Трубная и метрическая резьба отличия – Отличие резьбы метрической от трубной: талицы размеров резьб
alexxlab | 27.06.2020 | 0 | Вопросы и ответы
Метрическая трубная резьба: виды, размеры |
Дюймовая резьба применяется для создания витков только в металлических трубах. Также дюймовая резьба используется в процессе производства разборных фитингов из металла и пластмассы.
Отличия дюймовой и метрической резьбы
Представленное резьбовое соединение имеет свою стандартизацию с ориентировкой на ГОСТ 6357-81, в котором регламентируются такие параметры резьбы как шаг и диаметр.
Размеры, которыми будут обладать резьбовые соединения, зависят от расстояния между противоположно размещенными верхними точками, расположенными на торце трубы.
Трубная резьба и ее размеры будут напрямую зависеть от значения внутреннего или внешнего диаметра изделия. В настоящее время выделяют такие виды резьб как:
- Метрическая;
- Дюймовая;
- Трапецеидальная;
- Цилиндрическая;
- Упорная;
- Коническая.
Кроме того, различные виды резьб имеют свое обозначение. Так, например обозначение резьбы левого типа маркируется буквами LH. Для более детальной информации резьбовое соединение обозначается на чертежах дополнительными буквами, где:
- М — обозначает номинальный диаметр витков;
- Ph – значение хода;
- Р – значение шага.
Резьба метрическая также как и дюймовая имеет стандарт по диаметрам от 1 до 180 мм. Говоря об отличиях этих двух видов, стоит отметить, что они заключаются в форме профиля виткового гребня.
Дюймовый профиль визуально выглядит более острым. Это обусловлено углом верхнего «исходного треугольника», который равен 55°.

Наружная дюймовая резьба
Также трубная резьба метрическая отличается от дюймовой исчислением значений шага и диаметра. Это связанно с тем, что метрические витки создаются с ориентировкой на миллиметры.
Трубный дюйм же равняется 3,33 см. В обоих случаях параметр шага трубных витков отсчитывается не в миллиметрах, а в нитках.
Нитки здесь — это точное количество канавок, которые имеется на участке трубы в 1 дюйм. Так, к примеру, стандартные водопроводные магистрали имею обозначение резьбы всего в двух вариантах – 11 ниток (метрический шаг в 2,31 мм) и 14 ниток (метрический шаг в 1,8 мм).
Резьба трапецеидальная применяется при производстве всевозможных винтов. К ним можно отнести ходовые винты для режущих станков, винты гидравлических прессов, устройств для подъема и червячных передач.
Такие витки существенно отличаются от других видов визуально – они выполнены в форме равнобокой трапеции. Значение угла профиля при этом может быть равно 15, 24, 30 и 40°.
Как определить шаг и диаметр?
При определении таких значимых характеристик может быть использован такой инструмент, как:
- Калибр;
- Гребенка;
- Штангенциркуль;
- Микрометр.
В некоторых случаях функцию калибра может выполнить муфта или штуцер с нанесенными заранее внутренними или внешними витками, которые соответствуют заранее заданным параметрам.
При выполнении промера шага применяется болт, если при вкручивании в витки возникает значительное сопротивление, то они переделываются.
В том случае, если процесс происходит без трудностей и болт плотно размещается в трубе, шаг считается выполненным правильно.
При повторном создании витков процесс проходит с ориентировкой на создание большего калибра. Резьбомером пользоваться достаточно просто. Он оборудован измерительными пластинами, которые вставляются в еще не состыкованные резьбовые соединения.
Пластины напоминают маленькие пилочки, и если при приложении их к виткам профиль пластинок совпадает нарезанными на внутренней или внешней поверхности витками, то они соответствуют установленному значению.
Это значение обозначено на пластине инструмента. При помощи штангенциркуля может быть измерен только показатель внешнего диаметра витков, ту же функцию выполняет и микрометр. Специалисты рекомендуют проводить замеры наиболее приспособленными для этого инструментами – калибрами.
Нарезка наружной трубной резьбы (видео)
Способы нарезки
Как метрические, так и трубные (дюймовые) аналоги витков могут создаваться как на внутренней, так и на внешней поверхности.
Осуществляется это при помощи двух способов: механического и ручного. При реализации ручного способа используют такие приспособления как мечники и плашки.
Метчик может создавать внутренние витки, а плашка – наружные. Процесс начинается с того, что изделие прочно закрепляется в тисках, а мечник вставляется в ворот.
При использовании плашки функцию вортока выполняет плашкодержатель. После этого плашка надевается на изделие, а при использовании метчика он вставляется прямиком в отверстие трубы.
Далее вращается рукоять воротка или плашкодержателя. Если это делать метчиком, то он ввинчивается в изделие с приложением некоторого усилия.
Если нужно, то все действия повторяются еще раз, при этом постепенно будут создаваться витки в теле изделия, на той глубине, которая будет равна высоте профиля.
Внутренние и наружные витки нарезаются не одновременно, а в последовательном порядке. Однако в большинстве случаев создаются поверхности только с наружными или внутренними канавками.
Создание витков механическим способом подразумевает использование специального резца, который крепится к суппорту станка.

