Трубы круглые стальные бесшовные – виды, размеры и ГОСТы, расчет веса, характеристики и монтаж
alexxlab | 02.06.2018 | 0 | Вопросы и ответы
ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные. Сортамент (с Изменениями N 1, 2), ГОСТ от 22 марта 1978 года №8732-78
ГОСТ 8732-78
Группа В62
МКС 23.040.10
ОКП 13 1200, 13 1700, 13 1900
Дата введения 1979-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
А.А.Шевченко, д-р техн. наук; В.П.Сокуренко, канд. техн. наук; В.Н.Ровенский
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 22.03.78 N 757
3. ВЗАМЕН ГОСТ 8732-70
4. Стандарт полностью соответствует СТ СЭВ 1481-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в феврале 1982 г., сентябре 1988 г. (ИУС 5-82, 1-89)
1. Настоящий стандарт распространяется на горячедеформированные бесшовные стальные трубы общего назначения, изготовляемые по наружному диаметру, толщине стенки и длине.
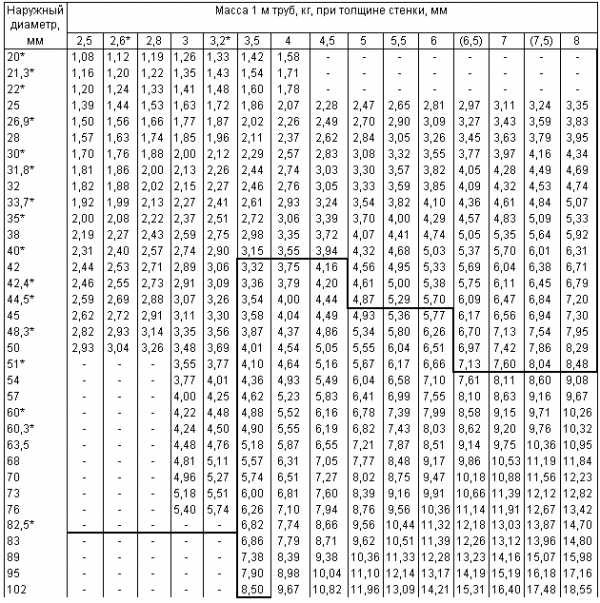
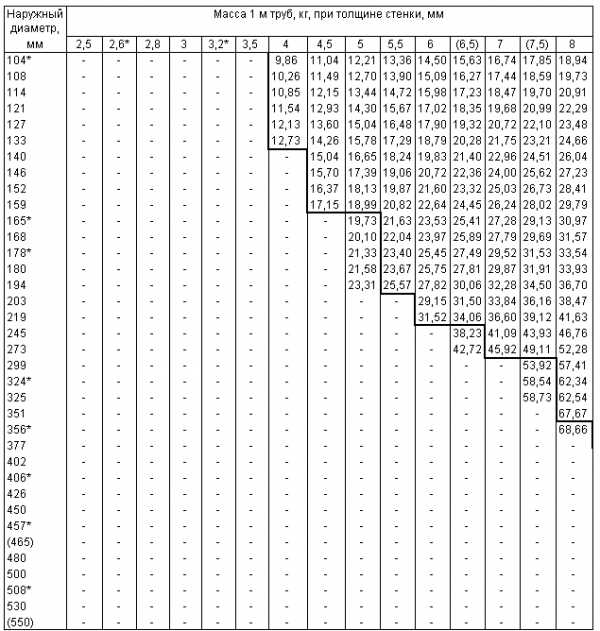
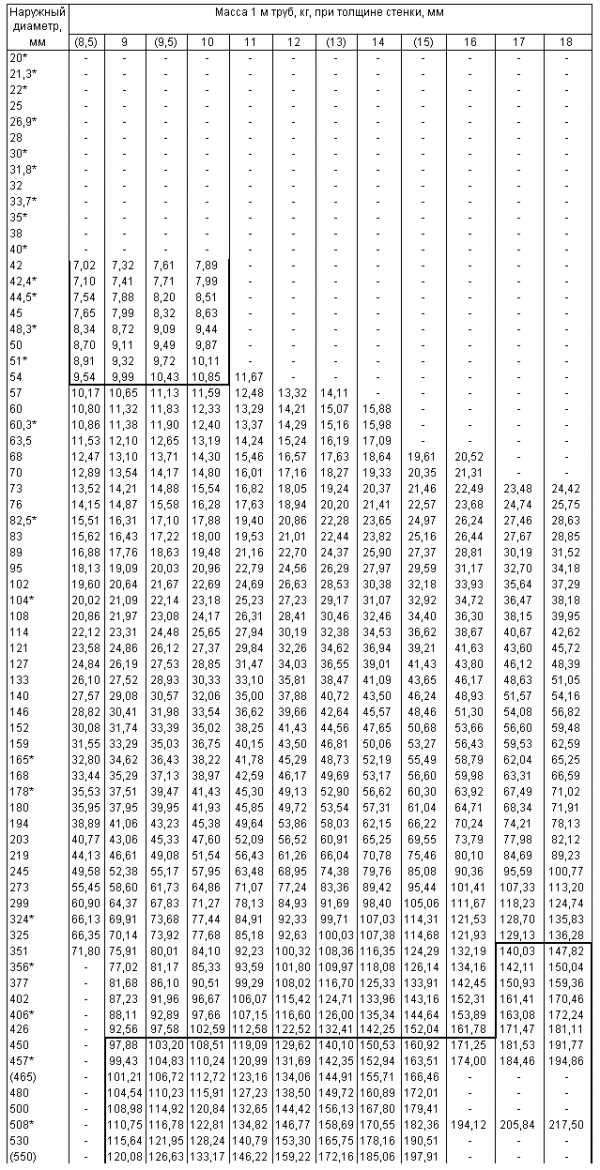
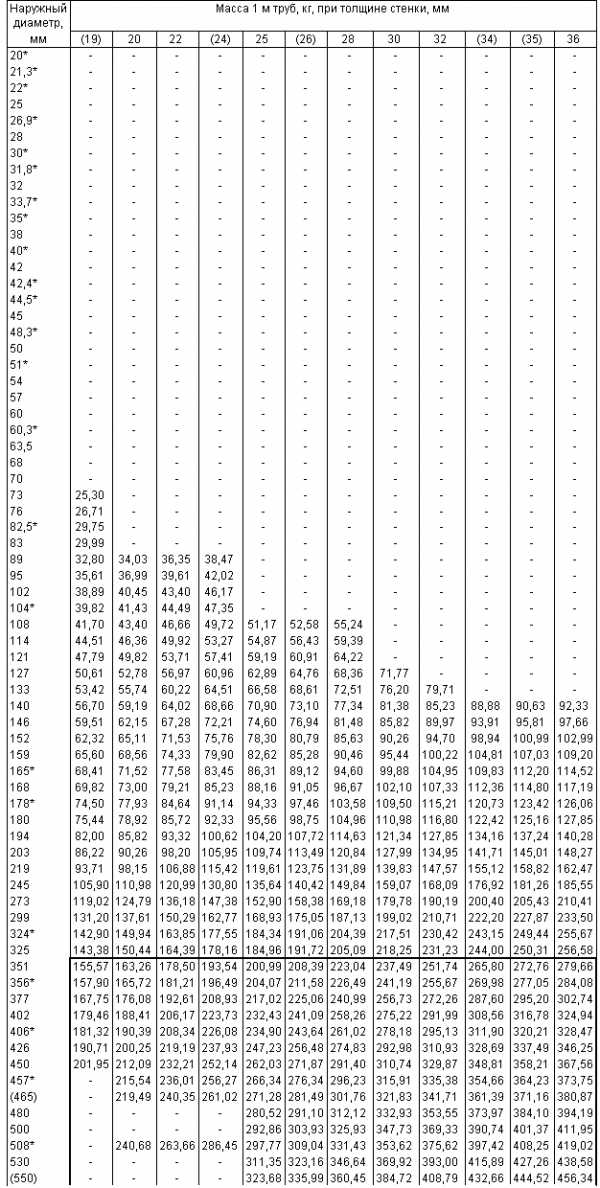
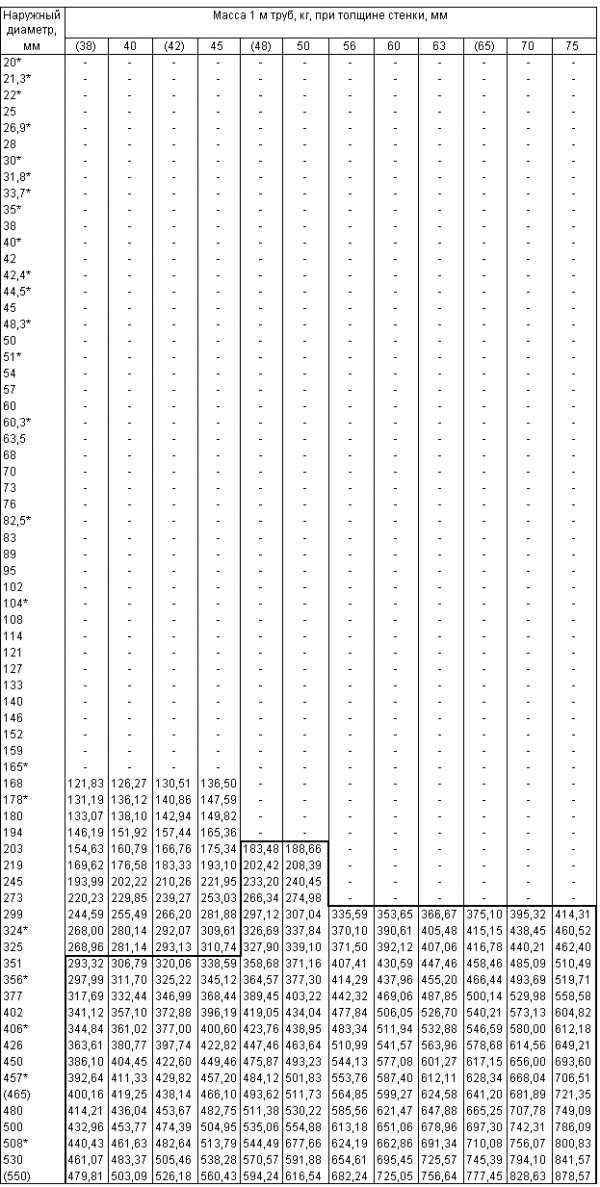
2. Размеры и масса 1 м труб должны соответствовать приведенным в табл.1.
Таблица 1
Продолжение табл.1
Продолжение табл.1
Продолжение табл.1
Продолжение табл.1
Примечания:
1. Размеры труб, взятые в скобки, при проектировании нового оборудования не применять.
