Удг 201 инструкция – тех.документация для УДГ 201 УХЛ4 – Поиск паспортов и другой документации
alexxlab | 09.08.2019 | 0 | Вопросы и ответы
Удг 201 инструкция
Сегодня существует удг 201 инструкция для потребителей в любой области – спорте (как правильно делать гимнастику), психологии (как всем понравиться), здоровье (полезные и вредные свойства продуктов питания), красоте (правильное нанесение на кожу косметических средств). Оно сообщает информацию о важных моментах и этапах, что, как, когда нужно делать, употреблять, чтобы получить нужный эффект.
Описание нового оборудования, его характеристики, правила использования содержит pantera xs 50 инструкция по установке по эксплуатации. Если вы купили или вам подарили бытовой прибор, но вы толком не знаете, как с ним обращаться, то для таких случаев существует брошюра с инструкциями. Эта небольшая книжечка содержит все необходимые сведения о товаре. Вы узнаете, как правильно им пользоваться, набор функций, как подключить, настроить. Чем подробнее будет составлено описание предмета, тем более оно будет понятно пользователю.
Актобе, Алматы, Ангарск, Армавир, Архангельск, Астана, Астрахань, Атырау, Балаково, Балашиха, Барнаул, Белая Церковь, Белгород, Бийск, Бобруйск, Братск, Брест, Брянск, Великий Новгород, Винница, Витебск, Владивосток, Владикавказ, Владимир, Волгоград, Волжский, Вологда, Воронеж, Гомель, Горловка, Гродно, Грозный, Дзержинск, Днепродзержинск, Донецк, Екатеринбург, Житомир, Запорожье, Зеленоград, Иваново, Ивано-Франковск, Ижевск, Йошкар-Ола, Иркутск, Казань, Калининград, Калуга, Караганда, Кемерово, Киев, Киров, Кировоград, Комсомольск-на-Амуре, Костанай, Кострома, Краматорск, Краснодар, Красноярск, Кременчуг, Кривой Рог, Курган, Курск, Кызылорда, Липецк, Луганск, Луцк, Львов, Магнитогорск, Макеевка, Мариуполь, Махачкала, Минск, Могилёв, Москва, Мурманск, Набережные Челны, Нальчик, Нижневартовск, Нижнекамск, Нижний Новгород, Нижний Тагил, Николаев, Новокузнецк, Новороссийск, Новосибирск, Одесса, Омск, Орел, Оренбург, Орск, Павлодар, Пенза, Пермь, Петрозаводск, Петропавловск, Подольск, Полтава, Прокопьевск, Псков, Ровно, Ростов-на-Дону, Рыбинск, Рязань, Самара, Санкт-Петербург, Саранск, Саратов, Севастополь, Семей, Симферополь, Смоленск, Сочи, Ставрополь, Старый Оскол, Стерлитамак, Сумы, Сургут, Сыктывкар, Таганрог, Тамбов, Тараз, Тверь, Тернополь, Тольятти, Томск, Тула, Тюмень, Улан-Удэ, Ульяновск, Уральск, Усть-Каменогорск, Уфа, Хабаровск, Харьков, Херсон, Химки, Хмельницкий, Чебоксары, Челябинск, Череповец, Черкассы, Чернигов, Черновцы, Чита, Шахты, Шымкент, Энгельс, Южно-Сахалинск, Якутск, Ярославль
nmomo.webtm.ru
Библиотека – Установки для ручной сварки
Дополняя тему о ручной сварке металла необходимо дать информацию о существующих установках для облегчения и совершенствования процесса сварки. Начнём с установки УПС-301У4, работающей на постоянном токе. Данная установка даёт пульсирующую дугу и надёжно обеспечивает процесс точечной сварки.В своём комплекте установка имеет горелку, блок поджигания с возбудителем дуги, сварочный выпрямитель с тиристорным регулированием сварочного тока, дистанционный регулятор сварочного тока. Установка оснащена газовой аппаратурой (ротаметрами и клапанами). На базе установки УДГ-301 выпускается универсальная установка УДГУ-301. Её универсальность в том, что она может работать как на постоянном, так и на переменном токе.
Установка УДГ-201УХЛ4 тоже работает на постоянном токе прямой полярности. Предназначена для аргонодуговой сварки в непрерывном и импульсивном режиме. При номинальном токе 200А установка успешно сваривает титан, медь, никель (включая все сплавы на их основе).
Хорошие швы получаются и при сварке данной установкой коррозийностойких сталей. Для сварки переменным током задействуются установки УДГ-301-1 и УДГ-500-1. В перечисленных установках применяют горелки ЭЗР-4, ГР-10, ГР-6, ГСН-1. При сварке в монтажных условиях на токах до 150 А применимы горелки с воздушным охлаждением – ЭЗР-3 и ЭЗР -5.
Считаем необходимым напомнить, что большинство металлов свариваются на постоянном токе прямой полярности («плюс» на изделии). Переменным током сваривают алюминий, магний и бериллий.
При обратной полярности («плюс» на электроде) возрастает напряжение дуги, повышается нагрев и расход электрода. Но обратная полярность имеет и свои плюсы – с поверхности свариваемого металла удаляют оксиды и загрязнения. Именно поэтому дуга обратной полярности эффективна при сварке металлов, имеющие прочные оксидные плёнки.
- Всегда в наличии на складах компании:
- – труба тонкостенная бесшовная
- – труба толстостенная бесшовная
- – а также широкий ассортимент следующей продукции: трубы горячекатаные
Присадочная проволока вводится в сварочную ванну возвратно-поступательными движениями поперёк шва. Это обеспечивает благоприятные условия для перемешивания и сплавления присадочного материала с основным. Не следует вводить конец присадочной проволоки, который находился внутри потока защитного газа. Погружая проволоку в сварочную ванну, нужно одновременно слегка отводить от ванны конец вольфрамового электрода. Подача проволоки и отвод конца вольфрамового электрода должны выполняться плавно, без резких движений, которые могут нарушить истечение защитной струи аргона.
При сварке нельзя допускать касания торцом вольфрамового электрода расплавленной ванны жидкого металла. Если касание происходит, сварку необходимо прекратить, а загрязнённый участок шва – зачистить или вырубить. Торец вольфрамового электрода следует зашлифовать и прожечь, возбудив дугу на вспомогательном медном элементе. После вынужденного обрыва дуги сварку возобновляют на расстоянии не менее 10-15 мм места её обрыва, не допуская заметного усиления шва.