Шаг метрической резьбы
Перед началом работ суппорт перемещается к раю заготовки, после чего задается высота профиля при помощи подачи поперечного типа.
Далее активируется продольная подача, и суппорт перемещается к винтовой направляющей. Шаг регулируется в процессе движения суппорта в продольной плоскости.
При механическом способе также может использоваться клупп — инструмент с пластинами, имеющими гребенчатый профиль.
С помощью установленной головки создать можно 2-5 типоразмеров канавок наружного типа. После того как пластины будут установлены в головке клуппа, труба зажимается в тисках или с применением гаечного ключа.
Торец изделия обрезается под прямым углом. После запуска инструмента головка в момент вращения создает канавки на детали.
homebuild2.ru
Различия между трубной и метрической резьбой – Разговоры
Тут применяется приваривание резьб.
Это у наших ЖЭКов больная тема…. сварных, которые способны варить трубы, в природе практически не осталось…
5 лет назад ЖЭК пришел поменял все трубы на полипропилен, сказали что сварных в штате у них теперь нет, и варить трубы некому.
А до этого лет 5 ставили муфты и американки…
Блин… пришу, вспоминаю как “специалисты” меняли стояки – истерика до сих пор бьет… реально смех и слезы… смех от того что видел и слезы от того что эти люди нас обслуживают и я им еще и плачу и никуда не деться….
Все рассказывать не хочу… офтоп таки… но для примера, чтобы понимали всю глубину трагедии…
1. Отвинтили от разводски фиттинги. Махнули стояки. Стали собирать с разводкой. Фиттинг и так и так крутят… как прикрутить не понимают. Два работяги. На своем чета лапочут, плечами жмут… Я им говорю – тут же два фиттинга скручено, вот эту часть снимите и все встанет на место! нет, начальника, эта адын! Ну ккой “адын” – вот же тут в середке двое шлицов! Далее держа этот скромный дюймовый фиттинг голыми руками, второй голой рукой большим газовым ключем пытаются его развинтить. Ага… итальянский, десятилетний, лично мной скрученным! В общем никак… Опятьговорят – эта адын! тут приходит начальника. С русским у него получше, знает на два слова больше (которые тут нельзя произносить), смотрит на эту железку и говорит – нет, не адын, два! И дает совет взять второй газовый ключ. После чего уходит дальше по этажам. Эти двое работяг берут второй газовый ключ…. Каждому по одному. Один ключем хватает один конец мой железки, второй второй и…. начинают крутиться друг вокруг друга! Меня от картины одновременно ржачка и злось разбирала… ведь почти сутки без туалета и воды сидим… и видимо не предел… В общем отбираю я у них игрушки, одним ключем беру фиттинг, кладу на пол, прижимаю ногой. Сверху под углов второй ключ, нажимаю…. раскрутил. После чего меня очень зауважали 🙂
2. И вот уже почти конец… 2 часа ночи… собирают инструменты… Я говорю – э… народ! А разве стояки не надо к стенам крепить? Ща воду дадите они все вниз уедут, 14 этажей же! Не, начальника, оно тама крепка! Мы тами втроем на них висели оно держицца! Ну-ну…. Пока занимался уборкой, настало 3 часа ночи, подали воду…. И…. оба стояка, горячих и холодных поползли вниз на полметра и повисли на разводках, потянув все за собой… Что творилось на других этажах не видел. Но судя по тому что воду через час отключили опять… не всем повезло как мне и соседу сверху (у меня 13й этах, у соседа пооследний)… на следующий день прибежали работяги с ящиком хомутов и шпилек… В таком “опущеном” виде все и закрепили… Воду дали еще через сутки, видимо устраняли то что порвалось….
www.chipmaker.ru
Формы и типы резьб. Метрическая, дюймовая, трубная цилиндрическая, трапецеидальная, упорная резьба
Метрическая резьба (рис. 120). Основным типом крепежной резьбы в России является метрическая резьба с углом треугольного профиля а равным 60°. Размеры ее элементов задаются в миллиметрах.
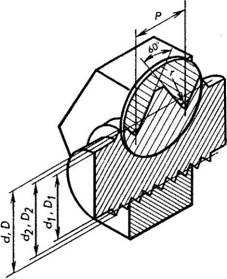
Рис. 120
Согласно ГОСТ 8724-81 метрическая резьба для диаметров от 1 до 600 мм делится на два типа: с крупным шагом (для диаметров от 1 до 68 мм) и с мелким шагом (для диаметров от 1 до 600 мм).
Резьба с крупным шагом применяется в соединениях, подвергающихся ударным нагрузкам. Резьба с мелким шагом — в соединениях деталей с тонкими стенками и для получения герметичного соединения. Кроме того, мелкая резьба широко применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
При проектировании новых машин применяется только метрическая резьба.
Дюймовая резьба (рис. 121). Это резьба треугольного профиля с углом при вершине 55° (а равным 55°). Номинальный диаметр дюймовой резьбы (наружный диаметр резьбы на стержне) обозначается в дюймах. В России дюймовая резьба допускается только при изготовлении запасных частей к старому или импортному оборудованию и не применяется при проектировании новых деталей.
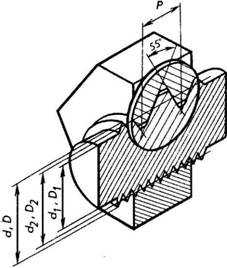
Рис. 121
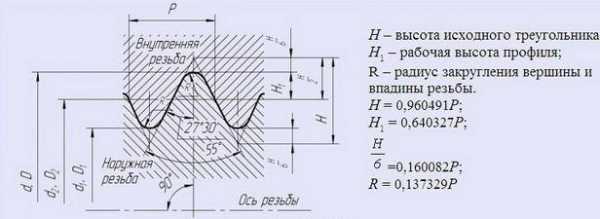
Трубная цилиндрическая резьба ГОСТ 6357-81, представляет собой дюймовую резьбу с мелким шагом, закругленными впадинами и треугольным профилем с углом 55°. Трубную цилиндрическую резьбы нарезают на трубах до 6″. Трубы свыше 6″ сваривают. Профиль трубной цилиндрической резьбы приведен на рис. 122.
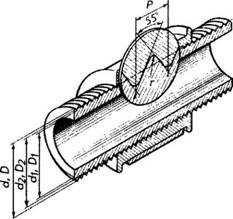
Рис. 122
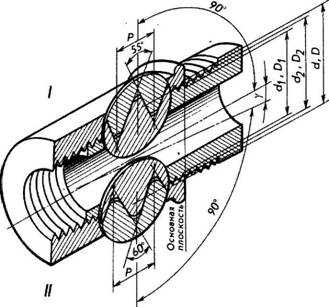
Рис. 123
Трубные конические резьбы применяются двух типоразмеров. Трубная коническая резьба ГОСТ 6211-81, соответствует закругленному профилю трубной цилиндрической резьбы с углом 55° (рис. 123,1).
Коническая дюймовая резьба ГОСТ 6111-52 имеет угол профиля 60°(рис7 123, II). Конические резьбы применяются почти исключительно в трубных соединениях для получения герметичности без специальных уплотняющих материалов (льняных нитей, пряжи с суриком и т. д.).
Теоретический профиль конической резьбы приведен на рис. 124. Конусность поверхностей, на которых изготавливается коническая резьба, обычно 1 : 16. Биссектриса угла профиля перпендикулярна оси резьбы.
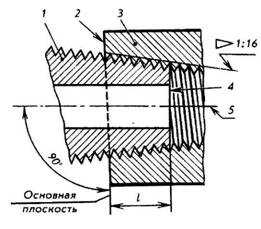
Рис. 124
Диаметральные резьбы конических резьб устанавливаются в основной плоскости (2 — торец муфты), которая перпендикулярна к оси и отстоит от торца трубы 1 на расстоянии I, регламентированном стандартами на конические резьбы (3 — муфта; 4 — торец трубы; 5 — ось трубы).
В основной плоскости диаметры резьбы равны номинальным диаметрам трубной цилиндрической резьбы. Это позволяет конические резьбы свинчивать с цилиндрическими, так как шаг и профили данных резьб для определенных диаметров совпадают.
Коническим резьбам присущи аналогичные цилиндрическим резьбам определения и понятия, такие, как наружный, средний и внутренний диаметры резьбы. Шаг резьбы Рh измеряется вдоль оси.
При свинчивании трубы и муфты с номинальными размерами резьбы без приложения усилия длина свинчивания равна l.
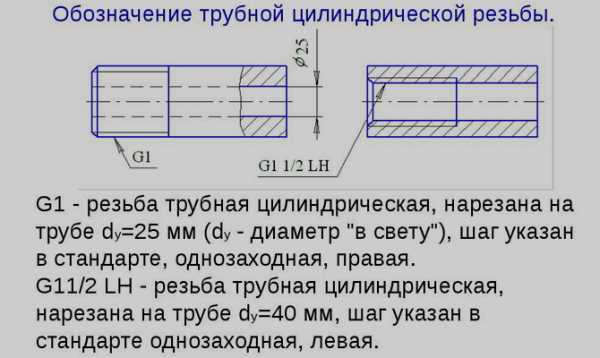
Обозначение трубной резьбы обладает особенностью, которая заключается в том, что размер резьбы задается не по тому диаметру, на котором нарезается резьба, а по внутреннему диаметру трубы. Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы,
Трапецеидальная резьба ГОСТ 9484-81 (рис. 125). Профиль резьбы — равнобочная трапеция с углом а равным 30°. Трапецеидальная резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов.
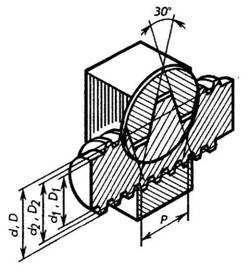
Рис. 125
Упорная резьба ГОСТ 10177-82 (рис. 126). Профиль резьбы — неравнобочная трапеция с углом рабочей стороны 3° и нерабочей — 30°. Упорная резьба обладает высокой прочностью и высоким КПД. Она применяется в грузовых винтах для передачи больших усилий действующих в одном направлении (в мощных домкратах, прессах и т. д.).
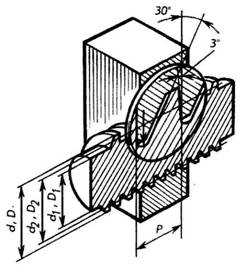
Рис. 126
В прессостроении применяется также упорная резьба. Профиль этой резьбы несколько отличается от упомянутой выше упорной резьбы, Профиль такой упорной резьбы по ГОСТ 13535-87 представляет собой неравнобочную трапецию с углом рабочей стороны 0° и нерабочей — 45°.
Прямоугольная и квадратная р е з ь б ы (рис. 127) имеют высокий КПД и дают большой выигрыш в силе, поэтому они применяются для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. Прямоугольные и квадратные резьбы не стандартизированы, так как имеют следующие недостатки: в соединении типа «болт — гайка» трудно устранить осевое биение; обладают прочностью меньшей, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной или квадратной резьб; их труднее изготовить, чем трапецеидальную.
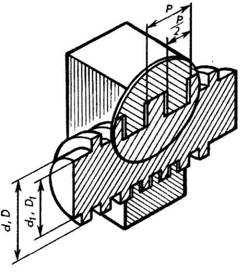
Рис. 127
Примечание. В ответственных соединениях эти резьбы заменены трапецеидальной.
cherch.ru
Что такое метрическая и дюймовая резьба – СамСтрой
Резьба является последовательные канавки винтовой нарезки с постоянными показателями шага и сечения, наносимые на коническую или цилиндрическую поверхность. Она служит для устройства соединения труб разного назначения при помощи резьбы.
Основные характеристики дюймовой резьбы
Дюймовая нарезка делится на крепежные и трубные типы, бывает цилиндрическая, конусная и характеризуется такими показателями:
Все стандартизированные показатели закреплены в ГОСТ 6357–1981. Основными показателями считаются диаметр и шаг. По понятиям диаметра понимают одно из принятых определений:
– наружный диаметр – значение, характеризующее расстояние между противоположными точками вершин резьбовых гребней;
–внутренний диаметр – единица для указания расстояния между противоположными точками впадин на низшей точке резьбовой канавки;
–шаг витков является важной характеристикой нарезки, измеряется между двумя точками соседних канавок или вершин, характеризуется постоянством, так как подобрать ответные болт и гайку при отсутствии условия стабильности очень проблематично;
–высота профиля нарезки высчитывается путем нахождения разницы между двумя диаметрами — наружным и внутренним.
Трубная резьба
Обособленная стандартная группа, регламентирующая соединение труб с использованием различного материала стенок. Трубная дюймовая резьба подразделяется на типы:
–цилиндрический тип;
–конический вид;
–резьба NPSM.
Цилиндрическая трубная резьба
