Установка плазменной резки – Как пользоваться аппаратом воздушно-плазменной резки?
alexxlab | 14.12.2017 | 0 | Вопросы и ответы
Как пользоваться аппаратом воздушно-плазменной резки?
Оборудование для воздушно-плазменной резки все чаще применяется на небольших предприятиях, в маленьких мастерских и даже частными лицами – эти аппараты не такие мощные и универсальные, как установленные на крупных промышленных предприятиях, но они позволяют эффективно и качественно решать круг задач по обработке металла. Кроме того, за ними большой плюс – они мобильны.
1 Принцип работы воздушно-плазменной установки
Любая установка для воздушно-плазменной резки, переносная или промышленная, работает по следующему принципу. При запуске устройства между электродом его резака (плазмотрона) и разрезаемым металлом либо соплом того же резака образуется электрическая дуга, называемая дежурной и имеющая температуру до 5000 °C. Сразу после этого в сопло под давлением подается газ.

Рекомендуем ознакомиться
В результате температура дуги возрастает до 20 000 °C, что, в свою очередь, приводит к ионизации газа и преобразованию его в низкотемпературную плазму (по-другому высокотемпературный газ). Газовая струя продолжает нагреваться от дуги, и ее ионизация при этом возрастает, что завершается повышением температуры плазмы до 30 000 °C. В этот момент происходит электрический пробой через струю газа (плазмы), который в ионизированном состоянии при такой температуре превращается в проводник между обрабатываемым металлом и электродом плазмотрона.

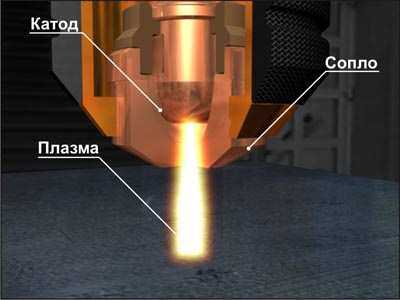
То есть зажигается другая электрическая дуга, так называемая рабочая. Дежурная при этом сразу отключается. Воздушно-плазменная установка переходит в рабочий режим. При этом скорость выхода плазмы из сопла резака может достигать 500–1500 м/с. Ионизированная струя газа ярко светится, попадая на заготовку в месте реза, разогревает ее локально и плавит, как показано на видео.
Газы, используемые для создания плазмы:
- воздух;
- азот;
- кислород;
- аргон;
- водород;
- водяной пар.
Во всех плазменных установках применяют удаление с поверхности выполняемого реза расплавленных частиц металла и охлаждение сопла. Это производится потоком газа либо жидкости. Мощные стационарные промышленные установки способны разрезать металл толщиной до 200 мм.
2 Основные типы оборудования и виды аппаратов для ручной резки
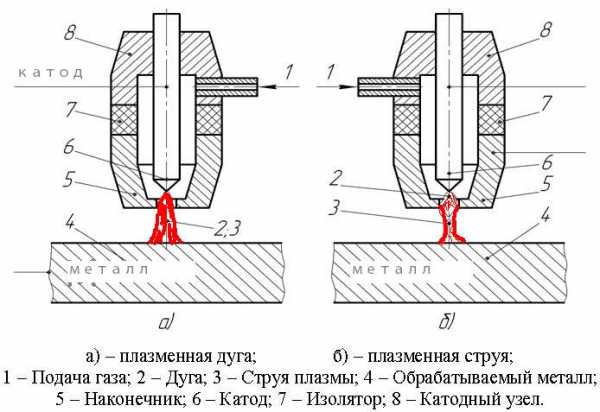
Все оборудование делится на устройства косвенного действия, предназначенное для резки бесконтактным способом, и прямого действия – для контактной. Первый тип применяют в основном для обработки различных неметаллических материалов (как на видео). В них дежурная дуга образуется между соплом и электродом плазмотрона.

Оборудование прямого действия применяют для резки различных металлов и их сплавов. При работе разрезаемая заготовка подключается к плюсовому выходу плазменного устройства, становясь частью его электрической схемы. Все аппараты для ручной резки металлов являются устройствами второго типа – прямого действия. В них для создания плазмы, охлаждения сопла и обдува поверхности реза обычно используют воздух, подаваемый из баллона или от компрессора. Аппараты бывают инверторные и трансформаторные.
Первые, по сравнению со вторыми, компактны, эстетичны, потребляют меньше электроэнергии и мало весят, что немаловажно при работах на выезде. У них также выше на 30 % КПД и более стабильная электрическая дуга. Однако инверторы менее мощные и довольно чувствительны к перепадам напряжения в сети. Трансформаторы более надежны и долговечны, не боятся скачков питания и их можно использовать для резки металлов большей толщины.
Чтобы правильно выбрать аппарат для резки металлов, следует точно определить тот круг работ, для которых его предполагается использовать. А именно: с какими заготовками надо будет работать, какой толщины, из какого металла, какова ожидаемая интенсивность загрузки устройства.
3 Резка своими руками – начнем с основ
Прежде, чем приступать к работе, следует позаботиться о мерах безопасности. Надо убедиться, что напряжение питающей сети именно то, на которое рассчитан аппарат (380 В либо 220 В), а проводники сети и ее защита выдержат нагрузку, создаваемую устройством. Затем надо позаботиться о добротном заземлении рабочей подставки или стола, окружающих металлических предметов и розетки (сделайте это своими руками!).
Нужно проверить, что силовые кабели и аппарат воздушно-плазменной резки в идеальном рабочем состоянии и не имеют повреждений. Подключать оборудование к сети следует через УЗО (устройство защитного отключения). Чтобы уберечь себя от травмирования и возможных профзаболеваний, работать надо в специальной экипировке:
- щитке или очках сварщика, имеющих стекла с затемнением 4–5 класса;
- в перчатках, куртке и штанах из плотного материала, хорошо закрывающих тело;
- в закрытой обуви;
- желательно в респираторе или маске.
Подключив своими руками все элементы устройства, в соответствии с инструкцией к нему, следует установить аппарат в таком месте и таким образом, чтобы его корпус хорошо охлаждался и на него не попадали брызги расплавленного металла. Подсоединение к оборудованию компрессора или баллона со сжатым газом должно быть выполнено через масло- и влагоотделитель. Эти вещества, попав в камеру плазмотрона, могут привести к его поломке и даже взрыву.
Необходимо отрегулировать давление газа, подаваемого в плазмотрон – оно должно соответствовать характеристикам аппарата. При избыточном давлении некоторые детали плазмотрона могут прийти в негодность, а при недостаточном – поток плазмы будет нестабильным и часто прерывающимся. Когда необходимо резать емкости, где ранее хранились горючие или легковоспламеняющиеся материалы, их следует тщательно очистить. Если на поверхности заготовки, которую надо обработать, есть масляные пятна, окалина или ржавчина, их лучше удалить, так как при нагреве они могут выделять ядовитые пары.

