Торсировка металла – : ; ; ()
alexxlab | 10.07.2019 | 0 | Вопросы и ответы
Операции ковки- часть 9. Торсирование
Продолжение, предыдущие части:
Операции ковки- часть1. Введение о кузнечных операциях обработки металла.
Операции ковки- часть2. Подготовительный этап- расчеты и эскизы, наименование операций.
Операции ковки- часть3. Процесс вытяжки.
Операции ковки- часть 4. Осадка
Операции ковки- часть 5. Высадка
Операции ковки- часть 6. Рубка
Операции ковки- часть 7. Вырубка отверстий и технология их выполнения
Операции ковки- часть 8. Гибка
Торсирование
Торсирование представляет из себя процесс, в котором происходит скручивание заготовки относительно своей оси.
Скрутка возможна в разных вариантах: равномерная или с различной кривизной, односторонняя или двухсторонняя.
Вот односторонняя скрутка прутков разных сечений:

А вот так выглядит двусторонняя скрутка:
Скручиваются обычно прутки с квадратным или прямоугольным сечением и толщиной не превышающей 20 мм. Допускается украшение граней заготовки поперечными насечками или продольными углублениями для придания большей декорации.
Перед тем, как начать процесс торсирования, нужно прутки подвергнуть отжигу и охлаждению в прямо в горне, в золе, шлаке или на воздухе.
Процесс торсирования предполагает холодное состоянии заготовок (хотя есть и кузнецы, которые успешно торсируют металл “на горячую”). Для этого нужно один конец прутка зажать в тисках. На свободную часть одеть трубу, которая будет защитным средством во время скручивания и предотвратит деформационные процессы. Второй конец прутка оставляют открытым, потом на него надевают вороток, которым будет производится торсирование. С помощью вилки происходит захват широких прутков. Только крутить нужно с равномерной скоростью. Если пренебречь этим, то скрутка будет неравномерной. Неравномерная скрутка допустима в том случае, если она является неким декоративным элементом дизайнерской задумки.
Вот так выглядят воротки для торсирования разных сечений:
Вручную выполняется торсирование тонких полосок металла. Для этого процесса необходимо привлечение двух кузнецов. Два конца разогретой заготовки зажимается клещами и начинается вращение заготовки по спирали в противоположные стороны. Для неравномерного скручивания заготовки используют разную скорость скручивания двух концов: первый конец скручивается быстрее, чем второй.
Видео, еще один вариант торсирования
А вот пара фотографий приспособления для торсирования:


Продолжение следует…
Основа: книга Секреты кузнечного мастерства.
Разделы: Обучение ковке – операции ковки
Метки: изготовление кованых изделий, Ковка- основы, операции ковкиСтанок торсион своими руками – с чего начать и что учесть
Торсировка — это продольное скручивание прутка (либо нескольких прутков одновременно), является одной из распространенных операций художественной ковки. С ее помощью можно изготавливать привлекательные кузнечные узоры. Поэтому станок «Торсион» (или отдельный узел «Торсион») часто входит в арсенал оборудования современных кузниц.
Сущность операции и ее возможности
В ходе продольного скручивания пруток подвергается винтообразному переплетению оси, причем многократному. Поскольку напряженное состояние кручения характеризуется преобладанием напряжений сдвига, к которым макроструктура металла особенно критична, то далеко не все заготовки, даже при совершенном, с технической точки зрения, станке, способны выдержать торсировку без трещинообразования.
Горячая торсировка имеет ряд преимуществ: пластичность разогретого металла повышается, сопротивление деформированию, наоборот, понижается. Следовательно, снижаются нагрузки на привод станка. Во многих случаях (скручивание мягких металлов и сплавов, малоуглеродистых сталей и т.п.) можно выполнять операцию усилием самого кузнеца. Таким способом можно успешно деформировать прутки некруглого поперечного сечения, у которых пластический момент сопротивления различен по разным осям.
Вместе с тем горячее деформирование сопровождается образованием окалины, которую на готовых полуфабрикатах удалить довольно сложно. Кроме того, в процессе продольного скручивания возможно залипание отдельных зон заготовки, что препятствует дальнейшей работе над изделием, например, формированию двойной спирали.
С точки зрения возможности получения брака, ручная торсировка безопаснее, поскольку в противном случае можно «перекрутить» заготовку. Станок «Торсион» с электроприводом в таком случае следует оснащать недешевыми шаговыми двигателями, которые в состоянии останавливать вращение заготовки после определенного числа оборотов.
Типичные виды брака при выполнении данной операции представлены на рис. 1.

Рисунок 1: а) — срез прутка из материала с малой пластичностью; б) срез при недостаточном закреплении прутка в зажимах станка; в) срез при перекручивании заготовки; г) срез при неоднородной структуре металла
Таким образом, выбор способа выполнения данной кузнечной операции следует производить с учетом пластичности металла (использовать преимущественно горячекатаный прокат малоуглеродистых сталей), скорости скручивания (с ростом динамики процесса напряжения в материале увеличиваются), а также способа закрепления заготовки.
Устройство «торсион»
Данный узел унифицируется с прочими элементами универсального станка для холодной или горячей ковки. Приспособление включает в себя:
- Полый патрон с любым способом зажима прутка — с помощью трех/двух кулачков, цанги, резьбы и т.д.
- Каретку, на которой устанавливается сменный зажимной узел. с неподвижным зажимным узлом, который предназначен для фиксации противоположного торца прутка.
- Собственно, зажимной узел с подвижными захватами шарикового, или клинового типа.
- Ползуна, который, перемещаясь по направляющим станины, обеспечит торсировку прутков разной длины.
- Станины, на которой монтируются все устройства, перечисленные выше.
- Приводной рукоятки или штурвала — для ручного приспособления.
- Пульта управления электродвигателем — для механизированного варианта.
Общий вид такого приспособления приведен на рис. 2
Рисунок 2 — Ручной станок «Торсион»
Как видно из рисунка, универсальность оснастки обеспечивается наличием посадочных мест под различные захваты, учитывающие диаметр прутка, поскольку универсальность патрона обеспечивается его конструкцией. Все габаритные размеры приспособления предварительно просчитываются с учетом способности выполнить скручивание заготовок с определенными диаметром и длиной.
Для надежного направления предусматривается посадка патрона в подшипнике скольжения, который размещается в правой части станины. Лучше, если в ее верхней части расположить несколько отверстий для подачи смазки к точкам фрикционного контакта патрона с подшипником. Рукоятку или штурвал насаживают на консольную часть патрона по горячепрессовой посадке (чтобы исключить проскальзывание под нагрузкой), либо прорезать на торце патрона шлицевые пазы, в которые будет заводиться рукоятка.