Известна еще под наименованием резьбы Витворда. Применяется для цилиндрического соединения при помощи резьбы и для стыковки цилиндрической внутренней нарезки с наружной конической трубой.
Обозначение профиля формы – дюймовая резьба с профилем в виде треугольника с равными бедрами и углом вверху в 55º. Разрешается соединять трубы с наибольшим диаметром в 6 дюймов, а для труб большего дюймового размера применяют соединение с помощью сварки.
Коническая дюймовая трубная резьба
Нарезается на поверхности труб для конического соединения труб и для соединения цилиндрической резьбы внутри и конической резьбы снаружи. Использование герметичных прокладок обязательно, роль уплотнения частично играет резьба.
Профиль обозначается как дюймовый тип с конусностью, при буквенном выражении индекса указывается ее расположение. R свидетельствует о наружной нарезке, Rc обозначает внутреннюю нарезку, а буквы LH ставят для левой резьбы.
Тип резьбового профиля NPSM
Такая нарезка витков делается в соответствии с американскими стандартами трубной резьбы, относится по расположению и типу к цилиндрической дюймовой. Определяется формой профиля в виде треугольника с вершиной в 60º и производится в размерах от 1/16 до 24 дюймов.
Этот вид не стоит путать с американским подвидом NPT, являющимся стандартным коническим соединением дюймовой нарезки для труб с требованиями повышенной надежности при работе с повышенным давлением и в сложных условиях эксплуатации.
Различия между трубной и метрической резьбой
Их не так много, наиболее заметным показателем, отличающим один вид от другого, служит форма профиля нарезки резьбового гребня. На вид он кажется острее, его угол при вершине составляет 55º.
Кроме формы профиля, отличием метрической нарезки от трубного дюймового варианта являются измерительные параметры шага и диаметра. Метрические показатели измеряются в миллиметрах, а дюймовая резьба измеряется в дюймах. Но для выражения метрических показателей в дюймах используют нестандартное значение 2,54 см, а особый трубный дюйм, равный 3,324 см.
Детально исполненную таблицу с указанием соответствующих переводов из дюймов в миллиметры можно посмотреть в указанном ГОСТе. Кроме целых дюймовых показателей указаны и дробные значения. Кроме того, шаг считают не в миллиметрах, а в нитках, обозначающих нарезанные канавки на мерном дюймовом отрезке.
Определение шага происходит с применением рабочих инструментов: -гребенков;
-калибров;
-механическими измерителями.
Измерения производятся по одинаковым правилам в метрической и дюймовой нарезке. Для начала используем муфту или штуцер с нарезанной наружной или внутренней резьбой, отталкиваясь от известных параметров. Вкручивают болт в резьбу и определяют плотность посадки. Если болт вошел плотно, то шаг и диаметр считают определенным. Если болт не соответствует, то пробуют применить болт другого калибра.
Удобнее использовать резьбомер, тогда работа происходит быстрее – достаточно приложить пластину к резьбе. На пластине инструмента указывается номер резьбы, которая считается определенной, если совпали профили. Штангенциркуль или микрометр применяется только для определения наружного и внутреннего диаметров.
Механическая и ручная дюймовая нарезка
Выполнение ручной нарезки
Метрическая или трубная резьба нарезается на внутренней или наружной поверхности. Внутри используется метчик, а снаружи плашка. Для того чтобы нарезка осуществлялась правильно, следуют инструкции по технологии, опираясь на тип профиля, требуемого в конкретном случае.
Трубу зажимают в тисках и вставляют метчик в вороток. Плашка размещается в специальном плашкодержателе. Плашка одевается на трубу сверху, а метчик вставляется в нее. Нарезка производится навинчивающимися или ввинчивающимися движениями, в зависимости от типа расположения витков. Если необходимо, то работу повторяют один или несколько раз.
Способ механической нарезки
Труба так же, как и в первом случае должна быть зажата в тиски, а резьбовой рубец помещается в его суппорт. Фаска делается при включенном станке, при этом скорость суппорта должна быть отрегулирована. Резьбовая подача включается после подведения резца к поверхности детали. Выполнение дюймовых граней механическим методом при помощи резца приводит к качественным результатам, при условии мастерства токаря.
Дополнительная информация
Между американским и английским стандартом существуют различия по набору стандартных шагов при указании количества ниток резьбовой нарезки на один дюйм. Помимо этого, внутри каждого стандартного набора различаются виды резьбовых витков по типу:
-мелкий;
-особо мелкий;
-крепежный;
-между трубами;
-между мелкими трубами;
-для нарезки ремонтных вставок;
-между витками для вставок.
Это было бы сложно определить, но эти сведения для удобства сведены в одной таблице.
Применение английских стандартов
Цилиндрическая английская дюймовая нарезка выполняется с крупным шагом, предназначена для общего применения. Ее параметры, шаг, профиль и высота профиля раз и навсегда закреплены для болтов и гаек одного типа и размерности. В таком типе угол профиля между соседними сторонами витков равен 55º. Закругление вершин витков, а также основания впадин составляет 1/6 часть от высоты исходного размера профиля.
Цилиндрическая мелкая английская резьба пользовалась популярностью в середине прошлого века и применялась для нарезки профиля точного и высокопрочного крепления. Впоследствии этот тип переродился в унифицированную нарезку, хотя в некоторых местностях Англии она применяется до нашего времени.
Цилиндрическая не самоуплотняющаяся резьба имеет распространенное применение с прошлых лет и до настоящего времени во всем мире для деталей трубопроводов, сгонов, фитингов, переходников, двойников, муфт, тройников, стальных контргаек, кранов, смесителей, вентилей и др.
Цилиндрическая унифицированная крупная резьба стала международным стандартом после разработки национальным Американским институтом. В частности, неудобные 55º при вершине были заменены на 60º, конструкторы отказались от округлений у верха профиля. Теперь плоскость вершин стала плоской и содержит в своем размере 1/8 от шага граней. Для впадин допускается плоское выполнение или скругленное. Распространена в современном мире и является рекомендуемой для применения.
Цилиндрическая унифицированная мелкая резьба используется для прочных креплений и регулировочных соединений, наряду с другими современными типами является удобной и рекомендуемой к применению в случаях, когда применяется более мелкий шаг резьбы.
Дюймовая унифицированная особо мелкая цилиндрическая резьба используется для выполнения особо прочного крепления, для подгонки точных механизмов.
Существует много других стандартов на дюймовую резьбу, но они специальные и рекомендованы к применению в определенных условиях, для широкого использования они не применяются.
samstroy.com
Трубная резьба – выбор инструмента для резьбовых работ + Видео
1 Варианты трубной резьбы
В этой работе будут описаны способы формирования нарезки, инструменты, которые для этого используются, и некоторые резьбовые стандарты. Такая информация будет не лишней для покупателей труб с уже нарезанными резьбовыми соединениями и для тех мастеров, которые решились самостоятельно произвести внутреннюю или внешнюю металлообработку на трубах. Есть достаточно большое количество вариантов, которыми осуществляется резьба трубная. Среди них выделяются цилиндрическая, коническая, дюймовая. Помимо всего вышеперечисленного, стоит отметить и такой вид, как металлообработка метрическая.
Нормативные акты современности предполагают только три варианта металлообработки под общим названием трубная резьба:
- цилиндрическая нарезка, образованная спиралевидной нарезкой с профилем равнобедренного треугольника с углом при вершине 55 градусов;
- коническая, образованная спиралевидной нарезкой с профилем равнобедренного треугольника с углом при вершине 55 градусов, но нарезанном на скошенном участке трубы с конусностью 1:16;
- дюймовая, образованная спиралевидной обработкой с профилем равнобедренного треугольника с углом при вершине 60 градусов.
Цилиндрическая нарезка трубы
Рекомендуем ознакомиться
В последнее время дюймовый вариант используется все реже, а в большинстве случаев в производстве новых трубопроводов совсем не используется. В современных изделиях трубные резьбы представлены или в цилиндрическом варианте, или в коническом. Цилиндрический тип нарезки используется весьма широко в водопроводных, отопительных и газопроводных системах. Он обозначается буквой G. Коническое соединение более прочное и используется для соединения узлов под давлением в гидравлике, топливопроводах или маслопроводах самолетов, автомобилей или станков. Обозначается коническая металлообработка буквой R.
Далее рассмотрим по возможности подробно G-тип и R-тип резьбы трубной. Такое обозначение характерно для цилиндрического и конического вариантов на чертежах.
Отличие трубной резьбы от метрической в том, что она обладает более острыми углами гребней и впадин. Еще вершины ниток трубной резьбы более округлые.
2 Трубная резьба цилиндрического типа
Трубная цилиндрическая резьба, которая регламентируется ГОСТ 6357-81, нарезается на трубах (или внутри) диаметром от 7,723 мм (соответствует 1/16″) до 163,83 мм (соответствует 6″ ровно). Общее количество оригинальных разновидностей данного типа работ (по диаметру) соответствует 16 типоразмерам. На трубах диаметром более 6″ нарезка уже не делается. Такие трубы соединяются посредством сварки.
В резьбовой нарезке выделяют два диаметра. Один называется наружным. Он измеряется по верхним противоположным гребням. Второй измеряется по впадинам нарезки резьбы, тоже в противоположных точках. Разница этих двух диаметров равна величине профиля.
Однако, кроме диаметра, очень важной характеристикой для любой нарезки является еще и шаг нарезки – расстояние между двумя соседними вершинами или впадинами волны резьбы. Это расстояние должно быть одинаковым на всем протяжении и на любом отрезке спирали. Притом как на внешней, так и на внутренней. Иначе соединять детали будет невозможно.

