Токарные новые станки – Отечественные токарные станки купить по низкой цене. Продажа российских станков с доставкой по всей России и СНГ
alexxlab | 09.12.2019 | 0 | Вопросы и ответы
Русский токарный станок. Новый российский токарный станок с ЧПУ
 Токарный станок российского производства ТС1625Ф3 является аналогом 16А20Ф3 и представляет собой промышленное оборудование, предназначенное для токарной обработки в полуавтоматическом режиме.
Токарный станок российского производства ТС1625Ф3 является аналогом 16А20Ф3 и представляет собой промышленное оборудование, предназначенное для токарной обработки в полуавтоматическом режиме.
На нем ведется обработка наружных и внутренних поверхностей заготовок, представляющих собой тела вращения. Токарный станок позволяет выполнять работы с криволинейными и ступенчатыми профилями любой сложности, а также производить нарезание резьбы. Доступна нарезка правых и левых резьб разных видов — цилиндрических, конических, фронтальных цилиндрическо-конических и других, популярных в России. Шаг резьбы может быть постоянным и переменным, а обработка выполняться и в центрах, и в патроне.
Российский токарный станок снабжен системой числового программного управления (ЧПУ). Его конструкция и возможности позволяют отнести к универсальному металлорежущему оборудованию, потребность в котором существует на многих металлообрабатывающих предприятиях в России. Его можно использовать на производстве изделий из стали, чугуна и многих цветных металлов. Данное российское оборудование с ЧПУ хорошо показывает себя, как в единичном производстве, так и серийном.
Станина и тумба российского токарного станка ТС1625Ф3
Российский токарный станок по металлу имеет мощную станину и основание, отлитые из прочного чугуна. Размеры станины по ширине увеличены по сравнению с предыдущими моделями, что обеспечило несколько преимуществ. У станка существенно увеличилась масса, благодаря чему уровень вибрации снизился. Значительная масса металла обеспечивает крайне высокую жесткость станины, и это сделало ее практически неразрушимой деталью станка.
В соответствии с современными тенденциями в станкостроении, эта российская установка имеет широкие направляющие, поверхность которых закалена токами высокой частоты и отшлифована. Таким образом достигается долговечность направляющих, в результате обработки они получили высокую стойкость к поверхностному износу. Даже после длительной эксплуатации на российском производстве направляющие сохраняют свою поверхность.
Тяжелая литая станина токарного станка размещена на цельном основании. Оно обеспечивает устойчивость к деформациям в ходе выполнения операций на тяжелых режимах резания. По габаритам станины и тумбы этот русский станок близок к станкам советского производства. Таким образом мы постарались избежать тенденции к облегчению конструкции, уменьшения ее прочностных характеристик.
Главный исполнительный механизм станка ТС1625Ф3
Российский токарный станок имеет шпиндельную бабку, которая передает высокий крутящий момент от электродвигателя к патрону с тремя диапазонами скоростей. Для производства русского станка использован улучшенный шпиндельный узел с отверстием диаметром 77 мм. Шпиндельный узел установлен в усиленных двухрядных радиальных роликовых подшипниках. Два подшипника размещены с обеих сторон узла, это способствует жесткости и дает возможность осуществлять регулировку зазора в ходе эксплуатации.
Основные узлы
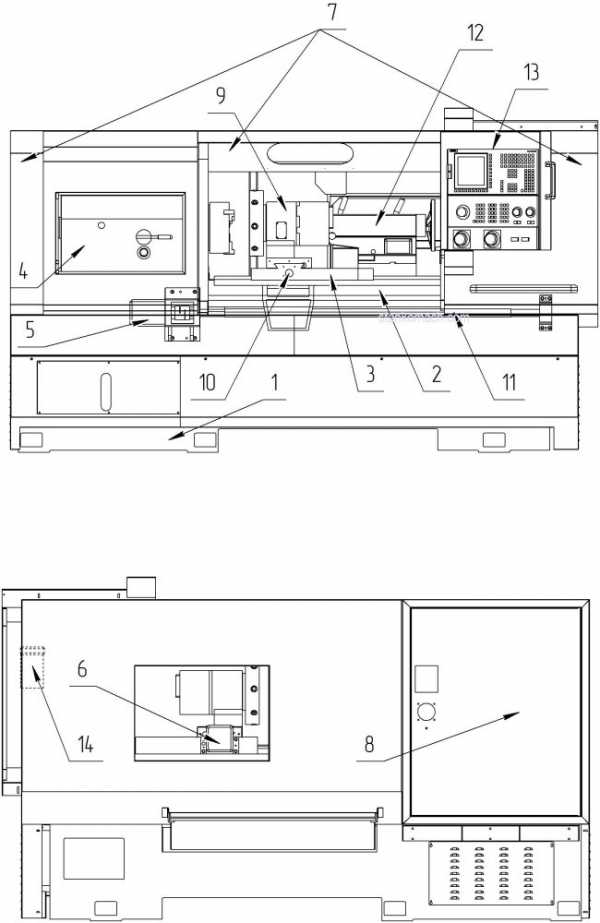
1. Основание
2. Станина
3. Суппорт
4. Бабка шпиндельная
5. Привод продольного перемещения
7. Ограждение неподвижные и подвижные элементы
8. Шкаф с электроаппаратурой
9. Револьверная головка
10. Винтовая шариковая пара поперечного перемещения
11. Винтовая шариковая пара продольного перемещения
12. Бабка задняя
13. Пульт управления с системой ЧПУ
14. Система централизованной импульсной смазки
Производитель станка хорошо продумал и систему смазки шпинделя, без которой не может работать современное устройство с ЧПУ. В шпиндельной бабке размещена система циркуляционной смазки, которая обеспечивает подачу струи смазочного материала под давлением на шестерни и подшипники. Циркуляционная система доставляет смазку на все узлы и способствует отводу тепла, что увеличивает срок эксплуатации.