Подвижная каретка, на которой монтируется узел зажима пассивной части прутка, стоит выполнять с направляющими, для которых можно приспособить соответствующий узел от списанного токарного станка, например, ТВ-4. Зажим производится применением пары стандартных эксцентриковых захватов: это обеспечивает равномерность зажима. Для снижения износа захватов иногда предусматривают разрезную втулку из нормализованной среднеуглеродистой стали, которая будет обжимать пруток: ее заменить легче, чем сами захваты.
Некоторой доработки потребует патрон: в нем необходимо получить сквозное отверстие, предназначенное для ввода прутка в зону деформирования. Можно обойтись и без этого, но в таком случае приспособление будет обладать ограниченной функциональностью.
Станину можно сварить из толстостенных профильных труб, либо использовать швеллер подходящего по габаритам размера.
Изготовление приспособления «Торсион» целесообразно при больших объемах производства данной операции.
Способы изготовления станка «Торсиона»
Имеет смысл изготавливать такой станок для выполнения не только торсировки, но и других технологических переходов художественной ковки. В этом случае изменяются продольные габариты станка, поскольку продольное скручивание удобнее всего выполнять при исходном горизонтальном расположении прутка.
К вопросу оснащения станка электроприводом следует подходить крайне осторожно. Даже малооборотистый электродвигатель потребует объемной червячной передачи, что будет сопровождаться необоснованной потерей мощности и КПД. Поэтому, если принято решение об изготовлении станка «Торсион» своими руками, то наиболее целесообразными вариантами будут два:
- Использование шагового двигателя;
- Применение сельсин-мотора.
Главная особенность шагового двигателя заключается в том, что полный оборот его ротора выполняется за четыре шага, для чего напряжение на обмотки статора подается попарно. Управление такими двигателями производится с использованием принципа микрошага, когда питание на обмотки осуществляется по синусоидальной кривой. Для электропитания станка «Торсион» вполне подойдет шаговый двигатель, который имеет постоянный магнит, поскольку в этом случае будет обеспечен точный поворот патрона на угол 45-900, чего чаще всего и требуется при торсировке.
Момент М, необходимый для скручивания прутка, определяется с учетом его момента инерции:
М = (mr2)ω/2, где:
m — масса той части прутка, которая пребывает в зоне пластической деформации;
r — радиус поперечного сечения прутка;
ω — желаемая угловая скорость поворота патрона.
С другой стороны
М = 0,8σтW, где
σт — предел пластичности материала по касательным напряжениям;
W — момент сопротивления (для круглого сечения W = 0,2d3).
Из двух значений М выбирают наибольшее, и по нему устанавливают мощность шагового двигателя (с учетом запаса по мощности 20-30%, который учитывает инерцию материала и потери мощности в приводе).
Сельсинные приводы применять в самодельных станках для художественной ковки нецелесообразно, поскольку управление ими весьма сложно.
Прочие элементы для станка «Торсион» выбираются из тех же соображений, что и описанные ранее.
Общий вид станка представлен на рис. 3.
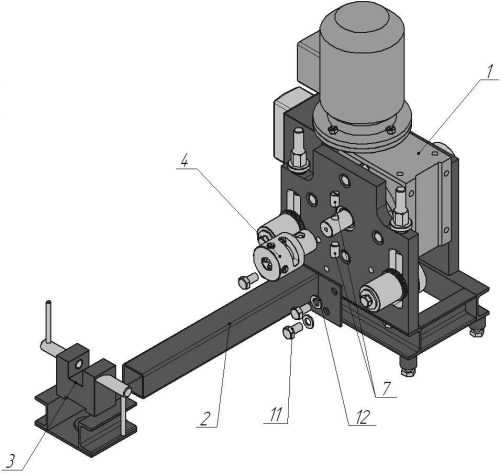
Рисунок 3 — Общий вид станка «Торсион»: 1 — Понижающая передача; 2 — Рама; 3 — Захватный узел; 4 — Патрон; 7,11, 12 — фиксирующий крепеж.
Интересные видео по теме представлены здесь:
и
Для обсуждения и дополнения материалов статьи собственным практическим опытом просьба оставлять содержательные комментарии.
wikimetall.ru
Торсирование стали (фото на 2 стр)
Большой Бро 10-05-2013 08:51Привет всем. Тема для кузнецов и термистов.
Промелькнуло в одной из тем “клинок из торсированной и осаженной стали У8″…, да и довольно часто появляются подобные материалы.
Поехали. Итак стали есть доэвтектоидные (ДЭ) и заэвтектоидные(ЗЭ), есть эвтектоидные(Э). Буду объяснять по простому, поэтому не надо после кидаться терминами из энциклопедий.
Так вот, после закалки выше точки Ас1, в ДЭ стали будет присутствовать феррит (железо)+мартенсит при закалке выше Ас3 – только мартенсит. В ЗЭ стали мартенсит+цементит.
Также многие знают, что при перегреве ЗЭ стали возникает цементитная сетка, что считается пороком. Но не все знают что при перегреве ДЭ стали в ней возникает ФЕРРИТНАЯ сетка (либо прослойки и т.п.). Например сталь 65Г после отжига (про отжиг отдельно, не путать с технологическим отжигом для последующей ТО) будет иметь перлит+феррит. В перлите, как мы знаем 0,8%С(эвтектика), в феррите нет углерода (есть 0,02%С можно пренебречь). Так вот рассчитываем: чистый перлит это 0,8%С. В стали 65Г углерода 0,65%С – он и перейдет в перлит, а соответственно до 0,8%С в стали 65Г не хватает 0,15%С (0,65+0,15=0,8%С), значит 0,15% – ферритная фаза.
Кто не понял, пример для ЗЭ стали. У12 содержит 1,2 %С, после отжига перлит+карбиды, после закалки перлит (0,8%С) переходит в мартенсит, а 0,4%- карбидная фаза. В У13 – 0,5%С карбидная фаза и т.д.
ДЭ и ЗЭ стали похоже зеркально( карбидная сетка – ферритная сетка, сверхэвтектика-“доэвтектика” ).
Я написал об этом что бы в дальнейшем можно точнее смоделировать процесс.
Первым, кто увидел, или обратил внимание на узоры в отожженой ДЭ стали был профессор А.Виноградов. В интернете есть его труды ъМягкий булат и происхождение булатного узораъ.
Так вот, он исследовал сталь для изготовления саперных лопат с содержанием 0,4%С.
После отжига этой стали и полировки он находил булатные узоры, которые можно было создавать самому, в зависимости от операций ковки.
Теперь, чтобы подробней рассмотреть процесс – прикрепляю диаграмму.

Возьмем для примера всю ту же 65г. Находим по диаграмме 0,65 % С. Ниже 727 С сталь в состоянии ферит +перлит. Переходим выше 727 С (это Ас1) перлит перешел в аустенит, а вот феррит как был так и остался. А растворится он около 780 С. Т.Е. что бы не растворить ферит нужно ковать в интервале 780 – 650С.
И для того что бы феррит остался ЗАКАЛКУ проводить ниже 780С, либо регулировать время выдержки, так как на глаз Т поймать до 10 градусов наверное невозможно.
