Трубы из нержавеющей стали сварка – Сварка нержавеющих труб
alexxlab | 28.05.2020 | 0 | Вопросы и ответы
Сварка нержавеющих труб
Сварка труб из такого материала, как нержавеющая сталь позволяет получить высококачественный шов, причем изделие будет обладать превосходными механическими характеристиками, главным из которых будет хорошая сопротивляемость коррозионным процессам, так как нержавейка совсем не чувствительна к ржавчине.
Технология орбитальной сварки подразумевает не только горячее прессование, но и применение специальных электродов, все работы производятся в аргоновой среде. Кроме того, сами электроды при проведении орбитальной сварки обладают специальным защитным покрытием из легирующих составов. Металлическая часть электрода изготавливается из специальных материалов, которые будут обеспечивать высококачественное сварное соединение. По своему химическому составу оно вовсе не будет отличаться от основной трубы.
Особенности сварки нержавейки
Сварка нержавеющих труб обладает определенными отличительными характеристиками, которые напрямую связаны с качествами подобного металла. Прежде всего, нужно принимать во внимание, что трубы, выполненные из нержавейки, значительно хуже проводят через себя тепло по сравнению с обыкновенной высокоуглеродистой или низкоуглеродистой сталью. Это не очень положительный момент, так как высокая температура будет наблюдаться только в районе, где производятся основные работы, причем она отводиться практически не будет.
Вследствие данного момента заготовку можно перегреть или же вовсе прожечь насквозь. В связи с этим для сварки труб аргоном необходимо устанавливать сварочный ток более низких значений — примерно на 20% ниже по сравнению с работами при использовании обыкновенной стали.
Еще одним из ключевых моментов является достаточно высокий коэффициент линейного типа, соответственно трубопровод будет выдавать очень большую линейную усадку.
Этот момент также сложно отнести к положительным, так как из-за этого качества элементы, сделанные из нержавейки, будут сильно деформироваться, на их поверхности могут появляться трещины. Чтобы минимизировать подобное качество при сварке труб из нержавеющей стали, желательно делать между ними довольно большой зазор, благодаря которому все деформационные моменты будут сводиться практически к нулю.
У нержавеющей стали достаточно высокое сопротивление, что обязательно сказывается в случае, если используют высоколегированные электроды, так как они начнут сильно нагреваться и быстрее расплавляться. Соответственно, качество сварного соединения будет значительно ниже. Если человек все же решил использовать данный расходный материал, что лучше всего брать электроды наименьшей длины.
Подготовка к проведению работ
Перед тем как сваривать нержавеющие элементы, их следует правильно подготовить к проведению работ. Основные моменты здесь заключаются в следующем:
- Все кромки тщательно зачищают при помощи напильника, шлифовальной бумаги или болгарки.
- Кромки также обрабатывают ацетоном, чтобы убрать все жирные налеты. Кроме того, данный раствор позволяет обеспечить стабильность электрической дуги, а сварное соединение будет иметь еще более высокое качество.
- Располагая заготовки относительно друг друга, необходимо помнить об увеличенном зазоре, который не допустит деформации конечной детали.
Как правильно производить работы?
Работы, касающиеся соединения тонкостенных труб, изготовленных из нержавеющей стали, следует производить по определенной технологии. Только в этом случае удастся сформировать надежный и долговечный сварной шов, чтобы конструкция получилась не только качественной, но и приобрела при этом весьма привлекательный внешний вид.
Сварка в аргоновой среде производится при помощи специального электрода неплавящегося типа. Он производится из вольфрама, а все работы ведутся как на постоянном, так и на переменном токе. Следует помнить, что полярность устанавливают прямую.
Электрод закрепляется в специальной горелке, оснащенной соплом, по которому и будет подаваться аргон. Сварное соединение будет получаться за счет наплавления на заготовки присадочной проволоки, которая может подаваться к участку проведения работ как в ручном, так и в автоматическом режиме. Перемещать горелку придется вручную.
Горелку не перемещают из стороны в сторону, как при работе с черным металлом, так как в противном случае сварочная ванна выйдет из аргоновой среды, что в значительной степени снизит конечное качество соединения. После того как шов сформирован, необходимо еще некоторое время подавать газ, чтобы он остывал тоже в его среде.
electrod.biz
Инструкция по сварке нержавеющих труб своими руками: особенности процесса
Нержавеющая сталь – отличный материал, не только по внутренним качествам, но и по внешним. Именно это обеспечило ему такую высокую популярность. Да, нержавейка стоит дороже, однако, с учетом ее характеристик, стоимость не является преградой на пути широко использования, например, нержавеющих труб, о которых снято так много видео.
Нержавеющие трубы
Такие изделия очень часто приходится соединять между собой, и для этого чаще всего применяется сварка. От качества ее исполнения будут зависеть эксплуатационные свойства изделий. И тут нужно понимать, если выполнять сварку своими руками, что соединение нержавеющих труб отличается от соединения изделий из стали углеродистого типа.
Отличия касаются невысокой теплопроводности (на 70 процентов ниже), низкой температуры плавления (на 100 градусов ниже) и высокого электросопротивления (примерно в 6 раз больше).
Из всех возможных способов сварки для выполнения соединения труб из нержавеющей стали используются такие:
- Лазерная;
- Точечная;
- Импульсная дуговая. Происходит в среде инертного газа плавящимся электродом;
- Электродуговая. При толщине стенок более 1 см выполняется под флюсом;
- Плазменная. Толщина металла не имеет значения;
- Ручная дуговая. Толщина изделия может начинаться с 1,5 мм. Для сварки нержавеющей стали используется вольфрамовый электрод в инертном газе.
Любая из представленных технологий позволяет получить качественное соединение. Однако выбор зависит от условий применения, вида изделий и так далее.

