Торус сварка – Фирменный магазин ТОРУС. Сварочное оборудование ТОРУС с доставкой по всей России
alexxlab | 30.01.2020 | 0 | Вопросы и ответы
Сварочные аппараты ТОРУС: история, обзор, конкуренты, преимущества
Конкуренты – это EWM , KEMPPI, Lincoln Electric и подобные американские и европейские компании по производству сварочного оборудования. Конечно, функционально и по дизайну наши аппараты уступают этим ведущим мировым компаниям, но по сварочным характеристикам (поджиг, дуга, шов и тд), простоте, удобству – ни сколько не хуже. А в соотношении мощность, вес и размер– нет равных ни в России, ни за рубежом!Так, к примеру, при ПВ 100% на токе 200А вес составляет 5,1 кг (Торус 200С), а при ПВ 100 на 225А – 5,7 кг (Торус 250)!
1. История и достижения компании ТОР
ООО «ТОР» было образовано в 1992 году. Ее основателями стали инициативные и творчески мыслящие люди, имеющие значительный опыт в различных производственных разработках. Руководство Компании «ТОР» с самого начала было настроено действовать взвешенно и продуманно. Потребовалось немало энергии и времени, чтобы блестящие идеи разработчиков компании ТОР реализовались в качественную продукцию.
Разработанный в 2001 году сварочный аппарат “Торус-200” – был одним из первых аппаратов инверторного типа российского производства. Он произвел поистине революционный эффект на российском рынке сварочного оборудования! Его технические параметры не уступали зарубежным аналогам европейского производства, а цена были на порядок ниже.
Блестящая реализация своей собственной идеи доказала, что будущее отечественной индустрии, отнюдь не за китайскими товаром. Но этому предшествовала длительная и упорная работа по проектированию, разработке, исследованию и испытанию. Нужно отметить, что такая работа ведется в компании регулярно и непрерывно, а модельный ряд аппаратов «ТОРУС» постоянно совершенствуются.
При производстве печатных плат, электронных блоков, силовых узлов и модулей для аппаратов ТОРУС, наша компания применяет современное высокотехнологичное оборудование. В сборочном процессе применяется целый ряд уникальных технологических новаций, отточенных и доведенных до совершенства десятилетиями разработки и производства сварочного оборудования в Компании «ТОР». В электротехнической базе сварочных аппаратов используются только комплектующие ведущих американских и европейских производителей.
Все производство и сборка сварочных инверторных аппаратов ТОРУС происходит только в России высококвалифицированным и тщательно подобранным персоналом, без привлечения иностранной рабочей силы. Каждый работник компании «ТОР» несет персональную ответственность за свой узел или вверенный ему участок работы и постоянно находиться под пристальным контролем ОТК, что позволяет минимизировать влияние «человеческого фактора» на качество выпускаемой продукции.
Проверка качества осуществляется на каждом этапе сборочного процесса. Все аппараты, перед выпуском, проходят многоэтапную и, можно сказать, жесточайшую проверку.
Параллельно с этим, мы постоянно ведем статистику по всем пришедшем в ремонт аппаратам. Все они в обязательном порядке попадают в отдел разработчиков на анализ причин выхода из строя, а также, для окончательных испытаний после ремонта. Поэтому, мы настолько уверены в качестве наших сварочных аппаратов, что предоставляем на них 3-хлетнюю бесплатную гарантию. А тенденция к постоянному уменьшению количества гарантийных ремонтов позволит в ближайшее время еще более увеличить срок гарантии.
В настоящее время, за счет улучшения технологичности производственного процесса, мы сумели увеличить производственные мощности, что позволило увеличить объемы производства и расширить линейку аппаратов ТОРУС от бытового до промышленного, при сохранении высокого качества и доступной цены. Высококвалифицированный и тщательно подобранный персонал имеет многолетний опыт и уже длительное время трудится на нашем предприятии.
Профессиональный подход и широкое применение компанией ТОР инновационных технологических решений были неоднократно отмечены экспертами самого высокого уровня. На сегодняшний день, компания ТОР является лауреатом многих специализированных и отраслевых форумов. За разработку и производство аппаратов серии «ТОРУС» компания неоднократно награждалась медалями и дипломами престижных международных выставок. В 2006 году компании ТОР было присвоено звание «Лидер малого бизнеса». Это очень значимая награда, позволяющая занимать лидирующее место не только среди отечественных, но и зарубежных производителей сварочного оборудования.
При разработке сварочного оборудования, в компании ТОР, были заложены следующие основополагающие принципы: надежность, максимальные мощностные характеристики, минимальный размер и вес, простота в обращении и, конечно, доступность цены.
Аппараты серии «ТОРУС» выпускаются в 2-х категориях – профессиональная линия и рабочая линия.
Самым младшим, в рабочей линии является аппарат ТОРУС-165 МАСТЕР. Эта модель весит всего 4,6 кг и позволяет безостановочно работать, не выключаясь, с электродом диаметром 3 мм.
На сегодняшний день наиболее востребованным и продаваемым аппаратом, является сварочный инвертор ТОРУС-200 КЛАССИК (ПВ=60% и макс. ток 200А) – оптимальное соотношение цены и качества.
Если вы интенсивно варите весь рабочий день, то вам необходим ТОРУС-200с СУПЕР(ПВ=100% при токе 200А).
А если вам требуется сварка на производство, с повышенными нагрузками и длительным временем работы в непрерывном цикле, то это уже профессиональная линия – ТОРУС 235 ПРИМА (100% ПВ до 220А, макс 235А), ТОРУС 250 ЭКСТРА (100% ПВ до 220А, макс 250А) или ТОРУС 255 ПРОФИ (100% ПВ до 230А, макс 255А).
Удобная опция – цифровой индикатор предустанавливаемого сварочного тока. Им оснащены аппараты ТОРУС 210 КОМФОРТ, ТОРУС-235 ПРИМА и ТОРУС-255 ПРОФИ. Теперь уже не надо регулировать ток сварки “на глазок”, а можно точно выставить на основании цифрового табло.
Еще одна немаловажная функция, которая присуща всей линейке аппаратов ТОРУС – это возможность работы в режиме TIG.
Все аппараты «ТОРУС» разработаны для работы в нестабильных российских электрических сетях с большими просадками по напряжению. Сварочные аппараты ТОРУС могут работать при «низкой» сети до 165 В. Впрочем, аппараты будут работать в сети и ниже 165В, но нужно иметь определенные навыки сварочных работ в таких условиях эксплуатации. Все сварочные аппараты ТОРУС могут работать и от бензогенератора мощностью от 4кВт, чтобы выполнять сварочные работы электродом свыше ф3мм. Соответственно, если варить ф2мм, используя сварочный ток не более 80А то можно подключиться и к генератору 3-3,5Квт. Конечно, при этом, следует учитывать фактическую мощность генератора, а не заявленную, которая, порой, бывает завышена.
3. Сравнение ТОРУС с другими брендами
Чтобы говорить о том, чем ТОРУС лучше других, необходимо определить «нишу» наших сварочных аппаратов ТОРУС, с какими брендами их можно сравнивать.
Изначально, при разработке и производстве, аппараты ТОРУС были рассчитаны на ежедневное профессиональное использование, поэтому, при сравнении с другими аппаратами необходимо это учитывать.