Чтобы рез выходил ровным, без наплывов и окалины, как это показано на видео, требуется правильно подобрать скорость резки и силу тока. В ниже представленных таблицах приведены оптимальные значения этих параметров для различных металлов и их толщин.
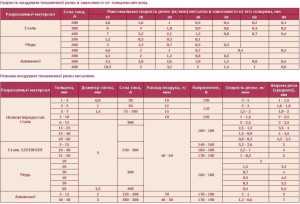
При отсутствии опыта подобрать скорость перемещения резака своими руками будет сложно. Поэтому поначалу рекомендуется ориентироваться на следующее: вести плазмотрон следует так, чтобы с противоположной обрабатываемой стороны металла были видны вылетающие искры, как это показано на видео. Отсутствие искр будет свидетельствовать о том, что плазма еще не разрезала заготовку насквозь. В то же время следует иметь в виду, что чрезмерно медленное перемещение резака оказывает негативное влияние на качество реза – на кромках металла появляются наплывы и окалина. Кроме того, плазма может нестабильно гореть и даже гаснуть.
4 Как правильно пользоваться аппаратом?
Сначала зажигают электрическую дугу. Перед этим надо продуть плазмотрон воздухом, тем самым удалив из него инородные частицы и случайный конденсат. Для этого нажимаем, а потом отпускаем кнопку зажигания дуги. У аппарата при этом запускается режим продувки. Выждав около 30 секунд, нажимаем и уже удерживаем кнопку поджига. Между наконечником сопла плазмотрона и электродом должна зажечься дежурная дуга. Горит она, как правило, 2 секунды. За это время надо зажечь рабочую (основную) дугу.
Она должна образоваться автоматически в результате процессов, описанных выше, но чтобы это произошло, плазмотрон необходимо держать достаточно близко от поверхности металла, но ни в коем случае не касаться его.
После загорания рабочей дуги дежурная гаснет, а из сопла плазматрона начинает проистекать поток режущей плазмы, как это показано на видео, и можно начинать резку. Если с первого раза рабочую дугу зажечь не удалось, отпускаем кнопку зажигания и нажимаем ее снова для нового цикла. Рабочая дуга может не зажигаться по следующим причинам:
- у подаваемого воздуха недостаточное давление;
- плазматрон собран неправильно;
- иные неполадки.
Также бывает, что рабочая дуга гаснет в процессе работы. Чаще всего, это случается из-за несоблюдения нужного расстояния между поверхностью металлов и плазмотроном, а также когда изношен электрод последнего.
Соблюдение расстояния между поверхностью металлов и плазмотроном при резке своими руками является не менее сложной задачей, чем выдерживание нужной скорости обработки. Оптимальное расстояние составляет всего 1,6–3 мм. Работая руками, постоянно удерживать резак на такой высоте довольно сложно, тем более, что касаться поверхности металла плазмотроном нельзя. Руку периодически сбивает дыхание или невольные движения тела, и рез в результате получается неровным. Чтобы соблюдать нужное расстояние, пользуются специальными упорами (как показано на видео), которые надевают на сопло.
При резке своими руками также следует обращать внимание на угол, под которым надо держать плазмотрон относительно металла. Он должен быть строго перпендикулярен поверхности заготовки. В зависимости от вида обрабатываемого металла допускаются отклонения от прямого угла в 10–50°. Когда заготовка очень тонкая, плазмотрон можно вести под незначительным углом, иначе тонкий металл в процессе резки будет сильно деформирован.
При воздушно-плазменном раскрое своими руками также важно помнить, что в процессе работы расплавленный металл не должен попадать на кабели, шланги и сопло плазмотрона. И главное – необходимо соблюдать технику безопасности.
tutmet.ru
Установка плазменной резки металла: с чпу и без
В настоящее время установка плазменной резки различных металлов применяется при первичной обработке деталей.
Технология обработки металла выбирается в зависимости от его характеристик.
В машиностроительной отрасли используется широкая линейка обрабатывающих центров и станков с ЧПУ. С их помощью производятся детали и узлы различного назначения.
Значительную долю в объеме всех работ по металлообработке занимает раскрой металлического листа на заданные фрагменты.
При выполнении таких операций важно не только вырезать деталь в полном соответствии с шаблоном, но и оптимально использовать всю площадь металлического листа.
Принцип действия плазмореза
Резка металлических сплавов и других материалов с использованием плазмы выполняется на специальной установке, которая называется плазморез.
Надо напомнить, что плазма – это одна из форм существования материи. В окружающей человека среде материальные объекты представляются в твердом, жидком или газообразном состоянии.
Плазма – это четвертое состояние, которое характеризуется высокой температурой.
Установка для плазменной резки создает поток ионизированного воздуха высокой температуры, который и разрезает заготовку.
Рабочая температура этого потока достигает величин от 5000 до 30000 градусов.
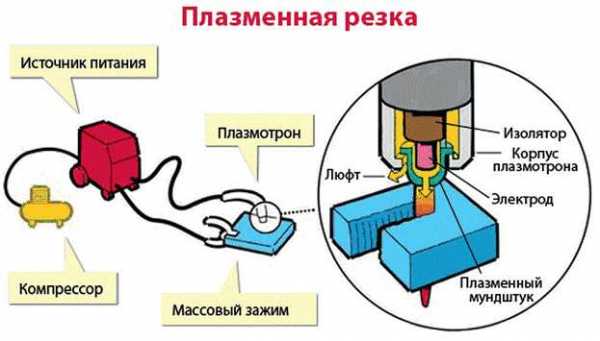
Установка состоит из следующих элементов:
- источник питания;
- компрессор;
- плазматрон.
Источником питания служит либо трансформатор, либо инвертор. Используя трансформатор, можно резать заготовки большой толщины.
Он без потерь переносит перепады напряжения электрической сети. При этом у него большой вес, низкий КПД и высокая цена.
Инвертор дешевле, экономичнее и значительно легче. У инверторного устройства более высокий КПД по сравнению с трансформатором.
Компактная конструкция позволяет использовать инверторные установки в комплексах с ЧПУ, неудобных и труднодоступных местах.
Сегодня промышленностью выпускается широкая линейка инверторных установок для резки металла с помощью плазмы.
Компрессором в плазморез подается воздух или определенный газ.
Воздух подается под высоким давлением, которое обеспечивает вихревую форму струи.
Плазматрон является основным элементом плазмореза и представляет собой резак, который состоит из следующих элементов:
- колпачок;
- охладитель;
- сопло;
- электрод.
При подаче напряжения и поджиге дуги возникает поток воздуха, который имеет высокую степень ионизации.
Присутствие ионов превращает воздух из изолятора в проводник электрического тока. При этом формируется электрическая дуга.
Под действием дуги локально разогревается заготовка, металл плавится и образуется рез.
Особенности технологии
В промышленном производстве используются плазморезы непосредственного и опосредованного воздействия. Установка резки плазмой первого типа используется для обработки металла.
При этой схеме в качестве второго электрода выступает сама металлическая заготовка. Такая установка носит название плазменно-дуговой.
Когда выполняется резка непроводящих электричество материалов, то плазма образуется с помощью встроенного электрода. Установка этого типа называется плазменно-струйная.
Видео:
Цена данной установки выше, при этом ее функциональные возможности значительно шире. На плазморезах с ЧПУ используются оба способа резки.
Если посмотреть на плазменную резку металла через призму физики процесса, то она работает точно так же, как и дуговая. Но при этом привычные электроды не используются.
При этом надо учитывать, что эффективность применения плазменной резки определяется толщиной обрабатываемого материала.
Предельные величины имеют следующие значения:
- алюминиевые сплавы — 120 мм;
- медь и бронза — 80 мм;
- сталь и сплавы — 50 мм;
- чугун — 90 мм.
Раскрой заготовок на установках с ЧПУ выполняется после разработки программы и точной настройки режима резки.
При всех положительных качествах этого способа резки, цена заготовки должна быть минимальной.
Точность и быстрота резки
Обычная резка листового металла по заранее заданному контуру выполняется на больших скоростях и требует расхода электроэнергии по минимуму.
Для ручных установок плазменной резки скорость реза должна быть не более 6000 мм в минуту. На плазматронах с ЧПУ скорость реза, как правило, ниже.
Видео:
И в первом, и во втором случае важно, чтобы качество реза соответствовало требованиям стандартов, отраслевых норм и технических условий.
Одним из критериев оценки качества является конусность реза.