Технология сварки нержавеющей труб
Технология и особенности
Как и при сварке углеродистых сталей, нержавеющие также нужно подготавливать, механически обрабатывая кромки. Можно использовать газофлюсовую резку или сжатую дугу. Также кромки необходимо обезжирить.
Учитывая зачастую необходимость получения качественного «товарного» шва, область основного металла возле шва следует закрыть защитным покрытием. А иначе брызги расплавленного металла попадут на поверхность.
Каждый способ плавлением может применяться для соединения таких деталей, однако имеет определенные особенности, как уже отмечалось выше.
Ручная дуговая сварка
Ручная дуговая сварка подразумевает создание нужного химсостава металла шва. Поэтому покрытие электрода может корректироваться (его состав), чтобы получить нужное количество феррита в шве. А это предупредить образование горячих трещин, а также достигается высокая коррозийная стойкость.
Еще следует применять специальную технику для снижения угара легирующих элементов. Например, поддержка короткой дуги, не выполняя поперечные колебания электрода.
Из-за состава покрытия электрода ток должен быть постоянным обратной полярности. В противоположном случае получим неустойчивость дуги. Сила тока в вертикальном и потолочном положениях уменьшается на 30 процентов, она напрямую зависит от выбранного диаметра электрода, умноженного на коэффициент.
Сварку лучше выполнять с минимальным плавлением основного металла и образованием валиков небольшого сечения. Перед процессом электроды лучше прокалить, чтобы снизить вероятность появления пор из-за присутствия водорода.
Сварка под флюсом
Сварка под флюсом успешно применяется для соединения нержавеющих труб с толщиной стенки от 3 до 50 мм. Характеризуется более стабильными свойствами и составом металла в шве. При этом улучшается коррозионная стойкость, поскольку наблюдается плавный переход к основному металлу и формирование мелкой чешуйчатости на поверхности шва.
Шов
Разделка кромок нужна только при толщине стенок более 1,2 см, что снижает трудоемкость процесса, в отличие от ручной дуговой, когда кромки нужно подготавливать уже при толщине в 4 мм.
Однако при таком способе сложнее удержать ферритную фазу в металле шва. Валики также выполняются малого сечения проволокой диаметром около 3 мм, а вылет электрода следует уменьшить вдвое от стандартных значений.
Флюсы перед сваркой следует прокалить, чтобы уменьшить угар легирующих элементов. После процесса остатки флюса и шлака должны быть удалены.
В углекислом газе
Сварка в углекислом газе характеризуется повышенным разбрызгиванием металла, формированием пленок оксидов сверху швов. Это влияет на коррозионную стойкость. Поэтому на основной металл наносятся эмульсии.
Процесс выполняется полуавтоматами и автоматами в любом пространственном положении.
В инертных газах
Сварка в инертных газах характеризуется стабильной дугой и снижением угара легирующих элементов. Процесс может выполняться плавящимся или неплавящимся электродом на постоянном токе прямой полярности.

Сварка аргоном
Плазменная
Плазменная сварка демонстрирует возможность создания плазменных струй разного сечения, малый расход газа. Применяется для соединения труб с небольшой толщиной стенок.
Как же поступить?
Важен не столько способ, который применяется для соединения изделий из нержавеющей стали, сколько качество исполнения шва, соответствует ли оно высоким требованиям. Ведь от этого зависит прочность и долговечность всей конструкции, ее герметичность и эстетический вид.
trubygid.ru
Технология сварка нержавейки аргоном
Нержавеющая сталь называется так потому, что она под действием различных факторов не покрывается коррозией. То есть, срок ее эксплуатации практически вечен. Поэтому изделия из нее так востребованы в промышленности и быту. Находящая в нем легированная добавка в виде хрома (12%) делает такой металл не только нержавеющим, но и хорошо поддающемся обработке и сварке. Практически все сварочные технологии можно использовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей, то сварка нержавейки аргоном – оптимальное решение данной проблемы.

