Установка резца на токарном станке – Установка резца на токарном станке
alexxlab | 31.08.2017 | 0 | Вопросы и ответы
Установка резца на токарном станке
Для чего нужна правильная установка резца на токарный станок и как правильно осуществить монтаж? Основные правила, а также некоторые тонкости.
Весь ход процесса точения на токарных станках от самого начала и вплоть до окончательного результата в основном определяется грамотной установкой резца в резцедержателе. В противном же случае при его неправильном положении станку грозит довольно быстрый износ режущей кромки.
Не редко также из-за этой неполадки возникают серьёзные поломки оборудования, которые часто влекут за собой следом ощутимые материальные убытки на производстве.
Перед началом необходимо сперва тщательно очистить опорные поверхности держателя. Главное правило установки резца на токарный станок по сути заключается в том, что его вершина обязательно должна находиться на уровни линии центров станка.
Помните, что установка ниже этой линии приведёт к выталкиванию детали из центров при набегании, а установка выше – к недопустимому нагреву и крайне быстрому износу.
Но в иных случаях для дополнительного улучшения работы резца допускаются незначительные отклонения. К примеру, в процессе черновой обработки деталь устанавливают с небольшим превышением над уровнем центров, составляющем от 0.3 до 1.2 мм (зависит исключительно от диаметра обрабатываемого изделия).
Совершенно другой случай – чистовое точение, при котором установка резца осуществляется со снижением на аналогичную величину.
Будучи закреплённым в резцедержателе не менее, чем двумя болтами, резец необходимо подвести строго к центру задней или же передней бабки и отрегулировать по высоте, подстилая при этом под него не более трёх подкладок. Это придаст максимальную точность при установке детали.
Отдельного упоминания также заслуживают сами подкладки: их следует подготавливать целым комплектом сразу же заблаговременно. Не стоить их заменять на куски металла или же другие иные материалы.
Подкладки нужно класть на опорную поверхность резцедержателя, при этом контролируйте вылет резца – он не должен превышать 1.5 высоты стержня, в противном случае вибрации детали при работе станка не избежать.
Дальнейшая регулировка резца на необходимую глубину может быть произведена двумя путями: методом пробных стружек или с лимбом поперечной подачи. Выбирая первую технологию, резец подводят вплотную до первого касания к поверхности вращающейся детали.
После чего он отводится вправо и далее глубина резания устанавливается уже глаз. Если диаметр проточки детали после этого вышел больше необходимого, всё повторяется с новой глубиной резания до получения требуемого результата.
Видео: подгонка (установка) резцов под токарный станок.
metmastanki.ru
Установка резцов в резцедержателе и заготовок в патроне
Установка резцов в резцедержателе и заготовок в патроне
Категория:
Токарное дело
Установка резцов в резцедержателе и заготовок в патроне
Установка резца. Прежде чем приступить к работе на станке, нужно установить резец в резцедержателе по центру и закрепить заготовку (деталь) в патроне.
Различают центры неподвижные и вращающиеся. Они служат опорой для обтачиваемой длинной заготовки. Закрепляют центры в пиноли задней бабки.
Установив центр в пиноли, вращением маховичка подводят фартук с суппортом вплотную к задней бабке. Затем закрепляют резец в резцедержателе с помощью винтов. Головка резца должна выступать из резцедержателя не более чем на 1,5 высоты стержня, а вершина режущих кромок резца — совпадать с острием центра.
Если вершина резца окажется ниже острия центра, то под стержнем помещают одну, две или три подкладки, подобранные по толщине. Подкладки делают из листовой стали, их ширина и длина должны соответствовать размеру стержня резца.
Подбором подкладок соответствующей толщины добиваются совпадения острия центра с вершиной режущих кромок резца. Затем при помощи ключа закрепляют резец винтами, а резцедержатель — рукояткой.
Правила установки всех резцов одинаковы.
Установка заготовки в патроне. Обтачиваемые заготовки закрепляют на шпинделе станка с помощью различных приспособлений. Наиболее удобен трехку-лачковый патрон. Устроен он очень просто: в корпусе с квадратными отверстиями для ключа размещены три подвижных кулачка.
Закрепляют заготовки в патроне следующим образом. Вращением ключа, вставленного в квадратные отверстия патрона, раздвигают кулачки. Затем помещают заготовку между ними и поворотом ключа сближают кулачки; они должны прочно зажать деталь. Длина выступающей из патрона части заготовки не должна превышать трех ее диаметров.
