Трубогиб ив3428 технические характеристики – Трубогибочная машина ИВ3428 для гибки трубы
alexxlab | 30.05.2019 | 0 | Вопросы и ответы
Трубогибочная машина ИВ3428 для гибки трубы
Технические характеристики
| Наибольший диаметр изгибаемой трубы, мм | 63 |
| Наименьший диаметр изгибаемой трубы, мм | 25 |
| Толщина стенки изгибаемой трубы, мм | 4 |
| Наибольший внутренний радиус гибочного инструмента, мм | 320 |
| Наименьший внутренний радиус гибочного инструмента, мм | 1,5D |
| Расстояние от оси центра гибочного ролика до места превышения конца оправки, мм | 3000 |
| Угол поворота гибочного инструмента, град. | 210 |
| Частота вращения гибочного инструмента, об/мин | 1,2…2,6 |
| Мощность электродвигателя, кВт | 5,5 |
| длина мм | 3500 |
| ширина мм | 1370 |
| высота мм | 1440 |
| Масса, кг | 1250 |
Машины трубогибочные ИВ3428 предназначены для гибки труб в холодном состоянии с оправкой (дорном) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 320 мм.
Машины трубогибочные с механическим приводом могут быть оснащены электронным блоком управления с возможностью программирования угла гиба, а также имеется многопрограммный режим 8 программ до 8 гибов в каждой программе, дающий возможность регулировать скорость гиба (8 ступеней скорости).
Наличие электронного блока управления дает следующие преимущества:
- Плавность начала и конца гибки, более точная обработка угла гиба за счет перехода на “ползучую” скорость, безударное трогание и останов двигателя.
- Наличие в машинах гибочных штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине.
- При гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%.
- К гибочному станку прилагается за отдельную плату комплект роликов и дорнов, обеспечивающих гибку труб разных диаметров.
- Простота и надежность конструкции механического привода, легкость в обслуживании обеспечивают эффективность применения машины гибочной при гибке труб как крупными, так и мелкими партиями.
|
АРГУМЕНТЫ |
НАГРАДЫ |
ОТЗЫВЫ |
МОДЕЛЬНЫЙ РЯД |
ao-dolina.com
ИВ3428 Трубогиб электрический. Схемы, описание, характеристики
Сведения о производителе машины трубогибочной ИВ3428
Изготовитель машины трубогибочной ИВ3428 – Саранинский звод кузнечно-прессового оборудования. Завод основан в 1887 году, как завод по производству сельскохозяйственной техники. С 1946 года завод специализируется на производстве кузнечно-прессового оборудования. Свердловская область, п. Сарана Красноуфимский р-н. Адрес сайта: http://kpo.ru
Другой изготовитель машины трубогибочной ИВ3428 – ПромСтройМаш МП, ООО г. Оренбург. Адрес сайта: http://stanki-zavod.ru
ИВ3428 Трубогиб c электромеханическим приводом. Назначение и область применения
Машина ив3428 разработана в 1982 году взамен модели ГСТМ-21М и серийно выпускалась с 1984 года. Разработчик ПО КПО г. Азов. Изготовитель – Завод КПО г. Сарана.
Трубогиб электромеханический модели ИВ3428 может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства.
Основные параметры машины листогибочной ив3428:
- Наибольший наружный диаметр – 63 мм
- Наибольшая толщина стенки изгибаемой трубы – 4,0 мм
- Наибольшая длина изгибаемой трубы – 3000 мм
- Наибольший радиус гибочного сектора (внутренний) – 320 мм
- Угол поворота гибочного сектора – 210°
- Расстояние от оси гибочного сектора до места крепления конца оправки – 3000 мм
- Мощность привода – 6,3 кВт
- Вес машины полный – 1,2 т
Гибочный станок ИВ3428, предназначен для гибки труб в холодном состоянии с оправкой (дорном) и без нее методом наматывания трубы на гибочный ролик c минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 320 мм. И возможностью увеличения радиуса гиба до 500 мм (за отдельную плату).
Машины трубогибочные с механическим приводом оснащены электронным блоком включающего в себя системы управления двигателем через реверсивный магнитный пускатель «Вперѐд», «Назад».
Пульт управления на базе контроллера с 4-х значным индикатором используется для задания «Угла гиба», отслеживания текущего процесса гиба по датчикам «Угла» и «Исходное», и управлением остановом в заданной точке. При этом, для точности отработки «угла гиба», используется принцип останова двигателя методом «противовключения». Точность выполнения угла гиба 1-2 градуса.
Система управления имеет «ручной» и «автоматический» режимы работы станка.
Дорн применяется для предотвращения образования овальности и гофров. Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.
Преимущества ИВ3428 – трубогиба c электромеханическим приводом:
- наличие в машине гибочной штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине
- при гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%
По просьбе заказчика предусмотрено изготовление специального инструмента гибкого дорна, позволяющего производить гибку прямоугольных, квадратных, эллипсных и тонкостенных труб (толщина стенки не менее 1 мм), труб из легированных и цветных металлов, уголка, швеллера и других профилей. По требованию заказчика расстояние от оси центра гибочного инструмента до места крепления конца оправки может быть увеличен до 6000 мм. Простота и надежность конструкции механического привода легкость в обслуживании обеспечивают эффективность применения машины гибочной при гибке труб как крупными, так и мелкими партиями.
С марта 2015 года планируются к выпуску опытные образцы трубогибочных станков моделей ИВ3428М, где будет установлена система управления на базе сенсорной панели оператора в комплексе с частотным приводом так и без него. На базе сенсорной панели оператора расширяются возможности интерфейсного меню:
- увеличивается количество программ (до 100 программ по 16 гибов в каждой), с возможностью привязки их к номеру чертежа изделия.
- увеличиваются возможности по настройке системы управления к станкам разных типов, по управлению дополнительными механизмами (дорн, зажим, смазка) и датчиками (индуктивные датчики, датчики оборотов –энкодеры), а также в применении частотных приводов от разных производителей
- есть возможность настройки на тип станка, параметры редукторов, дополнительные функции управления
Общая компоновка и особенности трубогиба ИВ3428
Трубогиб электромеханический модели ИВ3428 состоит из следующих основных узлов:
- Станина ИВ3428-11-001
- Редуктор ИВ3428-21-001
- Привод ИВ3428-22-001
- Привод ИВ3428-22-001
- Балка ИВ3428-31-001
- Механизм поджима ИВ3428-32-001
- Механизм выдергивания дорна ИВ3428-33-001
- Штанга разметочная ИВ3428-51-001
- Электрооборудование ИВ3428-91-001
- Шкаф управления ИВ3428-92-001
- Пульт управления ИВ3428-93-001
- Инструмент ИВ3428-65-001
- Кнопка ОБЩИЙ СТОП
- Кнопки переключения углов гиба
- Кнопка СЕТЬ
- Кнопка РАБОЧИЙ ХОД гибочного инструмента
- Кнопка ОБРАТНЫЙ ХОД гибочного инструмента
- Индикатор
Пульт управления трубогибом
Стандарный комплект поставки станка ИВ3428
- ИВ3428-00-001 Машина трубогибочная с механическим приводом 1
- ИВ3428-65-001 Ролик 3/4″
- ГСТМ-21М-31-415 Муфта М12 1
- ГСТМ-2Ш-31-416 Муфта М16 1
- Н4518-92Б-407 Ключ электрошкафа 1
- ГСТМ-21М-31-101 Колодка призматическая 1
- ГСТМ-2Ш-21-413 Планка 5
- ИВ3428-00-001 РЭ Машина трубогибочная с механическим приводом. Руководство по эксплуатации. 1
Принцип работы трубогиба ИВ3428
Гибка труб на машине производится методом наматывания изгибаемой трубы на гибочный ролик. Труба помещается в ручей гибочного ролика и закрепляется в нем с помощью эксцентрика. Призматической колодкой труба В процессе гибки прижимается к гибочному ролику. Приводимый во вращательное движение гибочный ролик увлекает за собой трубу, которая, находясь в ручье между гибочным роликом и колодкой, стаскивается с дорна и изгибается. Дорн примемяется для предотвращения образования овальности и гофров.
