Уони 4 электроды – Электроды УОНИ 13/55 – технические характеристики, как варить
alexxlab | 16.02.2020 | 0 | Вопросы и ответы
технические характеристики, расшифровка маркировки, расход
Сварочные работы зачастую выполняются на предприятиях, а также в домашнем обиходе. Сложность работ зависит от характеристик используемого сварочного аппарата, других инструментов. При домашнем использовании не возможен процесс сварки без инвертора. Плавка металла происходит путем использования элементов плавления, от качества которых напрямую зависит процесс работ. Наиболее распространенные электроды УОНИ 13/55 позволяют создавать прочные соединения, способны варить различные марки металлов.
 Электроды УОНИ 13/55
Электроды УОНИ 13/55Что из себя представляют электроды УОНИ
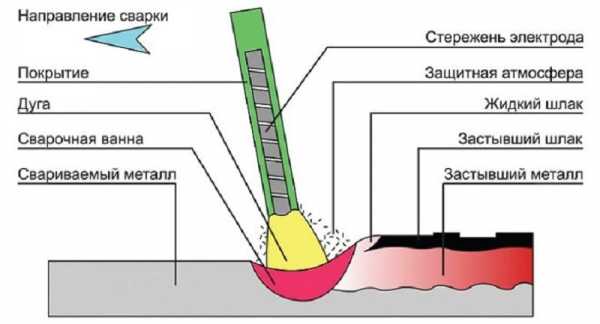
Инструмента для сварочных работ на рынке более чем достаточно. Для качественного соединения необходимо использовать проверенный временем материал. При покупке следует изучить состав покрытия, коэффициент плавки, расход при сварочных работах. Электроды УОНИ относятся к расходным материалам покрытого класса, принцип работы состоит из плавки металла и стержня, что в последующем соединяет изделие. Стержень состоит из легирующих металлов магния, хрома или никеля. Обмазка электродов УОНИ 13/55 служит для создания защитной ванны от воздуха при сварочных работах.

Электроды УОНИ
При попадании воздуха в сварочную ванну, возможен не качественный шов, образование окислов. Покрытие элементов плавления применимо к сварке стали с низким уровнем легирующих элементов, углеродистых пород металла. Такие материалы используют для создания несущих конструкций и прочных соединений. Температура плавки колеблется от -60 до +40 градусов, расход на килограмм расплавленного металла составляет 1,7 кг продукции. Расшифровка названия УОНИ происходит от отечественного наименования института сварки, как универсальная обмазка научного института номер 13.
Технические характеристики
К сегодняшнему дню на рынке аксессуаров для сварочных работ существует масса различных материалов. Наибольшую популярность приобрели электроды марки УОНИ 13/55, технические характеристики которых позволяют производить сварочные работы в плохих климатических условиях, где работа обычным инструментом невозможна.
Электроды УОНИ долгое время используются при производственных, домашних сварочных работах, прошли необходимые испытания и закреплены ГОСТом. Шов при сварке получается с необходимой ударной вязкостью, пластичен при нагрузках. Технические характеристики располагают основное покрытие, которое главным образом взаимодействует с металлом. Сварка электродами УОНИ создает качественный шов, на котором не обнаруживается даже микроскопических трещин.
Особенности применения
Каждый из элементов плавления имеет свою нишу применения, электроды УОНИ используются при следующих параметрах:
- Процесс сварки происходит с применением тока обратной полярности, процесс требуется ГОСТом.
- Шов исключает наличие газов и излишних примесей, путем использования специального покрытия из фтористых образований, различных карбонатов.
- Металл стержня применяется из составов низко углеродистой стали, которая способствует надежности шва.
- Благодаря органическим соединениям сварочные электроды УОНИ 13/55 имеют низкую подверженность влаги.
- Конструкция, выполненная из низколегированных материалов позволяет избежать трещин и неровностей в процессе сварки.

Сварка при помощи электродов УОНИ
Шов не подвергается старению, потере крепежных свойств при воздействиях температуры. Сварка электродами УОНИ должна исключать использование плохо зачищенных материалов, так как может быть подвержена коррозии в последующем времени. Процесс происходит с короткой дугой, что позволяет избежать потери качества соединения. Основным преимуществом перед конкурентами является результат с необходимой концентрацией водорода, устойчивым к появлению микротрещин соединению.
Химический состав материалов и технология использования может меняться в зависимости от производителя. Перед приобретением необходимо поинтересоваться о соответствие требованиям и нормативам по ГОСТ, либо наличие свидетельства аттестации материалов сварочных.