Рис. 1. Центры: а — неподвижный; б — вращающийся
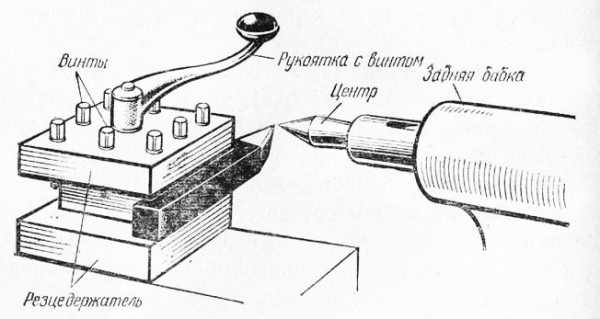
Рис. 2. Установка резца (дано условно)
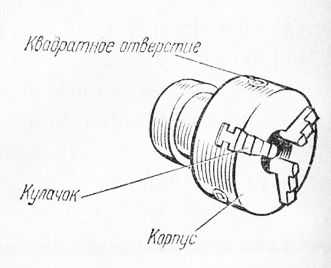
Рис. 3. Трехкулачковый патрон
Запомните!
Закреплять заготовку ключом нужно со стороны каждого кулачка, для этого патрон поворачивают на 1—2 оборота.
Устройство инструмента. Штангенциркуль — это универсальный измерительный инструмент.
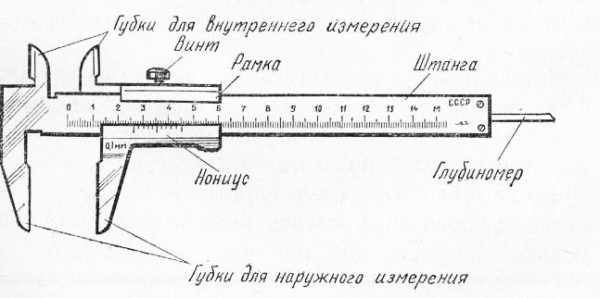
Рис. 4. Штангенциркуль ШЦ-1 с точностью отсчета 0,1 мм
С его помощью можно измерять толщину деталей, ширину и глубину отверстий.
На штанге — линейке инструмента нанесены миллиметровые деления. Заодно с линейкой сделаны две неподвижные губки: одна для измерения наружных, то есть внешних, размеров; другая — внутренних размеров. На штангу надета рамка с подвижными губками и глубиномером, который представляет собой тонкую, узкую линейку. Глубиномер помещен в продольном пазу обратной стороны линейки.
Рамку можно свободно передвигать вдоль штанги и закреплять в нужном положении винтом. На скосе нижней части рамки нанесены деления (шкала). Это дополнительное измерительное устройство называется нониусом (рис. 129). Нониус позволяет более точно определять размеры деталей до десятой доли миллиметра.
Все вы знаете, что один сантиметр равен десяти миллиметрам. Но можно сказать и записать иначе: миллиметр— это одна десятая, или просто десятая, часть сантиметра, то есть 1 мм=1/10 см = 0,1 см. Если разделить миллиметр на 10 частей, то каждая часть называется одной десятой миллиметра и записывается так: 0,1 мм.
Длина нониуса равна 19 мм, а шкала разделена на 10 равных частей. Таким образом, каждое деление нониуса равно 1,9 мм, т. е. на 0,1 мм меньше двух миллиметровых делений штанги.
Когда губки штангенциркуля сомкнуты, нулевое деление (начальное) и последнее деление нониуса совпадают соответственно с нулевым и девятнадцатым делениями штанги (не доходя 1 мм до отметки 2). Остальные деления нониуса и штанги не должны совпадать.