Технология.
Пруток стали ф25-30 длиной 15см отжигается около 3 часов при 850-900 С. Я отжигаю дровами в горне, при флюсовании (можно обмазать термостойким герметиком, можно сточить после отжига обезуглероженный слой 3 мм и т.д.)
после отжига сталь проковывается, не перегревая, до более тонкого диаметра ф18-20 мм. Затем отжигается в углях для снятия напряжений. После нагревается равномерно до 750-780С ( я не умею с точностью до 50 С определять Т – поэтому пользуюсь магнитом, перестал магнитить я кую) и торсируется, один конец зажимается в тисы за второй газовым крутим ключом, за один раз не получится сделать много оборотов, поэтому главное при последующих скрутках не перепутать верх-низ.
Торсировать можно до тех пор пока линии скрутки на поверхности не будут параллельны перпендикулярной плоскости оси заготовки – как резьба на болтах.
Затем отжиг для снятия напряжений. После заготовку обтачиваю на гриндере – могут образоваться заковы от скрутки. У кого есть токарный станок – еще проще.
Затем привариваю к одному концу заготовки арматуру и кую при низкой Т острым концом молота – так проще разогнать, сначала в квадрат перебиваю, потом на пластины.
Вывожу пластины 3мм х 30мм и хвостовик (хвостовик при ковке можно греть как угодно).
Затем отжиг (рекристаллизационный) для снятия напряжений и закалка. Закалка самый важный момент. Нагреваем выше Ас1 (750-780С)и в горячее масло РК вниз, обух чуть торчит из масла (сначала полностью окунуть, затем обух приподнять).В холодном масле трудно прокалить. Если при закалке перегрели до 800С (и выдержали долго) получаете обычную сталь, поскольку феррит успевает насытится углеродом. Однако за несколько секунд этого не произойдет.
Отпуск по обуху больше, по кромке до соломенного. Для закалки нагреваю в горне полностью – зонные закалки не люблю.
Спуски ковкой не вывожу – очень тонкие детали при малом нагреве может порвать. Да и рисунок более четкий при снятии спусков на гриндере.
Травление делать глубокое, обнажить слои, нужно оно лишь для доказательства результата.
При весе в 95 кг могу висеть на ноже – очень прочный, может погнуться ,но не сломаться. Если отпуск сделать чуть выше, то сломать при 3 мм очень очень трудно. Легко точится, режет не плохо, не хватает агрессивности как на У12, рубит отлично, без вмятин и выкрашивания.
Выводы: Дамаск – дофигаслойная сталь к примеру Ст3+У10 – слоев куча, однако в процессе кузнечной сварки при 1200-1300С углерод. распределится равномерно по объему, а цвет слоев это разный хим состав (лигатура, примеси) но по углероду одинаково.
Торсированная сталь – по углероду слои резко различаются от 0,02 до 0,8% С , рисунок слабый – но все свойства композита. Сталь с 0,8 С калится до 64 ед, ферит не закаливается.
Однако преимущество лишь в прочности.
Но здесь нужно оговориться – рисунок тем крупнее – чем меньше углерода, т.к. будет больше ферритной фазы. Т.Е. сталь 0,45%С даст рисунок выше чем сталь 65Г. и диапазон ковки ее выше чем 65 г, т.к. ферит не растворяется при 780 а при 850С.
В стали У8 -эвтектоидная сталь – торсирование бессмыслено, можно только слои перемешать и все, прочность это не добавляет, да и вообще у 8 достаточно капризная.
Дело это длинное, я делал ради интереса. Охотникам понравилось тем что можно ломать по суставам, гнуть, рубить кость. Минус – ржавеет сильно.
А сырья для торсирование много: оси, валы от техники, детали с\х машин, где часто встречается среднеуглеродистая сталь. Сейчас нашел пружину от гусиничного трактора, то что надо. Очень хороший нож можно отковать из гусеничного пальца, желательно не сильно изношенного.

Автомобильный торсион ( торсион передней подвески “запорожца”) для изготовления клинка на охотничий нож подойдет? Заранее извините если не в той теме спросил. Нигде не нашел сведений из какой стали их изготавливали.
Большой Бро 10-05-2013 11:10quote:
Автомобильный торсион ( торсион передней подвески “запорожца”) для изготовления клинка на охотничий нож подойдет? Заранее извините если не в той теме спросил. Нигде не нашел сведений из какой стали их изготавливали.
Торсирование – скручивание. Торсион от “запорожца” набор длинных пластин работающих на скручивание, однако пластины не торсированы. Сталь 50хфа – не режит как следует. В детстве точил из них ножи, до сих пор на кухне есть.HeadOut 10-05-2013 11:43
Жаль без фото. Интересно
Viziter 10-05-2013 16:57Послежу.
ishimo 10-05-2013 17:35Результаты конечно интересно посмотреть на фото…
диверсант 10-05-2013 17:54прочитал с удовольствием, спасибо. тема действительно интересная.
Большой Бро 10-05-2013 18:22quote:
Результаты конечно интересно посмотреть на фото…
Повторять опыты нет желания, а вот про “отжиг стали на булат” создам большую тему с фотографиями, к концу лета. Думаю она намного интереснее чем эта.
ishimo 10-05-2013 18:29quote:
Originally posted by Большой Бро:
Повторять опыты нет желания
Все равно спасибо . На свои опыты будем любоваться)Vladyka 10-05-2013 18:38
Очень обстоятельно интересно. Благодарю!
quote:
Originally posted by Большой Бро:
а вот про “отжиг стали на булат”
это по записям Аносова ?
IS90 10-05-2013 20:28
интересная тема
фотки бы.
желательно отшлифованныхсрезов болванок под микроскопом (шутка)
quote:
это по записям Аносова ?
По записям, в горне тоже можно отжигать и не 3 суток.Большой Бро 11-05-2013 06:50
http://www.rulit.net/tag/techn…get-177400.html
Вот здесь можете скачать А.П. Виноградова Мягкий булат и происхождение булатного узора
Burchitai 11-05-2013 12:11quote:
Originally posted by Большой Бро:
В перлите, как мы знаем 0,8%С(эвтектика),
следует исправить на “В перлите, как мы знаем 0,8%С(ЭВТЕКТОИД)”
эвтектика в сплавах железа с углеродом все-таки ледебуритanatoly 12-05-2013 10:11
Иван! Классно! Спасибо за инфу!!!
wec 13-05-2013 23:57Спасибо.
У Кузнецова есть момент, связанный с науглероживанием заготовки при торсировании.
Интересно ваше мнение и способы науглероживания. Например, жженую кость не испольовали?
Тема избитая и отвергнутая. Но для новичков полезная. Почитайте Аносова, где он пишет об этом процессе, и желаемом количестве углерода, для сколько-нибудь приемлемого практического результата.
sife 14-05-2013 04:29А так, конечно приятно, что есть такие ребята как Большой Бро. Которые, кроме чтения книг, еще и руками “ищут”.