Можно производить гибку без дорна, если не предъявляются высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.
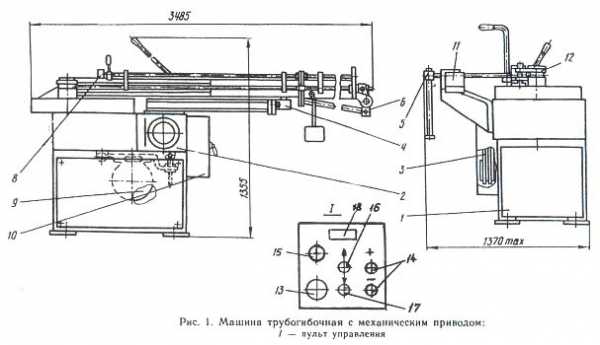
ИВ3428 Общий вид трубогиба электромеханического





ИВ3428 Расположение составных частей трубогиба
ИВ3428 Кинематическая схема электромеханического трубогиба
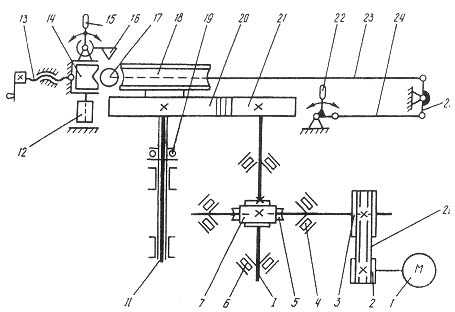
- электродвигатель; N=5,5 k W, n=1000 об/мин
- шкив ø125 мм
- шкив ø190 мм
- подшипник 7311 ГОСТ 333-79
- колесо червячное, z=60, m=8
- подшипник 7217 ГОСТ 333-79
- червяк, z=l, m=8
- ползушка
- винт
- колодка призматическая
- рукоятка штанги разметочной
- упор
- дорн
- ролик гибочный
- подшипник 8224 ГОСТ 6874-75
- шестерня, z=64, m=8
- шестерня,, z=16, m=8
- рычаг выдергивания дорна
- тяга дорна
- тяга
- серьга
- ремень клиновой Б – 1250 ГОСТ 1284.1-89
Крутящий момент от электродвигателя 1 (рис. 2) с помощью клиноремен-ной передачи через шкивы 2, 3, червячную пару 5, 7 и цилиндрическую зубчатую открытую передачу 21, 20 передается на гибочный ролик 18, жестко связанный с шестерней 20.
Перемещением ползушки 12 балка настраивается на требуемый радиус гибки. Винтом 13 призматическая колодка 14 прижимается к трубе. Рукояткой 15 поднимаются и опускаются передвижные упоры 16 разметочной штанги.
Рычагом 22 через тягу 24, серьгу 25, тягу 23 выдергивается из зоны защемления в трубе дорн 17.
ИВ3428 Чертеж редуктора трубогиба
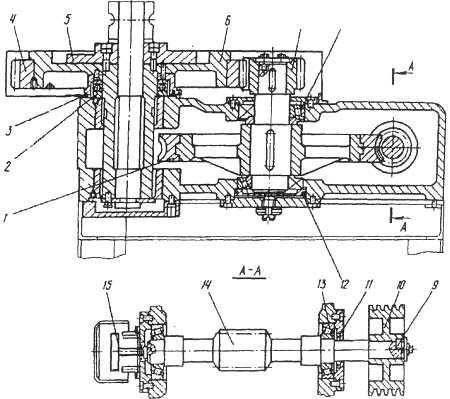
Редуктор (рис 3), состоящий из червячной пары 14, 1 а цилиндрической зубчатой пары 7, 4, установлен на станине, представляющей собой сварную раму, закрытую с боков съемными крышками. На поворотном диске 6, жестко связанном с шестерней 4, закреплены две шпонки 5, через которые передается крутящий момент гибочному ролику.
Сменный шкив 10 клиноременной передачи соединяется с червяком 14 при помощи планки 9, выполняющей роль шпонки и срезного предохранителя от перегрузок по крутящему моменту.
Установленные на машине шкивы обеспечивают частоту вращения поворотного диска 2,5 об/мин. Для изменения частоты вращения поворотного диска на 5,8 min-1 поменяйте местами ведомый и ведущий шкивы.
В пульт управления установлен электронный блок, служащий для отключения электродвигателя, при достижении поворотным диском заданного угла гиба или исходного положения при обратном ходе. Заданный угол гиба высвечивается на индикаторе 18. Угол гиба устанавливается кнопками «+» иди «-» на пульте управления.
Балка, установленная в сварном кронштейне, закрепленном на верхней плоскости редуктора, может поворачиваться вокруг цапфы и имеет поперечное перемещение. На балке установлены: имеющая продольное перемещение призматическая колодка поджима трубы, система рычагов и тяг выдергивания дорна и штанги с откидными упорами. Для удобства транспортирования балка, штанга и тяги выполнены разъемными. Приводной электродвигатель подвешен на подмоторной плите, шарнирно соединенной с корпусом редуктора. Натяжение клиновых ремней осуществляется при помощи гаек.
ИВ3428 готовые изделия трубогиба
ИВ3428 Трубогиб электрический. Видеоролик.
Технические характеристики трубогиба электромеханического ИВ3428
| Наименование параметра | ИВ3428 | |
|---|---|---|
| Наибольшие размеры изгибаемой трубы с пределом текучести δт=250 МРа (25кгс/мм2) | ||
| наружный диаметр D, мм | 76 | |
| толщина стенки S, мм | 4,5 | |
| Наименьший диаметр изгибаемой трубы, мм | 25 | |
| Внутренний радиус гибочного инструмента R, мм | 36,6..320 | |
| Угол поворота гибочного инструмента, град | 210 | |
| Электрооборудование и привод пресса | ||
| Количество электродвигателей, кВт | 1 | |
| Электродвигатель главного привода М1, кВт | 7,5 | |
| Габарит и масса пресса | ||
| Габарит (длнна х ширина х высота), мм | 3485 х 1370 х 1355 | |
| Масса пресса, кг | 1250 |
Полезные ссылки по теме
Каталог справочник гидравлических и механических листогибочных прессов
Паспорта и руководства по эксплуатации гидравлических и механических листогибочных прессов
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
ИВ3428М Трубогибочная машина ИВ 3428М с дорном
Трубогибочная машина ИВ 3428М с дорном
Артикул :PSMK120010
ПромСтройМаш является непосредственным производителем ИВ3428М Мы производим и продаём Трубогибочная машина ИВ 3428М с дорном во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан, Украина. ИВ3428М нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить ИВ3428М вы можете непосредственно у нас или у наших дилеров.