Русский токарный станок за счет большой ширины направляющих имеет и увеличенное основание задней бабки. Дополнительный металла в этом случае обеспечивает пиноли дополнительную жесткость, которая требуется при обработке длинных валов. Производитель из России разместил в задней бабке новую разгрузочную систему, которая упрощает её перемещение по станине.
Дополнительные и опционные системы российского токарного станка с ЧПУ
Производитель русского станка использовал достаточно эффективную схему суппорта. Привод продольной подачи приводится в движение точным сервомотором, который управляется при помощи ЧПУ. Привод снабжен безлюфтовой муфтой и ШВП класса С3, это позволяет вести точное производство деталей длиной 1000 мм.
Русский станок может быть оснащен дополнительно трехкулачковым гидравлическим патроном, работающим от гидростанции. Этот патрон имеет диаметр 250 мм и проходное отверстие 65 мм. Также российские токарные станки с ЧПУ оборудуются гидравлической пинолью задней бабки, что повышает автоматизацию станка и производительность путем снижения временных затрат на вспомогательные операции. Еще одним способом повышения производительности является размещение устройства для подачи прутковых заготовок из металла.
Русский станок с ЧПУ оборудован центральной системой смазки. Она состоит из станции и дроссельных дозаторов, которые подают смазочную жидкость на каретку, суппорт, гайки и т. д. Российский производитель использовал в установке управляемую смазочную систему, которая позволяет экономно и эффективно наносить смазку на детали.
Современные российские токарные станки с ЧПУ обладают высоким качеством. По своей производительности и точности обработки с использованием систем ЧПУ они могут конкурировать с продукцией многих иностранных компаний.
Более подробная информация о станке – на сайте tc1625.com.
Технические характеристики
| ТС1625Ф3 | |
|---|---|
| Макс. диаметр изделия над станиной, мм | 580 |
| Макс. диаметр изделия типа диск, мм | 520 |
| Макс. диаметр обработки тел типа вал | 280 |
| РМЦ, мм | 1000 |
| Макс. вес заготовки, кг | 500 |
| Оси | |
| Максимальное перемещение оси Х, мм | 290 |
| Макс перемещение по оси Z, мм | 1000 |
| Быстрые перемещения по оси Х, мм/мин | 8000 |
| Быстрые перемещения по оси Z, мм/мин | 12000 |
| Рабочая подача, мм/мин | 1~6000 |
| Диаметр ШВП/шаг ось Х, мм | 24/5 |
| Диаметр ШВП/шаг ось Z, мм | 40/6 |
| Тип мотора и вращающий момент по оси X | серво |
| Тип мотора и вращающий момент по оси Z | серво |
| Тип направляющих Х | ласточкин хвост |
| Тип направляющих Z | призматические |
| Точность позиционирования по осям X/Z, мм | ±0,005 |
| Повторяемость позиционирования осей X/Z, мм | ±0,003 |
| Угол наклона станины, град | 0 |
| Ширина направляющих, мм | 440 |
| Шпиндельная бабка | |
| Диаметр 3х кулачкового патрона, мм | 250 |
| Диапазон скоростей шпинделя, об/мин | 21-2160 |
| Диаметр отверстия шпинделя, мм | 77 |
| Максимальный диаметр прутка, мм | 75 |
| Торец шпинделя | D8 |
| Конус отверстия шпинделя | метрический 90 (1:20) |
| Внутренний диаметр подшипника шпинделя | 120 |
| Момент на шпинделе (продолжительно), Нм | 966 |
| Момент на шпинделе (30 минут), Нм | 2288 |
| Мощность э/д шпинделя (продолжительно), кВт | 10 |
| Мощность э/д шпинделя (30 минут), кВт | 10 |
| Тип привода шпинделя | Коробка скоростей |
| Тип э/д шпинделя | Серво |
| Резцедержка | |
| Число инструментов, шт | 8 (12 опция) |
| Тип резцедержки | э/мех |
| Размер хвостовика режущего инструмента, мм | VDI40, (VDI30 опция) |
| Время смены инструмента – верт. револьверная головка, с | – |
| Время смены инструмента – гориз. револьверная головка, с | 0.8 |
| Точность позиционирования револьверной головки, мм | 0,008 |
| Мощность э/д приводного инструмента, кВт | – |
| Обороты приводного инструмента, об/мин | – |
| Задняя бабка | |
| Перемещение задней бабки, мм | до патрона |
| Выдвижение пиноли задней бабки, мм | 150 |
| Диаметр пиноли, мм | 80 |
| Конус пиноли гидравлической задней бабки, № | Морзе 5 |
| Конус пиноли механической задней бабки, № | Морзе 5 |
| Прочее | |
| Потребляемая мощность, кВА | 35.5 |
| Система ЧПУ | Siemens 828D |
| Наличие транспортера стружки | нет |
| Емкость бака СОЖ, л | 45 |
| Емкость гидростанции, л | 80 |
| Вес нетто, кг | 3200 |
| Вес брутто, кг | 3380 |
| Габаритные размеры, ДхШхВ мм | 2775х1585х1670 |
| Габаритные размеры упаковки, ДхШхВ мм | зависит от заказа |
| Примечания | |
Полная таблица характеристик
Комплектация и опции
| Базовая комплектация | Опции |
|---|---|
|
1. Система ЧПУ Siemens Sinumerik 808D Advanced; 2. Автоматическая система смазки направляющих и ШВП; 3. Система подачи СОЖ на каждый инструмент; 4. Освещение рабочей зоны; 5. 8-ми позиционная револьверная головка УГ9326 6. 3-х кулачковый патрон 250 мм 7. Набор инструмента для обслуживания станка: • Ключ зажима патрона; • Ключ съема патрона со шпинделя; • Переходная втулка 90мм/ КМ5; • Неподвижный центр КМ5 – 2 шт; • Набор ключей: рожковые 17/19,12/14; шестигранные 3,5,6,8,10; • Клиновой башмак 6 шт.; • Анкерный болт М20х400 6 к-т. 8. светофор индикации состояния станка |
Система ЧПУ Siemens Sinumerik 828D Fanuc 0i mate ФМС3000 Гидравлическая станция Трехкулачковый гидравлический патрон с отверстием |
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков – Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 и 8 (800) 700-100-4 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
Новые универсальные токарно-винторезные станки METAL MASTER серии«X» Журнал «Эксперт металлообработка» №5, 2017
«МеталМастер» расширяет линейку универсальных токарных станков!