Большой Бро 14-05-2013 05:31quote:
Тема избитая и отвергнутая. Но для новичков полезная. Почитайте Аносова, где он пишет об этом процессе, и желаемом количестве углерода, для сколько-нибудь приемлемого практического результата.
Наверное вы хотели сказать “Кузнецова”, у Аносова ни слова не было о торсировании моностали. Лишь в какой-то брошюрке из темы ЖЗЛ о П.П. Аносове было написано про скручивание сварной (дамасской) стали (из описания златоустовских заводов).
Большой Бро 14-05-2013 05:39quote:
У Кузнецова есть момент, связанный с науглероживанием заготовки при торсировании.Интересно ваше мнение и способы науглероживания. Например, жженую кость не испольовали?
Здесь лукавить не буду – пробовал, но не получалось ни разу. Даже при очень медленном дутье, когда и окалины абсолютно не образуется – ни чего не науглероживается.
Из умозаключений: можно попробовать нацементированную деталь, ну вроде шток с амортизаторов, только толстый. А у кого есть возможность цементировать, то сталь после торсирования и обточки на токарном станке науглеродить в карбюризаторе несколько часов (тут и отжиг и науглероживание). У меня таких возможностей нет.
ап
sife 14-05-2013 06:53quote:
Originally posted by Большой Бро:Наверное вы хотели сказать “Кузнецова”, у Аносова ни слова не было о торсировании моностали. Лишь в какой-то брошюрке из темы ЖЗЛ о П.П. Аносове было написано про скручивание сварной (дамасской) стали (из описания златоустовских заводов).
Скажем так – отжигали сталь давно, а Аносов подробно описал отжиг для неоднородности стали; скручивали(торсировали) давно, а Кузнецов подробно описал процесс.
А избитой и отвергнутой назвал тему по отжигу доэвтектоидных сталей. Выводы по ним тоже сделаны давно – узор не контрастный, режущие свойства посредственные.
ВОИСТИНУ!!!
НАСТОЯЩИЙ КУЗНЕЦ и из арматуры выкует получше композитов-порошков.
В данном случае ковал пруток Д25 мм, скрутка и ковка. Процесс ручной ковки занял по времени 5 часов.
Проблема в следующем. При скрутки стали нужно стараться чтобы после ковки рисунок был продольным (или стремился к этому). На этом куске стали оборотов было несколько больше необходимого, а массы металла не хватило чтобы слои вытянулись, и, как следствие, рисунок получился торцевой.
Поковка 4 мм толщиной выдерживает вес 100 кг, не гнется (может гнуться незакаленный хвостовик). Кончик отпущенный до темно-желтого цвета в тисах гнется, выправляется на наковальне без проблем.
Упер в свой личный справочник. Жду тему про отжиг
——————
.а парень очень просто, с улыбкой отвечал, я с Дальнего Востока – я с города Сучан!!!
Полуофф.
Квинтэссенция: Спасибо.
ТС: можете снести пост, если он Вам покажется неуместным.
Долго подбирал ругательное слово к тому случаю когда мастер, после произведенного техпроцесса, получает сталь с ухудшенными показателями. Остановился на Халтура.
Меня всегда удивляло – всё уже придумано до нас, всё уже разжевано нам и в рот положено, на личном примере показано, с картинками, с песнями, с бубнами, с плясками, с камланиями, а народ всё делает и делает ножи которые не режут. Берут хорошую сталь, берут очень хорошую сталь и делают нож с ухудшенными свойствами стали в разы. Почему такое наплевательское отношение к своей работе? Почему мастеров могущих (или желающих?) простым железкам дать новые положительные качества по пальцам рук пересчитать? Почему на разного рода соревнованиях среди ножей многих именитых мастеров днем с огнем не сыскать? Почему Союз кузнецов проводит популистскую политику ограничиваясь теоритезированием и шоу? Складывается впечатление, что их (СК) конёк практическое средневековье в металлургии. Почему в очередной раз – спасение утопающих дело рук самих утопающих? Может СК стать ближе к простым народным кузнецам? Хотя бы помочь людям ведущим образовательную или изыскательскую работу – рублём, углём, материалами, и прочим. Не думаю, что это нанесет сокрушительный удар по системе СК. Благодаря таким людям как Кузнецов иже с ним и Большой Бро за последние несколько лет заметно вырос общий уровень качества производимых ножей, что тянет за собой потребительский спрос и интерес населения.
Потихоньку утомили всех ‘кузнецовские’ тайны полишенеля в металловедении. Нельзя не отдать должного гн-у Кузнецову в его творческой неуспокоенности – отдаю. Это человек который постоянно учиться и научивается, и пытается научить других. Но его сгубляет коммерческая составляющая. Информация, которой он делится, как у Джинна – вроде выполнил желание, но всегда есть каки-нить нюансы.
Доносимая Вами, ББ, информация изложена гениальным по простоте, понятности и доступности языком. Понятно даже таким дебилам как я. Есть разница между учитель и преподаватель. На мой взгляд, Вы – Учитель! Желающие получить нож с высокими потребительскими характеристиками должны просто по пунктам выполнять Ваши предписания и смогут запросто пошатнуть и уронить безраздельное царство кузнецовской клики на ножевом Олимпе. Пожалуйста, продолжайте делать свое дело. Уверен многие Вам скажут спасибо. Здоровья Вам.
Все совпадения с реальными людьми, ситуациями, изделиями в данном опусе, случайны! Ни один нож от моего словоблудия не пострадал.
Открою маленький секрет. Если вы решите повторить подобное, может не получиться. Т.к. важны лишь 2 момента
1 Отжиг перед последней ковкой
2 Сама ковка при низкой Т
При очень хорошем перемешивании слои как бы рвутся, превращаясь в точки, завитки.
На сталях с меньшим %С рисунок еще четче. Думаю Виноградов получал отменные рисунки.
Возможно приварить к бруску стали высокоуглеродистую РК, оставив большую толщину для отжига, и опять все тоже. Возможно взять кусочек стали и нацементовать его в трубе с углем (небольшой нож сделать можно).
Как не странно, нож после всей ТО певуч, значит не разрушен.
Пор резу и прочности есть свои особенности.
По моему разумению если слои выходят на РК перпендикулярно – рез может быть агрессивней (может и длительней) за счет пилы. Ну а прочность падает.
Если слои продольные прочность на излом может быть выше, а вот линии феррита на РК…
Опять же про “дофигаслойный” дамаск – не возражения и препирательства ради, а уточнения для: фото дамаска “из горна” с толщиной слоев 1 мкм. Знаю что, было, и не раз, но может повторением возможность существования сего укрепится в памяти народной?
С уважением к ТС.