Технические характеристики ИВ3428М
| Размеры изгибаемой трубы с пределом текучести σт=250 МПа (25 кгc/мм2): |   |
|   - Наибольший диаметр изгибаемой трубы, мм | 63 |
|   - Толщина стенки изгибаемой трубы, мм | 4 |
|   - Наименьший диаметр изгибаемой трубы, мм | 25 |
| Наибольший внутренний радиус гибочного инструмента, мм | 320 |
| Наименьший внутренний радиус гибочного инструмента, мм | 1,5D/2,0D |
| Наибольший угол поворота гибочного инструмента, град. | 210 |
| Наименьшая частота вращения гибочного инструмента, об/мин | 2,5 |
| Наибольшая частота вращения гибочного инструмента, об/мин | 5 |
| Расстояние от оси центра гибочного инструмента до места крепления конца оправки, мм | 3000/6000 |
| Наибольший крутящий момент на оси гибочного сектора, кН.м (тс.м) | 10 (1.0) |
| Напряжение силовой цепи, В | 380 |
| Электродвигатель привода, тип | 4А132М8/4 |
| Мощность электродвигателя, кВт | 4,2/7,1 |
| Частота вращения электродвигателя, об/мин | 720/1440 |
| Высота оси гиба над уровнем пола, мм | 980 |
| Габаритные размеры машины: |   |
|   - слева-направо (мм) | 3500 |
|   - спереди-назад (мм) | 1400 |
|   - высота мм | 1160 |
| Масса, кг | 1550 |
| Транспортные габариты ,высота/ширина/длина (мм) | 1300/800/1800 |
| Технические изменения, существенно не влияющие на характеристики машины, завод-изготовитель оставляет за собой | !!! |
После приемки трубогибочных машин отделом ОТК, машины переводятся в транспортное положения для уменьшения габаритов, облегчения проведения погрузочно разгрузочных работ. Для этого частично демонтируются выступающие детали трубогибочных машин (пульт управления, кронштейн, винт кронштейна, груз) и укладываются на деревянный поддон внутри станины, складывается в транспортное положение механизм выдергивания дорна. При монтаже оборудования, покупатель собственными силами или пользуясь рекомендациями специалистов Машиностроительного Предприятия “ПромСтройМаш” приводит машину в рабочее положение. Данное решение принято вследствие частых поломок трубогибочных машин при перевозке
Транспортные габариты трубогибочных машин с механическим приводом модели ИВ3428М ИВ3429М
- Высота-1300мм
- Ширина-800мм
- Длина-1800мм



Трубогиб электромеханический модели ИВ3428М может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства
Гибочный станок ИВ3428М, предназначен для гибки труб в холодном состоянии с оправкой (дорном*) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 2 диаметра трубы, максимальный радиус гиба 320 мм. И возможностью увеличения радиуса гиба до 500 мм (за отдельную плату).
Машины трубогибочные с механическим приводом оснащены электронным блоком включающего в себя системы управления двигателем через реверсивный магнитный пускатель «Вперёд», «Назад». Пульт управления на базе контроллера с 4-х значным индикатором используется для задания «Угла гиба», отслеживания текущего процесса гиба по датчикам «Угла» и «Исходное», и управлением остановом в заданной точке. При этом, для точности отработки «угла гиба», используется принцип останова двигателя методом «противовключения». Точность выполнения угла гиба 1-2 градуса. Система управления имеет «ручной» и «автоматические» режимы работы станка.
Дорн применяется для уменьшения образования овальности и гофров. По ГОСТ 17380-2001 овальность не более 6%. Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1. Внимание! При выставлении угла гиба необходимо учитывать пружинность труб (является следствием состава материала трубы и определяется опытным путем).
Преимущества:
- небольшая стоимость, простая и надёжная схема управления
- наличие в машине гибочной штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине
- при гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%
Недостатки: нет управления скоростью гиба, управление двигателем в таком режиме приводит к «ударным» нагрузкам на механизмы станка, для более мощных станков (более 7,5 кВт) применение данной системы не целесообразно, ввиду повышенного износа механических деталей станка. Стоимость и конфигурация дополнительного инструмента рассчитывается для каждого клиента индивидуально.
По просьбе заказчика предусмотрено изготовление специального инструмента гибкого дорна, позволяющего производить гибку прямоугольных, квадратных, эллиптических и тонкостенных труб (толщина стенки не менее 1 мм), труб из легированных и цветных металлов, уголка, швеллера и других профилей. По требованию заказчика расстояние от оси центра гибочного инструмента до места крепления конца оправки может быть увеличен до 6000 мм. Простота и надежность конструкции механического привода легкость в обслуживании обеспечивают эффективность применения машины гибочной при гибке труб как крупными, так и мелкими партиями.
На данный момент выпускаются опытные образцы трубогибочных станков моделей ИВ3428М, где установливается система управления на базе сенсорной панели оператора в комплексе с частотным приводом так и без него. На базе сенсорной панели оператора расширяются возможности интерфейсного меню:
- увеличивается количество программ (до 100 программ по 16 гибов в каждой), с возможностью привязки их к номеру чертежа изделия.
- увеличиваются возможности по настройке системы управления к станкам разных типов, по управлению дополнительными механизмами (дорн, зажим, смазка) и датчиками (индуктивные датчики, датчики оборотов –энкодеры), а также в применении частотных приводов от разных производителей
- есть возможность настройки на тип станка, параметры редукторов, дополнительные функции управления
Общая компоновка и особенности трубогиба ИВ3428М
Трубогиб электромеханический модели ИВ3428М состоит из следующих основных узлов:
- Станина
- Редуктор
- Привод
- Балка
- Механизм поджима
- Механизм выдергивания дорна
- Штанга разметочная
- Электрооборудование
- Шкаф управления
- Пульт управления
- Инструмент
Входит в стандартный комплект и стоимость станка ИВ3428М
- Машина трубогибочная с механическим приводом – 1 шт.
- Ролик 3/4 – 1шт.
- Руководство по эксплуатации. – 1 шт.
Поставляется по требованию заказчика за отдельную плату к станку ИВ3428М
- Стандартный комплект инструмента:
- Ролик 1
- Ролик 1¼
- Ролик 1½
- Ролик 2
- Дополнительный комплект инструмента (для изготовления потребуется от заказчика: диаметр трубы, толщина стенки трубы, средний радиус гиба трубы)
- Станина
- Редуктор
- Привод
- Балка
- Механизм поджима
- Механизм выдергивания дорна
- Штанга разметочная
- Электрооборудование
- Шкаф управления
- Пульт управления
- Колесо червячное ИВ3428-21-051СБ
- Втулка ИВ3428-21-103
- Червяк ИВ3428-21-406
Порядок установки трубогиба ИВ3428П
- Трубогиб ИВ3428П поставляется в частично разобранном виде.
- После распаковки осмотрите машину и проверьте комплектность согласно упаковочной ведомости.
- Зачаливание машин для подъема производите согласно схеме Для уравновешивания массы перед зачаливанием необходимо повернуть механизм гибки 3 на 180 ̊ от находного положения, для чего:
- Отверните кожух вентилятора электродвигателя;
- растормозите тормоз 7 (см. рис. 4), сжав его пружину рычагом через систему тяг и подложив подкладку необходимой толщины;
- вращая вал электродвигателя за крыльчатку вентилятора против часовой стрелки, поверните механизм зажима на 180 ̊.
- Антикоррозийное покрытие снимите неметаллическим скребком, затем обтирочным материалом, отмоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит или другие). Очищенные места покройте тонким слоем жидкого индустриального масла.
- Трубогиб ИВ3428П устанавливается на фундамент
- При установке трубогиба на фундамент производите оборку его в следующем порядке:
- приверните раму к корпусу редуктора;
- установите тяги и пружину механизма выдергивания дорна;
- установите канат и груз возврата поджимной колодки;
- поставьте на место ограждение;
- смонтируйте разметочную штангу;
- приверните к раме к корпусу редуктора электрошкаф и соедините провода согласно схеме соединений
- Трубогиб ИВ3428П следует выверить на фундаменте по уровню. Уровень устанавливается на верхней плоскости корпуса редуктора; отклонение от горизонтальности до 3-х мм на длине 1000 мм в продольном и поперечном направлениях.
- Заземление машины производится через специальные болты (винты) на станине и корпусе электрошкафа в соответствии с действующими правилами.
- Подводку сети к электрошкафу выполнить проводом сечением не менее 2,5 мм2
- Залить работу машины на холостом ходу.