Шаг резьбовой нарезки
Согласно ГОСТ 6211-81, который регламентирует размеры трубной цилиндрической резьбы, шаг резьбовой нарезки измеряется не в миллиметрах, а по количеству витков в пределах одного дюйма (25,4 мм).
И, кстати, шаг зависит от высоты профиля.
Он равен 1/2 разницы между наружным и внутренним диаметрами. В связи с этим определением и по ГОСТу существует четыре варианта шага данного типа металлообработки на 11, 14, 19 и 28 витков.

Шаги трубной металлообработки гост
В жилищном строительстве чаще всего пользуются трубами с такими типами:
1. С металлообработкой в 14 ниток на дюйм (шаг 1,814 мм):
- диаметр 1/2″;
- диаметр 3/4″.
2. С обработкой в 11 ниток на дюйм (шаг 2,309 мм):
- диаметр 1″;
- диаметр 1 1/4″;
- диаметр 11/2″;
- диаметр 2″.
Таким образом, конечное число рассматриваемых типоразмеров, соответствующих стандартной трубной цилиндрической металлообработке G-типа, равно 64-м единицам. Это число получается из расчета, что существует четыре типоразмера по шагу для каждого из 16 рассмотренных типоразмеров по диаметру.
Нужно заметить, что определенные ранее размеры трубной цилиндрической резьбы интересны большинству практикующих сантехников только в свете диаметра условного. Остальные параметры берутся во внимание только в процессе изготовления или контроля за качеством изготавливаемой резьбы.
3 Трубная резьба конического типа
Трубная коническая резьба R-типа регламентируется ГОСТ 6211-81. Этот тип нарезки используется на (или внутри) концах труб с конусностью 1:16 и диаметрами от 1/16″ (7,723 мм) и до 6″ (163,83 мм). Остальные пропорции аналогичны пропорциям цилиндрической резьбы. Общее количество всех оригинальных резьбовых типоразмеров равняется 64 единицам: 16 типоразмеров по диаметру, умноженных на 4 типоразмера по шагу резьбы для каждого диаметра.
4 Способы контроля качества и определения размеров и типов резьб
Независимо от того, какие инструменты для нарезки используются, выделяются следующие средства, с помощью которых могут измеряться отверстия:
- С помощью калибров. Этот способ позволяет определить все параметры резьбы. Делается это таким образом: если нужно проверить или определить тип резьбы внутри трубы, используется цилиндрический калибр с наружной нарезкой. Вкручивая его в трубу, контролируется плотность и легкость прохождения витков. Если в двух деталях не совпадают диаметр или шаг резьбы, то вкрутить калибр не получится. Соответственно, берется следующий калибр и проделывается та же операция. И так до тех пор, пока резьбы не подойдут. Для наружной резьбы берут калибр с внутренней резьбой и накручивают на трубу. Этот процесс может порядочно затянуться. Ведь общее количество калибров доходит до 64 штук. И это только для измерения наружной резьбы. А полный комплект калибров состоит из 128 штук.
- С помощью плоских шаблонов. Этот способ гораздо проще. Выполняется он таким образом: берется пластина с профилем нарезки и прикладывается к кромке на трубе или внутри трубы. Если между гранями получаемого после металлообработки рельефа и профилем шаблона нет просветов, операция по определению типа резьбы закончена. Такой метод хоть и проще, но не дает точных результатов. Он используется на объектах, где нет доступа к калибрам, а нужно проверить параметры резьбового соединения.
Также используемые инструменты для нарезки не влияют на способ, с помощью которого трубная резьба осуществляется. Так, на внутренней или наружной поверхности данный процесс производится несколькими способами:
- Накатка резьбы в процессе изготовления трубы. Такие изделия поступают в продажу или на строительные площадки с уже готовой обработкой.
- Механический способ нарезки резьбы. Здесь нужен токарный станок. В патроне зажимают трубу. В суппорт вставляют резьбовой резец. Делают фаску внутри или снаружи трубы. Включают резьбовую подачу и подводят резец, настроив скорость перемещения суппорта. Нарезка, сделанная таким образом, считается наиболее точной.
- Ручной метод. Для нарезки вручную понадобятся плашка для нарезания или метчик. Во многих случаях деталь просто невозможно поместить в станок. Тогда используются плашки для нарезания трубных способов металлообработки. Этот метод практикуется в строительстве, когда нужно соединить установленные разводки. Диаметр стыкующихся труб не должен превышать 6″.
- Метод нарезания плашкой довольно прост. На закрепленную трубу надевается плашка, закрепляется в специальном зажиме с одной или двумя рукоятками. Далее навинчивается инструмент на трубу по часовой стрелке. Для труб диаметром более 1/2″ обычно используют две плашки: черновую и чистовую. Когда поворачивать становится тяжело, откручивают пару витков назад и продолжают нарезать дальше.
- Нарезка трубной резьбы с помощью метчика еще проще. Он используется, когда нужно нарезать внутреннюю резьбу. Вставив хвостовик метчика в держатель с рукоятями, начинаете медленно вкручивать метчик в трубу. При увеличении усилия откручиваете назад пару витков и снова вкручиваете, нарезая дальше.
Эти виды нарезки внутри трубы или на поверхности требуют от исполнителя незаурядной силы и сноровки. Несмотря на трудоемкость процесса, обработку плашкой или метчиком практикуют все сантехники, которые имеют дело с металлическими трубами. Если руководствоваться знаниями, изложенными выше, можно спокойно приступать к работе с водопроводными, газовыми или отопительными трубами.
tutmet.ru
шаг, отличие от метрической, нарезка
 Дюймовая трубная резьба нарезается только на металлических трубах или используется в производстве пластмассовых и металлических фитингов разборного типа. Во всех остальных резьбовых соединениях, используемых в «народном хозяйстве», практикуются иные разновидности резьбы. Словом, в наши дни (и в нашей стране) «дюймы» встречаются только в трубопроводах.
Дюймовая трубная резьба нарезается только на металлических трубах или используется в производстве пластмассовых и металлических фитингов разборного типа. Во всех остальных резьбовых соединениях, используемых в «народном хозяйстве», практикуются иные разновидности резьбы. Словом, в наши дни (и в нашей стране) «дюймы» встречаются только в трубопроводах.
И в данной статье мы познакомим наших читателей не только с параметрами, которыми характеризуется дюймовая резьба трубная, но и со способами «нарезки» такой резьбы на внутренней и внешней поверхности труб и фитингов. Кроме того, в материале будут перечислены отличия между дюймовым и трубным вариантами.
↑Характеристики дюймовой резьбы
Нормативный документ, в котором описывается цилиндрическая трубная дюймовая резьба – гост 6357-81 – настаивает на том, что главными характеристиками такой резьбы является ее диаметр и ее шаг. Причем под диаметром резьбы понимают либо расстояние между противоположными верхними точками, лежащими на вершинах резьбовых гребней (наружный диаметр), либо 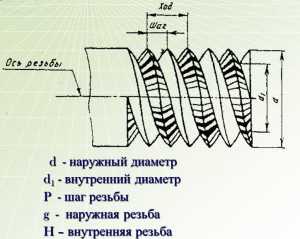 расстояние между противоположными нижними точками, лежащими на впадинах резьбовой канавки (внутренний диаметр). Разница этих диаметров определяет высоту профиля резьбы.
расстояние между противоположными нижними точками, лежащими на впадинах резьбовой канавки (внутренний диаметр). Разница этих диаметров определяет высоту профиля резьбы.
Следующая характеристика шаг трубной резьбы определятся, как расстоянием между двумя соседними впадинами или двумя соседними гребнями. Причем шаг у резьбы, всегда один и тот же, как его не меряй. Ведь расстояние между витками должно быть стабильным. Иначе мы не сможем подобрать пару (гайку или болт) под резьбовое соединение.
↑Метрическая и трубная резьба – в чем отличие?
Необходимо сказать, что формулируя ключевые характеристики метрической резьбы – шаг и диаметр – используют те же определения. Ведь отличий между метрической и дюймовой резьбой не так уж и много. Так, к наиболее заметным отличиям, выделяющим дюймовый вариант, относят еще и форму профиля резьбового гребня.
У дюймовой резьбы такой профиль выглядит более «острым» — верхний угол «исходного треугольника» резьбового профиля равняется 55 градусам.
Кроме того, помимо формы профиля, трубная резьба метрическая отличается от трубного варианта еще и исчислением размеров шага и диаметра. Ведь у метрического варианта все размеры исчисляются в миллиметрах. Ну, а шаг и диаметр трубного варианта вычисляется в дюймах. Причем совсем не в тех дюймах, которые соответствуют 2,54 сантиметра, а в особых, трубных дюймах, соответствующих 3,33 (а точнее 3,3249) сантиметра.
Размеры дюймовой резьбы
Причем на такой необычной системе исчисления размеров настаивает основной нормативный документ, которым описывается резьба дюймовая трубная – гост 6357-81. В этом сборнике стандартов указаны не только целые, но еще и дробные значения «трубных дюймов». Например, один из сортаментов трубной резьбы обозначается, как ¾ дюйма, что соответствует почти 25 миллиметрам.
Шаг резьбы в «трубном» исполнении считают не в миллиметрах, а в нитках – количестве канавок, нарезанных на одном дюймовом мерном отрезке трубы. Например, у обычных водопроводов есть всего два варианта «шага» резьбы: на 11 ниток (соответствует метрическому шагу в 2,31 мм.) и на 14 ниток (соответствует метрическому шагу около 1,8 мм).
Разумеется, такие причудливые системы исчисления шага и диаметра немного затрудняют процесс определения данных величин.
↑Определение шага трубной резьбы и промер ее диаметра
При определении диаметра и промере шага трубной и метрической резьбы мы использует одни и те же инструменты: калибры, гребенки (резьбомеры) и механические измерители (штангенциркули, микрометры и так далее). Поэтому промер этих параметров будет реализован по тем же самым правилам и в «метрическом», и в «трубном» вариантах.
В качестве калибра можно использовать муфту или штуцер, на которых нарезана наружная или внутренняя резьба с известными параметрами. Промер шага осуществляется просто: болт вкручивают в резьбу и, если процесс не вызвал затруднений, а сам болт сидит в трубе плотно, то диаметр и шаг резьбы в трубе считается определенным. В ином случае процесс повторяют со следующим калибром. До тех пор, пока в определении шага метрической резьбы или ее трубного аналога не будет поставлена финальная точка.
Резьбомер «работает» еще проще. Его измерительные пластины похожи на набор пилочек. И эти пилочки нужно приложить к резьбе, нарезанной на трубе (или на ее внутренней поверхности). Если профиль пилочки совпал с профилем трубы – их оценивают «на просвет» — то резьба соответствует значению, указанному на пластине резьбомера. Штангенциркулем можно измерить лишь внешний диаметр резьбы. Микрометр годится для такой же операции. Поэтому лучшим инструментом для определения шага и диаметра резьбы являются калибры и резьбомеры.
↑Способы нарезки дюймовой резьбы
И метрическая резьба, и ее трубный аналог нарезаются на внутренней или внешней поверхности всего двумя способами: механическим и ручным. Ручной способ нарезания резьбы предполагает использование таких инструментов, как метчик и плашка. Причем с помощью метчика нарезают внутреннюю резьбу, а с помощью плашки – наружную.
Технология нарезки резьбы вручную реализуется следующим образом:
- Труба фиксируется в тисках, метчик вставляется в вороток, а плашка – в плашкодержатель.
- Далее, плашку надевают на трубу, а метчик вставляют в трубу. После чего, вращая рукояти воротка или плашкодержателя, ввинчивают или навинчивают метчик или плашку на трубу.
- В случае необходимости операцию повторяют несколько раз, постепенно прорезая тело трубы на глубину, равную высоте профиля резьбы.
Разумеется, нарезание наружной и внутренней резьбы происходит не одновременно, а последовательно. Впрочем, чаще всего, пользователя интересуют детали с односторонней резьбовой поверхностью – либо внутренней, либо внешней.
Механический способ нарезки резьбы выгладит проще:
- Трубу зажимают в патроне токарно-винторезного станка, в суппорте которого находится резьбовой резец.
- Станок включают, в трубе (или на трубу) делают фаску.
- После нарезки фаски к внешней или внутренней поверхности подводят резец и включают «резьбовую» подачу, предварительно настроив скорость перемещения суппорта.
Разумеется, и плашку, и метчик можно использовать и на станке, фиксируя инструменты или в передней или в задней бабке, но формирование резьбы резцом дает более качественный результат (при условии достаточной квалификации токаря).
truba-asbest.ru
Резьба трубная дюймовая размеры — studvesna73.ru
размеры сечений резьб и их предельные отклонения
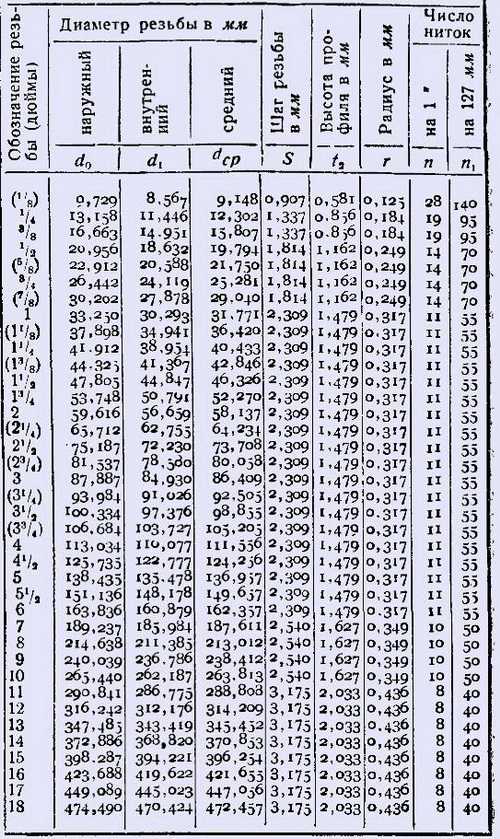
