений нужно применять векторную математику. При работе с векторами невозможно просто складывать, вычитать или выполнять любые другие операции скалярной математики. При постоянном токе, если по одному кабелю в некоторую точку поступает 5A, а по другому – 2A, то результат равен 7A. В случае переменного это не так, потому что итог будет зависеть от направления векторов.
Коэффициент мощности
Активная мощность нагрузки с питанием от сети переменного тока может быть рассчитана с помощью простой формулы P = U × I × cos (φ), где φ – угол между напряжением и током, cos (φ) также называется коэффициентом мощности. Это то, чем отличаются постоянный и переменный ток: у первого cos (φ) всегда равен 1. Активная мощность необходима (и оплачивается) бытовыми и промышленными потребителями, но она не равна комплексной, проходящей через проводники (кабели) к нагрузке, которая может быть рассчитана по формуле S = U × I и измеряется в вольт-амперах (ВА).
Разница между постоянным и переменным током в расчетах очевидна – они становятся более сложными. Даже для выполнения самых простых вычислений требуется, по крайней мере, посредственное знание векторной математики.

Сварочные аппараты
Разница между постоянным и переменным током проявляется и при сварке. Полярность дуги оказывает большое влияние на ее качество. Электрод-позитивная сварка проникает глубже, чем электрод-негативная, но последняя ускоряет наплавление металла. При постоянном токе полярность всегда постоянная. При переменном она меняется 100 раз в секунду (при 50 Гц). Сварка при постоянном предпочтительнее, так как она производится более ровно. Разница в сварке переменным и постоянным током заключается в том, что в первом случае движение электронов на долю секунды прерывается, что приводит к пульсации, неустойчивости и пропаданию дуги. Этот вид сварки используется редко, например, для устранения блуждания дуги в случае электродов большого диаметра.
fb.ru
www.samsvar.ru
Самодельный сварочный аппарат на постоянном токе: технические характеристики, схемы. видео
Для создания самодельного сварочного аппарата постоянного тока потребуется наличие источника электротока высокой мощности, который преобразовывает стандартное напряжение бытовой сети и обеспечивает постоянство величины значения электротока для розжига и поддержания электродуги.
Сварочный аппарат постоянного тока имеет ряд достоинств: мягкое зажигание дуги и возможность соединять тонкостенные детали.
Блок-схема аппарата для проведения сварочных работ
Блок питания устанавливается в корпус из пластической массы или листового метала. Блок питания агрегата оснащается всеми необходимыми для работы компонентами: разъемами, выключателями, клеммами и регуляторами. Корпус агрегата для осуществления сварных работ оборудуется специальными держателями и колесиками для транспортировки.
Главным условием при конструировании агрегата, используемого для сваривания, является понимание принципа работы аппарата и сути самого сварочного процесса. Для того чтобы сконструировать самостоятельно сварочный аппарат, требуется понимать принципы розжига и горения электродуги и основы принципов плавления электрода для сварки.
Порядок подключения элементов сварочного аппарата постоянного тока.
В источник питания высокой мощности входят такие компоненты, как:
- выпрямитель;
- инверторы;
- трансформатор тока и напряжения;
- регуляторы, которые способствуют улучшению качественных характеристик образующейся электродуги;
- допустройства.
Основным компонентом любого сварочного агрегата является трансформатор. Вспомогательные устройства могут иметь различную схему организации в зависимости от конструкции аппарата.
Вернуться к оглавлению
Трансформатор для сварки
Сварочный аппарат постоянного тока в своей конструкции включает в качестве основного элемента трансформатор, обеспечивающий понижение нормального сетевого напряжения с 220 В до 45-80 В.
Схема устройства трансформатора для сварки.
Этот элемент конструкции функционирует в дуговом режиме с максимальной мощностью.
Трансформаторы, используемые в конструкции, должны выдерживать при работе большие значения токов, номинальная сила которых составляет 200 А. Вольтамперные показатели трансформатора должны полностью соответствовать спецтребованиям, которые обеспечивают режимы работы дуговой сварки.
Некоторые самодельные трансформаторные сварочные аппараты являются простыми в своей конструкции. В них отсутствуют допустройства регулировки параметров токов. Регулировка технических параметров такого устройства осуществляется несколькими способами:
- при помощи узкоспециализированного регулятора;
- путем переключения числа витков катушки.
Трансформатор сварочного агрегата состоит из следующих конструктивных элементов:
- магнитопровод, изготовленный из пластин трансформаторной стали;
- две обмотки — первичная и вторичная, этот компонент трансформатора имеет выводы для подключения устройств регулировки параметров рабочего тока.
Схема обмотки трансформатора.
Трансформатор, используемый в сварочном аппарате, не имеет регулировочных устройств, обеспечивающих регулировку тока и его ограничение на рабочей обмотке. Первичная обмотка сварочного трансформатора оснащается выводами для подключения регулирующих схем и устройств, позволяющих осуществлять настройку сварочного устройства в зависимости от условий эксплуатации и параметров входящего тока.