2. Массу 1 м труб вычисляют по формуле ,
где – наружный диаметр, мм;
– толщина стенки, мм.
Плотность стали принята равной 7,850 г/см.
3. Трубы, масса которых ограничена ломаной жирной линией, изготовляют по согласованию изготовителя с потребителем.
4. Трубы наружными диаметрами и толщиной стенок, отмеченными звездочкой, применяют в договорно-правовых отношениях по экономическому и научно-техническому сотрудничеству.
1, 2. (Измененная редакция, Изм. N 2).
3. По длине трубы должны изготовляться:
немерной длины – в пределах от 4 до 12,5 м;
мерной длины – в пределах немерной;
длины, кратной мерной, – в пределах немерной длины с припуском на каждый рез по 5 мм;
приблизительной длины – в пределах немерной длины.
Примечания:
1. По соглашению изготовителя с потребителем допускается изготовлять трубы длиной, выходящей за пределы, указанные для труб немерной длины.
2. Для труб с толщиной стенки более 16 мм длина мерных труб устанавливается соглашением изготовителя с потребителем.
3. Трубы приблизительной длины изготовляют по требованию потребителя.
4. Предельные отклонения по длине труб мерной длины и длины, кратной мерной, не должны превышать: +10 мм – при длине до 6 м; +15 мм – при длине свыше 6 м или с наружным диаметром более 152 мм; ±500 мм – для приблизительной длины.
3, 4. (Измененная редакция, Изм. N 1).
5. Предельные отклонения по наружному диаметру и толщине стенки труб не должны превышать указанных в табл.2 и 3.
Таблица 2
Наружный диаметр, мм | Предельные отклонения для труб точности изготовления | |
повышенной | обычной | |
До 50 включ. | ±0,5 мм | ±0,5 мм |
Св.50 до 219 “ | ±0,8% | ±1,0% |
” 219 | ±1,0% | ±1,25% |
Таблица 3
Наружный диаметр, мм | Толщина стенки, мм | Предельные отклонения по толщине стенки труб точности изготовления, % | |
повышенной | обычной | ||
До 15 включ. | ±12,5 | +12,5 | |
Св. 15 до 30 | +10,0 | ±12,5 | |
30 и выше | ±10,0 | +10,0 | |
Св. 219 | До 15 включ. | +12,5 | |
Св. 15 до 30 | ±12,5 | ||
30 и выше | +10,0 | ||
6. По соглашению изготовителя с потребителем трубы могут изготовляться с комбинированными предельными отклонениями, например: по наружному диаметру повышенной точности по ГОСТ 9567, а по толщине стенки – обычной точности и т.д.
7. Овальность и разностенность труб не должны выводить размер труб за предельные отклонения по диаметру и толщине стенки.
8. Кривизна любого участка трубы на 1 м длины не должна превышать: 1,5 мм – для труб с толщиной стенки до 20 мм; 2,0 мм – для труб с толщиной стенки свыше 20 до 30 мм; 4,0 мм – для труб с толщиной стенки свыше 30 мм.
Предельные отклонения по внутреннему диаметру для труб диаметром 70-203 мм, стенкой 7-20 мм и отношением диаметра к толщине стенки, равным или менее 10, не должны превышать соответствующих предельных отклонений по наружному диаметру, указанных в табл.2.
Для прочих размеров труб предельные отклонения по внутреннему диаметру устанавливаются по соглашению изготовителя с потребителем.
Примеры условных обозначений
Труба наружным диаметром 70 мм, толщиной стенки 3,5 мм, длиной, кратной 1250 мм, обычной точности изготовления, из стали марки 10, изготовляется по группе Б ГОСТ 8731:
Труба наружным диаметром 70 мм, толщиной стенки 3,5 мм, длиной 6000 мм (мерная длина), повышенной точности изготовления, из стали марки 40Х, изготовляется по группе В ГОСТ 8731:
То же, немерной длины, изготовляется по группе Д ГОСТ 8731:
Труба наружным диаметром 219 мм, толщиной стенки 10 мм, немерной длины, обычной точности изготовления, из стали марки Ст4сп, категория стали 1, изготовляется по группе Б ГОСТ 8731 из слитка:
Труба внутренним диаметром 70 мм, толщиной стенки 3,5 мм, длиной 6000 мм (мерная длина), обычной точности изготовления, из стали марки 10, изготовляется по группе Б ГОСТ 8731:
Труба с наружным диаметром 95 мм, внутренним диаметром 76 мм, допускаемой разностенностью немерной длины, обычной точности изготовления, из стали марки 10, изготовляется по группе Б ГОСТ 8731:
(Измененная редакция, Изм. N 2).
10. Технические требования – по ГОСТ 8731.
Текст документа сверен по:
официальное издание
Трубы металлические и соединительные части к ним.
Часть 1. Трубы бесшовные гладкие: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2004
docs.cntd.ru
ГОСТ 8732-78
ГОСТ 8732-78
Группа В62
МКС 23.040.10
ОКП 13 1200, 13 1700, 13 1900
Дата введения 1979-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
А.А.Шевченко, д-р техн. наук; В.П.Сокуренко, канд. техн. наук; В.Н.Ровенский
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 22.03.78 N 757
3. ВЗАМЕН ГОСТ 8732-70
4. Стандарт полностью соответствует СТ СЭВ 1481-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в феврале 1982 г., сентябре 1988 г. (ИУС 5-82, 1-89)
1. Настоящий стандарт распространяется на горячедеформированные бесшовные стальные трубы общего назначения, изготовляемые по наружному диаметру, толщине стенки и длине.