Есть у нержавейки определенные свойства, которые негативно влияют на конечный результат сварочного процесса.
- Низкая ее теплопроводность, что при высокой силе сварочного тока приводит к прожигу металла на участке сварки. Решить данную проблему можно просто – снизить ток.
- Большой усадочный процент при остывании нагретого металла. Поэтому очень важно правильно выставить зазор между свариваемыми деталями.
- При высоких и долгих температурах хром начинает испаряться, при этом сама сталь теряет антикоррозийные свойства. Поэтому приваренные заготовки надо быстро охлаждать.
Оборудование и расходные материалы
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном (TIG) подойдет стандартный набор с инвертором, осциллятором и баллоном с аргоном. Конечно, нужна будет горелка и комплект проводов и шлангов.
К расходным материалам относится присадочная проволока и сам газ аргон. Необходимо отметить, что присадка должна быть одного состава, что и свариваемый материал. Так как чаще всего для изготовления различных изделий используется нержавейка марки 304, то для сварки лучше всего использовать присадочный пруток марки Y308. Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа. Но он является основным, именно поэтому сам процесс называется аргонодуговой сваркой.
Немаловажным показателем в плане себестоимости проводимых сварочных работ является расход аргона. Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
К каждому соплу горелки подходит свой размер линзы, который варьируется от 4 по 10 номера. При этом чем больше номер линзы, тем лучше защитные ее качества. Но небольшие линзы позволяют проводить сварку аргоном в труднодоступных местах. Также необходимо отметить, что установка на горелку газовой линзы позволяет выдвигать неплавящийся вольфрамовый электрод на 10 мм дальше. Что касается вольфрамовых электродов, то аргоновая сварка нержавейки может проводиться универсальным их видом. Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.
- Толщина деталей из нержавейки – до 1,6 мм. Используется вольфрамовый стержень диаметром 1 мм и сила сварного тока 50 ампер.
- Толщина большего значения требует силы тока больше 50 ампер и вольфрамового электрода диаметром 1,6 мм.
TIG сварка нержавейки
Ручная аргонная сварка начинается, как и все сварочные процессы, с подготовки заготовок. Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
Кстати, при сварке тонкой нержавейки надо устанавливать под нее медную пластину, с помощью которой будет отводиться тепло. Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Технология сварки
Технология сварки нержавеющей стали производится точно так же, как и обычной. Но есть и некоторые нюансы.
- Перемещение неплавящегося электрода и присадочной проволоки производится только вдоль сварного шва. Никаких поперечных отклонений. Нельзя допустить, чтобы присадка вышла из защитной зоны аргона.
- Чтобы увеличить качество сваренного участка, рекомендуется обдувать аргоном стыкуемые заготовки и с обратной стороны. Это, конечно, увеличит расход защитного газа.
- Нельзя прикасаться вольфрамовым электродом к поверхности свариваемых заготовок из нержавеющей стали, даже при розжиге дуги. Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
Как и при всех видах сварки аргоном, необходимо после окончания сварочного процесса подачу газа сразу не прекращать. Таким образом, остынет сам вольфрамовый электрод, он не будет окисляться, а также начнет быстрее остывать сварочный шов. Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.
Сварка труб из нержавеющей стали
Трубы из нержавейки сегодня все чаще используются в быту, хотя в промышленности они используются в больших объемах и во многих областях. Их стыковка, особенно тонкостенных трубопроводов, производится при помощи аргонодуговой сварки. Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.
Необходимо, чтобы сварочный шов в процессе соединения обдувался с двух сторон аргоном. Понятно, что с внешней стороны это сделать не проблема. А как это сделать изнутри трубы. Все достаточно просто.
- Отверстие одной трубы закрывается пробкой, сделанной из ткани, бумаги или любого другого материала.
- Стык двух труб по периметру закрывается клеящей пленкой: скотчем или изолентой.
- В открытое отверстие второй трубы подается из горелки аргон под небольшим давлением, чтобы не выбило пробку.
- Как только трубы заполняться газом, отверстие, через которое он подавался, также закрывается пробкой.
- Теперь снимается скотч или изолента со стыка и производится сварка двух труб из нержавеющей стали.
И в конце таблица, в которой показано соотношение режима сварки нержавейки аргоном, его параметров и размеров расходных материалов.
| Толщина соединяемых заготовок, мм | Вид тока | Сила тока, А | Диаметр вольфрамового электрода, мм | Диаметр присадочной проволоки, мм | Скорость сварочного процесса, см/мин |
| 1 | Постоянный – полярность прямая | 30-60 | 1 | 2 | 12-28 |
| 1 | Переменный | 35-75 | 1 | 2 | 15-33 |
| 1,5 | Постоянный – полярность прямая | 40-75 | 1,6 | 2 | 9-19 |
| 1,5 | Переменный | 45-85 | 1,6 | 2 | 14-22 |
| 4 | Постоянный – полярность прямая | 85-130 | 2,5 | 4 |
Обязательно ознакомьтесь с обучающим видео, расположенным на этой странице сайта. Оно поможет разобраться во всех тонкостях сварочного ручного процесса в защитном аргоном газе. Как показывает практика, эта технология является лучшей, когда стоит задача сварить тонкостенные детали из нержавеющей стали.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварка нержавеющих труб
Основным технологическим процессом каждого производства изделий из метала, является сварочный процесс. Сварка нержавеющих труб – это процесс более сложный, чем сварка обычной углеродной стали. Физические свойства нержавейки отличаются от стали обычной, что и делает процесс сварки труднее. Правильная технология сварки нержавеющих труб гарантирует высокое качество сварного соединения.
Технология орбитальной сварки
 Такой вид сварки являет собой автоматическую сварку труб, во время которой происходит движение электрода и подача защитного газа по заранее настроенной программе без вмешательства людей. Орбитальная сварка нержавеющих труб применяется во время монтажа трубопроводов разной промышленности (пищевой, биотехнологической, фармацевтической и другие) и в том числе для трубопроводов очищенной воды, водных растворов, молочных продуктов и так далее. Согласно с требованиями нормативных международных актов для промышленных хозяйств, орбитальная сварка обязательно нужна тогда, когда трубы вступают в связь с продуктами.
Такой вид сварки являет собой автоматическую сварку труб, во время которой происходит движение электрода и подача защитного газа по заранее настроенной программе без вмешательства людей. Орбитальная сварка нержавеющих труб применяется во время монтажа трубопроводов разной промышленности (пищевой, биотехнологической, фармацевтической и другие) и в том числе для трубопроводов очищенной воды, водных растворов, молочных продуктов и так далее. Согласно с требованиями нормативных международных актов для промышленных хозяйств, орбитальная сварка обязательно нужна тогда, когда трубы вступают в связь с продуктами.
Достоинства орбитальной сварки:
— допустимость применения выносного специального механизма подачи проволоки ПДГО-511 с кассетой, у которой диаметр 300 миллиметров и весом в 15 килограмм;
— размер диаметров свариваемых труб от 406 до 2540 миллиметров, расстояние до стыка до края пояса составляет 51 мм, ширина направляющего пояса будет в 120мм, а рабочая скорость перемещения головки — от 0,2 и до 1,52 м/мин;
— проводится программирование со специального программатора;
— температурные показатели сварки от — 30°С до +60°С.
Особенности и применение аргоновой сварки нержавейки
 Такой метод работы — это процесс дуговой сварки нержавеющего метала аргоном, который является инертным газом и не состоит в химической реакции с расплавленным металлом и иными газами в области горения трубы. Возможна сварка нержавеющих туб аргоном плавящимися, или же неплавящимися вольфрамовыми электродами.
Такой метод работы — это процесс дуговой сварки нержавеющего метала аргоном, который является инертным газом и не состоит в химической реакции с расплавленным металлом и иными газами в области горения трубы. Возможна сварка нержавеющих туб аргоном плавящимися, или же неплавящимися вольфрамовыми электродами.
Неплавящийся вольфрамовый электрод — это основа аргоновой сварки. Вольфрам признан самым тугоплавким металлом. По кругу электрода размещается сопло, из которого при сварке дует аргон, защищая место сварки от проникновения воздуха.
Сварка нержавеющего метала плавящимся электродом, производится на постоянном токе обратной полярности с использованием режима, обеспечивающим струйный перенос электродного металла. В случаях, когда нужно получить постоянность горения дуги аргоновая сварка нержавеющего металла производится с использованием кислорода или же углекислого газа.
Такая смесь с аргоном влияет на снижение возможного образования пор из-за водорода, возникновение которых может быть во время сварки плавящимся электродом.
Как подготовить металл к сварке
 Приготовление кромок деталей из нержавейки, практически не имеет отличий, от подготовки деталей из сталей низкоуглеродистых, кроме одного момента — сварной стык должен иметь зазор для свободной усадки шва.
Приготовление кромок деталей из нержавейки, практически не имеет отличий, от подготовки деталей из сталей низкоуглеродистых, кроме одного момента — сварной стык должен иметь зазор для свободной усадки шва.
Перед началом сварочных работ, поверхность кромок очищают стальной щеткой до блеска, а потом промывают растворителем. Такая процедура делается для того, чтобы удалить жир, который вызывает возникновение пор в шве и в итоге снижается устойчивость дуги.
truba-info.ru
соединение нержавеющих сталей с черным металлом, труб, тонкой, флюс, точечная, лазерная,
Главная страница » О сварке » Сварка нержавейки
Нержавеющая сталь благодаря своей стойкости к окислению имеет широкое распространение в различных промышленных отраслях: строительная, пищевая, химическая, целлюлозно-бумажная и многие другие сферы деятельности. Также коррозионностойкие стали активно применяются для производства изделий и конструкций, предназначенных для бытового использования.
Особенности сварки нержавейки
Сварка по нержавеющей стали имеет несколько особенностей. Данные специфические характеристики необходимо учитывать, чтобы предотвратить появление дефектов сварного шва.
1. Нержавейка имеет склонность к потере коррозийной стойкости. Стали с высоким содержанием хрома при воздействии температур свыше 500°С освобождают частицы железа и хрома. Чтобы предотвратить появление окисления, следует быстро охлаждать шов сразу после сварочного процесса.
2. Высокий уровень линейного расширения и усадки нержавейки приводит к небольшому изменению размера в месте обработки. При нагреве металла происходит «расширение», при охлаждении — «сужение».
3. Теплопроводимость нержавейки практически в два раза меньше, чем у остальных свариваемых материалов. Данный параметр способствует неравномерному нагреву изделия, температура «скапливается» в месте соединения. Чтобы избавиться от лишнего тепла, необходимо устанавливать величину тока меньше на 15-20%.
Способы сварки нержавейки
Существует большое количество ручных и механических способов, чтобы сварить нержавейку.
РДС