В зависимости от толщины заготовки и класса установки этот показатель может колебаться от 3 до 9 градусов. Идеальный рез не имеет отклонений.
Раскрой металлов
При раскрое металлов и сплавов режим резки выбирается в зависимости от конкретных условий.
Когда режется лист из нержавеющей стали, рекомендуется использовать азот или его смесь с аргоном.
Если применить сжатый воздух, это может повлиять на химические характеристики стали.
Плюс к этому нержавейка чувствительна к влиянию переменного тока.
Учитывая эти обстоятельства, резка стальных заготовок выполняется плазменно-струйным способом.
Плазменная резка алюминиевых сплавов при толщине заготовки до 70 мм выполняется с использованием сжатого воздуха.
Если толщина листа больше 100 мм, то применяется смесь аргона и водорода.
Аппараты плазменной резки
По своей конструкции установки для плазменной резки металла подразделяются на стационарные и переносные.
Следующим отличием при классификации установок является способ пространственной ориентации заготовок в пространстве.
Установки бывают следующего типа:
- портальные;
- портально-консольные;
- шарнирные.
Конструкция портальной установки по своей компоновке похожа на конструкцию фрезерного станка с ЧПУ подобного типа.
Металлический лист для резки фиксируется под ходовую часть портала. Портал перемещается на роликах по опорным элементам в продольном направлении.
Плазменный резак, который установлен на портале, имеет степень свободы в поперечном направлении.
На портально-консольной установке лист материала крепится непосредственно под консолью, на которой расположена плазменная горелка.
Цена такой установки бывает ниже, чем у станка другой конструкции.
Видео:
Установка шарнирного типа получила свое наименование потому, что плазменная горелка в ней расположена на специальной шарнирной раме.
На консоли крепится копир, по которому выполняется вырезка детали. В процессе плазменной резки образуется дым и пыль.
Для того чтобы удалить их за пределы производственного помещения, используется местная вытяжка. Система вентиляции должна оборудоваться в цехе по раскрою металла в обязательном порядке.
Плюсы и недостатки плазменной резки
Если сравнивать с другими способами раскроя листового металла, то плазменная технология обладает некоторыми преимуществами.
Первое, что следует отметить, высокую производительность.
Из этого следует и оптимальная цена изделия, которая складывается из нескольких составляющих – экономия энергии, оптимальное использование металла и высокая точность изделий.
Видео:
К недостаткам следует отнести ограничения по толщине обрабатываемого металла. К минусам также относится и цена некоторых установок с ЧПУ.
Несмотря на эти ограничения, плазменная резка используется и в производственных целях, и в бытовой сфере.
rezhemmetall.ru
Установки плазменной резки металла: видео, фото
Ручные и производственные установки плазменной резки работают по принципу создания дуги, возникающей в результате короткого замыкания. Чему служит причиной высокочастотный импульс, проходящий между форсункой и металлической поверхностью. Плазменную дугу могут создавать:
- кислород – его используют при резке чёрных металлов;
- азот применяется для резки нержавеющей стали, цветных сплавов;
- водно-спиртовой раствор, преобразуемый плазматроном – универсален;
- воздушно-плазменные режуще-сварочные установки так же имеют широкий спектр применения.
 Установка плазменной резки
Установка плазменной резкиПлазменные установки, используемые для художественной резки, оснащаются ЧПУ. Станок, управляемый компьютером, даёт точнейшее воспроизведение рисунка. Ручное оборудование для плазменной сварки используется и для резки. Для этого в аппаратах меняются сопла, частотность разряда, а в аппарате, работающем на жидкостной основе, изменяется состав смеси.
Эти два метода использования плазмы широко применяются, но есть ещё одно назначение плазменных установок – наплавка.
Что даёт наплавка и где она применяется
- В производстве окон наплавка даёт надёжную защиту рам при воздействии на них высоких температур.
- Для запорной арматуры наплавка является защитным слоем от коррозии и быстрого износа деталей, которые по своему назначению применяются в агрегатах, работающих при повышенных нагрузках.
- Применяется наплавка и при ремонте автомобильного транспорта. Этот способ обработки стальной детали позволяет продлить срок её службы.
Чаще всего наплавка производится при помощи аргона или гелия. Именно эти два газа дают более стабильные и ровные результаты. Есть два варианта использования плазмы для наплавки:
- Порошок захватывается струёй газа и таким способом попадает на деталь.
- Наплавка проводится присадочным материалом, вводимым в струю плазмы в виде ленты, проволоки или тонкого металлического прутка.
Принцип работы
Ионизация газов происходит под тепловым воздействием или посредством электрического тока. Существует дуговая ионизация. В этом случае газ, пропускаемый через канал, получает дуговой электрический разряд. Под влиянием высокой температуры плазменной дуги происходит ионизация газов. Благодаря строгой направленности дугового разряда, плазменная струя имеет строгие очертания. Вольфрамовый электрод плазматрона является катодом плазменной установки.
Принцип работы установки плазменной резки
Установка воздушно-плазменной резки
Одним из видов резки, сварки и наплавки металлов является воздушно-плазменный способ образования дуги. Обработка металлов с использованием таких аппаратов отличается тем, что принцип работы заключается в плавлении обрабатываемого материала. Нагревание газов до очень высоких температур приводит к их ионизации. Подаваемый под давлением ионизирующийся газ плавит металл. Регулировка частоты разряда и давления подачи воздуха, так же как и диаметр отверстия сопла, влияют на режим работы установки (резка или сварка).
Метод воздушно-плазменной обработки более эффективен по сравнению с газосваркой. Особенность состоит в том, что при направленном воздействии пламени, на место обработки, происходит плавление металла. Скорость резки выше, чем газом, в результате этого не происходит тепловой деформации металла. Нет ни окалин, ни заусенцев.
Удобна воздушно-плазменная установка для выполнения художественной резьбы. Каждый элемент, по причине отсутствия дополнительной обработки, получится ровным, не хуже, чем из-под резца искусного чеканщика. С той лишь разницей, что воздушно-плазменная резка, даже при выполнении работ ручным плазматроном займёт времени и сил значительно меньше.
Воздушно-плазменная резка используется не только в обработке металлов. Таким способом можно вести резку любого тугоплавкого диэлектрического материала.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Установка плазменной резки
Сегодня технологии обработки металлических поверхностей шагнули очень далеко. Одной из таких технологических операций можно считать резку металла с помощью установки плазменной резки. Этот тип резки металла подразумевает разрезание поверхности посредством струи плазмы, которая образуется из газа выдаваемого аппаратом плазменной резки, и электрической дуги, которая возникает при помощи разряда электричества. Таким образом, газ и электро-дуга в совокупности создают струю плазмы, которая способна накаливаться до чрезвычайно высокой температуры, что дает ей возможность разрезать металл, толщина которого может достигать порядка ста миллиметров.
Принцип работы и характеристики установки плазменной резки
Изначально электрическая дуга создается посредством короткого замыкания, которое образуется в результате соприкосновения форсунки и самой металлической поверхности, когда происходит высокочастотный импульс между этими двумя элементами. В качестве основы для создания плазменной струи используются разные газы, это зависит от того, какой именно металл будет подвергаться обработке. Так для резки черного металла, как правило, используется кислород, а для обработки таких металлов, как нержавеющая сталь, сплавы или цветные металлы, используется в основном такой газ, как азот.