Некоторые производители указывают в своих моделях приставку ПРОФИ или пишут в параметрах, способ использования – профессиональный. Например, у торговой марки РЕСАНТА есть обычные САИ, а есть САИ ПРОФИ.
Хотелось бы еще раз отметить, что при разработке и производстве, аппараты ТОРУС были рассчитаны на ежедневное профессиональное использование. Поэтому на «новомодные примочки», типа функции антизалипания, горячий старт и форсаж дуги внимания не акцентируется и нет необходимости указывать их наличие, тк это обычные свойства, присущи профессиональной сварке.
И в тоже время, сварочные аппараты можно применять и в быту. И что примечательно, даже самый мощный ТОРУС-255 ПРОФИ, весом 5,7кг, может работать от домашней розетки, подключенной к сети 220В через 16А автомат, если производить сварочные работы электродом, диаметром до 3 мм. В технических параметрах сварочных аппаратах ТОРУС указана максимальная потребляемая мощность, при эксплуатации на максимальном сварочном токе. Соответственно, при работе на меньшем сварочном токе, меньше будет и потребление мощности из электрической сети.
Более подробно сравнивать сварочные инверторы, подобные инверторам ТОРУС по качеству режима сварочного процесса, комфортности сварки и прочим параметрам в разрезе данной памятки не предусматривается, тем более, что это достаточно трудоемкий, дорогостоящий и ответственный процесс. Так же, в этом нет необходимости, тк, как правило, все аппараты такого уровня близки по техническим параметрам и качеству сварки. Потребителю остается только определиться в соотношении пристрастия к весу, габаритам, длительности непрерывного сварочного процесса и лимиту денежных средств. Качество и надежность сварочных аппаратов такого уровня можно принять выше среднего, как «хорошее» и «отличное».
4. Преимущества сварочных аппаратов ТОРУС
1. Разработка и производство в России на собственном предприятии –отличительная особенность наших аппаратов.
2. Высокая надежность и профессиональное качество достигается использованием электронных компонентов ведущих мировых производителей, вместо дешевых азиатских подделок.
3. Возможность работы от нестабильной бытовой сети с «просадками» до 160В и ниже делает незаменимым, его применение на дачных участках, временных сооружениях и при подключении к бензогенератору.
5. Совмещение высокой мощности, маленького веса и размера (ток до 255 А и 5,7 кг)
6. Длительная и непрерывная работа сварочного аппарата (ПВ до 100%) достигается благодаря тщательно проработанная схема охлаждения.
7. Высокое качество шва без разбрызгивания, с глубоким промешиванием сварочной ванны – результат оптимально подобранных параметров сварочного тока.
8. Мягкий режим переключения электронных ключей удлиняет их срок эксплуатации и резко снижает вероятность возникновения в них критических перегрузок, что способствует длительной и безотказной работе сварочного аппарата.
9. Возможность работать в режиме TIG – дополнительная возможность сварки нержавейки и цветных металлов.
10. Технический контроль и проверка на испытательных стендах – обязательное условие собранных сварочные аппаратов перед продажей.
Также, дополнительно, сварочное оборудование Компании ТОР поставляется аттестованным по НАКС (Национальное Агентство Контроля Сварки). Аттестованные по НАКС аппараты, применяются в производстве на особо ответственных работах с повышенными эксплуатационными и качественными требованиями.
5. Новые «качественные и мощные» сварочные аппараты из Китая
Хотелось бы еще остановиться в общем сравнении сварочных инверторных аппаратов ТОРУС по отношению к наплыву новых дешевых, легких, «качественных и мощных» моделей сварочных инверторов из Китая.
Ниже представленная информация была получена на основании испытаний в лаборатории Компании ТОР нескольких последних моделей сварочных аппаратов из Китая. Не будем указывать в этой статье бренды и модели, ввиду соответствующих обстоятельств. Информацию по этим моделям можно получить по индивидуальному запросу.
Первое. Практически, все параметры (на 80%) завышены. Заявленные: ток 200А-фактически 178А, ПН (ПВ) 80%-фактически, не больше 50%. У аппаратов ТОРУС все параметры реальные, а некоторые даже занижены.
Второе. Силовые транзисторы высоковольтные (до 300В) и выходные (до 80В) крепятся без изоляционной прокладки к радиаторам, которые, в свою очередь, разделены между собой 2-х мм текстолитовой пластиной. Крепление транзисторов без изоляции способствует лучшему отводу тепла, что в итоге влияет на уменьшение себестоимости (меньше транзисторов). Но стремление к минимизации и компоновка радиаторов близко друг к другу, в недалеком будущем, при активной эксплуатации и накоплению грязи способствует возникновению «переходного мостика», который, в свою очередь, может привести к появлению (пробою) высокого напряжения на выходном силовом разъеме аппарата. У аппаратов ТОРУС все силовые транзисторы закрепленные на радиаторах, разделенных изоляционной прокладкой.
Третье. Основная электронная схема построена на транзисторах с «жестким переключением ключей», что способствует более быстрому их износу. У аппаратов ТОРУС электронная схема построена на транзисторах с «мягким переключением ключей», что достигается применением большего количества электронных компонентов.
Четвертое. При увеличении токовой нагрузки в 160А в течении нескольких минут, сетевой кабель начинается сильно греться, что приводит к невозможности дальнейшего испытания – сечение и материал сетевого провода не соответствует указанным нагрузкам.
Пятое. Оболочка сварочных кабелей существенно толще обычных КГ-25, но материал – пластик с возможной «примесью» резины. Токоведущие жилы – омедненный алюминий. У аппаратов ТОРУС все сетевые и силовые провода выполнены из меди и только российского производства и проходят предварительный отбор и испытания на соответствующие нагрузки.
Краткие выводы – новые дешевые «качественные и мощные» сварочные инверторные аппараты Китайского производства не соответствуют заявленным параметрам сварки, длительность и безопасность их использования оставляет желать лучшего. Их применение, в большей степени, определяется группой покупателей, которые никуда не торопятся и приобретают аппарат, «чтобы он был – ворота подварить».
В завершении, хотелось бы еще раз подчеркнуть, что все выпускаемые аппараты Компании ТОР имеют исключительную особенность по сравнению со своими «нормальными» конкурентами – это высокая мощность и длительность беспрерывной работы при компактных размерах и низком весе!
6. Сварка легированных и цветных металлов
Легированные стали и цветные металлы, с помощью сварочного инверторного аппарата ТОРУС, можно варить двумя способами – в режиме ММА (сварка плавящимся электродом) и в режиме TIG (сварка неплавящимся электродом).
Режим ММА – ручная дуговая сварка штучным электродом. В этом случае, необходимо иметь сварочный электрод, соответствующий свариваемому материалу. Например, существуют специальные электроды по чугуну, нержавейке, алюминию.
Режим TIG – сварка неплавящимся электродом в среде защитного газа – аргоннодуговая сварка. В этом случае, необходимо иметь баллон с газом (аргоном или гелием), газораспределительный редуктор и набор для аргоннодуговой сварки, в который входит TIG-горелка с неплавящимся электродом с газовым шлангом для подсоединения к редуктору газового баллона и силовым разъемом для подсоединения к сварочному аппарату.