2. Размеры и масса 1 м труб должны соответствовать приведенным в табл.1.
Таблица 1
Продолжение табл.1
Продолжение табл.1
Продолжение табл.1
Продолжение табл.1
1. Размеры труб, взятые в скобки, при проектировании нового оборудования не применять.
2. Массу 1 м труб вычисляют по формуле ,
где – наружный диаметр, мм;
– толщина стенки, мм.
Плотность стали принята равной 7,850 г/см.
3. Трубы, масса которых ограничена ломаной жирной линией, изготовляют по согласованию изготовителя с потребителем.
4. Трубы наружными диаметрами и толщиной стенок, отмеченными звездочкой, применяют в договорно-правовых отношениях по экономическому и научно-техническому сотрудничеству.
1, 2. (Измененная редакция, Изм. N 2).
3. По длине трубы должны изготовляться:
немерной длины – в пределах от 4 до 12,5 м;
мерной длины – в пределах немерной;
длины, кратной мерной, – в пределах немерной длины с припуском на каждый рез по 5 мм;
приблизительной длины – в пределах немерной длины.
Примечания:
1. По соглашению изготовителя с потребителем допускается изготовлять трубы длиной, выходящей за пределы, указанные для труб немерной длины.
2. Для труб с толщиной стенки более 16 мм длина мерных труб устанавливается соглашением изготовителя с потребителем.
3. Трубы приблизительной длины изготовляют по требованию потребителя.
4. Предельные отклонения по длине труб мерной длины и длины, кратной мерной, не должны превышать: +10 мм – при длине до 6 м; +15 мм – при длине свыше 6 м или с наружным диаметром более 152 мм; ±500 мм – для приблизительной длины.
3, 4. (Измененная редакция, Изм. N 1).
5. Предельные отклонения по наружному диаметру и толщине стенки труб не должны превышать указанных в табл.2 и 3.
Таблица 2
Наружный диаметр, мм | Предельные отклонения для труб точности изготовления | |
повышенной | обычной | |
До 50 включ. | ±0,5 мм | ±0,5 мм |
Св.50 до 219 “ | ±0,8% | ±1,0% |
” 219 | ±1,0% | ±1,25% |
Таблица 3
Наружный диаметр, мм | Толщина стенки, мм | Предельные отклонения по толщине стенки труб точности изготовления, % | |
повышенной | обычной | ||
До 219 | До 15 включ. | ±12,5 | +12,5 |
Св. 15 до 30 | +10,0 | ±12,5 | |
30 и выше | ±10,0 | +10,0 | |
Св. 219 | До 15 включ. | +12,5 | |
Св. 15 до 30 | ±12,5 | ||
30 и выше | +10,0 | ||
6. По соглашению изготовителя с потребителем трубы могут изготовляться с комбинированными предельными отклонениями, например: по наружному диаметру повышенной точности по ГОСТ 9567, а по толщине стенки – обычной точности и т.д.
7. Овальность и разностенность труб не должны выводить размер труб за предельные отклонения по диаметру и толщине стенки.
8. Кривизна любого участка трубы на 1 м длины не должна превышать: 1,5 мм – для труб с толщиной стенки до 20 мм; 2,0 мм – для труб с толщиной стенки свыше 20 до 30 мм; 4,0 мм – для труб с толщиной стенки свыше 30 мм.
9. По требованию потребителя трубы должны поставляться по внутреннему диаметру и по толщине стенки, а также по наружному и внутреннему диаметрам и по разностенности.
Предельные отклонения по внутреннему диаметру для труб диаметром 70-203 мм, стенкой 7-20 мм и отношением диаметра к толщине стенки, равным или менее 10, не должны превышать соответствующих предельных отклонений по наружному диаметру, указанных в табл.2.
Для прочих размеров труб предельные отклонения по внутреннему диаметру устанавливаются по соглашению изготовителя с потребителем.
Примеры условных обозначений
Труба наружным диаметром 70 мм, толщиной стенки 3,5 мм, длиной, кратной 1250 мм, обычной точности изготовления, из стали марки 10, изготовляется по группе Б ГОСТ 8731:
Труба наружным диаметром 70 мм, толщиной стенки 3,5 мм, длиной 6000 мм (мерная длина), повышенной точности изготовления, из стали марки 40Х, изготовляется по группе В ГОСТ 8731:
То же, немерной длины, изготовляется по группе Д ГОСТ 8731:
Труба наружным диаметром 219 мм, толщиной стенки 10 мм, немерной длины, обычной точности изготовления, из стали марки Ст4сп, категория стали 1, изготовляется по группе Б ГОСТ 8731 из слитка:
Труба внутренним диаметром 70 мм, толщиной стенки 3,5 мм, длиной 6000 мм (мерная длина), обычной точности изготовления, из стали марки 10, изготовляется по группе Б ГОСТ 8731:
Труба с наружным диаметром 95 мм, внутренним диаметром 76 мм, допускаемой разностенностью немерной длины, обычной точности изготовления, из стали марки 10, изготовляется по группе Б ГОСТ 8731:
(Измененная редакция, Изм. N 2).
10. Технические требования – по ГОСТ 8731.
Текст документа сверен по:
официальное издание
Трубы металлические и соединительные части к ним.