quote:
“феррит” (железо) не должен присутствовать после ТО в металле режущей кромки ножей “для реза”- иначе часть длины РК будет состоять из нережущего материала с соответствующим снижением стойкости
И я об этом, но подумалось если выйдет на рк под 90 град. то может быть, (еще раз может быть), за счет пилы, причем макро- будет резать хотя бы также, количественно, как гомогенка из этой же стали. А если параллельно, то раз на раз не режет. Переточил – режит, затупил-переточил не режет.
Архангельский 24-05-2014 16:13Да нет, все одно…если в объеме 20% железа, то у клинка в 100 мм 20 – чисто железные, хотя и распределенные по всей длине. Образующиеся зубья придают вспарывающий характер реза на микроуровне, но он же способствует более быстрому срабатыванию твердых частей. Т.е. режет вкуснее , но менее долго, поэтому в старину, в долегированное средневековье , дамаск на РК ставили лишь на длинномеры типа тесаков и сабель.
Принцип дамаска на РК – “твердое-с-твердым”. Хотя есть нюансы, и их немало.
Несомненный плюс холодной ковки туго закрученной железяки вытекает из деформации поперек (.) или под резким углом к границам слоев\волокон. Соответственно, дислокации и прочие сдвиговые напряжения “перетирают” зерна в мелкую пыль. Что способствует и тому, и сему.
quote:
И я об этом, но подумалось если выйдет на рк под 90 град. то может быть, (еще раз может быть), за счет пилы, причем макро- будет резать хотя бы также, количественно, как гомогенка из этой же стали. А если параллельно, то раз на раз не режет. Переточил – режит, затупил-переточил не режет.
То есть вариант диагональной заточки – относительно всех слоев, даже не рассматривается ?
Т. е. – затупил ?
Абсолютно без разницы – чей дамаск – фанера , рисунок сточенный по диагонали режет лучше .
Большой Бро – обходит эту тему .
Ну и фото –

Не ноль и не девяносто , а по другому , по диагонали
quote:
Привет всем. Тема для кузнецов и термистов.
Извиняйте за вопрос. А ну да – дамаск П Быкова , слесарка моя

Тхе diagonal sharpening
Вопрос – для чего торсировать !?
anatoly 25-05-2014 03:32quote:
Вопрос – для чего торсировать !?
Чтоб получить псевдодамаск, перепутанные слои без кузнечной сварки
Большой Бро 25-05-2014 06:57
quote:
То есть вариант диагональной заточки – относительно всех слоев, даже не рассматривается ?
Слои идут хаотично.
quote:
Вопрос – для чего торсировать !?
Перепутать слои.
Кусок стали, кругляк, можно рассматривать как пучок прутьев, разного цвета. Теперь мысленно проделайте с ним различные деформации.
Изначально, целью данного мероприятия, считалось максимально перемешать слои, избавится от них. После чего сталь приобретала одинаковые св-ва по всем направлениям. Но оказалось что для это нужна очень большая степень деформации, более 300%.
Делать подобное в одиночку, мягко говоря не айс. Пневмомолот не решает проблему перекручивания, к примеру круг диам. 30 мм крутить очень и очень не легко. Плоский боек так же не решает проблему перемешивания, в отличии от клиновидного.
Технология ради технологии, не более. Опыт штука такая, из книг не получишь.
Буду ли я дальше заниматься этим? Вряд ли, но испытать стоило)chyuck 25-05-2014 07:40

Вот НЭ76Ф торсировка,ковка. Тоже ферритные нити. Точки это косяк при протравке. Когда жене показал,сказала что это я так наждачкой шлифовал.
quote:
Вот НЭ76Ф
Что за состав у стали? Она на булат похожа больше, т.к. блестящии и черные линии идут. На 65г серые и черные. Если “Ф” это ванадий, то многое объясняет в рисунке.chyuck 25-05-2014 08:31
quote:
Originally posted by Большой Бро:
Что за состав у стали? Она на булат похожа больше, т.к. блестящии и черные линии идут. На 65г серые и черные. Если “Ф” это ванадий, то многое объясняет в рисунке.
Рельса. Если про блестящие точки это непротравленные места. Пузыри прилипли там. Ф-ванадий,все верно
Большой Бро 25-05-2014 08:40quote:
Рельса
Углерода сколько?chyuck 25-05-2014 13:23
quote:
Originally posted by Большой Бро:
Углерода сколько?
Конкретно моей рельсы хим анализ не делал,всё передать нет времени. А по стали вот http://www.splav.kharkov.com/mat_start.phpБольшой Бро 25-05-2014 13:36
quote:
А по стали вот http://www.splav.kharkov.com/mat_start.php
Дык я изначально пробил ситуацию)))
Нет такой стали в справочниках. Пологаю “Э” – эксперементальная. В рельсах около 0,8%С, может чуть больше меньше. Узор похож на цементитный.-Олег- 25-05-2014 14:15
quote:
Большой Бро25-5-2014 06:57
quote:То есть вариант диагональной заточки – относительно всех слоев, даже не рассматривается ?
Слои идут хаотично.quote:Вопрос – для чего торсировать !?
Перепутать слои.
Я правильно понял что торсировка стали направлена на то что бы перепутать слои стали идущие хаотично ?
при этом говоря что –
quote:
И я об этом, но подумалось если выйдет на рк под 90 град. то может быть, (еще раз может быть), за счет пилы, причем макро- будет резать хотя бы также, количественно, как гомогенка из этой же стали. А если параллельно, то раз на раз не режет. Переточил – режит, затупил-переточил не режет.
Какое то масло масляное … Ну я то не кузнец , туплю сильно .
Большой Бро 25-05-2014 14:34quote:
Я правильно понял что торсировка стали направлена на то что бы перепутать слои стали идущие хаотично ?
Нужно читать внимательнее. Изначально да, но трудно и долго.
Олег, не пойму я вас ни как. Я прекрасно понимаю о чем вы говорите, но зачем все эти заморочки, это как якут кому то нравится заточка, кому то нет.Nikolaich72 25-05-2014 15:15
quote:
Originally posted by chyuck:
это я так наждачкой шлифовал.
Интересно ты Юра клинки шлифуешь.По диагонали и волнами
quote:
Originally posted by Большой Бро:
Нет такой стали в справочниках. Пологаю “Э” – эксперементальная. В рельсах около 0,8%С, может чуть больше меньше.
Есть такая марка в справочнике,только не в этом.”Э” означает электросталь,”Н” означает рельсы низкотемпературные.
http://www.splav.kharkov.com/mat_start.php
В НЭ76Ф углерода около 0,76%.
А как вам такой пример торсирования.
Э90АФ.Заготовка на клинок отожжена при 800-850 градусах,осажена в блин,прокована в квадрат,торсирована и потом протянута в полосу.
Налицо явный поперечно-диагональный рисунок.
 chyuck 25-05-2014 15:38
chyuck 25-05-2014 15:38quote:
Originally posted by Большой Бро:
[/URL]
Дык я изначально пробил ситуацию)))
Нет такой стали в справочниках. Пологаю “Э” – эксперементальная. В рельсах около 0,8%С, может чуть больше меньше. Узор похож на цементитный.