1. Ручная дуговая покрытыми электродами применяется для осуществления бытовых и производственных сварочных работ. Основная сложность данного способа — подобрать электрод. Для этого следует определить марку обрабатываемых сталей, по ГОСТу выяснить свойства материалов и правильно выбрать оптимальный вариант сварочных материалов. Сваривание, в большинстве случаев, производится постоянным током обратной полярности.
Ручная электросварка нержавейки электродами имеет следующие преимущества:
- соединение может проводиться в труднодоступных местах;
- большое разнообразие электродов позволяет сваривать нержавейку различных типов;
- простота сварочного процесса, мобильность, легкость и ценовая доступность оборудования.
Недостатки: вредные условия труда:
- выделение газов, высокая температура, яркий свет от горения дуги;
- необходимость специальных средств защиты для сварщика;
- качество сварных швов зависит от уровня мастерства и навыков исполнителя;
- невысокая производительность, по сравнению с другими способами.
Аргон
2. Сварка нержавеющих сталей аргоном обладает следующим преимуществами:
- газ обеспечивает надежную защиту сварочной ванны, что обеспечивает качество соединения;
- незначительный нагрев изделия позволяет работать с деталями сложной конфигурации;
- возрастание скорости работ достигается за счет высокой температуры дуги.
Недостатки: необходимость в сложном сварочном оснащении; исполнитель должен обладать специальными знаниями и достаточным опытом.
Далее будут проанализированы отдельные виды сваривания аргоном, с помощью которых можно варить нержавейку.
Вольфрам