Непосредственно сам разрез металлической поверхности происходит за счет того, что плазменная дуга накаливается до 20000К, что делает ее способной к разрезанию самых толстых слоев металла. Схема работы является достаточно простой, поток раскаленной плазменной струи является настолько быстрым, за счет высокого давления под которым он выдается. Этот поток плазмы, попадая на поверхность металлического вида, начинает плавить ее в месте попадания струи, одновременно с этим удаляются излишки металла, посредством действия высокой скорости газа, то есть расплавленные излишки металла, которые получаются в результате проведения разреза, просто напросто выгоняются воздушной струей.
Принято считать, что резка газово-кислородного типа и плазменная являются практически одинаковыми, однако это далеко не так. Дело в том, что плазменная резка имеет гораздо больше преимуществ поскольку, во-первых, плазменная струя нагревается намного больше, чем кислородная. Данное явление обеспечивает более высокую производительность всему оборудованию плазменной резки. К тому же плазменная резка позволяет обрабатывать абсолютные любые виды металла, что делает этот способ универсальным.
Разновидности и классификация установок плазменной резки
На сегодняшний день установок плазменной резки имеется довольно большое количество, их принципиальными отличиями является мощность, производительность, размеры, и сама система, которая производит управление работой. Следует отметить, что установки плазменной резки, которые имеют промышленные масштабы, как правило, управляются посредством компьютера, небольшие установки имеют ручное управление. Так же установки резки плазменного типа классифицируются на аналоговые и инверторные.
Аналоговые установки, как правило, имеют промышленные размеры, поскольку их мощность является свыше кВт, что требует наличия дополнительного мощного трансформатора. Инверторные установки являются менее габаритными и менее мощными, они производят работу за счет электрического тока переменного типа. Их распространение в использовании является более высоким, поскольку такие установки плазменной резки имеют более высокие экономичные параметры и могут работать бесперебойно даже при перебоях с электрическим питанием.
Производительность установки плазменной резки зависит от его размеров, однако коэффициент полезного действия такого оборудования является достаточно высоким, не менее восьмидесяти процентов. Замена основных частей, таких как электроды и патрубки, происходит не чаще, чем машина произведет от четырехсот до шестисот резов, что делает установку довольно экономичной в обслуживании.
promplace.ru
принцип и особенности работы технологии, обзор современных установок
Технология плазменной резки широко используется при обработке тугоплавких токопроводящих металлов. Разрезание материала происходит при помощи плазмы, которая создается ионизированным газом, что и позволяет обеспечить максимальную производительность проводимых работ. Используемые сегодня станки для плазменной резки позволяют обеспечить максимально возможное качество такой работы, при этом имеется возможность обработки тугоплавких металлов, которые сложно разрезать при помощи обычных ручных аппаратов.
Используемые сегодня установки для резки плазмой отличаются компактностью конструкции, при этом они управляются электроникой и автоматикой, что позволяет задать программу резки, и в последующем обеспечить ее великолепное качество. В отличие от механических способов разрезания металла плазмотроны способны работать по любым рисункам, при этом существенно уменьшается деформация поверхности, которая вызвана перегревом.
Имеется возможность использования дополнительных насадок на плазмотроны, что, в свою очередь, защищает сопло от брызг расплавленного материала. А также обеспечивается возможность уменьшения толщины луча плазма, улучшение качества резки и минимизация отходов.
Принцип работы плазмореза
Резка металла плазмой основана на принципе усиления электрической дуги за счёт разгона газа, который выдвигается из сопла под высоким давлением. Такая усиленная электрическая дуга и пропущенный через неё газ создает плазму, температура которой может достигать 30 000 градусов и выше. Подобная эффективность обеспечивает минимальный прогрев металла, что исключает его деформацию при разрезании.
Принцип работы плазменной резки металла следующий:
- Трансформаторные или инверторные установки, а для бытовых моделей используется ток 220 вольт или же 380 вольт для мощного промышленного оборудование, выдают необходимое напряжение.
- Используемый ток передается в горелку плазмотрона, в которой друг против друга располагаются анод и катод. Между этими электродами загорается мощная электрическая дуга.
- В сопло из воздушного компрессора подается газ, повышающий температуру дуги приблизительно до 20 000 градусов.
- Под воздействием электрической дуги используемый газ ионизируется, превращаясь в струю плазмы с температурой в 30 000 градусов.
Плазменная струя отличается ярким свечением, скорость ее выхода из сопла составляет приблизительно 1500 метров в секунду, а за счёт высокой теплопроводности она может с легкостью разрезать металл. Металл разогревается локально и его расплавление отмечается лишь в зоне обработки без термической деформации близлежащих участков.
В зависимости от используемого оборудования и конкретных условий обработки материалов может использоваться следующий газ:
- Аргон.
- Водород.
- Азот.
- Технический кислород.
- Обычный воздух.
Для повышения качества резки металла необходимо удалять из зоны обработки расплавленные частицы и охлаждать сопло оборудования. Для этого в рабочую зону подается дополнительный поток жидкости или газа, что позволяет обеспечить полную работоспособность оборудования.
Современные установки для плазменной резки
Наибольшее распространение сегодня получили аппараты газоплазменной резки с компьютерным управлением, которые используются на предприятиях в различных отраслях промышленности. С помощью таких установок может разрезаться плазмой не только тугоплавкий металл, но и натуральный камень, пластик и другие материалы.  Благодаря своей универсальности такое оборудование широко используется на ремонтных и рекламных предприятиях, судостроительных и машиностроительных заводах, в коммунальной сфере и так далее.
Благодаря своей универсальности такое оборудование широко используется на ремонтных и рекламных предприятиях, судостроительных и машиностроительных заводах, в коммунальной сфере и так далее.
Также широкое распространение получили компактные установки плазменной резки, которые отличаются мобильностью, что позволяет с легкостью переносить с места на место такое оборудование и при необходимости выполнять соответствующую резку металла. Такие компактные установки могут быть как полностью ручными, так и полуавтоматами, где часть работ контролируется компьютером.
На сегодняшний день наибольшее распространение получили два типа аппаратов плазменной резки:
- Прямого действия, в которых резка плазмой осуществляется контактным способом.
- Плазморезки косвенного действия, которые работают бесконтактным способом.
Контактные аппараты прямого действия используются в бытовых целях, они сочетают компактность и простоту эксплуатации. А вот установки косвенного действия, как правило, управляются автоматикой и отличаются сложностью конструкции.
Большой популярностью пользуются плазменные резаки, в которых электроток получается за счет использования соответствующего инвертора с компактными габаритами. Рабочий ток от инвертора отличается не только необходимой мощности, но и имеет ровные параметры, соответственно обеспечивается великолепное качество разрезания металла.
Бытовые ручные аппараты для воздушно-плазменной резки сочетают универсальность использования и способны с легкостью работать с металлами толщиной до 12 миллиметров. А вот промышленные установки могут работать от одного или нескольких инверторов, что позволяет применять их для разрезания металлических изделий толщиной в 20−30 миллиметров и более. Отдельные промышленные установки благодаря своей улучшенной мощности способны с легкостью разрезать металл толщиной 100 миллиметров.
Преимущества технологии плазменной резки
Если говорить о преимуществах данной технологии обработки металла, то можем отметить следующее:
 Высокая точность разрезания металла.
Высокая точность разрезания металла.- Возможность выполнения фигурной формы реза.
- Простота рабочего процесса.
- Отличная скорость проводимых работ.
- Возможность работы с металлами, которые не проводят металлический ток.
- С помощью плазмореза можно работать с металлом, пластиком, камнем.
- Мобильность оборудование.
- Безопасность сварщика ввиду отсутствия необходимости использования газовых баллонов.
- Минимальное загрязнение окружающей среды.
- Не требуется в последующем обрабатывать разрезанные поверхности.
Изобретение технологии резки плазмой позволило существенно упростить работу с легированной сталью. Благодаря глубокой степени автоматизации такого оборудования удаётся выполнять изогнутые линии, а весь производственный процесс максимально автоматизирован. Причём использование таких плазморезов не представляет какой-либо сложности и минимизирует время, необходимое на обучение работе с таким оборудованием.
obinstrumentah.info
Установка плазменной резки
- Изготовление под любой формат листа
- Различные варианты исполнения : без стола, совмещенный водоналивной стол, вытяжной стол, отдельный водоналивной стол
- Динамическая стабилизация движения приводов
- Прецизионные рельсовые направляющие
- Качественная и надежная сборка
- Жесткая стальная конструкция станины
- Оснащение оборудованием как для плазменной, так и для газовой резки
- Русскоязычный интерфейс ЧПУ
- Сенсорное управление, адаптированный экран
- Система контроля высоты плазменной резки
- Система контроля высоты газовой резки
- Контактное определение высоты заготовки
- Время обучения оператора/программиста – 30мин
- Совместимость со всеми CAM-приложениями для создания УП (SheetCam, ProNest, Техтран и т.д.)
- Возможность устанавливать параметры обработки в интерфейсе ЧПУ установки плазменной резки
- Автоматический контроль динамики скорости реза для стабилизации высоты и качества обработки углов и отверстий
- Пульт дистанционного управления
- Магнитное крепление плазмотрона для защиты его от повреждений при столкновении с препятствием.
- Отличное качество реза
- Значительный опыт специалистов по работе в данном направлении
- Разумный подход к ценообразованию
- Индивидуальный подход к каждому покупателю
САЭМ инструкция по эксплуатации скачать в фомате WORD
РУКОВОДСТВО ОПЕРАТОРА
3-я редакция 1 октября 2014г.
1.Перед запуском!
1.1.Убедитесь в стабильности линейного напряжения (380В), подаваемого на аппарат плазменной резки. Оно не должно быть слишком низким, слишком высоким, а так же должны присутствовать все 3 фазы постоянно. Снижение, увеличение напряжения, а так же кратковременное пропадание и перекос фаз в процессе плазменной резки послужат причиной остановки станка и брака вырезаемой в этот момент детали! О наличии неисправности сообщит система диагностики источника плазмы. Более подробную техническую информацию можно найти в Руководстве оператора по источнику плазмы.
1.2.Убедитесь в стабильности линейного напряжения (220В), подаваемого на Шкаф Управления. Колебания могут стать причиной выхода из строя блоков питания, драйверов шаговых двигателей, а так же вызвать перезагрузку компьютера и сбой программы! Рекомендуется использовать бытовой стабилизатор напряжения для Шкафа Управления мощностью не менее 2 кВт и источник бесперебойного питания для компьютера.
1.3.Убедитесь в стабильности давления подаваемого на аппарат плазменной резки сжатого воздуха. Неправильно настроенный или маломощный компрессор может стать причиной остановки станка в процессе плазменной резки и брака вырезаемой в этот момент детали! О наличии неисправности сообщит система диагностики источника плазмы. Рекомендуемый диапазон давления 5-8 Атм. Более подробную техническую информацию можно найти в Руководстве оператора по источнику плазмы.
1.4.Используйте только оригинальные расходные детали Hypertherm. В обратном случае не гарантируется качество реза и срок эксплуатации расходных деталей.
1.5.Убедитесь в отсутствии контакта между корпусом станка и Шкафом Управления. В противном случае не исключены сбои в работе станка!
1.6.Не следует заземлять станок при использовании источников плазмы Powermax 65, 85, 105 и 125. Шкаф Управления при использовании этих источников заземлять можно.
При использовании источника плазмы MAXPRO200 – необходимо обязательно заземлять станок по схеме «звезда»! Шкаф Управления при использовании этого источника заземлять НЕЛЬЗЯ.
1.7.Изучите правила безопасности по работе с плазменной резкой. Более подробную информацию можно найти в Руководстве оператора по источнику плазмы.
1.8.При плазменной резке во избежание сбоя и быстрого износа расходных деталей не забывайте о Продолжительности Цикла источника плазмы. Своевременно делайте ПАУЗУ. Более подробную техническую информацию можно найти в Руководстве оператора по источнику плазмы.
1.9.Всегда используйте «Программные ограничители движения X Y». Более подробно описано в разделе 2.5.
1.10.При возникновении неполадки или сомнения в правильности действий следует в первую очередь обращаться за технической поддержкой к производителю установки плазменной резки!
1.11.Оператор и/или программист должен обладать базовыми навыками работы в среде ОС Windows XP.
2.Последовательность запуска.
2.1. Включите компьютер и сенсорную панель. Дождитесь загрузки интерфейса управления САЭМ ПЛАЗМА 3.0.
2.2. Убедитесь, что портальная балка и суппорт находится в упорах в точке 0 по осям X,Y. Данное положение является машинным X=0 Y=0. Переместите вручную портальную балку и суппорт до упора к точке 0.