Как это нет такой стали в справочнике? А ссылка для чего дана? На деревню к дедушке? Э-значит электросталь,хотя Николаич72 говорил что у меня может и М,т.е. мартеновская
chyuck 25-05-2014 15:41
А пардонте,Алексей опередил. Да вот так и шлифую ,она потом пальчиком провела по гладкой поверхности и только тогда поверила что рисунок.
chyuck 25-05-2014 15:44Бро,а как тебе такая торсировка? Николаич,не подсказывай!
quote:
Originally posted by chyuck:
а как тебе такая торсировка?
Пузыри весь вид портят,на сперматозоиды чем-то походят -Олег- 25-05-2014 17:47
quote:
Олег, не пойму я вас ни как. Я прекрасно понимаю о чем вы говорите, но зачем все эти заморочки, это как якут кому то нравится заточка, кому то нет.
Да понять то меня нетрудно Как и всех присутствующих .
Сделать нож отличающийся , режущий лучше .
Развитие ножеделия идет в сторону порошка – да ради бога
Есть другое мнение .
quote:
но зачем все эти заморочки,
quote:
Кусок стали, кругляк, можно рассматривать как пучок прутьев, разного цвета. Теперь мысленно проделайте с ним различные деформации.
Изначально, целью данного мероприятия, считалось максимально перемешать слои, избавится от них. После чего сталь приобретала одинаковые св-ва по всем направлениям. Но оказалось что для это нужна очень большая степень деформации, более 300%.
Делать подобное в одиночку, мягко говоря не айс. Пневмомолот не решает проблему перекручивания, к примеру круг диам. 30 мм крутить очень и очень не легко. Плоский боек так же не решает проблему перемешивания, в отличии от клиновидного.
Делать подобное одному слесарю элементарно при наличии гриндера ,новой ленты и поковки дамаска с грамотной то
Ах – ну да тхе diagonal sharpening .
ЗЫ . Якут с диагональной заточкой – легко
Большой Бро 25-05-2014 18:45quote:
Есть такая марка в справочнике,только не в этом.”Э” означает электросталь,”Н” означает рельсы низкотемпературные.http://www.splav.kharkov.com/mat_start.php
А вот не могу найти я такую сталь.
quote:
Дык я изначально пробил ситуацию)))Нет такой стали в справочниках. Пологаю “Э” – эксперементальная. В рельсах около 0,8%С, может чуть больше меньше. Узор похож на цементитный.Как это нет такой стали в справочнике? А ссылка для чего дана? На деревню к дедушке? Э-значит электросталь,хотя Николаич72 говорил что у меня может и М,т.е. мартеновская
Не найду.
[QUOTE]Бро,а как тебе такая торсировка? Николаич,не подсказывай![/
QUOTE]
Я не знаю что здесь зарыто. На край, могу предположить что это даже не торсировка, а участок из слитка, откованый. Возможно до ковки был параллельный, потом пошло под углом…Большой Бро 25-05-2014 18:53
Не войду я в избу – выйдя из кузницы
“Мягкий порог” не мой удел!
Про себя я подумал: “Кровь мне из нОсу!”
Нужно доделать, всё что хотел!
с(ББ)
Как вам легкий стих)?
chyuck 25-05-2014 19:00Бро а так? http://www.splav-kharkov.com/mat_start.php
Если не получится забей в поиске того справочника просто э76ф,
А по фотке,там все просто,хотя обсуждали это и версий было много,и грел я в струях окислительных,и карбиды какието. Николаич угадал,это косяк при травлении,я тогда устал шибко,кинул клин в кислоту и, в кресло присел и моргнул на час. Первая фотка это тотже клин перетравлен.
——————
.а парень очень просто, с улыбкой отвечал, я с Дальнего Востока – я с города Сучан!!!
quote:
Originally posted by Большой Бро:
А вот не могу найти я такую сталь.
А разница то в чём?
Низкотемпературная рельса имеет более строгий допуск на содержание серы,фосфора и цветных металлоы в составе.И вся разница!
Поэтому ищешь марки Э-“М” 76-“Ф” и будет тебе химсостав -Олег- 25-05-2014 19:04
quote:
Не войду я в избу – выйдя из кузницы
“Мягкий порог” не мой удел!
Про себя я подумал: “Кровь мне из нОсу!”
Нужно доделать, всё что хотел!
с(ББ)Как вам легкий стих)?
неочень
quote:
ЗЫ . Якут с диагональной заточкой – легко
есть желание увидеть ?
Nikolaich72 25-05-2014 19:07Иван,если что не понятно можешь по SKYPE позвонить,объясню.
chyuck 25-05-2014 19:09Олег,а ты везде со своей диагональной заточкой лезть булешь? Куда не плюнь,везде его заточка. Тема называется по другому.
Шалим 26-05-2014 08:52Подпишусь на тему.
Жаль будет, если засрут.
Человек старается, что то делает, пытается поделиться.
Имейте уважение.
Ладно мужики, не ссорьтесь, вечер, воскресение, пиво лишнее иногда вылазит местами…
Конкретно для Олега:
Олег, если вы сами делаете дамаск, и клинки, огромное вам уважение от всей души, без иронии и плутовства.
Так же, мое мнение, примите без обид и огорчений – сам по себе, дамаск, занимает уйму времени, энергозатрат, материалов, а на выходе не всегда себя оправдывает.
Ради примера, сварите рессору и напильник, откуйте тот же напильник не выше 750 С, но отожженый, перед ковкой, на зернистый перлит и увидите огромную разницу между тем и тем.
Более того, как ты его затачивай, но:
1 Из говна пулю не слепишь (главный постулат металлургов КНР)
2 Технологии, особенно для простых кузниц, оставляют желать лучшего, шлак, кислород, перегрев, непровар, диффузия, выгорание углерода и пр.
3 Не стоит ровнятся на ЛБА, на ВВК, а главный источник нашей осведомленности – учебники по металлургии и опыт поколений, люди бьются не один десяток лет, а вы пытаетесь превзойти, ту же электросталь.
4 Как сказал мне однажды ВВК: ” Я трачу 5-6 лет чтобы написать статью, или высказать мнение, где я уверен на 100%, а вы ради трех строчек на “Ганзе” готовы не спать трое суток…” так что прежде чем говорить всем что: Вот оно вот!!! нужны месяцы скурпулезных исследований, практика.
5 Даже если диагональной заточкой, вы сократите объем швов в металле на 30-50%, читайте 1,2,3 пункты плюс ко всему – по вашей технологии, если быть точным, нужны очень ровные слои, при чем хаотичность, в вашей ситуации – брак.
Нет,Бро,он не поверит.