Основная часть трансформатора — магнитопровод. Чаще всего при конструировании самодельных сварочных аппаратов используются магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитопровода имеет свои нюансы в конструкции. Основными параметрами, характеризующими магнитопровод, являются следующие:
- размер магнитопровода;
- количество витков обмоток на магнитопроводе;
- уровень напряжения тока на входе и на выходе устройства;
- уровень потребляемого тока;
- максимальный ток, получаемый на выходе устройства.
Эти основные характеристики определяют пригодность трансформатора для использования в качестве устройства, способствующего формированию дуги, а также приспособления, способствующего образованию качественного сварного шва.
Вернуться к оглавлению
Возможные детали при создании аппарата для сварки
Схема сварочного выпрямителя.
При создании аппарата для сварки своими руками стабильность электродуги достигается постоянством потенциала. Стабильность дуги обеспечивает качество образующихся швов. Постоянство потенциала достигается путем применения высокомощных выпрямителей, выполнение которых осуществляется на диодах, выдерживающих токи до 200 А, таких, например, как В-200.
Эти диоды имеют большие размеры и требуют обязательного использования для организации качественного теплоотведения массивных радиаторов. Это обстоятельство требуется учитывать при изготовлении корпуса конструкции. Лучшим вариантом при создании конструкции будет использование диодного спецмоста. Диоды можно смонтировать параллельно, что позволяет в значительной мере повысить выходной ток.
Собирая своими руками конструкцию, требуется подстраивать все его компоненты. При некачественном подборе или неправильном расчете конструкция может оказывать влияние на качество сварки.
Иногда при соответствующем подборе деталей и комплектующих может получиться по-настоящему уникальный прибор, который имеет мягкое и легкое зажигание электродуги, а сваривание деталей можно осуществлять даже с очень тонкими стенками, при практически полном отсутствии разбрызгивания жидкого металла.
Вернуться к оглавлению
Принципиальная схема самодельного сварочного агрегата
Можно изготовить самодельный сварочный аппарат на основе транзисторного или тиристорного управления. Более надежными являются тиристоры. Эти элементы конструкции управления способны выдерживать замыкание на выходе и достаточно быстро способны выходить из этого состояния. Эти компоненты системы управления не требуют монтажа мощных радиаторов охлаждения. Это связано с тем, что конструктивные элементы имеют низкое тепловыделение.
Принципиальная схема самодельного аппарата для сварки.
Система управления, созданная на транзисторах, способна значительно быстрее выйти из рабочего состояния, так как транзисторы существенно быстрее перегорают при возникновении перегрузок и являются более капризными в эксплуатации. Схема, созданная на основе тиристоров, отличается простотой и высокой надежностью.
Блок управления, основанный на этих элементах, обладает следующими преимуществами:
- плавная регулировка;
- наличие постоянного тока.
При осуществлении сваривания стали толщиной 3 мм потребляемый ток около 10 А. Ток сваривания подается путем нажатия специального рычага на вилке, которая удерживает электрод.
Такая конструкция позволяет повысить безопасность в процессе осуществления работ, работать с высоким напряжением, которое обеспечивает стабильность горения дуги. В случае использования в работе обратной полярности имеется возможность проведения сварочных работ с очень тонким листовым металлом.
Вернуться к оглавлению
Конструкция аппарата для сваривания
Устройство самодельной сварки.
Выпрямитель устройства представляет собой своеобразную этажерку, изготовленную из алюминиевых пластин, которая стягивается шпильками. Каждая пара диодов, входящих в конструкцию выпрямителя, зажимается между пластинами толщиной в 1 мм и размерами 44 х42 мм.
Транзистор, конденсаторы, тиристоры, стабилитроны, диоды и резисторы монтируются на стеклотекстолитовой плате.
В конструкцию сварочного агрегата входят следующие элементы:
- переключатель пакетный, рассчитанный на 16 и более ампер;
- вентилятор;
- диоды, рассчитанные на работу при токе в 16 и более ампер;
- конденсаторы, рассчитанные на работу при напряжении 400 и более вольт;
- конденсаторы, рассчитанные на работу при напряжении 1000 и более вольт;
- тиристоры КУ221 А, устанавливаемые для их охлаждения на радиатор;
- диоды КД13А или КД2997А, монтируемые на радиаторах с тиристорами;
- резисторы марки С5-16 или более мощные;
- винты, шайбы необходимые для сборки аппарата;
- пластины алюминия.
Для проведения монтажных работ потребуются следующие инструменты:
- паяльник;
- плоскогубцы;
- отвертка, нож, ножовка;
- молоток;
- дрель.
Сварочный агрегат, изготовленный с помощью этих элементов можно использовать для проведения сварочных работ в домашнем хозяйстве. Он с легкостью осуществляет сваривание большинства металлических изделий.
expertsvarki.ru