- Опробовать работу трубогиба на холостом ходу
Порядок работы на трубогибе ИВ3428П
- Настройка трубогиба ИВ3428П
- Настройку трубогиба на требуемые диаметры труб и радиусы гибки производить в следующем порядке:
- установить соответствующий гибочный ролик, зажимную губку, дорн, поджимную колодку (желоб) или ролики;
- закрепить опору тяги дорна на поперечной балке, так, чтобы расстояние между осями машины и тяги дорна ровнялось радиусу гибки. При этом опоры 6,7 (см. рис. 100 разметочной штанги также переместить и закрепить с таким расчетом, чтобы штанга стала параллельно оси машины;
- отрегулировать при помощи гаек на тягах положение дорна так, чтобы начало скругления головки дорна совпало с условной линией, проходящей через центр гибочного ролика перпендикулярно к продольной оси машины;
- зажимную губку 3 (см. рис. 50 с кронштейном 9 отодвинуть по ползуну 2 на расстояние не менее 80 мм от гибочного ролика;
- включив рабочий ход, повернуть механизм гибки на 90 ̊ …120 ̊ от исходного положения;
- одеть на дорн отрезок трубы соответствующего диаметра длиной 800 … 1000 мм, при этом конец трубы должен выходить за ось гибочного ролика на 100 … 200 мм;
- подвести и закрепить на ползуне 2 (см. рис. 6) кронштейн 3 механизма поджима и поджимным желобом 6 так, чтобы труба одновременно касалась ручьев гибочного ролика и поджимного желоба;
грубая регулировка положения поджимного желоба на ползуне осуществляется перестановкой прихвата в поперечных пазах ползуна, а точная винтом;
- снять трубу с дорна и перемещением зажимной губки с кронштейном механизма зажима зажать отрезок трубы между гибочным роликом и губкой, усилие зажима должно обеспечить прилегание трубы к ручью ролика без ее деформации.
ВНИМАНИЕ!
Пережим трубы ведет к поломке оси шатуна 10 в механизме зажима, т.к. в этом случае усилие гибки будет передаваться с колеса 4 на корпус I не через упор 7, а через шатун 5 и оси. - включив обратный ход, разжать и снять трубу, вернуть механизмы в исходное положение;
- отпустить гайку 9 прибора установки угла гиба, установить требуемы углы гиба с учетом пружинения трубы, поворачивая кольца 5 с лимбами 7 относительно рисок на неподвижных дисках 8, затянуть гайку;
- ) расставить упоры 2 на разметочной штанге на требуемое расстояние от оси гибочного ролика;
- произвести пробную гибку трубы и по ее результатам при необходимости сделать корректировку.
- При разработке чертежей инструмента для гибки труб нужного размера в качестве образца используйте поставляемые с машиной чертежи инструмента для гибки водогазопроводных труб ¾ ̎; 1 ¼ ̎; 1 ½ ̎; 2 ̎ и следующие рекомендации:
- диаметр дорна должен быть на 1 … 2,5 мм меньше внутреннего диаметра трубы
- длина дорна должна быть равной 2,5…4,5 мм диаметра дорна
- радиус ручья гибочного ролика и прижимной губки должен быть больше радиуса трубы на 0,15…0,6 мм
- при гибки тонкостенных труб лучшее качество гиба может быть получено применением вместо призматической колодки поджимного желоба с цилиндрическим ручьем, соответствующим диаметру трубы
- при гибки толстостенных труб на большой радиус вместо поджимной колодки или желоба можно применять опорные ролики с ручьем как и на гибочном ролике, устанавливаемые на осях кронштейна 3 9см
- Минимальный допустимый по прочности машины радиус гиба в зависимости от диаметра и толщины стенки трубы можно определить по номограмме
Принятые обозначения:
Д – наружный диаметр трубы в мм;
S – толщина стенки трубы в мм;
R – радиус изгиба слоя, проходящего через центр тяжести поперечного сечения
R/Д – относительный радиус изгиба.Пример пользования номограммой.
Требуется загнуть трубу Д = 50 мм, S = 7 мм,
Gт = 250 МПа (25 кгс/мм2) на минимальный радиус
По номограмме находим r =2. Следовательно
Rmin=r×Д=2×50=100 мм.
- Настройку трубогиба на требуемые диаметры труб и радиусы гибки производить в следующем порядке:
Регулировка трубогиба ИВ3428П
- По мере износа тормозных накладок увеличивается инерционный поворот гибочного механизма после отключения электродвигателя. Для регулирования тормоза необходимо подтянуть гайки пружины стяжки в верхней части тормоза.
- Вследствие износа фрикционных накладок возможно пробуксовывание предохранительной муфты. Регулирование муфты производить при гибке трубы Ø 60 x 4 мм при радиусе гиба 92,5 мм. гайки поджима пружины муфты отвернуть на 3 оборота от полностью затянутого положения и начать гибку. Делая пробные гибы, подтягивать гайки на 1/6 оборота до устранения пробуксовки.
- При недостаточности крутящего момента для перемещения ползуна поджима производится регулировка фрикционной муфты механизма поджима, осуществляемая подтяжкой гаек 7 (см. рис. 6).
- в случае поворота корпуса механизма гибки до окончания зажима трубы, необходимо подтянуть болт тормоза II (см. рис. 5)
- Для регулировки в приборе установки угла гиба (см. рис. 8) микропереключателей, установить нажимные кулачки против роликов микропереключателей и подвинуть блок за счет овальных пазов до срабатывания микропереключателей. Момент срабатывания микропереключателей определяется с помощью омметра или на слух «по щелчку» При регулировке исходного положения лимбов прибора необходимо установить кольца 5 так, чтобы нажимные кулачки 6 включили микропереключатели 12, затем, ослабив винты II, повернуть лимбы до совмещения нулевых рисок лимбов с рисками на неподвижных дисках 8.
Для регулировки исходного положения механизма гибки ослабить винт 10 и, поворачивая кольцо 4 против часовой стрелки, установить его так, чтобы нажимной кулачок 6 перешел 15 … 17 мм. За положение включения микропереключателя, винт 10 затянуть. Включить рабочий, а после остановки обратный ход. Если корпус механизма гибки не дойдет до исходного положения, то кольцо 4 необходимо повернуть в обратную сторону на угол, соответствующий неточности останова корпуса. Регулировка продолжается до точности останова корпуса механизма гибки в исходном положении, т.е. он должен плавно, без удара доходить до упорного болта 8 (см. рис. 6), установленного на корпусе механизма поджима. - Регулировка натяжения цепи привода прибора установки угла гиба осуществляется перемещением корпуса прибора на овальных пазах, а также стяжкой с правой и левой резьбой, соединяющей цепь.
чертеж ИВ 3428, трубогиб ив3428 б/у цена Машина трубогибочная ИБ 3428 машина трубогибочная ив-3428 установочный чертеж. ИВ3428, ив 3428 цена саранский КПО иб 3428 ив-3428. станок трубогибочный ИВ-3428 цена, Трубогибочная машина ИВ 3428 цена трубогиб И3428 ив 3428. станок ив 3428 б.у купить, трубогибный станок б/у 28 мм ИВ 3428 б/у трубогиб И-3428 масса. цены трубогиб ИВ3428, оснастка для трубогиба ИВ 3428 купить куплю трубогибочный станок б/у ив 3428 и3428. ив3428 цена, машина трубогибочная ИВ-3428 цена трубогибный станок 28 мм труба машина трубогибочная ИВ3428 цена. трубогибочный станок с дорном ИБ3428, куплю ив3428 цена гибочной машины ИВ 3428 ив3428 техномаш. Куплю ИВ 3428, Трубогибочный станок ИВ3428 скачать бесплатно техническую документацию на Трубогибочный станок ИВ-3428 станок гибочный ИВ 3428. Машина тробогибочная ИБ3428 цена б/у,
www.stanki-zavod.ru
ИВ3428П Трубогибочная машина ИВ 3428П с дорном
Трубогибочная машина ИВ 3428П с дорном
Артикул :PSMK121010
ПромСтройМаш является непосредственным производителем ИВ3428П Мы производим и продаём Трубогибочная машина ИВ 3428П с дорном во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан, Украина. ИВ3428П нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить ИВ3428П вы можете непосредственно у нас или у наших дилеров.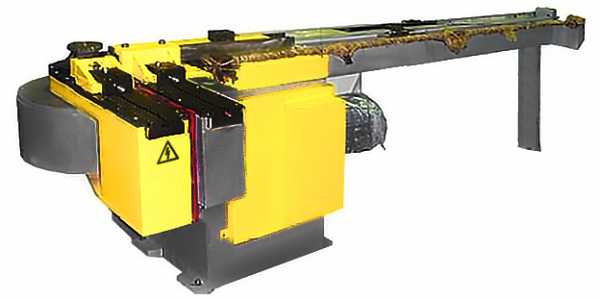
Трубогиб электромеханический модели ИВ3428П может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства.