Часть 1. Трубы бесшовные гладкие: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2004
docs.cntd.ru
: Металлургия: образование, работа, бизнес :: MarkMet.ru
ГОСТ 8732-78
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ ГОРЯЧЕДЕФОРМИРОВАННЫЕ
Сортамент
Seamless hot-deformed steel pipes.
Range of sizes
МКС 23.040.10
ОКП 13 1200, 13 1700, 13 1900
Дата введения 1979-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
А.А.Шевченко, д-р техн. наук; В.П.Сокуренко, канд. техн. наук; В.Н.Ровенский
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 22.03.78 N 757
3. ВЗАМЕН ГОСТ 8732-70
4. Стандарт полностью соответствует СТ СЭВ 1481-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8731-74 | 9; 10 |
ГОСТ 9567-75 | 6 |
6. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в феврале 1982 г., сентябре 1988 г. (ИУС 5-82, 1-89)
1. Настоящий стандарт распространяется на горячедеформированные бесшовные стальные трубы общего назначения, изготовляемые по наружному диаметру, толщине стенки и длине.
2. Размеры и масса 1 м труб должны соответствовать приведенным в табл.1.
Таблица 1
Продолжение табл.1
Продолжение табл.1
Продолжение табл.1
Продолжение табл.1
Примечания:
1. Размеры труб, взятые в скобки, при проектировании нового оборудования не применять.
2. Массу 1 м труб вычисляют по формуле ,
где – наружный диаметр, мм;
– толщина стенки, мм.
Плотность стали принята равной 7,850 г/см.
3. Трубы, масса которых ограничена ломаной жирной линией, изготовляют по согласованию изготовителя с потребителем.
4. Трубы наружными диаметрами и толщиной стенок, отмеченными звездочкой, применяют в договорно-правовых отношениях по экономическому и научно-техническому сотрудничеству.
1, 2. (Измененная редакция, Изм. N 2).
3. По длине трубы должны изготовляться:
немерной длины – в пределах от 4 до 12,5 м;
мерной длины – в пределах немерной;
длины, кратной мерной, – в пределах немерной длины с припуском на каждый рез по 5 мм;
приблизительной длины – в пределах немерной длины.
Примечания:
1. По соглашению изготовителя с потребителем допускается изготовлять трубы длиной, выходящей за пределы, указанные для труб немерной длины.
2. Для труб с толщиной стенки более 16 мм длина мерных труб устанавливается соглашением изготовителя с потребителем.
3. Трубы приблизительной длины изготовляют по требованию потребителя.
4. Предельные отклонения по длине труб мерной длины и длины, кратной мерной, не должны превышать: +10 мм – при длине до 6 м; +15 мм – при длине свыше 6 м или с наружным диаметром более 152 мм; ±500 мм – для приблизительной длины.
3, 4. (Измененная редакция, Изм. N 1).
5. Предельные отклонения по наружному диаметру и толщине стенки труб не должны превышать указанных в табл.2 и 3.
Таблица 2
Наружный диаметр, мм | Предельные отклонения для труб точности изготовления | |
| повышенной | обычной |
До 50 включ. | ±0,5 мм | ±0,5 мм |
Св.50 до 219 ” | ±0,8% | ±1,0% |
” 219 | ±1,0% | ±1,25% |
Таблица 3
Наружный диаметр, мм | Толщина стенки, мм | Предельные отклонения по толщине стенки труб точности изготовления, % | |
|
| повышенной | обычной |
До 219 | До 15 включ. | ±12,5 | +12,5 |
| |||
| Св. 15 до 30 | +10,0 | ±12,5 |
|
| ||
| 30 и выше | ±10,0 | +10,0 |
|
|
|
|
Св. 219 | До 15 включ. | +12,5 | |
| Св. 15 до 30 | ±12,5 | |
| 30 и выше | +10,0 | |
6. По соглашению изготовителя с потребителем трубы могут изготовляться с комбинированными предельными отклонениями, например: по наружному диаметру повышенной точности по ГОСТ 9567, а по толщине стенки – обычной точности и т.д.
7. Овальность и разностенность труб не должны выводить размер труб за предельные отклонения по диаметру и толщине стенки.
8. Кривизна любого участка трубы на 1 м длины не должна превышать: 1,5 мм – для труб с толщиной стенки до 20 мм; 2,0 мм – для труб с толщиной стенки свыше 20 до 30 мм; 4,0 мм – для труб с толщиной стенки свыше 30 мм.
9. По требованию потребителя трубы должны поставляться по внутреннему диаметру и по толщине стенки, а также по наружному и внутреннему диаметрам и по разностенности.
Предельные отклонения по внутреннему диаметру для труб диаметром 70-203 мм, стенкой 7-20 мм и отношением диаметра к толщине стенки, равным или менее 10, не должны превышать соответствующих предельных отклонений по наружному диаметру, указанных в табл.2.
Для прочих размеров труб предельные отклонения по внутреннему диаметру устанавливаются по соглашению изготовителя с потребителем.