2.1. Аргонодуговая сварка с использованием вольфрамовых электродов применяется при повышенных требованиях к соединению. Данный способ сваривания нержавейки рекомендуется для работы с тонкими коррозионностойкими сталями.
Кроме этого, такой метод подойдет для сваривания труб, работающих под давлением. Работы осуществляются постоянным и переменным током в среде газа аргона.
Сила тока зависит от толщины металла основного изделия и варьируется в значительных величинах — 30-150 А. Главная составляющая процесса — горелка, движения которой контролируются исполнителем. Контроль за подачей сварочной проволокой также осуществляет сварщик.
Достоинства: высокое качество соединения; равномерное по глубине проплавление металла. Недостатки: исполнитель должен обладать высокой квалификацией и достаточным опытом; низкая производительность.
Остальные важные детали сварки нержавейки с помощью электродов рассмотрены в статье «Сварка нержавейки электродом».
Полуавтомат
 2.2. Существует также механизированный (полуавтоматический) вид аргонодуговой сварки. Часть работы выполняет исполнитель, он управляет сварочным аппаратом. Подача присадочной проволоки выполняется автоматически. В качестве защитного газа также используется аргон.
2.2. Существует также механизированный (полуавтоматический) вид аргонодуговой сварки. Часть работы выполняет исполнитель, он управляет сварочным аппаратом. Подача присадочной проволоки выполняется автоматически. В качестве защитного газа также используется аргон.
В некоторых случаях, например при сваривании толстостенных изделий, применяется не чистый аргон, а с примесью углекислоты (2%). Для снижения стоимости работ можно использовать соотношение 70% аргона и 30% углекислоты. Сваривание производится с применением постоянного тока обратной полярности.
Полуавтоматическая аргонная сварка может выполняться с применением трех технологий:
- короткая дуга;
- струйный перенос;
- импульсный режим.
Первый вариант подходит для сваривания тонкого металла, так как данная технология снижает возможность прожига металла.
Метод струйного переноса применяется к деталям, отличающимся значительной толщиной.
Импульсный режим является наиболее точным и контролируемым, обеспечивает высокое качество, подходит для исполнителей с небольшим опытом работ. Металл подается в сварочную ванну каплями, это позволяет исключить даже незначительно разбрызгивание. Данный вид идеально подойдет для работы с изделиями средней толщины и толстостенными деталями.
Автоматическая сварка
2.3. Полный автоматический режим аргонодуговой сварки подразумевает, что управление движениями электрода и контроль за подачей присадочной проволоки выполняет автомат.
Под флюсом
3. Сварка коррозионностойких сталей под флюсом. Правильно выбранный флюс для нержавейки позволяет решить целый ряд задач:
- защита расплавленного металла от воздействия внешней среды;
- обеспечение стабильного горения дуги;
- снижение энергозатрат;
- предотвращение разбрызгивания;
- улучшение условия для качественного формирования шва.
Суть сварочного процесса заключается в следующем: дуга, которая находится между проволокой и основным металлом, горит под гранулированным слоем флюса.
Выделяют три основных вида сварки нержавейки под флюсом.
3.1. При ручном способе держатель сварочного полуавтомата вручную перемещается исполнителем вдоль сварного шва.
3.2. Полуавтоматическая является более удобным способом соединения. Подача проволоки осуществляется автоматически. Сварщик направляет проволоку и и перемещает дугу вдоль сварного шва с помощью электрододержателя. Данный вид сваривания применяется для работы с конструкциями, швы которых имеют малый радиус кривизны; а также для коротких швов или соединений, расположенных в труднодоступных местах.
3.3. Автоматическая проводится с помощью автоматической установки. Аппарат производит следующие действия:
- выполняет подачу электродной проволоки и флюса в рабочую зону;