Машиностроение – одна из важнейших отраслей промышленности любого государства. Ежегодно только фирмы США тратят на механическую обработку деталей машин более $250 млрд. В среднем, затраты на изготовление изделий машиностроительного производства составляют около 5% от общего ВВП развитых стран. При этом, в общем объеме механической обработки, токарные работы являются наиболее распространенной и широко используемой технологией.
Спрос на токарное оборудование на рынке РФ постоянно растет, однако российское станкостроение ввиду технологического спада не может его удовлетворить, уступая место производителям из ЮВА, Германии, Японии и других стран. Стоит сказать, что в настоящее время заказчику нужен не просто станок, а необходимо комплексное технологическое решение, которое позволит изготовить детали любой сложности для его нужд. И в данном случае важна не страна происхождения комплексного решения.
Вот тут на помощь потребителю приходят поставщики подобных решений. Одним из крупнейших производителей комплексных решений для обработки металла является компания «МеталМастер». В данной статье мы не будем затрагивать все оборудование, предлагаемое данной компанией, а остановимся только на средних токарных станках серии «Х».
Новинки серии METAL MASTER «X»
В 2017 году группа компаний METAL MASTER представила на рынке России новые станки серии «X»: X3270, X32100, X36100 и X40100. Это универсальные токарно-винторезные станки, предназначенные для обработкирезанием заготовок в виде тел вращения из конструкционных материалов (сталей, чугунов, сплавов цветных металлов). Станки METAL MASTER «X» – это широкоуниверсальное оборудование, предназначенное для использования в производственных и ремонтных цехах при выпуске единичной, мелко и среднесерийной продукции. На рассматриваемых станках может быть выполнен весь комплекс токарных работ:
- черновое и чистовое точение, а также расточка цилиндрических, конических и фасонных поверхностей;
- нарезание метрической, модульной, дюймовой резьбы;
- подрезка и обработка торцов.
Помимо токарных операций, функциональные возможности METAL MASTER «X» позволяют выполнить:
- сверление, зенкерование и развертывание отверстий;
- нарезание пазов;
- накатку.
Двумя главными параметрами любого токарного станка являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между центрами. Эти параметры ограничивают размеры обрабатываемых на станке заготовок. Для станков серии METAL MASTER «X» основные технологические параметры зашифрованы в названии: первые две цифры максимальный диаметр заготовки над станиной в сантиметрах, оставшиеся цифры обозначают расстояние между центрами в сантиметрах. Основные технические характеристики станковсерии «Х» приведены в таблице 1.
| Характеристики | X3270 | X32100 | X36100 | X40100 |
| Макс. диаметр над станиной, мм | 320 | 320 | 360 | 400 |
| Макс. диаметр над выемкой в станине, мм | 470 | 470 | 502 | 520 |
| Расстояние между центрами | 750 | 1000 | 1000 | 1000 |
| Диаметр отверстия шпинделя | 38 | 38 | 52 | 52 |
| Диапазон скоростей шпинделя | 18 скоростей, 65-1810 об/мин |
18 скоростей, 65-1810 об/мин |
8 скоростей, 70-2000 об/мин |
18 скоростей, 65-2000 об/мин |
| Конус отверстия шпинделя | MT 5 | MT 5 | MT 6 | MT 6 |
| Мощность двигателя | 1,5 кВт | 1,5 кВт | 2,2 кВт | 2,2 кВт |
| Вес нетто, кг | 520 | 550 | 540 | 630 |
| Размер в упаковке ДхШхВ, мм | 1480х745х730 | 1860х745х730 | 1940х820х1545 | 1940х820х1545 |
Таблица 1. Технические характеристики станков серии METAL MASTER «X»
Технические характеристики и габаритные размеры станков серии METAL MASTER «X» имеют незначительные отличия, однако именно это позволяет потребителю выбрать то оборудование, которое необходимо именно ему под конкретные нужды. При этом, не переплачивая за энергопотребление и не занимая полезную производственную площадь.
Основные конструктивные решения станков
Рассмотрим компоновку и основные конструктивные решения, реализованные на станках серии METAL MASTER «X». Рассматриваемое оборудование имеет стандартную для группы универсальных токарно-винторезных станков компоновку. Основными узлами являются:
- Станина (рис.1, поз.1), служащая базой для монтажа всех механизмов станка.

Рисунок 1. Универсальный токарно-винторезный станок X32100 серии METAL MASTER «X»
Станина METAL MASTER «X» изготовлена из серого чугуна, что на практике обеспечивает необходимую жесткость конструкции и позволяет гасить паразитные колебания, возникающие в процессе работы. Направляющие станков закалены и отшлифованы с целью обеспечения требуемой точности и плавности работы
- Передняя бабка (рис.1, поз.2), в которой монтируется привод главного движения, шпиндельный узел и некоторые другие конструктивные элементы станка.
- Привод главного движения станков серии METAL MASTER «X» позволяет реализовать частоту вращения шпинделя от 65 до 1810 об/мин (при 18 ступенях регулирования) посредством ступенчатого переключения.
Такое решение позволяет подобрать рациональный режим обработки в зависимости от геометрии и материала заготовки. Шестерни и валы привода изготовлены из высококачественной конструкционной стали, прошли термообработку и шлифовку. С целью охлаждения и смазки, коробка передач погружена в масляную ванну.
Реализованные в приводе главного движения станков METAL MASTER «X» конструктивные решения обеспечивают надежность и долговечность оборудования, а также позволяют снизить уровень шума.