Трубная цилиндрическая резьба применяется главным образом для соединений труб, арматуры трубопроводов и фитингов. Эта резьба охватывает диаметры от 1/16 до 6″ при числе ниток на 1″ от 28 до 11.
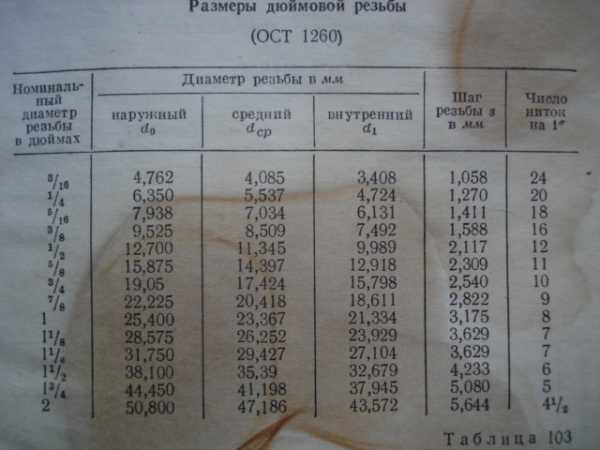
Номинальный диаметр трубной резьбы условно отнесён к внутреннему диаметру трубы. По соотношению шагов и диаметров трубная резьба представляет собой измельчённую дюймовую резьбу по ОСТ 1260. Поэтому трубная резьба в своё время, до стандартизации мелких метрических резьб, применялась не только для трубных соединений, но и для крепёжных деталей, когда появлялась надобность в выполнении резьбы со сравнительно мелким шагом, при больших диаметрах. Трубная резьба является общеевропейским стандартом для труб и трубных соединений.
РАЗМЕРЫ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
( ГОСТ 6357-81 )
Стандарт распространяется на трубную цилиндрическую резьбу, применяемую в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81.
Допуски (по ГОСТ 6357-81) среднего диаметра резьбы устанавливают двух классов точности — А и В. Допуски среднего диаметра резьбы являются суммарными. Допуски диаметров d1 и D не устанавливаются.
Число шагов z на длине 25,4 мм
Условное обозначение для левой резьбы дополняется буквами LH.
Примеры условного обозначения резьбы класса точности A:
G 1 1/2-А
левой резьбы класса точности В:
Длина свинчивания N в обозначении резьбы не указывается.
Длина свинчивания L указывается в миллиметрах.
Посадка обозначается дробью: в числителе которой указывают обозначение класса точности внутренней резьбы, а в знаменателе — обозначение класса точности наружной резьбы.
G 1 1/2-A/A; G 1 1/2 LH-A/B
Соединение внутренней трубной цилиндрической резьбы класса точности А по настоящему стандарту с наружной трубной конической резьбой по ГОСТ 6211-81 обозначается следующим образом:
P.S. В свое время профиль трубной цилиндрической резьбы (по ОСТ 266) распространялся на диаметры до 18″ при числе ниток на 1″ от 28 до 8.
— отверстия под нарезание резьбы
ГОСТ 3469-91 — Микроскопы. Резьба для объективов. Размеры
ГОСТ 4608-81 — Резьба метрическая. Посадки с натягом
ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6211-81 — Резьба трубная коническая
ГОСТ 6357-81 — Резьба трубная цилиндрическая
ГОСТ 8762-75 — Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры
ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 — Резьба трапецеидальная. Профили
ГОСТ 9562-81 — Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9909-81 — Резьба коническая вентилей и баллонов для газов
ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 — Резьба. Термины и определения
ГОСТ 11709-81 — Резьба метрическая для деталей из пластмасс
ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов
ГОСТ 13536-68 — Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски
ГОСТ 16093-2004 — Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 — Резьба трапецеидальная однозаходная. Основные размеры
ГОСТ 24739-81 — Резьба трапецеидальная многозаходная
ГОСТ 25096-82 — Резьба упорная. Допуски
ГОСТ 25229-82 — Резьба метрическая коническая
ГОСТ 28487-90 — Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Основные характеристики дюймовой резьбы
Дюймовая нарезка делится на крепежные и трубные типы, бывает цилиндрическая, конусная и характеризуется такими показателями:
- наружным и внутренним диаметром;
- шагом;
- областью расположения;
- профилем поверхности;
- направлением сечения;
- высотой профиля;
- количеством заходов.
Все стандартизированные показатели закреплены в ГОСТ 6357–1981. Основными показателями считаются диаметр и шаг. По понятиям диаметра понимают одно из принятых определений:
-
 наружный диаметр – значение, характеризующее расстояние между противоположными точками вершин резьбовых гребней;
наружный диаметр – значение, характеризующее расстояние между противоположными точками вершин резьбовых гребней; - внутренний диаметр – единица для указания расстояния между противоположными точками впадин на низшей точке резьбовой канавки;
- шаг витков является важной характеристикой нарезки, измеряется между двумя точками соседних канавок или вершин, характеризуется постоянством, так как подобрать ответные болт и гайку при отсутствии условия стабильности очень проблематично;
- высота профиля нарезки высчитывается путем нахождения разницы между двумя диаметрами — наружным и внутренним.
Трубная резьба
Обособленная стандартная группа, регламентирующая соединение труб с использованием различного материала стенок. Трубная дюймовая резьба подразделяется на типы:
- цилиндрический тип;
- конический вид;
- резьба NPSM.
Цилиндрическая трубная резьба
Известна еще под наименованием резьбы Витворда. Применяется для цилиндрического соединения при помощи резьбы и для стыковки цилиндрической внутренней нарезки с наружной конической трубой.
Обозначение профиля формы – дюймовая резьба с профилем в виде треугольника с равными бедрами и углом вверху в 55º. Разрешается соединять трубы с наибольшим диаметром в 6 дюймов, а для труб большего дюймового размера применяют соединение с помощью сварки.
Коническая дюймовая трубная резьба
Нарезается на поверхности труб для конического соединения труб и для соединения цилиндрической резьбы внутри и конической резьбы снаружи. Использование герметичных прокладок обязательно, роль уплотнения частично играет резьба.
Профиль обозначается как дюймовый тип с конусностью. при буквенном выражении индекса указывается ее расположение. R свидетельствует о наружной нарезке, Rc обозначает внутреннюю нарезку, а буквы LH ставят для левой резьбы.
Тип резьбового профиля NPSM
Такая нарезка витков делается в соответствии с американскими стандартами трубной резьбы, относится по расположению и типу к цилиндрической дюймовой. Определяется формой профиля в виде треугольника с вершиной в 60º и производится в размерах от 1/16 до 24 дюймов .
Этот вид не стоит путать с американским подвидом NPT, являющимся стандартным коническим соединением дюймовой нарезки для труб с требованиями повышенной надежности при работе с повышенным давлением и в сложных условиях эксплуатации.
Различия между трубной и метрической резьбой
Их не так много, наиболее заметным показателем, отличающим один вид от другого, служит форма профиля нарезки резьбового гребня. На вид он кажется острее, его угол при вершине составляет 55º.
Кроме формы профиля, отличием метрической нарезки от трубного дюймового варианта являеются измерительные параметры шага и диаметра. Метрические показатели измеряются в миллиметрах, а дюймовая резьба измеряется в дюймах. Но для выражения метрических показателей в дюймах используют нестандартное значение 2,54 см, а особый трубный дюйм, равный 3,324 см.
Детально исполненную таблицу с указанием соответствующих переводов из дюймов в миллиметры можно посмотреть в указанном ГОСТе. Кроме целых дюймовых показателей указаны и дробные значения. Кроме того, шаг считают не в миллиметрах, а в нитках, обозначающих нарезанные канавки на мерном дюймовом отрезке.
Определение шага происходит с применением рабочих инструментов:
- гребенков;
- калибров;
- механическими измерителями.
Измерения производятся по одинаковым правилам в метрической и дюймовой нарезке. Для начала используем муфту или штуцер с нарезанной наружной или внутренней резьбой, отталкиваясь от известных параметров. Вкручивают болт в резьбу и определяют плотность посадки. Если болт вошел плотно, то шаг и диаметр считают определенным. Если болт не соответствует, то пробуют применить болт другого калибра.
Удобнее использовать резьбомер, тогда работа происходит быстрее – достаточно приложить пластину к резьбе. На пластине инструмента указывается номер резьбы. которая считается определенной, если совпали профили. Штангенциркуль или микрометр применяется только для определения наружного и внутреннего диаметров.
Механическая и ручная дюймовая нарезка
Выполнение ручной нарезки
Метрическая или трубная резьба нарезается на внутренней или наружной поверхности. Внутри используется метчик, а снаружи плашка. Для того чтобы нарезка осуществлялась правильно, следуют инструкции по технологии, опираясь на тип профиля, требуемого в конкретном случае.
Трубу зажимают в тисках и вставляют метчик в вороток. Плашка размещается в специальном плашкодержателе. Плашка одевается на трубу сверху, а метчик вставляется в нее. Нарезка производится навинчивающимися или ввинчивающимися движениями, в зависимости от типа расположения витков. Если необходимо, то работу повторяют один или несколько раз.
Способ механической нарезки
 Труба так же, как и в первом случае должна быть зажата в тиски, а резьбовой рубец помещается в его суппорт. Фаска делается при включенном станке, при этом скорость суппорта должна быть отрегулирована. Резьбовая подача включается после подведения резца к поверхности детали. Выполнение дюймовых граней механическим методом при помощи резца приводит к качественным результатам, при условии мастерства токаря.
Труба так же, как и в первом случае должна быть зажата в тиски, а резьбовой рубец помещается в его суппорт. Фаска делается при включенном станке, при этом скорость суппорта должна быть отрегулирована. Резьбовая подача включается после подведения резца к поверхности детали. Выполнение дюймовых граней механическим методом при помощи резца приводит к качественным результатам, при условии мастерства токаря.
Дополнительная информация
Между американским и английским стандартом существуют различия по набору стандартных шагов при указании количества ниток резьбовой нарезки на один дюйм. Помимо этого, внутри каждого стандартного набора различаются виды резьбовых витков по типу:
- мелкий;
- особо мелкий;
- крепежный;
- между трубами;
- между мелкими трубами;
- для нарезки ремонтных вставок;
- между витками для вставок.
Это было бы сложно определить, но эти сведения для удобства сведены в одной таблице.
Применение английских стандартов
Цилиндрическая английская дюймовая нарезка выполняется с крупным шагом, предназначена для общего применения. Ее параметры, шаг, профиль и высота профиля раз и навсегда закреплены для болтов и гаек одного типа и размерности. В таком типе угол профиля между соседними сторонами витков равен 55º. Закругление вершин витков, а также основания впадин составляет 1/6 часть от высоты исходного размера профиля.
 Цилиндрическая мелкая английская резьба пользовалась популярностью в середине прошлого века и применялась для нарезки профиля точного и высокопрочного крепления. Впоследствии этот тип переродился в унифицированную нарезку. хотя в некоторых местностях Англии она применяется до нашего времени.
Цилиндрическая мелкая английская резьба пользовалась популярностью в середине прошлого века и применялась для нарезки профиля точного и высокопрочного крепления. Впоследствии этот тип переродился в унифицированную нарезку. хотя в некоторых местностях Англии она применяется до нашего времени.
Цилиндрическая несамоуплотняющаяся резьба имеет распространенное применение с прошлых лет и до настоящего времени во всем мире для деталей трубопроводов, сгонов, фитингов, переходников, двойников, муфт, тройников, стальных контргаек, кранов, смесителей, вентилей и др.
Цилиндрическая унифицированная крупная резьба стала международным стандартом после разработки национальным Американским институтом. В частности, неудобные 55º при вершине были заменены на 60º, конструкторы отказались от округлений у верха профиля. Теперь плоскость вершин стала плоской и содержит в своем размере 1/8 от шага граней. Для впадин допускается плоское выполнение или скругленное. Распространена в современном мире и является рекомендуемой для применения.
Цилиндрическая унифицированная мелкая резьба используется для прочных креплений и регулировочных соединений, наряду с другими современными типами является удобной и рекомендуемой к применению в случаях, когда применяется более мелкий шаг резьбы.
Дюймовая унифицированная особо мелкая цилиндрическая резьба используется для выполнения особо прочного крепления, для подгонки точных механизмов.
Существует много других стандартов на дюймовую резьбу, но они специальные и рекомендованы к применению в определенных условиях, для широкого использования они не применяются.
- Автор: Николай Иванович Матвеев
Любой мастер, работающий в области сантехники, должны быть знаком с трубной резьбой и ее разновидностями. Стандартная трубная резьба имеет определенные параметры, собранные в единую таблицу. При осуществлении работ по монтажу сантехнического оборудования важно придерживаться установленных стандартов. Иначе полученное некачественное соединение может привести к неисправностям в трубопроводе.