Для сварки легированных сталей, нержавейки и некоторых цветных металлов, на постоянном токе, в качестве инертного газа, применяют аргон.
Как правило, аргон, практически, не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой. Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой выдувается защитный газ. Присадочный материал подается в зону дуги со стороны. При малых толщинах аргонная сварка может выполняться без присадки. Такой способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия.
При сварке на постоянном токе на аноде «+» и катоде «-» выделяется неодинаковое количество тепла. При токах до 300А, 70% тепла выделяется на аноде и 30% на катоде, поэтому, практически всегда используется прямая полярность («-» на горелке «+» на клемме заземления), чтобы максимально проплавлять изделие и минимально разогревать электрод.
Хотелось бы отметить, что сварка алюминия на постоянном токе, с помощью сварочного аппарата ТОРУС возможна, но требует от сварщика определенного навыка, тщательной подготовке заготовок (выбор вольфрамового электрода, материала и соответствующего присадочного прутка, механическая зачистка, подготовка кромок, обезжиривание и тд) и большего опыта, нежели сварка в режиме TIG нержавейки или других металлов. Для сварки алюминия на постоянном токе, обычно, в качестве инертного газа, применяют чистый гелий или смесь гелий и аргон . Применение гелия обозначено главной особенность такой сварки – разрушение оксидной пленки (Аl2О3) на поверхности алюминия, температура плавления которой больше 2000 градусов, а температура плавления самого алюминия 600 градусов… Поэтому гелий используется как источник высокой температуры и мощной дуги, которая способствует расплавлению оксидной пленки. Как правило, ток сварки, при этом используется достаточно высокий, 130-200А (конечно, зависит от толщины материала). Еще необходимо отметить, что не все марки алюминия поддаются сваркой TIG на постоянном токе в достаточном качестве. Лучше всего использовать, в качестве материала марку 6061, а в качестве присадки пруток 4043. Вдобавок к этому, нужно отметить, что гелий в 10 раз легче аргон, поэтому расход гелия в 1,5-2 раза больше, а стоимость гелия в 4-5 раз выше. Средний расход газа при сварке TIG: аргон 100-500л/ч (в 40л бал. 6000л), гелий 200-900 л/ч (в 40л бал. 5700л).
Для начала сварки, при помощи сварочного инвертора ТОРУС, в режиме ТIG необходимо:
- Подготовить свариваемые поверхности к процессу сварки – зачистить, при необходимости обезжирить.
- Собрать горелку TIG сварки, установить необходимый электрод, прикрыть газовый вентиль горелки.
- Силовой разъем TIG-горелки вставить в гнездо «минус», а силовой разъем с массой – в «плюс». Штуцер подачи газа, расположенный на силовом разъеме шланга горелки (если использовать SRT-17V) подсоединить к распределительному редуктору на баллоне с газом.
- Включить сварочный аппарат. Выставить с помощью регулятора на панели сварочного аппарата необходимый сварочный ток и открыть редуктор газового баллона.
- За 10-15 сек до начала горения дуги отрыть газовый вентиль на TIG-горелке. Сварку производить горелкой углом вперед (70-80 град). Сварочную проволоку подавать с передней стороны сварочной ванны под углом 10-15 град.
- По окончании сварки (для заварки кратера) желательно обеспечить плавное уменьшение сварочного тока. Для защиты охлаждающегося металла (сохранение качества шва), подачу газа, прекращать через 10-15 сек после выключения тока.
Примечание.
Расход газа, диаметр неплавящегося вольфрамового электрода, сварочный ток подбираются индивидуально и зависят от материала заготовки, ее толщины и прочих данных. Данные условия сварки в режиме TIG приведены на примере использования сварочного инверторного аппарата ТОРУС и горелки аргоннодуговой сварки SRT-17V. Для удобства зажигания дуги, при сварке в режиме TIG, удобно иметь дополнительное приспособление, которое называется осциллятор. Осциллятор для зажигания дуги подает на электрод высоковольтные импульсы, которые ионизируют дуговой промежуток, обеспечивают зажигание дуги после включения сварочного тока на расстоянии. В настоящих моделях сварочных инверторов ТОРУС нет осциллятора, но его отсутствие, в виду особой принципиальной схемотехники аппарата, не сильно влияет на качество сварочного процесса в режиме TIG. Единственное неудобство – это зажигание дуги касанием (контактный поджиг) и, вследствие этого, больший износ вольфрамового электрода и присутствие небольшой «метки» в месте касания.
7. Впечатления об эксплуатации ТОРУС-200
С оборудованием фирмы ТОР я знаком не понаслышке, у меня в наличии уже третье изделие и все в рабочем состоянии, но мне особо хочется поделиться своими впечатлениями о Торус-200. Я по профессии специалист – сварщик, в далеком прошлом сварщик профессионал и сегодня владею многими видами сварки. С давних времён мечтал иметь выпрямитель малогабаритный, универсальный, чтобы питался от бытовой сети и не раздражал соседей миганием света. Всё это есть в Торус-200.
Первое знакомство с этим источником произошло при тестировании источника на предмет использования в производственных условиях для TIG-сварки при монтаже оборудования. Результаты превзошли все ожидания. Монтажники и сегодня успешно применяют эти источники для сварки стали и алюминия TIG на прямой полярности. Для сварки алюминиевых сплавов аргон заменяется на гелий. А по прямому назначению – сварка электродами – вообще не вызывает никаких сомнений. Сварка ведётся любым электродом.
Далее Торус-200 был опробован и для сварки плазменной дугой алюминиевых конструкций на постоянном токе обратной полярности. Учитывая малые габариты и наличие плавной регулировки величины тока, источник был расположен непосредственно на сварочной головке УПС-804, возбуждение дуги осуществлялось принудительным способом (ложная спичка). Следует отметить очень хорошие характеристики плазменной дуги – эластичность, растяжка дуги до 40 мм без обрыва, хорошая управляемость мощностью дуги. Этот источник позволяет осуществлять сварку алюминия без разделки кромок до 12,0 мм (АМц, АМг, АД0). Вариант использования Торус-200 для ПДС алюминия является самый дешёвый и быстрый – не требуется система управления процессом и сам источник имеет цену на порядок меньше стационарного выпрямителя.
После таких результатов я приобрел этот источник для бытовых целей и очень доволен таким выбором. В быту я его использую для многих видов сварки – электродами, TIG-сварка сталей, ручная плазменная сварка алюминия, пайка электродуговым паяльником, точечная-дуговая сварка листовых конструкций. Источник у меня находится в эксплуатации уже лет шесть, и никаких нареканий на его работоспособность нет.
Считаю, что реклама ТОРУСА плохая, о таком оборудовании необходимо говорить много и везде. Необходима более обширная комплектация по заявкам потребителей и небольшая доработка в части защиты от ВЧ разрядов (при возбуждении плазмы). В настоящее время несколько источников находятся в эксплуатации в научных организациях для плазменной обработки материалов в стационарных условия – результаты положительные.