kpmtrade.ru
|
Файл |
Описание |
Размер |
|
prestige144.djvu |
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD. |
507 Kb |
|
sai200.djvu |
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС. |
383 Kb |
|
inverter3200.djvu |
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства. |
318 Kb |
|
deca_mos_168.djvu |
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA. |
383 Kb |
|
B31-5A.gif |
Приципиальная электрическая схема зарядного устройства B31-5A. |
980 Kb |
|
instructions.rar |
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород. |
1.11 Mb |
|
telwin_140.pdf |
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN. |
48.2 Kb |
|
Privod_EPU1-1.djvu |
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1…Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения. |
2.82 Mb |
| mip200_300.pdf | Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки. |
353 Кb |
|
vduch450.djvu |
Схема силовой части инверторного сварочного источника ВДУЧ-350 |
194 Кb |
|
ospz-2m.djvu |
Инструкция по эксплуатации Осциллятора ОСПЗ-2М. |
1.02 Mb |
|
rks14.pdf |
Паспорт и схема блока управления контактной сваркой РКС-14. |
356 Kb |
|
rus2004.djvu |
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта. |
114 Kb |
|
mtr1201.djvu |
|
211 Kb |
|
rks502.djvu |
|
255 Kb |
|
pa-107.zip |
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить. Может у кого-то есть более полная версия документации ? |
754 Kb |
|
uza-150-80-y4.djvu |
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4. |
920 Kb |
|
dc250_31.djvu |
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия “Технотрон”. |
1.23 Mb |
|
Privod_ET-1.djvu |
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной. |
2.01 Mb |
|
13rp.djvu |
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей. |
493 Kb |
|
VD-0801.djvu |
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.). |
214 Kb |
|
dc250.rar |
В архиве отсканированный паспорт инверторного сварочного источника DC250.31 НПП “Технотрон”, г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод – DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка – ЛЭП119х0,1 (сколько жил не помню). оба провода – ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после “х”, только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм |
4.83 Mb |
|
Agregat_ADD-3124.djvu |
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током. Пределы регулирования сварочного тока 40-315А Ном.сварочное напряжение 32,6В Ном.частота вращения 1800+/-30 об/мин. |
475 Kb |
|
Privod_ET6.djvu |
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя). В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом. |
2.62 Mb |
|
spektrometr.pdf |
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 – 1,5 кВт). |
1.4 Mb |
|
zariadka.djvu |
|
357 Kb |
|
klasik_141.djvu |
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141. |
469 Kb |
|
PDG-508m.djvu |
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М. |
305 Kb |
|
busp2.djvu |
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1. |
1.71 Mb |
|
vdg303-401.djvu |
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА. |
239 Kb |
|
nname.djvu |
Принципиальная электрическая схема однофазного полуавтомата типа …. |
92 Kb |
|
kama.djvu |
Руководство на сварочный дизель-генератор компании KAMA. |
1.19 Mb |
|
Сварочный источник ВДУ-601 |
Схема промышленного универсального сварочного источника ВДУ-601. |
185Кb |
|
Выпрямитель ТПП-160-70-У3.1 |
Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте. |
98Кb |
|
Выпрямители ТПЕ ТПП |
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей: – щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч , – кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч . Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. УЭ всех тиристоров объединены. |
407Кb |
|
Инвертор |
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания. |
147Кb |
|
Инструкция эксплуатации |
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ. В документацию входит инструкция по эксплуатации, техническое описание, альбом электрических схем, инструкция по сигнатурному контролю и техническое описание и инструкция по эксплуатации фотоэлектрического преобразователя угловых перемещений модели ВЕ178А5. |
874Кb |
|
vdu504.gif |
Принципиальная электрическая схема сварочного источника ВДУ-504. |
355Кb |
|
mk300.djvu |
Фотографии внутренностей инверторного сварочного источника МК300А. |
283Кb |
|
Telwin.rar |
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схему с образца, в процессе ремонта, срисовали. Для просмотра схемы потребуется как минимум Pcad2000. |
92.1Кb |
|
fors_upr.djvu |
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом. |
51.3Кb |
|
Forsag125.rar |
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм! |
995Кb |
|
Udg-301.zip |
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе. |
725Кb |
|
Ru2005.djvu |
Фотографии внутренностей инверторного сварочного источника Русь-2005 |
641Кb |
|
etu3601.djvu |
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ. |
2.24Mb |
|
invertorColt1300.djvu |
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT |
3.92Mb |
|
UDG-101.rar |
Техническое описание и схема сварочной установки типа УДГ-101 предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм). |
3.71Mb |
|
VDM4X301.djvu + |
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях. |
1.01Mb + |
|
RVI-501.djvu |
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока. |
980 Kb |
|
A-547.djvu |
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода. |
360 Kb |
|
vdu-505.djvu |
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом. |
472 Kb |
|
ppk.djvu |
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой |
1.28 Mb |
|
vduch26.djvu |
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16 |
677 Kb |
|
liga.djvu |
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2. |
156 Kb |
|
VD-160i.pdf |
|
337 Kb |
|
Mpa.djvu |
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар. |
739 Kb |
|
Fora120.djvu |
Фотографии внутренностей инверторного сварочного источника Фора-120. Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором). |
2.51 Mb |
|
Plazmorez.djvu |
Описание и схемы (правда пока без спецификации) на аппарат воздушно-плазменной резки АПР-150-1 |
216 Kb |
|
alplaz_04.djvu |
Инструкция и чертёжк Алплазу-04 и Мультиплазу 2500. Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия. |
406 Kb |
|
ultrasonik_400W.djvu |
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования. |
44.4 Kb |
|
ims1600.djvu |
Фотографии внутренностей инверторного сварочного источника IMS1600. |
232 Kb |
|
BME-160.djvu |
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160. |
102 Kb |
|
PICO-160.djvu |
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160. |
436 Kb |
|
MAXPOWER_WT-180S.djvu |
Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S. |
497 Kb |
|
lisa.djvu |
|
443 Kb |
|
pdg101.djvu |
|
110 Kb |
|
Vir101.rar |
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИРЦ101 УЗ. |
8.81 Kb |
|
Piton.djvu |
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В). |
866 Kb |
|
Osppz.djvu |
Руководство по эксплуатации осциллятора ОСППЗ-300 М1. |
157 Kb |
|
pulsar220.djvu |
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР. |
55.5 Kb |
|
vdu506.djvu |
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506. |
1.53 Mb |
|
Pylsar.djvu |
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР. |
334 Kb |
|
ThermalArc250S.pdf |
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики. |
486 Kb |
|
ThermalArc160S.pdf |
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ. |
437 Kb |
|
invertec_130.pdf |
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ.) известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника |
569 Kb |
|
udgu301.djvu |
|
579 Kb |
|
schemahf.djvu |
|
98 Kb |
|
lhf500.djvu |
|
123 Kb |
|
osc.djvu |
|
15 Kb |
|
maxstar150.djvu |
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы. |
710 Kb |
|
timer.djvu |
Инструкция по эксплуатации таймера TGE-2, модель 61925. |
340 Kb |
svarcom.net
Универсальные делительные головки: применение, таблицы и принцип работы
Универсальные делительные головки (УДГ) представляют собой вид приспособлений, применяемых преимущественно в мелкосерийном, единичном производствах. За счёт использования таких станочных универсальных приспособлений удаётся существенно повысить производительность и облегчить условия труда. Кроме того, их применение повышает безопасность работы, расширяет технологические возможности производственного оборудования.
В конструктивном исполнении делительные головки – это горизонтальные станочные приспособления. Ими оснащают фрезерные, координатно-расточные станки (полуавтоматы). С их помощью осуществляют периодические повороты обрабатываемых заготовок на заданные углы (деления). Сама обрабатываемая заготовка устанавливается в патрон. Использование УДГ гарантирует получение заданных геометрических форм, точных размеров обрабатываемых деталей.