Технические характеристики ИВ3428П
| Размеры изгибаемой трубы с пределом текучести σт=250 МПа (25 кгc/мм2): |   |
|   - Наибольший диаметр изгибаемой трубы, мм | 63 |
|   - Толщина стенки изгибаемой трубы, мм | 4 |
|   - Наименьший диаметр изгибаемой трубы, мм | 25 |
| Наибольший внутренний радиус гибочного инструмента, мм | 320 |
| Наименьший внутренний радиус гибочного инструмента, мм | 38 |
| Наибольший угол поворота гибочного инструмента, град. | 210 |
| Наименьшая частота вращения гибочного инструмента, об/мин | 2,5 |
| Наибольшая частота вращения гибочного инструмента, об/мин | 5,8 |
| Расстояние от оси центра гибочного инструмента до места крепления конца оправки, мм | 4000/6000 |
| Наибольший крутящий момент на оси гибочного сектора, кН.м (тс.м) | 10 |
| Напряжение силовой цепи, В | 380 |
| Электродвигатель привода, тип | АИР132М6 |
| Мощность электродвигателя, кВт | 7,5 |
| Частота вращения электродвигателя, об/мин | 1000 |
| Высота оси гиба над уровнем пола, мм | 985 |
| Габаритные размеры машины: |   |
|   - слева-направо (мм) | 4700 |
|   - спереди-назад (мм) | 1140 |
|   - высота мм | 1160 |
| Масса, кг | 1550 |
| Технические изменения, существенно не влияющие на характеристики машины, завод-изготовитель оставляет за собой | !!! |
Гибочный станок ИВ3428П предназначен для гибки труб в холодном состоянии с оправкой (дорном*) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 320 мм.
В настоящее время для трубогибочного станка модели ИВ3428П используется схема управления двигателем через частотный привод, который позволяет управлять процессом гибки «плавно», на разных скоростях гиба, с большой точностью отработки заданных параметров. Точность выполнения угла гиба 0,3-0,5 градуса (при повторных гибах). Пульт управления на базе контроллера с ЖКИ-индикатором имеет более расширенное «меню» пользователя: «Ручной» и «Автоматический» режимы работы, режим работы по «Программе» – по заданной программе последовательных гибов (до 8 программ с 8 углами гиба в каждой).
Дорн применяется для уменьшения образования овальности и гофров. ПО ГОСТ 17380-2001 овальность не более 6% Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.
При гибке труб необходимо учитывать их пружинистость (является следствием состава трубы и определяется опытным путём)
Преимущества:
- применение частотного привода для двигателя повышает точность измерения и отработки параметров гиба (угол, скорость), увеличивается ресурс работы механизмов станка, т.к. отсутствуют «ударные» нагрузки. Расширенные возможности интерфейса управления, запоминание отработанных программ, позволяют изготавливать изделия с разными технологиями процесса изгибания, что особенно важно для изделий из тонкостенных труб и разных материалов.
- наличие в машине гибочной штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине.
- при гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%.
- зажим трубы, поджим желоба, выдергивание оправки из зоны защемления в трубе выполняются автоматически.
Недостатки: увеличение цены на систему управления.
В стандартной заводской комплектации поставляется с одним комплектом роликов на минимальный радиус и диаметр:
- По просьбе заказчика предусмотрено изготовление специального инструмента гибкого дорна, позволяющего производить гибку прямоугольных, квадратных, эллипсных и тонкостенных труб (толщина стенки не менее 1 мм), труб из легированных и цветных металлов, уголка, швеллера и других профилей.
- По требованию заказчика расстояние от оси центра гибочного инструмента до места крепления конца оправки может быть увеличен до 6000 мм.
На данный момент выпускаются опытные образцы трубогибочных станков моделей ИВ3428П, где установливается система управления на базе сенсорной панели оператора в комплексе с частотным приводом так и без него. На базе сенсорной панели оператора расширяются возможности интерфейсного меню:
- увеличивается количество программ (до 100 программ по 16 гибов в каждой), с возможностью привязки их к номеру чертежа изделия.
- увеличиваются возможности по настройке системы управления к станкам разных типов, по управлению дополнительными механизмами (дорн, зажим, смазка) и датчиками (индуктивные датчики, датчики оборотов – энкодеры), а также в применении частотных приводов от разных производителей
- есть возможность настройки на тип станка, параметры редукторов, дополнительные функции управления.
Общая компоновка и особенности ИВ3428П
Трубогиб электромеханический модели ИВ3428П состоит из следующих основных узлов:
- Рама
- Редуктор
- Механизм гибки и зажима
- Механизм поджима
- Механизм выдергивания дорна
- Штанга разметочная
- Комплект инструмента
- Ограждение
- Электрооборудование
- Электрошкаф
- Электропанель
- Пульт управления
Входит в стандартный комплект поставки трубогиба ИВ3428П
- Машина трубогибочная с механическим приводом – 1 шт.
- Ролик 3/4 – 1 шт.
- Руководство по эксплуатации. – 1 шт.
Поставляется по требованию заказчика за отдельную плату к трубогибу ИВ3428П
- Стандартный комплект инструмента:
- Ролик 1
- Ролик 1¼
- Ролик 1½
- Ролик 2
- Ролик 2½
- Дополнительный комплект инструмента (для изготовления потребуется от заказчика: диаметр трубы, толщина стенки трубы, средний радиус гиба трубы)
- Рама
- Редуктор
- Механизм гибки и зажима
- Механизм поджима
- Механизм выдергивания дорна
- Штанга разметочная
- Комплект инструмента
- Ограждение
- Электрооборудование
- Электрошкаф
- Электропанель
- Пульт управления
- Червяк ИВ3428-21-419
- Колесо ИВ3428-21-050
- Шестерня ИВ3428-21-415
- Колесо ИВ3428-21-401
Порядок установки трубогиба ИВ3428П
- Трубогиб ИВ3428П поставляется в частично разобранном виде.
- После распаковки осмотрите машину и проверьте комплектность согласно упаковочной ведомости.
- Зачаливание машин для подъема производите согласно схеме Для уравновешивания массы перед зачаливанием необходимо повернуть механизм гибки 3 на 180 ̊ от находного положения, для чего:
- Отверните кожух вентилятора электродвигателя;
- растормозите тормоз 7 (см. рис. 4), сжав его пружину рычагом через систему тяг и подложив подкладку необходимой толщины;
- вращая вал электродвигателя за крыльчатку вентилятора против часовой стрелки, поверните механизм зажима на 180 ̊.
- Антикоррозийное покрытие снимите неметаллическим скребком, затем обтирочным материалом, отмоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит или другие). Очищенные места покройте тонким слоем жидкого индустриального масла.
- Трубогиб ИВ3428П устанавливается на фундамент
- При установке трубогиба на фундамент производите оборку его в следующем порядке:
- приверните раму к корпусу редуктора;
- установите тяги и пружину механизма выдергивания дорна;
- установите канат и груз возврата поджимной колодки;
- поставьте на место ограждение;
- смонтируйте разметочную штангу;
- приверните к раме к корпусу редуктора электрошкаф и соедините провода согласно схеме соединений
- Трубогиб ИВ3428П следует выверить на фундаменте по уровню. Уровень устанавливается на верхней плоскости корпуса редуктора; отклонение от горизонтальности до 3-х мм на длине 1000 мм в продольном и поперечном направлениях.