Два года назад у нас в деревне подводили газ и у экскаватора-траншеекопателе лопнула щека хобота, на котором крепится ковш. Толщина щеки 40 мм и ширина порядка 180 мм. Пришлось оказывать помощь, чтобы не останавливалась работа по прокладке газа. Обратились ко мне как к сварщику. И когда я вышел с Торусом-200 на плече, все газовики несколько были удивлены и высказали своё мнение по вопросу возможности качественной сварки такой малышкой. Впечатление быстро изменилось, когда я проварил первый проход электродом МР3С диаметром 5 мм. И больше не высказывалось сомнений, а на против – газовики предложили своему руководителю взять это оборудование на вооружение. Сварку я провёл нормально, и работа продолжилась. Через год я вновь встретился случайно с этим экскаваторщиком в другой деревне, и он с благодарностью отметил, что более не было разрушений по месту ремонта.

“Лично я считаю этот источник Торус-200 очень удачной моделью, превосходящей по технико-эксплуатационным характеристикам зарубежные аналоги, а уж по цене и говорить не приходится.” С уважением и благодарностью производителям и разработчикам, кандидат технических наук, специалист в области плазменной обработки металлов в сварочном производстве В. И. Астахин
stabhouse.ru
«Московская компания «ТОР» выпустила линейку инверторных сварочных аппаратов ТОРУС» в блоге «Производство»
ООО «ТОР» в рамках программы импортозамещения внедрило в производство линейку инверторных сварочных аппаратов ТОРУС. Всего производится 8 моделей аппаратов ,в том числе 5 аппаратов рабочей линии с величиной сварочного тока до 210А, а также 3 профессиональных аппарата с величиной сварочного тока до 255А. Первенец в этой линейке был аппарат «Торус-200».
Он произвел поистине революционный эффект на Российском рынке сварочного оборудования. Блестящая реализация своей собственной идеи доказала, что будущее отечественной индустрии отнюдь не за китайскими ширпотребом, который уж очень активно начал заполнять рынок.
Торус продолжает варить, когда другие уже остывают.
Компания ТОР разрабатывает и производит сварочное оборудование уже 25 лет. Продукты компании — это, прежде всего, собственные и уникальные разработки, которые характеризируются высокой мощностью при исключительно малом весе и продолжительным режимом работы, практически, при любых условиях эксплуатации, от -50 до +50, что предполагает их ежедневное использование, практически на любых строительных площадках. Особенно их любят в северных районах нашей страны с суровыми морозами. А качество и надежность сварочных аппаратов ТОРУС позволяет давать гарантию 3 года.
Сварочные аппараты Торус имеют сертификацию НАКС (национальное агентство контроля сварки), которыми сертифицируются сварочное оборудование, прошедшие соответствующие испытания для применения в промышленности и на производстве, на особо ответственных работах и объектах, имеющие повышенные эксплуатационные и качественные требования сварочных работ.
ООО «ТОР» было образовано в 1992 году Ее основателями стали инициативные и творчески мыслящие люди, имеющие значительный опыт в различных производственных разработках. Еще на первом этапе развития Компании в качестве стратегической установки был принят простой принцип — сварочный аппарат должен быть доступен по цене и простоте использования самыми широкими слоями населения, но при этом сохранить максимальные мощностные характеристики. Руководство ТОР с самого начала было настроено действовать, причем действовать взвешенно, продуманно и, в то же время, решительно. Реализовывать смелые проекты, заполнять новые рыночные ниши, постоянно совершенствоваться самим и совершенствовать выпускаемую на рынок продукцию.
sdelanounas.ru
%h~:~%m сегодня %D, %d %M %y года
|

masterweld.ru
Тест сварочного аппарата ТОРУС 165
В комплект ТОРУС-165 входит аппарат, электрододержатель, клемма заземления с кабелем, сетевой провод с розеткой и паспорт.

Тест у нас будет состоять из 2-х частей:
1 сварка; 2 сравнение паспортных данных с реальными значениями.
Для теста мы использовали электрод ОЗС-12 д. 4 мм, производства ESAB. Сварочный ток был 160 А. Аппарат хорошо и уверено разжег электрод. Процесс сварки стабильный. Присутствовало небольшое разбрызгивание. Электрод полностью не сгорел, сработала защита.

Шов получился однородный, без пор.

В паспорте данного изделия указаны следующие параметры:
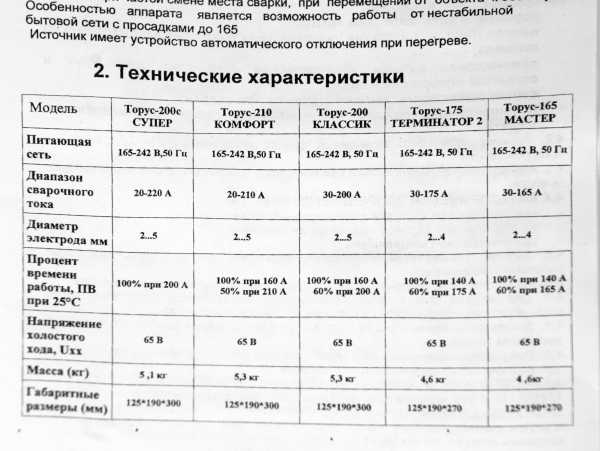
Из паспорта: Сварочный ток регулируется от 30 до 165 А. ПВ 60% на 160 А, ПВ 100% на 140 А при температуре 25 градусов Цельсия. Со слов представителя завода, цикл сварки 10 минут.
Для теста мы использовали следующее оборудование: балластный реостат, вольтметр, токовые клещи. Для измерения ПВ и соблюдения температурного режима мы использовали термобокс, сделанный из фанеры, нагреватель и температурный датчик.



На шильде аппарата указаны следующие значения (см. фото) — при сварочном токе 165 А и напряжении 26,6 В ПВ должно составлять 60%.

Мы выставили значение 165 А при напряжении 26,9 В, температура в помещении была 23 °С.


Под нагрузкой защита аппарата сработала на 56 секунде, что составляет меньше 10% ПВ (см. видео).
Циклы в данном тесте не выдерживали.
Также мы провели тест при температуре 40 °С. При этом защита сработала на 35 секунде.
xn--80aaeoxurebr5b.xn--p1ai
Профессиональные сварочные аппараты ТОРУС, Россия
27.11.2014
СВАРОЧНЫЕ АППАРАТЫ ТОРУС
Содержание
Предисловие
- История и достижения компании ТОР
- Обзор сварочных аппаратов ТОРУС
- Конкуренты ТОРУС
- Преимущества сварочных аппаратов ТОРУС
- Новые «качественные и мощные» сварочные аппараты из Китая
- Сварка легированных и цветных металлов аппаратами ТОРУС
- Впечатления об эксплуатации ТОРУС-200
Предисловие
Мы позиционируем наши Торусы, как сварочные аппараты профессионального уровня для ежедневных работ и сравниваем их с зарубежными европейскими и американскими аналогами, но по цене в 1,5-2 раза ниже.
Ни в кое мере мы не сравниваем их с китайскими аппаратами – это не наш уровень!
Конечно, у китайцев есть неплохие бренды, хорошего качества (в дорогом их сегменте от 10-15тр) и на слуху, такие как Сварог, Фоксвелд, но мы, все равно, не считаем их своими конкурентами.