Особенно эффективно применение таких приспособлений в технологиях нарезания зубьев шестерёнчатых колёс, фрезерования впадин между зубьями, в обработке многогранников, в производстве многих видов инструментов (свёрла, зенкеры, специальные инструменты). При нарезании спиралевидных канавок с помощью таких делительных головок осуществляется непрерывное вращение и одновременная осевая подача заготовок.
В машиностроении (металлообработке) применяются различные типы головок делительных универсальных (УДГ). Наиболее распространены лимбовые делительные головки. Этот тип оснастки может настраиваться на дифференциальное, простое деление, на фрезерование спиралевидных деталей. Этих технологических возможностей в большинстве случаев достаточно для высокоточной обработки сложных поверхностей.
Методы деления
Чаще всего посредством универсальных делительных головок реализуются два способа деления: простое и дифференциальное. При простом делении производят отсчёт по неподвижному делительному диску. Управление поворотом детали осуществляется рукояткой, связанной через червячную передачу со шпинделем головки.
При дифференциальном делении поворот шпинделя осуществляется как рукояткой (аналогично простому), так и за счёт принудительного поворота самого делительного диска от шпинделя (через систему шестерёнок).
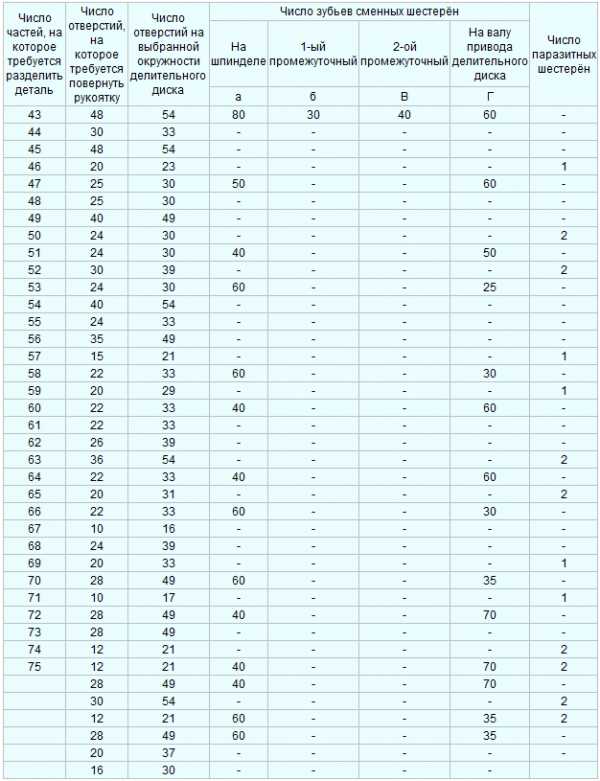
Таблица 1. Настройка делительных головок по методу простого деления

Таблица 2. Настройка делительных головок при дифференциальном делении
Преимущества использования УДГ
Применение головок делительных универсальных позволяет получить ряд существенных преимуществ. Основные из них следующие:
значительно расширяется спектр технологических операций фрезерного станка;
возможность работы с заготовками разных размеров;
возможность обработки поверхностей в любом положении относительно вертикали.
Универсальные делительные головки просты в установке и в работе. Стоимость дополнительного приспособления доступная. Поэтому его можно использовать в единичном производстве, в том числе в частном применении.
Выбор универсальных делительных головок
При выборе делительной головки УДГ вначале определяются с её типом. Чаще всего используют головки делительные универсальные. Они, в свою очередь, отличаются между собой значением наибольших диаметров обрабатываемых заготовок. К примеру, отечественной промышленностью выпускаются следующие типы делительных головок: от УДГ-Д-160 до УДГ-Д-400 (под диаметры 160, 200, 250, 320, 400 мм).
Все типы приспособлений унифицированы, отличаются, в основном, высотой центров. Для головок делительных универсальных составлены специальные таблицы расчётов простого/дифференциального деления. При выборе приспособления подбирают его рабочий диаметр соответственно размерам закрепляемых деталей. То есть, если обрабатываются заготовки с небольшими диаметрами, лучше установить УДГ такого же типоразмера.
mekkain.ru
Универсальная делительная головка типа УДГ. Паспорт
Назначение.
1.1. Универсальная делительная головка типа УДГ предназначена для выполнения работ по обработке детали, связанных с поворотом детали на заданную величину, при работе на фрезерных, зубофрезерных, долбежных, расточных, строгальных и сверлильных станках, а также при разметочных и других работах.
1.2. Делительные головки являются важными принадлежностями консольно-фрезерных станков, особенно универсальных, и применяются при необходимости фрезерования граней, пазов, шлицев, зубьев колёс и инструментов, расположенных под определённым углом друг относительно друга. Их можно использовать для простого и дифференциального деления.
1.3. С помощью делительной головки можно производить в центрах, в патроне или на шпиндельной оправке и осуществлять следующие конкретные операции:
- простое деление окружностей;
- прямое деление окружностей;
- дифференциальное деление окружностей без интервала;
- фрезерование спиралей;
- фрезерование зубчатых колес;
- фрезерование спиральных. гипоидных канавок;
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка.
Основные характеристики.
Основной характеристикой делительной головки N является величина обратная передаточному отношению червячной пары. Технические характеристики универсальных делительных головок типа УДГ представлены в табл.1.
Таблица 1 — Технические характеристики универсальных делительных головок
| Характеристика | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Наибольший диаметр обрабатываемого изделия, мм | 160 | 200 | 250 | 320 |
| Высота центров, мм | 80 | 100 | 125 | 160 |
| Диаметр монтажного фланца (размер под шпиндель станка) | 36,541 | 41,275 | 53,975 | 53,975 |
| Ширина шпонки, мм | 14 | 14 | 18 | 18 |
| Угол поворота шпинделя от горизонтального положения | ||||
| — вниз от линии центров, град | 90 | 95 | 95 | 95 |
| — вверх от линии центров, град | 6 | 5 | 5 | 5 |
| Передаточное число червячной передачи | 1:40 | 1:40 | 1:40 | 1:40 |
| Крепление в шпиндельном отверстии (конус Морзе) | 3 | 3 | 4 | 4 |
| Цена деления нониуса | 10” | 10” | 10” | 10” |
| Модуль сменных зубчатых колес, мм | 1,5 | 1,5 | 1,5 | 1,5 |
| Масса,кг (нетто) | 36 | 67 | 119 | 125 |
| Масса,кг (брутто) | 42 | 79 | 132 | 140 |
| Габариты | 544×405×222 | 616×465×265 | 536×460×310 | 710×505×342 |
| Максимальная нагрузка, кг | 80 | 100 | 130 | 130 |
Точностные характеристики.
Универсальная делительная головка осуществляет вращение заготовки с сохранением технологических баз обрабатываемой детали со следующими точностными характеристиками, представленными в табл.2.
Таблица 2 — Точностные характеристики универсальных делительных головок
Порядок работы.
4.1. Перед началом работы ознакомиться с комплектом технической документации.
4.2. Протереть комплект оборудования, удалить смазку ветошью, смоченной в бензине, насухо протереть тканью.
4.3. Смонтировать на станке делительную голову и соответствующие приспособления. Подготовить станок и оснастке к работе к работе. Выбрать способ разметки.