.3. Включите Шкаф Управления.
2.4. В разделе «1.Координаты» нажмите кнопку «Аварийный СТОП» и «СБРОС МАШИННЫХ КООРДИНАТ XY=0»
и затем
2.5. Активируйте «ПРЕДЕЛЫ X, Y». Об активации свидетельствует зеленый индикатор.
2.6. Активируйте «КОНТРОЛЬ ВЫСОТЫ THC». Об активации свидетельствует зеленый индикатор.
2.7. Активируйте «Пульт ДУ». Подробнее в Главе 7.
2.8. При помощи Пульта ДУ произведите позиционирование плазмотрона по оси Z (вертикальная ось), подняв его на 4-7см над заготовкой.
2.9. При помощи Пульта ДУ произведите позиционирование плазмотрона по осям X, Y до левого нижнего края заготовки.

2.10. Произведите сброс операторских координат X, Y и Z при помощи кнопок «Сброс X=0» «Сброс Y=0» «Сброс Z=0» в интерфейсе управления или воспользовавшись Пультом ДУ. Машинные координаты при этом не изменятся.
2.11. Произведите разворот операторской системы координат соответственно углу разворота заготовки, выполнив привязку по оси X или Y. Наиболее точной будет привязка, выполненная по наибольшей стороне заготовки. При помощи Пульта ДУ произведите позиционирование плазмотрона до наиболее отдаленной точки по выбранной стороне. Положение плазмотрона относительно кромки должно соответствовать положению в нулевой точке заготовки. Далее нажмите «Привязка по оси X» или «Привязка по оси Y». Цвет отображения значения операторских координат при этом изменится на красный.
ВНИМАНИЕ!!! Для следующей заготовки привязку нужно выполнить заново! Перед этим необходимо произвести отмену предыдущей привязки, нажав на кнопку «Отмена привязки». Цвет отображения значения операторских координат при этом изменится на черный.
В случае невыполнения данного условия – угол разворота операторской системы координат будет некорректным, что приведет к порче заготовки и остановке работы станка в определенный момент.
2.12. Установите необходимые параметры реза в разделе «2. Параметры реза»
В блоке «Автоматическая настройка параметров реза» нужно выбрать используемый Вами источник плазмы.

В таблице, в зависимости от толщины металла и используемых расходных деталей выбираем нужный режим. Все параметры реза выставляются автоматически и соответствуют рекомендуемым параметрам технологических карт реза производителя источника плазмы, менять их рекомендуется только опытным пользователям.
2.13. Установите расходные детали плазмотрона (электрод, сопло, защитный экран) соответствующие выбранному режиму (схема установки присутствует на корпусе источника плазмы и в Руководстве оператора по источнику плазмы).
2.14. Запустите источник плазмы Hypertherm и компрессор.
2.15. Установите на источнике плазмы силу тока соответствующую выбранному режиму.
2.16. Убедитесь в готовности источника плазмы к работе. На ЖК дисплее источника должен отображаться только ампераж, установленный шагом ранее. В случае возникновения неполадки – система диагностики источника плазмы выдаст аварийный код, который можно расшифровать, обратившись к Руководству оператора по данному источнику плазмы.
Наиболее распространенные ошибки:
- недостаточное давление воздуха
- не корректно собран плазмотрон
- обнаружен пусковой сигнал при включении
- заедание расходных деталей
Ошибки так же могут возникать и в процессе работы источника. В случае незапланированной остановки в процессе резки нужно в первую очередь обращать внимание на ЖК дисплей источника плазмы.
2.17.Установите необходимое напряжение на Системе контроля высоты THC (для каждого режима напряжение разное). Оно указано в поле «Рекомендуемое напряжение», а так же в технологических картах Руководства Оператора для источника плазмы – технологические карты реза.