Применение сварки электродами в строительстве
Процедура прокалки сварочных электродов УОНИ 13/55
Для уменьшения концентрации влаги, других ненужных соединений в обмазке – прокалка путем содержания в индукционной печи. Каждый производитель электродов УОНИ 13/55 прикладывает к упаковке инструкцию по применению и прокалке материалов. Пренебрегать инструкциям категорически запрещено, так как в результате производится некачественное соединение.
Принцип сварки электродами
В ситуациях, когда инструкция не приложена, либо испорчена, необходимо следовать основной последовательностью шагов при прокаливании:
- Процедура производится непосредственно перед применением в процессе сварки. Данные действия необходимы для качественного результата, надежного шва и стабильного горения дуги сварочной.
- Максимальное действие прокалки – 8 часов, если по истечению заданного периода материалы не использовались, процедура повторяется заново.
- Время прокалки не должно превышать четыре часа, а допустимое количество прокаливаний одного и того же электрода УОНИ – 3 раза.
- В процессе используется печь, разогретая до 250-280 градусов, для равномерного результата используют специальные формы, только тогда элементы плавления эффективно прокаливаются.
Условия хранения
Получение качественного результата зависит от продолжительности, условий хранения материалов. Хранение происходит в помещениях с относительной влажностью до 50%, не взаимодействуя с прямыми солнечными лучами, температура воздуха не менее 12 градусов. При соблюдении всех правил, стандартов и условий хранения ГОСТ 9466-75, срок годности материалов может быть неограничен.
Скачать ГОСТ 9466-75

Хранение электродов
Расшифровки маркирования
Различные модификации могут ввести неопытного мастера в заблуждение при покупке сварочных элементов. Маркировкой описывается допустимые к работе материалы, метод сварки, состав стержня. К примеру возможно рассмотреть товар под наименованием Э50А-УОНИ-13/55-4.0-УД.
Расшифровка маркировки электродов УОНИ
Заглавная буква «Э» обозначает сокращение от слова электрод. Процесс использования подразумевается путем ручной дуговой сварки. Следующие цифры обозначают пределы прочности соединения, подразделяется на удельную и силу растяжения. Буква «А» проставляется для обозначения шва, как стойкого к ударным нагрузкам и пластичного соединения. Диаметр электрода УОНИ указывается после номера, что означает 4.0.
В конце маркировки проставляется обозначение материалов, к которым применяется сварочный элемент.
Буквой «У» указывается, что данный тип электродов используется для углеродистой стали. Существуют разные обозначения стали, к которым применяются сварочные изделия:
- Т – производится сварка с термостойкими металлами;
- В — используются при процессах с высоколегированными сталями;
- Н – обозначает процесс ремонтных работ с использованием наплавки материала;
- Л – применяется к легированным сталям.
Заключает обозначение соотношения и диаметр покрытия к стержню. Буква «Д» означает слой обмазки толстого типа, тонкое покрытие – «М», средняя указывается буквой «С». Размеры стержня, в частности его длина, зависят от диаметра. Толщина изделия составляет 2 мм, тогда длина будет не более 30 см. В случаях диаметра 4 мм, длина изделия 450 мм в соответствии описанных стандартов и ГОСТов. Преимуществом электродов УОНИ 13/55 является возможность при работе с вертикальными, потолочными и горизонтальными швами.
Бывалые сварщики советуют использовать к применению разные токи, это позволяет подобрать правильную настройку для качественного соединения новичкам. Также стоит приобрести по несколько комплектов коробок от разных изготовителей, чтобы найти наилучший вариант. Прокалка изделия – обязательная процедура, которой не нужно пренебрегать, способ сварки короткой дугой, опираясь на обмазку, позволит быстро освоить работу.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Электроды «УОНИ-13/55». Технические характеристики
Сварочные электроды «УОНИ-13/55» с основным покрытием широко применяются для сварки ответственных конструкций. Свариваемые изделия должны быть изготовлены из низколегированных и углеродистых сталей (например: стали марок 10ХСН2Д, 48КС и др.), которые эксплуатируются при знакопеременных нагрузках и отрицательных температурах. Допускается сварка следующих материалов:
- сталей: БСт3, 09Г2, 10Г2С1Д-35, 10ХСНД, МС-1, Ст3с и т. п.;
- поковок из дисперсионно-упрочненных и углеродистых сталей, а также поковок и литья между собой.