- перемещает дугу вдоль шва;
- поддерживает стабильное горение дуги.
Данный вид целесообразно использовать для сварки металла значительной толщины в ответственных конструкциях.
3.4. Следует также отметить роботизированную сварку под флюсом, использующуюся для сваривания ровных поверхностей и угловых швов.
3.5. В последнее время исполнители стали чаще использовать тандемную технологию сварки под флюсом. Два электрода расположены параллельно друг к другу и в одной плоскости. Тандемная автоматическая сварка улучшает качество соединения.
Контактная
4. Контактная сварка коррозионностойких сталей может выполняться по двум технологиям:
- точечная сварка нержавейки осуществляется при меньших силах тока, что позволяет уменьшить время цикла и исключить возможность прожога, а также снизить возможность образования карбидов, которые могут привести к окислению;
- роликовая гарантирует высокую надежность соединения; данная технология, чаще всего применяется для сваривания неответственных швов.
Оба вида подойдут для сваривания тонкой нержавейки.
Холодная

5. Холодная сварка не подразумевает плавление металла. Воздействие на изделие оказывает приложенное давление. Холодная сварка не требует использования специального оборудования. Она представляет собой клей с присадками, которые применяется для ремонта труб и исправления мелких дефектов.
Лазерная
6. Лазерная сварка нержавейки представляет собой уникальный процесс соединения, при котором выполняется прогрев необходимых деталей и их расплавление с помощью узконаправленного лазерного луча.
Данная технология обладает следующими достоинствами: высокая точность и скорость проведения работ; нет необходимости в вакуумной среде; можно сформировать шов различной геометрии; качество шва позволяет изготавливать герметичные соединения.
Недостатки: дорогое оборудование; низкий КПД, который составляет 1-2%; отсутствие возможности сформировать толстое соединение.
Плазменная
7. Плазменная сварка нержавейки бывает двух видов:
- ручное соединение выполняется с помощью дуги, которая формируется между основным металлом и электродом. Сваривание проводится на переменном токе 0,1 -15 А.
- автоматическая плазменная сварка осуществляется с помощью плазмотрона; на изделие воздействует мощный пучок плазмы переменного тока силой свыше 100 А и потока газа.
Сварка нержавейки с черным металлом
 Сваривание изделий из разных видов металлов сопровождается следующими проблемами: различные температуры плавления, отличные друг от друга физические и химические свойства. Наиболее распространенными способами сваривания коррозионностойких сталей и черного металла являются:
Сваривание изделий из разных видов металлов сопровождается следующими проблемами: различные температуры плавления, отличные друг от друга физические и химические свойства. Наиболее распространенными способами сваривания коррозионностойких сталей и черного металла являются:
1. Сварка с помощью электродов с обмазкой осуществляется постоянным током обратной полярности. Рекомендуется выбирать расходники, предназначенные для разнородных сталей. Также можно использовать высоколегированные электроды, которые позволяют получить соединение высокой прочности. Величина напряжения подбирается в зависимости от ширины и глубины шва. При выполнении работ следует обратить внимание на следующие нюансы:
- место соединения должны быть однородным;
- остывание должно происходить без принудительного воздействия;
- чтобы предотвратить вытекание расплавленной присадки из области шва, следует проводить сваривание в нижнем, горизонтальном или наклонном пространственных положениях;
- различия в свойствах металлов могут приводить к тому, что шов будет ржаветь.
2. Сварка вольфрамовыми электродами менее востребована из-за более высокой стоимости этого вида сварочных материалов.
Сварка труб из нержавейки