Наши конкуренты – это EWM , KEMPPI, Lincoln Electric и подобные американские и европейские компании по производству сварочного оборудования.
Конечно, функционально и по дизайну наши аппараты уступают этим ведущим мировым компаниям, но по сварочным характеристикам (поджиг, дуга, шов и тд), простоте, удобству – ни сколько не хуже. А в соотношении мощность, вес и размер- нет равных ни в России, ни за рубежом!
Так, к примеру, при ПВ 100% на токе 200А вес составляет 5,1 кг (Торус 200С), а при ПВ 100 на 225А – 5,7 кг (Торус 250)!
1. История и достижения компании ТОР
ООО «ТОР» было образовано в 1992 году. Ее основателями стали инициативные и творчески мыслящие люди, имеющие значительный опыт в различных производственных разработках. Руководство Компании «ТОР» с самого начала было настроено действовать взвешенно и продуманно. Потребовалось немало энергии и времени, чтобы блестящие идеи разработчиков компании ТОР реализовались в качественную продукцию.
Выпущенные в 90-х годах, аппарат контактной сварки ТОР, сварочный выпрямитель ТЕРМИНАТОР, полуавтомат ТОРНАДО-160/180м, ВД-306/400, зарекомендовали себя как надежное и качественное оборудование. Причем, уже тогда, в соотношении компактность/мощность, ТЕРМИНАТОРУ с током 180А и весом в 13кг, не было равных на российском рынке. Что интересно, эти аппараты, хотя и давно морально устаревшие, но до сих еще используются многими пользователями, а аналогов аппарату контактной сварки ТОР по простоте, надежности и легкости нет равных до сих пор, ни в России, ни в мире.
Разработанный в 2001 году сварочный аппарат “Торус-200” – был одним из первых аппаратов инверторного типа российского производства. Он произвел поистине революционный эффект на российском рынке сварочного оборудования! Его технические параметры не уступали зарубежным аналогам европейского производства, а цена были на порядок ниже.
Блестящая реализация своей собственной идеи доказала, что будущее отечественной индустрии, отнюдь не за китайскими товаром. Но этому предшествовала длительная и упорная работа по проектированию, разработке, исследованию и испытанию. Нужно отметить, что такая работа ведется в компании регулярно и непрерывно, а модельный ряд аппаратов «ТОРУС» постоянно совершенствуются.
При производстве печатных плат, электронных блоков, силовых узлов и модулей для аппаратов ТОРУС, наша компания применяет современное высокотехнологичное оборудование. В сборочном процессе применяется целый ряд уникальных технологических новаций, отточенных и доведенных до совершенства десятилетиями разработки и производства сварочного оборудования в Компании «ТОР». В электротехнической базе сварочных аппаратов используются только комплектующие ведущих американских и европейских производителей.
Все производство и сборка сварочных инверторных аппаратов ТОРУС происходит только в России высококвалифицированным и тщательно подобранным персоналом, без привлечения иностранной рабочей силы. Каждый работник компании «ТОР» несет персональную ответственность за свой узел или вверенный ему участок работы и постоянно находиться под пристальным контролем ОТК, что позволяет минимизировать влияние «человеческого фактора» на качество выпускаемой продукции.
Проверка качества осуществляется на каждом этапе сборочного процесса. Все аппараты, перед выпуском, проходят многоэтапную и, можно сказать, жесточайшую проверку.
Параллельно с этим, мы постоянно ведем статистику по всем пришедшем в ремонт аппаратам. Все они в обязательном порядке попадают в отдел разработчиков на анализ причин выхода из строя, а также, для окончательных испытаний после ремонта. Поэтому, мы настолько уверены в качестве наших сварочных аппаратов, что предоставляем на них 3-хлетнюю бесплатную гарантию. А тенденция к постоянному уменьшению количества гарантийных ремонтов позволит в ближайшее время еще более увеличить срок гарантии.
В настоящее время, за счет улучшения технологичности производственного процесса, мы сумели увеличить производственные мощности, что позволило увеличить объемы производства и расширить линейку аппаратов ТОРУС от бытового до промышленного, при сохранении высокого качества и доступной цены. Высококвалифицированный и тщательно подобранный персонал имеет многолетний опыт и уже длительное время трудится на нашем предприятии.
Профессиональный подход и широкое применение компанией ТОР инновационных технологических решений были неоднократно отмечены экспертами самого высокого уровня. На сегодняшний день, компания ТОР является лауреатом многих специализированных и отраслевых форумов. За разработку и производство аппаратов серии «ТОРУС» компания неоднократно награждалась медалями и дипломами престижных международных выставок. В 2006 году компании ТОР было присвоено звание «Лидер малого бизнеса». Это очень значимая награда, позволяющая занимать лидирующее место не только среди отечественных, но и зарубежных производителей сварочного оборудования.
2. Обзор сварочных аппаратов ТОРУС
При разработке сварочного оборудования, в компании ТОР, были заложены следующие основополагающие принципы: надежность, максимальные мощностные характеристики, минимальный размер и вес, простота в обращении и, конечно, доступность цены.
Аппараты серии «ТОРУС» выпускаются в 2-х категориях – профессиональная линия и рабочая линия.
Самым младшим, в рабочей линии является аппарат ТОРУС-165 МАСТЕР. Эта модель весит всего 4,6 кг и позволяет безостановочно работать, не выключаясь, с электродом диаметром 3 мм.
На сегодняшний день наиболее востребованным и продаваемым аппаратом, является сварочный инвертор ТОРУС-200 КЛАССИК (ПВ=60% и макс. ток 200А) – оптимальное соотношение цены и качества.
Если вы интенсивно варите весь рабочий день, то вам необходим ТОРУС-200с СУПЕР(ПВ=100% при токе 200А).
А если вам требуется сварка на производство, с повышенными нагрузками и длительным временем работы в непрерывном цикле, то это уже профессиональная линия – ТОРУС 235 ПРИМА (100% ПВ до 220А, макс 235А), ТОРУС 250 ЭКСТРА (100% ПВ до 220А, макс 250А) или ТОРУС 255 ПРОФИ (100% ПВ до 230А, макс 255А).
Удобная опция – цифровой индикатор предустанавливаемого сварочного тока. Им оснащены аппараты ТОРУС 210 КОМФОРТ, ТОРУС-235 ПРИМА и ТОРУС-255 ПРОФИ. Теперь уже не надо регулировать ток сварки “на глазок”, а можно точно выставить на основании цифрового табло.
Еще одна немаловажная функция, которая присуща всей линейке аппаратов ТОРУС – это возможность работы в режиме TIG.
Все аппараты «ТОРУС» разработаны для работы в нестабильных российских электрических сетях с большими просадками по напряжению. Сварочные аппараты ТОРУС могут работать при «низкой» сети до 165 В. Впрочем, аппараты будут работать в сети и ниже 165В, но нужно иметь определенные навыки сварочных работ в таких условиях эксплуатации. Все сварочные аппараты ТОРУС могут работать и от бензогенератора мощностью от 4кВт, чтобы выполнять сварочные работы электродом свыше ф3мм. Соответственно, если варить ф2мм, используя сварочный ток не более 80А то можно подключиться и к генератору 3-3,5Квт. Конечно, при этом, следует учитывать фактическую мощность генератора, а не заявленную, которая, порой, бывает завышена.