Разновидности резьбовых насечек
Резьбовыми насечками называют ряды выемок, располагающихся по спирали. Нанесение винтового рельефа может выполняться на элементы в форме цилиндра или конуса. При этом на всем протяжении требуется соблюдение одинакового шага и величины диаметра. Такая резьба используется при создании винтовых соединений. Основная область использования – автомобилестроение и коммуникационные системы.

Винтовой рельеф может быть двух видов:
- В разрезе метрической резьбы виден треугольник с равными сторонами и углами 60 0. Ее основные параметры могут быть мелкими и основными. На трубных изделиях она имеет обозначение М.
- Дюймовая резьба встречается только на металлических деталях. Основное применение – монтаж трубопроводов.
Трубная насечка считается отдельной разновидностью. Ее делают на элементах, изготовленных из металла и полимерных материалов. Чаще всего трубной насечкой пользуются при сборке систем бытового назначения, таких как водоснабжение и отопление.
Виды трубной резьбы и размеры
Резьба оценивается по нескольким критериям:
- Направление и расположение.
- Профильные элементы, здесь речь идет о выступах и выемках, которые отлично видны на продольном разрезе.
- Величина, взятая в качестве единицы измерения профильных элементов. Измеряются размеры трубных резьб в мм или дюймах.
- Внутренний поперечник. Эта величина у разных деталей измеряется по-разному: на болтах – по рельефным выемкам, на гайках – по внешнему профилю.
- Шаг резьбы определяет расстояние между двумя соседними витками, расположенными параллельно.
При осмотре довольно трудно установить вид и размеры трубной резьбы. Для этой цели используется штангенциркуль. А полученные в результате измерения параметры сравнивают с табличными данными.