Для сваривания нержавеющих труб следует применять следующие способы соединения:
1. Дуговая сварка с использованием вольфрамовых электродов в газовой среде применяется для труб, чьи стенки имеют толщину от 1,5 мм. и выше.
2. Плазменная сварка может использоваться с для соединения труб с различной толщиной стенок.
3. Полуавтоматическая сварка под флюсом предназначена для изделий с толстостенными стенками (свыше 10 мм).
4. Импульсный режим полуавтоматической сварки, выполняющийся в среде защитных газов, подойдет для нержавейки толщиной до 2 мм. Работы осуществляются короткой дугой с помощью плавящегося электрода.
5. Метод струйного переноса полуавтоматической сварки предназначен для работы с толстым металлом.
6. Однако, наиболее распространенным и востребованным способом является ручное сваривание труб из нержавейки. Работы проводятся на постоянном токе обратной полярности с помощью электродов с основным и рутиловым видом обмазки. Подробнее об этом здесь.
Сварка тонкой нержавейки
Сварка любого тонкого металла, в том числе и корозионностойких сталей, требует от сварщика наличия опыта и знаний. Следует выбрать одни из представленных методов для соединения тонкой нержавейки:
1. Самым простым вариантом является использование сварочного аппарата и специальных электродов для нержавейки. Важно устанавливать силу тока меньшую, чем при сваривании обыкновенной стали (примерно на 20%). Преимущество данного способа — отсутствие необходимости в дополнительных инструментах и подготовительных процедурах. Главный недостаток — невысокое качество соединения. Особенности сварочного процесса тонкой нержавейки с помощью электродов представлены здесь.
2. Сваривание тонкой нержавейки также может проводиться в среде аргона. Данный способ является более безопасным. Газ защищает формирующееся соединение от воздействия кислорода, помогает избежать дефектов и брака, обеспечивает оптимальный подогрев рабочей области для снятия напряжения. Высокая себестоимость затрудняет применение этого метода в домашних условиях.
Сварка разнородных сталей: нержавеющей и обычной
Сварка нержавейки и стали может осложняется, если не принимать во внимание важные нюансы:
- разнородные металлы обладают неодинаковой свариваемостью;
- нержавеющая и обычная стали имеют различные физико-механические свойства;
- для получения качественного соединения нужно применять только нержавеющую присадку. Состав данной присадки должен иметь намного больше марганца и никеля, чем содержится в нержавейке; данный подход сохраняется и при выборе штучных покрытых электродов;
- наличие основного металла в соединении не должно превышать 40%.
Для сваривания нержавеющей и обычной сталей следует использовать следующие методы соединения:
1. Ручная дуговая сварка покрытыми электродами. Выбор сварочных материалов осуществляется на основе химических и физических характеристик обоих материалов.
2. Полуавтоматическое сваривание также применимо для соединения данных сталей.
3. Ручная сварка вольфрамовыми электродами в среде аргона выполняется переменным током.
4. Чаще всего исполнители применяют для соединения нержавеющей и обычной сталей технологию MIG. Полуавтоматический или автоматический процесс осуществляется в защитной среде с помощью плавящегося электрода.
weldelec.com
как выполнить качественный шов в домашних условиях?

Такой материал как нержавеющая сталь достаточно часто применяется в промышленности и в быту. Нержавейка не подвластна ржавлению, характеризуется длительным сроком службы и хорошо пригодна для водяных фильтров, различных емкостей и т.д. Многие выбирают этот металл для создания систем отопления или водопровода.
Однако, случаются ситуации, когда изделия дают течь, а специальное оборудование отсутствует. Тогда единственно верным решением является — сварка нержавейки электродом.
Именно о том, что представляет собой этот процесс и как правильно варить нержавейку электродом мы расскажем в этой статье.
Содержание статьи
Отличительные особенности материалов из нержавейки
Основная характеристика, которой отличается нержавеющая сталь – это устойчивость к коррозионным процессам. Благодаря этому свойству, многие изделия, которые изготавливаются из нержавейки применяются для работы с водой и под высоким давлением. Как варить нержавейку электродом знают опытные сварщики, поэтому у них сварка труб или других элементов не вызывает сложностей. Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.