3. Сравнение ТОРУС с другими брендами
Чтобы говорить о том, чем ТОРУС лучше других, необходимо определить «нишу» наших сварочных аппаратов ТОРУС, с какими брендами их можно сравнивать.
Изначально, при разработке и производстве, аппараты ТОРУС были рассчитаны на ежедневное профессиональное использование, поэтому, при сравнении с другими аппаратами необходимо это учитывать.
Некоторые производители указывают в своих моделях приставку ПРОФИ или пишут в параметрах, способ использования – профессиональный. Например, у торговой марки РЕСАНТА есть обычные САИ, а есть САИ ПРОФИ.
Поэтому, в одну линейку с сварочным аппаратам компании ТОР: ТОРУС 200 12850 руб, 165-240В, 30-200А, ПН60, 5,3кг, без инд, ММА+TIG, -50+50град, проводов нет или ТОРУС 210 13350 руб подобный, но с индикацией и чуть большим диапазоном по току 20-210А, можно поставить для общего сравнения, нижеследующие модели различных производителей, за основу приняв общий параметр – выходной ток 190-210А и профессиональное исполнение (или близкое к нему). Указаны розничные цены (как правило, минимальные), размещенные на сайтах продавцов.
КИТАЙ или «ноу-нейм» – продажа только в России и СНГ
- Цены по курсу 35-36 руб/$
- FOXWELD MASTER 202 8370 руб, 220В, 30-200А, ПН40, 8кг, индикация есть, ММА (TIG нет), провода 3м, производство Китай, гарантия 1 год. Импортер «СВАГА».
- БАРС PROFI ARC 207D 9980 руб, 190-245В, 10-200А, ПН60, 8,2кг, индикация , ММА (TIG нет), провода 2,5-3м, производство Китай, гарантия 1 год. Импортер «СВАРБИ».
- КЕДР ARC-209B 10290 руб, 220В, 10-200А, ПН60, 8,5кг, индикация, ММА +TIG, провода ?м, производство Китай, гарантия 2 год. Импортер «Лига Сварки».
- РЕСАНТА САИ190 ПРОФ 11100 руб, 140-240В, 10-190А, ПН70, 6,6кг, индикация, ММА (TIG нет), провода 2м, производство Китай, гарантия 1 год.
- BRIMA ARC 200BH 11150 руб, 220В, 20-200А, ПН60, 10кг, индикации нет, ММА (TIG нет), проводов нет (есть пару вставок 35), производство Китай, гарантия 1 год. Импортер «МИДАСОТ».
- СВАРОГ ARC 200 11200 руб, 185-250В, 20-200А, ПН60, 5,2кг, индикация, ММА+TIG, провода 3м, производство Китай, гарантия 2-5 лет.
«ЕВРОПЕЙСКИЙ КИТАЙ»
- FUBAG IN 203 11760 руб, 220В, 20-200А, ПН51, 5,0кг, индикации нет, ММА (TIG нет), проводов нет, Бренд Германия, производство Китай (написано сделано во Франции), гарантия 1 год.
- LINCOLN ELECTRIC ARCWELD 200I-S 12540 руб 195-240В, 5-200А, ПН15, 9,3кг, индикации нет, ММА+TIG, провода 3м, Бренд США, производство Китай, гарантия 1 год.
- ESAB BUDDY ARC 200 13440 руб, 230В, 5-200А, ПН35, 7,5кг, индикации нет, ММА +TIG, провода 3м, Бренд Швеция, производство Китай, гарантия 1 год.
- GYSMI 220P 14900 руб, 195-265В, 10-200А, ПН25, 5,3кг, индикация, ММА+TIG, провода 1,6 и 2м, Бренд Франция, производство Китай (написано сделано во Франции), гарантия 1 год.
РОССИЯ и СНГ
- ПАТОН ВДИ-200S 11840 руб, 170-260В, 10-200А, ПН45, 6,5кг, индикации нет, ММА +TIG, провода 3м, производство Украина (г. Киев), гарантия 5 лет. Любительская серия.
- ПАТОН ВДИ-200Р 15170 руб, 170-260В, 10-200А, ПН70, 6,5кг, индикации нет, ММА +TIG, провода 3м, производство Украина (г. Киев), гарантия 5 лет. Профессиональная серия.
- ФОРСАЖ-200 17500 руб, 140-230В, 15-200А, ПН40, 5,8кг, индикации нет, ММА +TIG, проводов нет, производство Россия (г. Рязань), гарантия 3 года.
- НЕОН ВД-201 18400 руб, 30-200А, ПН80, 9,5кг, индикация, ММА (TIG нет), проводов нет, производство Россия (г.Нижний Новгород), гарантия 1 год.
- ЛИДЕР-200Р 20000 руб, 140-250В, 20-200А, ПН60, 6,9кг, индикация есть, ММА (TIG нет), проводов нет, производство Россия (г. С-Петербург), гарантия 3 года.
ЕВРОПА И АМЕРИКА
- BLUEWELD Prestige 211/S 14900 руб, 220В, 15-180А, ПН18, 4,1кг, индикации нет, ММА+TIG, провода 2м, производство Италия, гарантия 1 год.
- HITACHI EW4400 17060 руб, 230В, 5-200А, ПН20, 6,9кг, индикации нет, ММА +TIG, провода 2+3м, производство Италия, гарантия 1 года.
- LINCOLN ELECTRIC ARCWELD 200I-ST DV 18940 руб, 110В/195-240В, 10-200А, ПН25, 12,5кг, индикации нет, ММА+TIG, провода 3-5м, производство США, гарантия 1 год.
- HELVI GALILEO 216 23400 руб, 230В, 5-200А, ПН35, 7кг, индикация , ММА+TIG, провода ?м, производство Италия, гарантия 1 год.
- KEMPPI MINARC 140 VRD 32200 руб, 185-260В, 10-140А, ПН35, 4,0кг, индикации нет, ММА +TIG, провода 3м, производство Финляндия, гарантия 1 год.
- EWM PICO 180 45700 руб, 230В, 10-180А, ПН30, 7,9кг, индикация есть, ММА +TIG, проводов нет, производство Германия, гарантия 3 года.
Хотелось бы еще раз отметить, что при разработке и производстве, аппараты ТОРУС были рассчитаны на ежедневное профессиональное использование. Поэтому на «новомодные примочки», типа функции антизалипания, горячий старт и форсаж дуги внимания не акцентируется и нет необходимости указывать их наличие, тк это обычные свойства, присущи профессиональной сварке.
И в тоже время, сварочные аппараты можно применять и в быту. И что примечательно, даже самый мощный ТОРУС-255 ПРОФИ, весом 5,7кг, может работать от домашней розетки, подключенной к сети 220В через 16А автомат, если производить сварочные работы электродом, диаметром до 3 мм. В технических параметрах сварочных аппаратах ТОРУС указана максимальная потребляемая мощность, при эксплуатации на максимальном сварочном токе. Соответственно, при работе на меньшем сварочном токе, меньше будет и потребление мощности из электрической сети.