- Заземление машины производится через специальные болты (винты) на станине и корпусе электрошкафа в соответствии с действующими правилами.
- Подводку сети к электрошкафу выполнить проводом сечением не менее 2,5 мм2
- Залить работу машины на холостом ходу.
- Опробовать работу трубогиба на холостом ходу
Порядок работы на трубогибе ИВ3428П
- Настройка трубогиба ИВ3428П
- Настройку трубогиба на требуемые диаметры труб и радиусы гибки производить в следующем порядке:
- установить соответствующий гибочный ролик, зажимную губку, дорн, поджимную колодку (желоб) или ролики;
- закрепить опору тяги дорна на поперечной балке, так, чтобы расстояние между осями машины и тяги дорна ровнялось радиусу гибки. При этом опоры 6,7 (см. рис. 100 разметочной штанги также переместить и закрепить с таким расчетом, чтобы штанга стала параллельно оси машины;
- отрегулировать при помощи гаек на тягах положение дорна так, чтобы начало скругления головки дорна совпало с условной линией, проходящей через центр гибочного ролика перпендикулярно к продольной оси машины;
- зажимную губку 3 (см. рис. 50 с кронштейном 9 отодвинуть по ползуну 2 на расстояние не менее 80 мм от гибочного ролика;
- включив рабочий ход, повернуть механизм гибки на 90 ̊ …120 ̊ от исходного положения;
- одеть на дорн отрезок трубы соответствующего диаметра длиной 800 … 1000 мм, при этом конец трубы должен выходить за ось гибочного ролика на 100 … 200 мм;
- подвести и закрепить на ползуне 2 (см. рис. 6) кронштейн 3 механизма поджима и поджимным желобом 6 так, чтобы труба одновременно касалась ручьев гибочного ролика и поджимного желоба;
грубая регулировка положения поджимного желоба на ползуне осуществляется перестановкой прихвата в поперечных пазах ползуна, а точная винтом;
- снять трубу с дорна и перемещением зажимной губки с кронштейном механизма зажима зажать отрезок трубы между гибочным роликом и губкой, усилие зажима должно обеспечить прилегание трубы к ручью ролика без ее деформации.
ВНИМАНИЕ!
Пережим трубы ведет к поломке оси шатуна 10 в механизме зажима, т.к. в этом случае усилие гибки будет передаваться с колеса 4 на корпус I не через упор 7, а через шатун 5 и оси. - включив обратный ход, разжать и снять трубу, вернуть механизмы в исходное положение;
- отпустить гайку 9 прибора установки угла гиба, установить требуемы углы гиба с учетом пружинения трубы, поворачивая кольца 5 с лимбами 7 относительно рисок на неподвижных дисках 8, затянуть гайку;
- ) расставить упоры 2 на разметочной штанге на требуемое расстояние от оси гибочного ролика;
- произвести пробную гибку трубы и по ее результатам при необходимости сделать корректировку.
- При разработке чертежей инструмента для гибки труб нужного размера в качестве образца используйте поставляемые с машиной чертежи инструмента для гибки водогазопроводных труб ¾ ̎; 1 ¼ ̎; 1 ½ ̎; 2 ̎ и следующие рекомендации:
- диаметр дорна должен быть на 1 … 2,5 мм меньше внутреннего диаметра трубы
- длина дорна должна быть равной 2,5…4,5 мм диаметра дорна
- радиус ручья гибочного ролика и прижимной губки должен быть больше радиуса трубы на 0,15…0,6 мм
- при гибки тонкостенных труб лучшее качество гиба может быть получено применением вместо призматической колодки поджимного желоба с цилиндрическим ручьем, соответствующим диаметру трубы
- при гибки толстостенных труб на большой радиус вместо поджимной колодки или желоба можно применять опорные ролики с ручьем как и на гибочном ролике, устанавливаемые на осях кронштейна 3 9см
- Минимальный допустимый по прочности машины радиус гиба в зависимости от диаметра и толщины стенки трубы можно определить по номограмме
Принятые обозначения:
Д – наружный диаметр трубы в мм;
S – толщина стенки трубы в мм;
R – радиус изгиба слоя, проходящего через центр тяжести поперечного сечения
R/Д – относительный радиус изгиба.Пример пользования номограммой.
Требуется загнуть трубу Д = 50 мм, S = 7 мм,
Gт = 250 МПа (25 кгс/мм2) на минимальный радиус
По номограмме находим r =2. Следовательно
Rmin=r×Д=2×50=100 мм.
- Настройку трубогиба на требуемые диаметры труб и радиусы гибки производить в следующем порядке:
Регулировка трубогиба ИВ3428П
- По мере износа тормозных накладок увеличивается инерционный поворот гибочного механизма после отключения электродвигателя. Для регулирования тормоза необходимо подтянуть гайки пружины стяжки в верхней части тормоза.
- Вследствие износа фрикционных накладок возможно пробуксовывание предохранительной муфты. Регулирование муфты производить при гибке трубы Ø 60 x 4 мм при радиусе гиба 92,5 мм. гайки поджима пружины муфты отвернуть на 3 оборота от полностью затянутого положения и начать гибку. Делая пробные гибы, подтягивать гайки на 1/6 оборота до устранения пробуксовки.
- При недостаточности крутящего момента для перемещения ползуна поджима производится регулировка фрикционной муфты механизма поджима, осуществляемая подтяжкой гаек 7 (см. рис. 6).
- в случае поворота корпуса механизма гибки до окончания зажима трубы, необходимо подтянуть болт тормоза II (см. рис. 5)
- Для регулировки в приборе установки угла гиба (см. рис. 8) микропереключателей, установить нажимные кулачки против роликов микропереключателей и подвинуть блок за счет овальных пазов до срабатывания микропереключателей. Момент срабатывания микропереключателей определяется с помощью омметра или на слух «по щелчку» При регулировке исходного положения лимбов прибора необходимо установить кольца 5 так, чтобы нажимные кулачки 6 включили микропереключатели 12, затем, ослабив винты II, повернуть лимбы до совмещения нулевых рисок лимбов с рисками на неподвижных дисках 8.
Для регулировки исходного положения механизма гибки ослабить винт 10 и, поворачивая кольцо 4 против часовой стрелки, установить его так, чтобы нажимной кулачок 6 перешел 15 … 17 мм. За положение включения микропереключателя, винт 10 затянуть. Включить рабочий, а после остановки обратный ход. Если корпус механизма гибки не дойдет до исходного положения, то кольцо 4 необходимо повернуть в обратную сторону на угол, соответствующий неточности останова корпуса. Регулировка продолжается до точности останова корпуса механизма гибки в исходном положении, т.е. он должен плавно, без удара доходить до упорного болта 8 (см. рис. 6), установленного на корпусе механизма поджима. - Регулировка натяжения цепи привода прибора установки угла гиба осуществляется перемещением корпуса прибора на овальных пазах, а также стяжкой с правой и левой резьбой, соединяющей цепь.
www.stanki-zavod.ru
ИВ3428П
Главная » Новости
Опубликовано: 27.08.2018
Трубогибочная машина ИВ 3428П с дорном
ПромСтройМаш является непосредственным производителем ИВ3428П Мы производим и продаём Трубогибочная машина ИВ 3428П с дорном во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан, Украина. ИВ3428П нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить ИВ3428П вы можете непосредственно у нас или у наших дилеров.Трубогиб электромеханический модели ИВ3428П может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства.