Сварочные электроды «УОНИ-13/55» обеспечивают наилучшую защиту сварочной ванны, что особенно важно при работе на открытом пространстве. Поэтому, сварочные электроды «УОНИ-13/55» широко используются строителями мостов.
Описание этих сварочных электродов имеется в статье « Электроды УОНИ 13/55, их характеристики и особенности применения», поэтому сегодня мы остановимся только на технических характеристиках.
Технические характеристики сварочных электродов «УОНИ-13/55»
- общая характеристика электродов;
- механические свойства металла сварочного шва;
- химический состав металла сварочного шва;
- пространственные положения сварочного шва;
- величина сварочного тока;
- среднее количество электродов в 1кг.

Сварочные электроды «УОНИ-13/55» в упаковке.
Общая характеристика электродов «УОНИ 13/5»
Общая характеристика электродов включает в себя следующие параметры:
- покрытие сварочных электродов: основное;
- коэффициент наплавки, г/А•ч: 9,5;
- производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
- расход электродов на 1 кг наплавленного металла, кг: 1,7.
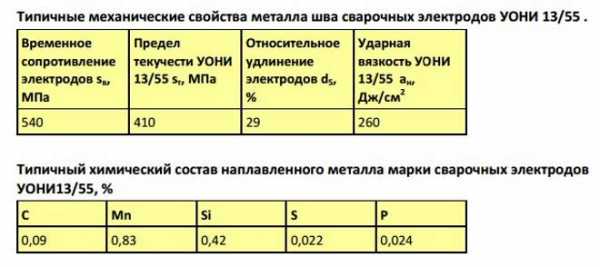
Механические свойства металла сварочного шва
Сварочный шов, созданный электродами «УОНИ-13/55», имеет следующие механические характеристики:
- предел текучести, МПа – 420;
- предел прочности, МПа – 540;
- относительное удлинение, % — 22;
- ударная вязкость (KCV), Дж/кв. см:
- при Т = +20°С – 130;
- при Т = -40°С – 80;
- при Т = -60°С – 50.

Внешний вид электродов «УОНИ-13/55».
Химический состав металла сварочного шва
В химическом составе сварных швов имеются следующие элементы:
- углерод (С): ≥ 0,07%;
- кремний (Si): ≥ 0,5%;
- марганец (Mn): ≥ 1,35%;
- фосфор (P): ≥ 0,025;
- сера (S): ≥ 0,025.
Пространственные положения сварочного шва
При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Пространственные положения сварочного шва.
Величина сварочного тока электродов «УОНИ-13/55»
При сварке, в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
| Диаметр сварочных электродов, мм | Среднее количество электродов в 1 кг, шт. |
| 2,0 | 98 |
| 2,5 | 55 |
| 3,0 | 40 |
| 4,0 | 15 |
Технологические особенности сварки электродами «УОНИ-13/55»
Сварку стыков рельсов и арматуры рекомендуется производить ванным способом в нижнем положении шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
Электроды УОНИ 13-55: технические характеристики
Электроды УОНИ 13 55 — одни из наиболее распространенных и часто используемых расходников при сварочных работах. С их помощью можно варить различные марки углеродистых и малолегированных сталей, создавая качественные и прочные соединения.
Но какие характеристики имеют электроды с этой маркировкой и как ими пользоваться? Об этом далее в нашей статье.
Общие характеристики
Электроды УОНИ 13/55 имеют следующие технические характеристики. Относятся к классу покрытых плавящихся расходных материалов. Их принцип работы построен на расплавлении металла заготовок и самого стержня, что позволяет соединять заготовки.
Состоят такие расходники из стержня, в состав которого входят различные легирующие элементы (никель, магний, хром и прочие), а также обмазки, покрывающей его.
Обмазка на стержне служит как дополнительная присадка и обеспечивает сварочную ванну необходимой защитой от атмосферного воздуха.
Воздух, как известно, состоит из кислорода и других газов. Попадая в сварочную ванну, он вступает в реакцию с расплавом. Результатом таких реакций становиться образование окислов, шов будет более подверженным коррозии и быстрому разрушению.
Аббревиатура УОНИ 13 означает, что это универсальная обмазка научного исследовательского института под номером 13.
Покрытие таких электродов основное, подходит для сварки стали с низким процентным составом легирующих элементов, а также для углеродистой стали. Эти расходники используют при создании важных ответственных и несущих конструкций.