В передней бабке установлен шпиндельный узел наиболее важная деталь токарного станка. В шпиндельном узле закрепляется и приводится в движение обрабатываемая заготовка. Конструкция шпиндельного узла определяет производственные возможности токарного станка – максимальные режимы обработки и точность получаемых деталей. В станках METAL MASTER «X» используется закаленный шпиндель из высокопрочной легированной стали, смонтированный на прецизионных регулируемых роликоподшипниках. Данные характеристики шпиндельного узла позволяют не сомневаться как в стабильности качественных параметров обработки (точности и шероховатости), так и в возможностях чернового съема припуска.
С целью повышения удобств а эксплуатации, на METAL MASTER «X» реализована возможность реверсивного вращения шпинделя, что позволяет упростить процесс нарезания резьб. Также стоит отметить удобный механизм быстрого переключения скоростей вращения шпинделя.
- Коробка подач (рис. 1, поз 3), передающая движение от шпинделя к суппорту в заданном соотношении.
Детали коробки подач (валы и шестерни) станков METAL MASTER «X» прошли все необходимые стадии технологического процесса, в том числе термообработку и шлифовку и помещены в масляную ванну, что позволяет обеспечить требуемую долговечность и надежность работы привода.
Ходовой винт снабжен специальным устройством, предотвращающим перегрузку оборудования (вчастности, в случае выбора слишком большой продольной подачи) и аварию – перегрузочной муфтой.
- Фартук (рис.1, поз. 4), в котором преобразуется вращательное движение ходового винта или вала в продольное или поперечное движение суппорта.
- Задняя бабка (рис.1, поз. 5), предназначенная для поддержки заготовки при обработке в центрах. Кроме того, в задней бабке монтируется различный режущий инструмент (сверла, зенкеры, развертки).
Задняя бабка станков METAL MASTER «X» может быть смещена для точения длинных конусов.
- Суппорт (рис.1, поз. 6) служит для закрепления режущего инструмента и сообщения ему движения подачи.
Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим станины. По направляющим нижних салазок перемещаются в направлении, перпендикулярном к линии центров, поперечные салазки, на которых располагается резцовая каретка с резцедержателями. Резцовая каретка смонтирована на поворотной части, которую можно устанавливать под углом к линии центров станка.
- Тумба (рис.1, поз. 7) выполняет роль подставки, благодаря которой основные узлы управления токарно-винторезным станком и заготовка находятся на удобной для работы и контроля высоте.
Конкурентные преимущества станков METAL MASTER «X»
Рассмотрим отличительные особенности станков METAL MASTER «X». Первое, на что стоит обратить внимание, это богатый комплект поставки (рис. 2).

Рисунок 2. Комплект поставки станков METAL MASTER «X»
Он включает в себя все необходимые инструменты и приспособления, и позволяет в течение короткого времени наладить оборудование и приступить к его эксплуатации. Помимо стандартных приспособлений (трех и четырех кулачковых патронов, набораключей, масленки, обратных кулачков, неподвижного центра, сменных шестерен гитары), станки комплектуются подвижным и неподвижным люнетами. Люнеты позволяют придать длинным заготовкам дополнительную опору, тем самым повышая жесткость технологической системы и таким образом значительно увеличивая точность обработки изделий данной конфигурации.
Кроме богатого комплекта поставки, достоинством станков METAL MASTER «X» является наличие дополнительных функциональных возможностей:
- Станок оснащен всеми необходимыми механизмами для обеспечения подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания (рис. 3).

Рисунок 3. Система подачи СОЖ на станках METAL MASTER «X» - Резьбоуказатель. Данное устройство предназначено для определения и контроля шага резьбы. Оно устанавливается на коробке каретки (без связи с ведущим винтом).
- Устройство цифровой индикации (УЦИ) SINO SDS6-3V, позволяющее отслеживать перемещенияс дискретностью до 0,001 ммпо трем осям.
УЦИ представляет собой малогабаритное устройство, используемое в качестве панели оператора в составе информационно-измерительной системы (ИИС) станка и отображает информацию о линейном перемещении контролируемого объекта (заготовки, инструмента) по требуемому количеству осей.
УЦИ служит для:
- отображения значений измерений;
- отображения положения инструмента относительно «нуля заготовки» по осям координат;
- контроля перемещения по координатам в соответствии с заданными значениями.
При длительном использовании кромки механических измерительных приборов подвержены стиранию, а в механизмах измерителных приборов возникают люфты между движущимися частями, что снижает качество измерений. Отказ от стандартных средств измерения в пользу оптиколектронных линеек, входящих в состав УЦИ, позволяет добиться точных и стабильных показаний.
Использование панели визуализации с интуитивно понятным интерфейсом позволяет в короткие сроки приобрести необходимые навыки работы и не требует длительного специального обучения.
Таким образом, использование системы УЦИ в составе ИИС позволяет получить стабильно высокую точность обработки, снизить погрешности, а также повысить продуктивность труда за счет экономии времени на наладку и промежуточный контроль.
- 4. На станке реализованы все необходимые механизмы, позволяющие снизить риски здоровья токаря, а именно установлен защитный экран рабочей зоны, кнопка аварийного отключения, ограждение ходового винта, светильник для дополнительного освещения рабочей зоны, блокировки.
Универсальное решение задач токарной обработки
В настоящее время на рынке токарного металлообрабатывающего оборудования России представлен широкий ассортимент станков различной функциональной возможности и стоимости. Несмотря на обширное предложение, оборудования с числовым программным управлением (ЧПУ), универсальные токарные станки по-прежнему пользуются большим спросом. Они относительно просты и неприхотливы, кроме того у них всегда остается бесспорное преимущество передстанками с ЧПУ – низкая цена.