Технические характеристики ИВ3428П
| Размеры изгибаемой трубы с пределом текучести σт=250 МПа (25 кгc/мм2): |   |
|   - Наибольший диаметр изгибаемой трубы, мм | 63 |
|   - Толщина стенки изгибаемой трубы, мм | 4 |
|   - Наименьший диаметр изгибаемой трубы, мм | 25 |
| Наибольший внутренний радиус гибочного инструмента, мм | 320 |
| Наименьший внутренний радиус гибочного инструмента, мм | 38 |
| Наибольший угол поворота гибочного инструмента, град. | 210 |
| Наименьшая частота вращения гибочного инструмента, об/мин | 2,5 |
| Наибольшая частота вращения гибочного инструмента, об/мин | 5,8 |
| Расстояние от оси центра гибочного инструмента до места крепления конца оправки, мм | 4000/6000 |
| Наибольший крутящий момент на оси гибочного сектора, кН.м (тс.м) | 10 |
| Напряжение силовой цепи, В | 380 |
| Электродвигатель привода, тип | АИР132М6 |
| Мощность электродвигателя, кВт | 7,5 |
| Частота вращения электродвигателя, об/мин | 1000 |
| Высота оси гиба над уровнем пола, мм | 985 |
| Габаритные размеры машины: |   |
|   - слева-направо (мм) | 4700 |
|   - спереди-назад (мм) | 1140 |
|   - высота мм | 1160 |
| Масса, кг | 1550 |
| Технические изменения, существенно не влияющие на характеристики машины, завод-изготовитель оставляет за собой | !!! |
ИВ3428П станок трубогибочный работа и внешний вид
Гибочный станок ИВ3428П предназначен для гибки труб в холодном состоянии с оправкой (дорном*) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 320 мм.
В настоящее время для трубогибочного станка модели ИВ3428П используется схема управления двигателем через частотный привод, который позволяет управлять процессом гибки «плавно», на разных скоростях гиба, с большой точностью отработки заданных параметров. Точность выполнения угла гиба 0,3-0,5 градуса (при повторных гибах). Пульт управления на базе контроллера с ЖКИ-индикатором имеет более расширенное «меню» пользователя: «Ручной» и «Автоматический» режимы работы, режим работы по «Программе» – по заданной программе последовательных гибов (до 8 программ с 8 углами гиба в каждой).
Дорн применяется для уменьшения образования овальности и гофров. ПО ГОСТ 17380-2001 овальность не более 6% Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.
При гибке труб необходимо учитывать их пружинистость (является следствием состава трубы и определяется опытным путём)
Преимущества:
применение частотного привода для двигателя повышает точность измерения и отработки параметров гиба (угол, скорость), увеличивается ресурс работы механизмов станка, т.к. отсутствуют «ударные» нагрузки. Расширенные возможности интерфейса управления, запоминание отработанных программ, позволяют изготавливать изделия с разными технологиями процесса изгибания, что особенно важно для изделий из тонкостенных труб и разных материалов. наличие в машине гибочной штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине. при гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%. зажим трубы, поджим желоба, выдергивание оправки из зоны защемления в трубе выполняются автоматически.Недостатки: увеличение цены на систему управления.
В стандартной заводской комплектации поставляется с одним комплектом роликов на минимальный радиус и диаметр:
По просьбе заказчика предусмотрено изготовление специального инструмента гибкого дорна, позволяющего производить гибку прямоугольных, квадратных, эллипсных и тонкостенных труб (толщина стенки не менее 1 мм), труб из легированных и цветных металлов, уголка, швеллера и других профилей. По требованию заказчика расстояние от оси центра гибочного инструмента до места крепления конца оправки может быть увеличен до 6000 мм.На данный момент выпускаются опытные образцы трубогибочных станков моделей ИВ3428П, где установливается система управления на базе сенсорной панели оператора в комплексе с частотным приводом так и без него. На базе сенсорной панели оператора расширяются возможности интерфейсного меню:
увеличивается количество программ (до 100 программ по 16 гибов в каждой), с возможностью привязки их к номеру чертежа изделия. увеличиваются возможности по настройке системы управления к станкам разных типов, по управлению дополнительными механизмами (дорн, зажим, смазка) и датчиками (индуктивные датчики, датчики оборотов – энкодеры), а также в применении частотных приводов от разных производителей есть возможность настройки на тип станка, параметры редукторов, дополнительные функции управления.Общая компоновка и особенности ИВ3428П
Трубогиб электромеханический модели ИВ3428П состоит из следующих основных узлов:
Рама Редуктор Механизм гибки и зажима Механизм поджима Механизм выдергивания дорна Штанга разметочная Комплект инструмента Ограждение Электрооборудование Электрошкаф Электропанель Пульт управленияВходит в стандартный комплект поставки трубогиба ИВ3428П
Машина трубогибочная с механическим приводом – 1 шт. Ролик 3/4 – 1 шт. Руководство по эксплуатации. – 1 шт.Поставляется по требованию заказчика за отдельную плату к трубогибу ИВ3428П
Стандартный комплект инструмента: Ролик 1 Ролик 1¼ Ролик 1½ Ролик 2 Ролик 2½ Дополнительный комплект инструмента (для изготовления потребуется от заказчика: диаметр трубы, толщина стенки трубы, средний радиус гиба трубы) Рама Редуктор Механизм гибки и зажима Механизм поджима Механизм выдергивания дорна Штанга разметочная Комплект инструмента Ограждение Электрооборудование Электрошкаф Электропанель Пульт управления Червяк ИВ3428-21-419 Колесо ИВ3428-21-050 Шестерня ИВ3428-21-415 Колесо ИВ3428-21-401Порядок установки трубогиба ИВ3428П
Трубогиб ИВ3428П поставляется в частично разобранном виде. После распаковки осмотрите машину и проверьте комплектность согласно упаковочной ведомости. Зачаливание машин для подъема производите согласно схеме Для уравновешивания массы перед зачаливанием необходимо повернуть механизм гибки 3 на 180 ̊ от находного положения, для чего: Отверните кожух вентилятора электродвигателя; растормозите тормоз 7 (см. рис. 4), сжав его пружину рычагом через систему тяг и подложив подкладку необходимой толщины; вращая вал электродвигателя за крыльчатку вентилятора против часовой стрелки, поверните механизм зажима на 180 ̊. Антикоррозийное покрытие снимите неметаллическим скребком, затем обтирочным материалом, отмоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит или другие). Очищенные места покройте тонким слоем жидкого индустриального масла. Трубогиб ИВ3428П устанавливается на фундамент При установке трубогиба на фундамент производите оборку его в следующем порядке: приверните раму к корпусу редуктора; установите тяги и пружину механизма выдергивания дорна; установите канат и груз возврата поджимной колодки; поставьте на место ограждение; смонтируйте разметочную штангу; приверните к раме к корпусу редуктора электрошкаф и соедините провода согласно схеме соединений Трубогиб ИВ3428П следует выверить на фундаменте по уровню. Уровень устанавливается на верхней плоскости корпуса редуктора; отклонение от горизонтальности до 3-х мм на длине 1000 мм в продольном и поперечном направлениях. Заземление машины производится через специальные болты (винты) на станине и корпусе электрошкафа в соответствии с действующими правилами. Подводку сети к электрошкафу выполнить проводом сечением не менее 2,5 мм2 Залить работу машины на холостом ходу. Опробовать работу трубогиба на холостом ходуПорядок работы на трубогибе ИВ3428П