2.18. Загрузите Управляющую Программы (созданную в среде SheetCam или ProNest), перейдя в раздел «3. Работа с программой» – «ОТКРЫТЬ G-КОД».
и затем
2.19. Произведите «Переезд на операторский XY=0», перейдя в раздел «4.Мониторинг» или «1.Координаты».
2.20. Нажмите кнопку «ПУСК».
При плазменной резке во избежание сбоя и быстрого износа расходных деталей не забывайте о Продолжительности Цикла источника плазмы. Своевременно делайте Паузу. Более подробную техническую информацию можно найти в Руководстве оператора по источнику плазмы.
3. Экран №1 – Координаты

3.1. Кнопка аварийного останова.
3.2. Блок мониторинга и управления операторскими координатами. Операторские координаты являются переменными и задаются оператором каждый раз при замене заготовки.
3.3. Блок привязки угла разворота операторской координатной системы к углу разворота заготовки.
3.4. Переезд резака на координаты операторского нуля (операторский ноль задается оператором в нижнем левом углу заготовки). При нажатии плазмотрон совершает подъем на 20мм и перемещается на операторский ноль.
3.5. Блок мониторинга и управления машинными координатами. Машинные координаты являются постоянными и должны соответствовать фактическому местоположению резака в пространстве относительно физических ограничителей портала.
3.6. Программные ограничения (концевики) станка – для корректной работы должны быть всегда активны, в противном случае не произойдет своевременного останова при приближении к физическим ограничителям. Произойдет столкновение с ними, которое приведет в первую очередь к сбою в машинной, а как следствие и в операторской (т.к. они взаимосвязаны) координатных системах.
3.7. Переезд резака на координаты машинного нуля (машинный ноль – это нижний левый угол станины станка). При нажатии плазмотрон совершает подъем на 20мм и перемещается на машинный ноль.
3.8. Переезд на парковку – функция переезда резака в верхний правый угол рабочей зоны станка для комфортной загрузки/разгрузки заготовок. При нажатии плазмотрон совершает подъем на 20мм и перемещается на парковку.
3.9. При закрытии программы осуществляется переезд резака на машинный ноль и закрытие программы. Не работает при аварийном останове.
3.10. Кнопка ПУСК осуществляет запуск работы УП-программы, кнопка СТОП – останов работы программы на данной строке G-кода.
ВАЖНО!!! При нажатии кнопки «СТОП» или «Аварийный СТОП» во время любого движения (ускоренного переезда, ручного позиционирования или выполнения реза) по осям X или Y, может произойти сбой машинных и операторских координат, т.к. шаговые двигатели кратковременно продолжат движение по инерции.
Это приведет к несоответствию реального положения плазмотрона и отображаемых координат.
Чтобы исправить несоответствие:
- Отключите питание Шкафа Управления
- Вручную откатите портальную балку и суппорт к машинному нулю
- Снова подайте питание на Шкаф Управления
- Нажмите кнопку «Аварийный СТОП»
- Нажмите кнопку «СБРОС МАШИННЫХ КООРДИНАТ»
При этом восстановится соответствие координат и сохранится операторский ноль, что позволит продолжить работу.
Во избежание данного явления не рекомендуется производить какие-либо действия до завершения переезда по осям X и Y, если случай не является экстренным. Наилучшим моментом для останова является вертикальное перемещение плазмотрона (по оси Z).
3.11. Кнопка включения контроля высоты THC. Для корректной работы постоянно должна быть активной.
3.12. Возврат меню – при нажатии появляется поле с настройками MACh4.
ВАЖНО!!! Изменение настроек может привести к некорректной работе станка, поэтому любые изменения настроек в среде MACH3, должны производиться после согласования с производителем станка.
3.13. Блок обратной связи процессов работы станка.
- Таймер – отображает время выполнения УП.
- Скорость – отображает скорость перемещения резака в настоящий момент времени.
- Строка – поле отображения номера выполняемой строки УП.
- Контакт – при корректной работе активен только в момент контакта плазмотрона с металлом в момент поиска заготовки. В случае выхода из строя реле 12В или защитного контактора, контакт с заготовкой может быть проигнорирован.
В некоторых случаях (трение защитного экрана по заготовке, обратный всплеск металла, низкая высота перфорации и т.д.) шлак может послужить причиной контакта между защитным экраном и соплом. В таком случае индикатор «Контакт» станет активен вне зависимости от чего-либо. Однако программа обладает защитными алгоритмами: система самостоятельно отследит данную неполадку, приостановит работу и переедет к оператору. Сработает сигнал «Аварийный СТОП». Необходимо устранить неполадку (убрать шлак), снять «Аварийный СТОП» и нажать «ПУСК». Процесс реза возобновится.
- Защита – Индикатор свидетельствует об активности работы системы защиты контроллера. Сигнализирует только в момент плазменной резки и отключается одновременно с завершением работы плазмы.
ВАЖНО!!! В случае отсутствия сигнала «Защита» в процессе выполнения УП необходимо немедленно приостановить работу машины до устранения неисправности! Возможен выход из строя логических схем станка!
ВАЖНО!!! Возможными причинами неисправности могут быть сбой интерфейса управления и неправильно составленный G-код. Для составления корректных программ необходимо использовать среду ProNest или SheetCam!
Факел – индикатор сообщает об активном реле зажигания факела.
- Подъем – индикатор отображает корректировку движения плазмотрона по высоте в процессе плазменной резки. Данный сигнал является входящим и поступает с внешнего модуля THC. Получен путем анализа напряжения плазменной дуги и сравнения с искомым напряжением.
- Снижение – индикатор отображает корректировку движения плазмотрона по высоте в процессе плазменной резки. Данный сигнал является входящим и поступает с внешнего модуля THC. Получен путем анализа напряжения плазменной дуги и сравнения с искомым напряжением.
- Дуга – входящий сигнал с источника плазмы, сообщает о наличие дуги. Установка плазменной резки будет выполнять обработку только при активном поступающем сигнале «Дуга». В случае затухания плазмотрона в процессе резки сигнал «Дуга» так же исчезнет и машина остановится.
3.14. Поле ручного ввода G-кодов. Позволяет управлять процессами путем ввода отдельных строк G-кода. Только для опытных пользователей.
4. Экран №2 – Параметры реза.
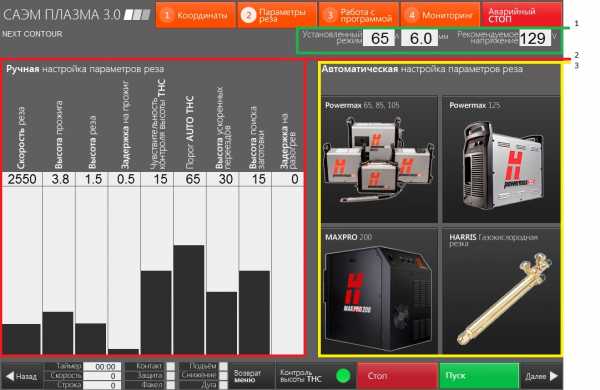
4.1. Блок отображения выбранного режима.
4.2. Блок ручных настроек параметров реза:
- Скорость реза – табличное значение. Влияет на качество реза и производительность. Чем выше скорость, тем выше производительность, но ниже качество. И наоборот.
- Высота прожига – табличное значение. Является константой. Уменьшение данного значения грозит повреждением защитного экрана, сопла, образованию шлака. Сильное увеличение может не позволить произвести перфорацию заготовки.
- Высота реза – табличное значение. Является константой.
- Задержка на прожиг – табличное значение. Является константой.
- Чувствительность контроля высоты THC – значение по умолчанию – 15. Можно увеличивать вплоть до 20 в тех случаях, когда система не успевает отслеживать рельеф заготовки.
- Порог AUTO THC – автоматический контроль динамики скорости реза в процессе обработки. Позволяет стабилизировать высоту реза, а следовательно и качество обработки углов и отверстий с малыми радиусами.
- Высота ускоренных переездов – расстояние между соплом и заготовкой, при котором происходят ускоренные перемещения. Чем ниже данное значение, тем выше производительность. Однако при повышенной рельефности заготовки не рекомендуется уменьшать ниже 30-40.
- Высота поиска заготовки – расстояние между соплом и заготовкой, при котором начинается поиск заготовки на заниженных скоростях. Чем ниже данное значение, тем выше производительность. Однако при повышенной рельефности заготовки не рекомендуется уменьшать ниже 15-20.
4.3. Автоматическая настройка параметров реза. При выборе появляется меню, в котором выбирается толщина металла, его материал и сила тока, при которой будет выполняться рез.