Цена токарного оборудования одного типоразмера зачастую зависит не от функциональных возможностей станка, а от имени производителя оборудования. Учитывая тот факт, что площадки ЮВА выпускают до 60% всего мирового металлообрабатывающего оборудования, в том числе для европейских и американских брендов, станки новой линейки METAL MASTER «X» оказываются отличным выбором для тех, кто ищет надежное, понятное и универсальное решение задач токарной обработки. За счет высокой жесткости, точности, широкого диапазона технологических режимов, данное оборудование может быть с успехом использовано для чернового точения, для работы твердосплавными инструментами, а также для обработки сплавов цветных металлов.
Никита Канатников,
к.т.н., ведущий инженер
Управления научно-исследовательских работ,
доцент кафедры КТОМП ФГБОУ
ВО ОГУ им. И.С. Тургенева
tapcoint.ru
ЧПУ станки токарные, фрезерные, шлифовальные новые и б/у (российские, импортные)
Продажа станков: токарных, фрезерных, шлифовальных
Сегодня нет дефицита оборудования, наоборот, спектр предложений огромен. От многофункциональных обрабатывающих центров до простых универсальных фрезерных станков и токарных станков с ЧПУ. АСВ-СТП – профессиональный производитель и продавец такого оборудования, как: токарные, шлифовальные, фрезерные, а также многошпиндельные (для крупносерийного производства), вертикально-фрезерные, различное кузнечно прессовое оборудование, консольные ленточнопильные станки. Важно не потеряться в этом изобилии. Наши мощности позволяют производить ремонт и реставрацию станков любой сложности.
Модернизация станков и поставка многофункционального оборудования
В некоторых случаях оптимальное решение – модернизация базового оборудования на производстве. Для решения более сложной и масштабной проблемы может быть придется строить линейку из уникальных станков с единым интеллектуальным центром, что крайне ресурсоемко, но поистине оправдывает все вложения с лихвой. Но иногда масштабные потребности производства решают многофункциональные образцы оборудования различных типов: TRENS универсальные токарные станки с ЧПУ, и, например, универсальные заточные ЧПУ станки от TOP WORK. Данные серии позволяют выполнять массу различных операций на одном и том же оборудовании, а также позволяют тонко настраивать производство под различные нужды, а выполнение – под различные параметры и технические задания.
Прессы/Прессовое оборудование различных типов (Венгрия, Словакия, Германия и Тайвань)
Помимо станочного оборудования, производим поставки высококлассных прессов: прессы для пакетирования металла (для пакетирования металлических отходов), для пакетирования бумаги, ПЭТ бутылок и бочек (компакторы, вертикальные), листогибочные прессы (ножницы и режущие машины). На данный момент острая потребность в правильном фасовании отходов различной природы удовлетворяется разнообразием механических прессов широкого ряда производителей Европы (Венгрия, Словакия, Германия) и Азии (Тайвань), у которых мы являемся официальным дилерами.
Важно еще знать, что мы являемся производителями и продавцами многих видов реализумого нами оборудования, что делает цены недорогими, а значит наши услуги – конкурентными. Сами цены на оборудование собственного производства гораздо ниже, чем на их импортные аналоги, что не сказывается на качестве производимых нами станков. Мы производим универсальные токарные и фрезерные станки с ЧПУ, круглошлифовальные станки, обрабатывающие центры, токарные автоматы и полуавтоматы с ЧПУ, и разнообразные модели деревообрабатывающих станков. Продажа станков осуществвляет по всей России и СНГ, но головной офис находится в Москве (Уланский проезд, дом 14а)
АСВ-СТП – производитель / продавец токарных и фрезерных станков
По вопросам о поставке станков и их модернизации обращайтесь по телефону в Москве: (495) 64-606-84
Провести консультацию или сделать заказ по электронной почте [email protected]
Многоканальные телефоны: (495) 60-752-34 и 8-800-555-3341 (Россия, звонок бесплатный)
Поиск таких оптимальных решений для вашего производства – наша специализация!asw.ru
Новые токарные станки – Развитие – ООО «Бородинский ремонтно-механический завод»

В рамках инвестиционного проекта в 2013 году на ООО «Бородинский РМЗ» поступили два токарных многофункцио-нальных обрабатывающих центра и фрезерный вертикальный обрабатывающий центр с числовым программным управлением корейской фирмы «Doosan». Данное оборудование позволяет производить цикл работ под контролем встроенной программы. Команды передаются на рабочие механизмы оборудования, управляют скоростью их перемещения, задается тип и последовательность операций, ведется анализ состояния обработки детали.
Привлечение электроники к рабочим процессам улучшает качество готовой продукции, а также производительность труда. Особенно важна точность обработки деталей, они получаются максимально идентичными, что очень важно при серийном выпуске изделий. На сегодняшний день на предприятии, существенно расширен ассортимент заказов, вместе с тем увеличилась экономическая выгода от единицы продукции, снизилась стоимость готовой продукции за счет экономии времени от 30 до 50 процентов.
Преимущества станков с ЧПУ перед токарно-винторезными станками заключаются в следующем:
- экономия на трудозатратах (сокращение количества рабочих) достигает 25 – 80%;
- один станок с ЧПУ заменяет от 3-х до 8-ми обычных станков, чем обеспечивается сокращение оборудования, рабочей силы и производственных площадей;
- использование любых новых конструкций обычного оборудования увеличивает производительность труда в среднем на 3 – 5% в год, использование станков с ЧПУ сразу поднимает эту цифру до 50%;
- доля машинного времени в штучном времени возрастает с 15 – 35% до 50 – 80%, что повышает коэффициент использования фонда рабочего времени;
- сроки подготовки производства сокращаются на 50 – 70%;
- экономия на стоимости проектирования и изготовления оснастки составляет от 30 до 80%;
- точность изготовления деталей в некоторых случаях возрастает в 2 – 3 раза, количество и стоимость доводочных операций уменьшается в 4 – 8 раз.