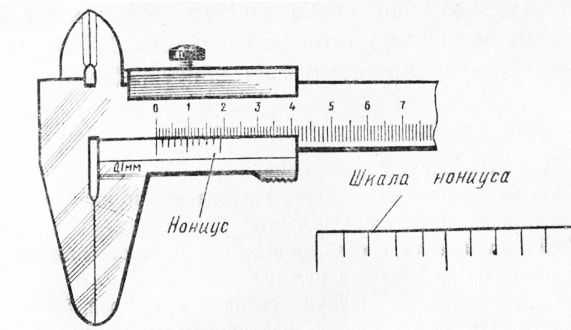
Рис. 5. Нониус штангенциркуля
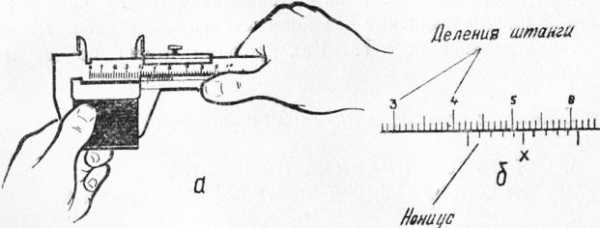
Рис. 6. Прием измерения штангенциркулем (а) и подсчет по нониусу (б)
Измерение штангенциркулем. Считывают показания штангенциркуля, то есть определяют размеры детали следующим образом.
Целые миллиметры отсчитывают по делениям штанги до нулевой отметки нониуса. В нашем примере нулевое деление нониуса находится между целыми величинами (42 мм и 43 мм) шкалы. Число целых миллиметров на штанге в нашем примере 42. Затем определяют, какое деление нониуса совпадает с делением штанги. Порядковый номер совпавшего деления нониуса показывает число десятых долей миллиметра— в нашем случае пятое деление. Итак, размер измеряемой детали составляет 42,5 мм.
Реклама:
Читать далее:
Обточка цилиндрических заготовок при ручной подаче
Статьи по теме:
pereosnastka.ru
Установка и закрепление резца | Токарная обработка
Перед обтачиванием нужно правильно установить резец в резцовой головке. Необходимо следить за тем, чтобы выступающая часть резца была возможно короче – не больше 1,5 высоты его стержня. При большем вылете резец при работе будет вибрировать и в результате обработанная поверхность получится негладкой или волнистой, со следами дробления.
На рис. 31 показана правильная и неправильная установка резца в резцовой головке.
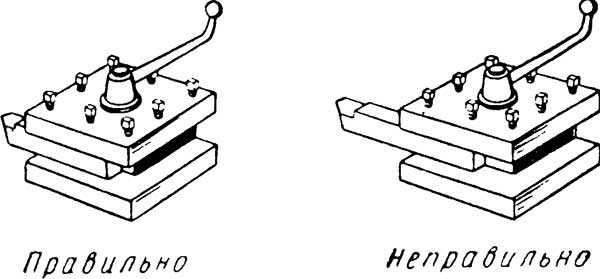
Рис. 31. Установка резца в резцовой головке
В большинстве случаев рекомендуется устанавливать вершину резца на высоте центров станка. Для этого применяют подкладки (не больше двух), помещая их под всей опорной поверхностью резца (рис. 32).
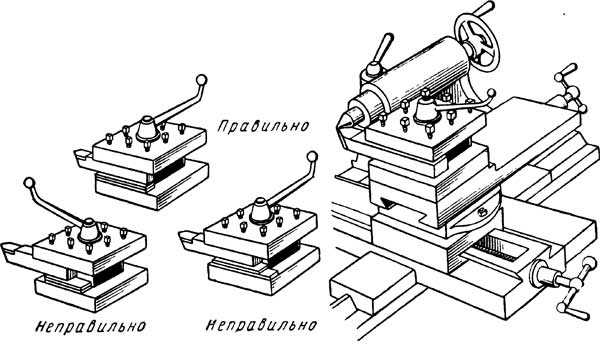
Рис. 32. Установка резца при помощи подкладок Рис. 33. Проверка установки резца по высоте центров
Подкладки представляют собой плоские стальные пластинки длиной обычно 150-200 мм. Токарь должен иметь набор таких подкладок разной толщины. Не следует пользоваться случайными подкладками.
На рис. 32 показана правильная и неправильная установка резца при помощи подкладок.
Для проверки положения вершины резца по высоте центров подводят его к предварительно выверенному заднему центру, как показано на рис. 33. Для этой цели можно пользоваться риской, проведенной на пиноли задней бабки на высоте центра.
Закрепление резца в резцовой головке должно быть надежным и прочным: резец должен быть закреплен не менее чем двумя болтами. Болты, закрепляющие резец, должны быть равномерно и туго затянуты.