Расход на 1 килограмм наплавленного металла составляет 1,7 кг. При плавке материал стержней умеренно текучий. Их можно использовать в сваривании при температурах от ˗60 до + 40 градусов.
Расшифровки маркирования
При покупке можно по обозначениям на упаковке понять, что за расходники Вам предлагают и какими свойствами они обладают.
Электроды УОНИ 13 55 расшифровывают так. К примеру, что значит обозначение Э50А-УОНИ-13/55-4,0-УД?
Буква «Э» — сокращение того, что перед вами электрод для использования с оборудованием ручной дуговой сварки. Цифры, идущие после нее, указывают на пределы прочности полученного соединения при растяжении.
Сокращение в виде буквы «А» характеризует шов как более пластичный и стойкий к ударным нагрузкам.
Диаметр (номер) электрода указывают после цифр 13/55. То есть значение 4,0 указывает на наличие четвертого номера.
Буква «У» определяет возможные применения данной марки электродов — для углеродистой стали. В зависимости от назначения могут быть и такие марки, как
Л — для стали с легированными элементами.
Т — использовать при сварке сталей с термостойкими свойствами.
В — электроды для сварочных работ по высоколегированным маркам стали.
Н — Использовать для наплавки при ремонтных работах.
Последняя буква «Д» в сокращении означает соотношение покрытия и диаметра стержня. Д — это толстый слой обмазки, Тонкое покрытие маркируют литерой «М», среднее — «С», а очень толстую обмазку — «Г».
Есть и другие сокращения по международной классификации, описывающие физические свойства полученных швов.
Различные стержни по номерам отличаются и по длине. Чем больший диаметр, тем длиннее сам электрод. При толщине в 2 миллиметра — это 300 мм, а четверка или пятерка имеют стержень в 450 мм.
Преимущество расходников под маркировкой УОНИ 13/55 — в возможности применять для наложения всех типов швов: горизонтальных, вертикальных и потолочных.
Какие особенности использования в сварочных работах такого типа расходников и в какие режимы сварочного оборудования подходят?
Использование
Технологические особенности по использованию отличаются от других типов сварочных расходных материалов.
Основное покрытие стержня подразумевает настройку режима постоянного тока с обратной полярностью (минус на кабель держателя, плюс на массу).
Используя электроды УОНИ их желательно предварительно прокалить в индукционной печи с температурой в 250-300 градусов.
Кромки заготовок и поверхности перед сварочным процессом нужно хорошо подготовить и очистить от любых видов загрязнений (коррозии, окалины или машинного масла).
Стыки рельсов или арматуры нужно варить в горизонтальном положении. Однако, при невозможности такого расположения, допускается соединение в любом расположении шва (вертикальном или потолочном).
Для получения качественного соединения и во избежании не проваренных областей в теле шва, нужно выставить соответствующую силу тока. В таблице приведены основные показатели силы тока, которые желательно выставить в зависимости от пространственного положения швов.
А что Вы можете добавить к материалу этой статьи? Поделитесь своим опытом применения сварочных расходников УОНИ в домашней мастерской, насколько они эффективны? Оставьте свои комментарии в блоке обсуждения. В строительстве и в домашней мастерской такие электроды отлично подойдут для создания различных типов соединений. Однако в бытовых условиях несколько затрудняется использование расходников УОНИ 13/55, так как очень сложно организовать их прокаливание при нужных температурах. В других случаях их использование незаменимо, сварные швы получаются высокого качества, их можно наложить при ремонте резервуаров, различных герметичных емкостей или трубопроводов.
wikimetall.ru
Сварочные электроды УОНИ 13/55
Сварочные электроды Уони 13/55 предназначены для выполнения ручной дуговой сварки в любом пространственном расположении, исключая вертикальное — сверху вниз. Для сварочных работ используется ток постоянного типа с обратной полярностью.
Эксплуатационные характеристики
Расходный материал используется при выполнении сваривания особенно ответственных металлических конструкций из углеродистых, низколегированных сталей, когда к соединениям предъявляются высокие требования в плане ударной вязкости, пластичности.
Электроды для сварки марки УОНИ 13.55 предоставляют возможность получать высококачественные сварные швы в разных пространственных положениях при помощи тока обратной полярности постоянного действия.
Технические характеристики
- Наплавочный коэффициент равен 3,5 г/А·ч.
- Наплавочная производительность при использовании катода толщиной 4 мм составляет 1,4 кг/ч.
- На 1 кг наплавленного металла необходимо 1,7 км катодов.