Более подробная информация представлена в доступной для скачивания презентации (2,84 Мб)
Наверхrmzborodino.ru
Токарные станки по дереву для домашней мастерской
Содержание: [скрыть]
- Виды
- Технические характеристики
- Устройство
- Модель СТД-120М
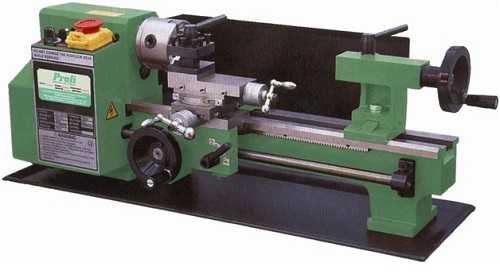
Ручная обработка древесины с приданием ей округлых форм — трудоемкий процесс. Чаще используются токарные деревообрабатывающие станки. Они напоминают оборудование, с помощью которого обрабатываются металлические изделия, но есть функциональные отличия. Так, в станке по дереву нет автоматической подачи резца к заготовке, все необходимо проводить вручную. Оборудование имеет меньшую мощность, вес.
Виды
Существует три вида станков:
- Промышленные. Предназначены для массового производства, обладают большим функционалом, имеют высокую производительность, мощность свыше 1 кВт, весят не меньше 200 кг.
- Для небольших производств. Это малогабаритные станки весом от 40 до 90 кг. Мощность двигателя — 500–1000 Вт. Функционал небольшой, но достаточный для использования в мастерских.
- Настольный, бытовой токарный станок. Обычно его устанавливают на верстак, применяют для изготовления единичных изделий. Мощность — не больше 500 Вт, вес — в пределах 20 кг.
Типы станков по функционалу:
- Токарно-фрезерные. Подходят для растачивания пазов.
- Токарно-винтовые. Используются для нарезания резьбы, изготовления изделий под конус.
- С ЧПУ. Это автоматические станки, работающие по заданной программе.

Любая из моделей выполняет базовый комплекс операций: обточку, подрезку, сверление, шлифовку, нарезку резьбы. Выбор токарного деревообрабатывающего станка определяется мощностью, функционалом.
Технические характеристики
Основной критерий выбора — мощность. Для дома подходят маломощные станки. При частом изготовлении деревянных изделий лучше приобретать агрегат мощностью 0,5–1,0 кВт.
Второй критерий — размер обрабатываемой детали. Учитываются два показателя: расстояние от установленной детали до станины (25–40,5 см), межцентровое расстояние (33–110 см).
Третья характеристика — скорость вращения шпинделя. Диапазон — 400–3500 об/мин. Чем быстрее вращается заготовка, тем точнее и чище ее обработка.
Устройство
Основные узлы токарного станка, на которые устанавливаются все остальные детали:
- станина,
- передняя бабка,
- задняя бабка,
- электродвигатель.
Станину изготавливают из чугуна. Это цельное изделие, обеспечивает снижение вибрации оборудования.
Передняя бабка — узел с несколькими функциями: крепление заготовки, передача крутящего момента через шпиндель. Вращение передается от электродвигателя посредством установленных ремней.
Скорость вращения шпинделя изменяется переустановкой ремней на шкивах станка (см. фото) или с помощью электронной аппаратуры.
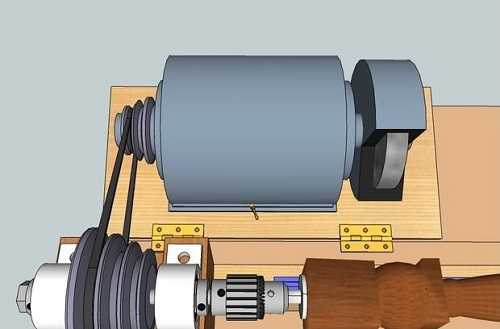
Заготовка в шпинделе закрепляется поводковым патроном. Для фиксации болванки, предотвращения ее вибрации используется задняя бабка и вставленный в нее патрон.
В устройство входит планшайба. Ее назначение — крепление болванки при обтачивании торцов изделия. В остальных случаях используется межцентровое крепление. Важно точно устанавливать заготовку между центрами для снижения ее биения.
Копир — элемент, увеличивающий функционал оборудования. Используют, когда нужно изготовить несколько изделий сложной формы. Обычно в него устанавливается режущий инструмент.
Модель СТД-120М
Используется для комплектации школьных и бытовых мастерских. Характеризуется оптимальным соотношением технических возможностей и цены.

Отличия от других станков:
- Скорость вращения шпинделя изменяется путем смещения клиновой ременной передачи на шкивах с двумя ручьями. Используются две скорости: 1100 и 2150 об/мин.
- Кнопочный блок управления располагается на передней бабке.
- Сменные шпиндели.
- Рабочая зона снабжена дополнительными защитными прозрачными шторками.
СТД-120М работает только от сети напряжением 380 В. Электродвигатель устройства имеет мощность 0,4 кВт.
Размеры заготовки: длина — 45 см, диаметр — не более 19 см. Условия монтажа:
- Установка на стальное или бетонное основание толщиной 600–800 мм.
- Пол вокруг не должен быть скользким.
- Крепление производится на анкера.
Условия эксплуатации
Правила:
- Деревянная болванка должна быть без сучков, влажностью не выше 20%.
- Обрабатывать заготовки большого диаметра рекомендуется на малых оборотах.
- Через каждые 500 часов эксплуатации необходимо смазывать вращающиеся узлы и детали.
Некоторые ремонтные работы можно производить самостоятельно: восстановить работоспособность задней и передней бабки, поменять шкив на валу и другие. Но для этого нужно изучить инструкцию, прилагающуюся к оборудованию.
derevo-s.ru
ООО «Станкоремонтный завод» реализует металлорежущие станки
ООО «Станкоремонтный завод» в Москве реализует металлорежущие станки. Мы предлагаем новые станки и станки б/у.На складе компании большой выбор металлообрабатывающего оборудования различных производителей и марок.