Примеры условных обозначений
Труба наружным диаметром 70 мм, толщиной стенки 3,5 мм, длиной, кратной 1250 мм, обычной точности изготовления, из стали марки 10, изготовляется по группе Б ГОСТ 8731:
Труба наружным диаметром 70 мм, толщиной стенки 3,5 мм, длиной 6000 мм (мерная длина), повышенной точности изготовления, из стали марки 40Х, изготовляется по группе В ГОСТ 8731:
То же, немерной длины, изготовляется по группе Д ГОСТ 8731:
Труба наружным диаметром 219 мм, толщиной стенки 10 мм, немерной длины, обычной точности изготовления, из стали марки Ст4сп, категория стали 1, изготовляется по группе Б ГОСТ 8731 из слитка:
Труба внутренним диаметром 70 мм, толщиной стенки 3,5 мм, длиной 6000 мм (мерная длина), обычной точности изготовления, из стали марки 10, изготовляется по группе Б ГОСТ 8731:
Труба с наружным диаметром 95 мм, внутренним диаметром 76 мм, допускаемой разностенностью немерной длины, обычной точности изготовления, из стали марки 10, изготовляется по группе Б ГОСТ 8731:
(Измененная редакция, Изм. N 2).
10. Технические требования – по ГОСТ 8731.
Текст документа сверен по:
официальное издание
Трубы металлические и соединительные части к ним.
Часть 1. Трубы бесшовные гладкие: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2004
markmet.ru
Труба бесшовная – стандарты и размеры
Современные бесшовные трубы делаются из углеродистой или высококачественной легированной стали на станках трубопроката с применением технологии горячего способа. Отличительной особенность таких изделий является отсутствие сварного шва, как и любого другого соединения. Другими словами, у бесшовной трубы не нарушена ее целостность, что положительным образом влияет на эксплуатационные характеристики трубы и рабочую надежность.
По своему технологическому производству труба бесшовная стальная делится на горячекатные и трубы холоднодеформированные. Свое основное применение бесшовная труба нашла в следующих сферах:
• нефтедобывающая и химическая промышленность;
• прокладка водопроводных и иных
коммуникационных систем;
• в прокладке газовых линий;
• в машиностроении и котельных установках;
• в авиационной и автомобильной промышленности;
• судостроение и многое другое.
Следует подчеркнуть, что все стальные трубы проходят специально разработанные испытания,
в процессе которых проверяются такие характеристики, как: растяжение трубы, ее прочность, испытание на сплющивание и загиб, на раздачу.
Изготавливаются два основных вида трубы бесшовной (горячекатная и холоднодеформированная), труба бесшовная стальная обладает большим числом технических характеристик, встречающихся только у труб такого типа. Например, данные трубы могут выпускаться тонкостенными и особотонкостенными, а так же толстостенными и особотолстостенными. Кроме того, трубы изготавливаются немерной длины, она составляет 1,5 – 15,5 метров и длины мерной (4,5 – 9 метров), бывают и трубы, длина которых кратна мерной (1,5 – 9 метров).
Еще одним положительным качеством стальных холоднодеформированных труб является
отличная работа на изгиб. Такие трубы, обладающие небольшим диаметром, достаточно эффективно применяются в изготовлении электроосветительной и мебельной фурнитуры. Практически все трубы данной категории делаются термически обработанными.
Помимо этого, бесшовные трубы имеют четыре приоритетных способа производства,
к которым относятся:
• волочение
• ковка
• прессование
• прокатка
В зависимости от способа изготовления, бесшовная стальная труба и определяется для использования в той или иной сфере. Данные трубы отличаются высокой надежностью и рабочей эффективностью.
b-steel.ru
Трубы бесшовные стальные круглые
Горячедеформированные бесшовные стальные трубы регламентируются по ГОСТ 8731-74. Технические требования и условия к ним определены там же. Здесь зафиксирован стандарт, который распространяется на все бесшовные горячедеформированные стальные трубы, изготовленные из легированной и углеродистой стали.
Госстандарт регламентирует также и предельно допустимые отклонения от заданных параметров. Это прописано в ГОСТ 9567 и ГОСТ 8732.
Другой стандарт – ГОСТ 8732-78 – определяет условия и характеристики для других разновидностей бесшовных стальных труб, а именно для тех, которые изготовлены по толщине стенки, наружному диаметру и длине. Раскрой их осуществляется разной длины. По данной характеристике выделяют следующие их разновидности:
– немерной длины – от 4 до 12,5 метров,
– мерной длины – в пределах немерной,
– кратной мерной длины. Она также осуществляется в пределах немерной длины, но с припуском по 5 мм на каждый рез,
– приблизительной длины – также в пределах немерной.
Технические требования к ним изложены в ГОСТ 8731.
Теплодеформированные и холоднодеформированные бесшовные трубы и все базовые характеристики, условия и требования к ним регулируются в ГОСТ 8733-87. Этот металлопрокат имеет общее назначение, изготавливается из легированной и углеродистой стали для деталей машин, различных конструкций, трубопроводов. Служит он и другим техническим целям. Сортамент на него также регулируется Госстандартом (ГОСТ 9567 и ГОСТ 8734). Здесь же изложены и предельно допустимые отклонения, которые могут иметь место в процессе производства. Данный металлопрокат обладает своими заданными требованиями по части длины. Так, они изготавливаются:
– мерной длины в пределах 4,5 до 9 метров, с возможными отклонениями не более 10 мм в сторону увеличения,
– немерной длины в пределах от 1,5 до 11,5 метров,
– кратной мерной длины – от 1,5 до 9 метров, но с припуском по 5 мм на каждый рез. Возможен также и другой припуск, однако он должен быть оговорен в заказе. Предельные отклонения допускаются на общую длину, но не более тех, которые оговорены в Госстандарте для труб мерной длины.
Технические требования к данным трубам изложены в ГОСТ 8733-74.