Трубной дюймовой и метрической резьбе соответствуют разные размеры. Главным определяющим параметром является поперечное сечение. Причем определяется метрическая резьба по диаметру трубы и шагу. Дюймовая нарезка характеризуется количеством витков, которое приходится на один дюйм или долю дюйма. Однако стоит учитывать, что по сравнению со стандартным дюймом, величина которого 2,54 см, трубный дюйм имеет отличие и равен 3,324 см.
В отличие от метрической трубная дюймовая резьба имеет свою конфигурацию: более острые выемки и закругленные выпуклые части резьбы. Разное определение имеет шаг дюймового и метрического скручивания. В первом случае необходимо пересчитать витки, приходящиеся на один дюйм. Во втором случае берется конкретный отрезок, пересчитываются витки на этом участке, затем длину отрезка делят на число витков. Расчет необходимо проводить с точностью до десятой доли. Иначе насечка получится ненадлежащего качества.
Насечки выполняются тремя способами:
- Накатом в процессе изготовления трубы.
- Нарезка на специальном токарном оборудовании.
- Ручное нарезание метчиком и плашкой.
Трубное крепление цилиндрической формы
Высокой прочностью и надежностью характеризуется состыковка методом скручивания, хотя этот вариант достаточно прост в использовании. Единственным недостатком является необходимость использования пакли для большей герметизации. Такая ситуация возникает очень редко, когда требуется максимальная прочность соединения.
С помощью трубной резьбы достигается герметичное скручивание не только труб, но и других тонкостенных конструкций, имеющих цилиндрическую форму. В разрезе винтовая насечка имеет вид равнобедренного треугольника, верхний угол которого равен 55 0. Главный параметр винтовой насечки для цилиндров – условный диаметр. Если при нанесении винтовой насечки во внимание принимается внешний и внутренний диаметр, то условный важен для качественного монтажа сантехники.

Под определением условного диаметра понимается показатель, который определяет пропускную способность трубного изделия. Измеряется данный показатель в дюймах. У каждого условного значения имеется соответствующие параметры внешнего и внутреннего диаметра.
Метод скручивания допускается использовать на трубах, диаметр которых не превышает 6 дюймов. В остальных случаях применяется сварочное оборудование.
Цилиндрический рельеф имеет свое условное обозначение: трубная резьба g 1. Далее следуют обозначения диаметра и класса точности.
Для транспортировки горячей и холодной воды в большинстве случаев используются чугунные трубы с трубной резьбой из стали. Объясняется это качественными характеристиками материала. Чугунные изделия более хрупкие, стальные – более прочные, что способствует повышению качества креплений. Допускается нанесение цилиндрических насечек на трубные изделия, имеющие диаметр от 1/16 до 6 дюймов.
Конические дюймовые насечки
Для элементов, крепление которых должно иметь повышенную прочность, используют коническую дюймовую резьбу. В частности речь идет о трубопроводах, в которых рабочая среда характеризуется повышенным давлением. Помимо этого, монтаж стальных подземных трубопроводов, расположенных на большой глубине, также проводится с использованием конических насечек.
Такие соединения в обязательном порядке должны иметь дополнительную герметизацию. Наружная резьба конического винтового рельефа имеет обозначение R, внутренняя – Rc. Стыковка такого вида наносится на конусный профиль, то есть на элементы, у которых величина диаметра меньше в конце трубы, чем в начале. В процессе скручивания наблюдается деформация витков, в результате этого получается надежное соединение металлических элементов.