Предлагая своим клиентам станки превосходного качества и оснащенности, фирма, вместе с тем, устанавливает на эту продукцию доступные цены и поддерживает высокий уровень обслуживания своих клиентов. Реализуемое технологическое оборудование в обязательном порядке проходит предпродажную подготовку и поставляется с полным пакетом необходимых технических документов. При необходимости заказчик на территории фирмы может убедиться в работоспособности приобретаемого металлорежущего станка, или другого оборудования. Заказчик может проверить работоспособность любого станка, приобретаемого у нас.
Высококвалифицированные специалисты помогут в настройке установке и техническому сопровождению металлорежущих станков. Вы всегда можете обратиться за бесплатной консультацией. Мы не бросаем своих клиентов и всегда готовы помочь по любым вопросам, связанным с эксплуатацией, настройкой, а также ремонтом станков.
Покупая металлообрабатывающие станки у ООО «Станкоремонтный завод», вы получаете оборудование с эксплуатационно-техническими характеристиками полностью соответствуюцими паспортным данным станка.
В ООО «Станкоремонтный завод» можно не только продать или купить металлорежущие станки и оборудование, но, и, заключив долгосрочный договор, качественно и быстро отремонтировать приобретенные станки. Оперативный и квалифицированный ремонт позволит промышленным предприятиям избежать длительных простоев. Это, в свою очередь, дает возможность снизить потери выпускаемой продукции, неизбежно возникающие в случае аварии станка. Грамотная диагностика любых неисправностей, восстановление гидроаппаратуры, ремонт электрической части и настройка электронных схем – далеко не полный перечень работ, выполняемых специалистами фирмы с любыми видами станков, как новых так и станков б/у.
Еще одно направление в деятельности фирмы – модернизация устаревших моделей металлорежущих станков. Такое решение позволяет собственнику повысить производительность технологического оборудования при минимальных материальных затратах.
Связаться с представителем ООО «Станкоремонтный завод» можно, позвонив по номеру 8 (495) 767-01-77. Несмотря на то, что на складе фирмы всегда имеется широчайший выбор металлообрабатывающих станков, следует уточнить, есть ли нужное оборудование в наличии.
загрузка карты…
www.rus-stanki.ru
Современные отечественные токарно-винторезные станки
Федеральное агентство по образованию
Государственное Образовательное Учреждение Высшего Профессионального образования
Ростовский Государственный Экономический Университет «РИНХ»
Филиал в п. Матвеев Курган
Задание
На тему: “Современные отечественные
токарно-винторезные станки”
Дисциплина: “Машины и оборудование”
п. Матвеев Курган
2007 г.
Содержание
Введение
1. Особенности конструкций современных токарных станков
2. Современные отечественные токарно-винторезные станки
2.1 Токарно-винторезный станок модели 1И611П
2.2 Токарно-винторезный станок модели 1А616П
2.3 Токарно-винторезный станок модели 1К62Б
2.4 Токарно-винторезный станок модели 1К620
2.5 Токарно-винторезный станок модели 163
3. Новые модели тяжелых токарных станков
Заключение
Литература
Введение
Станкостроительная промышленность в быстром поступательном движении индустрии должна играть одну из основных ролей. От уровня развития станкостроения в большой степени зависит качественное и количественное развитие всей машиностроительной промышленности.
Несмотря на возрастание роли процессов ковки, штамповки, а также литья и прокатки, обработка деталей со снятием стружки до сих пор остается в металлообработке доминирующей, так как окончательные размеры деталей, их форма и правильное взаимное расположение поверхностей, особенно в связи с чрезвычайно возросшими требованиями к точности в производственных условиях в основном могут быть получены только путем резания металла.
В дореволюционной России парк металлорежущих станков составлял всего 75 тыс. единиц: в предвоенный 1940 – 710 тыс. единиц, а в настоящее время станочный парк превышает 3 млн. единиц.
Во всех странах мира группа токарных станков в общем объеме металлообрабатывающего оборудования занимает 26 – 40%
В нашей стране эта группа станков составляет около 40%, причем значительная часть из них представляет собой универсальные токарные и токарно-винторезные станки.
Такое отношение выпуска станков объясняется тем, что почти у всех машин и механизмов основным видом движения, как рабочих органов, так и промежуточных элементов привода является вращательное движение, поэтому подавляющее большинство деталей машин и механизмов представляет собой тела вращения, обработку которых наиболее удобно производить на станках токарной группы.
В настоящем выпуске рассматриваются современные отечественные и зарубежные модели токарных и токарно-винторезных станков, а также кинематика и конструкция наиболее распространенных отечественных моделей токарно-винторезных станков средних размеров.
1. Особенности конструкций современных токарных станков
Развитие конструкции токарных станов за последние 10–15 лет определялось в первую очередь повышенными требованиями к точности обработки деталей и достижениями в области резания металлов. За этот период времени появились новые марки твердых сплавов и быстрорежущих сталей, а также алмазный режущий инструмент.
Современные токарные станки быстроходны, обладают высокой мощностью, имеют повышенную жесткость и виброустойчивость, долговечны и надежны в работе, что в совокупности обеспечивает высокую производительность и точность обработки деталей.
Большинство отечественных токарных станков обладают большей быстроходностью и мощностью, чем аналогичные зарубежные модели станков.
Американские модели токарных станков легкой серии с диаметром обработки деталей от 400 до 650 мм существенно уступают аналогичным моделям отечественных станков по быстроходности и особенно по мощности. Например, модель 17Е5 с максимальным диаметром обработки детали 450 мм имеет пределы чисел оборотов от 25 до 1000 об/мин, а мощность всего 3,7 кВт.
Однако следует заметить, что в США наряду с легкой серией выпускают также тяжелую серию токарных станков тех же размеров. Например, токарно-винторезный станок тяжелой серии модели 1610Е с максимальным диаметром обработки 450 мм имеет пределы чисел оборотов в минуту от 14 до 1800, а мощность его главного электродвигателя составляет 15 квт.