Архангельский 26-05-2014 13:01Покровители кузнецов России – святые бессеребренники Козьма и Дамиан. Обратите внимание -“бессеребренники”. И когда в темах про кузнечное мастерство и даже искусство начинает вонять коммерцией вкупе с пиаром, то назревает вопрос – полноте, да кузнецы ли это? Настоящие ли?
anatoly 26-05-2014 15:58Л.Б. Диагональная заточка не пиар(как мне кажется), а стремление обратить внимание на свое, родное . Я то знаю, как хочется
Архангельский 26-05-2014 20:41Да, “вонять” – не то, не такое слово. Это мои личные эмоции. Прошу простить за излишне резкий пост.
Андрей.К 07-08-2014 14:55Здравствуйте Иван пробовал ковать по Вашим темам вот ссылка на мой канал в Ю-Тубе http://www.youtube.com/channel/UCcLH6eN3DXiUsCwUFb9hpCQ посмотрите,что вышло.
guns.allzip.org
Станки для скрутки металла
Холодная ковка небольших по своему сечению изделий приобретает стабильно возрастающую популярность. С их помощью во многих случаях удаётся добиваться производства достаточно сложной продукции, не прибегая к нагреву металла. Холодная ковка металла для художественных изделий
Холодная ковка металла для художественных изделийХарактеристика выполняемых технологических переходов
Ограничений у технологии холодной ковки немного: невозможность соединения между собой разнородного проката – объёмного и листового, а также необходимость использования только высокопластичных марок сталей и сплавов. Поэтому предлагаемые на профильном рынке станки способно выполнять такие операции, как:
Станки с ручным приводом не могут производить чеканку, поскольку для этого требуется значительное усилие деформации.
Холодная ковка
Более дешёвые модели ограничиваются только одним или двумя из перечисленных выше переходов. Более дорогим, мультифункциональным, является оборудование универсального назначения, у которого простой переналадкой комплекта рабочего инструмента создаётся возможность получения как витых, так и плоских фигур художественной ковки.
Наиболее эффектным узором на изделиях, получаемых художественной ковкой без нагрева, считается продольная торсировка (скручивание) сплошного и полого профиля исходной заготовки.
 Виды торсировки тросов
Виды торсировки тросовСуть операции скрутки состоит в зажиме обеих торцов прутка/прутков, и последующего поворота одного из зажимов на угол, допускаемый пластическими возможностями деформируемого металла. При этом подвижный зажим может также перемещаться в обоих направлениях, что создаёт возможность получения пространственных фигур.
Конструктивные особенности оборудования
Схема классификации сталей по химическому составуПредпосылкой для успешного выполнения операции скрутки является обеспечение равномерности скручивания исходной заготовки, а также сравнительно небольшая скорость процесса. Это необходимо для того, чтобы преодолеть инерцию деформируемого материала, и устранить опасность трещинообразования на поверхности заготовки.
Для этого пригодны качественные малоуглеродистые стали по ГОСТ 1050, прокатанные в горячем состоянии (ГОСТ 7417). Холоднокатаный прокат во время обработки упрочняется, что, во-первых, увеличивает усилие деформирования, а, во-вторых, снижает допустимую степень деформации.
 Чертежи инструмента для завитков
Чертежи инструмента для завитковНаиболее удачные по своей конструкции станки для скручивания состоят из следующих узлов:
- Отрезного приспособления, которое для не полностью открытой резки обеспечивает хорошее качество
 Приспособления для продольного скручивания
Приспособления для продольного скручиванияторца заготовки. С этой целью агрегаты снабжаются несколькими комплектами втулочных ножей, которые изготавливаются из высококачественной инструментальной стали типа У12А или даже 9ХС;
- Узла фиксации заготовки в неподвижном зажиме, который состоит из регулируемой по диаметру зажимной втулки и фиксирующих винтов;
- Аналогичного узла подвижного зажима;
 Затвор концевой байонетный ТУ 3683-001
Затвор концевой байонетный ТУ 3683-001 - Механизма перемещения подвижного зажима (в станках с электроприводом это выполняется электродвигателем — обычным или шаговым — через понижающий редуктор) при помощи передачи «винт-гайка»;
- Байонетного устройства, обеспечивающего поворот подвижного зажима в закалённых стальных направляющих;
- Станины (рамы), на которой смонтированы все узлы.
Перед работой обязательно выполняют визуальную отцентровку продольной оси заготовки, поскольку её изогнутость вызывает дополнительные растягивающие напряжения в скручиваемом прутке, что может стать причиной появления трещин.
В механизированных исполнениях рассматриваемого оборудования число оборотов шагового двигателя устанавливается заранее, в остальных случаях контроль за процессом скручивания производит оператор.
 Аппарат для бездорновой гибки труб
Аппарат для бездорновой гибки трубВ целях соблюдения правил техники безопасности зона скручивания должна ограждаться кожухом из проволочной сетки. С этой же целью непосредственно после выполнения торсировки нельзя сразу извлекать заготовку из зажимов, а лишь несколько ослабить их: металл, при наличии остаточных напряжений (неизбежных при обработке в холодном состоянии) всегда распружинивает, и может нанести травму оператору.
Реклама партнеров
Видео: Инструмент для холодной ковки
promtu.ru
торсировка метала видео Видео
…
2 лет назад
WWW.STANKOVKA.RU – Заходите, тут вся подробная информация по станку! Ручной гибочный станок для холо…
…
3 лет назад
Likecoin – Coins for Likes: https://likecoin.pro/@samodelkivitmana/tib6/yeb9 Ссылка на чертеж – https://ru.files.fm/u/87x85yh3 В этом видео я покажу как…
…
4 лет назад
Самодельный кузнечный станок для холодной ковки. Скручивание квадрата 14мм Чертежи станка холодной ковки…
…
4 лет назад
Станок для изготовления корзинок https://goo.gl/KTcHN2 Универсальный кузнечный станок Blacksmith https://goo.gl/dQNs6n Скрутка…
…
2 лет назад
Пробуем станок.
…
10 меc назад
Станок применяется для продольного скручивания (торсировка), без нагрева металла. Предназначен для изготов…
…
6 лет назад
http://kovka-stanki.ru/catalog/kuznechnye-stanki/valtsovka-trub-i-metalloprokata/prokatnye-valtsovochnye-stanki/pr1-60/?utm_source=youtube&utm_medium= …
…
4 лет назад
…
8 лет назад
Мастер-класс от кузнеца Игоря Игина по сварке и торсировке дамасской стали на газовом горне. Часть 1-я. Филь…
…
1 лет назад
В этом видео я показываю как своими руками сделать самодельный станок для изготовления кованой сетки котор…
…
6 меc назад
В этом видеоролике подробно показан процесс изготовления шара из листового металла в домашних условиях….
…
2 лет назад
Поставили двигатель и редуктор побольше (чем в прошлом видео), теперь мощности хватает.
…
6 лет назад
Описание, цена – http://kovka-stanki.ru/?utm_source=youtube&utm_medium=youtube&utm_campaign=opisanie Инструмент для резки, рубки металла …
…
5 лет назад
Ручная художественная ковка металла.