Преимущества применения
- При использовании для сварочных работ присадочного материала на сварочных швах не образуются трещины, а металл отличается низким содержанием углеродов.
- Надежность и эффективность эксплуатации изделия подтверждается сертификатом качества.
- Расходный материал можно спокойно использовать при выполнении сварочных работ в условиях нестабильной подачи электричества.

Какие конструкции можно варить?
С помощью электродов УОНИ можно сваривать наиболее ответственные конструкции, изготовленные из низколегированных, углеродистых сталей, например марок 48КС 10ХСН2Д. В данном случае к металлу шва предъявляются жесткие требования ударной вязкости, пластичности. Изделия из подобного материала можно использовать в условиях знакопеременных нагрузок, низких температур.
Как работать с электродами марки УОНИ?
Свариваемые детали должны быть предварительно очищены от маслянистых, жирных пятен, грязи, окалин. На протяжении часа при 300 градусах производится прокалка электродных стержней.
Пример: свариваем пластины
- Сварка осуществляется «елочкой» (небольшие колебательные движения присадочной проволокой) с внешней стороны короткой электрической дугой.
- Новичков в сварочном деле обычно пугает прилипание электрода к основному металлу конструкции. От этого неприятного инцидента можно избавиться путем удлинения сварочной дуги. Самое главное — прочувствовать этот момент, и тогда любой домашний мастер сможет легко работать сварочными электродами УОНИ 13/55.
- После выполнения сваривания пластин с одной стороны изделия аккуратно переворачиваются, и осуществляется их сварка с обратной стороны, только в данном случае шов уже выполняется не спеша, без колебательных движений.
Советы сварщиков
- Нужно подобрать хорошего производителя. Для этого стоит приобрести по пачке электродов разных производителей и протестировать на практике.
- Необходимо внимательно изучить инструкцию по применению на упаковке.
- Перед выполнением сварочных работ электродные стержни нужно обязательно прокаливать.
- Также нужно правильно подобрать сварочный ток.
- Опробовать электрод нужно на короткой дуге, опираясь на его обмазку.
Опробовав таким образом расходный материал на практике, впоследствии с выбором электродов и настройкой сварочных параметров не будет возникать никаких проблем.
Сварка низколегированных, углеродистых сталей
Перед выполнением сварки обязательно необходимо произвести зачистку соединяемых поверхностей металлических образцов, прокалку электродов при 300 градусах на протяжении часа. Сварочные работы должны осуществляться током обратной полярности постоянного действия.
Таблица: значения сварочного тока в зависимости от диаметра электродного стержня и пространственного положения сварного шва.
| Положение сварного шва | Диаметр электрода, см | ||||
|---|---|---|---|---|---|
| 0,2 | 0,25 | 0,3 | 0,4 | 0,5 | |
| нижнее | 40-50 | 50-70 | 80-100 | 130-160 | 180-210 |
| вертикальное | 35-55 | 40-65 | 70-90 | 130-140 | 160-180 |
| потолочное | 35-55 | 40-65 | 70-90 | 130-140 | – |
Рекомендации специалистов по подбору сварочной технологии
- Сваривание достаточно толстых элементов конструкций лучше осуществлять по ванной технологии в нижнем положении сварного шва.
- Стандартную дуговую сварку можно использовать при соединении металлических конструкций из арматуры. Сварочные работы можно производить в любом пространственном положении шовного соединения короткой дугой с использованием тока постоянного действия обратной полярности.
Сварочные электроды УОНИ предпочитают применение инвертора, так как выпрямитель не может обеспечить устойчивую дугу. А электроды лучше брать с меньшим диаметром — они будут меньше нагревать свариваемое изделие. Для охлаждения металла стоит подготовить подкладки из меди.
electrod.biz
Электроды УОНИ-13/55. | МеханикИнфо
Электроды УОНИ-13/55 технические характеристики. 3.60/5 (72.00%) проголосовало 5
Сварочные электроды УОНИ-13/55 предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей. Эти конструкции отличаются особыми требованиями к пластичности и ударной вязкости шва. В зависимости от толщины стенки металла свариваемых металлоконструкций, подбирают разные диаметры сварочных электродов: 2, 2.5, 3, 4, 5. Ниже Вы можете ознакомится с таблицей веса электрода УОНИ-13/55 1 шт. для разных диаметров.
При сварочных работах зачищают кромки. Сварка проводится при короткой дуге. Если, удлиняется дуга или рабочая поверхность окислена, то возможно образование пор.