2. Современные отечественные токарно-винторезные станки
2.1 Токарно-винторезный станок модели 1И611П
Универсальный токарно-винторезный станок модели 1И611П выпускается Ижевским машиностроительным заводом и предназначен для выполнения самых разнообразных токарных и резьбонарезных работ повышенной точности в условиях мелкосерийного производства. На станке обеспечивается возможность нарезания метрической, дюймовой и модульной резьбы.
Станок модели 1И611П является одним из наиболее современных представителей токарно-винторезных станков с высотой центров 130 мм и расстоянием между центрами 500 мм. В соответствии с этими параметрами максимальный диаметр обрабатываемой детали, устанавливаемой над станиной станка, не должен превышать 250 мм, а деталей, устанавливаемых над нижней частью суппорта ‑ 125 мм. Наибольший диаметр прутка, который проходит через отверстие шпинделя ‑ 24 мм.
Максимальная длина обтачивания с механической подачей суппорта составляет 500 мм. Наибольшее перемещение суппорта в поперечном направлении от руки или от механизма подач равно 180 мм. Цена деления продольного лимба соответствует 0,1 мм, а поперечного лимба – 0,02 мм. Верхние салазки имеют ручное перемещение до 120 мм. Цена деления лимба верхних салазок – 0,05 мм.
Направляющие верхних салазок могут быть повернуты на 70 градусов в сторону рабочего и на 90 градусов от рабочего. На стенке имеется четырехсторонний быстродействующий резцедержатель, в который могут быть установлены резцы с поперечным сечением не более 16´16 мм.
Шпиндель станка имеет фланцевый передний конец с коротким центрирующим конусом и с внутренним конусом Морзе №4. Станок снабжается самоцентрирующим трехкулачковым патроном повышенной точности диаметром 160 мм, поводковым патроном и планшайбой с пазами.
Пиноль задней бабки имеет конус Морзе №3. Наибольшая длина перемещения пиноли составляет 85 мм. Величину перемещения пиноли можно определить по линейке с ценой деления 1 мм и по лимбу с ценой деления 0,05 мм. К станку прилагается конусная линейка с наибольшей длиной точения конуса 170 мм и предельным поворотом ±10 градусов. Для обработки деталей из пруткового материала диаметром 6 – 14 мм станок снабжен цанговым патроном.
К станку прилагаются продольный и поперечный жесткие упоры, по которым можно работать с автоматическим включением подач суппорта, и поперечный упор для ручной установки суппорта, позволяющий производить обработку с более высокой точностью.
2.2 Токарно-винторезный станок модели 1А616П
Токарно-винторезный станок модели 1А616П, изготавливаемый Средневолжским станкостроительным заводом, является универсальным станком повышенной точности и предназначен для разнообразных токарных работ в условиях индивидуального и мелкосерийного производства, выполняемых в центрах или патроне, в том числе для нарезания резьб: метрической, дюймовой, модульной и питчевой.
Высота центров станка равна 165 мм, а максимальное расстояние между центрами – 710 мм. Наибольший диаметр обрабатываемой детали класса дисков, устанавливаемой над станиной, составляет 320 мм, а максимальный диаметр детали класса валов, закрепляемых в центрах над нижней частью суппорта, не должен превышать 180 мм.
Сквозь отверстие шпинделя проходит пруток диаметром до 34 мм. Наибольшая длина обтачивания детали с механической подачей суппорта равна 660 мм, т.е. на 50 мм меньше, чем максимальное расстояние между центрами.
Без дополнительных сменных колес на станке модели 1А616П можно нарезать резьбы повышенной точности: метрические с шагом от 0,5 до 24 мм; дюймовые с числом ниток на 1 дюйм от 56 до 1; модульные с шагом в модулях от 0,25 до 5,5 мм и питчевые с шагом в питчах от 128 до 2.
Предусмотрена возможность нарезания особо точных резьб путем исключения из кинематической цепи зубчатых передач коробки подач и применения специальных прецизионных сменных зубчатых колес.
2.3 Токарно-винторезный станок модели 1К62Б
Токарно-винторезный станок модели 1К62Б (рис. 4) универсального типа повышенной точности выпускается станкостроительным заводом «Красный пролетарий» им. А.И. Ефремова на основе базового станка модели 1К62 с высотой центров 215 мм и расстоянием между центрами 710, 1000 и 1400 мм.
Токарно-винторезные станки, выполненные на базе станка модели 1К62, занимают первое место среди отечественных моделей станков токарной группы. Максимальный диаметр обрабатываемой детали, устанавливаемой над станиной этих станков, составляет 400 мм, а наибольший диаметр детали, установленной над нижней частью суппорта, не может превышать 220 мм. Максимальная длина обтачивания обрабатываемых деталей на 70 мм короче, чем наибольшее расстояние между центрами. На станках можно нарезать все типы резьб.
Благодаря высокой мощности привода (7,5 или 10 квт), большой быстроходности (до 2000 об/мин) и наличию как мелких, так и крупных подач (до 4,16 мм/об) станки модели 1К62Б позволяют оптимально использовать свойства современных режущих инструментов из новых инструментальных материалов и обеспечивают высокую точность обработки деталей. Овальность обработанных на станке модели 1К62Б деталей не превышает 5 мкм, а конусность – 10 мкм на длине 150 мм.
Неплоскостность торцовых поверхностей после чистовой обчистки составляет не более 10 мкм на диаметре 200 мм, причем только в сторону вогнутости. Накопленная погрешность на шагу нарезанной на станке резьбы от произвольного участка ходового винта не должна быть больше, чем 10 мкм на длине 50 мм, 15 мкм на длине 150 мм и 20 мкм на длине 300 мм.
2.4 Токарно-винторезный станок модели 1К620
Универсальный токарно-винторезный станок модели 1К620 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, модульной, дюймовой, питчевой, многозаходной, а также для нарезания точной резьбы. Кроме этих видов резьб на станке можно также нарезать архимедову спираль с шагом ⅜˝.
mirznanii.com