Примечание. Выбор табличного значения автоматически меняет все параметры, соответствующие табличным из технологических карт реза.
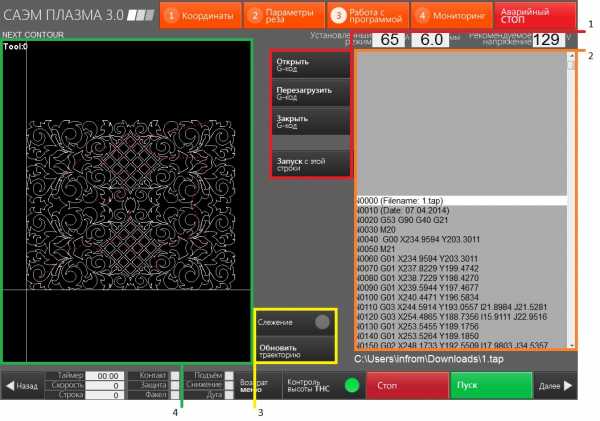
5.1. Блок управления файлом УП:
- Открыть G-код – кнопка открытия проводника, в котором указываем путь к файлу УП.
- Перезагрузить G-код – перезагрузка УП в памяти системы.
- Закрыть G-код – закрывает и выгружает из памяти системы УП.
- Запуск с этой строки – позволяет начать рез с выбранной строки в блоке 2.
5.2. Окно G-кодов. Данное окно отображает загруженную в память станка Управляющую Программу (G-коды). Процесс выполнения программы параллельно отображается в Окне траектории и в окне G-кодов.
Существует возможность самостоятельно переместить курсор до нужной строки, после чего начать выполнение программы с выбранной позиции, нажав последовательно кнопки «Запуск с этой строки» и «Пуск»
ВАЖНО!!! Запускать вручную можно только со строки G-кода «M20», иначе рез выполнен не будет!
5.3. Блок управления визуализацией процесса выполнения УП.
- Слежение – кнопка переключения между абсолютным и относительным режимом отображения. Абсолютный – статическое отображение траектории, динамический курсор. Относительный – динамическое отображение траектории, статический курсор.
- Обновить траекторию – восстанавливает по умолчанию визуальное отображение.
5.4. Отображение траектории – Окно траектории позволяет визуально контролировать процесс работы станка.
Примечание. Во время работы могут возникнуть ситуации, при которых во время перфорации теряется дуга. Чтобы избежать брака и закончить рез выполняем следующую последовательность действий:
1. Отключаем «Контроль высоты THC».
2. На источнике плазмы Hypertherm устанавливаем режим резки сетки.
3. В блоке Окне G-кодов находим контур на котором прекратился рез (каждый контур начинается с команды M20) и нажимаем кнопку «Запуск с этой строки».
4. Нажимаем кнопку «ПУСК». При этом дуга будет удерживаться принудительно.
5. Как только плазмотрон переместиться в место где оборвалась дуга, включаем «Контроль высоты THC» и выставляем на источнике плазмы Hypertherm обычный режим реза.
6. Экран №4 – Мониторинг.
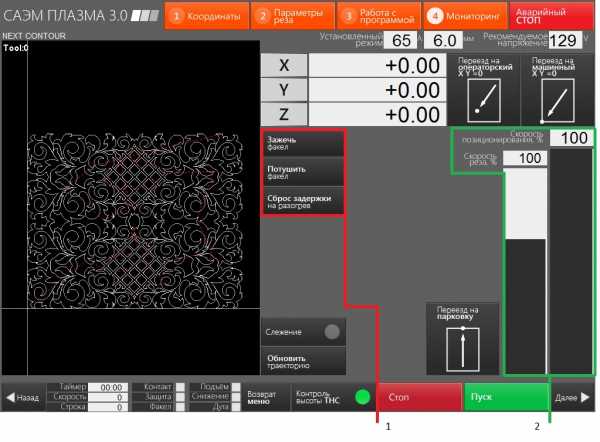
6.1. Блок управление факелом в ручном режиме.
- Зажечь факел – позволяет в ручном режиме зажечь факел плазмотрона.
- Потушить факел – позволяет в ручном режиме потушить факел плазмотрона.
- Сброс задержки на разогрев – отменяет задержку на разогрев при газовой резке.
6.2. Скорость позиционирования – позволяет изменить скорость ручного управления движением (при помощи Пульта ДУ) в процентном соотношении от максимальной скорости позиционирования. Доступный диапазон 1-100%.
6.3. Скорость реза – позволяет менять скорость реза в процентном соотношении от значения скорости реза, установленного в .
Можно использовать даже в момент реза. Доступный диапазон 5-250%.
7. Беспроводной пульт ДУ