Такой тип электродов используется в работах при низких температурах Арктики (до -40).
Технические характеристики:
Тип сварки: ручная, дуговая;
Покрытие: основное (карбонаты и фтористые соединения);
Ток: постоянный обратной полярности;
Положения при сварке: почти все пространственные положения, кроме сверху-вниз;
Напряжение на дуге: 23-27 В;
Коэффициент определяющий расход сварочного электрода на 1 кг наплавленного металла: 1.4 ~1,7 кг;
Наплавочный коэффициент: 8.5 – 9.5 г/А·ч.
Расчет количества электродов в одной пачке, производится благодаря Таблице 1.
Таблица 1.
Технические характеристики сварочных электродов УОНИ-13/55.
| Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в упаковке, шт. | ||
| Упаковка 1 кг. | Упаковка 2.5 кг | Упаковка 5 кг | |||
| 2,00 | 350 | 10 | 98 | 250 | — |
| 2,50 | 350 | 17-18 | 55-58 | 138-147 | — |
| 3,00 | 350 | 26-27 | 38-40 | 92-97 | 185-192 |
| 4,00 | 450 | 59-61 | — | 40-42 | 81-84 |
| 5,00 | 450 | 95 | — | 26 | 52 |
Для разных типов сварочных электродов будут свои рекомендованные значения по силе тока для разных положений шва.
Ниже указана Таблица 2 для сварочных электродов типа Э50А УОНИ-13/55.
Таблица 2.
Тип электродов Э50А УОНИ-13/55. Силы тока при разных положениях шва.
| Диаметр, мм | Сила тока, А | ||
| нижнее | вертикальное | потолочное | |
| 2.0 | 40-80 | 40-70 | 40-70 |
| 2.5 | 70-90 | 60-80 | 60-80 |
| 3.0 | 100-130 | 90-120 | 90-120 |
| 4.0 | 160-190 | 130-160 | 130-160 |
| 5.0 | 180-240 | 160-200 | — |
Электроды УОНИ-13/55 технические характеристики.
Таблица 3.
Массовая доля химических элементов в сварочном шве.
| Углерод, С | Марганец, Mn | Кремний, Si | Сера, S | Фосфор, P |
| не более | не более | |||
| 0,11 | 0,90-1,40 | 0,25-0,50 | 0,030 | 0,030 |
.
Особенностью, данной марки электродов, является высокая прочность свариваемого шва, а также низкое содержание водорода. Такие швы отличаются стойкостью к образованию кристаллизационных трещин.
Также, как и марка электродов АНО-4 имеют два стандарта ГОСТ 9466 – 75, ГОСТ 9467 – 75.
mechanicinfo.ru
Электроды УОНИ 13 55 – технические характеристики, описание
Электроды уони 13 55 прекрасно подходят для процесса дуговой сварки и важных деталей из углеродсодержащих и низколегированных металлов, в частности, используемые в местах с низким температурным режимом. Данный тип изделий здорово проявил себя при соединении серьезных металлоконструкций, где необходимо, чтобы сварной шов был с большим уровнем пластичности и ударопрочной вязкости.

Расшифровка аббревиатуры Уони
Для начала разберемся с названием и выясним откуда берется название. Расшифровка выглядит следующим образом:
- У – Универсальная;
- О – Обмазка;
- Н – Научного;
- И – Института.
- 13- №13
Т.е. это отечественная разработка исследовательского института сварки, название и номер которого закрепились в обозначении.Встречается также обозначение УОНИИ- присутствие дополнительной буквы «И» указывает Исследовательский Институт.
Кстати! В технической документации правильным обозначением принято именно УОНИИ, требования к этому правилу прописаны в ГОСТе 9466—75, а вот название на пачке электродов может быть и УОНИ 13/55.
Технические характеристики
Важные параметры, характеризующие сварочные стержни уони 13/55 можно отразить в виде таблицы:
| Тип покрытия | Основное |
| Коэффициент наплавки | 9,5 г/А∙ч |
| Производительность(для электрода ∅4 мм) | 1,4 кг/ч |
| Расход (в расчете на 1 кг наплавленного металла) | 1,7 кг |
Немаловажным пунктом в ознакомлении является информация по механической прочности сварного шва и химическому составу наплавленного металла, по которым можно судить о возможности применения в той или иной конструкции.
Ну и картина не была бы полной без указания рекомендованных производителем режимов сварки в зависимости диаметра электродов и их пространственного положения.