…
3 лет назад
Ссылка на видео об изготовлении кузнечных завитков : https://www.youtube.com/watch?v=IAf1V…. Ссылка на видео о инструменте…
…
4 лет назад
станок для торсировки металлической полосы, прута, квадратного прута разным сечением.
3 лет назад
Продольное скручивание на станке “Кузнец”. Больше возможностей станка на странице: http://ruevit-m.ru/kuznec/
…
5 лет назад
Инструмент изготовления “корзинок” и торсировки M04В-KR Blacksmith Описание, цена (visit for details) – www.kovka-stanki.ru/catalog/kuznechnye-…
…
6 лет назад
Описание: http://kovka-stanki.ru/catalog/kuznechnye-stanki/gibka/universalnye/unv3/?utm_source=youtube&utm_medium=youtube&utm_campaign=opisanie …
…
3 лет назад
Ссылка на видео об изготовлении кузнечных завитков : https://www.youtube.com/watch?v=IAf1VuypKDQ. Ссылка на ролик по торсировке…
ivanvideo.ru
Станок для гибки завитков, скручивания торсировки и изготовления корзинок (холодная ковка) V2-16 Blacksmith (Китай)
Cтанок для изготовления завитков, корзинок и продольного скручивания – отличное решение для интенсивного промышленного использования.
Позволяет выполнить самые распространенные операции по изготовлению кованых элементов.
Режимы ручного и цифрового управления, с помощью которого даже неподготовленный работник всегда сможет изготовить ОДИНАКОВЫЕ элементы.
Технические характеристики:
Управление осуществляется ножными педалями или кнопками на панели управления.
С помощью V2-16 производится:
- гибка завитков
- продольное скручивание
- изготовление “корзинок”
Программируемое цифровое и ручное управление.
Для интенсивного промышленного использования.
Привод не требует обслуживания.
Вес 356 кг.
Размер упаковки 1090 х 610 х 1000мм
Комплектация:
Станок V2-16 укомплектован оправками для изготовления завитков M001, M002, M003 и тремя чистыми основаниями под самостоятельное изготовление оправок.
Также в комплекте блок для скручивания металла (торсировка) и изготовления корзинок. Для сборки корзинок прилагаются два набора под квадрат или пруток сечением 6 мм и 8 мм.

M003

M001

М002
Станок поставляется с педалью
Дополнительная комплектация:
Выполняемые операции и максимальные параметры обрабатываемых материалов, мм:
Производитель: Blacksmith
Родина бренда: Китай
| Корзинка | да |
| Гибка дуги | – |
| Гибка завитков | да |
| Гибка колец | – |
| Формовка окончаний | – |
| Скручивание | да |
Отзывы о Станке для гибки завитков, скручивания торсировки и изготовления корзинок (холодная ковка) V2-16
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
www.stankoff.ru
Торсированная сталь, просветите.
товарищь Агурцов 25-12-2009 23:36Здравствуйте все.
Появился вопрос чем отличается поковка торсированная от простой поковки и соответственно чем лучше будет нож из нее? Так как имеется брусок из х12фм и перед тем как отдать его кузнецу хочется прояснить для себя этот вопрос стоит ли озадачивать человека.
Интересовался у одного термиста, но он сказал что вроде как после окончательной ТО структура стали станет такой же как и до торсированния.
Кто что думает?
Здрасте!Ну как бы идёт перемешевание слоёв(CPM для бедных))))).Да и рисунок маленьк вылазит. ИМХО)))
[Art] 25-12-2009 23:48Насколько я понимаю, торсировка – это, по сути, один из вариантов увеличения укованности, т. е. степени деформации заготовки. А считается, что уковка сильно влияет на конечные свойства изделия, и чем больше, тем лучше, а иначе нафига ковать. И опять же, считается, что торсировка повышает агрессивность реза. ИМХО все.
cherepanov 26-12-2009 12:33quote:
торсировка –
насколько я понимаю слово торсировка это скручивание. скручивать моно стали не вижу смысла. кованая деталь счетается после изменения первоночальной формы в 8 раз, изменяется кристалическая решоткаю. а термичка это уже другое.Нальчанин 26-12-2009 12:50
Читал статью, в которой известный российский профи, из собственного опыта, вывел:торсировка улучшает мало-и-среднеуглеродистые стали, а на высокоуглеродистых не работает. Из “Прореза” статья.
Ress75 26-12-2009 12:52Я ж говорил-флудильная тема!Очень многое зависит от стали(ибо наша промышленность выпускает сталь по ГОСТу с ТАКИМИ добавками!!!!)По моим субъективным ощущениям торсированная одного знакомого)))) режет лучше в разы другого хорошо известного на форуме человека.
Ress75 26-12-2009 01:02Хе,забыл дабавить!Более 2/3( а может и больше) от ТМО зависит!!!!!!!
anatoly 26-12-2009 06:12http://www.kuznec.com/
Почитайте, может прояснится что-нибудь, хоть здесь в народе и не популярно
С Уважением
При правильном подходе торсирование – вещь правильная. Если говорить о рельном технологическом оформлении, доступном нашим ножеделам, то основное влияние – изменение распределения карбидов. Условно, в прокате карбидные строчки ориентированы вдоль направления прокатки, при торсировании они закручиваются вместе с материалом заготовки и в результате выходят на РК волнами.
Марат С 26-12-2009 12:50quote:
Originally posted by Alan_B:
При правильном подходе торсирование – вещь правильная. Если говорить о рельном технологическом оформлении, доступном нашим ножеделам, то основное влияние – изменение распределения карбидов. Условно, в прокате карбидные строчки ориентированы вдоль направления прокатки, при торсировании они закручиваются вместе с материалом заготовки и в результате выходят на РК волнами.
Не понимаю, как торсируют Х12МФ?
Ведь она, вроде, сама на себя не сваривается кузнечным способом!
Автор не заморачивайтесь, главное что бы кузнец был опытный и термист опытный.. не та сталь, что бы скручивать.
Alan_B 26-12-2009 13:03Зажимают один конец прутка в тиски, на другой – вороток, греют и крутят… Концы потом на хвостовики.
товарищь Агурцов 26-12-2009 16:44Благодарю всех за ответы.
Договорюсь чтоб часть торсировали а остальное пускай просто откуют, чтоб было с чем сравнить.
Чтобы получить результат выше, чем хорошо, в данном случае , лучше обратить внимание на термообработку !!! Торсирование не для этого случая.
and1111 26-12-2009 22:57из запорожского торсиона пробовал делать-так себе ножики. не калил, правда. чтоб тему не начинать, тоже вопрос подкину: поимел линейку от метрового штангеля. пойдет на изделия?
МухАН 27-12-2009 01:52Неа, валялся у меня в машине в армии нож из “штангеля” фи полное. Правда некаленный.
С уважением.
guns.allzip.org