7.1. В комбинации с кнопкой «11» – Управление позиционированием по осям X и Y.
7.2. В комбинации с кнопкой «11» – Управление позиционированием по осям Z.
7.3. Возврат на операторский X Y = 0
7.4. Кнопка вкл/выкл
7.5. Светодиодная индикация состояния. Для корректной работы должны постоянно гореть верхний левый и верхний нижний светодиод. Для этого необходимо несколько раз подряд нажать кнопку «4». При мигающем верхнем правом светодиоде необходимо подключить кабель зарядки по USB.
7.6.Аварийный стоп. В комбинации с кнопкой «12» – Сброс операторской координаты Z
7.7.Пуск. В комбинации с кнопкой «12» – Сброс операторской координаты X
7.8.Пауза. В комбинации с кнопкой «12» – Сброс операторской координаты Y
7.9.Скорость позиционирования +-5%.
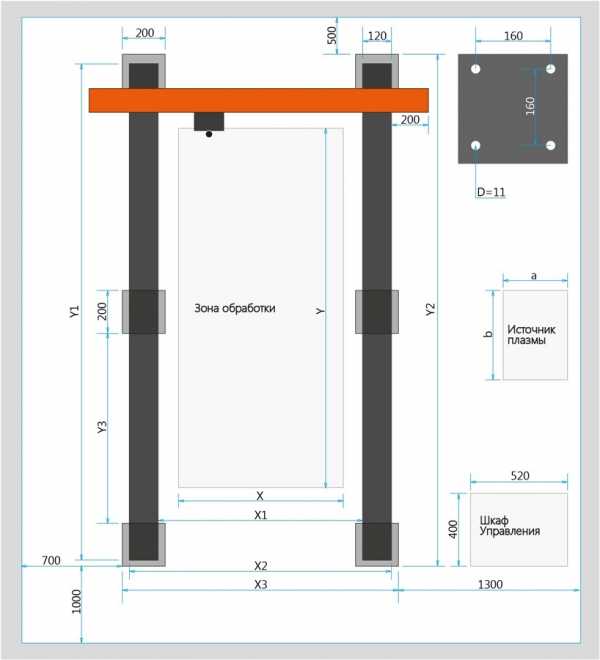
Приложение 1. Монтажная схема установки плазменной резки СП1225, СП153, СП157, СП27
smolatom.ru
Ручная плазменная резка металла – аппараты и принцип их работы + Видео
Раскрой материалов потоком плазмы является высокотехнологичным, эффективным способом качественной их обработки. Ручная плазменная резка, проводимая соответствующим оборудованием, расширяет область применения этого вида работ.
1 Особенности аппаратов и технологии плазменной резки
Плазменная резка – термический процесс разделительной обработки материалов, происходящей за счет их плавления. В качестве режущего исполнительного инструмента используется струя низкотемпературной плазмы, которую получают следующим образом. Между электродом плазменного аппарата и его соплом или разрезаемым металлом создается электрическая дуга, температура которой достигает 5000 °С.
Затем в сопло подается под давлением газ, что приводит к повышению температуры электрической дуги до 20 000 °С, в результате чего газ ионизируется и преобразуется в низкотемпературную плазму (высокотемпературный газ). Ионизация при нагреве от дуги возрастает, что ведет к повышению температуры газовой струи до 30 000 °С. При этом поток плазмы ярко светится, обладает высокой электропроводностью, проистекает из сопла со скоростью 500–1500 м/с, попадая на заготовку, локально ее разогревает и плавит в месте реза.
Рекомендуем ознакомиться
Для получения плазмы используют следующие газы:
- воздух;
- кислород;
- азот;
- водород;
- аргон;
- водяной пар.
Охлаждение сопла и удаление с поверхности реза расплавленных частичек материала осуществляется потоком газа или жидкости. Толщина разрезаемого плазменными установками металла может достигать 200 мм.
Эта технология крайне редко используется в быту, зато получила широкое распространение в различных промышленных отраслях. Плазменным аппаратом можно качественно, быстро, легко разрезать любой металл и другие материалы – пластик, камень. Благодаря этому, его используют в судостроении, машиностроении, коммунальной сфере, для ремонта техники, изготовлении рекламы и многого другого. Получаемый срез всегда аккуратный, ровный и красивый.
2 Основная классификация плазменного оборудования для резки
Все устройства для плазменной резки делятся на:
- косвенного действия – для бесконтактной резки;
- прямого действия – для контактной.
Резаки первого типа используются для обработки неметаллических материалов. Такая техника является специфической и не востребована вне производства. При бесконтактном способе электрическая дуга зажигается между электродом и соплом плазмотрона.

Устройствами прямого действия режут различные металлы. При работе с ними разрезаемая деталь включена в электрическую схему плазменного аппарата, и электрическая дуга зажигается между ней и электродом, расположенном в сопле. Поток ионизированного газа подвергается нагреву на всем участке между местом своего выхода и поверхностью заготовки – струя плазмы обладает большей мощностью, чем в устройствах первого типа. Ручная плазменная резка металла выполняется только с помощью оборудования данного типа, контактным способом.

3 Устройства для ручной плазменной резки металлов
Они состоят из плазмотрона, источника питания, набора кабелей и шлангов, с помощью которых производится соединение плазмотрона с источником питания и газовым баллоном или компрессором. Плазмотрон (плазменный резак) – главный элемент такого оборудования. Иногда по ошибке так называют весь аппарат. Возможно, это обусловлено тем, что применяемые для плазмореза источники питания не отличаются от подобных им устройств и могут использоваться вместе со сварочным оборудованием. А единственным элементом, который отличает плазменный аппарат от другого устройства, и является плазмотрон. Его основные составляющие:
- сопло;
- электрод;
- термостойкий изолятор, расположенный между ними.
Плазмотрон – это оборудование, которое энергию электрической дуги преобразует в тепловую энергию плазмы.Внутри его корпуса имеется цилиндрическая камера с выходным каналом (соплом) очень маленького диаметра. В тыльной части камеры установлен электрод, который служит для образования электрической дуги. Сопло отвечает за скорость и форму потока плазмы. Аппарат ручной плазменной резки применяется для раскроя металла вручную – оператор держит плазмотрон в руках и ведет его над линией реза.
Так как рабочий инструмент находится все время на весу, и поэтому может быть подвержен перемещениям из-за непроизвольных движений исполнителя, это неизменно отражается на качестве раскроя. Рез может быть неровным, с наплывами, следами рывков и так далее. Для облегчения и улучшения качества работы существуют специальные подставки, упоры, надеваемые на сопло плазмотрона. Они позволяют поставить оборудование непосредственно на заготовку и вести его вдоль линии реза. Зазор между металлом и соплом в этом случае всегда будет соответствовать предъявляемым требованиям.

При ручной резке плазмообразующим и защитным (для охлаждения сопла и удаления продуктов резки) газом может быть воздух или азот. Они подаются от магистрали, баллона или встроенного в оборудование компрессора.
4 Источники питания ручных плазменных аппаратов для резки
Все источники питания ручных аппаратов работают от электросетей переменного тока. Большинство из них преобразуют получаемую электроэнергию в напряжение постоянного тока, а остальные служат только для усиления переменного тока. Такое распределение обусловлено тем, что у плазмотронов, работающих на постоянном токе, более высокий КПД. Переменный ток применяется в ряде случаев – к примеру, для раскроя алюминия и сплавов из него.
Источником питания может служить инвертор или трансформатор, подающий на плазмотрон ток большой силы. Инверторы обычно используют на маленьких производствах и в быту. Они обладают меньшими габаритами, весом и в энергопотреблении намного экономнее, чем трансформаторы. Инверторы чаще всего входят в состав ручного аппарата для плазменной резки. К достоинствам инверторных устройств относят КПД, который выше, чем у трансформаторных, на 30 %, и стабильное горение электрической дуги, а также компактность и возможность проводить работы в любых труднодоступных местах.

К недостаткам – ограничение по мощности (максимальная сила тока обычно составляет 70–100 А). Как правило, инверторные аппараты используют при разрезании заготовок сравнительно небольшой толщины.
Трансформаторные источники питания получили свое название из-за используемых в их конструкции низкочастотных трансформаторов. Они обладают гораздо большими габаритами и массой, но при этом могут иметь и более высокую, чем инверторные источники, мощность. Трансформаторные аппараты применяют для ручной и механизированной резки металлов различных толщин. Они более надежны, потому что при скачках напряжения не выходят из строя. Продолжительность их включения выше, чем у инверторных аппаратов, и может достигать значений в 100 %.

Продолжительность включения (ПВ) оказывает прямое влияние на специфику работы с оборудованием. Например, если ручная плазменная резка металла, оборудование для которой имеет ПВ 40 %, длилась без перерыва 4 минуты, то затем аппарату необходимо дать 6 минут отдыха для того, чтобы он остыл. Устройства с ПВ 100 % используют в производстве, где аппарат эксплуатируется на протяжении всего рабочего дня. Существенный недостаток трансформаторного оборудования – высокое энергопотребление.
5 Принцип работы аппаратов для ручной плазменной резки
После того, как установка ручной плазменной резки собрана (произведены все подключения и соединения ее элементов), металлическую заготовку подсоединяют к аппарату (инвертору или трансформатору) предусмотренным для этого кабелем. Оборудование подключают к электросети, плазмотрон подносят к обрабатываемому материалу на расстояние до 40 мм и производят зажигание дежурной (инициирующей ионизацию) электрической дуги. Затем открывают подачу газа.

После получения плазменной струи, которая обладает высокой электропроводимостью, в момент ее соприкосновения с металлом образуется рабочая (режущая) электрическая дуга. Одновременно автоматически отключается дежурная. Рабочая дуга поддерживает непрерывность процесса ионизации подаваемого газа, образования плазменного потока. Если она по какой-то причине погаснет, то требуется прекратить подачу газа, заново включить плазменный аппарат и зажечь дежурную дугу, а после этого пустить газ.
tutmet.ru