Настройка трубогиба ИВ3428П Настройку трубогиба на требуемые диаметры труб и радиусы гибки производить в следующем порядке: установить соответствующий гибочный ролик, зажимную губку, дорн, поджимную колодку (желоб) или ролики; закрепить опору тяги дорна на поперечной балке, так, чтобы расстояние между осями машины и тяги дорна ровнялось радиусу гибки. При этом опоры 6,7 (см. рис. 100 разметочной штанги также переместить и закрепить с таким расчетом, чтобы штанга стала параллельно оси машины; отрегулировать при помощи гаек на тягах положение дорна так, чтобы начало скругления головки дорна совпало с условной линией, проходящей через центр гибочного ролика перпендикулярно к продольной оси машины; зажимную губку 3 (см. рис. 50 с кронштейном 9 отодвинуть по ползуну 2 на расстояние не менее 80 мм от гибочного ролика; включив рабочий ход, повернуть механизм гибки на 90 ̊ …120 ̊ от исходного положения; одеть на дорн отрезок трубы соответствующего диаметра длиной 800 … 1000 мм, при этом конец трубы должен выходить за ось гибочного ролика на 100 … 200 мм; подвести и закрепить на ползуне 2 (см. рис. 6) кронштейн 3 механизма поджима и поджимным желобом 6 так, чтобы труба одновременно касалась ручьев гибочного ролика и поджимного желоба; грубая регулировка положения поджимного желоба на ползуне осуществляется перестановкой прихвата в поперечных пазах ползуна, а точная винтом; снять трубу с дорна и перемещением зажимной губки с кронштейном механизма зажима зажать отрезок трубы между гибочным роликом и губкой, усилие зажима должно обеспечить прилегание трубы к ручью ролика без ее деформации. ВНИМАНИЕ! Пережим трубы ведет к поломке оси шатуна 10 в механизме зажима, т.к. в этом случае усилие гибки будет передаваться с колеса 4 на корпус I не через упор 7, а через шатун 5 и оси. включив обратный ход, разжать и снять трубу, вернуть механизмы в исходное положение; отпустить гайку 9 прибора установки угла гиба, установить требуемы углы гиба с учетом пружинения трубы, поворачивая кольца 5 с лимбами 7 относительно рисок на неподвижных дисках 8, затянуть гайку; ) расставить упоры 2 на разметочной штанге на требуемое расстояние от оси гибочного ролика; произвести пробную гибку трубы и по ее результатам при необходимости сделать корректировку. При разработке чертежей инструмента для гибки труб нужного размера в качестве образца используйте поставляемые с машиной чертежи инструмента для гибки водогазопроводных труб ¾ ̎; 1 ¼ ̎; 1 ½ ̎; 2 ̎ и следующие рекомендации: диаметр дорна должен быть на 1 … 2,5 мм меньше внутреннего диаметра трубы длина дорна должна быть равной 2,5…4,5 мм диаметра дорна радиус ручья гибочного ролика и прижимной губки должен быть больше радиуса трубы на 0,15…0,6 мм при гибки тонкостенных труб лучшее качество гиба может быть получено применением вместо призматической колодки поджимного желоба с цилиндрическим ручьем, соответствующим диаметру трубы при гибки толстостенных труб на большой радиус вместо поджимной колодки или желоба можно применять опорные ролики с ручьем как и на гибочном ролике, устанавливаемые на осях кронштейна 3 9см Минимальный допустимый по прочности машины радиус гиба в зависимости от диаметра и толщины стенки трубы можно определить по номограмме Принятые обозначения: Д – наружный диаметр трубы в мм; S – толщина стенки трубы в мм; R – радиус изгиба слоя, проходящего через центр тяжести поперечного сечения R/Д – относительный радиус изгиба. Пример пользования номограммой. Требуется загнуть трубу Д = 50 мм, S = 7 мм, Gт = 250 МПа (25 кгс/мм2) на минимальный радиус По номограмме находим r =2. Следовательно Rmin=r×Д=2×50=100 мм.Регулировка трубогиба ИВ3428П
По мере износа тормозных накладок увеличивается инерционный поворот гибочного механизма после отключения электродвигателя. Для регулирования тормоза необходимо подтянуть гайки пружины стяжки в верхней части тормоза. Вследствие износа фрикционных накладок возможно пробуксовывание предохранительной муфты. Регулирование муфты производить при гибке трубы Ø 60 x 4 мм при радиусе гиба 92,5 мм. гайки поджима пружины муфты отвернуть на 3 оборота от полностью затянутого положения и начать гибку. Делая пробные гибы, подтягивать гайки на 1/6 оборота до устранения пробуксовки. При недостаточности крутящего момента для перемещения ползуна поджима производится регулировка фрикционной муфты механизма поджима, осуществляемая подтяжкой гаек 7 (см. рис. 6). в случае поворота корпуса механизма гибки до окончания зажима трубы, необходимо подтянуть болт тормоза II (см. рис. 5) Для регулировки в приборе установки угла гиба (см. рис. 8) микропереключателей, установить нажимные кулачки против роликов микропереключателей и подвинуть блок за счет овальных пазов до срабатывания микропереключателей. Момент срабатывания микропереключателей определяется с помощью омметра или на слух «по щелчку» При регулировке исходного положения лимбов прибора необходимо установить кольца 5 так, чтобы нажимные кулачки 6 включили микропереключатели 12, затем, ослабив винты II, повернуть лимбы до совмещения нулевых рисок лимбов с рисками на неподвижных дисках 8. Для регулировки исходного положения механизма гибки ослабить винт 10 и, поворачивая кольцо 4 против часовой стрелки, установить его так, чтобы нажимной кулачок 6 перешел 15 … 17 мм. За положение включения микропереключателя, винт 10 затянуть. Включить рабочий, а после остановки обратный ход. Если корпус механизма гибки не дойдет до исходного положения, то кольцо 4 необходимо повернуть в обратную сторону на угол, соответствующий неточности останова корпуса. Регулировка продолжается до точности останова корпуса механизма гибки в исходном положении, т.е. он должен плавно, без удара доходить до упорного болта 8 (см. рис. 6), установленного на корпусе механизма поджима. Регулировка натяжения цепи привода прибора установки угла гиба осуществляется перемещением корпуса прибора на овальных пазах, а также стяжкой с правой и левой резьбой, соединяющей цепь.bmwpmr.com
Трубогибочный станок ИВ3428М | Станочный Мир
Если Вам необходимо купить Трубогибочный станок ИВ3428М звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Трубогибочный станок ИВ3428М звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Машина трубогибочная ИВ3430 для гибки трубы
Технические характеристики
| Наибольший диаметр изгибаемой трубы, мм | 102 |
| Наименьший диаметр изгибаемой трубы, мм | 40 |
| Толщина стенки изгибаемой трубы, мм | 5 |
| Наибольший внутренний радиус гибочного инструмента, мм | 500 |
| Наименьший внутренний радиус гибочного инструмента, мм | 1,5D |
| Расстояние от оси центра гибочного ролика до места превышения конца оправки, мм | 3000 |
| Угол поворота гибочного инструмента, град. | 210 |
| Частота вращения гибочного инструмента, об/мин | 2-4 |
| Мощность электродвигателя, кВт | 18 |
| длина мм | 3730 |
| ширина мм | 1930 |
| высота мм | 1160 |
| Масса, кг | 2100 |
Машины трубогибочные ИВ3430 предназначены для гибки труб в холодном состоянии с оправкой (дорном) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 500 мм.
Машины трубогибочные с механическим приводом могут быть оснащены электронным блоком управления с возможностью программирования угла гиба, а также имеется многопрограммный режим – 8 программ до 8 гибов в каждой программе, дающий возможность регулировать скорость гиба (8 ступеней скорости).
Наличие электронного блока управления дает следующие преимущества:
- Плавность начала и конца гибки, более точная обработка угла гиба за счет перехода на “ползучую” скорость, безударное трогание и останов двигателя.
- Наличие в машинах гибочных штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине.
- При гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%.
- К гибочному станку прилагается за отдельную плату комплект роликов и дорнов, обеспечивающих гибку труб разных диаметров.
- Простота и надежность конструкции механического привода, легкость в обслуживании обеспечивают эффективность применения машины гибочной при гибке труб как крупными, так и мелкими партиями.
|
АРГУМЕНТЫ |
НАГРАДЫ |
ОТЗЫВЫ |
МОДЕЛЬНЫЙ РЯД |
ao-dolina.com