Более подробно сравнивать сварочные инверторы, подобные инверторам ТОРУС по качеству режима сварочного процесса, комфортности сварки и прочим параметрам в разрезе данной памятки не предусматривается, тем более, что это достаточно трудоемкий, дорогостоящий и ответственный процесс. Так же, в этом нет необходимости, тк, как правило, все аппараты такого уровня близки по техническим параметрам и качеству сварки. Потребителю остается только определиться в соотношении пристрастия к весу, габаритам, длительности непрерывного сварочного процесса и лимиту денежных средств. Качество и надежность сварочных аппаратов такого уровня можно принять выше среднего, как «хорошее» и «отличное».
4. Преимущества сварочных аппаратов ТОРУС
1. Разработка и производство в России на собственном предприятии -отличительная особенность наших аппаратов.
2. Высокая надежность и профессиональное качество достигается использованием электронных компонентов ведущих мировых производителей, вместо дешевых азиатских подделок.
3. Возможность работы от нестабильной бытовой сети с «просадками» до 160В и ниже делает незаменимым, его применение на дачных участках, временных сооружениях и при подключении к бензогенератору.
4. Возможность работы в тяжелых климатических условиях от -50 до +50 градусов и повышенной влажности, позволяет использовать наши аппараты в экстремальных условиях.
5. Совмещение высокой мощности, маленького веса и размера (ток до 255 А и 5,7 кг)
6. Длительная и непрерывная работа сварочного аппарата (ПВ до 100%) достигается благодаря тщательно проработанная схема охлаждения.
7. Высокое качество шва без разбрызгивания, с глубоким промешиванием сварочной ванны – результат оптимально подобранных параметров сварочного тока.
8. Мягкий режим переключения электронных ключей удлиняет их срок эксплуатации и резко снижает вероятность возникновения в них критических перегрузок, что способствует длительной и безотказной работе сварочного аппарата.
9. Возможность работать в режиме TIG – дополнительная возможность сварки нержавейки и цветных металлов.
10. Технический контроль и проверка на испытательных стендах – обязательное условие собранных сварочные аппаратов перед продажей.
11. Гарантия 3 года – результат постоянного жесточайшего контроля качества и усовершенствование надежности схемотехники.
Также, дополнительно, сварочное оборудование Компании ТОР поставляется аттестованным по НАКС (Национальное Агентство Контроля Сварки). Аттестованные по НАКС аппараты, применяются в производстве на особо ответственных работах с повышенными эксплуатационными и качественными требованиями.
5. Новые «качественные и мощные» сварочные аппараты из Китая
Хотелось бы еще остановиться в общем сравнении сварочных инверторных аппаратов ТОРУС по отношению к наплыву новых дешевых, легких, «качественных и мощных» моделей сварочных инверторов из Китая.
Ниже представленная информация была получена на основании испытаний в лаборатории Компании ТОР нескольких последних моделей сварочных аппаратов из Китая. Не будем указывать в этой статье бренды и модели, ввиду соответствующих обстоятельств. Информацию по этим моделям можно получить по индивидуальному запросу.
Первое. Практически, все параметры (на 80%) завышены. Заявленные: ток 200А-фактически 178А, ПН (ПВ) 80%-фактически, не больше 50%. У аппаратов ТОРУС все параметры реальные, а некоторые даже занижены.
Второе. Силовые транзисторы высоковольтные (до 300В) и выходные (до 80В) крепятся без изоляционной прокладки к радиаторам, которые, в свою очередь, разделены между собой 2-х мм текстолитовой пластиной. Крепление транзисторов без изоляции способствует лучшему отводу тепла, что в итоге влияет на уменьшение себестоимости (меньше транзисторов). Но стремление к минимизации и компоновка радиаторов близко друг к другу, в недалеком будущем, при активной эксплуатации и накоплению грязи способствует возникновению «переходного мостика», который, в свою очередь, может привести к появлению (пробою) высокого напряжения на выходном силовом разъеме аппарата. У аппаратов ТОРУС все силовые транзисторы закрепленные на радиаторах, разделенных изоляционной прокладкой.
Третье. Основная электронная схема построена на транзисторах с «жестким переключением ключей», что способствует более быстрому их износу. У аппаратов ТОРУС электронная схема построена на транзисторах с «мягким переключением ключей», что достигается применением большего количества электронных компонентов.
Четвертое. При увеличении токовой нагрузки в 160А в течении нескольких минут, сетевой кабель начинается сильно греться, что приводит к невозможности дальнейшего испытания – сечение и материал сетевого провода не соответствует указанным нагрузкам.
Пятое. Оболочка сварочных кабелей существенно толще обычных КГ-25, но материал – пластик с возможной «примесью» резины. Токоведущие жилы – омедненный алюминий. У аппаратов ТОРУС все сетевые и силовые провода выполнены из меди и только российского производства и проходят предварительный отбор и испытания на соответствующие нагрузки.
Краткие выводы – новые дешевые «качественные и мощные» сварочные инверторные аппараты Китайского производства не соответствуют заявленным параметрам сварки, длительность и безопасность их использования оставляет желать лучшего. Их применение, в большей степени, определяется группой покупателей, которые никуда не торопятся и приобретают аппарат, «чтобы он был – ворота подварить».
В завершении, хотелось бы еще раз подчеркнуть, что все выпускаемые аппараты Компании ТОР имеют исключительную особенность по сравнению со своими «нормальными» конкурентами – это высокая мощность и длительность беспрерывной работы при компактных размерах и низком весе!
6. Сварка легированных и цветных металлов
Легированные стали и цветные металлы, с помощью сварочного инверторного аппарата ТОРУС, можно варить двумя способами – в режиме ММА (сварка плавящимся электродом) и в режиме TIG (сварка неплавящимся электродом).
Режим ММА – ручная дуговая сварка штучным электродом. В этом случае, необходимо иметь сварочный электрод, соответствующий свариваемому материалу. Например, существуют специальные электроды по чугуну, нержавейке, алюминию.
Режим TIG – сварка неплавящимся электродом в среде защитного газа – аргоннодуговая сварка. В этом случае, необходимо иметь баллон с газом (аргоном или гелием), газораспределительный редуктор и набор для аргоннодуговой сварки, в который входит TIG-горелка с неплавящимся электродом с газовым шлангом для подсоединения к редуктору газового баллона и силовым разъемом для подсоединения к сварочному аппарату.
Для сварки легированных сталей, нержавейки и некоторых цветных металлов, на постоянном токе, в качестве инертного газа, применяют аргон.
Как правило, аргон, практически, не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой. Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой выдувается защитный газ. Присадочный материал подается в зону дуги со стороны. При малых толщинах аргонная сварка может выполняться без присадки. Такой способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия.
При сварке на постоянном токе на аноде «+» и катоде «-» выделяется неодинаковое количество тепла. При токах до 300А, 70% тепла выделяется на аноде и 30% на катоде, поэтому, практически всегда используется прямая полярность («-» на горелке «+» на клемме заземления), чтобы максимально проплавлять изделие и минимально разогревать электрод.