Прежде чем приступать к сварке, необходимо ознакомиться со всеми свойствами нержавеющей стали.
В первую очередь стоит отметить, что данный металл отличается высоким коэффициентом расширения. Это означает, что когда изделие будет нагреваться, дистанция между молекулами будет возрастать, а при остывании наоборот оно будет стягиваться до исходных пропорций. Если шов будет сделан из другого металла, то это чревато трещинами, а то и вовсе его разрывом.
«Совет! Подбирайте качественный стержень электрода, который обеспечит хорошую взаимосвязь между нержавейкой и другим дополнительным металлом»
Еще одной проблемой, с которой можно столкнуться в процессе сварки электродами по нержавейке, является низкая температура плавления этого металла. При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина. В связи с этим, особенно важно включить правильный режим сварки и вести шов в шахматном порядке. Соблюдая эти правила, ваше изделие будет застраховано от перегрева.
Следующий нюанс заключается в том, что если кислород попадет в сварочную ванну, то на поверхности шва образуется газ и могут возникнуть крупные поры. Если произойдет такая реакция, то сварить металл будет просто невозможно. Для того, чтобы избежать этого, уделите особое внимание защите сварочной ванны от окружающей среды. Это можно сделать при помощи защитного газа или посредством обмазки электродов. Каждый из этих методов приведет к образованию газового облака в зоне сварки.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
— Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом — инвертором.

— Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
 Вольфрамовые прутки для сварки
Вольфрамовые прутки для сварки— Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
| Толщина металла, мм | Род тока | Сила тока,А | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Напряжение, В | Расход аргона, л/мин |
| 1 | Постоянный | 30..60 | 2 или 1,6 | 12 – 28 | 11…15 | 2,5…3 |
| 1 | Переменный | 35…75 | 2 или 1,6 | 15 – 33 | 12…16 | 2,5…3 |
| 1,5 | Постоянный | 40..75 | 2 или 1,6 | 9 – 19 | 11…15 | 2,5…3 |
| 1,5 | Переменный | 45…85 | 2 или 1,6 | 1 — 14 | 12…16 | 2,5…3 |
| 4 | Постоянный | 85…130 | 4 или 2,5 | — | 11…15 | 10 |
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве.
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Технология сварки
В отличие от обыкновенной стали, для сварки тонкой нержавейки электродом, нужно гораздо меньшее количество тока (на 20%).
«Обратите внимание! Если вы осуществляете сварку толстого металла, то между заготовками обязательно должен присутствовать зазор. Иначе могут образоваться трещины.»
Длина электродов должна быть не более 35 см. Если будет задан неверный температурный режим, то материал может лишиться своих антикоррозийных свойств. Температура нагрева не должна превышать показатель 500°С.
Сварка нержавеющей стали в домашних условиях
Для того, чтобы шов получился и качественным, в процессе сварки нержавейки следует придерживаться следующих рекомендаций:
- Для того чтобы соединить сталь из нержавейки нужно применять ток обратной полярности. В процессе сварки обращайте внимание на шов. Если он не проплавляется, значит он выполнен верно.
- В сварном стыке следует оставлять маленький зазор.
- Сварка нержавеющей стали при помощи обычного электрода обычно свойственна для проведения работ дома. Если вам надо скрепить толстые поверхности, то нужно использовать электроды больше диаметра.
- Для того чтобы верно определить нужную величину сварочного тока, воспользуйтесь таблицей, которая представлена выше. В ней указаны все нужные значения, исходя из толщины материала. Обычно, для того чтобы получить качественное и прочное соединение, нужно использовать ток с минимальным значение 20% от тока, который используется для сварки низкоуглеродных сталей.
- По завершению работы по изготовлению шва, нужно выждать некоторое время, пока он остынет. Благодаря этому сталь будет устойчива к коррозионным процессам.
- Для охлаждения шва используйте медные прокладки.
Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения  процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Сварка нержавейки аргоном – технология, обучение, видео
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.

Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.

Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.

Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.

Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
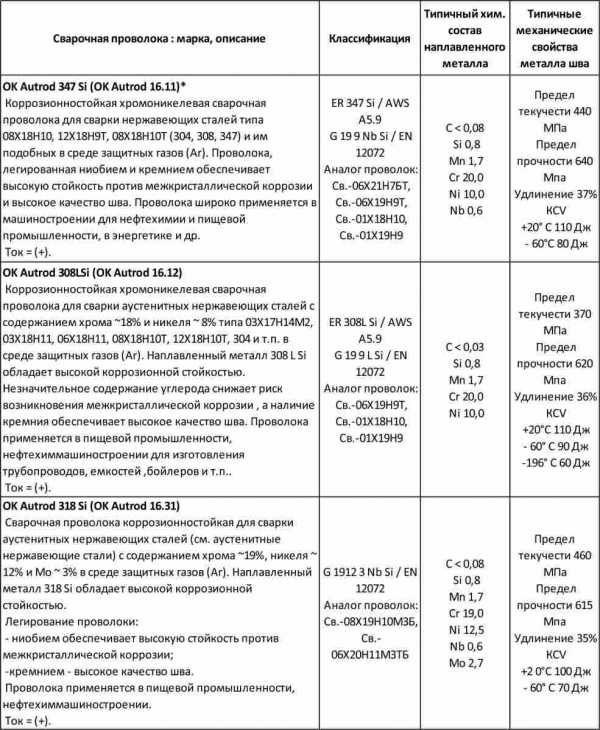
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.

Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.

Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.

Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org