Похожие материалы
www.metalcutting.ru
Установка резца в резцедержателе — Мегаобучалка
Резец устанавливают в резцедержателе таким образом, чтобы вершина его была расположена на уровне оси центров (рис.16). Установку резца контролируют по заднему центру. Под державку резца помещают подкладки из мягкой стали, причём количество подкладок должно быть минимальным, а державка резца должна опираться на подкладки всей поверхности. Вылет резца из резцедержателя не должен превышать полторы высоты державки, т.е. l<1,5Н. Резец закрепляют в резцедержателе не менее чем двумя винтами.
Рис. 14 – Допустимый вылет резца
Технологический процесс токарной обработки
Детали машин изготавливают из заготовок. Заготовка – предмет производства, из которого изменением формы, размеров, шероховатости поверхности и свойств материала изготавливают деталь.
Технологический процесс – последовательность выполнения различных видов обработки, направленная на превращение заготовки в готовую деталь.
Законченная часть технологического процесса, выполняемая на одном рабочем месте, называется операцией. После снятия детали со станка и закрепления новой заготовки начинается новая операция.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок.
Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой (подрезание торца, наружное точение, вытачивание канавки и т.д.).
Полная обработка заготовки за одну операцию характерна для единичного производства. Например, при изготовлении из прутковой заготовки Æ34 детали «Палец» (рис.15) принята такая последовательность (рис.16): проходным резцом I (рис.16, б) подрезают торец. Проходным упорным резцом II обтачивают наружные поверхности Æ32 и Æ25, канавочным резцом III вытачивают канавку шириной 3 мм, резцом I снимают фаску 2х450, отрезают деталь отрезным резцом IV. Затем отрезанную деталь вновь закрепляют в патроне за поверхность Æ25, подрезают второй торец и снимают фаску резцом I.
Таким образом, операция токарной обработки заготовки детали «Палец» выполнялась за два установа, причем за первый установ выполнено пять переходов, а за второй установ – два перехода.
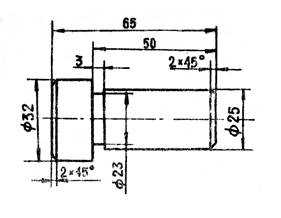
Рис. 15 – Чертеж детали «палец»
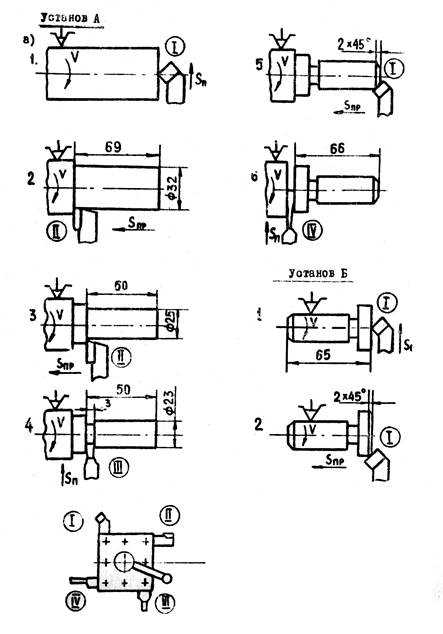
Рис. 16 – Технологический процесс изготовления детали «Палец» за одну операцию: а – схема технологического процесса; б – схема наладки резцедержателя;
1-6 – переходы; резцы: I – проходной отогнутый, II – проходной упорный;
III – канавочный, IV – отрезной
Содержание отчета
1. Составить эскиз компоновки токарно-винторезного станка 1К с указанием назначения его основных частей.
2. Описать основные и вспомогательные движения рабочих органов станка, методы установки режимов станка и механизм их осуществления.
3. Выполнить эскиз детали (выдается руководителем).
4. Составить эскиз установки заготовки на станке.
5. Описать виды работ, выполняемых на станке, и указать какие из них будут использованы при обработке детали.
6. Составить техпроцесс обработки детали с указанием эскизов переходов и инструмента.
7. Изложить классификацию резцов и указать какие из них использованы при обработке детали.
Контрольные вопросы
1. Изложите сущность токарной обработки.
2. Назовите основные части токарно-винторезного станка и их назначение.
3. Перечислите режимы резания, основные и вспомогательные движения рабочих органов станка, методы их установки и включения.
4. Расскажите о видах работ, выполняемых на токарных станках
5. Расскажите о конструкции и разновидностях токарных резцов.
6. Как закрепляется заготовка на токарных станках.
7. Что такое технологический процесс и из каких элементов он состоит.