4.4. Управляющие элементы делительной головки и ее конструкция показаны на рисунке 1 и на рисунке 2.

1 – рукоятка для выключения червячной передачи;
2 – градуированный диск;
3 – рукоятка для блокировки шпинделя;
4 – фиксирующий штифт;
5 – делительная пластина;
6 – блокирующий штифт для делительной пластины;
7 – гайка для регулировки люфта между червяком и червячным колесом;
8 – зубчатый вал.
Делительная головка может работать в нескольких режимах:
Прямая разметка (деление)
При выполнении прямой разметки сначала надо освободить червячную передачу и колесо передачи и затем использовать градуированный диск на передней части шпинделя делительной головки также как линии разметки на корпусе.
После окончания разметки с помощью делительной головки, переходят к фрезерованию, и тогда шпиндель следует заблокировать с помощью рукоятки на шпинделе.
Простая разметка (деление)
Простая разметка (деление) с помощью делительной головки на поверхности заготовки выполняется наиболее часто.
Количество поворотов делительной головки определяется как частное от деления, и вычисляется следующим образом:
n = 40 (кол-во зубьев на зубчатом колесе) / Z (кол-во делений на заготовке)
Следует отметить, что результат деления – не целое число, а дробное. Знаменатель представляет собой количество отверстий в кольце делительной пластины. Если знаменатель не соответствует количеству отверстий в делительной пластине, то деление возможно. Диск перемещается в следующее положение и фиксируется с помощью шпильки.
Если знаменатель дроби не соответствует количеству отверстий в делительной пластине, простое деление не может быть использовано, для этого применяют дифференциальное деление.
Дифференциальное деление
При необходимости, любое количество равных делений может быть получено при использовании метода дифференциального деления. При проведении дифференциального деления сначала разъединить блокирующий стержень делительной пластины от делительной пластины. Вставить оправку в коническое отверстие на заднем конце шпинделя и затем установить сменную зубчатую передачу в оправку. С помощью этой оправки момент передается через сменную зубчатую передачу . Затем вращая рукоятку делительной головки для поворота шпинделя. Шпиндель в свою очередь приводит в движение сменную зубчатую передачу.
При дифференциальном делении расчет сменой зубчатой передачи выглядит следующим образом:
где I – передаточное число сменной зубчатой передачи
X — требуемое значение
Z — количество зубьев сменной зубчатой передачи
A, B, C, D – количество зубьев сменной зубчатой передачи
Выбор требуемого значения X зависит от числа делений Z заготовки. Для определения этого значения сначала выбирается количество отверстий на делительной пластине, или для удобства дробь приводится к любому ее виду, эквивалентное значение которой соответствует количеству отверстий в делительной пластине. Для этого случая значение X иногда либо больше, либо меньше чем число делений Z заготовки, но это значение должно отличаться ненамного, и должно быть как можно ближе к значению Z.
Если X меньше чем Z то результат, подсчитанный по формуле — отрицательный. В этом случае стопорная шпилька должны быть повернута в направлении против направления делительной пластины.
Если X больше чем Z, то результат, подсчитанный по вышеприведенной формуле – положительный. В этом случае направление перемещения стопорной шпильки должно соответствовать направлению делительной пластины.
Подсчет числа поворотов шпильки является таким же что и в случае простого деления, но для дифференциального деления не следует брать действительное значение Z и следует взять допустимое значение X как замену. Расчет ведется по формуле, данной ниже:
n=40/X
Сменить передачу, как показано на рисунке 3.
Фрезерование спиральных канавок.
(Делительная головка УДГ-160 должна быть оснащена креплением сменной передачи.)
При фрезеровании спиральных канавок, фиксирующая шпилька должна быть помещена в отверстие в делительной пластине и делительная пластина должна быть свободной.
Для фрезеровки спиральной канавки правильной формы, стол фрезерного станка до выполнения работы следует устанавливать под эффективным углом и его значение может быть рассчитано по следующей формуле.
где Ψ – угол поворота;
π – 3,14;
D — диаметр заготовки;
T – шаг спиральной канавки;
Передаточное число может быть выражено
где i – измененное передаточное число;
t – шаг фрезеровки;
T — ширина канавки;
a,b,c,d — количество зубьев механизме в зубчатой передаче.
Для фрезеровки левосторонней спирали промежуточное звено зубчатой передачи следует добавить, так что замена компонентов а и d приведет к смене направления. Для фрезерования правосторонней спирали замену компонентов а и d следует произвести так, чтобы направление не изменилось.
Фрезерование гипоидной цилиндрической зубчатой передачи
Операция фрезерования гипоидной цилиндрической зубчатой передачи аналогично нарезанию спиральных канавок, с разницей в выражении данных зубчатой передачи в формуле.
Вычисление изменения передаточного числа зубчатой передачи для фрезерования гипоидных цилиндрических зубьев осуществляется по формуле
где М – стандартный модуль зуба;
β – угол наклона зуба.
Монтаж делительной головки и регулировка.
Точность выполняемых работ при использовании изделия и сроки службы универсальной делительной головки преимущественно зависят от правильности установки.
Недопустимы удары, как во время транспортировки, так и во время эксплуатации.
Установочные размеры делительных головок представлены ниже
Для УДГ-160
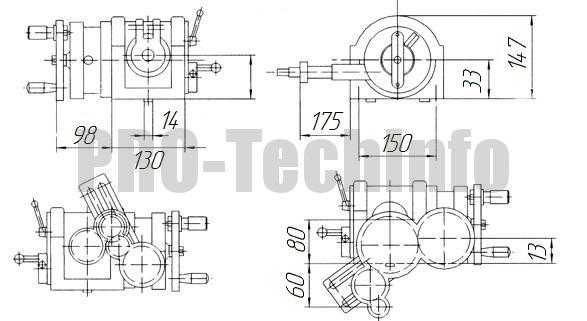
Для УДГ-200, УДГ-250, УДГ-320

Рис.4 Присоединительные размеры делительных головок.
В таблице 3 приведены присоединительные размеры универсальных делительных головок (кроме УДГ-160), обозначенные буквами на рисунке 4
| Делительная головка | A | B | C | D | E | F | G | H | L | M | N | O | P |
| УДГ-200 | 162 | 14 | 102 | 87 | 186 | 95 | 116 | 100 | 93 | 54.7 | 30 | 100 | 100 |
| УДГ-250 | 209 | 18 | 116 | 98 | 224 | 117 | 120 | 125 | 103 | 68.5 | 34.5 | 100 | 125 |
| УДГ-320 | 209 | 18 | 116 | 98 | 259 | 152 | 120 | 160 | 103 | 68.5 | 34.5 | 100 | 160 |
Настройка делительной головки.