Особенности применения
Основные технические характеристики сварочных электродов уони 1355 состоят из следующих позиций:
- для сваривания данными изделиями нужно использовать ток обратной полярности;
- специальное покрытие из карбонатов и фтористых образований, посредством которых сварной шов практически не содержит газов и других излишних примесей;
- для стержня используется из низкоуглеродистой стали, способствующая большой долговечности шва;
- в покрытии отсутствуют различные органические соединения, благодаря чему у подобных электродов низкий уровень подверженности влаги;
- в процессе изготовления электродов полностью исключается образование различных неровностей, трещин или вздутий.
Вышеперечисленные факторы способствуют созданию шва, который не подвержен старению и потере своих свойств при различных температурных режимах.
При осуществлении сварки электродами, необходимо контролировать чистоту соединяемых деталей, ведь наличие следов ржавчины или различных масел вызовет появление пор, а сам само соединение будет не надежным. Кроме того, «растягивание» дуги также негативно влияет на качество сварного шва.
Ключевым конкурентным преимуществом подобных изделий перед аналогами является то, что шов получается с низкой концентрацией водорода и более устойчив к появлению микротрещин при процессе кристаллизации. Максимально эффективный результат при проведении действий электродами уони 1355 можно получить при осуществлении сварки на малой дуге способом опирания.
Согласно нормам ГОСТ 9466-75 вес изделий в пачке не должен превышать:
- 3 кг — для диаметра изделий до 2,5 мм;
- 5 кг — для диаметра в 3,0 — 4,0 мм;
- 8 кг — для диаметра свыше 4,0 мм.
Процедура прокалки сварочных электродов уони 13/55
Основная задача прокалки электродов – уменьшение концентрации влаги в обмазке.
Абсолютно каждая упаковка с электродами должна реализовываться вместе с сертификатом качества и инструкцией, в которой довольно подробно расписана процедура прокаливания. Отхождение отданных рекомендаций может ухудшить качество самих изделий, и как следствие, качественные характеристики сварного шва.
В ситуации, когда инструкции по самым разным причинам не оказалось, необходимо следовать нижеописанным рекомендациям:
- Для обеспечения стабильного процесса горения сварочной дуги, и соответственно, достойного уровня шва, процедуру прокаливания необходимо проводить только перед использованием.
- Если сварочные электроды уони не были использованы в течение 8 часов после прокаливания, данный процесс необходимо повторить.
- Допускается прокаливать один и тот же электрод не более 3-х раз, а общее количество времени прокалки не должно превышать 4-х часов.
- Для осуществления правильного процесса прокаливания, электроды сначала помещают в специальные коробки, а лишь затем ставят в печь. Диапазон температуры в печи должен составлять 250 – 300С.
Внимание! В случае нарушения хотя бы одного условия, изделие становится непригодным для работы.
Условия хранения
Для сохранения своих качественных характеристик, сварочные электроды необходимо хранить в предназначенных для этого помещениях. Постоянная относительная влажность на складе не должна превышать 50%, а температура воздуха опускаться ниже 14 С. Данные требования соблюдаются при помощи установки кондиционеров. Согласно ГОСТу 9466-75 срок годности не ограничен, при условии соблюдения правил хранения.
Производители
Технология изготовления и химический состав может незначительно меняться, в зависимости от производителя, среди которых можно выделить следующие крупные компании, гарантирующие качественные материалы:
- ESAB;
- ЛЭЗ;
- Monolit;
- СЗСМ;
- Спецэлектрод;
- Inforce.
Внимание! При покупке обязательно требуйте сертификат соответствия электродов требованиям нормативов, в частности ГОСТ 9466-75, либо свидетельство об аттестации сварочных материалов в соответствии с РД 03-613-03. Выдаются они органом по Федеральным Агентством по Tехническому Регулированию, либо аттестуются Национальным Агентством Контроля Сварки.
svarkagid.ru
УОНИ-13/55 электроды сварочные УОНИ-13/55 Э-50
УОНИ-13/55. Сварочные электроды УОНИ-13/55.
ГОСТ 9466-75, ГОСТ 9467-75 (тип Э50А).

Общая характеристика сварочных электродов УОНИ-13/55:
Сварочные электроды с основным покрытием УОНИИ-13/55, предназначены для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности и ударной вязкости. Рекомендуются, в частности, для сварки конструкций, работающих в условиях пониженных температур (-40°С). Стержень из проволоки СВ-08, СВ-08А по ГОСТ 2246-70. Диаметр выпускаемых электродов 2,0; 2,5; 3,0; 4,0 и 5,0 мм.