Горячекатаные же трубы также имеют свои размеры. Вот общие сведения о них:
– трубы мерной длины – от 4 до 8 метров,
– трубы немерной длины – от 4 до 12 метров,
– трубы кратной мерной длины – до 8 метров, но с припуском не менее 5 мм на каждый рез (при условии, если другой рез не оговорен при оформлении заказа).
Максимальное отклонение, которое допускается в данном случае, должно составлять 15 мм в пользу увеличения.
Не забудьте почитать про стальной лист горячекатан
www.alternativann.ru
Труба круглая стальная – отличительные особенности, классификация, производство и сферы применения

Изначально, стальные круглые трубы принято классифицировать относительно способа их изготовления. К примеру, в зависимости от способа проката они бывают:
Также стальные трубы круглого сечения бывают бесшовными и электросварными. Последние, в свою очередь делятся на прямошовные электросварные трубы и трубы спиралешовные.
Электросварные стальные трубы
Что касается электросварной круглой стальной трубы, то она изготавливается из листового проката или, так называемых, стальных штрипсов. Происходит это методом формовки труб, с последующей сваркой их шва по спирали или вдоль оси.
Соответственно, процесс производства труб методом сварки, предусматривает применение специального оборудования. Трубы стальные спиралешовные встречаются гораздо реже, чем трубы с прямым электрошвом, поэтому они будут рассмотрены в меньшей степени.
Процесс сварки стыка труб по спирали провидится в непрерывном режиме. В процессе изготовления используются два вида сварки – электродуговая и высокоточная контактная сварка.
Высокоточная контактная сварка применяется при изготовлении труб размером от 10 мм до 530 мм, а электродуговая для труб, размер которых находится в диапазоне от 428 мм до 1420 мм.

При высокочастотной сварке, сварной шов, визуально практически не виден. При электродуговой сварке предусматривается наложение 3 – х швов, что в свою очередь увеличивает прочностные характеристики сварочного шва.
В данном случае вначале прокладывают основной, центральный шов, после чего соединение дополнительно проваривают с внутренней и наружной стороны.
В том случае, когда электросварные трубы обладают большим диаметр и есть возможность проводить внутренние работы, то такие изделия изнутри шлифуют удаляя таким образом все утолщения и неровности, образовавшиеся после сварочных работ.
Если возможность проведения таких работ отсутствует, то внутреннюю поверхность оставляют без дополнительной обработки.
Бесшовные стальные трубы
Производство бесшовных труб происходит также несколькими способами:

Горячая формовка труб проводится на специальном оборудовании. При этом заготовка нагревается до температуры рекристаллизации. Такой способ обеспечивает получение высокоточной продукции, способной переносить значительные нагрузки, в том числе и высокое внутренние давление.
Круглая холоднодеформированная стальная труба приобретает заданные размеры на другом типе оборудования, предназначенном специально для процесса холодной деформации стальных изделий.
Понятно, что отличием между электросварными и бесшовными стальными трубами является отсутствие или наличие шва. Методы их изготовления имеют, если так можно выразиться, существенную несхожесть технологий, результатом чего служат совершенно разные технические характеристики.
На рынке стального трубопроката, наиболее распространенными и востребованными на сегодняшний день, считаются трубы водогазопроводные (ВПГ) и электросварные прямошовные трубы (ЭСВ). Они достаточно широко применяются в городской и загородной жилой застройке при монтаже инженерных сетей.
Благодаря более простой технологии своего производства и применению наиболее доступных в сфере металлургии углеродистых сталей, такие трубы дешевле своих бесшовных аналогов, что и позволяет им занимать лидирующие позиции в области коммерческого спроса и предложения на рынке трубопроката.
Любой вид строительной продукции изготавливается с учетом определенных условий и ряда нормативных документов. И хотя многие материалы попадают под требования только одного ГОСТ, круглая стальная труба, в зависимости от того, какая технология применялась при ее производстве, может относиться к разным стандартам, а следовательно, от этого будет зависеть и область ее дальнейшего применения.
Труба круглая стальная – сферы применения

Как правило, эта продукция стального проката используется в различного рода трубопроводах, предназначенных для транспортировки жидкостей или газа, на объектах производственного и бытового назначения. Чаще всего по ним транспортируют обычную воду, нефтепродукты или природный газ.
В зависимости от среды своей дальнейшей эксплуатации, стальные трубы могут иметь:
По – мимо этого, поверхность труб могут подвергать обработке электротоком и прочим видам дополнительной защиты.
 Ведь ни для кого не секрет, что наиболее губительными для стальных труб являются всевозможные коррозийные процессы.
Ведь ни для кого не секрет, что наиболее губительными для стальных труб являются всевозможные коррозийные процессы.
С внутренней стороны коррозию провоцируют внутренние швы и шероховатости, а снаружи – излишняя влага.
Возникнув в каком – нибудь одном месте, коррозия начинает постепенно разрастаться заполняя внутреннее пространство труб и соответственно, уменьшая их пропускную способность.
В результате появляются протечки и прорывы, что неминуемо приводит к внеплановым и ремонтам трубопроводов.
Именно по этой причине крайне не рекомендуется пренебрегать антикоррозийными мероприятиями, являющимися эффективной защитой стальных труб от коррозии.
Еще к одной из сфер применения стальных труб стоит отнести мебельную промышленность. В мебельном производстве, главным образом задействуются оцинкованные стальные тонкостенные трубы. Они сыскали себе широкое применение при изготовлении каркасов, деталей внутреннего наполнения шкафов, гардеробных и других видов мебели.