Рис.5. Настройка делительной головки на простое деление
Простое деление на универсальной делительной головке отличается от непосредственного тем, что передача между заготовкой и делительным диском осуществляется через червячную пару, т. е. червяк с заходами и червячное колесо с zЧК зубьями. Червячное колесо сидит на шпинделе 1 головки, а червяк — на валу 2 с рукояткой 4, имеющей два движения — D и L. Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Например, на одной стороне диска есть 16, 17, 19, 21, 23, 29, 30 и 31 отверстия, а на другой — 33, 37, 39, 41, 43, 47, 49 и 54 отверстия. В делительных головках червяк на валу 2 всегда однозаходный, т. е. k — 1, a zЧK= 40, 80 или 120. Отношение N = zЧK/k называют характеристикой делительной головки. Вал 3 используют в других случаях. Один оборот рукоятки вызовет поворот заготовки на k/zЧК= 1/N. При нарезании зубчатого колеса надо сделать проборотов рукоятки, т. е.nр = k/N = 1/z или пр= N/z.Характеристика головки N = const, a z = var, поэтому обычно np не является целым числом. Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.
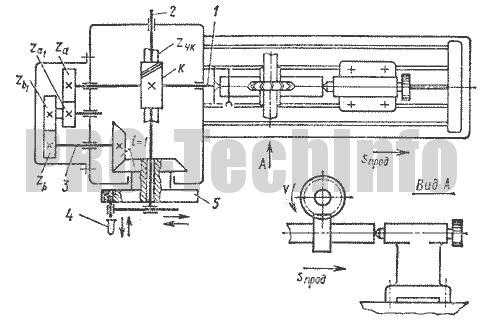
Рис.6. Настройка делительной головки на дифференциальное деление
Дифференциальная настройка головки проводится при выключенном стопоре 6, ограничивающем подвижность лимба 5. Здесь вращение рукоятки 4 также передается (через червячную передачу) шпинделю 1, но одновременно будет вращаться и лимб 5 делительной головки.
Настройка головки заключается в определении числа оборотов рукоятки (как и при простом делении) и от ношения зубьев колес гитары iГ. Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Следовательно, при каждом приеме деления на шпинделе будет возникать погрешность
dшп=(1/z -1/zпр),
а на рукоятке
dр=dшпzчк/k.
Можно компенсировать эту ошибку дополнительным поворотом лимба, не удерживаемого стопором. Эта компенсация должна произойти за период поворота на 1/z часть окружности, следовательно,
1/z*iг*i=(1/z-1/zпр)N,
тогда iг=N(zпр-z)/zпр
В нашем примере iг=40(50-53)/50=-120/50.
По этой дроби подбираются зубья колес za, za1, zb, zb1, а знак показывает направление дополнительного поворота лимба — в противоположную сторону от основного np, уменьшая абсолютный поворот заготовки.
Нарезание винтовых канавок, косозубых колес и т. п. с шагом Р возможно с применением универсальной делительной головки. Настройка здесь заключается в получении поворота заготовок, согласованного с продольной подачей. С этой целью вращение ходового винта продольной подачи стола фрезерного станка используют для вращения шпинделя 1 делительной головки путем соединения валика 3 набором сменных колес, имеющих отношение чисел зубьев ib=zczd1/(zc1zd) с ходовым винтом, имеющим шаг Рпрод продольной подачи. За один оборот заготовки стол должен перемещаться на величину
1 об. заг zчкiib=P/Pпрод об. винта;
iв=P/(PпродN)=zczd1/(zc1zd),
где Р — шаг винтовой линии;
Рпрод — шаг ходового винта.
Правила хранения.
9.1. Хранить комплект оборудования в заводской упаковке в сухом отапливаемом помещении при температуре воздуха от +5 до +40˚С и относите
льной влажности не более 75%.
9.2. При длительном хранении изделия, во избежание возникновения коррозии помимо смазки маслом, его необходимо завернуть в бумагу с водоотталкивающей пропиткой.
9.3. Воздух в помещении не должен содержать примесей агрессивных паров и газов.
Указание мер безопасности.
Во избежание травматизма необходимо придерживаться правил безопасного труда, соблюдать технику безопасности при работе со станками. Делительную головку необходимо надежно крепить на станке в соответствие с требованиями ГОСТ 12.2.009-99. Не проводить измерения на ходу станка, при движении режущего инструмента и при вращении измеряемой детали.
Комплектация.
- Универсальная делительная головка — 1 ед.
- Задняя бабка – 1 ед.
- Устройство крепления зубчатой передачи (кроме УДГ-160) – 1 ед.
- Зубчатая передача (кроме УДГ-160) – 1 ед.
- Суппорт – 1ед.
- Центр токарный – 1 ед.
- Кронштейн – 1ед.
- Делительная пластина – 1ед.
- Трехкулачковый самоцентрирующийся патрон – 1ед.
- Техническая документация – 1 комплект.
Сведения о консервации.
10.1. Комплект оборудования универсальной делительной головки типа УДГ подвергнут консервации в соответствии требованиям ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
10.2. Срок хранения комплекта без переконсервации – 2 года, при условии хранения в условиях по ГОСТ 15150-69.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) прибора, при условии соблюдения потребителем правил хранения и эксплуатации прибора.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
pro-techinfo.ru
I техническое описание 1 1 назначение установки – архив
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.1. Назначение установки.
1.1.1. Установка УДГ-301-1 и установка УДГ-501-1 (рис.1), (именуемая в дальнейшем “установка”) предназ-начены для ручной дуговой сварки алюминия и его сплавов. Установка может применяться также в качестве источника питания для автоматической сварки.
1.1.2. Сварка осуществляется на переменном токе неплавящемся вольфрамовым электродом марки BA-1А в среде аргона. Для сварки должен использоваться чистый газообразный аргон марки Б, ГОСТ 10157-73.
1.1.3. Установка стационарная ,предназначена для работы в закрытых помещениях, на высоте до 1000 м над уровнем моря , в районах с умеренным климатом (УХЛ4) , при температуре воздуха oт +lC до +35°С и отно-сительной влажности воздуха до 80% (при +25С), а также в районах с тропическим климатом (T4) при тем-пературе окружающего воздуха от +1С до +45°С в относительной влажности воздуха до 98% (при +35 С). Воздух в помещении не должен содержать примесей, разрушающих изоляцию и вызывающих коррозию ме-таллических частей.
1.1.4. Охлаждающая вода должна удовлетворять следующим требованиям :
1.2. Технические характеристики.
1.2.1. Основные параметры установок приведены в табл.1.
1.2.2. Габаритные размеры и масса составных частей установок приведены в табл.2.
Таблица 2
Наименование
Габаритные размеры не более, мм
Масса, кг
высота
длина
ширина
не более
Шкаф управления УДГ-301-1
900
700
1100
390
Шкаф управления УДГ-501-1
900
700
1100
390
Блок поджигания
350
400
520
20
Горелка малая (ГР-4)
88
255
35
0,45
Горелка средняя (ГР-6)
140
260
35
0,6
Горелка большая (ГР-10)
175
270
40
0,9
1.2.3. Максимальные расстояния между составными частями установки (длины соединительных проводов и шлангов) составляют:
от шкафа управления до переносного блока управления – 10 м;
от переносного блока поджигания до горелки (шланг сварочной горелки) –3 м.
1.3. Состав изделия.
1.3.1. Каждая установка состоит из шкафа управления, переносного блока поджигания, сварочной горелки, турели, соединительных проводов и шлангов.
Турель устанавливается на источнике питания, служит опорой для выносного блока поджигания и обеспе-чивает возможность его поворота вокруг вертикальной оси.
Каждая установка снабжается комплектом запасных частей и технической документации.