Типичные механические свойства металла шва:
| Временное сопротивление, МПа | Относительное удлинение, % | Ударная вязкость, Дж/см2 |
| 570 | 27 min | 127 min |
Характеристика плавления электродов:
Производительность (для диаметра 4,0мм) 9,5г/(А x ч):1,4кг/ч. Расход электродов на 1 кг наплавленного металла 1,7кг.
Химический состав наплавленного металла, %:
| C | Mn | Si | S | P |
| 0,08-0,11 | 0,80-1,20 | 0,20-0,30 | 0,030 max | 0,035 max |
Размеры электродов УОНИ-13/55 и сила тока при сварке:
| Диаметр, мм | Длина, мм | Ток, А | Среднее количество электродов в 1 кг, шт. |
| 3.0 | 350 | 80-140 | 39 |
| 4.0 | 450 | 140-220 | 16 |
| 5.0 | 450 | 160-260 | 11 |
Особые свойства электродов УОНИ-13/55:
Металл шва характеризуется высокой стойкостью против образования кристаллизационных трещин и низким содержанием водорода. Сварку следует производить короткой дугой методом опирания. Свариваемые кромки должны быть очищены от окалины, ржавчины и следов масла.
Применение сварочных электродов УОНИ-13/55:
Сварка особо ответственных металлоконструкций, работающих под динамическими нагрузками в условиях отрицательных температур, сосудов, работающих под давлением, судостроительных металлоконструкций. Сварка металла большой толщины. Заварка дефектов литья.
Технологические особенности сварки электродами УОНИ-13/55:
Сварку производят короткой дугой по очищенным кромкам.
Обязательна прокалка перед сваркой: 150-180 С; 0,5 ч.
Условное обозначение:
Э50А-УОНИИ13/55-Ф- УД
Е513-Б20 ГОСТ 9466-75; ГОСТ-9467-75
Всегда на складе УОНИ-13/55-2, УОНИ-13/55-3, УОНИ-13/55-4, УОНИ-13/55-2,5, УОНИ-13/55-5
Последствия дефектов сварки
Как уже было упомянуто в начале раздела, если допущенные в изделии отклонения не превышают установленных допусков, изделие (сварной шов) может быть принято в эксплуатацию. Здесь важно знать, на что влияет допущенное отклонение, как при этом изменяется характеристика изделия (конструкции). К примеру, усиление шва не снижает прочности при статических нагрузках, однако сильно влияет на вибрационную прочность. Чем больше усиление шва и, следовательно, меньше угол перехода от основного металла к наплавленному, тем сильнее оно снижает предел выносливости.
Кратеры, как и прожоги, во всех случаях – недопустимые дефекты и подлежат исправлению. Часто кратер является очагом развития трещин.
Наплывы, резко изменяя очертания швов, образуют концентраторы напряжений и тем самым снижают выносливость конструкций. Наплывы, имеющие большую протяженность, следует считать недопустимыми дефектами, так как они нередко сопровождаются непроварами. Небольшие местные наплывы считают допустимыми дефектами.
Опасным дефектом является подрез. Он не допускается в конструкциях, работающих на выносливость. Подрезы небольшой протяженности, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок, можно считать допустимыми.
Трещины – наиболее опасный дефект сварных швов. Они являются сильными концентраторами напряжений. Выявленные трещины оставлять без исправления (подварки) обычно не разрешается. Сварные швы с трещинами исправляют по специальной технологии, гарантирующей надежную работу сварного соединения.
Непровары снижают работоспособность сварного соединения за счет ослабления рабочего сечения, создают концентрацию напряжений в шве. При вибрационных нагрузках мелкие непровары снижают прочность соединения до 40%. Большие непровары корня шва могут снизить прочность на 70%.
Поры, газовые и шлаковые включения. Этот вид дефекта незначительно влияет на прочность соединения в целом. Но расположенные в виде цепочки поры уже представляют опасность, существенно снижая прочность. Так что здесь очень важно геометрическое расположение пор и включений, чем более они упорядочены, тем большую опасность представляют. Если шлаковые включения расположены в глубине шва, это тем более опасно.
В заключение следует сказать, что изготовить ряд швов, не имеющих дефектов вообще, практически невозможно. Все дело в том, чтобы было минимум допустимых дефектов.
saturn-sv.ru