С помощью конусной дюймовой резьбы соединяются элементы водопроводов, газопроводов и отопительных систем. Широко используется метрический конусный рельеф, отличительной особенностью которого является создание соединений с внешней конической насечкой и внутренней цилиндрической винтовой насечкой.
Круглая метрическая резьба
На стеклянные, керамические и жестяные детали наносят круглую резьбу. Такая скрутка может выдержать большие нагрузки. Скручивание и раскручивание элементов выполняется без особого труда, поэтому такая стыковка может использоваться при многократном разъединении. В основном применяется на вентилях, для смесителей и кранов, а также в цоколе электрической лампочки.
Крепление резьбовое NPSM
NPSM – дюймовая цилиндрическая американская резьба. Продольный разрез показывает треугольник, вершина которого равна 60 0. Является одним из видов цилиндрического крепления, но имеет обширный диапазон, от 1/16 до 24 дюймов. Выполнить такую насечку можно только в заводских условиях.
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.

Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
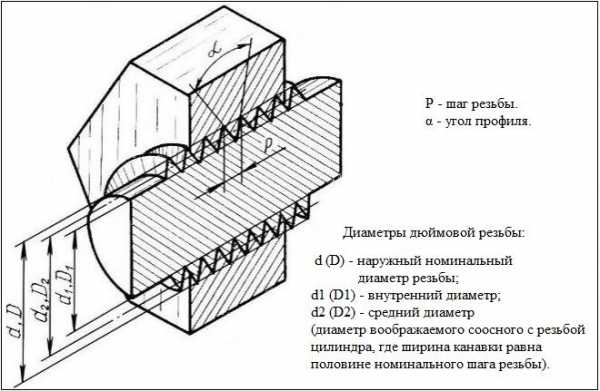
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Скачать
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
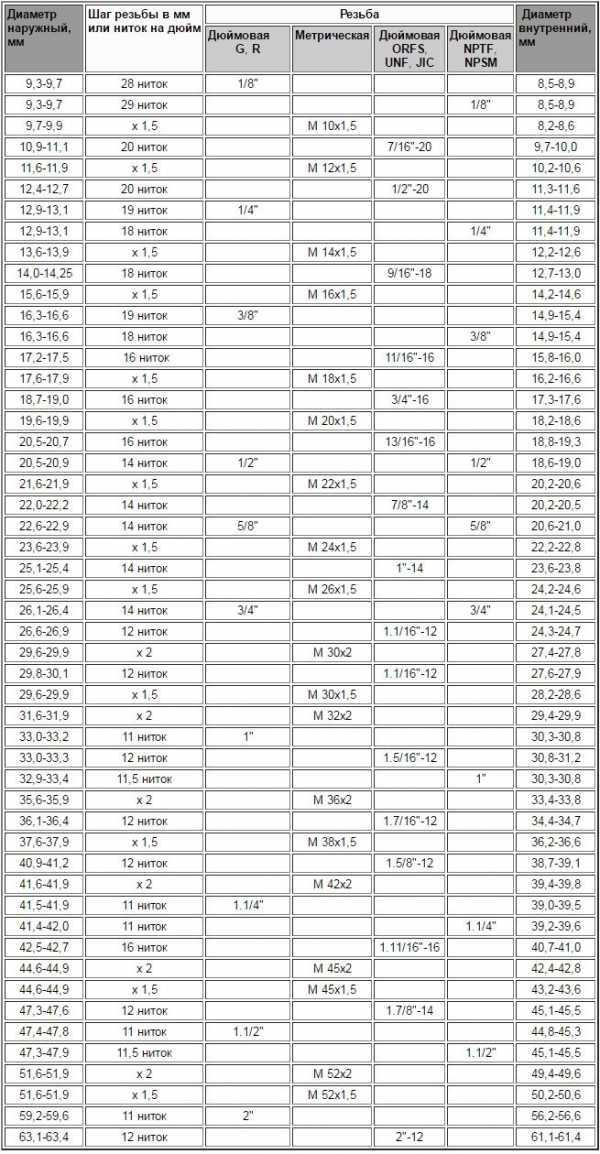
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
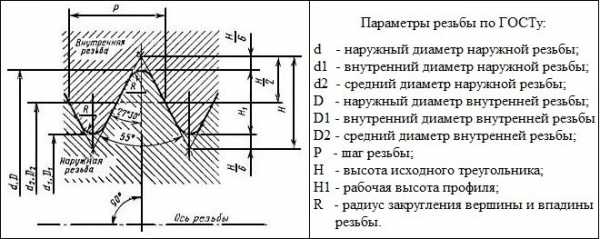
Чертеж. Основные параметры профиля по ГОСТу

Таблица 1. Основные размеры профиля резьбы

Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.

Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.
Такие параметры, как качество трубной резьбы, ее соответствие оси трубы играют ключевую роль в установке водопроводных и отопительных систем. В некоторых случаях применяется нарезание плашкой своими руками. Нужно сказать, что данная работа трудна, неэффективна и отбирает много времени. Лучше производить нарезание резцом посредством токарного станка.

Общая информация о резьбе
Трубная резьба – это выступы и впадины с одинаковым сечением, равномерно размещенные на поверхности цилиндрической или конической формы (к примеру, гайки, винты, болты). Располагаются они по винтовой линии с одинаковым шагом.
В быту обычно используются детали с цилиндрической резьбой. Однако есть и иные ее виды. Есть два определяющих параметра метрической резьбы: шаг и диаметр. Дюймовая резьба носит такое название, так как ее определяющими характеристиками является диаметр, выражающийся в дюймах или долях дюйма. Также важным параметром в этом случае считается число витков, расположенных на длине дюйма. Размер в дюймах обозначает просвет в элементе, наружный же диаметр детали имеет большие размеры.
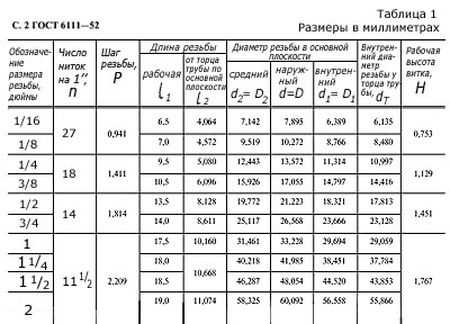
Таблица резьбы трубы по ГОСТу
Важно: Один дюйм равняется 2,54 см. Есть также еще одна единица измерения – трубной дюйм. Равен он 33, 249 мм. Что собой представляет данная дюймовая единица измерения? Вывели ее так: к величине в дюймах добавили величину, характеризующую толщину обеих стенок трубы.
Существует два вида труб, параметром для классификации которых служит трубной дюйм:
- Изделие с наружным диаметром 33, 249 мм;
- Изделие с наружным диаметром 21,25 мм.
Дюймовая резьба – это совокупность параметров, необходимых для соединения труб, фитингов и иных деталей. От метрической, помимо всего прочего, она отличается такими особенностями, как:
- Заостренные гребни-впадины;
- Закругленные вершины возвышенностей.

В бытовых условиях чаще всего можно встретить трубы со следующими параметрами и размерами, определяемыми ГОСТ:
- Резьба 14 ниток на 1 дюйм. При этом шаг равняется 1,814 мм. Диаметр может составлять ½ или ¾;
- 11 ниток на 1 дюйм. При этом шаг равняется 2,309 мм. Диаметр может составлять 1, 1 ¼, 1 1/2, 2.
Дюймовая резьба выполняется только на трубопроводах, размеры которых не превышают 6″. Если параметры трубы больше, монтируется в систему она посредством сварочных работ. Ее обозначения по ГОСТ: G (значение прохода элементов, обозначенное в дюймах), А, В (степень точности диаметров).

Для выбора труб с дюймовой нарезкой требуется знание множества параметров. Для этой цели существует ряд таблиц, в которых указаны все важные значения. Существуют таблицы, из которых можно узнать шаги и их соотношение с нитками на один дюйм. Так вы сможете быстро и просто ознакомиться со всей необходимой информацией. Все нужные таблицы вы найдете на нашем сайте. Они помогут в работе с трубами не только любителям, но и профессионалам.
studvesna73.ru