1.3.3. Установка УДГ-301-1 комплектуется двумя сварочными горелками: малой и средней (установка УДГ-501-1 – тремя сварочными горелками: малой, средней и большой).
1.3.4. Провода для подключения установки к сети, а также баллон для защитного газа в комплект поставки не входят.
1.4. Устройство и работа установки.
1.4.1. Принципиальная электрическая схема установки (рис.2) обеспечивает:
зажигание дуги пробоем дугового промежутка высокочастотной искрой импульсного осциллятора;
для снижения помех радиоприему и телевидению осциллятор работает по следующему циклу: 0,9 с – работа, 10 с – пауза;
поддержание горения дуги о помощью импульсного стабилизатора;
компенсацию постоянной составляющей сварочного тока„ осуществляемую специальным полупроводниковым блоком;
плавное регулирование сварочного тока с помощью тиристорного регулятора напряжения путем подмагничивания шунта сварочного трансформатора;
плавное снижение сварочного тока специальным устройством для заварки кратера;.
защиту элементов установки от напряжения высокой частоты, создаваемого осциллятором, с помощью индуктивно-емкостного фильтра;
подачу защитного газа – аргона за 1-5 с до начала сварки и прекращение подачи газа через 5-30 с после ее окончания;
включение и отключение сварки с помощью выключателя, установленного на горелке;
возможность подключения установки к автомату для
автоматической сварки;
отключение напряжения холостого хода сварочного трансформатора за время не более 1 с после обрыва сварочного тока.
1.4.2. Электрическая схема включает в себя осциллятор-стабилизатор, устройство для заварки кратера и ре-гулирования величины сварочного тока (плата Е1), схему управления сварочным циклом (плата Е2), схему ог-раничения работы осциллятора и напряжения холостого хода при обрыве сварочной дуги (плата ЕЗ), полупро-водниковый узел компенсации постоянной составляющей сварочного тока (V3,V4), схему управления узлом компенсации постоянной составляющей (плата Е4), схему управления осциллятором-стабилиэатором (плата Е5).
1.4.3. Для подготовки установки к работе необходимо включить автоматический выключатель Q1, а затем, нажатием кнопки и S2 включить двигатель вентилятора.
Включение установки на сварку производится нажатием кнопки S6, расположенной на сварочной горелке. При этом на управляющий электрод тиристора VE3.Е2 поступает отпирающий импульс по цепи мост V3.E4, S6, V5, С2, R6, V4 (Е2). При открывании тиристора VE3.Е2, включается реле КЗ (через S6, V6.Е2). Реле К3 контактом К3.1 включает газовый клапан Y1; контактом К3.2 через К4.2 подготавливает цепь для самоблоки-ровки на время , отсчета выдержки временя “Газ после сварки”. Одновременно с включением реле К3 через резистор R9.Е2 подается питание на стабилитрон V9 и включается отсчет выдержки времени “Газ до сварки”.
Выдержка времени “Газ до сварки” выполнена на пороговом элементе – однопереходном транзисторе VE1.E2,
между эмиттером которого и общим проводом схемы (провод 31) включен конденсатор С1.
Заряд конденсатора осуществляемся от стабилизированного напряжения , снимаемого со стабилитрона V9.Е2 через резистор R1 и переменный резистор R24, установленный на блоке управления. После того, как напряже-ние на конденсаторе С1 достигнет порога срабатывания однопереходного транзистора VЕ1, последний откры-вается и конденсатор С1 разряжается по цепи управлявшего электрода тиристора VE3.E2. Тиристор открыва-ется и включает реле К2, которое контактом К2.1 включает пускатель К6.
Пускатель К6 подключает сварочный трансформатор Т1 к сети. Вторичное напряжение трансформатора по проводам 81 и 92 подается на плату Е5. Через потенциометр R13, стабилитрон V2, резистор R1 платы Е5 про-исходит заряд кондонсатора СЗ.
После срабатывания однопереходного транзистора VЕ1 импульс разряда конденсатора С3 через согласующий транзистор VЕ2 и развязывающий импульсный трансформатор Т1D поступает на управляющий электрод ти-ристора V3. Диод V3.Е5 позволяет заряжать конденсатор С3.E5 только в тот полупериод, когда на изделии отрицательная полярность. Открываясь, тиристор V8.Е5 замыкает цепь разряда конденсатора С3, предвари-тельно заряженного через диод V10.Е3 до напряжения 520 В.
Импульс разрядного тока конденсатора С8 проходит по цепи: левая обкладка С8-V84.Е5-R12-С7-R13 (или через шунтирующий R15 контакт реле К1.1) – правая обкладка С8.
Так как реле К1 включено вторичным напряжением сварочного трансформатора, и его контакт К1.1, шунти-рующий резистор R15 с которого подается напряжение на вход повышающего автотрансформатора L3, разом-кнут, то разряд конденсатора C8 приводит к появлению на зажимах L3 высоковольтного импульса. Этот им-пульс эаряжает конденсатор С6 до напряжения пробоя разрядника F7. С пробоем разрядника возникает высо-ковольтный высокочастотный затухающий импульс, который, прикладываясь к дуговому промежутку, иони-зирует его и помогает возбудиться дуговому процессу.
При возбуждении дуги, вторичное напряжение сварочного трансформатора падает и рела К1 выклзючается, контакт К1.1 шунтирует вход высоковольтного автотрансформатора L3, при этом осцилляторный режим прекращается. В дальнейшем разряд конденсатора С8 происходит на дуговой промежуток, обеспечивая ста-бильное поджигание дуги при положительной полярности на электроде с некоторым сдвигом во времени от-носительно нулевого значения сварочного тока. Время сдвига регулируется потенциометром R13.
Возникающая в процессе сварки алюминия и его сплавов постоянная составляющая сварочного тока компен-сируется полупроводниковым узлом, состоящим из силового диода VЗ и тиристора V4. Величину постоянной составляющей регулируют потенциометром R6 , изменяя момент открывания тиристора V4.
Регулирование сварочного тока и времени заварки кратера осуществляется следующим образом : при вклю-чении кнопки на сварочной горелки, происходит заряд конденсатора С3 платы Е1 через R12 и V10 платы Е1. Напряжение заряда ограничивается стабилитроном V11.E1. Срабатывает реле К1.Е1, включенное в эмиттер-ную цепь транзистора VE3.E1. Контакт К1.1 (E1) подготавливает цепь питания реле К2 навремя заварки кратера.
Через подстроечный резистор R4 подается напряжение на регулятор сварочного тока RЗ, Напряжение задания с RЗ подается через цепочку R3V1(платы E1) на заряд конденсатора С1.E1. При достижении напряжения на конденсаторе С1.Е1 порога срабатывания VЕ2.Е1 подается импульс на тиристоры VЕ1.Е2 через импульсный трансформатор Т4D.===============
При регулировании напряжения задания, снимаемого с потенциометра R3, осуществляется управление углом открывания тиристоров VE1,VE2 и, соответственно, средним значением напряжения и тока в обмотке подмаг-ничивания шунта сварочного трансформатора, а следовательно, и сварочным током.
Транзистор VE1 платы E1 является: синхронизирующим, и, открываясь, разряжает конденсатор С1.Е1 в конце каждого полупериода, с тем, чтобы заряд С1.Е1 в каждый полупериод начинался с нуля.