По – мимо этого, ГОСТ на стальные круглые трубы не запрещает производителям использовать их при изготовлении прочих всевозможных стальных изделий и металлоконструкций, как промышленного, так и бытового назначения.
Труба круглая стальная – отличительные особенности, классификация, производство и сферы применения с фото и видео. Как сделать своими руками
Ниже вы встретите полезное видео о строительстве.
А теперь давайте посмотрим, что думают наши читатели про этот вид строительства. Если у вас есть вопрос или вы хотите поделиться опытом, пишите свои комментарии используя форму ниже. Также не забывайте поделиться этой статьей с другими.
xn--80aaaad7aiadpf8at3a1id.xn--p1ai
Труба бесшовная ГОСТ 8732-78, технические характеристики, сортамент, вес и цена стальной бесшовной трубы
Бесшовные стальные трубы находят весьма широкое применение в современном строительстве, по сути, являясь основой практически всех инжирных коммуникаций по подаче воды и газа. Помимо этого, высокая прочность и устойчивость к действию химически агрессивной среды позволяет применять их на участках с повышенной нагрузкой.

Труба по по ГОСТ 8732-78
Бесшовная стальная труба: характеристики
Изделие выпускается как в виде круглой трубы, так и профильной. Последний вариант чаще применяется в строительстве, в качестве материала при сооружении несущих конструкций. Круглая стальная труба находит широкое традиционное применение – подача газа, воды, нефти, а также огнеопасных веществ, кислот, щелочи и тому подобного.
Область использования обусловлена техническими характеристиками изделий.
- Прочность – отсутствие сварного шва обеспечивает более высокие показатели стойкости как по отношению к несущим нагрузкам, так и на разрыв. Это качество позволяет применять стальной бесшовный трубопровод в тех случаях, когда элемент должен выдерживать высокое и внешнее, и внутреннее давление.
- Для того чтобы оценить величину нагрузки, которую способны выдержать изделия, следует указать на то, что они используются при разработке нефтяных месторождений, где требуется противостоять давлению пород.

- Предупреждение утечки – шов является слабым местом трубопровода, особенно когда контактируют с химически активными средами. Бесшовные трубы, изготовленные согласно ГОСТ 8732-78 можно применять для перемещения кислот, щелочей, ядовитых и удушающих газов, взрывоопасных продуктов и тому подобного.
- Высокая долговечность и надежность.
- Ассортимент – изделие выпускается в 6 классах, рассчитанных на различную нагрузку в разных сферах и 5, учитывающих разные требования к составу и механическим свойствам. Сортамент включает изменение одного только диаметра от 20 до 550 мм. Столь широкий выбор позволяет подобрать оптимальное соотношение цены/свойства.
- Стоимость – более высокая, учитывая перечисленные качества. Цена изделия определяется материалом изготовления, толщиной стенки, диаметром и классом.

Требования ГОСТ 8732-78
Стандарт регулирует параметры трубопровода и форму выпуска, а также возможные отклонения от нормы.
- Диаметр изделия колеблется в диапазоне от 20 до 550 мм.
- Толщина стенки может изменяться от 2 до 75 мм. По соотношению диаметра бесшовной трубы и толщины стенки различают три группы.
2.1. Особо тонкостенные – соотношение 12,5–40.
2.2. Толстостенные – 6–12,5 .
2.3. Особо толстостенные – соотношение меньше 6.
ГОСТ 8732-78 определяет сортамент изделий металлопроката, то есть, ту величину диаметра, толщины стенки и длину, которая является востребованной промышленностью или строительством. Перечень величин содержится в справочнике сортового металла. Там же указывается вес одного погонного метра. Последний параметр применяется при расчетах теоретической массы металлопроката, необходимого для сооружения конкретного объекта.

Благодаря сортаменту определить цену изделия намного проще, так как он приводит технические характеристики металлопроката в соответствии с весом.
Менее регламентированы длины стального трубопровода. ГОСТ 8732-78 регулирует мерную длину – стандартный отрезок и кратный ему, и немерную – последняя может колебаться в пределах от 4 до 12,5 м. Возможные отклонения от величины длины также стандартизированы и не могут быть отрицательными. На фото приведен образец продукции.
Метод изготовления
Способ производства оказывает влияние на качества конечного продукта. ГОСТ 8732-78 определяет параметры бесшовных труб горячей деформации.
Производство включает в себя несколько этапов:
- металлическая штанга нагревается до пластичного состояния, но не достигая температуры плавления;
- на прошивочном стане изготавливается полая гильза. По форме она похожа на круглую трубу, но неравномерна по длине;
- заготовка обрабатывается и вытягивается для придания заданного внешнего диаметра и длины;
- производится остужение и окончательная калибровка;
- готовое изделие нарезается на отрезки требуемой длины согласно сортаменту, содержащемуся в ГОСТ 8732-78.

Контроль над качеством продукции осуществляется исходя из требований, предъявляемых к классу изделия.
Классы металлопрокатной продукции
Горячекатаные бесшовные трубы выпускаются в категориях:
- А – нормируются и проверяются только механические характеристики изделия;
- Б – проводится контроль над химическим составом стали;
- В – нормируются и механические свойства, и состав материала;
- Г – предполагает проведение испытаний на контрольных образцах;
- Д — состав стали и механические свойства не нормируются, но проводятся испытания на стойкость к гидравлическому давлению.
Помимо указанной классификации бесшовный горячекатаный трубопровод разделяется на классы по прочности.
trubygid.ru