Литература
1. Проектирование металлорежущих станков и станочных систем. Справочник-учебник. – М.: Изд. МГТУ им. Баумана. 2000.
2. Т.И. Тищенина, Б.В. Федоров. «Токарные станки и работа на них». -М.: Машиностроение. 1990.
3. Технология конструкционных материалов. Под общ. ред. А.М. Дальского. – М.: Машиностроение. 1992.
Редактор А.А. Литвинова
В набор . . . В печать . . .
Объем 0,7 усл. п.л., 0,6 уч.-изд.л. Офсет. Формат 60х84/16
Бумага тип N 3. Заказ № 521 . Тираж 180 . Цена .
Издательский центр ДГТУ
Адрес университета и полиграфического предприятия:
344010, г. Ростов-на-Дону, пл. Гагарина, 1.
megaobuchalka.ru
| Установка резца |
Изменение углов резца |
Влияние изменения углов резца на процесс резания |
Правила |
| Черновое обтачивание |
|||
| Резец установлен выше центр |
|
Условия резания улучшаются, так как при увеличении γ уменьшается степень деформации стружки. уменьшение α может увеличить до недопустимых пределов трение задней грани резца об обрабатываемую поверхность | В общем случае резец устанавливается выше центра. При обдирке длинных и тонких заготовок резец необходимо устанавливать по центру во избежание заедания его вследствие пружинения заготовки. при обдирке очень твердых материалов (т.е. при больших усилиях резания) резец следует устанавливать ниже центра во избежание заедания резца вследствие прогиба его под действием силы резания. |
| Резец устанавливается ниже центра |
|
Условия резания ухудшаются (см. выше). Увеличение α не улучшает процесса отделения стружки. |
|
| Чистовое обтачивание |
|||
| Резец установлен выше центра |
Углы γ, δ и α изменяются в зависимости от установки резца так же, как и при изменении положения резца относительно центра при обдирочных работах (см. выше) |
Уменьшение силы резания, получающееся при установке резца выше центра, в данном случае несущественно ввиду небольших размеров снимаемой стружки. Явление втягивания резца, установленного выше центра, в обрабатываемую заготовку сопровождается дрожанием резца, в следствии чего обрабатываемая поверхность получается не гладкой. |
Резец следует устанавливать на высоте центра или даже немного ниже его, но ни в каком случае не выше центра. |
| резец установлен на высоте центра |
При установке резца на высоте центра резец отходит от обрабатываемой заготовки и заедания его не происходит. |
||
| Черновое растачивание | |||
| Резец установлен ниже центра |
|
Условия резания улучшаются, так как при увеличении γ уменьшается выгибание стружки. Уменьшение α может увеличить до недопустимых пределов трение задней грани резца об обрабатываемую поверхность |
Резец следует устанавливать по центру или ниже центра. Чрезмерное понижение резца может вызвать недопустимое уменьшение α. Увеличение этого угла путем стачивание задней грани вызовет уменьшение угла заострения резца, т.е. понизит его прочность и способность отводить теплоту. |
| Резец установлен выше центра |
|
Условия резания ухудшаются (см. выше). Увеличение α не улучшает процесса отделения стружки. |
|
| Чистовое растачивание | |||
| Резец установлен на высоте центра |
Углы γ, δ и α изменяются в зависимости от установки резца так же, как и при изменении положения резца относительно центра при обдирочных работах (см. выше) | Уменьшение силы резания, получающееся при установке резца ниже центра, в данном случае несущественно ввиду небольших размеров снимаемой стружки. Но даже при небольшом давлении резец установленный ниже центра и на высоте центра будет отпускаться вследствие чего диаметр отверстия будет увеличиваться, что в данном случае недопустимо. | Резец следует устанавливать выше центра или на высоте центра, но ни в коем случае не ниже его. |
| Резец установлен выше центра |
При установке резца выше центра он также будет опускаться, но диаметр растачиваемого отверстия при этом будет уменьшаться, что может быть исправлено последующей обработкой. | ||
bs111.ru
Расточные резцы и их установка
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) главный угол в плане ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) – резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть задний угол резца.

Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава: а – проходной для обработки сквозных отверстий, б и в – упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание – операция более сложная, чем наружное обтачивание поверхностей, так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания – сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
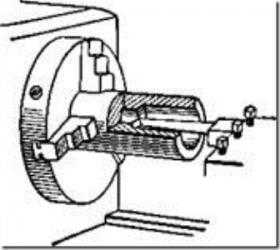
Рис. 119. Растачивание отверстия резцом
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из твердого сплава (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.

Рис. 120. Расточный резец, оснащенный пластинкой твердого сплава, конструкции В. К. Семинского
Чтобы повысить виброустойчивость резца, токарь-новатор В. Лакур предложил новую конструкцию расточного резца с пластинкой из твердого сплава (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр штангенциркулем или другим измерительным прибором и убедившись в правильности размера, растачивают отверстие на остальную длину. Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании.
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Похожие материалы
www.metalcutting.ru
25.2 Выбор резцов и правильная их установка
Для обработки резанием наружных цилиндрических поверхностей используются следующие типы режущих инструментов (резцов):
Проходные резцы
Отогнутые резцы служат для снятия фасок, обработки и
подрезки выступающих частей деталей при продольной или поперечной подаче.
Позволяют обрабатывать торцевые поверхности деталей. Служат как для черновой
(обдирочной), так и для чистовой обработки.
Рисунок 25.2.1 Проходные резцы (www.tvormasters.ru)
Радиус закругления резца влияет на чистоту обрабатываемой поверхности. Черновые проходные резцы имеют меньший радиус закругления, чем чистовые. Для черновых проходов применяют резцы с радиусом закругления вершины R = 0,5 – 1 мм, а для получистовых R = 1,5 – 2 мм, так как чем больше радиус при вершине, тем чище обработанная поверхность (меньше высота остаточных шероховатостей). Для чистового точения целесообразно применять чистовые резцы с радиусом закругления R = 3 – 5 мм.
Рисунок 25.2.2 Углы резца в плане (www.tvormasters.ru)
Прямые проходные резцы имеют те же свойства, что и отогнутые, но ими нельзя подрезать торцевые поверхности деталей.
Рисунок 25.2.3 Прямой проходной резец (www.tvormasters.ru)
Рисунок 25.2.4 Упорный резец (www.tvormasters.ru)
Подрезной резец (упорный) имеет режущую кромку перпендикулярно направленную к оси детали. Служит для чистовой обработки и подрезки деталей с уступами.
Рисунок 25.2.4 Отрезной резец (www.tvormasters.ru)
Отрезной резец предназначен для отрезания заготовок заданной длины или для прорезания канавок заданной ширины и глубины.
Проходные резцы имеют главный угол в плане ϕ = 30 – 60 градусов; углы в плане с меньшими значениями характерны для обработки жестких заготовок, когда отношение длины к диаметру l/d < 5 . Вспомогательный угол в плане ϕ1 обычно принимается 10 – 45 градусов.
Проходные упорные резцы имеют главный угол в плане ϕ = 90 градусов. Упорные резцы применяют для обтачивания нежёстких валов, когда отношение длины к диаметру l/d > 12 , так как они вызывают меньший прогиб заготовки. Однако у резцов с углом ϕ = 90 градусов в работе участвует меньшая длина режущей кромки, чем у резцов с углом ϕ = 30 – 60 градусов, поэтому стойкость упорных резцов меньше, чем проходных.
Задний угол “α” выбирается в пределах 2 – 15 градусов. Чем больше этот угол, тем более вероятна паразитная вибрация. Угол заострения δ влияет на прочность резца, которая повышается с увеличением угла.
Рисунок 25.2.5 Главные углы резца (www.tvormasters.ru)
Правила крепления режущего инструмента.
Рисунок 25.2.6 Положение резца относительно оси вращения (www.tvormasters.ru)
При закреплении режущего инструмента в резцедержателе, режущая кромка резца или его вершина должна строго совпадать с уровнем оси шпинделя.
Резец закрепляется в резцедержателе с вылетом равным примерно 1,5Н.
При большем вылете возможны паразитные вибрации при обработке, а при меньшем, неудобство обработки детали.
Державка резца крепится в резцедержателе на менее чем двумя болтами.
Для регулировки уровня резца под державку подкладываются металлические пластинки (прокладки) разной толщины из мягких, пластичных металлов – медь, латунь, бронза, сталь СТ20, дюралюминий и тому подобное.
Рисунок 25.2.7 Закрепление резца в резцедержателе (www.tvormasters.ru)
www.e-ope.ee