При отключении кнопки S6 на сварочной горелке начинает разряжаться конденсатор С3 платы Е1 через ре-зистор R11.Е1 и переменный резистор R5. По мере разряда конденсатора уменьшается напряжение зада-ния,снимаемое с регулятора сварочного тока R3, а, следовательно, и сварочный ток.
При снижении напряжения на эмиттере VE3.Е1 до величины отпускания реле К1.Е1 последнее отключается и контакт К1.1 (Е1) отключает реле К2, которое в свою очередь отключает катушку контактора К6, а через него сварочный трансформатор от питающей сети.
Время заварки кратера регулируется переменным резистором R5. При выключении кнопки S6 схема платы Е2 питается только через контакты К4.2 и К3.2 . По истечении времени “Заварка кратера” реле К1.Е1 отключается и транзистор VE6.Е2 закрывается, т.к. перестает поступать с 35 провода положительное напряжение на его базу. Начинается заряд конденсатора С6.Е2 по цепи R20; R13.E2.
Время заряда регулируется переменным резистором R20 “Газ после сварки”. При пороговом значении напря-жения не конденсаторе С6 , открывается однопереходный транзистор VЕ4.E2 и подается управляющий им-пульс на тиристор VЕ5.Е2. Тиристор открывается и напряжение конденсатора С3.Е2 через резистор R16.Е2 прикладывается к тиристору VЕ3.Е2, запирая его. Реле К3 при этом выключается. Контакт К3.2 снимает со всей схемы напряжение.
Если при включении сварочного трансформатора дуга не возбудится в течение времени 0,9 с, то успевает заря-диться конденсатор С1.Е3 до пороге срабатывания VЕ1.Е3, при этом открывается тирстор VЕ2.Е3. Реле К4 включается и отключает реле К2, которое в свою очередь отключает сварочный трансформатор.
Включение сварки возможно по истечении времени, определяемого зарядом конденсатора С5.Е3 (9с). При этом открывается тиристор VE4.Е3, а тиристор VЕ2.Е3 запирается. Реле К4 отключается и сварочной цикл возобновляется.
1.5. Устройство и работа составных частей
Шкаф управления состоит из силового трансформатора ТРПШ-300-3 для установки типе УДГ-301-1 или ТРПШ-500-3 для установки типа УДГ-501-1, дросселя (только для УДГ-301-1), вентилятора, выключателя автоматического, двух блоков управления, блока вентилей.
Схемы электрические соединений шкафов управления приведены на рис.12 и 13.
1.5.2. Все составные части шкафа управления смонтированы на тележке и защищены кожухом. Шкаф имеет два рым-болта для подъема.
Зажим для заземления шкафа управления находится на тележке со стороны задней решетки.
Для подключения питающей сети к шкафу со стороны задней решетки имеется штепсельный разъем.
Включение установки в сеть и защита ее от коротких замыканий осуществляется автоматическим вы-ключателем Q1 , расположенным на задней стенке шкафа управления.
Трансформатор ТРПШ – однофазный понижающий , с подмагничиваемым шунтом – установлен на днище шкафа.
Дроссель L2 (только для УДГ-300-1 ), служащий для расширения диапазона регулирования сварочного тока в сторону малых токов, представляет собой линейную нерегулируемую индуктивность. При его включе-нии последовательно со вторичной обмоткой сварочного трансформатора сварочный ток может регулировать-ся в пределах от 15 до 25 А.
1.5.8. Переключатель S3, установленный на задней стенке шкафа управления, служит для переключения об-моток сварочного трансформатора.
1.5.9. Силовой трансформатор охлаждается вентилятором, приводимым во вращение асинхронным двигателем М. Правильное направление вращения вентилятора – по часовой стрелке (при наблюдении с лицевой стороны шкафа управления). При этом воздух должен входить с лицевой стороны, а выбрасываться с задней стороны шкафа управления. На передней решетке имеется надпись “Вход воздуха”.
1.5.10. Блоки управления устанавливаются в шкафу управления с лицевой стороны и соединяются со схемой шкафа управления через штепсельные разъемы.
1.5.11. Блок вентилей предназначен для компенсации постоянной составляющей и устанавливается на боко-вине шкафа управления.
1.5.12. Наличие переносного блока поджиганияпозволяет максимально приблизить его к сварщику, что зна-чительно облегчает зажигание дуги и настройку величины сварочного тока. С лицевой стороны блока имеются разъемы для подключения горелки, а с задней стороны – разъемы для подключения шкафа управления.
Действия органов управления обозначены символами, расшифровка которых приведена на рис.14.
1.5.13. Сварочная горелка предназначена для сварки неплавящимся вольфрамовым электродом марки ВА-1А.
Горелка осуществляет закрепление электрода, подачу эащитного газа, подвод сварочного тока и воды. Ма- лая горелка (рис.3) служит для сварки на токах до 200А и обеспечивает эакрепление вольфрамовых электро-дов диаметром 0,8; 1,0; 1,2; 1,6; 2,0; 3,0 и 4,0 мм. Средняя горелка (рис.4) используется для сварки на токах до 400А и обеспечивает закрепление вольфрамовых электродов диаметром 3,4; 5,6 мм. Большая горелка (рис.5) предназначена для сварки на токах до 500А и обеспечивает закрепление вольфрамовых электродов диаметром 5,6; 8 и 10 мм. Сварка на токе, большем номинального для горелки, недопустима.
Каждая горелка состоит из корпуса 3, рукоятки 6, сменкой цанги 2, тыльного колпачка 4, сопла 1, выключа-теля 5, токоподвода 7, трубки 8 для подвода газа, трубки 9 для подвода воды и проводов для управления 10 от выключателя. У малой и средней горелок сопла керамические, у большой – медное сопло, охлаждаемое водой.
Каждая сварочная горелка комплектуется запасными и сменными соплами и цангами соответствующих диа-метров. Для смены цанги 2 следует отвернуть тыльный колпачок 4 в вынуть цангу со стороны сопла, а на ее место установить цангу соответствующего диаметра. Вольфрамовый электрод вставляется со сторонысопла и затягивается в цанге при помощи тыльного колпачка.
1.6. Контрольно-измерительные приборы.
1.6.1. Для контроля величины сварочного тока на шкафу управления установлен амперметр; на баллоне долж-ны размещаться редуктор с манометром для измерения давления газа и расходомером для определения рас-хода газа.
textarchive.ru
УДГ-250 (УДГ-Д-250) Универсальная делительная головка Схемы, описание, характеристики
Сведения о производителе делительных головок УДГ-250 (УДГ-Д-250)
Разработчиком и изготовителем делительных головок УДГ-250 (УДГ-Д-250) до 1990 года было Ленинградское оптико-механическое объединение ЛОМО.
В настоящее время производство и реализацию универсальных делительных головок УДГ-160 (УДГ-Д-160), УДГ-200 (УДГ-Д-200), УДГ-250 (УДГ-Д-250), УДГ-320 (УДГ-Д-320) осуществляет Производственная компания “Делга”, которая была основана в 1990 году на базе – ОАО “ЛОМО”.