Хотелось бы отметить, что сварка алюминия на постоянном токе, с помощью сварочного аппарата ТОРУС возможна, но требует от сварщика определенного навыка, тщательной подготовке заготовок (выбор вольфрамового электрода, материала и соответствующего присадочного прутка, механическая зачистка, подготовка кромок, обезжиривание и тд) и большего опыта, нежели сварка в режиме TIG нержавейки или других металлов. Для сварки алюминия на постоянном токе, обычно, в качестве инертного газа, применяют чистый гелий или смесь гелий и аргон . Применение гелия обозначено главной особенность такой сварки – разрушение оксидной пленки (Аl2О3) на поверхности алюминия, температура плавления которой больше 2000 градусов, а температура плавления самого алюминия 600 градусов… Поэтому гелий используется как источник высокой температуры и мощной дуги, которая способствует расплавлению оксидной пленки. Как правило, ток сварки, при этом используется достаточно высокий, 130-200А (конечно, зависит от толщины материала). Еще необходимо отметить, что не все марки алюминия поддаются сваркой TIG на постоянном токе в достаточном качестве. Лучше всего использовать, в качестве материала марку 6061, а в качестве присадки пруток 4043. Вдобавок к этому, нужно отметить, что гелий в 10 раз легче аргон, поэтому расход гелия в 1,5-2 раза больше, а стоимость гелия в 4-5 раз выше. Средний расход газа при сварке TIG: аргон 100-500л/ч (в 40л бал. 6000л), гелий 200-900 л/ч (в 40л бал. 5700л).
Для начала сварки, при помощи сварочного инвертора ТОРУС, в режиме ТIG необходимо:
1. Подготовить свариваемые поверхности к процессу сварки – зачистить, при необходимости обезжирить.
2. Собрать горелку TIG сварки, установить необходимый электрод, прикрыть газовый вентиль горелки.
3. Силовой разъем TIG-горелки вставить в гнездо «минус», а силовой разъем с массой – в «плюс». Штуцер подачи газа, расположенный на силовом разъеме шланга горелки (если использовать SRT-17V) подсоединить к распределительному редуктору на баллоне с газом.
4. Включить сварочный аппарат. Выставить с помощью регулятора на панели сварочного аппарата необходимый сварочный ток и открыть редуктор газового баллона.
5. За 10-15 сек до начала горения дуги отрыть газовый вентиль на TIG-горелке. Сварку производить горелкой углом вперед (70-80 град). Сварочную проволоку подавать с передней стороны сварочной ванны под углом 10-15 град.
6. По окончании сварки (для заварки кратера) желательно обеспечить плавное уменьшение сварочного тока. Для защиты охлаждающегося металла (сохранение качества шва), подачу газа, прекращать через 10-15 сек после выключения тока.
Примечание. Расход газа, диаметр неплавящегося вольфрамового электрода, сварочный ток подбираются индивидуально и зависят от материала заготовки, ее толщины и прочих данных. Данные условия сварки в режиме TIG приведены на примере использования сварочного инверторного аппарата ТОРУС и горелки аргоннодуговой сварки SRT-17V. Для удобства зажигания дуги, при сварке в режиме TIG, удобно иметь дополнительное приспособление, которое называется осциллятор. Осциллятор для зажигания дуги подает на электрод высоковольтные импульсы, которые ионизируют дуговой промежуток, обеспечивают зажигание дуги после включения сварочного тока на расстоянии. В настоящих моделях сварочных инверторов ТОРУС нет осциллятора, но его отсутствие, в виду особой принципиальной схемотехники аппарата, не сильно влияет на качество сварочного процесса в режиме TIG. Единственное неудобство – это зажигание дуги касанием (контактный поджиг) и, вследствие этого, больший износ вольфрамового электрода и присутствие небольшой «метки» в месте касания.
7. Впечатления об эксплуатации ТОРУС-200
|
|
С оборудованием фирмы ТОР я знаком не понаслышке, у меня в наличии уже третье изделие и все в рабочем состоянии, но мне особо хочется поделиться своими впечатлениями о Торус-200. Я по профессии специалист – сварщик, в далеком прошлом сварщик профессионал и сегодня владею многими видами сварки. С давних времён мечтал иметь выпрямитель малогабаритный, универсальный, чтобы питался от бытовой сети и не раздражал соседей миганием света. Всё это есть в Торус-200. Первое знакомство с этим источником произошло при тестировании источника на предмет использования в производственных условиях для TIG-сварки при монтаже оборудования. Результаты превзошли все ожидания. Монтажники и сегодня успешно применяют эти источники для сварки стали и |
алюминия TIG на прямой полярности. Для сварки алюминиевых сплавов аргон заменяется на гелий. А по прямому назначению – сварка электродами – вообще не вызывает никаких сомнений. Сварка ведётся любым электродом.
Далее Торус-200 был опробован и для сварки плазменной дугой алюминиевых конструкций на постоянном токе обратной полярности. Учитывая малые габариты и наличие плавной регулировки величины тока, источник был расположен непосредственно на сварочной головке УПС-804, возбуждение дуги осуществлялось принудительным способом (ложная спичка). Следует отметить очень хорошие характеристики плазменной дуги – эластичность, растяжка дуги до 40 мм без обрыва, хорошая управляемость мощностью дуги. Этот источник позволяет осуществлять сварку алюминия без разделки кромок до 12,0 мм (АМц, АМг, АД0). Вариант использования Торус-200 для ПДС алюминия является самый дешёвый и быстрый – не требуется система управления процессом и сам источник имеет цену на порядок меньше стационарного выпрямителя.
После таких результатов я приобрел этот источник для бытовых целей и очень доволен таким выбором. В быту я его использую для многих видов сварки – электродами, TIG-сварка сталей, ручная плазменная сварка алюминия, пайка электродуговым паяльником, точечная-дуговая сварка листовых конструкций. Источник у меня находится в эксплуатации уже лет шесть, и никаких нареканий на его работоспособность нет.
Считаю, что реклама ТОРУСА плохая, о таком оборудовании необходимо говорить много и везде. Необходима более обширная комплектация по заявкам потребителей и небольшая доработка в части защиты от ВЧ разрядов (при возбуждении плазмы). В настоящее время несколько источников находятся в эксплуатации в научных организациях для плазменной обработки материалов в стационарных условия – результаты положительные.
Два года назад у нас в деревне подводили газ и у экскаватора-траншеекопателе лопнула щека хобота, на котором крепится ковш. Толщина щеки 40 мм и ширина порядка 180 мм. Пришлось оказывать помощь, чтобы не останавливалась работа по прокладке газа. Обратились ко мне как к сварщику. И когда я вышел с Торусом-200 на плече, все газовики несколько были удивлены и высказали своё мнение по вопросу возможности качественной сварки такой малышкой. Впечатление быстро изменилось, когда я проварил первый проход электродом МР3С диаметром 5 мм. И больше не высказывалось сомнений, а на против – газовики предложили своему руководителю взять это оборудование на вооружение. Сварку я провёл нормально, и работа продолжилась. Через год я вновь встретился случайно с этим экскаваторщиком в другой деревне, и он с благодарностью отметил, что более не было разрушений по месту ремонта.
Лично я считаю этот источник Торус-200 очень удачной моделью, превосходящей по технико-эксплуатационным характеристикам зарубежные аналоги, а уж по цене и говорить не приходится.
|
|
С уважением и благодарностью производителям и разработчикам, |
terra-expo.com