Продукция, выпускаемая Производственной компанией Делга
Делительные головки. Общие сведения
Делительные головки – это приспособление для широкоуниверсальных и консольно-фрезерных станков, которое значительно расширяют их технологические возможности. Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, звездочек, прорезании пазов и шлицев на торцах (зубчатые муфты) и других деталей.
Делительные головки служат для закрепления и деления обрабатываемых деталей на равные части при фрезеровании квадратов, шестигранников, нарезания зубчатых колес, звездочек и других подобных работ и для поворота обрабатываемых деталей на заданный угол. Универсальные делительные головки служат также и для сообщения вращения обрабатываемой детали при нарезании винтовых канавок на универсальных фрезерных станках.
В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров.
Делительные головки служат:
- для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка
- для периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части)
- для непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес
Делительные головки бывают:
- Лимбовые с делительными дисками:
- универсальные
- полууниверсальные
- простого деления
- непосредственного деления
- Безлимбовые делительные головки – (без делительного диска) с зубчатым планетарным механизмом и набором сменных зубчатых колес
- Оптические делительные головки – для точных делений и контрольных операций
Обычно делительные головки изготовляют одношпиндельными. Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
Универсальные делительные головки УДГ-Д
Ранее нашей промышленностью выпускались универсальные делительные головки УДГ Н-100, УДГ Н-135 и УДГ Н-160 с высотой центров H = 100, H = 135 и H = 160 мм.
По стандарту ГОСТ 8615-69 за основной размер делительных головок принят наибольший диаметр обрабатываемой заготовки D. По стандарту принят ряд из шести типоразмеров головок D = 160; 200; 250; 320; 400 и 500 мм. Наименование моделей УДГ-Д-160, УДГ-Д-200, УДГ-Д-250, УДГ-Д-400, УДГ-Д-500.
Передаточное отношение червячной пары этих головок 1 : 40 (N=40), т. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
Диапазон деления окружности заготовки до 400 частей, включая простые числа.
Универсальные делительные головки позволяют производить деления обрабатываемых деталей тремя методами: непосредственным, простым и дифференциальным и используются для комплектации фрезерных станков отечественного и зарубежного производства.
Каждому размеру станка (по ширине стола) должен соответствовать определенный типоразмер делительной головки. Так, к консольно-фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с наибольшим диаметром обрабатываемой заготовки D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) – делительная головка УДГ-Д-320 и т. д.
Обозначение делительных головок повышенной (П) точности:
- УДГ-Д-160 – 7036-0051П
- УДГ-Д-200 – 7036-0052П
- УДГ-Д-250 – 7036-0053П
- УДГ-Д-320 – 7036-0054П
- УДГ-Д-400 – 7036-0055П
Обозначение делительных головок нормальной (Н) точности:
- УДГ-Д-160А – 7036-0051
- УДГ-Д-200А – 7036-0052
- УДГ-Д-320А – 7036-0054
- УДГ-Д-250А – 7036-0053
- УДГ-Д-400А – 7036-0055
УДГ-250 (УДГ-Д-250) головка делительная универсальная. Назначение, область применения
Делительная головка УДГ-250 (УДГ-Д-250) дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол.
Обработку деталей с помощью делительной головки можно производить в центрах, в патроне или на шпиндельной оправке.
С помощью универсальной делительной головки можно производить следующие операции:
- непосредственное деление окружностей на число, кратное 24, т.е. на 2, 3, 4, 6, 8, 12, 24
- простое деление окружностей на число частей от 2 до 400 и на некоторые числа свыше 400
- дифференциальное деление окружностей на число частей от 43 до 400 без интервала
- фрезерование спиралей с шагом от 25 до 400 мм
- фрезерование зубчатых колес
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка
- различные работы на фрезерных станках, связанные с делением окружности на неравные части в градусном выражении, нарезание спиралей и т.д.
УДГ-250 Общий вид делительной головки

УДГ-Д-250 (УДГ-Д-250А) Комплект принадлежностей делительной головки, предназначенный для дифференциального деления и фрезерования спиральных канавок.

УДГ-Д-250 (УДГ-Д-250А) Перечень принадлежностей делительной головки
- Люнет 1 шт
- Гитара для дифференциального деления 1 шт
- Гитара для нарезания спирали 1 шт
- Оправка для дифференциального деления 1 шт
- Колеса зубчатые:
- z=25; m=1,5 2 шт
- z=30; m=1,5 1 шт
- z=35; m=1,5 1 шт
- z=40; m=1,5 1 шт
- z=50; m=1,5 1 шт
- z=55; m=1,5 1 шт
- z=60; m=1,5 1 шт
- z=70; m=1,5 1 шт
- z=80; m=1,5 1 шт
- z=90; m=1,5 1 шт
- z=100; m=1,5 1 шт
- Паспорт принадлежностей универсальной делительной головки 1 шт
УДГ-250 Конструкция универсальной делительной головки


УДГ-Д-250 Конструкция делительной головки
Делительная головка УДГ-Д-250 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
УДГ-250 Расположение органов управления делительной головки

Перечень органов управления делительной головки УДГ-250
- Рукоятка с фиксатором. Фиксация делительного диска
- Стопор. Стопорение делительного диска
- Фиксатор. Фиксация лимба непосредственного деления
- Гайка. Крепление корпуса головки в основании
- Зажим. Стопорение шпинделя
- Рукоятка. Включение и выключение червяка
- Раздвижной сектор. Отсчет отверстий на делительном диске
- Маховичок. Перемещение пиноли задней бабки
- Гайка. Крепление сектора
- Винт. Крепление поводка
- Винт. Крепление узла фиксатора делительного диска
- Хвостовик. Крепление гитары
- Гайка. Крепление пиноли задней бабки
- Головка зубчатого валика. Перемещение задней бабки в вертикальном направлении
- Болт. Крепление корпуса задней бабки
- Гайка. Крепление планки с рукояткой и фиксатором
УДГ-250 Точки смазки универсальной делительной головки

- I – Вал диска и коническая шестерня. Смазка ежедневно
- II – Цилиндрические и конические шестерни. Заливка 100 г масла через крышку
- III – Передний подшипник шпинделя. Смазка ежедневно
- IV – Червячная пара. Заливка 200 г масла в корпус
- V – Задний подшипник шпинделя. Смазка ежедневно
- VI – Пиноль и винт задней бабки. Смазка раз в два дня
- VII – Вал привода делительной головки. Смазка раз в два дня
УДГ-250 Кинематическая схема универсальной делительной головки

При простом делении вращение шпинделю 1 передается от рукоятки 2 с фиксатором через пару цилиндрических шестерен 3, червяк 4 и червячное колесо 5, расположенное в средней части шпинделя. При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 10 гитары 11 и пару конических шестерен 12. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 13, на цилиндрической шейке которой устанавливается сменная шестерня 14. При этом делительный диск должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 12, промежуточный вал 15, цилиндрические шестерни 3, червяк 4 и червячное колесо 5. Делительный диск при этом должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
Порядок работы
Непосредственное деление
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Фрезерование спиральных канавок
Фрезерование спиральных канавок производится при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.
Технические характеристики головки УДГ-250
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2..400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
Связанные ссылки. Дополнительная информация
Иллюстрированный каталог справочник запасных частей (запчастей) к металлорежущим станкам
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru